
Abstract
This study investigates the influence of Deep Cryogenic Treatment (DCT) on the mechanical and electrochemical properties of duplex stainless steel DSS2205 subjected to treatment durations of 3, 6, and 24 h. The results reveal distinct variations in mechanical performance following cryogenic treatment. Tensile strength and hardness increased progressively for the 3 h and 6 h DCT conditions, reaching maximum improvements of approximately 6% and 8%, respectively, at 6 h; however, the 24 h treatment exhibited slightly reduced gains. All DCT durations led to a marginal decrease in impact toughness, as evidenced by a reduction in absorbed impact energy, indicating a trade-off between strengthening and toughness. Electrochemical corrosion studies demonstrated a substantial enhancement in corrosion resistance, with the corrosion rate reduced by up to 98.5% in the 6 h treated condition, attributed to improved passivation behavior. Overall, the findings suggest that DCT can serve as an effective and cost-efficient post-processing technique to enhance the strength and corrosion resistance of DSS2205, provided that the treatment duration is carefully optimized to avoid excessive deterioration in toughness. These findings indicate the potential applicability of deep cryogenic treatment for selected industrial environments where improved strength and corrosion resistance are required.
Introduction
Increasing the mechanical and functional stability of the engineering materials has been an issue of concern to the engineering practice with respect to the industrial activities in the marine and petrochemical sector. This has created the need for materials capable of withstanding severe mechanical loading, temperature fluctuations, and chemically aggressive environments. The old methods of heat process and alloying techniques are experimented to be ineffective in the past when put under the inevitable restrictions of operating. The improvement in most cases is secured at the expense of other property of a substance such as hardness, strength, etc. say ductility, corrosion resistance, etc. 1 Moreover, the complicated treatment, high energy usage, rigidity of surface modification in conjunction with the environmental problems the question of sustainability and economical consideration was the bottleneck in our quest of investigating the low-energy post-processing plans. In this project we are trying to maximize the performance and the economical value of the material in an attempt to render the material more useful.
Deep cryogenic treatment (DCT) is an advanced post-processing technique used to enhance the microstructural stability and functional performance of metallic materials through exposure to extremely low temperatures. DCT is the process that entails putting a liquid nitrogen bath at a temperature of about −196 °C and holding the metallic objects within that bath and allowed to remain over a certain duration and was subsequently re-boiled back to ambient temperature gradually. 2 DCT promotes microstructural refinement, which contributes to improved hardness, strength, dimensional stability, and corrosion resistance without changing the chemical composition of the material.3,4 Cryogenic treatment is a process, which entails refining the microstructures of metallic products by operating them under extremely low temperatures in a bid to enhance the properties. 5 DCT is the most widely studied cryogenic treatment technology that is used as a complement with the use of the traditional heat treatment. The community is growing in popularity among scholars because DCT has a low cost, easy-to-use equipment, and low power needs, not to mention its non-polluting nature.6–8 DCT is a green heat treatment technology that is in a common application in enhancing the performance of some of the components in various industries. 9 Liquid nitrogen serves as the refrigerant in DCT, which typically operates between −129 and −196 °C. Liquid nitrogen is inexpensive, readily available, and not harmful like other refrigerants. 10 The additional use of DCT and heat treatment positively affects the material work and the increased quality. Numerous studies have demonstrated that DCT can be very successful in improving characteristics of non-ferrous metals. 11
Duplex stainless steel DSS2205 is widely used in structural applications because of its excellent combination of strength, toughness, and corrosion resistance. As the industry continues to develop, the service environment of structural parts deteriorates progressively, this has led them to focus their primary concern on maximizing their performance. According to the research, DCT can improve material performance while preserving mechanical qualities and dimensional stability. For extremely difficult industrial applications, the exceptional qualities of DSS 2205 can be further enhanced to the desired level when combined with DCT.12–16
The comprehensive literature review showed that the number of researches on stainless steels and DCT is not sufficiently objective.17,18 This necessitates, a further investigation of this field, which is urgently required to expand the prospective of DCT in stainless steels. In addition, additional studies are required to have intimate knowledge on the microstructural processes triggered by DCT on the stainless steel to determine its feasibility in practice across various spheres and uses.
There still exists a limited systematic investigation that combine mechanical characterization, electrochemical corrosion analysis, and impedance-based passive film evaluation for DSS2205 under various cryogenic durations, despite the fact that deep cryogenic treatment has been studied for a number of steel and alloy systems. In order to establish a relationship between the microstructural evolution in DSS2205 initiated by the DCT and the mechanical and electrochemical response. Therefore, this research aims to explore correlations between the duration of the DCT, its impact on the mechanical properties, the electrochemical behavior, and the evolution in surface morphology for DSS2205. Electrochemical corrosion testing and electrochemical impedance spectroscopy (EIS) were used to assess corrosion performance, while scanning electron microscopy (SEM) was used to examine surface and microstructure variations. The study additionally seeks to address the current research gap on the dependability and long-term service life of duplex stainless steels in challenging environmental conditions. The study facilitates the development of superior duplex stainless steel components for demanding industrial applications by evaluating the practicality of DCT as a sustainable post-processing technique.
Material and methods
Material testing
The base material used in this research was DSS2205 (Fe-70.23%, Cr-22%, Ni-5%, Mn-1.2%, Mo-1%, Si-0.5%, C-0.05%, P-0.02%, S-0.02%), which is highly known for its superior ability to combine mechanical prowess together with anti-corrosiveness. In order to minimize residual loads and cutting-related thermal distortions, each sample were cut by an abrasive waterjet. Prior to the cryogenic treatment the sample surfaces were gradually polished using SiC sheet with varying grit sizes to attain a uniform surface finish. To replicate the final conditions, the electrochemical samples experienced additional polishing. all the samples were further were cleaned using acetone followed by ethanol washing and hot air blowing to remove the impurities.
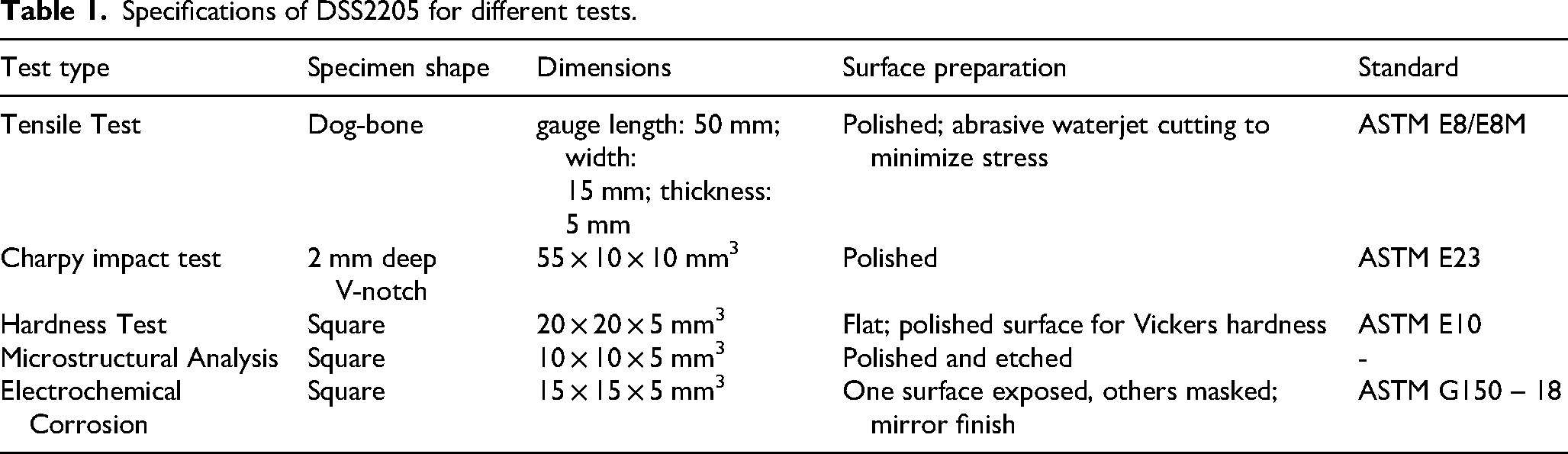
Tensile testing, measure of hardness, and toughness were used to assess the mechanical performance of DSS2205 prior to and after DCT. A microhardness tester, Vickers, VM50, FIE make, India (load 1 kgf, 15 s) was used. Indentations were created at least five times on each specimen and the average value taken. Pendulum impact tester (IT-30 FIE make, India) was used to do impact tests at room temperature. Energy absorbed in the fracture was measured and fracture surfaces analyzed to correlate the microstructural characteristics with toughness. Mechanical tests were conducted in triplicate for each condition to ensure reproducibility and statistical reliability. The reported hardness, tensile, and impact values represent the average of three independent measurements and later compared to determine the influence of cryogenic treatment on DSS2205. Evaluation of the produced specimens was done using various characterizations, such as mechanical testing, microstructural analysis, and electrochemical corrosion testing as summarized in Table 1. The dimensions and the quality of surfaces were maintained to provide consistent and repeatable measurements. The specimens were all cleaned using the ultrasonically in acetone, rinsed in ethanol, and dried in warm air before DCT.
Specifications of DSS2205 for different tests.
Electrochemical corrosion testing
Electrochemical studies were conducted in 3.5 wt.% NaCl solution at room temperature, using three electrodes electrochemical cell connected to potentiostat (ACM Gill instrument, UK). With a platinum mesh serving as the counter electrode and a saturated calomel electrode functioning as the reference electrode, the DSS2205 specimen served as the working electrode. To ensure validity, the open circuit potential was monitored for 30 min before polarisation testing. Potentiodynamic polarisation scans were performed from −250 mV to +1500 mV at a scanning rate equal to 1 mV/s (according to ASTM G5 and G59). Polarisation curves are used to find corrosion parameters such as corrosion potential (Ecorr), current density (Icorr) and the corrosion rate. In order to ensure its reproducibility, each test was repeated three times.
The same arrangement of three electrochemical electrodes and the ACM Gill potentiostat (UK) were also used for Electrochemical Impedance Spectroscopy (EIS) experiments. The sinusoidal AC modulation had an amplitude of 10 mV, and the frequency range evaluated for EIS measurements was 105–10−2 Hz. To obtain understanding of the passive film behavior and electrochemical stability of the untreated and DCT-treated specimens, the resulting impedance spectra data were then examined using a basic equivalent electrical circuit model of a passive film made up of the passive film resistance (Rct), solution resistance (Rs), and constant phase element (CPE).
Deep cryogenic treatment
The prepared specimens were subjected to cryogenic treatment in Bharat Refrigerant Cryo chamber (Cryo Chamber SS304 3-layer with −200 °C Sensor (−196 °C to room temperature; controlled cooling rate: 1°C/min). To avoid thermal shocks, specimens had to be slowly cooled to a temperature of −196 °C and immersed for 3, 6 or 24 h. Deep cryogenic treatment times were chosen according to the recent studies.19–21 Once soaking was finished, the samples were allowed to gradually warm up to room temperature in the chamber's controlled environment. In an attempt to fully comprehend the direct impact of DCT on those material properties, the impacts of post-cryogenic treatment on the microstructural development, mechanical responses, and corrosion behavior of DSS2205 were purposefully avoided in the formulation of this work. The omission of the study was to clearly understand the direct effect of DCT on those parameters of the material and the individual impact of cryogenic exposure. Future research can examine more DCT-tempering cycles with hybrid treatment, which might better balance strength, toughness, and corrosion resistance.
Results and discussions
Surface analysis
The SEM investigation in Figure 1 (JOEL-JSM IT 510) revealed time-dependent surface morphology evolution in DSS2205 after deep cryogenic treatment (in deep and cryogenic conditions). The SEM investigation revealed progressive surface morphology changes with DCT duration. Compared with the untreated sample, treated specimens exhibited relatively refined and more homogeneous surface features. The 6 h treated sample showed comparatively smoother morphology and fewer localized defects. The observed morphological evolution suggests that deep cryogenic treatment influenced the surface and microstructural stability of DSS2205. However, SEM characterization alone is insufficient to conclusively identify phase transformation, nanoscale precipitates, or dislocation substructures. Therefore, the present interpretation is limited to qualitative surface morphology observations. Similar approaches relating microstructural evolution to mechanical and electrochemical behavior have been reported in studies on advanced steel systems and surface-engineered alloys.22,23,24 These studies demonstrated that changes in microstructural homogeneity, phase distribution, and surface integrity can significantly influence mechanical performance and corrosion resistance. Further characterization using X-ray diffraction (XRD), electron backscatter diffraction (EBSD), and transmission electron microscopy (TEM) is required to quantitatively establish phase evolution and substructural modifications after cryogenic treatment.
Mechanical characterization of DSS2205 under DCT
Mechanical characterization is used to determine the operation and practicability of the engineering materials. All mechanical tests were conducted in triplicate for each experimental condition to ensure reproducibility and statistical reliability. The reported values correspond to the average of three independent measurements. It conveys details that may be used in the selection of materials, modification of design, and analysis of failures. The physical characteristics that were considered are hardness, toughness, and tensile strength. The mechanical characterization results are shown in Figure 2.
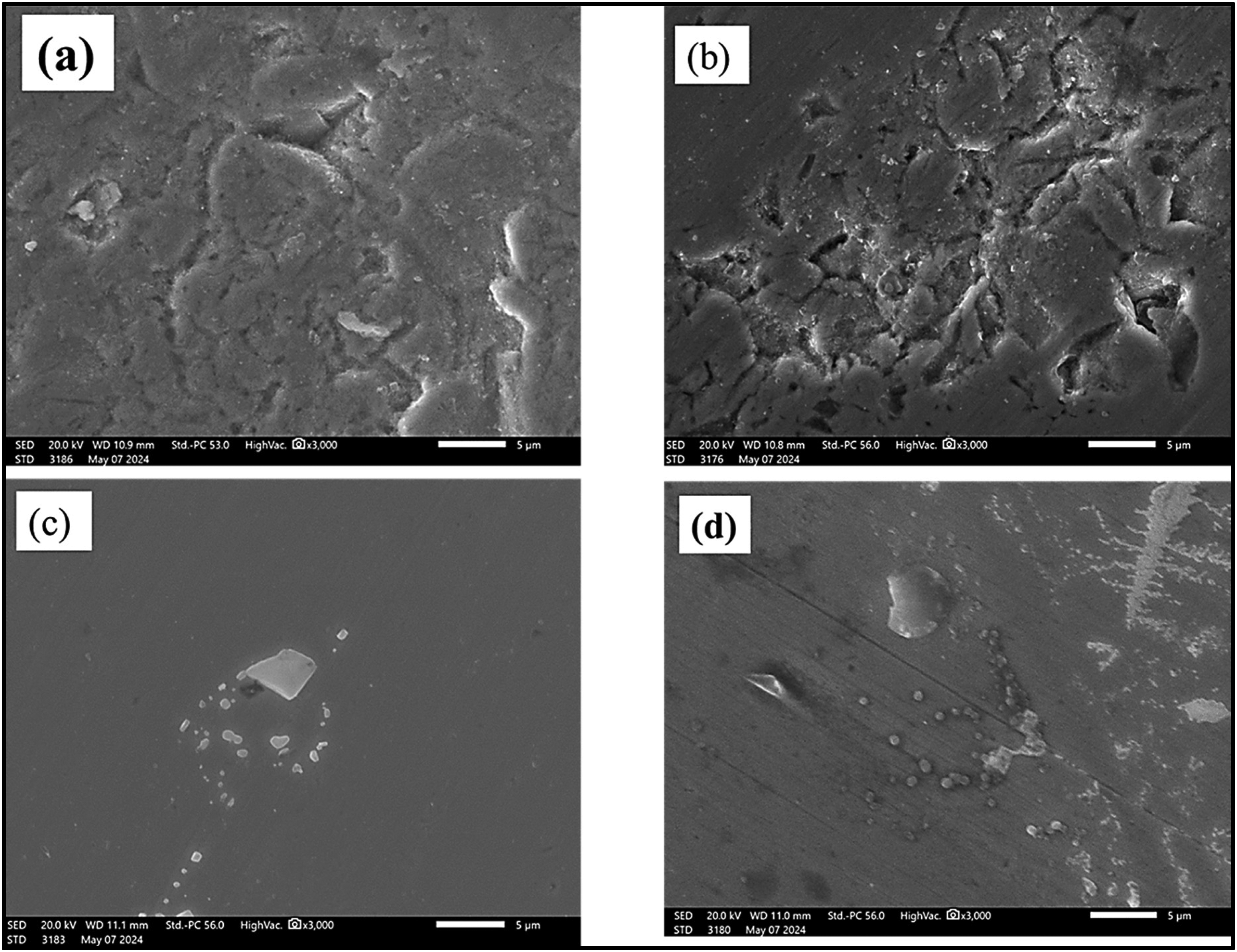
Surface morphology evolution of DSS2205 under different DCT conditions. a) untreated; (b) after 3 h; (c) after 6 h; (d) after 24 h.
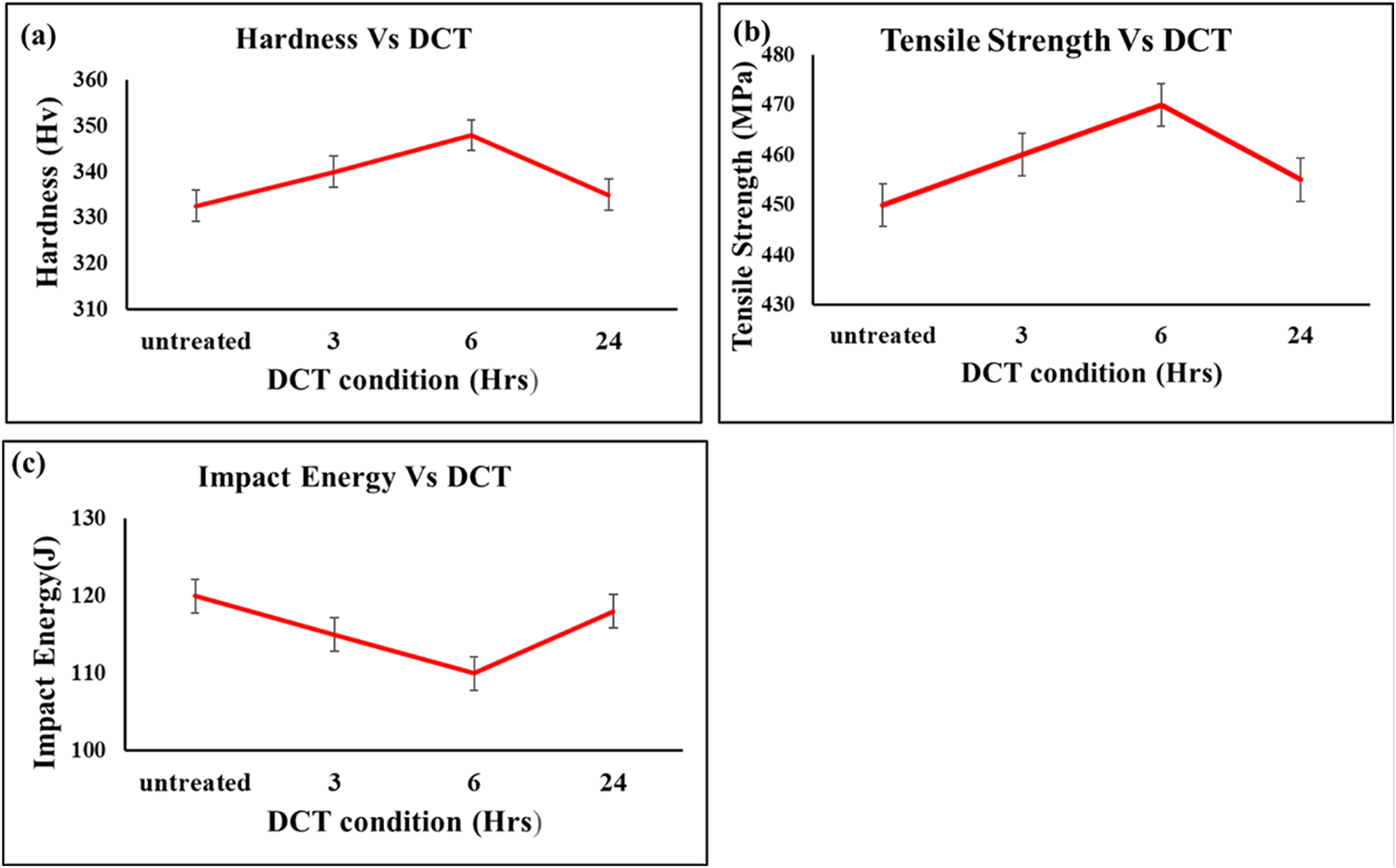
Mechanical characterization results against DCT: (a) Hardness vs. DCT, (b) Tensile strength vs. DCT, and (c) Impact energy vs. DCT.
Hardness
Vickers microhardness testing was performed using a VM50 FIE microhardness tester (India) under a load of 500 gf and a dwell time of 10 s. At least five indentations were made on each specimen at different locations, and the average value was reported. Tensile testing was carried out according to ASTM E8/E8 M using standard dog-bone specimens. The results show (Figure 2(a)) the specimen becomes even harder, with 340 HV, after 3 h of DCT (about 2.3%) and to its highest value of 348 HV, which is 4.7% above the base material without DCT which is 332.6 HV. Nonetheless, as the DCT period increased to 24 h, the hardness lowers to 335 HV still high compared to the base material without DCT.
DCT enhances hardness for up to 6 h then starts declining. The hardness increase observed after DCT may be associated with residual stress redistribution, lattice contraction effects, and possible microstructural homogenization. However, the present study does not provide direct phase evidence confirming martensitic transformation. The direct transition to martensite influences carbide precipitation. 25 The possible sub structural refinement and redistribution of internal stresses, which contributes to a surge in overall hardness. 26 The enhanced hardness of the DCT samples was associated with a decrease in phase-boundary modification. Furthermore, the DCT samples retained the austenite removal, had a more uniform distribution of chromium carbide, and were harder due to the increased amount of chromium carbide. 27
If the cryogenic period is too long, the mechanical properties might decline but remain greater than the untreated. 28 This indicates that the specimen's hardness and tensile strength improved first, then declined when the DCT duration was extended. This resulted from the lattice distortion of the stress concentration decreasing when the DCT duration was too long, dissolving the dispersively dispersed martensite. 29 Additionally, as DCT length progressively grows, the refined grains become homogeneous and attain a generally balanced condition with the influence of internal tension, and also causes a slight reduction in hardness.
In general, it is obvious that low levels of cryogenic exposure (3–6 h) increase resistance in lattice and microstructural structure, but longer exposure times (24 h) promote relaxation more strongly. The findings revealed that DCT provides a controllable way of hardness tailoring of DSS2205 by maximizing treatment times in order to extend the service life of wear-resistant and corrosion-critical industrial components.
Tensile properties
Tensile strength with and without DCT appears to vary very little. The yield strength (YS) increases from 450 MPa initially to 460 MPa after 3 h, indicating a 2.2% increase, and to a maximum of 470 MPa after 6 h, representing a 4.4% increase (Figure 2b). Meanwhile, the yield strength reduces to 455 MPa (1.1%) after 24 h of DCT as compared to initially. Similarly, ultimate tensile strength (UTS) increases from 655 MPa to 670 MPa, a 2.3% increase for 3 h of treatment, and then to a maximum of 685 MPa, a 4.6% increase for 6 h of exposure, respectively. At 24 h, both YS and UTS drops slightly to 455 MPa (1.1%) and 660 MPa (+0.8%), respectively, compared to untreated. The results proved that UTS and YS were not positively related with soaking time, indicating that there is an ideal soaking time. The UTS and YS were close to the limit for soaking time of 6 h.
The moderate increase in strength after DCT may be related to residual stress modification and possible microstructural stabilization induced by cryogenic exposure. The precipitation of carbide in the ferritic creates dislocation barriers and more powerful dislocation-precipitate interactions increase strain hardening.30,31 The incomplete microstructural refinement induces strain hardening, which significantly raises the lattice's strain and dislocation density. 32 Weakening of strength by extended crystalizing processes that relax and coarse the microstructure and reduce the density of obstacles to dislocation and, to some degree, decompose any remaining stresses, as illustrated in long-term shear and martensitic steel of duplex crystalizing processing.33–35
Impact test
The results (Figure 2(c)) show that the Charpy impact energy decreased. The reduction in impact energy was 4.2% and was 115 J after 3 h of treatments. At 6 h of treatment, the impact energy was reduced to at the least 110 J which had a reduction of 8.3%. Moreover, the impact energy of the specimen was 118 J after 24 h and was decreased by 1.7% as compared to the untreated specimen that had impact energy of 120 J.
The microstructural refinement, increase in lattice strains, and redistribution of internal stresses brought by the cryogenic treatment to the samples up to 6 h could be the reason of this reduction in impact toughness. Since the microstructural characteristics are more intricate and sophisticated, the material may be strengthened in the area, and may also have reduced ductility as well as resistance to fracture initiation and propagation. When compared to a 6-h treated condition, a 24-h exposure may result in partial stress relaxation and considerable microstructure stabilization, which might contribute to a limited recovery of toughness. 36
Though a tribological characterization was not included in this investigation, it is anticipated that DCT would increase the sample's wear resistance due to increased hardness and microstructural refinement. So as to fully understand the relationship between cryogenic-induced microstructural modification and the tribological performance of DSS2205 in industrial service conditions, further research should include wear and friction evaluation.
Electrochemical corrosion test
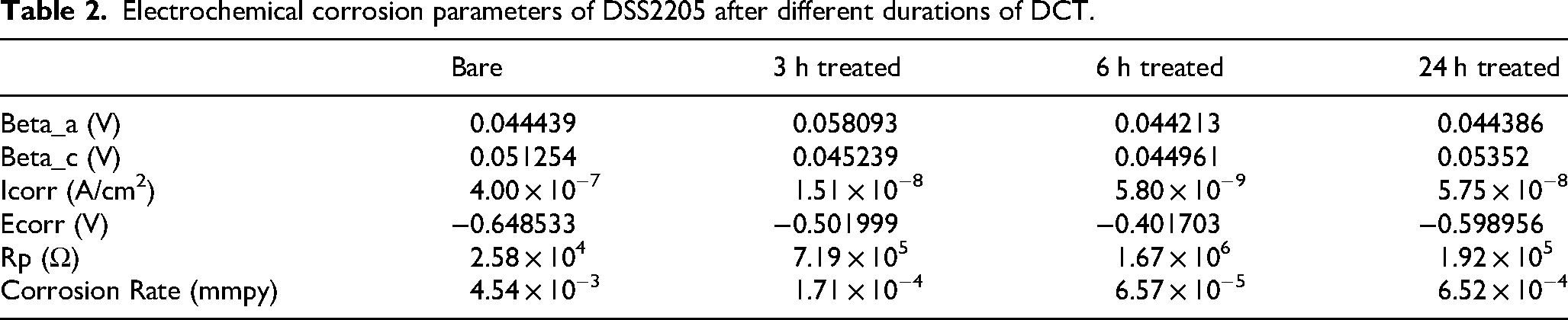
A standard three-electrode cell configuration using a ACM Gill potentiostat (UK) was used for electrochemical corrosion studies in a 3.5% NaCl solution at room temperature. The treated DSS2205 specimen served as the working electrode, the reference electrode was a saturated calomel electrode, and the counter electrode was platinum mesh. The open circuit potential was recorded for 30 min prior to the polarisation test for stabilizing. Potentiodynamic polarisation scans were performed from −250 and +1500 mV in accordance with ASTM G5 and ASTM G59 at scan rate of 1 mV/s. The corrosion parameters such as corrosion potential (Ecorr), corrosion current density(Icorr), corrosion rate, and polarisation resistance (Rp) were calculated through the polarisation curves. Each electrochemical test was repeated three times to ensure reproducibility. Figure 3 shows that the longer the treatment period the less the polarisation curves shift to the low-current densities and high positive Ecorr, implying that passivation behavior is enhanced gradually. Table 2 indicates that there is a deep reduction in Icorr from 4.00 × 10 −7 A/cm2 of the untreated specimen to 5.80 × 10−9 A/cm2 of the one that has undergone a 6 h corrosion treatment. Ecorr varies by increasing to −0.401 V, whereas polarisation resistance (Rp) varies by increasing to 1.67 × 10 −6 Ω/cm2. It was estimated that the corrosion rate had reduced to 6.57 × 10 7 mmpy, and this is a substantial reduction in estimated corrosion rate with the uncoated sample.
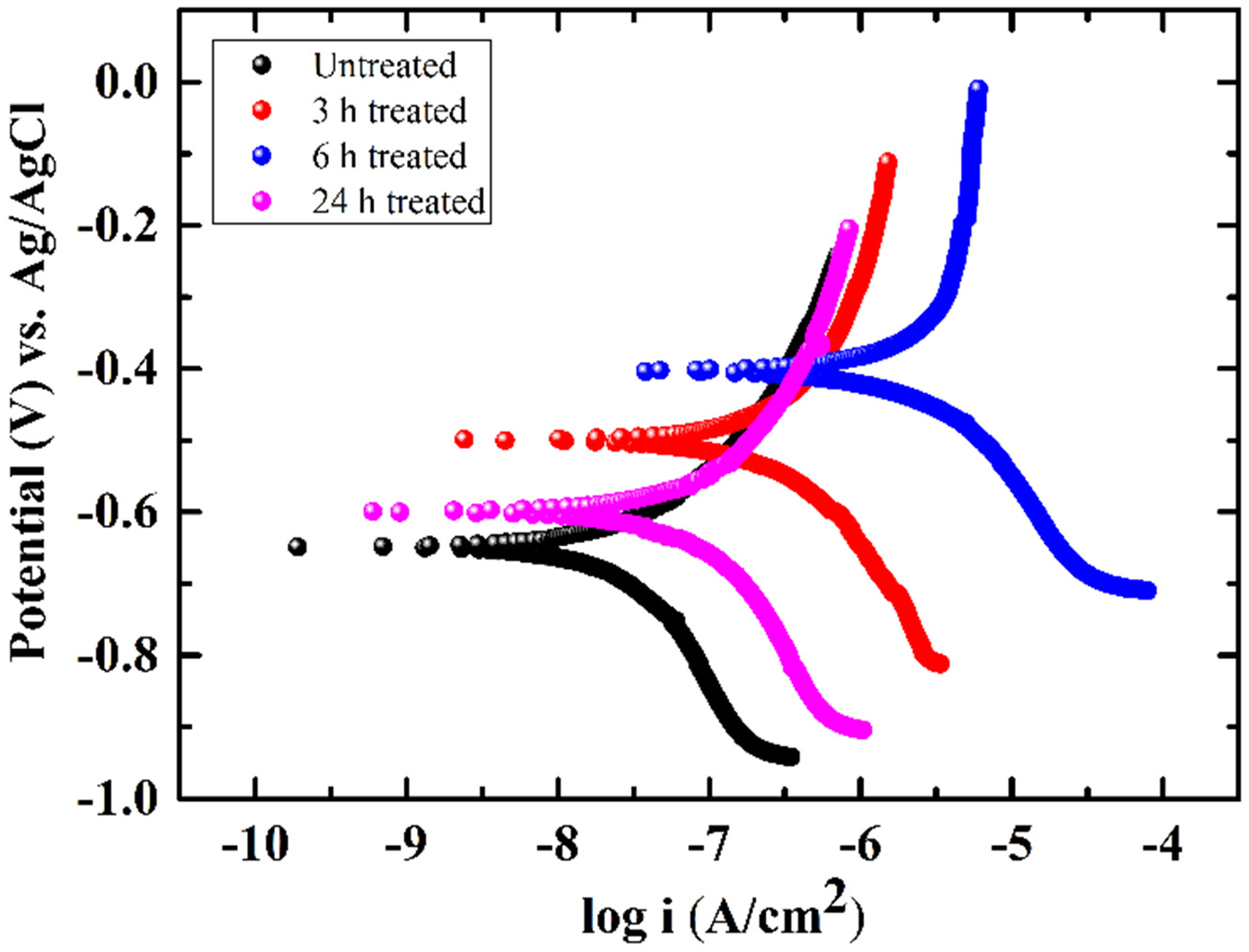
Potentiodynamic polarization curves of DSS2205 subjected to DCT.
Electrochemical corrosion parameters of DSS2205 after different durations of DCT.
Recent studies demonstrated that microstructural densification and refined carbide dispersion effectively reduced localized corrosion susceptibility and enhanced electrochemical stability in aggressive environments. These findings strongly support the present observation that optimized cryogenic exposure promotes a more electrochemically stable surface through microstructural refinement and passive film stabilization.
The creation of a chromium-enriched passive protective coating that can considerably prevent penetration of chloride aggressive ions could be attributed to the better electrochemical performance of the DCT treated specimens which reduces their susceptibility to corrosion.37,38 These findings are supplemented by SEM analyses, as indicative of a smoother and uniform morphology of the surface in the treated samples, cutting down the activity of micro-galvanic and enhancing the overall surface integrity. Of the studied periods, the treatment of 6 h showed the greatest corrosion resistance, although, the longer periods of exposure to 24 h led to a minor degradation, which is probably caused by microstructural over-aging, passive film instability, or local stress relaxation leading to the initiation of nanoscale defects.
The creation of a chromium-enriched passive protective coating that can considerably prevent penetration of chloride aggressive ions could be attributed the better electrochemical performance of the DCT treated specimens which reduces their susceptibility to corrosion.39,40 These findings are supplemented by SEM analyses, as indicative of a smoother and uniform morphology of the surface in the treated samples, cutting down the activity of micro-galvanic and enhancing the overall surface integrity. Of the studied periods, the treatment of 6 h showed the greatest corrosion resistance, although, the longer periods of exposure to 24 h led to a minor degradation, which is probably caused by microstructural over-aging or instability of the passive film.
In short, the synthesized potentiodynamic polarisation curves and electrochemical evidence validate the success of the potential of DCT as an efficient technology of surface modification in optimization of durability under harsh service conditions, where long-term corrosion resistance is needed. 41
Table 3 compares the mechanical and corrosion characteristics observed in the present investigation to those reported in earlier research on cryogenically treated and stainless steels. The comparison indicates that, for identical cryogenic-processing conditions, the improvements obtained in DSS2205 are often within the ranges specified in the literature.
Comparison of mechanical and corrosion performance.

In the present work moderate increase has been observed in the hardness and tensile strength (4–5%) and increase in electrochemical corrosion resistance. This has been reported by Koppula et al. 3 for duplex stainless steel and Shinde et al. 37 for H13 Type tool steel in which the effects of cryogenic treatment were seen on the surface stability and corrosion. The degree of corrosion-rate reduction obtained in the present study is relatively large. The electrochemical corrosion-rate estimations are sensitive to electrolyte composition, polarization conditions and preparation of the surface etc. Thus, the conclusions of this study cannot easily be compared with the data from previous studies cannot be contrasted quantitively. The comparative study indicated that deep cryogenic treatment could be used for moderate enhancement of the mechanical and electrochemical properties, but amount of enhancement is highly dependent on processing duration, alloy composition and microstructural response.
Electrochemical impedance spectroscopy analysis
The electrochemical impedance spectroscopy (EIS) results for untreated and DCT-treated DSS2205 specimens are presented in Figure 4 and the equivalent circuit model used for fitting the EIS spectra is shown in Figure 5. The open-circuit potential as a function of time indicates that all samples reach a quasi-steady potential after roughly 1800 s. The untreated specimen stabilized at approximately −0.60 V versus Ag/AgCl, whereas the 6 h treated sample shifted to a significantly more noble potential of around −0.32 V. This shift indicates the formation of a more protective and less reactive surface coating. The values that were obtained for 3 h and 24 h treatments support the development of time-dependent change in surface and coating properties following the treatment.
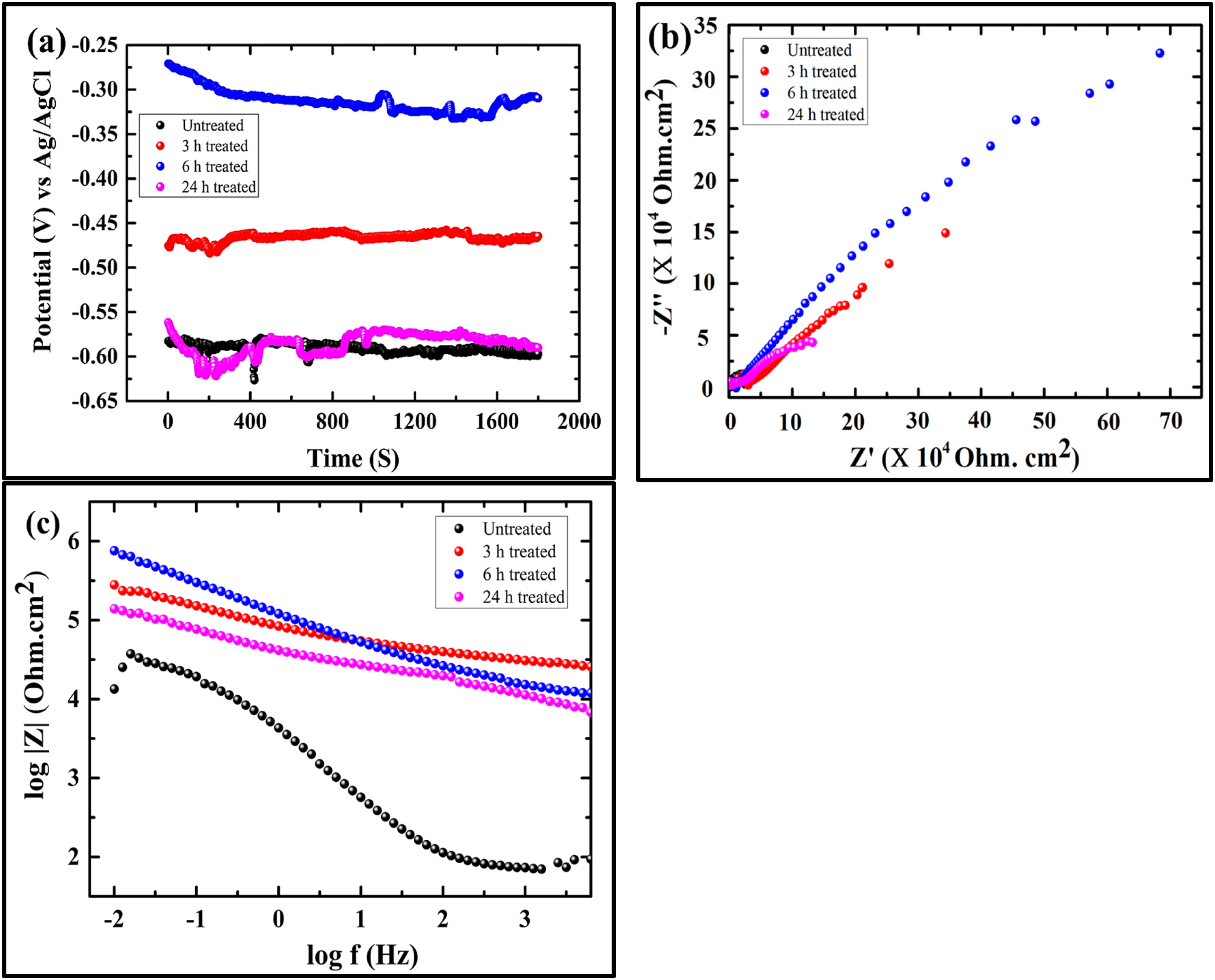
Open-circuit potential and EIS data for untreated and thermally treated samples.
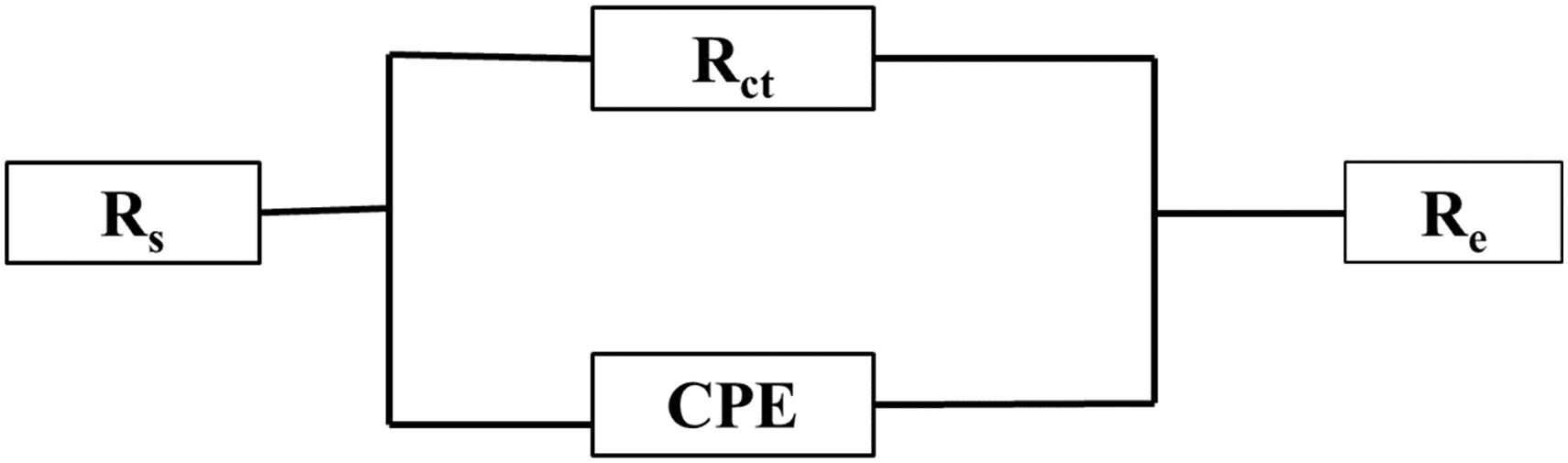
Equivalent electrical circuit model used for fitting the EIS spectra.
In a Nyquist plot, the diameter of the semicircle obtained from extrapolation corresponds to the charge-transfer resistance. Under many electrochemical conditions, particularly when diffusion effects are negligible, this value is effectively equal to Rp. The greater the semicircle diameter, higher will be the resistance Rp, causing a lower corrosion rate. 42 The 6 h treated sample shows a largest semicircle, indicating the highest Rp which implies higher corrosion resistance compared to untreated and other treated samples. The 24 h treated sample exhibited a slightly lower Rp than the 6 h treated sample, which was most likely owing to during prolonged exposure.
The Bode magnitude plot confirms higher impedance of treated samples particularly at low frequencies where they are significantly higher in case of 6 h treated samples. The capacitive nature of the system is captured in the slope of the log Z vs. log f curve. The results are consistent with trends reported in previous studies on metallic surfaces subjected to treatment or coating. Specifically, they align well with findings from recent investigations on surface-treated alloys and coatings.43,44
The impedance behavio was analyzed using an equivalent electrical circuit as shown in Figure 4. The symbols Rs, Rct, and CPE were used to denote electrolyte resistance, charge transfer resistance at metal/electrolyte interface and non-ideal double layer capacitance due to surface heterogeneity, respectively. Table 4 shows the optimised electrochemical parameters after the fit.
Electrochemical parameters of DSS2205 after DCT.
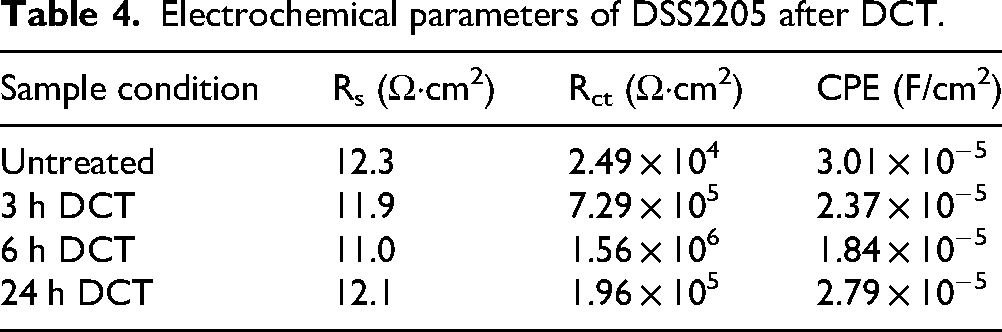
The value of Rct for the untreted sample showed relatively lower corrosion resistance and passive-film stability. Mean Rct values tends to increase with DCT and recorde the highest value at 6 h of treatment, indicating better barrier properties and reduced electrochemical activity. The improvement of the impedance response after DCT could be linked to the uniformity of the surface and stabilisation of the passive layer.
The slight decrease in Rct for the 24 h treated sample compared to the 6 h indicates microstructural relaxation or surface instability in a small region of the samples subsequent exposure to very long time in a cryogenic environment.Increase in Rct has been correlated to corrosion resistance and integrity of passive films for various surface-engineered and wire arc additively manufactured steels that are similarly reported in previous studies.45,46
Microstructural analysis
Figure 6 (a) shows the untreated surface with widespread area of cracking, irregular cluster-like precipitates, surface relief features and micro-fissures, which are indicative of a substrate with exposed grain boundaries and defects that provide corrosion initiation sites. At 3 h DCT in Figure 6 (b), the morphology changes: the cracks become less numerous, and the precipitate clusters appear as round. At 6 h DCT in Figure 6 (c), a much smoother surface without obvious deep fissures, and continuous plate like scattered nodular features are observed. Such morphology is correlated to the highest polarization resistance and impedance magnitude found electrochemically, implying that the treatment duration of 6 h demonstrates the best treatment duration for film growth/repair. At 24 h DCT in Figure 6 (d), the surface is characterized by higher nodular and granular debris, a little more porosity and minor fissuring compared with 6 h indicating an over- treatment or a relaxation of microstructure begun (i.e., micro cracks or micro-voids formation in the thickened film). The faint diminution in morphology following the prolonged treatment is in accordance with the slight diminution in impedance/resistance for the 24 h sample.
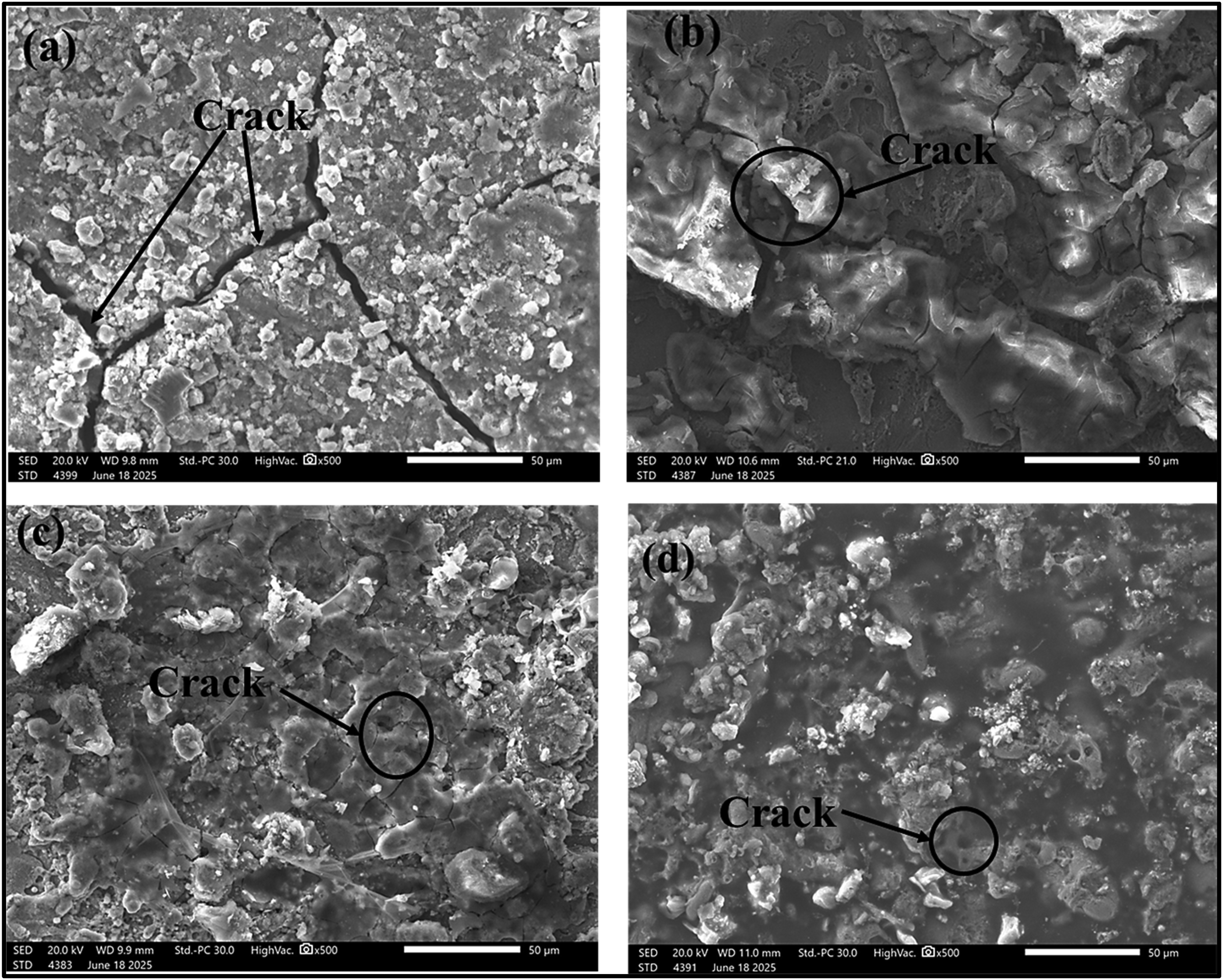
Corroded samples of DSS2205 under different DCT conditions. a) untreated; (b) after 3 h; (c) after 6 h; (d) after 24 h.
From a mechanistic point of view, the morphological evolution can be attributed to thermal treatment induced transformations: the precipitation of fine carbides or nitrides, the reduction of the retained austenite, the relief of the residual stresses, film densification-all these leading to a better resistance to corrosion. Furthermore, from SEM studies of duplex stainless steels in chloride mediums, smooth surfaces with as minimal as fissuring and fewer exposed phase boundaries all correlate very well with less pit initiation and higher charge transfer/barrier resistance. 47
Accordingly, the morphological evolution observed in the present work progresses from a cracked untreated surface to an improved yet incomplete layer at 3 h, reaches an optimum state at 6 h, and then shows signs of over-treatment and defect formation at 24 h. This evolution closely mirrors the trend in electrochemical performance, supporting the conclusion that a treatment duration of 6 h provides the optimal balance between film growth and structural integrity.48–50 The volume percent of ferrite and austenite must be defined in order to fully understand the electrochemical behavior, which is a limitation of the present study. The primary focus of this study is the impact of DCT on mechanical properties. Therefore, for a better understanding, the relationship between DCT and phase balance and property evolution can be investigated in the future using sophisticated characterization techniques such electron backscatter diffraction (EBSD), X-ray diffraction (XRD), or quantitative image analysis.
Conclusions
Based on the experimental investigation, the key findings of this study regarding the effects of DCT on DSS2205 can be summarized as follows:
Deep cryogenic treatment effectively enhances the mechanical and electrochemical performance of DSS2205, demonstrating its potential for demanding industrial applications. The improvement in hardness, yield strength, and tensile strength may be associated with residual stress redistribution, microstructural stabilization, and possible substructural refinement induced by deep cryogenic treatment. SEM observations indicated noticeable surface morphology evolution after DCT; however, advanced characterization techniques such as XRD, EBSD, and TEM are required for conclusive phase and substructural analysis Toughness gain up to 6 h proved to be more crack-arresting capability, 24 h exposed showed over-relaxation of microstructure, which shows the importance of time-controlled cryogenic treatment. Electrochemical tests revealed a 98.5% corrosion rate reduction at 6 h achieving superior passive film stability for service in the marine, offshore, petrochemical, and desalination environments. The results define the feasibility of 6 h DCT strengthening route for DSS2205 which, in future, will have a scope for hybrid cryogenic-tempering cycles, predictive modeling of DCT kinetics, and long-term evaluation under real industrial operating conditions.
Footnotes
Ethics approval
We comply with ethical standards. We provide our consent to take part.
Consent to participate/publication
The authors provide consent to participate/publication.
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
Data supporting the findings of the study are available within the article.