
Abstract
This work aims to develop a novel eco-friendly waterborne epoxy anti-corrosion primer for rusty steel. The basalt flakes and polyaniline-modified TiO2 were used as pigment to replace zinc, and multi-organic acids were used as conversion agents based on the film-forming of waterborne epoxy emulsion. Their effects on the adhesion and anti-corrosion were studied using cross-cut test, electrochemical test station and neutral salt spray test, respectively. The microstructures of the coatings were also tested to analyze the anti-corrosion mechanism. The results show that Tannic + Citric + Gallic has the best rust conversion effect. The coating with 10% basalt flakes, 3% polyaniline-modified TiO2 has a uniform and dense diffusion barrier layer. The adhesion is the highest with grade 0. The corrosion resistance is the best with high corrosion impedance and high salt spray resistance time of 480 h. It provides a new option for the rusty steel structures to maintain against corrosion in practical engineering applications.
Introduction
Steel structures are highly vulnerable to corrosion during long-term operation in industrial environment. Some rusts are formed by the chemical reaction between Fe and oxygen, such as FeOOH, α-FeOOH, β-FeOOH and Fe3O4. 1 These rusts are porous and loose, 2 impairing the strength and safety of steel structures. Coating is the most common method for on-site anti-corrosion maintenance of the rusty steel structures. 3 Iron hydroxides in rust layer possess strong polarity and high hydrophilicity, which enables them to readily absorb atmospheric moisture and form a continuous water film at the coating-rust interface. This weakens the interfacial van der Waals forces and chemical bonding, thereby reducing the interfacial adhesion. Therefore, the rust must be removed before painting because rust can hinder the adhesion between the paint film and the steel. 4 Sand blasting is often used to remove the rust. However, it is not convenient for on-site blasting to remove rust. Meanwhile, it can lead to high cost for rust removal. Surface tolerant coatings are an effective way to solve this problem as it can paint directly on the rusty steel. 2 A rust converter is applied in the coating to remove the rust. It can convert harmful rusts into harmless substances. Phosphoric acid or phosphate is a common rust conversion agent. However, excessive use of phosphoric acid or phosphate can cause phosphorous pollution. Organic acids are eco-friendly and have been used for rust conversion agent, such as tannic acid, 5 citric acid, phytic acid,6,7 oxalic acid, salicylic acid, gallic acid. 8 Moreover, adding organic acid to phosphoric acid or phosphate can improve its rust conversion, such as aluminum triphosphate-tannic acid, 9 phosphoric acid-gallic acid. 10
A zinc-rich epoxy coating has been largely applied to protect the steel against corrosion due to the strongest adhesion between epoxy and the steel11,12 and the excellent cathodic protection of zinc. 13 The high content of zinc in the coating can achieve effective cathodic protection and lead to excellent corrosion resistance. 14 However, the use of a large amount of zinc will lead environment pollution and high industry cost. 15 Other pigments have been tried to replace zinc, such as Silane, 16 TiO2,17,18 Graphene oxide, 19 SiO2, 20 ZnO, 21 CeO2. 22 Furthermore, multi oxide nanoparticles (SiO2, ZnO, Fe2O3) have been found to largely enhance the corrosion resistance of epoxy. 23 Basalt flakes are a natural material, which composed of SiO2, Al2O3, Fe2O3, CaO and MgO. It has been used as pigment in the anti-corrosion coating due to its excellent shielding performance by its special microstructure. Yan J et al. 24 have found that 10wt% basalt flakes can generate “maze” effect in solvent-free epoxy coating and lead to the best anticorrosion resistance. Zhang MX et al. 25 have found that basalt powder with the content below 20wt% can enhance the anti-corrosion properties of the epoxy coating. Moreover, basalt flakes were modified to increase its miscibility within epoxy, such as phytic acid, 26 carbon nanotube, 27 γ-aminopropyl triethoxysilane 28 and graphene oxide. 29 The nanomaterials are often required to be modified before adding into the coating due to their agglomeration characteristics. 30 This increases the difficulty of preparation process.
Eco-friendly anti-corrosion coatings for steel have attracted attention recently due to environmental policies and industrial needs. Compared with solvent-based coatings, waterborne coating is preferred due to its non-flammability and environmental friendliness. 31 Zinc free coating has become a research hotspot due to its low cost and low pollution. Organic acids have been tried to replace inorganic acids owing to its less toxicity. In this paper, a novel waterborne epoxy anti-corrosion coating free of zinc was prepared for rusty steel. The basalt flakes and polyaniline-modified TiO2 were used as pigment to replace zinc, and multiple organic acids were used as conversion agents. Their effect on microstructure and corrosion resistance were investigated to achieve the best match.
Materials and methods
The epoxy lotion was water soluble, which was purchased from Shenzhen Jitian Chemical Co.,Ltd with the type of F0704. Its solid content was (50 ± 3)% and the epoxy equivalent weight was 400∼800 g/eq. The curing agent was waterborne polyamide, which was purchased from Shenzhen Jitian Chemical Co.,Ltd with the type of F0705. Its solid content was (44 ± 2)% and the active hydrogen equivalent was (260 ± 60) g/eq. The epoxy-to-polyamine stoichiometric ratio was 2:1 in the formulation.
The basalt flakes were 800 mesh with a thickness of 2–5 μm. The particle size distribution measured by laser diffraction was D10 = 11.263 μm, D50 = 28.593 μm, D90 = 84.837 μm. Polyaniline was an intrinsic state with powder particle size less than 30 μm. TiO2 was rutile with powder particle size less than 23 μm. Tannic acid, citric acid, phytic acid and gallic acid were used as rust conversion agent.
Polyaniline powder and TiO₂ powder were weighed and initially mixed in a 1:1 mass ratio. The mixture was then transferred into a pre-determined volume of deionized water and silane (KH550, γ-Aminopropyltriethoxysilane). The suspension underwent magnetic stirring for 30 min followed by sonication for 60 min. Afterward, the resulting mixed liquid was centrifuged at a rotational speed of 3000 rpm. The separated solid was baked in an electric oven for 80°C with 60 min. Finally, polyaniline- modified TiO₂ was obtained by grinding the dried solid and filtering the resulting powder.
The composition of waterborne epoxy basalt anti-corrosion coating was listed in Table 1. The coating was consist of two groups. The curing agent was group B and the others were group A. The preparation process was shown in Figure 1. The waterborne epoxy emulsion was firstly poured into a stainless steel cup and then stirred at a speed of 500∼1000 rpm. During mechanical stirring of epoxy emulsion, basalt flakes, polyaniline-modified TiO2, organic acids and solid pigments were added successively and then liquid raw materials. After that, the mixture was ball milled 30∼45 min using ZrO2 balls to fine the solid pigments. Group A was prepared after filtering the mixture through an 80–100 mesh filter. The coating was then produced when group A and group B was blended and stirred 5∼10 min. Finally, the coating was painted on the rusty steel as shown in Figure 2. The thicknesses of the rust layer and the coating were 29.8 μm and 100 μm, respectively.
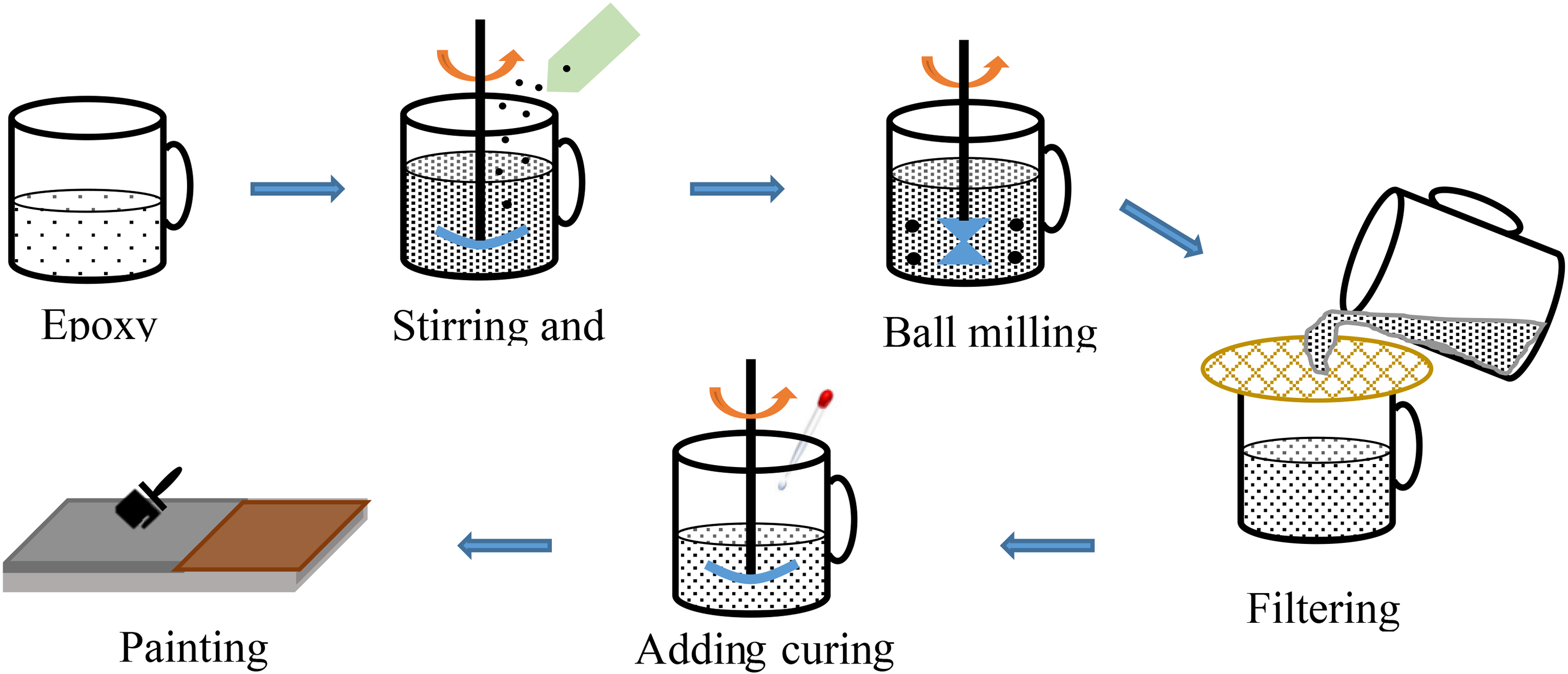
Schematic illustration of the preparation of coatings.
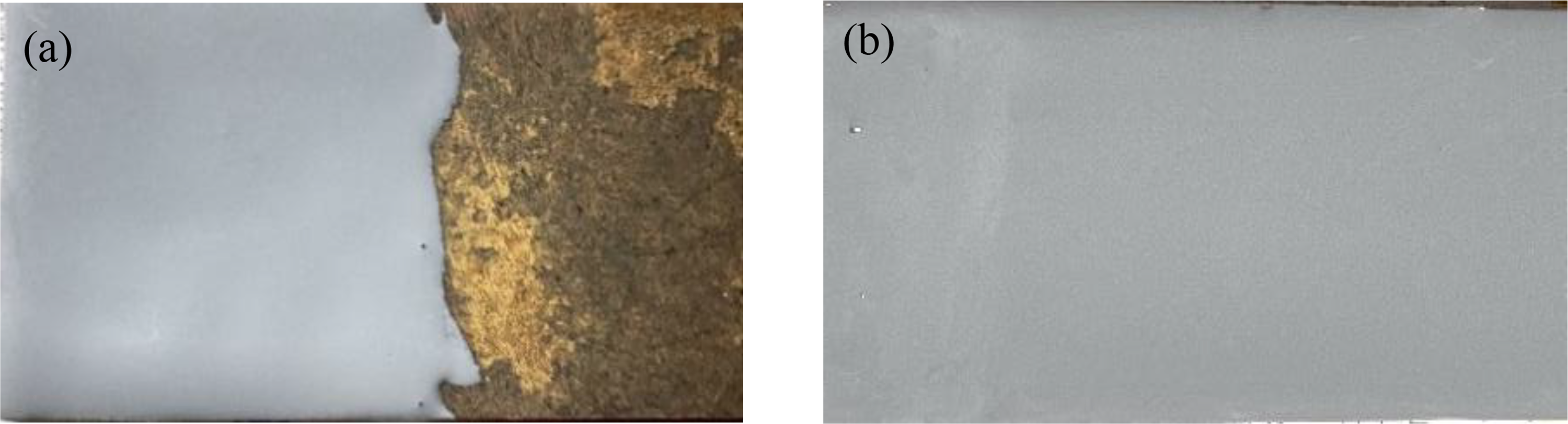
Painting on the rusty steel: (a) Painting the coating (b) the cured coating.
The content of basalt flakes and organic acids in the waterborne epoxy coating.

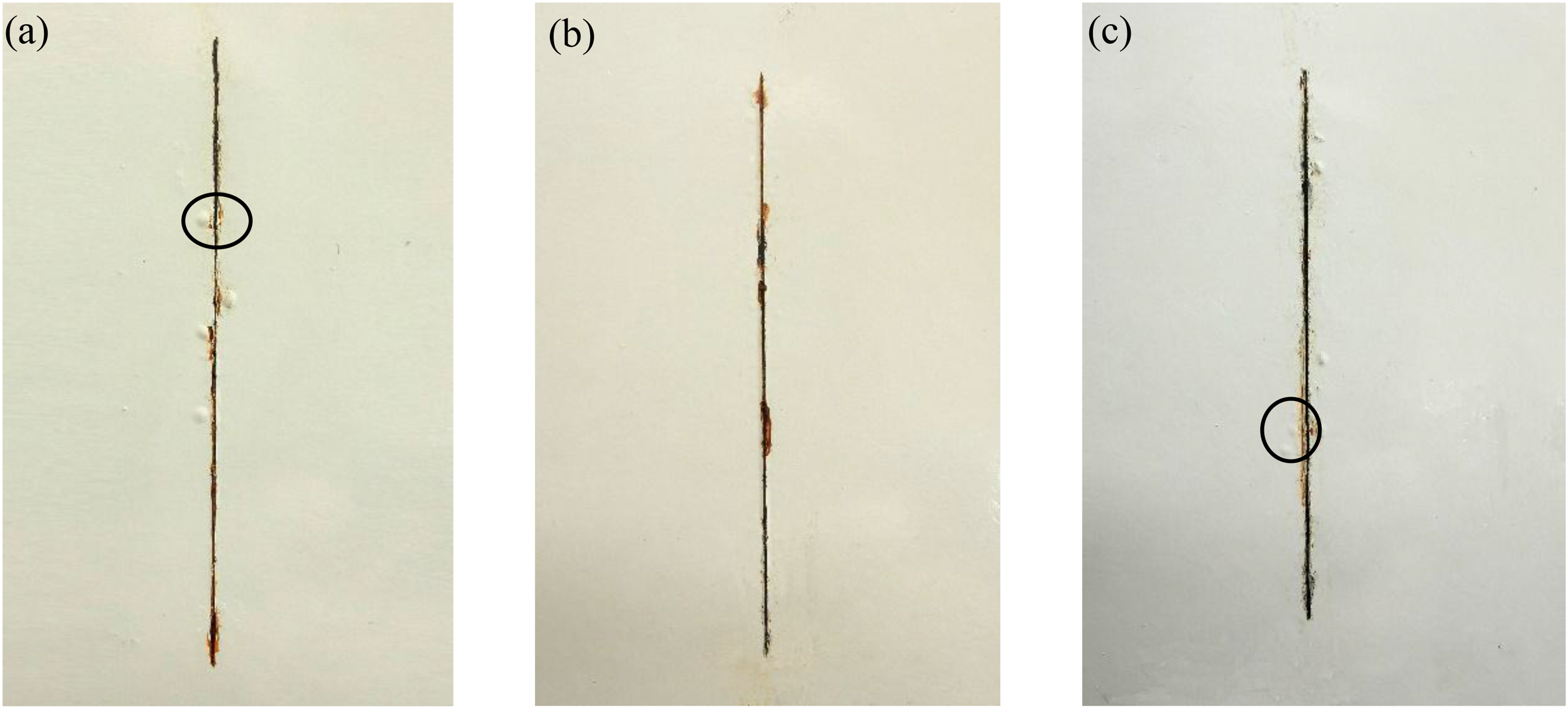
The properties and microstructure of the coating were tested after four weeks. The adhesion was tested by using cross-cut test according to ISO2409-2020. The number of cutting lines were 6 and the cutting spacing was 2 mm. The quality of adhesion was represented by using from Grade 0 to grade 5. Grade 0 indicated the best adhesion and Grade 5 indicated the poorest adhesion. The anti-corrosion properties were tested by using salt spray test and electrochemical workstation. The salt spray test was used neutral salt spray with pH = 6.5∼7.2 and (50 ± 5)g/l NaCl solution referring to ISO 9227-2017. All the coatings were scribed with a single line referring to ISO 17872-2007 before salt spray test. The polarization curves and impedance spectra of the coating were measured using a CHI600E series electrochemical workstation. The test zone of the sample was 10 mm × 10 mm, and the electrolyte was 5% NaCl solution. The microstructures of the coatings were observed using Scanning Electron Microscope (SEM) and its composition was analyzed by using Energy Dispersive X-Ray Spectroscopy (EDX). The rust and the coating were separately removed by a scraper from the rusty steel and their phases were identified by using X-ray diffraction (XRD) with a scanning rate of 5°/min.
Results and discussion
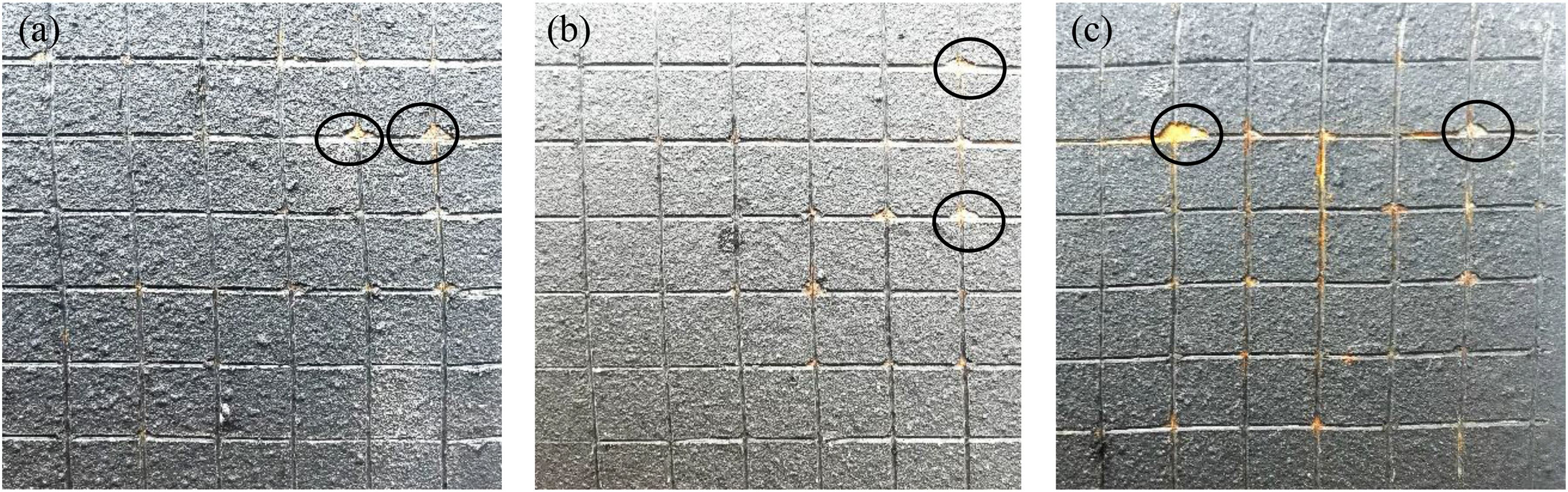
The adhesion of the coating is a key factor to enhance the corrosion resistance. The poor adhesion will cause blistering, cracking and flaking by the corrosion media. The steel will then begin to corrode. In this study, the adhesion was evaluated using cross-cutting test. The surface appearances of the coatings after cross-cutting was shown in Figure 3. The adhesion of the coatings with 20% and 5% basalt flakes are grade 1, as indicated by the black circle. The adhesion of the coating with 10% basalt flakes is grade 0, indicating the best adhesion. This indicates that basalt flakes can significantly improve the bonding strength between the waterborne epoxy coating and the rusty steel substrate.
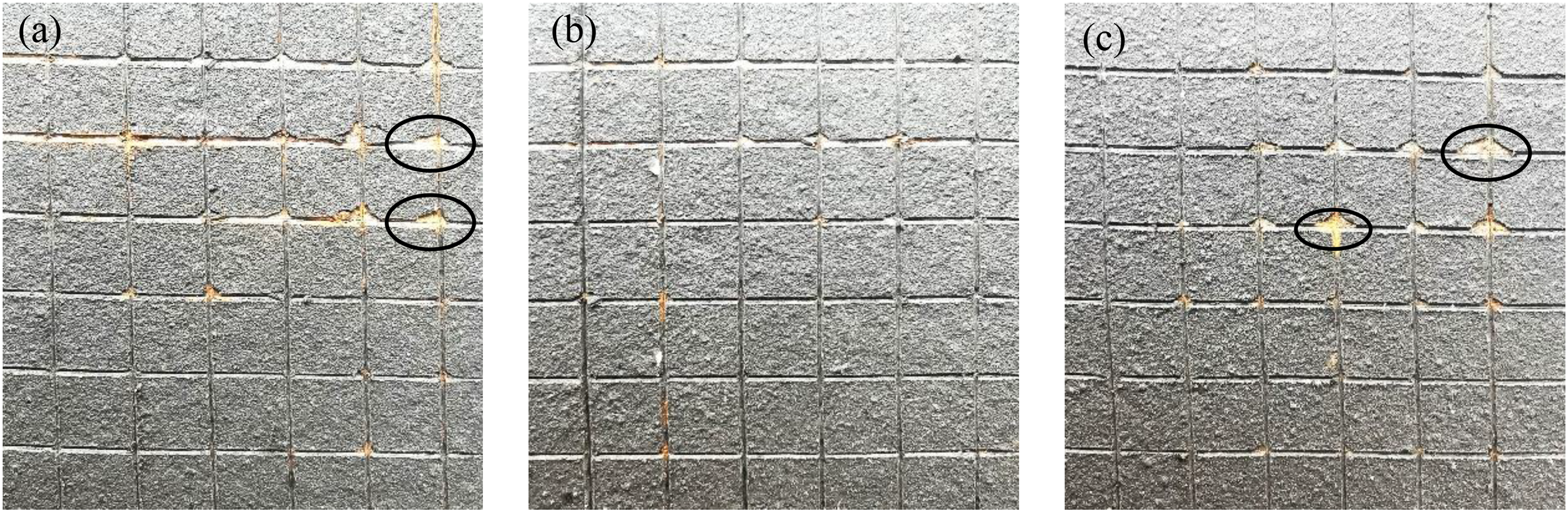
Cross-cut photos of the coatings with different contents of basalt flakes: (a) 20%, (b) 10%, (c) 5%.
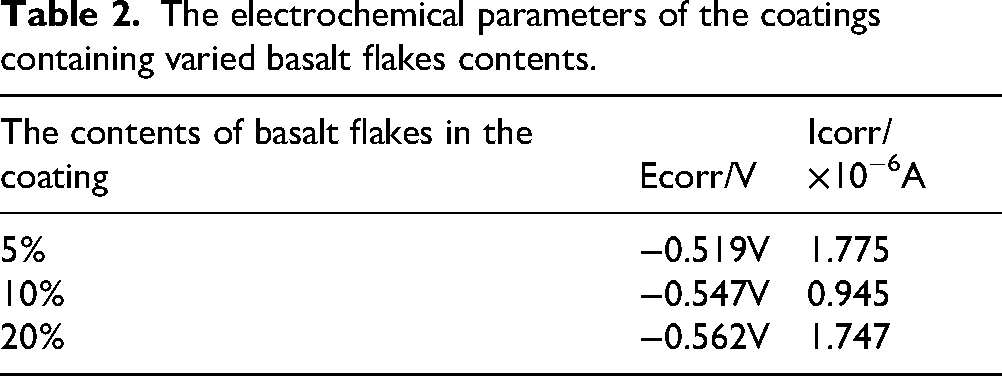
Figure 4 shows the Tafel curves and Nyquist impedance spectrum for the coatings with different contents of basalt flakes. The corrosion potentials and currents are listed in Table 2. For bare metals, corrosion potential can reflect the thermodynamic stability of metals in specific environments. Generally, it is not easy to corrode when the corrosion potential is positive. The more negative the corrosion potential, the easier it is for the metal to corrode. Corrosion current can directly reflect the rate of corrosion reaction. The large corrosion current means that the corrosion rate is fast. On the contrary, the small corrosion current indicates that the corrosion rate is slow. However, for coated metals, Tafel analysis has certain limitations in determining corrosion rate due to the weak electrical conductivity of organic coatings. The electrical resistance of the coating is bigger than 20MΩ tested by digital multimeter. The digital multimeter measures direct current steady-state resistance, reflecting the macroscopic insulation performance of the coating. In contrast, the electrochemical workstation adopts dynamic potential polarization, which can excite the micro-pore ion migration and interfacial charge transfer of the coating. Even with high macroscopic resistance, the weak corrosion current can be detected to form a complete Tafel curve due to the microscopic defects and water absorption channels of the epoxy coating. Therefore, it is not appropriate to quantitatively analyze the corrosion rate of organic coating using Tafel results. In this manuscript, the anti-corrosive coatings contains polyaniline and graphite. The coating will exhibit a certain degree of electrical conductivity due to the conductive nature of these two components. Corrosion potential and corrosion current are only used as comparative parameters to describe the differences among different coatings. The coating with a more positive corrosion potential and lower corrosion current presents superior barrier protection compared to others. The corrosion current of the coating with 10% basalt flakes is lower than that of the coatings with 5% and 20% basalt flakes, which is 46.8% and 45.9% reduction, respectively. This demonstrates that the coating modified with 10% basalt flakes possesses optimal barrier properties in comparison with the other coatings. There is only one capacitive reactance arc in the Nyquist impedance spectrum for all the coatings. A single impedance arc for coated metals generally indicates that the coating is intact and compact, with negligible corrosion reaction at the metal/coating interface. A large impedance arc radius corresponds to high coating resistance and excellent barrier protection, whereas a small impedance arc radius suggests the presence of defects in the coating and poor corrosion resistance. The capacitive arc radius of the coating with 10% basalt flakes is larger than that of the coatings with 5% and 20% basalt flakes. This indicate that the coating with 10% basalt flakes is more compactness and exhibits higher corrosion resistance. The neutral salt spray test results for the coatings containing varied basalt flakes contents are shown in Figure 5. According to ISO4628, there are four degradations for the coating, such as blistering, rusting, cracking and flaking. Only blistering is found in the coatings with 5% or 20% basalt flakes after 480 h neutral salt spray test, as indicated by the black circle in Figure 5. The degree of blistering is 1(S2). No degradation is found in the coating with 10% basalt flakes, indicating excellent salt spray corrosion resistance. Combining the adhesion, corrosion current, impedance and the neutral salt spray, the waterborne epoxy emulsion with 10% basalt flakes exhibits the best corrosion resistance. Its microstructure is shown in Figure 6. A compact and continuous microstructure is formed in the coating with 10% basalt flakes. The components are evenly mixed with a lamellar structure and no cracks are found in the coating except for a few pore. On one side, this uniform and dense microstructure can enhance the adhesion between the coating and steel because their contact area are not decreased by the pores or cracks. The steel can therefore be protected by the coating for long time. On the other side, this uniform and dense microstructure can prevent the diffusion of oxygen, water, and chloride ions. This can reduce the corrosion of steel and then enhance its corrosion resistance.
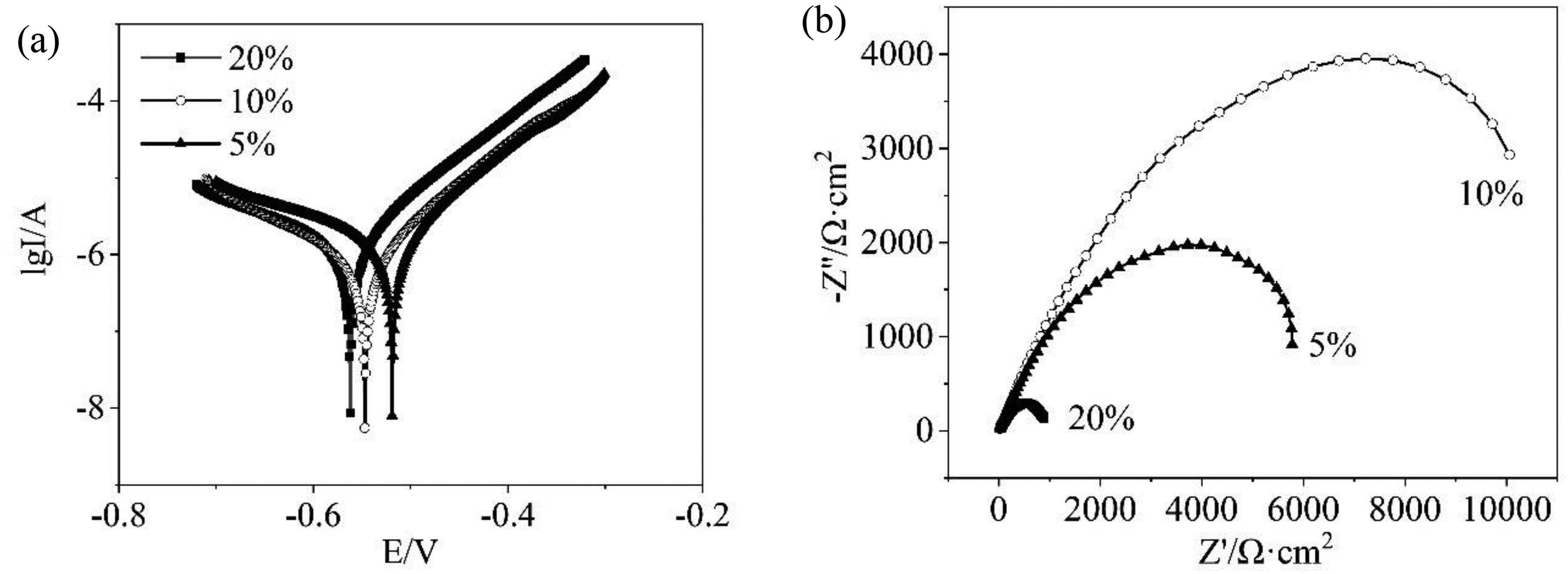
Tafel curves and Nyquist impedance spectrum for the coatings containing varied basalt flakes contents: (a) Tafel, (b) Nyquist.
Images of the coatings containing varied basalt flakes contents after 480 h neutral salt spray test: (a) 20%, (b) 10%, (c) 5%.
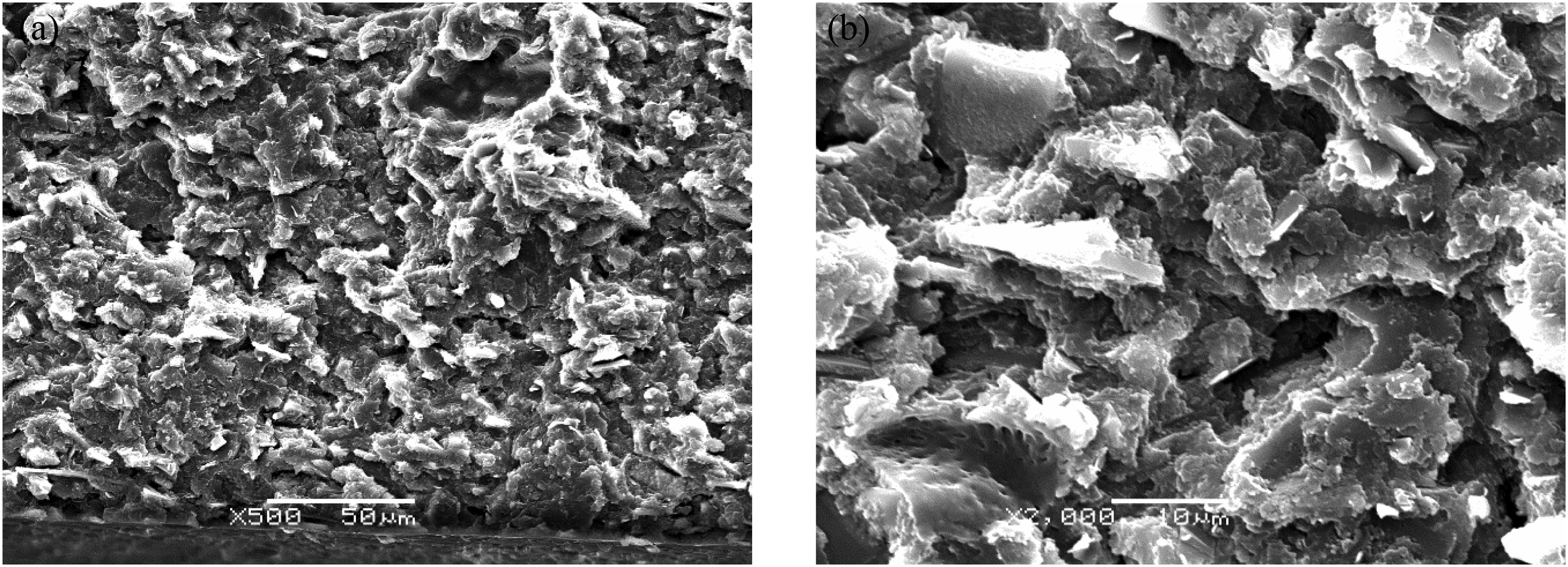
SEM of the coating with 10% basalt flakes: (a) low magnification (×500), (b) high magnification (×2000).
The electrochemical parameters of the coatings containing varied basalt flakes contents.
This study indicates that basalt flakes can replace zinc to form a uniform and dense microstructure and achieve good corrosion resistance. It is speculated that the basalt flakes may overlap and interlock with each other with their unique lamellar structure, creating a complex path for corrosive ions to penetrate. This path would increase the diffusion distance and reduces their diffusion rate. In contrast to zinc flakes, which protect metals via sacrificial anode behavior, basalt flakes would serve as a stable barrier phase without consumption during service owing to its inertness toward most corrosive media. The absence of pores in the coating also prevents corrosive ions from quickly penetrating through the pores. Therefore, a physical barrier seems to be formed by the lamellar basalt flakes, which may enhance the corrosion resistance. Meanwhile, the interlocking between basalt flakes and epoxy may strengthen the bonding strength between the coating and the steel, preventing the coating from separating from the steel.
Figure 7 shows the cross-cut surface images of coatings containing varied polyaniline-modified TiO2 contents. All the coatings have good adhesion with grade 1. The addition of polyaniline-modified TiO2 can increase the adhesion between the waterborne epoxy coating and the rusted steel substrate. TiO2 is a common filler for coating due to its non-toxicity and good compatibility. Because the adhesion and corrosion resistance of the coating are affected largely by the dispersion of TiO2, some interfacial intensifiers have been used for modifying TiO2. Pour ZS et al. 32 found that epoxide and silanol functional groups can modify TiO2 nanoparticles and lead to homogeneous mixing and interfacial binding. Moreover, Shao HL et al. 33 found that gum Arabic and polyaniline nanofillers have excellent compatibility with waterborne epoxy and enhance its dispersion, providing favorable adhesion. Chen Y et al. 34 found that polyaniline can be used as interfacial intensifier to enhance bonding strength between fibers and epoxy resin by substantial amino groups. Liu Y et al. 35 found that carbonized polyaniline and TiO2 can promote uniform dispersion of polyvinyl butyral resin and increase the adhesion. In this study, polyaniline is used as interfacial intensifier to modify micro TiO2 powder. It could promote the dispersion of TiO2 by its polar groups. Meanwhile, its polar groups may interact with rusty layer and epoxy resin with hydrogen bonding, van der Waals forces, and chemical reactions. This interactions also might increase the bonding strength between the coating and the rusty steel. Moreover, polyaniline tends to act as an effective corrosion inhibitor. It could accept electrons from the metal surface and promote the formation of a stable passive oxide film on the metal substrate, which prevents further corrosion. The conjugated structure of polyaniline provides moderate electrical conductivity. It could redistribute local electrochemical potentials and suppress cathodic and anodic reactions on the metal surface, thereby reducing corrosion current density.
Cross-cut photos of the coatings with different contents of polyaniline-modified TiO2: (a) 3%, (b) 5%, (c) 8%.
Figure 8 shows the Tafel curves of coatings with different contents of polyaniline-modified TiO2. The corrosion potentials and currents are shown in Table 3. It can be found that the coating with 3% polyaniline-modified TiO₂ exhibits the most positive corrosion potential and the lowest corrosion current among all samples. Based on these comparative parameters, this coating shows a more effective barrier performance relative to other coatings, thereby better inhibiting the corrosion reaction of the substrate. All Nyquist impedance spectra show only one capacitive reactance arc. The impedance arc radius of the coating decreases with the content of polyaniline-modified TiO2. The coating with 3% polyaniline-modified TiO2 has the largest impedance arc radius, indicating the highest impedance value. The impedance represents the resistance of the coating to the penetration of corrosive ions and electrolytes, reflecting its overall barrier protection and corrosion resistance. A higher impedance value indicates that it can more greatly block the movement of corrosive ions in the electrolyte. The electrochemical parameters show that the best contents of polyaniline-modified TiO2 in the coating is 3%. Figure 9 shows the neutral salt spray test results of the coatings containing different contents of polyaniline-modified TiO2. There is no degradation in the coating with 3% polyaniline-modified TiO2. Some blisters are found in the coatings with 5% or 8% polyaniline-modified TiO2 after 480 h neutral salt spray test, indicating by the black circle in Figure 9. This indicates that the salt spray resistance of the coating containing 3% polyaniline-modified TiO2 is higher than that of other two coatings with 5% or 8% polyaniline-modified TiO2. Combining the adhesion, corrosion current, impedance and the neutral salt spray, the waterborne epoxy emulsion with 3% polyaniline-modified TiO2 exhibits the excellent anti-corrosion performance. The microstructure of the coating with 3% polyaniline-modified TiO2 is shown in Figure 10. The coating is compact and continuous and without pore and crack. Compared with the microstructure of the coating with 1% polyaniline-modified TiO2 (Figure 6), the coating containing 3% polyaniline-modified TiO2 is much denser and finer. It is proposed that polyaniline-modified TiO2 promotes the interfacial diffusion of basalt flakes in the curing of epoxy emulsion, which helps to form a more continuous and dense coating.
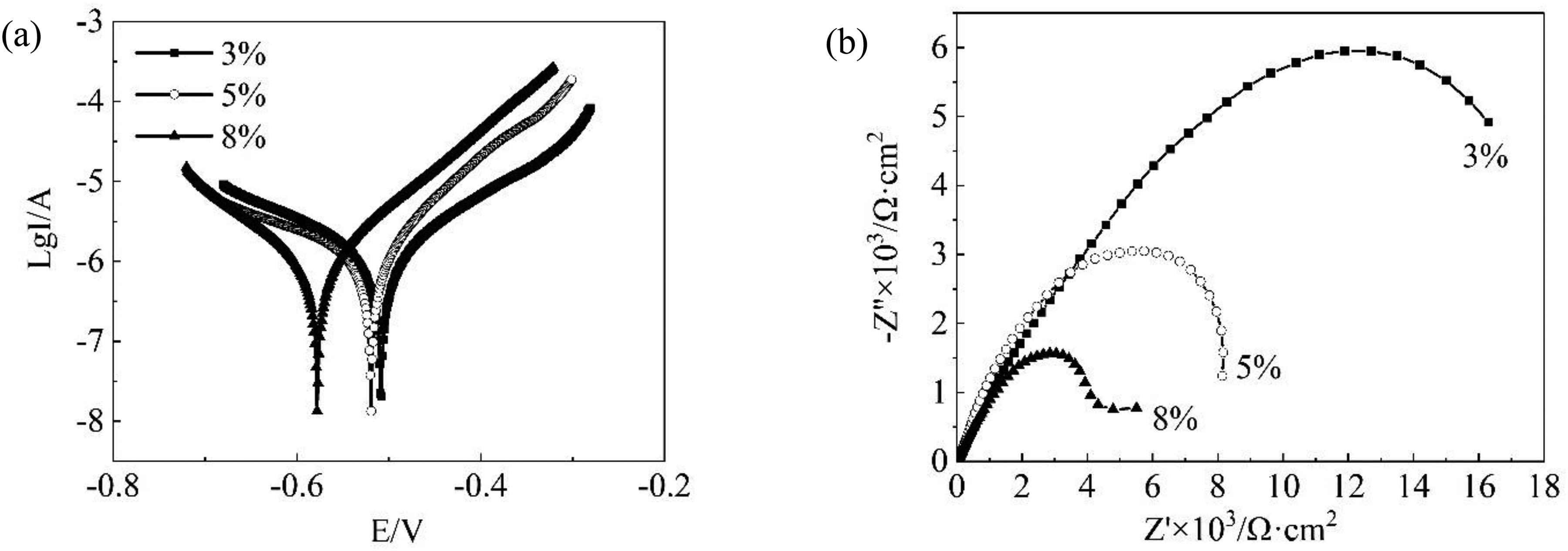
Tafel curves and Nyquist impedance spectrum for the coatings containing varied polyaniline-modified TiO2 contents: (a) Tafel, (b) Nyquist.
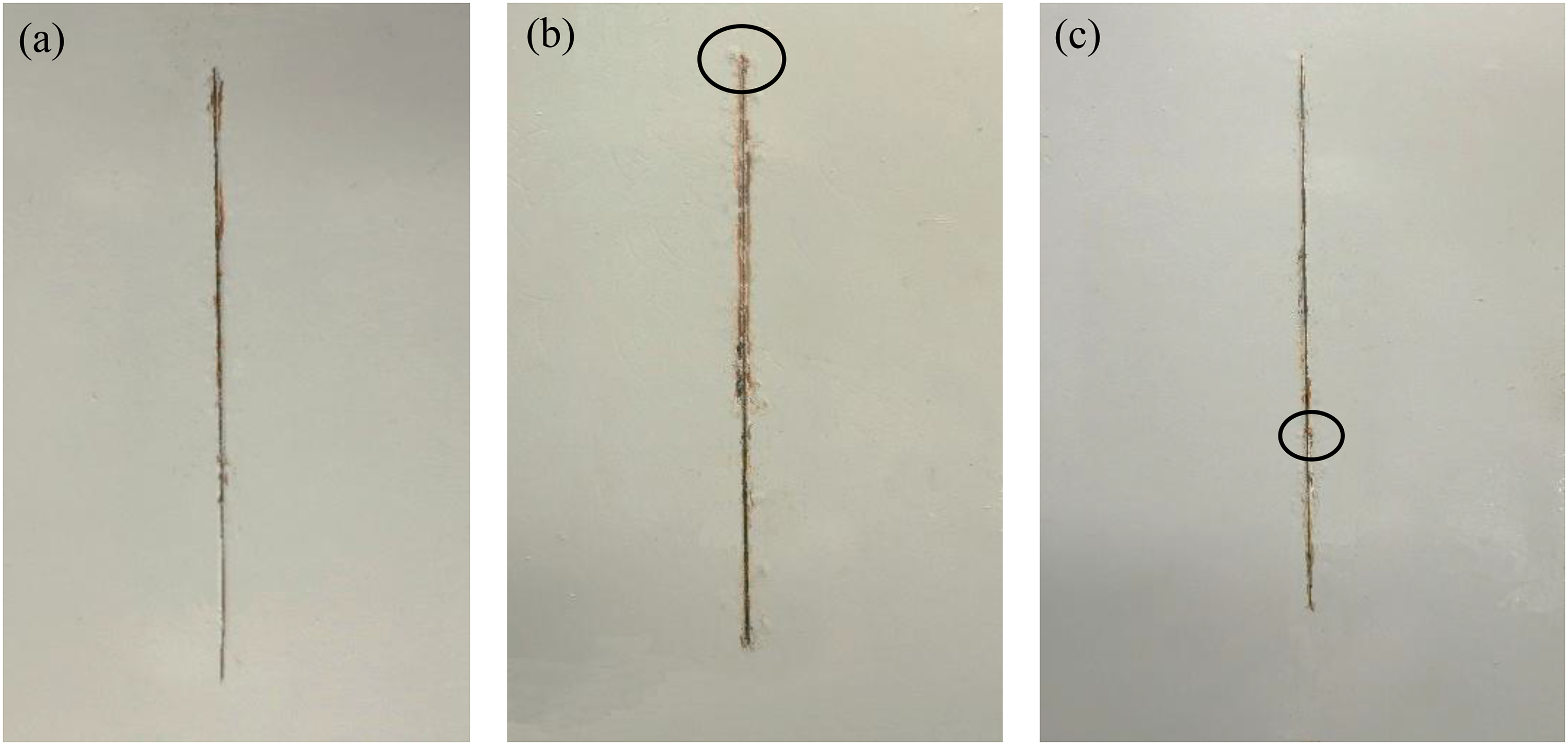
Images of the coatings containing varied polyaniline-modified TiO2 contents after 480 h neutral salt spray test: (a) 3%, (b) 5%, (c) 8%.
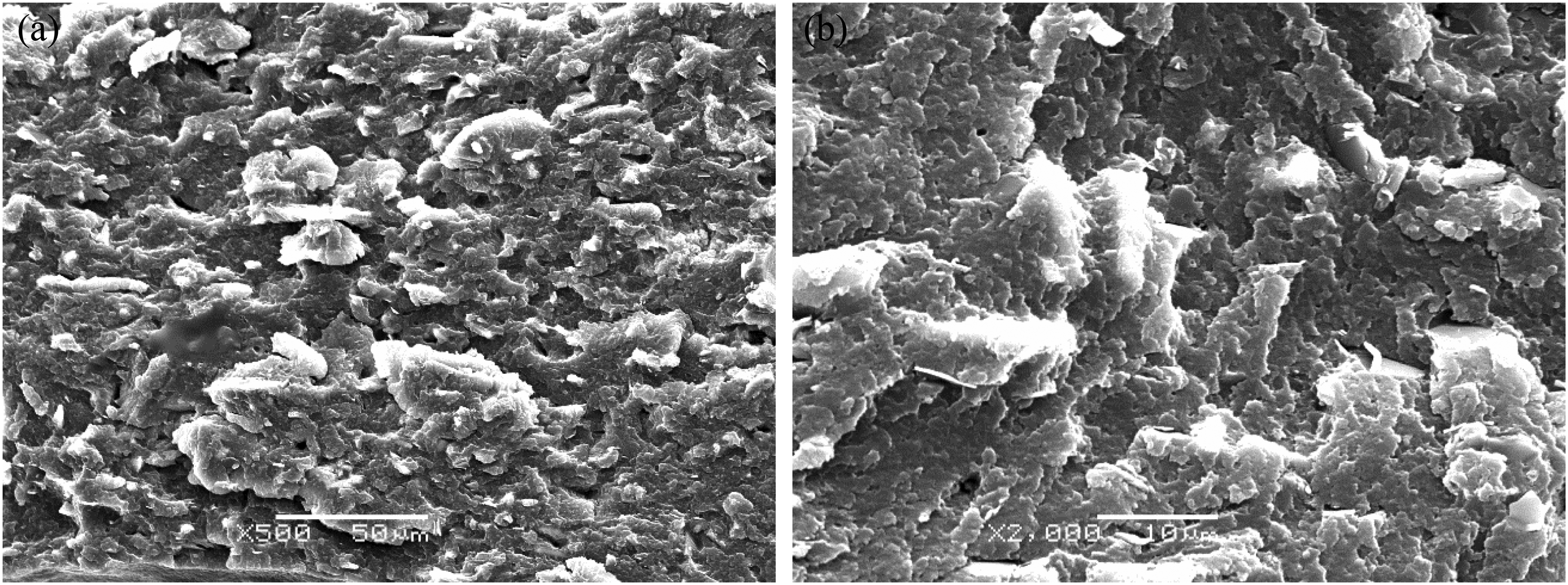
SEM of the coating with 3% polyaniline-modified TiO2 : (a) low magnification (×500), (b) high magnification (×2000).
The electrochemical parameters the coatings containing varied polyaniline-modified TiO2 contents.
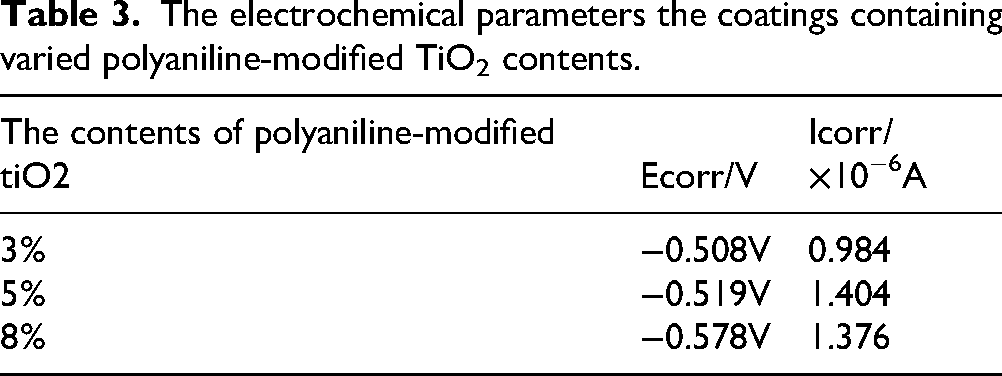
Figure 11 shows the cross-cut surface morphologies of coatings with different organic rust conversion agent. The adhesion grade of the coating with tannic is grade 1. The adhesion grade of the coating with phytic or phytic + citric is grade 2. Compared with phytic and citric, Tannic can enhance the adhesion. This may be due to its strong crosslink with epoxy resin by using phenolic hydroxyl groups. 5 The adhesion grade of the coating with tannic + citric + gallic is grade 0. That is to say, tannic + citric + gallic can lead to the high adhesion by the rust conversion and crosslink. In general, the adhesion between coating and steel may be due to the combined effects of chemical interfacial interaction and mechanical interlocking. Compared with other resins, epoxy resin contains a large number of strongly polar functional groups such as epoxy groups, hydroxyl groups and ether bonds. These polar groups can form covalent bonds and coordination bonds with hydroxyl groups and metal oxides on the steel surface, achieving firm chemical bonding and endowing the coating with excellent interfacial adhesion. Therefore, epoxy coatings are widely used as primers for steel structure anticorrosion. Meanwhile, sand blasting is commonly adopted for steel surface pretreatment in the anticorrosion construction of steel structures. It can remove surface rust and increase the surface roughness of steel. High surface roughness of the steel substrate can enhance the mechanical interlocking between the coating and steel, thereby improving coating adhesion. In this work, the improved adhesion between the coating and the rusty steel should be due to the mechanical interlocking and chemical interaction. The surface of rusty steel not only contains abundant FeOOH and iron oxides, but also possesses high surface roughness. The rust is porous and loose, which impairs the adhesion between the paint coating and the steel substrate. Organic acids are used as rust converters to passivate and modify the rust layer on steel surface, which effectively eliminates the adverse effect of rust layer on coating adhesion. Basalt flakes can form favorable mechanical interlocking with the rough steel substrate surface, thereby effectively enhancing the adhesion between the coating and steel. Meanwhile, the interlocking between basalt flakes and epoxy may strengthen the bonding strength between the coating and the steel, improving the adhesion of coating to steel substrate. In addition to the chemical interaction between the epoxy resin and the steel substrate, polyaniline may interact with rusty layer and epoxy resin by its polar group. This chemical interactions also might increase the bonding strength between the coating and the rusty steel.
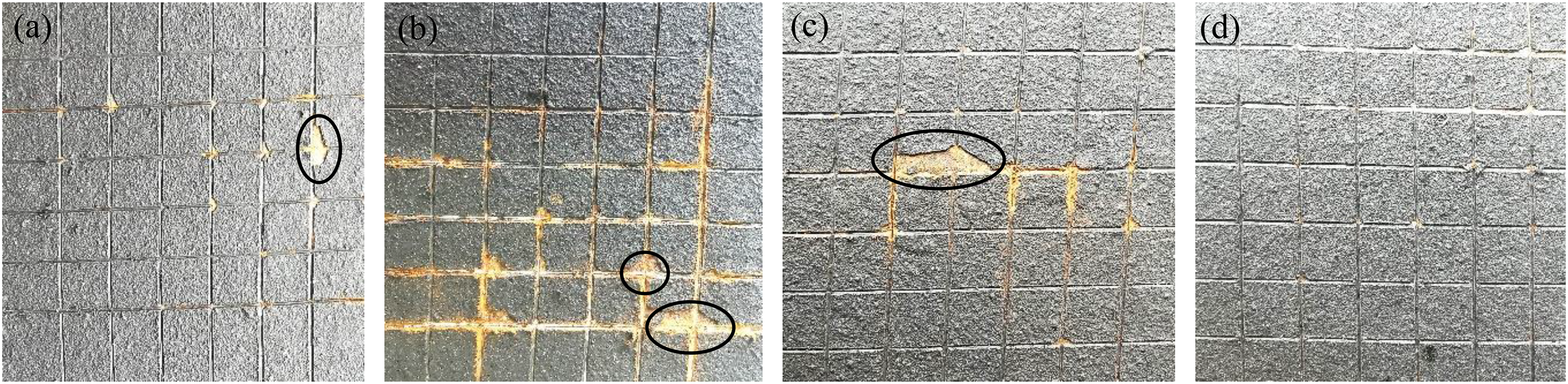
Cross-cut photos of the coatings with different organic rust conversion agent: (a) Tannic, (b) Phytic, (c) Phytic + Citric, (d) Tannic + Citric + Gallic.
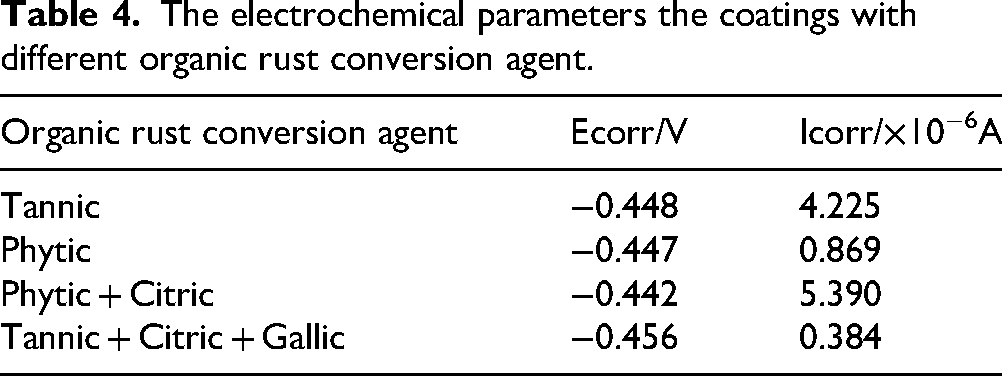
Figure 12 shows the Tafel curves of coatings with different organic rust conversion agent. The corrosion potentials and currents are listed in Table 4. There is no obvious difference in corrosion potential among all coatings. Nevertheless, the coating modified with tannic + citric + gallic shows the lowest corrosion current in comparison, which suggests relatively better corrosion resistance relative to other coatings. The Nyquist impedance spectrum of the coating with tannic + citric + gallic exhibits the largest capacitive reactance arc among all the spectrums, indicating the best corrosion resistance. The Nyquist impedance spectrums of the coating with phytic also exhibits certain capacitance characteristics. But, its capacitance arc range is smaller than that of tannic + citric + gallic, indicating low corrosion resistance. Both the impedance curves of the coating with tannic and phytic + citiric are in the lower value range, indicating that the overall impedance of the system is small. The electrochemical parameters indicate that the coating with tannic + citric + gallic has the best corrosion resistance. Figure 13 shows the neutral salt spray results of the coatings containing different organic rust conversion agent. There is no degradation in the coating with Tannic + Citric + Gallic and some blisters are found in other coatings after 480 h neutral salt spray test. Overall, the coating containing Tannic + Citric + Gallic exhibits better salt spray resistance than the other three coatings. According to the adhesion, corrosion current, impedance and the neutral salt spray, the coating with Tannic + Citric + Gallic exhibits the best corrosion resistance.
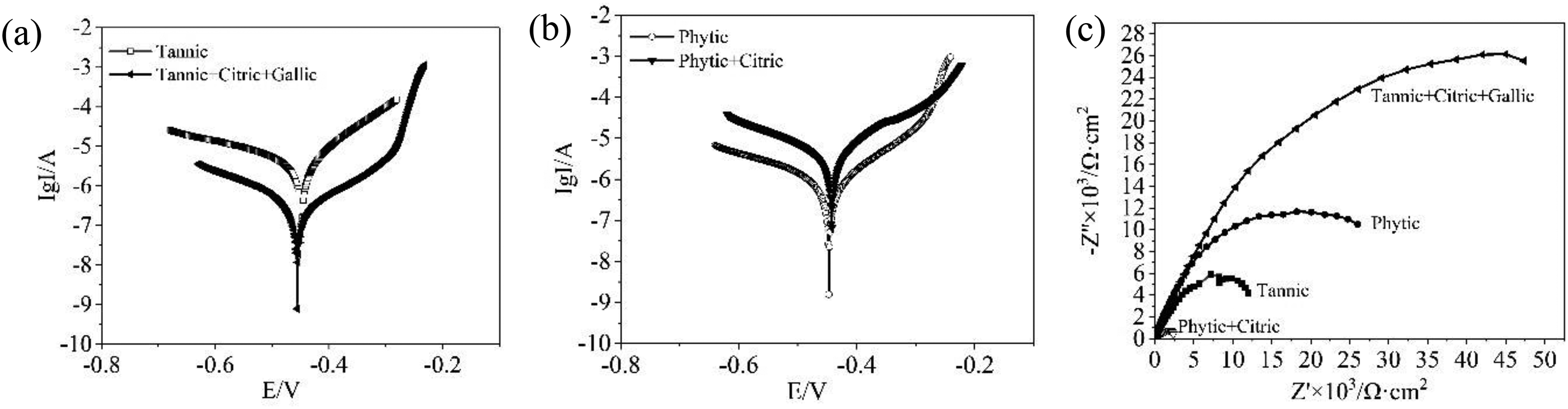
Tafel curves and Nyquist impedance spectrum for the coatings with different organic rust conversion agent: (a) (b) Tafel, (c) Nyquist.
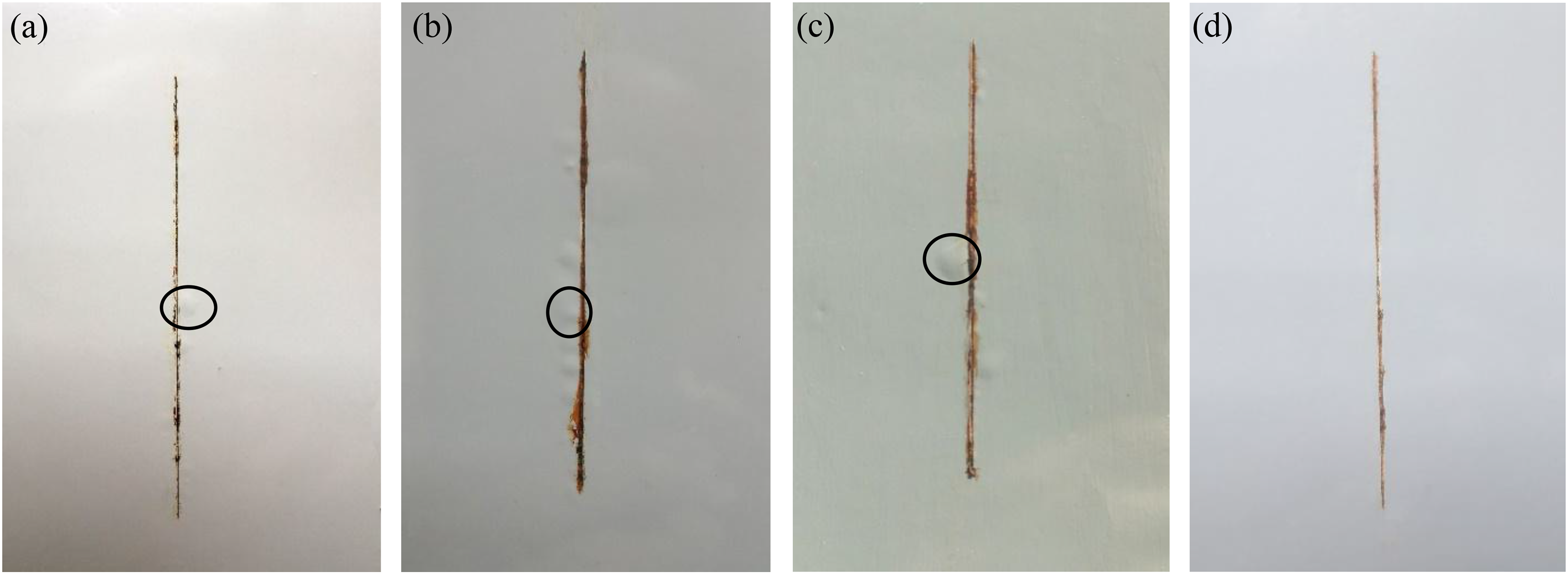
Images of the coatings with different organic rust conversion agent after 480 h neutral salt spray test: (a) Tannic, (b) Phytic, (c) Phytic + Citric, (d) Tannic + Citric + Gallic.
The electrochemical parameters the coatings with different organic rust conversion agent.
The phases of the coating containing Tannic + Citric + Gallic are presented in Figure 14, which also shows the phases of rust. The main phases of rust are α-FeOOH, β-FeOOH, γ-FeOOH and Fe3O4. The main phases of the coating are SiO2, C, Fe2O3, Forsterite, Plagioclase and Sapphirine-2 M. SiO2, Forsterite, Plagioclase and Sapphirine-2 M are the composition of basalt flake. It is well known that FeOOH phases can undergo dehydration and structural rearrangement, eventually transforming into Fe₂O₃. In this study, organic acids cause a phase transformation of rust from α-FeOOH, β-FeOOH, γ-FeOOH and Fe3O4 to Fe₂O₃. There are two possible mechanisms for rust conversions by organic acids. The first is that organic acids ionize to produce H+, which reacts with iron oxides and hydroxides, converting insoluble rust into soluble Fe3+. The second is chelation, which is the dominant mechanism. The carboxyl groups (–COOH) and hydroxyl groups (–OH) in organic acid molecules act as ligands and form stable chelate complexes with Fe3+. 8 Tannic acid possesses an abundant of fragments arranged according to the aromatic structure and a number of ortho-phenolic hydroxyl groups(-OH). These phenolic hydroxyl groups are spatially located in different planes. They can not only coordinate with Fe3+ ions to form stable coordination complexes, but also undergo π-π interactions and donor-acceptor bonding with the metal surface. Citric acid has one hydroxyl group (-OH) and three carboxyl groups (-COOH). The carboxyl and hydroxyl groups jointly coordinate with Fe3+ to form stable chelate rings. Phytic acid contains six phosphate groups(-PO₃H₂). The oxygen atom in each phosphate group can donate lone-pair electrons and form stable chelate complexes (iron phytate) with Fe2+/Fe3+. Gallic acid has three adjacent phenolic hydroxyl groups (-OH) and one carboxyl group (-COOH). Among them, the three adjacent phenolic hydroxyl groups (-OH) have great chelating capability with rust.
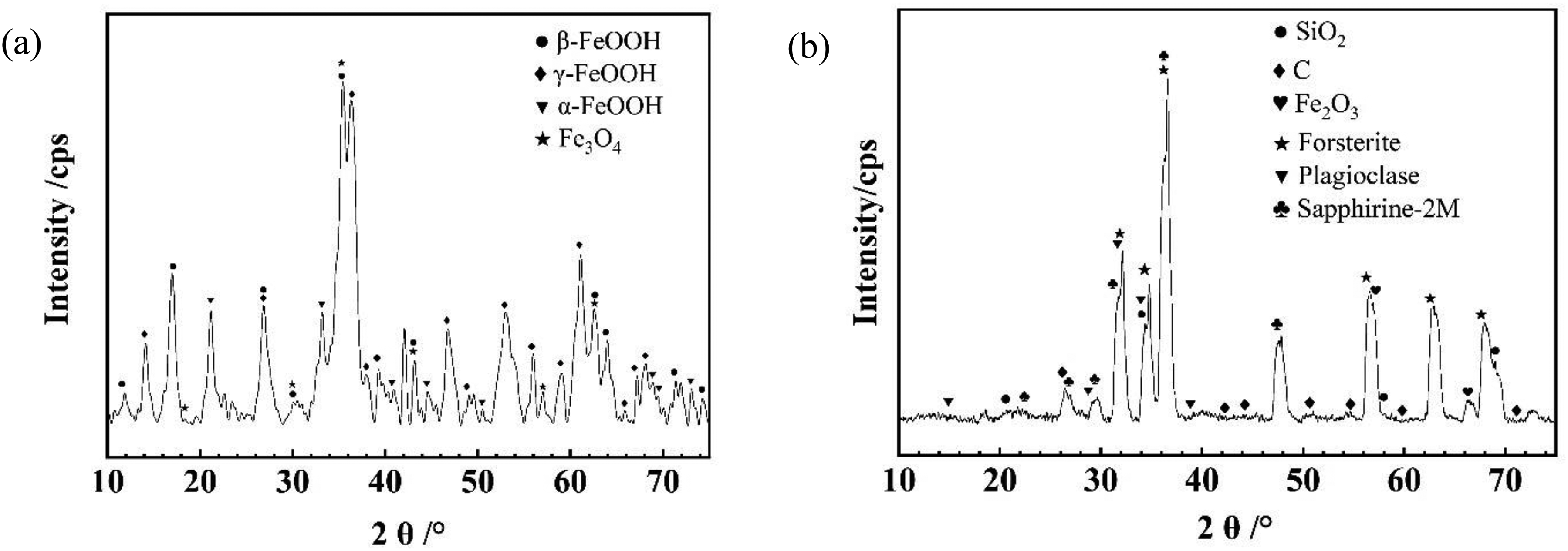
X-ray diffraction results of rust and coating:(a)rust,(b)the coating with Tannic + Citric + Gallic.
Figure 15 shows the cross-section microstructure and element distribution of the coating containing Tannic + Citric + Gallic. The bottom part is rusty steel and the upper part is coating. The coating is compact and free of porosity, which can hinder the diffusion of corrosion mediums and then enhance corrosion resistance. 36 There is no significant enrichment of Fe and O at the interface, indicating that the rust has been effectively removed by Tannic + Citric + Gallic. There is a uniform distribution of Fe in the coating as shown in Figure 14(b). This indicates that the rusts has been converted to pigment. Moreover, Si, Al, Ca, Mg, O are found in the coating, corresponding to SiO2, Al2O3, Fe2O3, CaO, MgO of basalt flakes. That indicates that basalt flakes has led to barrier layer and prevent the diffusion of corrosion medium.

The cross-section element distribution of the coating containing Tannic + Citric + Gallic: (a) Cross-section microstructure, (b) Map distribution of Fe, (c) Map distribution of O, (d) Map distribution of Ca, (e) Map distribution of Si, (f) Map distribution of Al, (g) Map distribution of Mg, (h) Map distribution of Al.
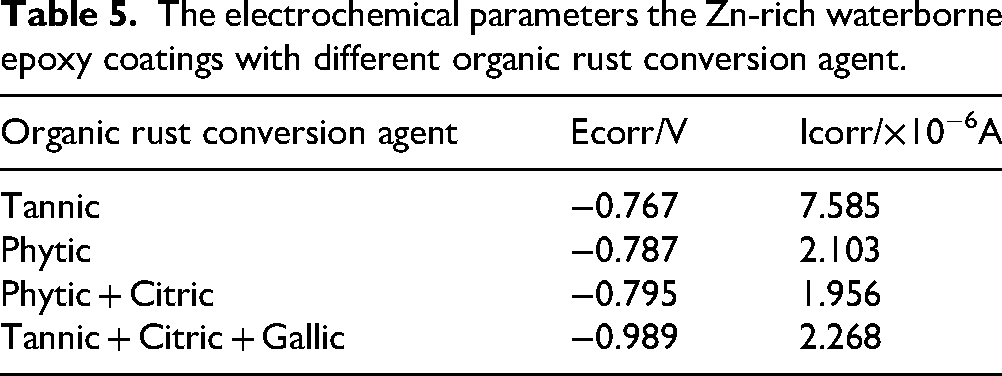
For comparison, electrochemical tests are also conducted on the zinc-rich waterborne epoxy coating. The Tafel curves and Nyquist impedance spectrums are presented in Figure 16. Table 5 lists the corrosion potentials and currents based from Tafel curves. It can be found that the zinc-rich waterborne epoxy coating with Phytic + Citric has the lowest corrosion current and high corrosion potential, indicating the superior corrosion resistance relative to other coatings. Compared with Zn-free waterborne epoxy coating, Zn-rich coating uses different rust conversion agents, which only phytic acid and citric acid. This may be due to the high reactivity of zinc, which can react with acids and then affect the rust conversion efficiency. The lowest corrosion current of Zn-rich coating is 1.956 × 10−6A, which is higher than that of Zn-free coating with 0.384 × 10−6A as shown in Table 4. This indicates that the corrosion resistance of Zn-free coating is superior to that of Zn-rich coating.
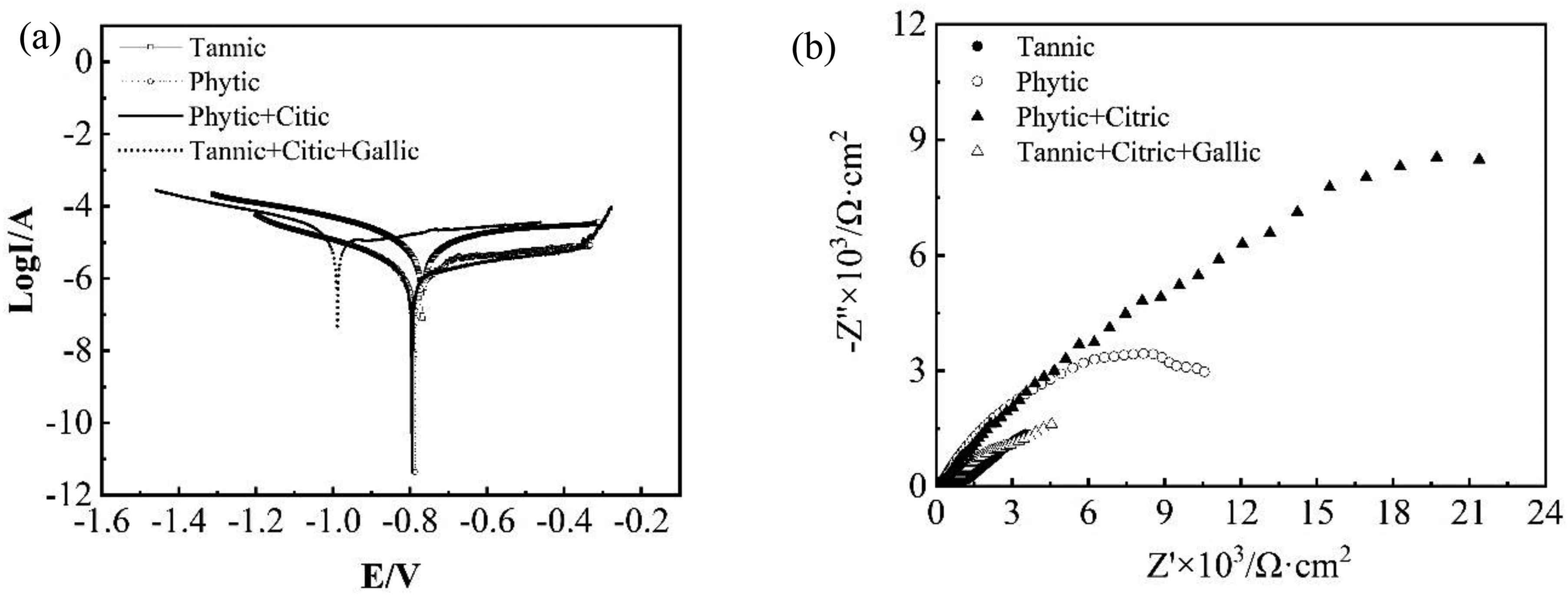
Tafel curves and Nyquist impedance spectrum for the Zn-rich waterborne epoxy coatings with different organic rust conversion agent: (a) Tafel, (b) Nyquist.
The electrochemical parameters the Zn-rich waterborne epoxy coatings with different organic rust conversion agent.
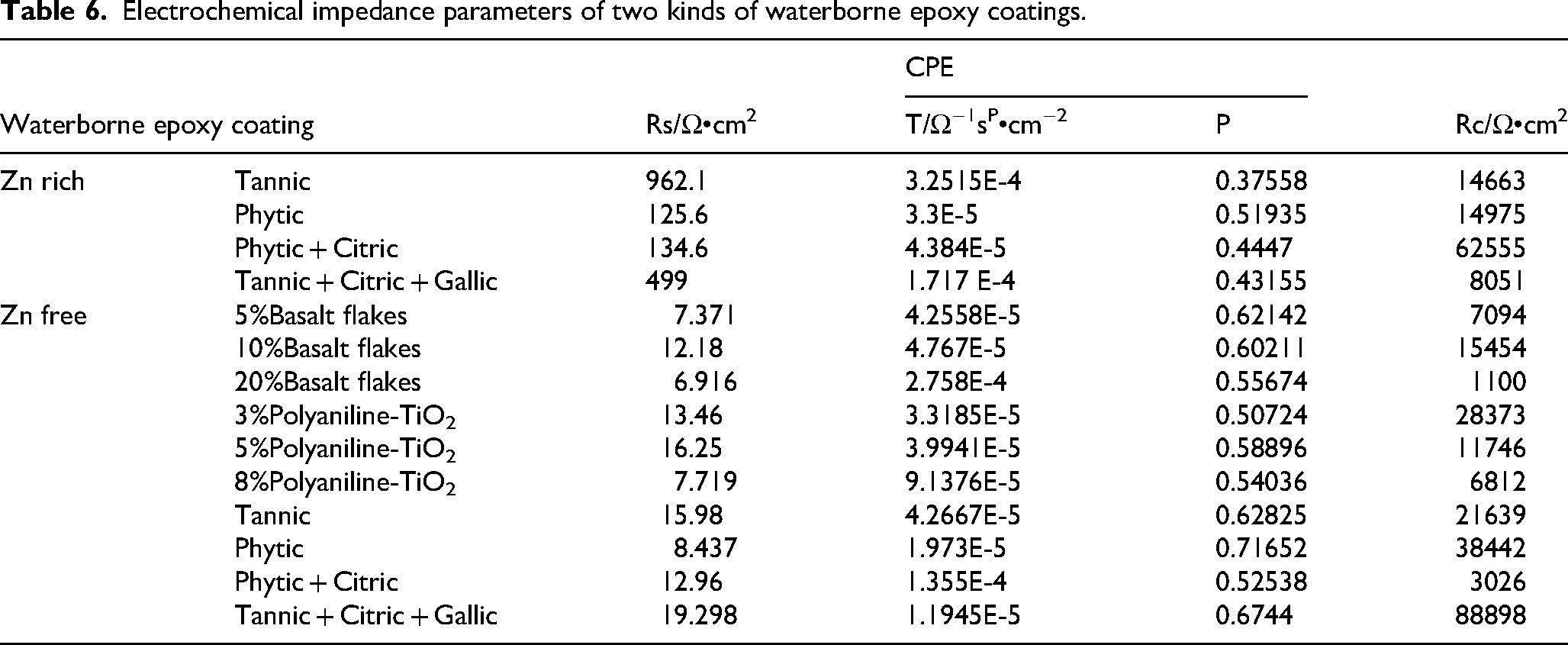
The Nyquist impedance spectrums are fitted using equivalent electrical circuit modeling, as shown in Figure 17. This is a conventional equivalent electrical circuit model to describe the corrosion behavior of coated metal. Rs is the solution resistance, CPE is constant phase element and Rc is the coating resistance. The electrochemical impedance parameters of zinc-rich and zinc-free waterborne epoxy coatings are listed in Table 6. The Rs of the zinc-rich coating ranges from 100 to 1000 Ω•cm2, whereas that of the zinc-free coating is below 20 Ω•cm2. The change of solution resistance is closely related to the compostion and structure of the coating. The higher Rs for the zinc-rich coatings can be explained by several mechanisms. First, the strong electrochemical activity of zinc leads to anodic dissolution and depletion H+ ions in the electrolyte, which alters the ionic environment and reduces the overall conductivity of the solution. Second, the formation of zinc corrosion products such as Zn(OH)₂ and ZnO can alter the ionic environment and hinder ion transport pathways, contributing to a further increase of solution resistance. In contrast, zinc-free coatings are more easily wetted by the electrolyte and lack dissolvable metallic components, resulting in lower Rs values. CPE and Rc are two key parameters that determine the impedance behavior of organic coatings (equation 1). The Rc reflects the ability of the coating to resist ion penetration. A higher Rc value indicates a more compact and less defective coating structure, resulting in higher overall impedance and better barrier properties against corrosive medium. The CPE accounts for the non-ideal capacitive behavior of the coating/electrolyte interface and is characterized by T and P (equation 2). The T value is related to the effective capacitance of the coating. A small T usually implies a high corrosion resistance. The P value reflects the degree of deviation from ideal capacitive behavior. A P value close to 1 indicates a nearly ideal and homogeneous coating surface, whereas a decrease in P suggests increased surface roughness, structural inhomogeneity, or the development of coating defects. The impedance response of the coating can be determined by Rc and CPE (equation 3). A high Rc value, combined with low T and P value close to 1, indicates a good coating protection performance. Among the coatings with basalt flakes content ranging from 5% to 20%, the coating with 10% basalt flakes exhibits the largest Rc value, indicating the best corrosion resistance. This is consistent with the results obtained from the impedance radius as shown in Figure 4(b). It is proposed that basalt flakes in anti-corrosive coatings mainly form a diffusion barrier layer through the “maze” effect. At a dosage of 10% basalt flakes, a dense and interlocked flake barrier structure might be formed, resulting in the maximum coating resistance. When the dosage is 5%, the basalt flakes would be insufficient to construct a continuous and multilayer barrier network, leading to an inadequate “maze” effect and low coating resistance. In contrast, when the dosage is increased to 20%, the excessive basalt flakes are difficult to disperse uniformly and tend to agglomerate and accumulate. Some defects would emerge within the coating, such as micropores and voids. These defects act as rapid penetration pathways for corrosive media, thus significantly reducing the coating resistance. Meanwhile, the agglomeration of basalt flakes and these defects would destroy the continuity of the epoxy matrix and weaken mechanical interlocking, thereby reducing interfacial adhesion and failing to maintain the inherent service performance of the coating. Similarly, the coating with 3% polyaniline-TiO2 shows the largest Rc value and the smallest T value among the coatings with 3%∼8% polyaniline-TiO2, indicating the optimal corrosion resistance. Compared with the addition of 3% polyaniline-TiO2, the polyaniline-TiO2 particles at 5% and 8% tend to agglomerate spontaneously and result in the formation of micropores and interfacial voids inside the coating. Meanwhile, an excessive polyaniline-TiO2 particles would disturb the overlapping barrier effect of basalt flakes and weaken the crosslinking and curing degree of the epoxy matrix, ultimately leading to a significant decrease in coating impedance. The coating with Tannic + Citric + Gallic shows the largest Rc value and the smallest T value among the coatings with different organic acids, indicating the excellent corrosion resistance. In contrast to single organic acid and binary composite systems, the ternary composite system could provide enhanced chelation with rust and the steel substrate by synergistic effect of phenolic hydroxyl groups and carboxyl groups.This may facilitate the formation of a stable and compact layer in the coating and thus increases the coating resistance. The largest of Rc for Zn-free coating with Tannic + Citric + Gallic is 88898Ω•cm2, which is higher than that of Zn-rich coating with Phytic + Citric (62555Ω•cm2). The P value of the zinc-rich coating is below 0.5, whereas that of the zinc-free coating is above 0.5. This indicates that the zinc-free coating is more uniform and compact, providing better corrosion resistance than Zn rich coating.


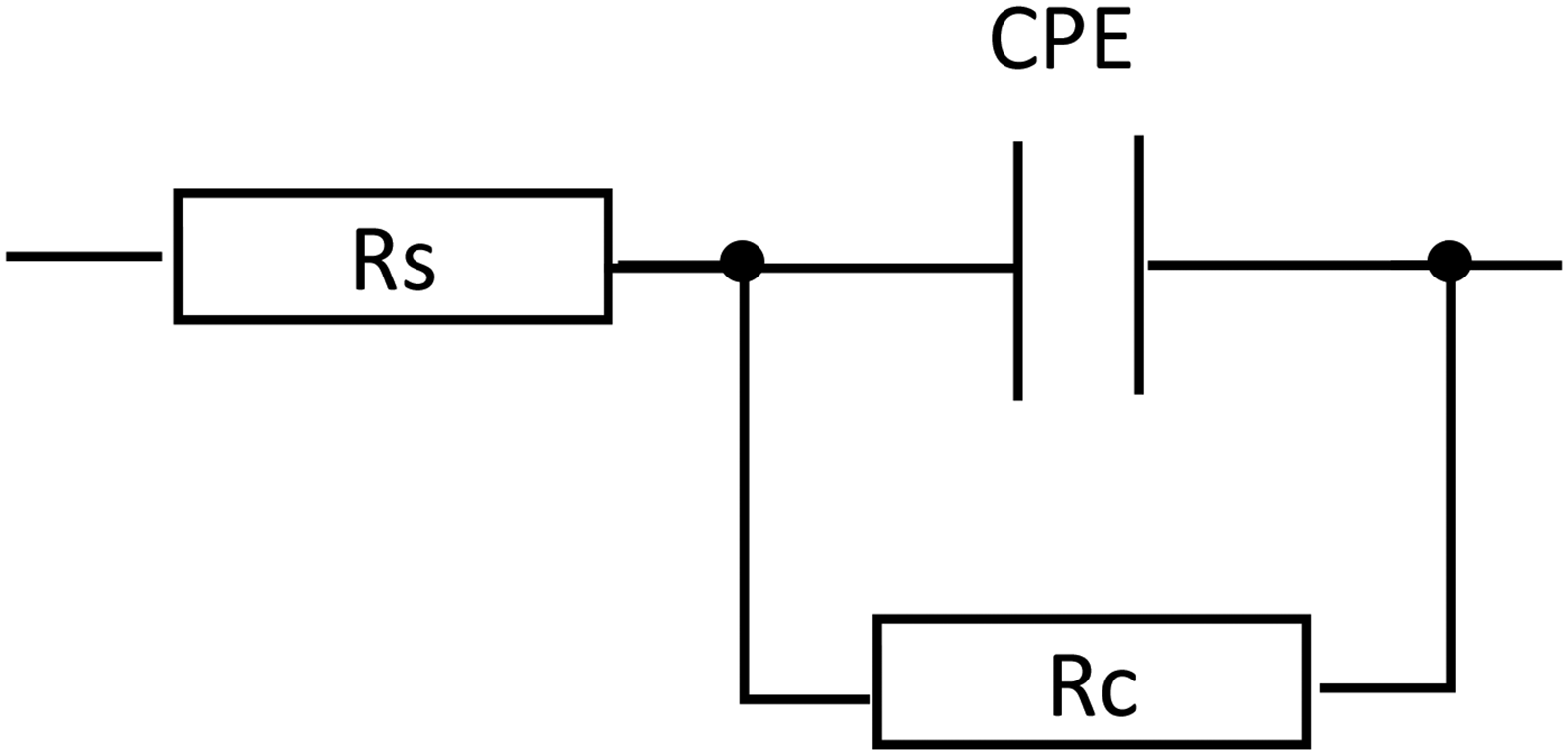
Equivalent electrical circuit modeling of waterborne epoxy coating.
Electrochemical impedance parameters of two kinds of waterborne epoxy coatings.
Based on the electrochemical impedance spectroscopy results, the corrosion behaviors of zinc-rich coating and basalt coating are different in barrier performance and interfacial corrosion mechanisms. Basalt flakes are inert inorganic filler. It exhibits excellent chemical stability and does not participate in electrochemical corrosion reactions. The high Rc indicates that the coating is dense and can effectively block the penetration of water, oxygen, and corrosive ions to the substrate, demonstrating outstanding physical barrier performance. The high P of CPE also suggestes a uniform coating/electrolyte interface with low porosity. This can prolong the diffusion path of corrosive media within the coating and further delay the corrosion process. The dominant mechanism is permeation-induced corrosion. Corrosive media diffuse slowly to the coating/metal interface before initiating corrosion of the substrate steel. Due to the inert nature of basalt flakes, the coating itself undergoes no obvious electrochemical consumption, leading to a superior long-term protective stability. Zinc is an active metal filler. It preferentially undergoes anodic dissolution in corrosive environments and provides cathodic protection to the substrate steel via a sacrificial anode protection mechanism.The low Rc implys weaker physical barrier properties. The low P of CPE reflects more significant interface inhomogeneity. This correlates directly with the pore-filling effect of zinc corrosion products and the subsequent modification of the interfacial microstructure. Its corrosion mechanism is a composite of synergistic sacrificial protection and permeation corrosion. In the initial corrosion stage, zinc particles dissolve preferentially and provide cathodic protection for the substrate steel. Meanwhile, zinc corrosion products temporarily fill the coating pores, delaying the penetration of corrosive media to a certain extent. However, the physical barrier effect of the coating will fail upon the exhaustion of zinc particles. The corrosive media will penetrate the coating and induce corrosion of the substrate metal.
Conclusion
This study prepared a novel waterborne epoxy anti-corrosion coating for the rusty steel. The main components were organic acid, basalt flakes and polyaniline-modified TiO2. Their effects on the adhesion and anti-corrosion performance are comprehensively investigated. The conclusions are listed:
The coating containing 10% basalt flakes demonstrates the optimal corrosion resistance. Its adhesion reaches grade 0. It shows the highest corrosion impedance, the lowest corrosion current, and the longest neutral salt spray duration among the coatings with 5% to 20% basalt flakes. The addition of 3% polyaniline-modified TiO2 can increase the compactness of the coating and help to form a more continuous and dense coating without pore and crack. The adhesion grade is grade 0. The corrosion resistance is the best with the largest corrosion potential and corrosion impedance, the smallest corrosion current and the longest neutral salt spray duration. Tannic + Citric + Gallic has excellent rust conversion. The coating demonstrates strong adhesion with grade 0 and excellent salt spray resistance with its salt spray resistance time reaching 480 h.
Footnotes
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.