
Abstract
Friction surfacing as a promising coating technology in solid-state method enables the development of defect-free, metallurgically bonded coatings for dissimilar material combinations. This study investigates the influence of engineered knurled surface topographies (L10, S10, R12, R20, L22, S24) on the interfacial bonding, microstructural evolution, and performance of AA6061 T6 coatings deposited on IS2062 steel. Push-off testing revealed a maximum bonding strength of ∼15.4 kN for the R20 pattern, indicating optimal mechanical interlocking and heat generation, whereas coarse and fine patterns exhibited comparatively lower strengths of 10.8–13.3 kN. Microstructural characterization using SEM and FESEM confirmed dense, defect-free coatings with refined grains due to dynamic recrystallization, while EDX analysis indicated ∼63 wt.% Al and ∼32 wt.% Fe with a thin diffusion layer. XRD confirms stable FCC-Al and BCC-Fe phases with suppressed brittle intermetallics, ensuring a structurally sound coating. AFM analysis revealed a uniform nanoscale morphology with ∼86 nm height variation. A graded microhardness profile with peak strengthening at the interface was observed. Corrosion studies demonstrated enhanced performance with higher polarization resistance (42.21 kΩ) and protective passive behavior. Overall, optimized knurled topography significantly enhances coating integrity and functional performance.
Keywords
Introduction
The demand for lightweight buildings with improved mechanical performance has prompted much study into hybrid material systems that combine steel substrates with aluminum alloys. Aluminum alloys are commonly utilized in aerospace, transportation, maritime, and structural applications because of their excellent strength-to-weight ratio, corrosion resistance, and formability.1,2 AA6061 stands out for its balanced mechanical characteristics and precipitation hardening capacity. However, its low hardness and wear resistance limit its performance under harsh tribological circumstances when compared to ferrous materials.3,4 To solve this, surface modification and coating techniques are used to improve surface qualities or to deposit aluminum on steel substrates, keeping lightweight benefits while increasing durability.5,6
Figure 1 depicts the sequential stages of the friction surfacing process on the tailored knurled substrate surface. In the first stage, the revolving consumable AA6061 rod is placed above the prepared IS2062 steel substrate with knurled surface topography. In the second stage, an axial force is provided to bring the rotating rod into contact with the substrate, causing frictional heat to be generated at the interface. Frictional heating softens and plasticizes the lowest portion of the consumable rod without reaching the melting point. In the third step, continual axial pressure and rotational motion cause severe plastic deformation, allowing the plasticized material to flow into the knurled grooves and form strong mechanical interlocking and metallurgical bonding. In the last stage, the substrate moves relative to the rotating rod, resulting in the deposition of a continuous and uniform coating layer on the steel surface. The technique causes both dynamic recrystallization and grain refinement within the deposited material, resulting in a dense and defect-free coating structure.
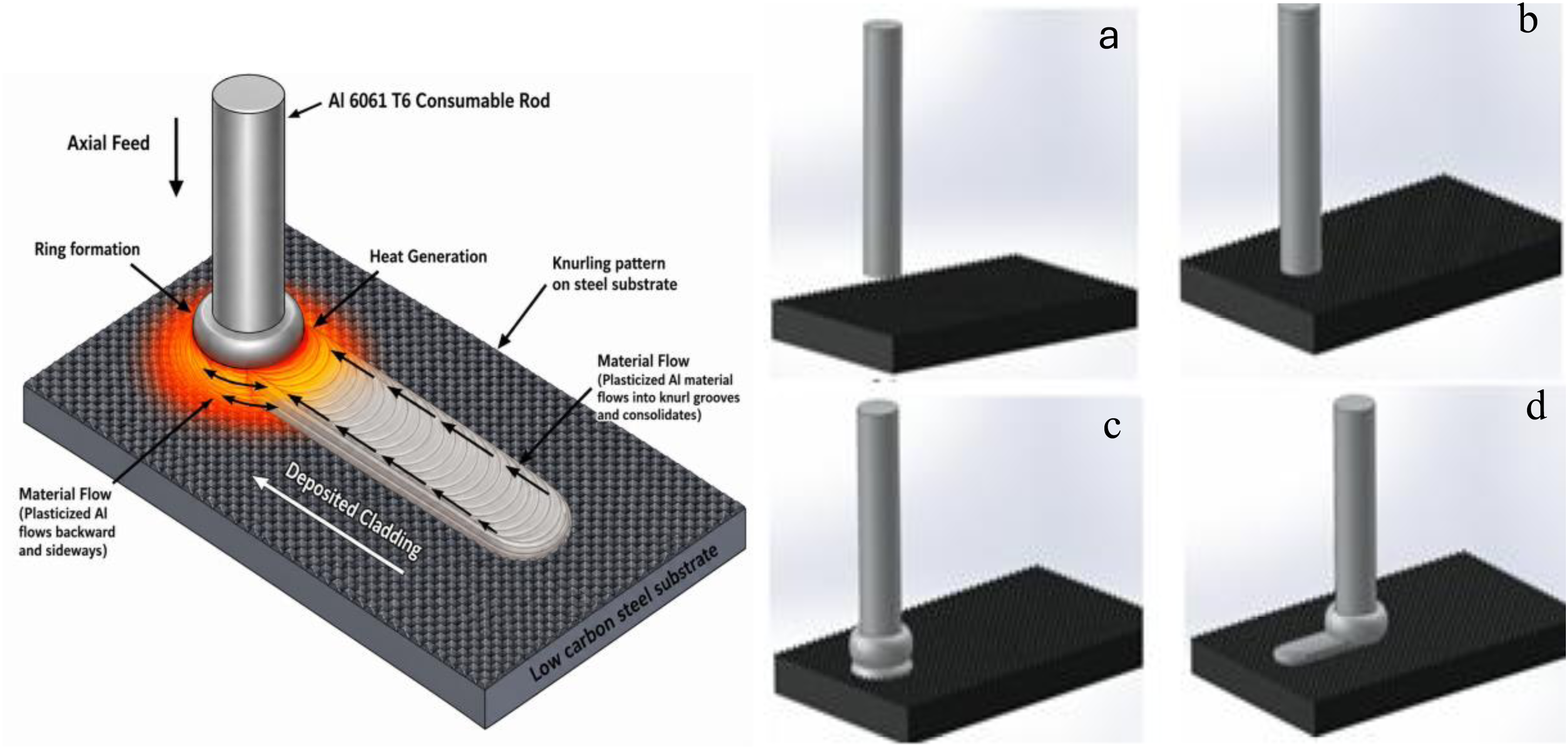
Knurling pattern assisted friction surfacing with process steps, a. Initial position of rod and substrate, b. Friction contact between rod and substrate, c. Ring formation at end of cons. rod, d. Al layer deposited on substrate.
Solid-state surface engineering approaches have gained popularity for generating defect-free coatings without the constraints of traditional fusion-based procedures. Traditional methods including thermal spraying, laser cladding, and arc welding frequently create flaws such as porosity, cracking, residual stresses, and metallurgical dilution as a result of melting and solidification. Solid-state techniques, on the other hand, work at temperatures lower than melting, reducing thermal distortion and preventing the production of brittle interfacial phases.7,8
A revolving consumable rod is forced into a stationary substrate using axial feed force in friction surfacing, a variation of friction welding is shown in Figure 1. The consumable rod's tip is plasticized by the frictional heat produced at the interface, enabling the softened material to be applied as a coating to the substrate while it is still solid, executional steps of the friction surfacing process are demonstrated in the Figure 1. In four different steps on the knurled surface.9,10 Intense thermomechanical interactions and extreme plastic deformation during the process encourage dynamic recrystallization and grain refinement within the deposited layer. Therefore, when compared to coatings made using traditional methods, friction-surfaced coatings usually have dense microstructures, strong metallurgical bonding, and better mechanical properties.11,12
Friction surfacing is the result of a combination of frictional heating, plastic deformation, and dynamic recrystallization, all of which influence the coating's microstructure. These thermomechanical conditions cause the development of fine equiaxed grains, which are substantially smaller than those in the original consumable rod. Studies on friction-surfaced AA6061 coatings reveal that this grain refinement is caused by constant dynamic recrystallization under severe plastic deformation.13–15 Furthermore, the technique encourages the breaking and redistribution of intermetallic particles, resulting in a more homogenous microstructure and better mechanical characteristics.
Friction surfacing is highly effective in forming a strong metallurgical bond between dissimilar materials, making it suitable for advanced coating applications. Aluminum coatings over steel substrates, in particular, have attracted attention for corrosion-resistant constructions because they combine steel strength with aluminum corrosion resistance in a cost-effective hybrid system. 16 Studies show that friction surfacing may successfully install AA6061 coatings on steel, resulting in dense layers with good adherence and increased surface performance. Furthermore, processing parameters such as rotational and traverse speed have a substantial impact on the microstructure, coating thickness, and deposition efficiency.17–19
Despite the benefits, connecting aluminum alloys and steel is difficult due to considerable metallurgical and physical incompatibilities. 20 At high temperatures, brittle Fe-Al intermetallic compounds (Fe₂Al₃ and FeAl₃) occur. These compounds are hard but have low ductility and can weaken joint integrity.21,22 Thus, managing interfacial temperature and deformation conditions is critical to limiting their development. In this sense, solid-state methods such as friction surfacing are advantageous since they work below melting temperatures, preventing excessive intermetallic development.
The quality of friction-surfaced coatings is heavily dependent on the substrate surface state, regardless of processing parameters. 23 The consumable rod's initial contact with the substrate has a significant impact on metallurgical bonding, material flow, and frictional heat generation. Surface roughness and topography, in particular, have an impact on coating adherence by changing the contact area and encouraging mechanical interlocking. As a result, controlled surface texturing has been extensively studied to increase interfacial strength and coating adhesion. 24
Surface topography is important during the early stages of friction surfacing because it governs both thermomechanical conditions and mechanical anchoring. Surface asperities deform or fracture in response to frictional loads, revealing new metallic surfaces that improve metallurgical bonding. Furthermore, surface features serve as micro-reservoirs for plasticized material, increasing the coating's filling behavior and bond strength.25–27 As a result, altering the substrate surface morphology prior to deposition is an efficient method for improving coating quality and mechanical performance.
Knurling is an effective surface modification process for creating regulated ridge-groove patterns on metallic substrates. These patterns raise surface roughness and create mechanical interlocking sites, allowing plasticized material to flow into grooves and improve coating adhesion. Furthermore, the geometry and orientation of knurled features impact material flow during friction surfacing, influencing coating thickness distribution and microstructural evolution.
The plastic deformation behavior of the deposited material, driven by substrate surface properties, is critical in the microstructural evolution of friction-surfaced coatings. 28 Severe plastic deformation throughout the process enhances dynamic recrystallization, resulting in the creation of ultrafine grains and better mechanical characteristics. This microstructural refinement improves strength, hardness, and wear resistance by means of precipitate redistribution and grain boundary strengthening. 29
Friction surfacing effects not only grain refining but also the distribution of precipitates and secondary phases inside the aluminum alloy. Mg₂Si precipitates can dissolve during high-temperature deformation and re-precipitate upon cooling, altering the mechanical characteristics of the deposited layer.30,31 These microstructural changes are directly tied to the thermomechanical history of deposition, which is influenced by both substrate surface properties and process factors.
Friction-surfaced aluminum coatings have been extensively studied for their corrosion resistance, particularly in hostile settings. Experimental studies demonstrate that AA6061 coatings have higher corrosion resistance than the base alloy due to microstructural refinement and redistribution of intermetallic particles.32,33 This increase is also due to the creation of a dense, defect-free microstructure with few solidification faults. However, in Al-steel systems, the existence of intermetallic layers might affect electrochemical behavior, emphasizing the need of regulating interfacial microstructure during deposition.
Despite tremendous progress in understanding friction surfacing and its application to aluminum coatings on steel, the impact of tailored substrate surface topographies on coating stability and microstructural development has received little attention. In particular, the significance of knurled surface patterns in regulating material flow, interfacial bonding, and microstructural properties in Al-steel systems has not been completely explored. 33
The importance of process parameters, intermetallic phase formation, and corrosion properties on coating performance in Al–steel systems has been highlighted by recent investigations on friction-surfaced aluminium composite coatings. These studies showed that coating integrity, metallurgical bonding, passivation stability, and corrosion resistance can all be significantly improved by optimal friction surfacing conditions. Additionally, in order to produce better coating geometry, refined microstructure, and superior interfacial features, it is crucial to optimize parameters like axial pressure, rotating speed, and feed rate, according to current research on Al–Ni based friction surfaced coatings. 34 These results highlight how important process parameter adjustment is for regulating coating quality and functional performance. In order to better place the current study within the current development of friction surfacing research and to highlight the significance of substrate engineering and coating performance evaluation in heterogeneous material systems.. 35
According to recent studies, friction surfacing causes significant plastic deformation and localized thermomechanical interaction at the coating–substrate interface, which enhances metallurgical bonding, dynamic recrystallization, and grain refinement. 36 Process variables including rotating speed, traverse speed, and axial force have been shown to have a significant impact on coating morphology, bonding properties, coating thickness, and microstructural refinement in studies on AA6061 and AA6063 aluminium alloy coatings over steel substrates.37,38 Additionally, the development of fine equiaxed grains, the dispersion of Mg2Si precipitate, and higher interfacial integrity in friction-surfaced Al-steel systems have all been noted by earlier researchers. These factors greatly improve mechanical and tribological performance.
The current work highlights the methodical assessment of proposed knurled surface topographies as a successful substrate preconditioning method for heterogeneous AA6061–IS2062 Al–steel systems’ friction surfacing. The current work highlights the impact of regulated knurled geometries on frictional heat generation, plasticized material flow, and interfacial anchoring mechanisms, in contrast to earlier research that primarily concentrated on process parameters including rotational speed, traverse speed, and axial force. To comprehend their impact on coating adhesion, interfacial bonding, microstructural evolution, and mechanical integrity of friction-surfaced coatings, various knurl designs with different ridge orientations and depths were examined. Better metallurgical bonding and better microstructural properties result from the added surface textures’ enhancement of mechanical interlocking and localized thermomechanical interactions. This study offers a new method for enhancing substrate preparation and coating integrity in solid-state friction surfacing applications and offers important insights into interfacial mechanisms by demonstrating a direct correlation between substrate surface architecture and coating performance.
Materials & methods
In this investigation, AA6061-T6 aluminum alloy was used as the consumable rod material for friction surfacing. Preliminary investigations demonstrated that smaller diameter rods were unable to maintain stable deposition, resulting in their exclusion. Under combined axial and frictional stresses, these smaller rods tended to buckle at the rod-substrate interface, resulting in less contact area, uneven material transfer, and non-uniform coating production.
To ensure stable deposition and homogeneous coating development, an ideal AA6061-T6 consumable rod design of 20 mm diameter and 100 mm length was used. This shape provides adequate stiffness and contact area to withstand process stresses, resulting in successful plastic deformation and constant material transfer. In addition, the rod end was thoroughly polished to a smooth, flat surface to increase first contact and improve interfacial bonding. When compared to a fully flat end, using a tapered rod end allowed for even better initial plastic deformation.39,40
The substrate material used in this study was IS 2062 low-carbon structural steel. The base material was machined into a rectangular plate measuring 300 × 150 × 5 mm. Before friction surfacing, the substrate underwent extensive surface preparation, including grinding to remove contaminants, oxide coatings, burrs, and surface imperfections. This resulted in more consistent surface conditions and enhanced metallurgical bonding between the coating and substrate.
IS 2062 steel substrates were changed utilizing a controlled knurling approach, adding patterned features aimed to improve mechanical interlocking, interfacial contact, and material flow behavior during deposition. The prepared substrates were firmly mounted on a specialized T-slot milling machine with a moveable transverse worktable and a rigid clamping mechanism for friction surfacing. This system allowed for exact alignment and regulated traverse speed, resulting in homogenous coatings.
The consumable rod was placed in the spinning spindle of a bespoke friction surfacing system Figure 2. During the processing, a regulated axial feed brought the revolving rod into touch with the stationary substrate. The frictional heat generated at the interface caused severe plastic deformation of the consumable material, allowing it to be deposited on the knurled IS 2062 steel substrate.
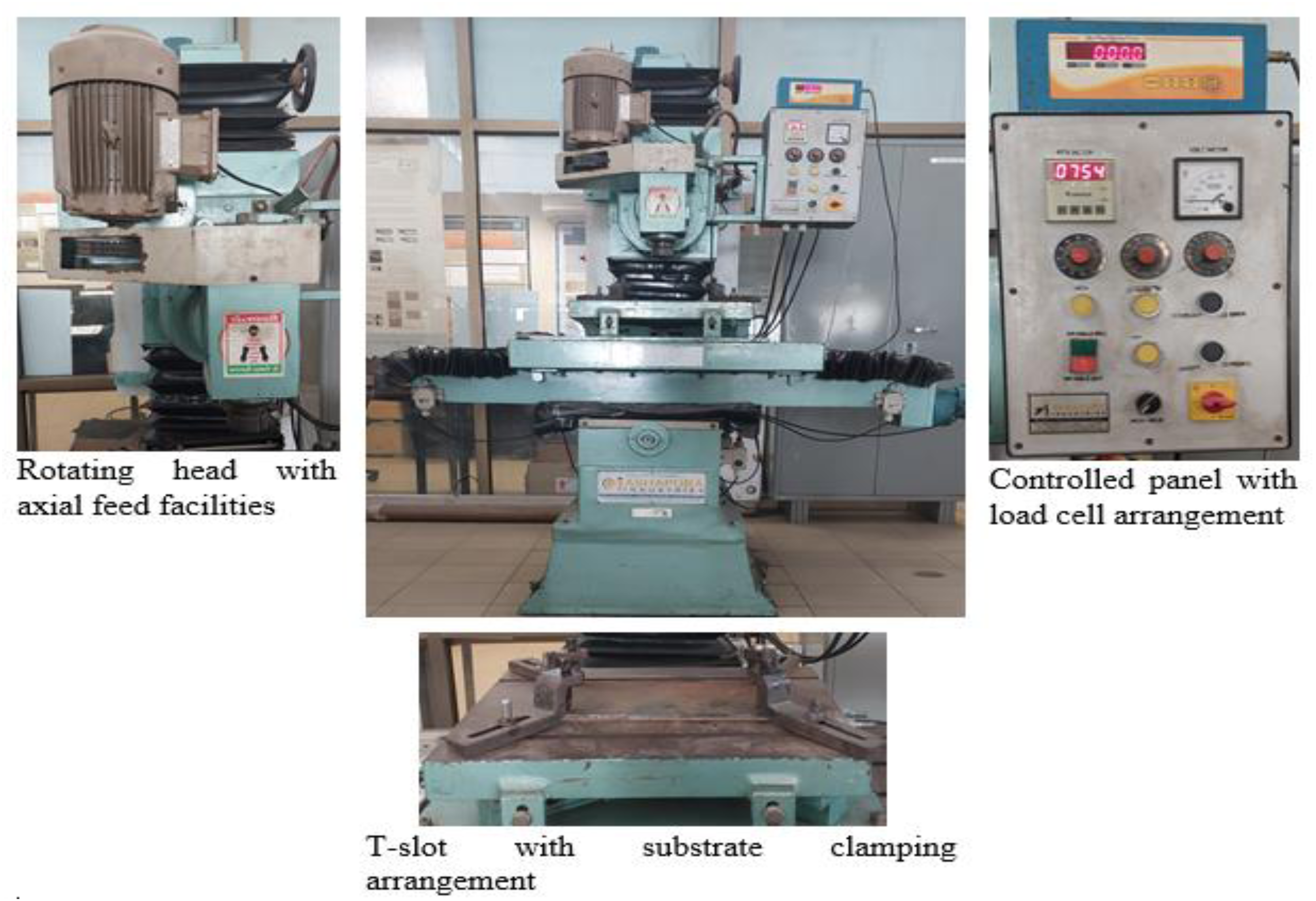
Friction surfacing experimental set-up at PDEU, Gandhinagar, Gujarat
The friction surfacing experimental setup Figure 2 at PDEU in Gandhinagar used a customized vertical milling machine with critical process parameters such as spindle speed 0-3000 rpm, traverse speed 10-140 mm/min, and axial feed rate 10-140 mm/min. Systematic trial-and-error was used to establish the best parameter combinations for stable deposition while eliminating flaws such discontinuities and poor bonding. The method is based on frictional heat generated by the revolving consumable rod under axial load, resulting in strong plastic deformation and the deposition of softened material along the direction of tool movement. Achieving the right balance between heat generation and material flow was critical to guaranteeing uniform coating quality and integrity.
To ensure repeatability and defect-free coating development, the experimental setup was specifically constructed to allow for exact control of important process parameters such as rotating speed, axial feed, and traverse speed. During the friction surfacing trials, a digital tachometer was used to experimentally verify the rotational and traverse speeds, ensuring process dependability and consistency. Calibration and measurement results indicate a tolerance of ±200 rpm for rotational speed and ±20 mm/min for traverse speed. These tolerances are now explicitly stated in the amended publication, which improves the accuracy, reproducibility, and technical completeness of the experimental setup description.
Friction surfacing parameters such as rotational speed, axial force, and traverse speed were intentionally held constant following preliminary optimization trials in order to isolate and evaluate the specific influence of knurled surface topography on coating integrity and bonding behavior. As a result, the observed variances in bonding strength and microstructural evolution are predominantly due to differences in surface morphology and mechanical interlocking caused by the knurl geometries. However, we agree that localized thermomechanical conditions caused by the combination of knurl geometry and process parameters may also influence deposition behavior and interfacial properties.
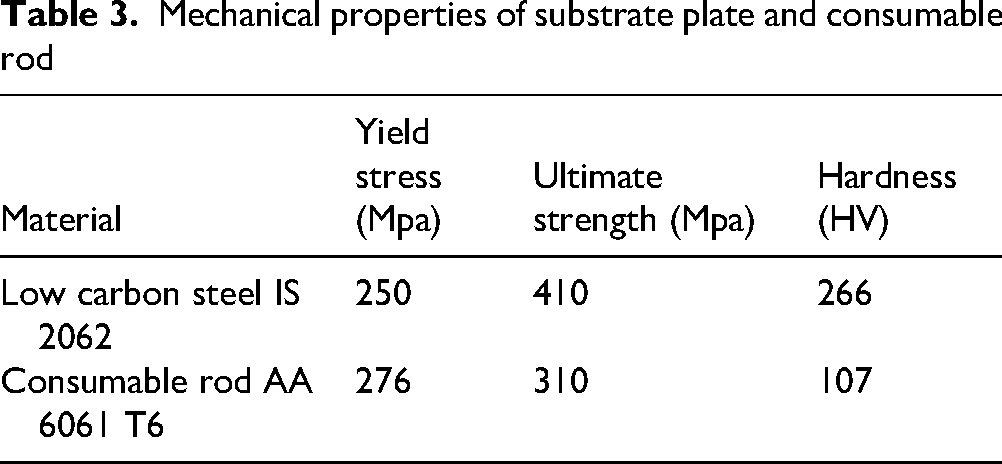
Tables 1 and 2 describe the nominal chemical compositions of the AA6061-T6 consumable rod and IS 2062 steel substrate, respectively, while Table 3 displays their mechanical properties, providing a thorough overview of the materials employed in the study.
Chemical composition (%) of low-carbon steel substrate IS 2062

Chemical composition (%) of consumable rod AA 6061 T6

Mechanical properties of substrate plate and consumable rod
Variations in knurl geometry have a direct influence on surface morphology and periodicity, resulting in ridges and valleys with controlled spacing and orientation. Straight knurls resulted in homogenous parallel ridges, but diagonal (left and right) knurls produced cross-helical patterns that improved multidirectional asperity interactions. Surface roughness measurements with profilometry revealed that Ra decreased as the pitch number increased. These created textures were then employed as tailor-made substrates to investigate the effects of regulated roughness and pattern orientation on interfacial bonding, material flow, and microstructural evolution during AA6061 coating deposition.
(Table 4).
Different knurling tool profile used for substrate
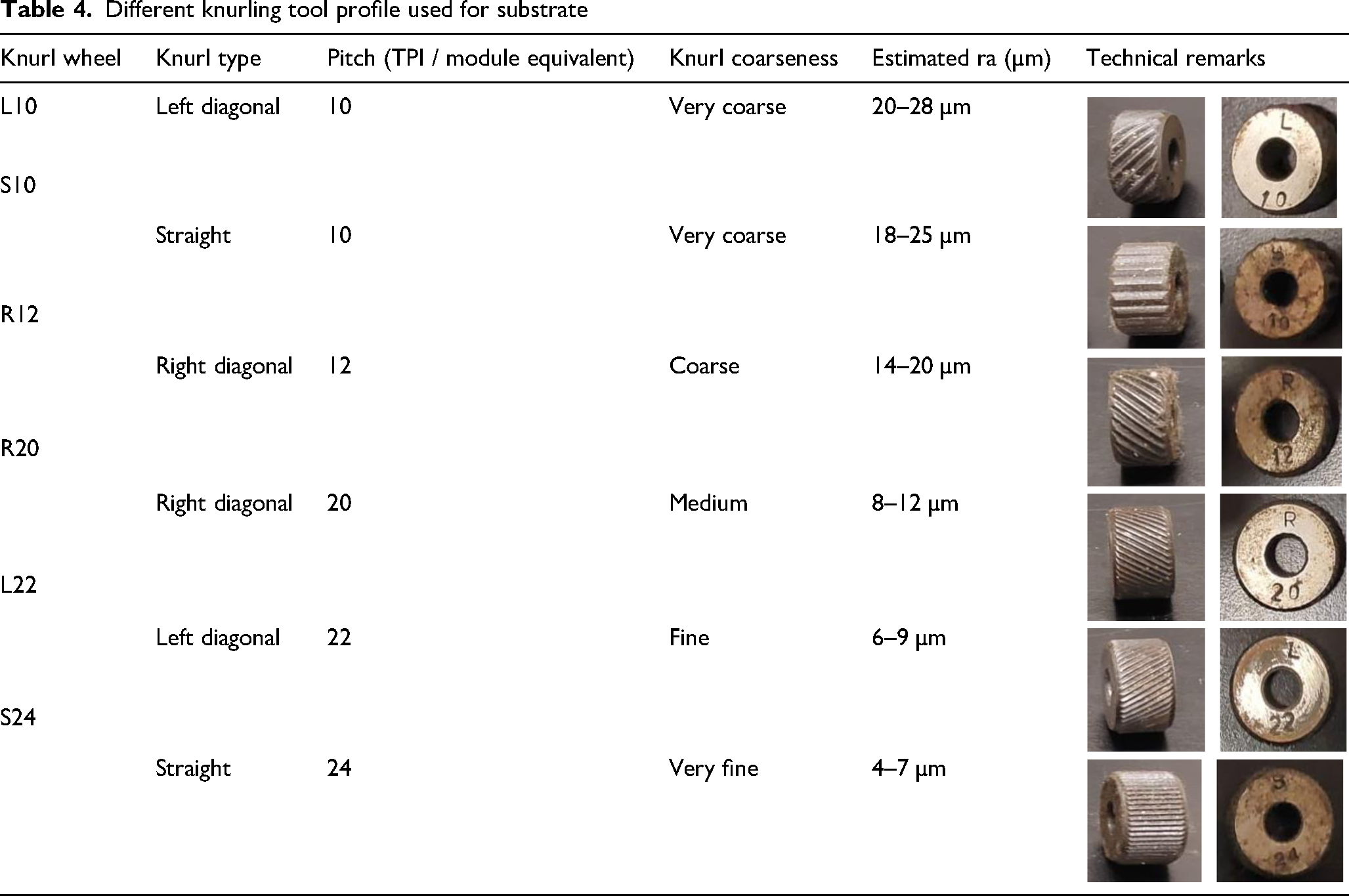
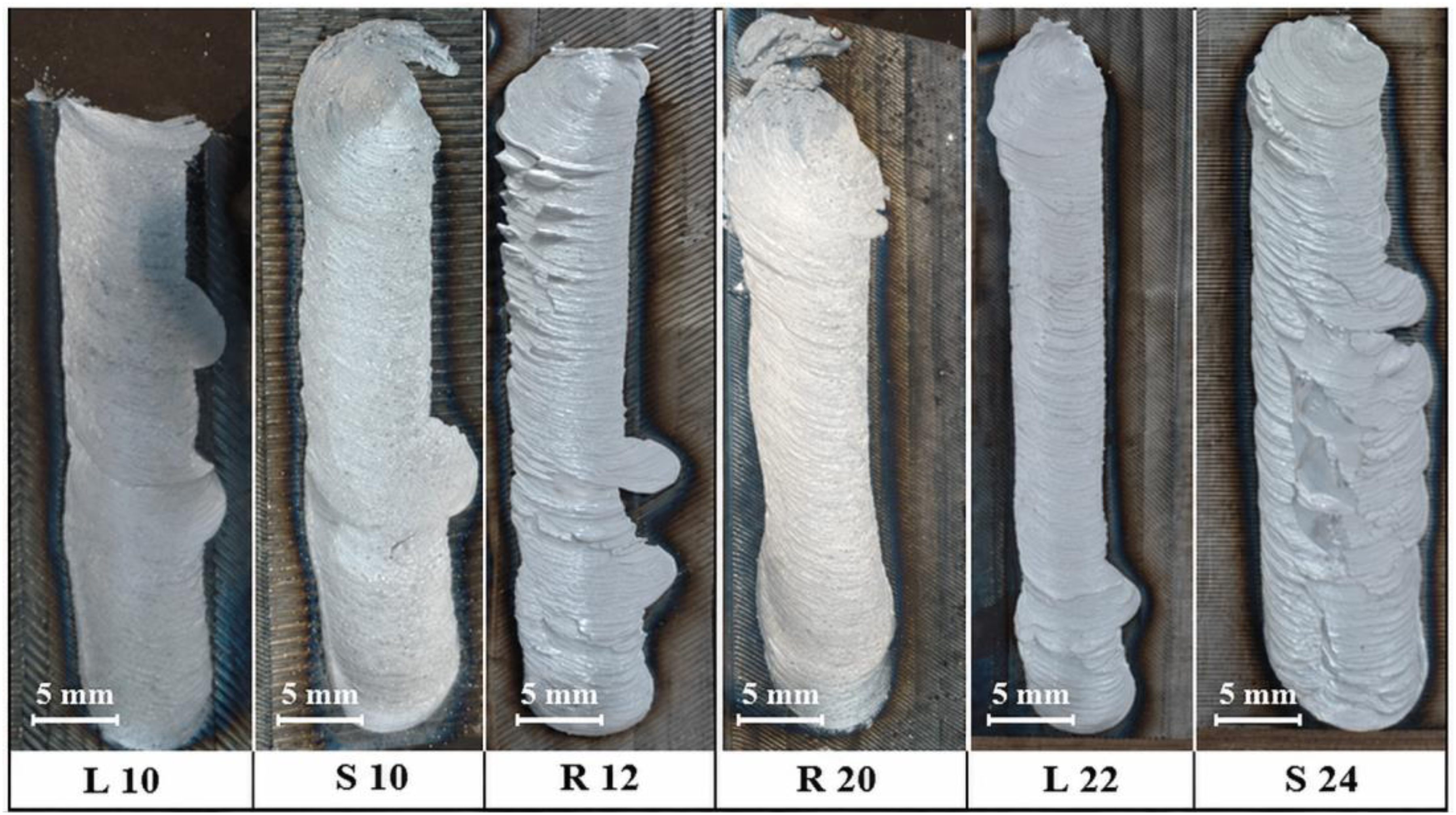
The six knurling tools (L10, S10, R12, R20, L22, and S24) resulted in unique surface morphologies with systematic differences in ridge geometry, texture, and asperity distribution, as illustrated in Figure 5. Coarser designs, such as L10 and S10, had widely spaced ridges and deep troughs, resulting in severely uneven surfaces. L10 created inclined asperities that may facilitate directional material flow, whereas S10 formed straight, parallel ridges that allowed for consistent linear contact. The R12 design marked a shift toward finer characteristics, including more consistent and modestly spaced right-diagonal ridges. These coarse to semi-coarse textures are predicted to improve the mechanical interlocking and anchoring of the AA6061 coating, although excessive roughness may cause non-uniform plastic flow and localized flaws during deposition.
The chosen knurled profiles (L10, S10, R12, R20, L22, and S24) were carefully chosen to explore the effect of varied surface roughness conditions, ranging from reasonably smooth to moderately and very rough topographies, on interfacial bonding behaviour during friction surfacing. The differences in ridge geometry, spacing, and depth were designed to assess their impact on frictional heat generation, plasticized material flow, mechanical interlocking, and metallurgical bonding mechanisms between AA6061 and IS2062 steel. This systematic selection allows for a comparative analysis of how tailored surface textures influence coating integrity and microstructural evolution in solid-state deposition.
Surface textures in the R20, L22, and S24 patterns became finer and more consistent as pitch increased. R20 struck a balance between surface roughness and material movement, resulting in adequate anchoring via closely spaced ridges shown in Figure 3. The L22 design, which included finer and more uniform left-diagonal ridges, promoted stable plastic deformation while reducing flow instabilities during deposition. The S24 pattern, which has the finest texture with shallow, closely spaced straight ridges, produces a smoother surface with less peak-to-valley variance. While finer textures may result in less mechanical interlocking, they are better for producing uniform bonding and reducing flaws. Overall, the modification in knurling geometry permitted the fabrication of tailored surface topographies, allowing for a systematic investigation of their impacts on coating adherence, interfacial integrity, and microstructural evolution in friction surfaced AA6061 coatings.

Different knurled profile developed on IS 2062 Low carbon steel substrate.
Surface topography has a significant impact on friction surfacing because it influences interfacial friction, heat production, plastic flow, and coating consolidation. Coatings placed on linear (L), straight (S), and right (R) knurled patterns exhibit distinct geometry, surface quality, and ripple morphology Figure 4. Substrates with moderate and uniform roughness (e.g., R20 and L22) encourage stable material flow and consistent heat generation, resulting in coatings of uniform breadth and thickness. These samples show smooth, continuous ripple patterns, indicating steady-state deposition with little change in process parameters. The presence of fine, closely spaced ripples indicates regulated viscoplastic flow and robust metallurgical bonding at the contact.
Deposited coating results on different knurling substrate pattern.
In contrast, substrates with coarse or highly directed knurling patterns (such as L10, S10, R12, and S24) cause localized differences in contact conditions due to prominent asperities and anisotropy. This causes irregular material movement and unequal heat input, resulting in coarse, wavy, and occasionally discontinuous ripple morphologies that indicate instability during deposition. Such surfaces may also result in material buildup, bulging, or side extrusions, indicating non-uniform plastic deformation and potential localized overheating. Smoother knurl patterns, on the other hand, minimize frictional resistance and mechanical interlocking, resulting in thinner coatings with less prominent ripple characteristics caused by insufficient material retention.
In general, the ripple profile used in friction surfacing serves as an indirect measure of interfacial conditions and process stability. Rough, uneven ripples indicate shifting process parameters influenced by the underlying knurled shape, whereas smooth, uniform ripples suggest consistent deposition with constant energy input. To provide defect-free coatings with the requisite surface morphology and mechanical integrity, an optimal knurling pattern with controlled roughness and homogenous distribution is required.
Results & discussion
Push-off test
To assess the interfacial bonding strength of friction-surfaced coatings, a push-off test was performed utilizing a Universal Testing Machine (UTM). Rectangular specimens (30 × 20 mm) were constructed, and an 8 mm diameter hole was drilled to the coating-substrate contact with a depth of 5 mm. During testing Figure 5, a hardened 8 mm indenter was oriented with the cavity and a compressive load was applied until failure occurred, either through interfacial debonding or through-thickness rupture. The peak load at failure was utilized to calculate interfacial shear strength, which provided a quantitative assessment of coating adherence and bonding integrity.
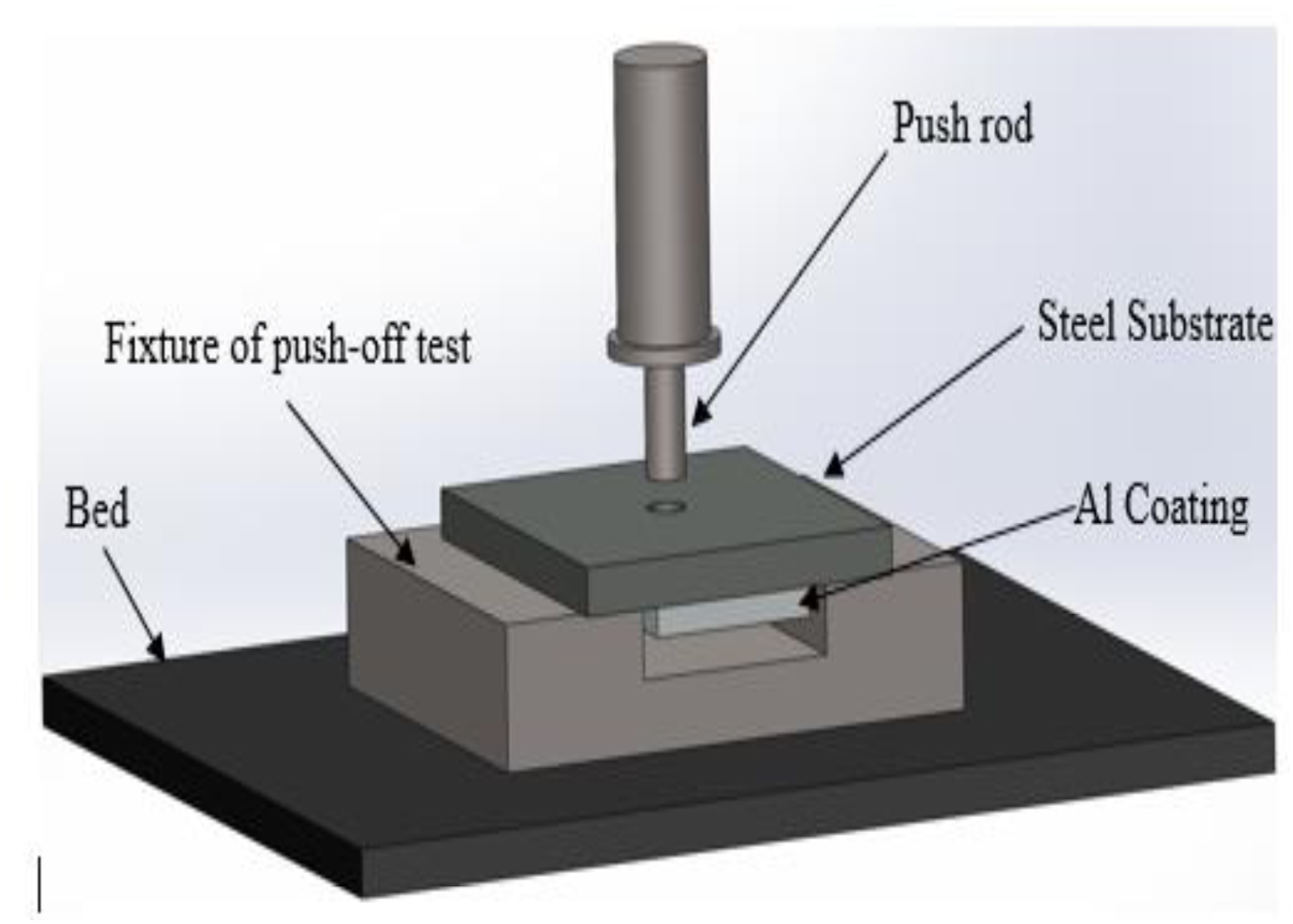
Push-off test performed on friction surfacing sample.
(Figure 6).
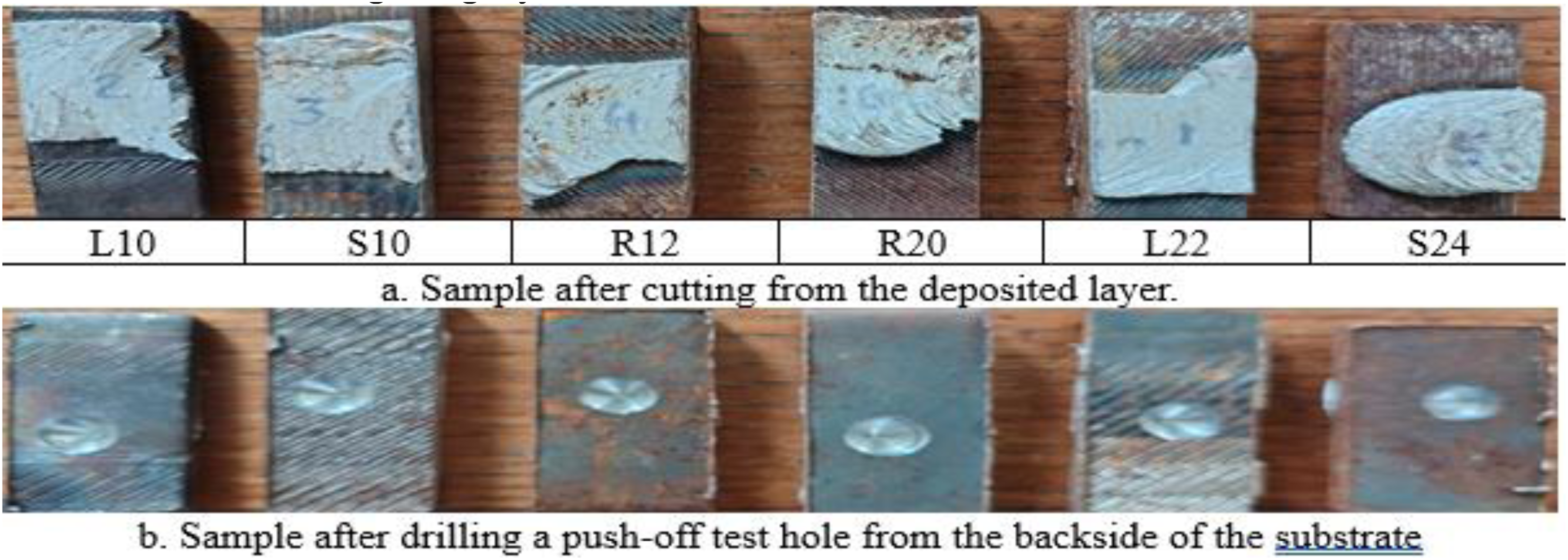
Fs sample for push-off test.
The push-off test results Figure 7 demonstrate the significant impact of knurled surface topography on interfacial bonding strength in friction surfacing. Among the samples, R20 had the highest strength 15.4 kN, followed by L22 14.8 kN, while S10 10.8 kN and L10 11.2 kN had lower values. The better performance of R20 is due to its optimized knurl geometry, which improves mechanical interlocking, plastic flow, and homogeneous heat generation, resulting in a stronger metallurgical connection. Lower S10 and L10 strengths, on the other hand, suggest insufficient roughness or poor asperity interaction, which results in weaker interfacial adhesion.
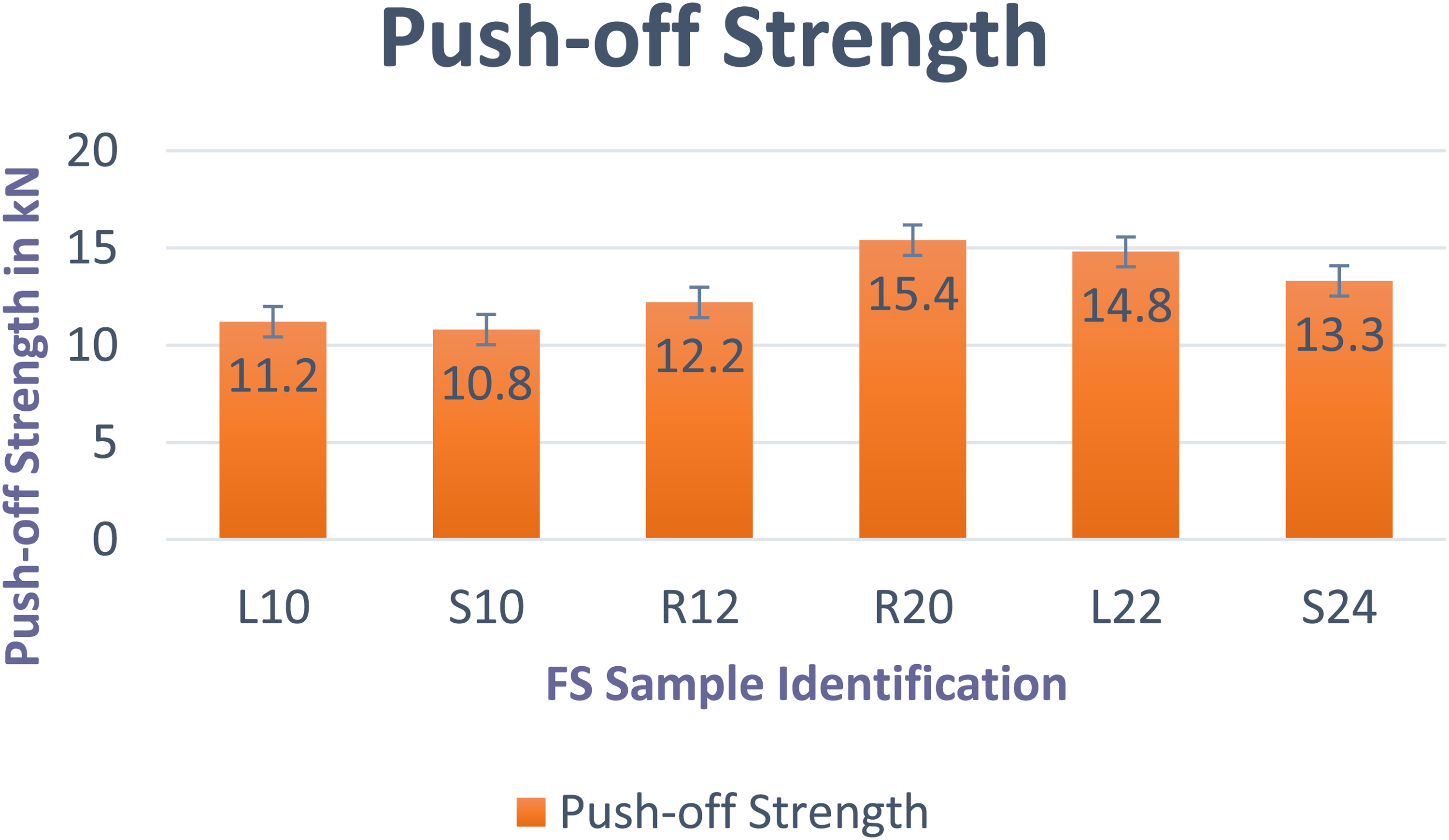
Push-off test result of Al-steel FS samples.
The intermediate performance of R12 12.2 kN and S24 13.3 kN demonstrates that both excessive and insufficient surface roughness can reduce bonding strength. While increased roughness improves mechanical interlocking, too aggressive features can cause non-uniform material flow, stress concentration, and defect formation, reducing bond strength. A low standard deviation across samples suggests that the test is repeatable and reliable. Post-test measurements Figure 6(a), b reveal evident coating separation and confined deformation surrounding the drilled location, indicating that failure occurred at the interface rather than in the substrate. The controlled hole design and indenter alignment ensured homogeneous stress distribution, demonstrating the success of the testing methods.
Presented push-off performance in terms of peak load (kN), principally to assess the relative bonding behavior of different knurled surface conditions under identical specimen geometry and coating dimensions. Because all samples were made with the identical substrate dimensions and deposition conditions, bonded area variation was limited, allowing for direct comparison analysis within the scope of the study. 41
Based on the push-off test findings, R20 is chosen as the best condition due to its greater bonding strength. To acquire a more complete knowledge of its performance, this sample underwent additional microstructural, mechanical, and compositional investigations. Focusing on the best-performing condition allows for a more solid interpretation of bonding mechanisms, increasing the study's overall scientific and practical importance.
Macro & micro examination
The successful deposition and bonding of a continuous and adherent aluminium coating over the IS2062 steel substrate is confirmed by the macrostructural study of the Al–steel friction surfaced sample displayed in Figure 8. With minor surface undulations that resemble the normal ripple morphology associated with incremental material deposition under rotational and axial loading conditions during friction surfacing, the deposited Al layer seems rather uniform across the examined segment. There were no notable macroscopic flaws like voids, delamination, cracks, or interfacial gaps, suggesting strong metallurgical bonding made possible by sufficient frictional heat generation and considerable plastic deformation at the interface. At the coating–substrate interface, a limited transition zone can also be deduced, indicating localized thermomechanical interaction and potential metallurgical contact between Al and Fe, which enhances bonding integrity. Additionally, the steel substrate underneath the coating mostly maintains its original microstructural look, suggesting that the bulk substrate material was not greatly impacted by the thermal exposure and that it remained confined. Changes in process parameters like rotating speed, axial force, and traverse speed during deposition may be responsible for small variations in coating thickness and surface waviness. Additionally, the macrostructural image was used to quantify the coating thickness using image analysis software. Measurements made at several sites showed that the average coating thickness was between 1.8 and 2.0 mm. Overall, the macrograph shows that a continuous, flawless aluminium coating with strong interfacial integrity can be produced on the steel substrate using the friction surfacing approach.
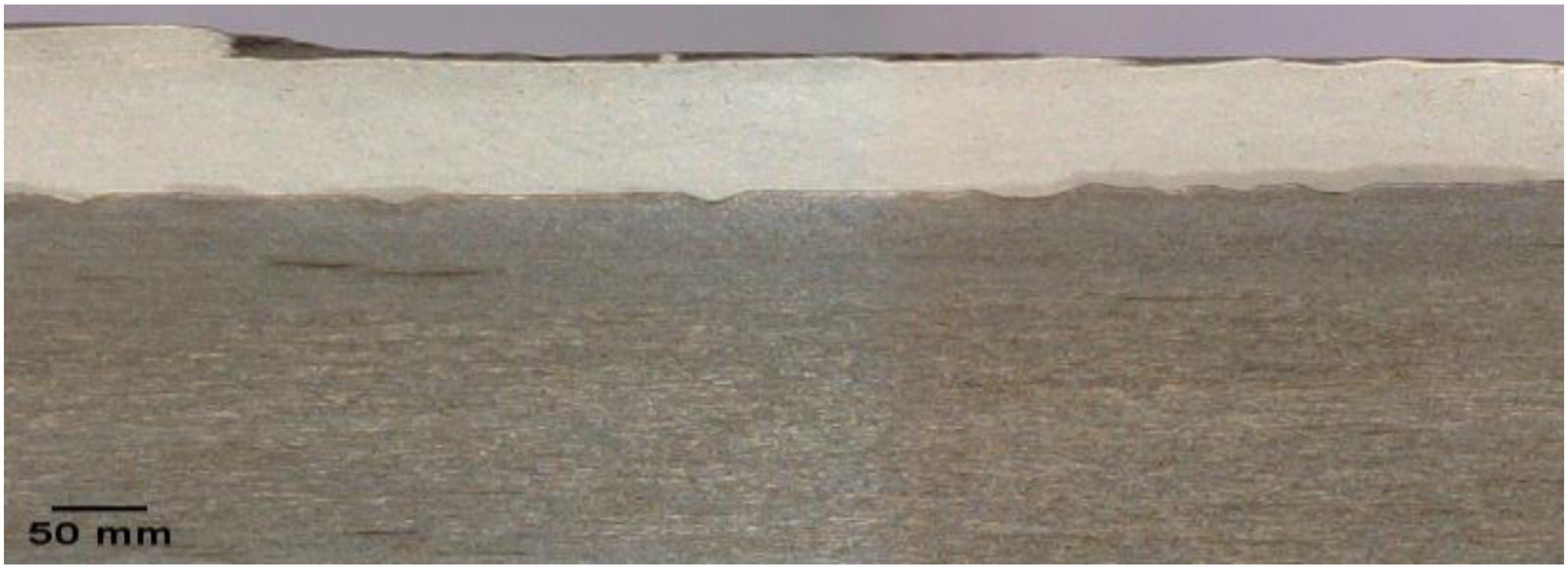
Macro examination of Al-steel friction surfacing sample.
The Al–steel friction surfaced coating's microstructural analysis provides important new information on the bonding mechanisms and interfacial properties formed during the deposition process shown in Figure 9. The micrographs show that the aluminium coating and the steel substrate create a continuous, well-defined interface, indicating successful metallurgical bonding without the presence of significant flaws like voids, cracks, or interfacial delamination. Due to extreme plastic deformation and dynamic recrystallization brought on by high frictional heat and compressive stresses during surface, the aluminium layer displays a comparatively refined and homogenized microstructure. The steel substrate maintains its distinctive ferritic–pearlitic structure, indicating that the process's thermal exposure is confined and has little effect on the substrate's bulk microstructure. Higher magnification reveals a small transition zone along the Al–steel contact, suggesting minimal interdiffusion and potential Fe–Al intermetallic compound production. In order to achieve strong metallurgical bonding without the excessive brittleness usually associated with dense intermetallic phases, this interfacial layer seems to be thin and continuous. The combined effects of mechanical interlocking and plasticized material flow during deposition are reflected in the interface morphology, which is comparatively smooth with few undulations. Furthermore, the lack of microcracks or discontinuities in the transition region indicates that the process parameters were carefully adjusted to regulate strain rate and heat input, preventing the development of harmful phases or thermal stresses. Overall, the microstructural characteristics verify that friction surfacing uses a combination of solid-state diffusion, plastic deformation, and mechanical interlocking to promote a strong metallurgical bond between aluminium and steel, producing a structurally stable and defect-free coating system appropriate for engineering applications.

Micro examination result of Al-steel friction surfacing sample.
Due to extreme plastic deformation and dynamic recrystallization during deposition in friction surfacing of aluminium-based composite coatings have shown that the technique results in significant microstructural refinement. Friction-surfaced Al-based coatings showed a 70–85% decrease in grain size as compared to the consumable rod, which improved coating integrity and hardness. Moreover, strong metallurgical bonding and superior adhesion strength above 140 MPa were shown to be significantly influenced by the production of intermetallic phases such Fe–Al and Al₃Ni at the coating/substrate interface. The diffusion-assisted interfacial bonding mechanism in friction surfacing encourages defect-free coatings with low porosity. 42
Additionally, the refined equiaxed microstructure and uniform distribution of reinforcing phases greatly enhanced the corrosion and tribological performances of friction-surfaced coatings. Because stable protective oxide layers were formed, the Al–Zn and Al–SiC coatings showed improved corrosion resistance in alkaline and chloride conditions. Because of their higher hardness, oxide-assisted load-bearing capacity, and hard reinforcement phases, Al7075–Ni and Al–SiC composite coatings also demonstrated better wear resistance and lower friction coefficients, these results provide compelling evidence for the efficacy of friction surfacing as a solid-state surface modification method for creating high-performing protective coatings with improved mechanical and functional characteristics. 43
Severe plastic deformation and dynamic recrystallization that take place during friction surfacing are primarily responsible for the observed fine and refined grain structure in the deposited AA6061 covering. Sound metallurgical bonding was indicated by the FESEM data, which showed a continuous, defect-minimized interface with localized thermomechanical interaction between steel and aluminium. The coating region's consistently dispersed secondary phases and refined grains are in line with earlier research on friction-surfaced aluminium alloys. Additionally, the knurled surface topography increased material flow behavior and mechanical interlocking, which further improved coating integrity and interfacial adhesion.
The Al–steel friction-surfaced sample's SEM and FESEM investigations offer strong proof of the solid-state process's successful material consolidation and strong interfacial bonding shown in Figure 10. The micrographs show a continuous, dense layer of aluminium covering the steel substrate with a well-integrated interface that is devoid of serious flaws like holes, fissures, or interfacial voids. Intense shear deformation and mechanical intermixing, which are essential for creating metallurgical bonding, are indicated by the observed plastically deformed and smeared features at the interface. A compact microstructure with refined features is further highlighted in high-magnification FESEM images, indicating dynamic recrystallization within the aluminium layer as a result of intense thermo-mechanical loading. In order to preserve structural integrity and avoid premature failure, the interface shows a narrow and homogenous transition region devoid of dense or brittle intermetallic layers. Furthermore, consistent deposition conditions and regulated heat input are confirmed by the lack of microcrack initiation sites and the existence of continuous material flow lines. Overall, the SEM and FESEM findings confirm that friction surfacing effectively creates a metallurgically bonded, defect-free Al coating on steel with improved interfacial integrity, robust adhesion, and a refined microstructure that is appropriate for demanding engineering applications.
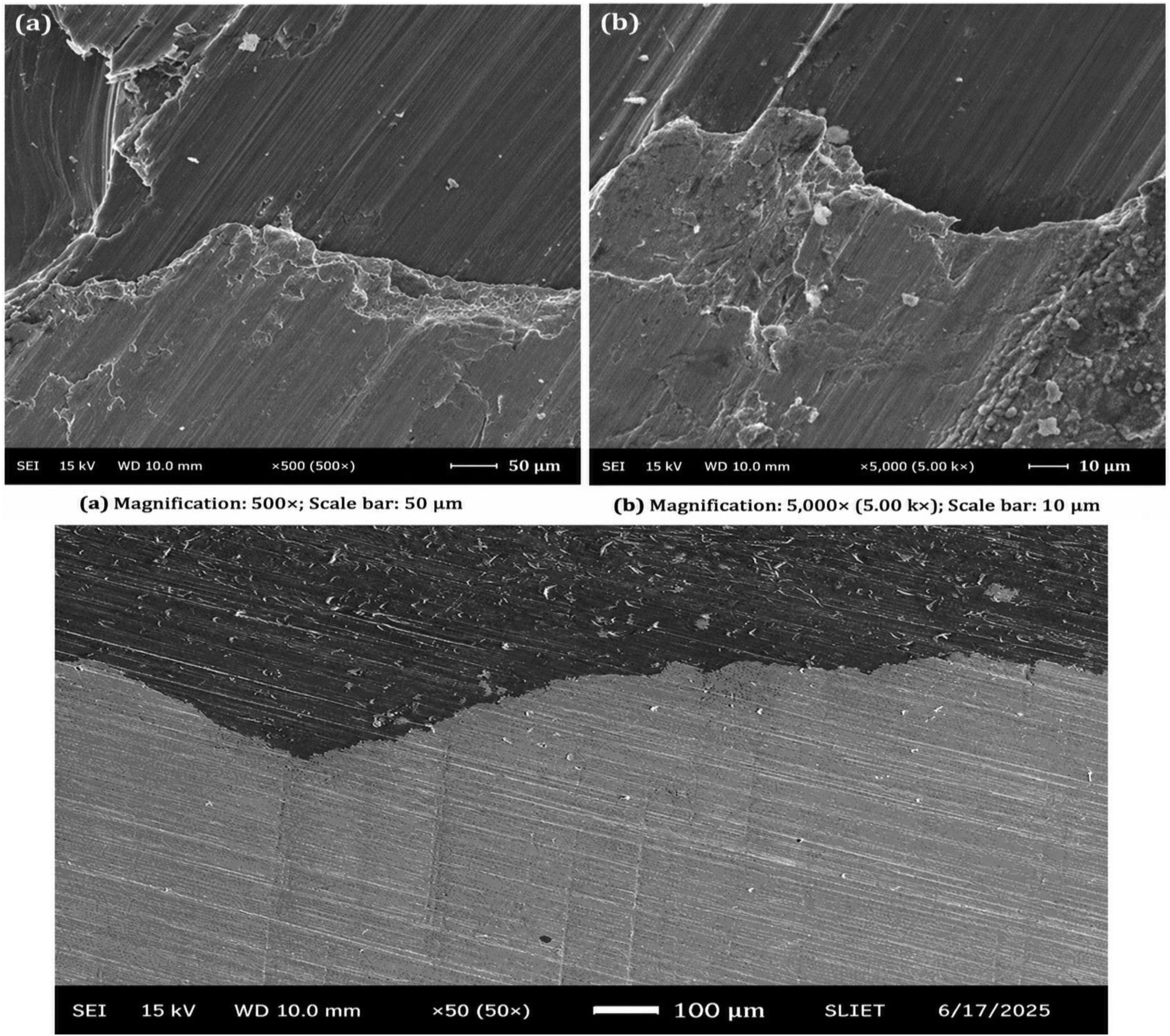
SEM & FESEM result of AL-steel friction surfacing sample.
The Al–steel friction-surfaced sample's EDX analysis offers convincing compositional proof that a chemically stable and well-bonded interface was formed as shown in Figure 11. Strong Al peaks dominate the elemental spectrum, indicating that aluminium makes up the majority of the deposited layer. The underlying steel substrate is represented by separate Fe peaks. The elemental mapping also shows a clear distribution, with the lower region dominated by Fe (∼32 wt.%) and the higher region rich in Al (∼63 wt.%), suggesting an abrupt but continuous shift over the interface. Crucially, the lack of significant elemental intermixing indicates that solid-state bonding with regulated diffusion, as opposed to melting, is what drives the process. The coating contains trace amounts of Mg and Si (∼2 weight percent each), which are probably related to the alloying elements of the aluminium feedstock and support strengthening mechanisms.
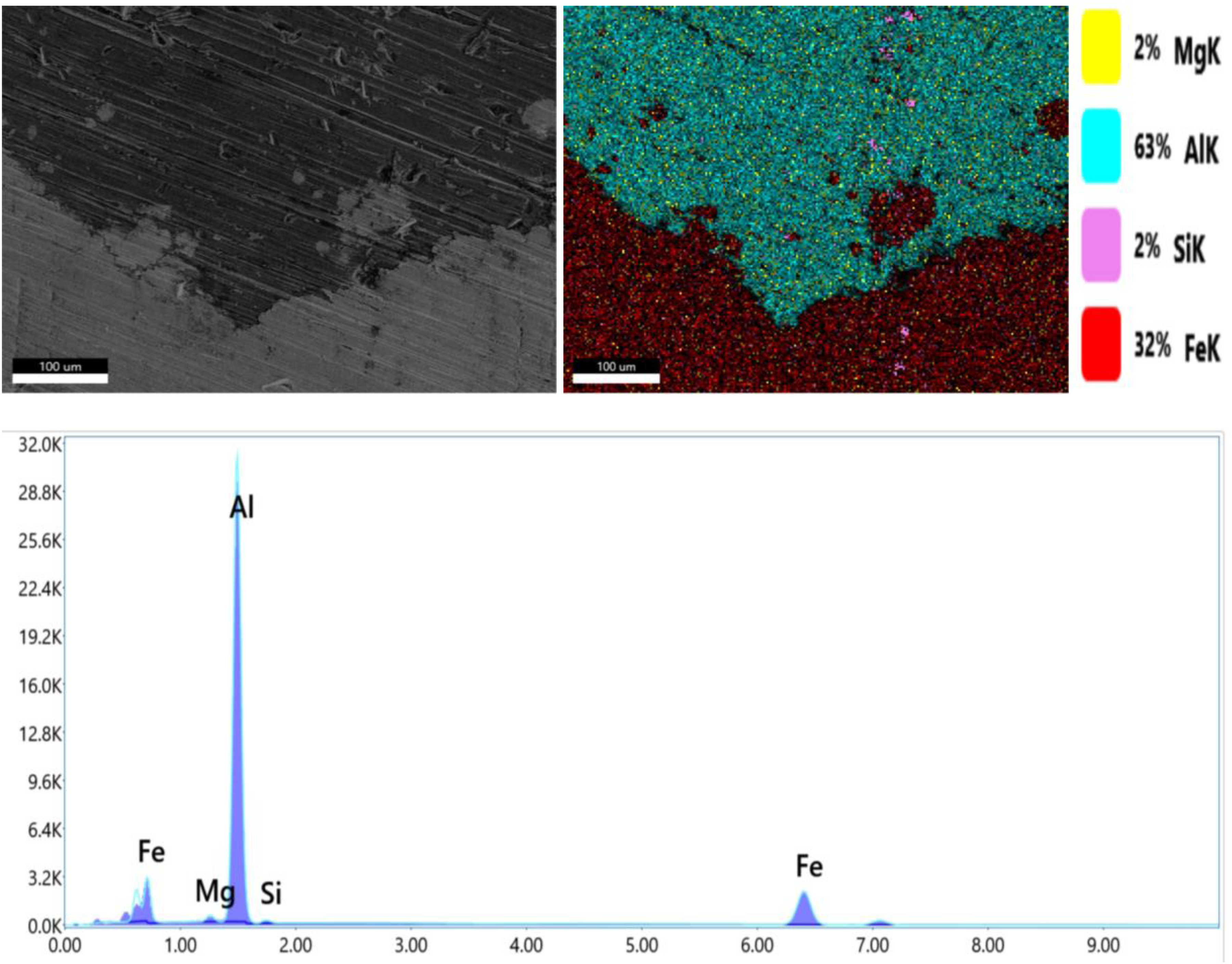
EDX analysis of AL-steel friction surfacing sample.
A small but noticeable overlap of Al and Fe signals is seen at the interfacial region, suggesting localized diffusion and potential development of a thin Fe–Al intermetallic layer. Because it strengthens metallurgical bonding without encouraging the production of thick, brittle intermetallic compounds that could impair mechanical performance, this thin diffusion zone is advantageous. Stable deposition conditions and controlled heat input during friction surfacing are confirmed by the coating's compositional uniformity and the interface's crisp compositional gradient. Additionally, the lack of oxide enrichment or contaminating elements indicates little oxidation and efficient material transport under the given thermo-mechanical conditions. Overall, the EDX results provide compelling evidence that friction surfacing makes it possible to create an Al coating on steel that is both metallurgically bonded and compositionally unique, with controlled interdiffusion, few flaws, and improved interfacial integrity.
The Al–steel friction surfacing sample's X-ray diffraction (XRD) pattern clearly shows the coexistence of crystalline phases corresponding to iron and aluminium, suggesting the establishment of a metallurgically bonded yet mostly phase-retained interface shown in Figure 12. According to standard ICDD PDF database reference patterns, the major diffraction peaks found at around 2θ = 38–39°, 44–45°, 65°, and 78–79° can be indexed to the body-centered cubic (BCC) structure of α-Fe and the face-centered cubic (FCC) structure of Al. Because of the comparatively low melting temperature and dynamic recrystallization during friction surfacing, the high intensity and sharpness of the Al peaks indicate that the aluminium deposit maintains a high degree of crystallinity with minimum lattice distortion. In a similar vein, the existence of distinct Fe peaks suggests that the steel substrate retains its structural integrity without undergoing substantial phase transition.
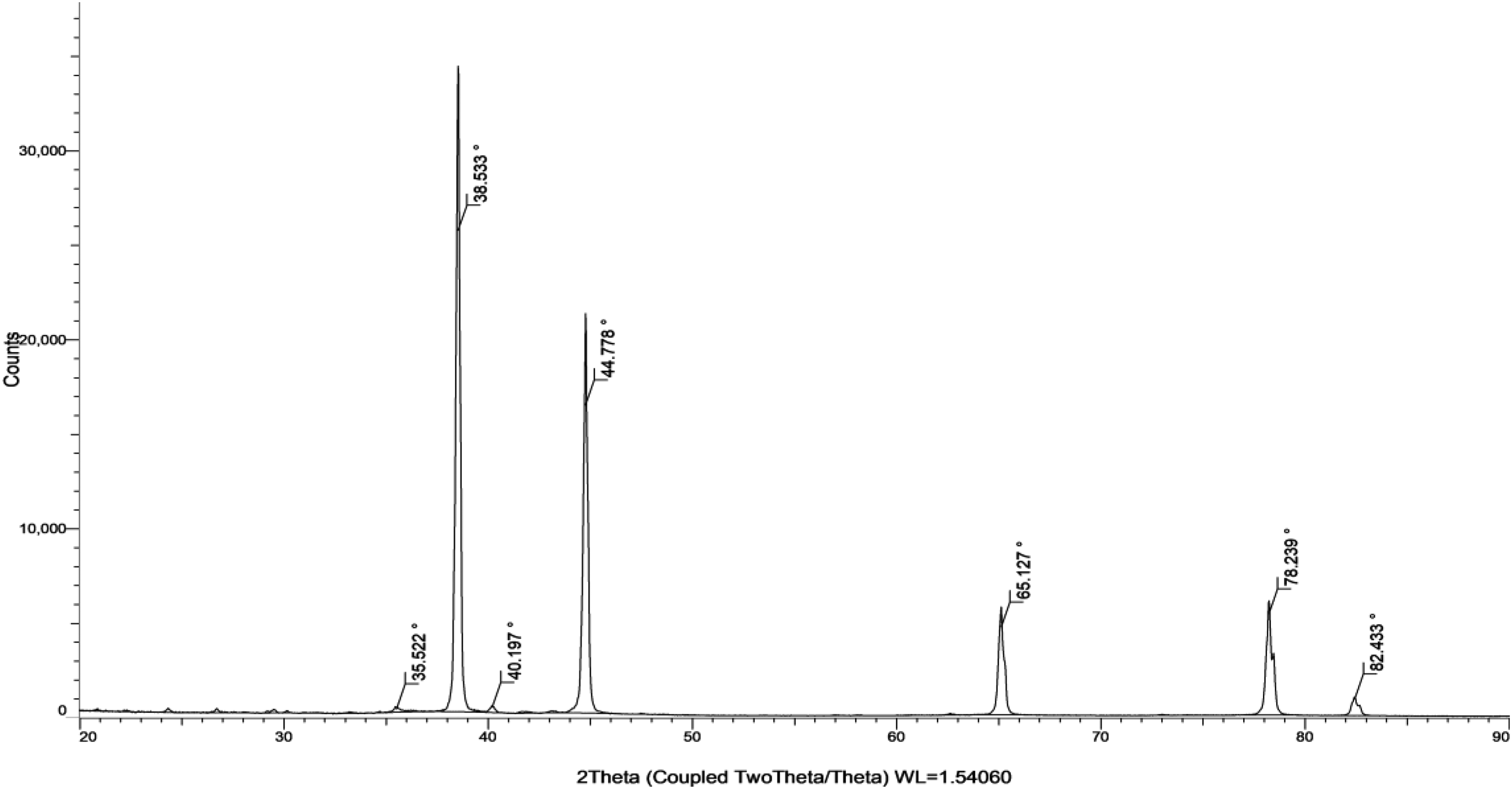
X ray diffraction pattern of al-steel friction surfacing sample.
The lack of identifiable Fe-Al intermetallic peaks in the XRD study does not rule out the presence of extremely thin or discontinuous intermetallic layers below the detection limit of traditional XRD techniques. The current study's conclusion about the suppression of brittle Fe-Al intermetallic formation was based on a combined interpretation of XRD findings, interfacial microstructural observations, and the absence of distinctive brittle fracture features during mechanical evaluation. Furthermore, the solid-state nature of the friction surfacing method, along with the relatively short temperature exposure, is expected to limit substantial interdiffusion and the formation of thick intermetallic compounds.
Interestingly, within the XRD analysis's detection limits, no notable intermetallic phases, such as FeAl or Fe₂Al₂, are clearly visible. This implies that substantial interdiffusion and brittle intermetallic compound production at the interface are successfully suppressed by the friction surfacing process parameters, especially the short interaction period and controlled temperature input. Since these compounds are usually linked to worse mechanical performance, particularly decreased impact toughness, the absence (or extremely low intensity) of such phases is crucial. Localized microstrain or grain refinement, which is frequently linked to the extreme plastic deformation present in the friction surfacing method, may be shown by slight peak broadening in specific areas.
The XRD pattern of the friction-surfaced AA6061 coating on IS2062 steel displayed characteristic FCC aluminium peaks corresponding to the (111), (200), (220), (311), and (222) crystallographic planes. A modest contribution from the α-Fe phase of the steel substrate was seen near 44.7°, which corresponds to the (110) plane. The lack of significant Fe-Al intermetallic peaks demonstrates that the friction surfacing method efficiently retained phase stability while encouraging metallurgical bonding under solid-state conditions
Overall, the XRD findings verify that the Al–steel combination created by friction surfacing produces a phase-stable, structurally sound covering with little harmful phase development. This phase composition is anticipated to improve the composite system's mechanical integrity and impact resistance, making it ideal for applications needing a blend of steel strength and aluminium corrosion resistance.
Atomic force microscopy
The friction-surfaced sample's Atomic Force Microscopy (AFM) study yields comprehensive details regarding the deposited layer's nanoscale surface shape shown in Figure 13. A evenly distributed surface structure with a maximum height variation of roughly 86 pm is revealed by the 2D height map and 3D surface topography, which were acquired over a scan region of roughly 10 µm × 10 µm. There are no notable holes, fissures, or discontinuities in the 2D topographical image, which shows a dense distribution of small peaks and valleys throughout the scanned area. Such uniform surface features indicate stable material transfer and appropriate plastic deformation of the consumable rod during deposition, suggesting that the friction surfacing process has created a well-consolidated and continuous deposition layer. The nanoscale roughness distribution is further validated by the 3D surface profile, which also makes the surface asperities easier to see. The 3D map's comparatively tiny height variation indicates that the deposited layer has excellent surface uniformity and very fine surface roughness. The severe plastic deformation and dynamic recrystallization that take place during friction surfacing, which produces a refined microstructure at the interface between the AA6061 aluminum deposit and the IS2062 steel substrate, are usually linked to this behavior. Large asperities or irregular agglomerations are indicative of good bonding and material flow throughout the process, reducing flaws like voids or delamination at the deposition interface.
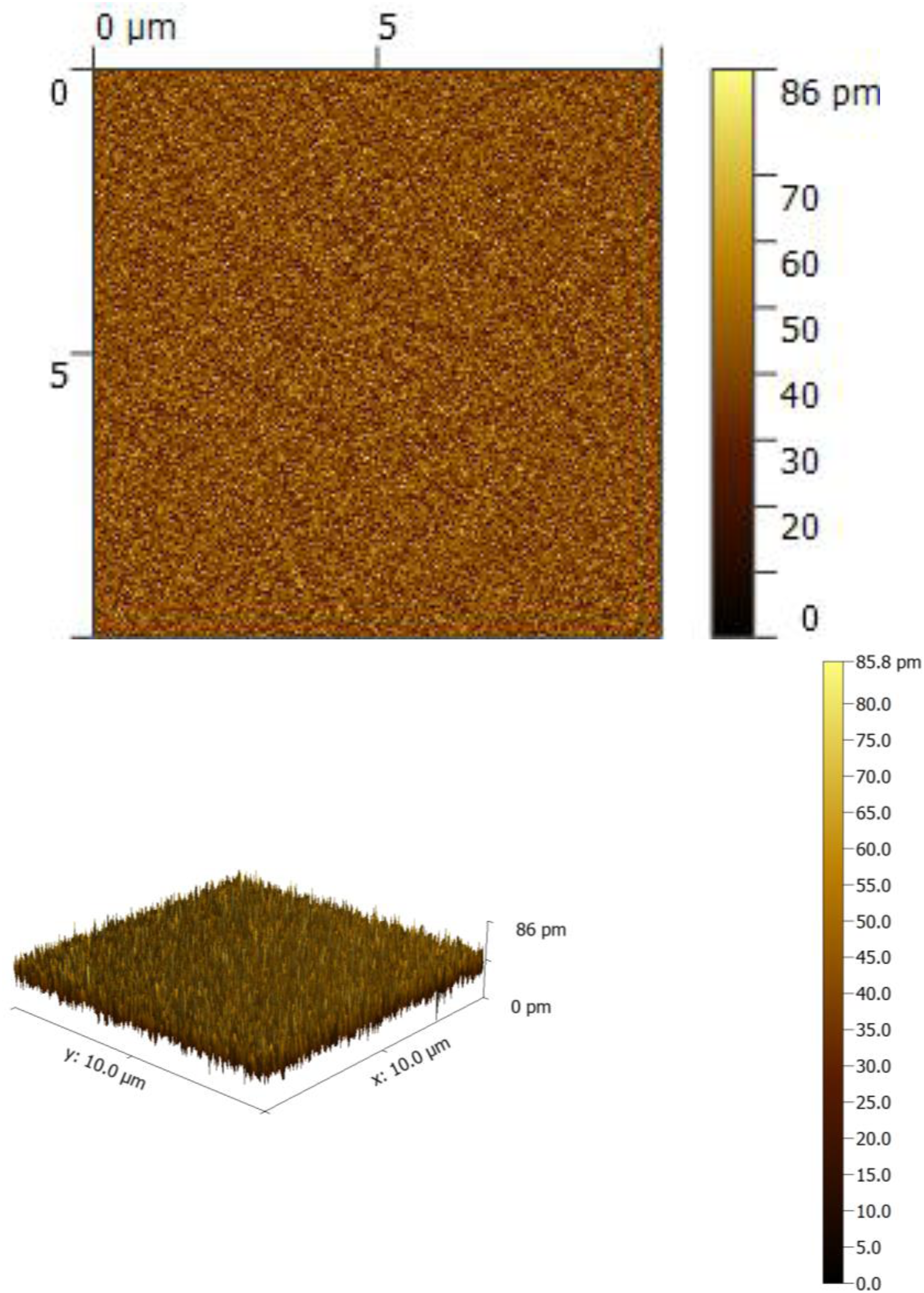
Atomic force microscopy result of Al-steel FS sample.
Additionally, the AFM images’ nanoscale surface texture suggests that the deposited aluminum layer has good metallurgical integrity and surface stability, which is advantageous for boosting mechanical interlocking and strengthening the interfacial adhesion between the aluminum coating and the steel substrate. Since surfaces with less roughness often show fewer localized sites for corrosion initiation, the comparatively smooth and homogenous surface morphology can also help to improve corrosion resistance. Overall, the AFM results verify that the friction surfacing procedure has effectively created a homogeneous, flawless deposited layer with fine surface morphology, supporting the Al–steel bimetallic system's mechanical and functional performance.
Microhardness
The Al-steel friction-surfaced sample's microhardness profile exhibits a distinct gradient that represents the mechanical and thermal histories imposed during deposition shown in Figure 14.
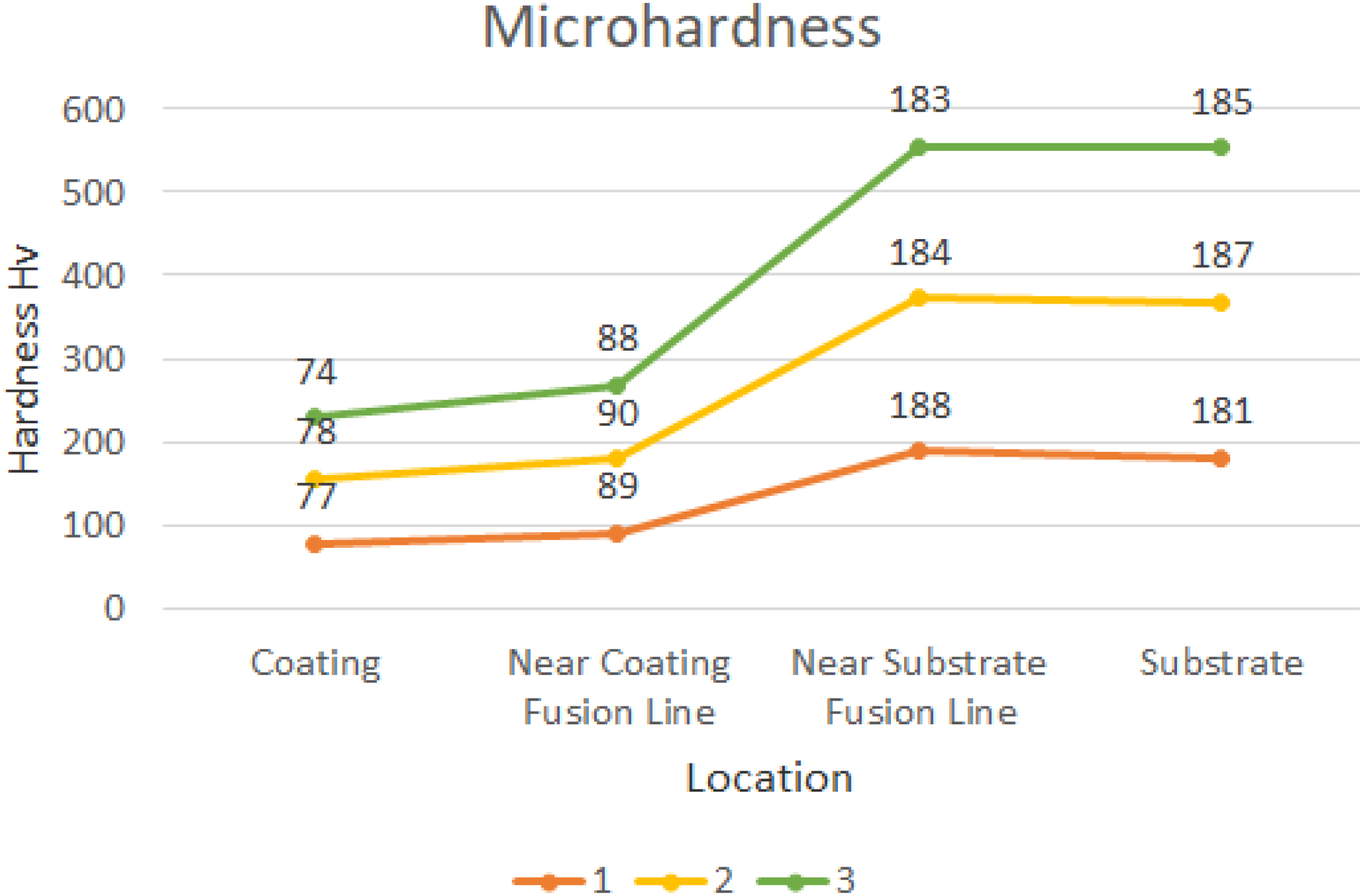
Microhardness profile of Al-steel FS sample.
Vickers microhardness measurements were carried out with a load of 0.3 kgf and an indentation gap of 0.5 mm between successive indents to eliminate the influence of strain field overlap and assure the accuracy of localized hardness measurements. The coating area had the lowest hardness values, which suggests that the aluminium layer that was deposited saw considerable heat exposure and plastic deformation, which may have resulted in recovery and grain coarsening. A slight increase in hardness is seen when one approaches the near-coating fusion line, indicating localized grain refinement brought on by extreme plastic deformation and dynamic recrystallization brought on by the frictional heat and pressure.
Intense deformation, quick cooling, and strong metallurgical bonding all work together to create a highly refined microstructure that may have strain-hardened characteristics at the near-substrate fusion line, where the hardness increases most noticeably. This area serves as a mechanically reinforced contact that is essential for the transfer of load between the substrate and coating. Although the steel foundation keeps its inherent strength, it undergoes some thermal softening throughout processing, as seen by the hardness values at the substrate remaining reasonably high but slightly decreasing in comparison to the peak. The success of friction surfacing in creating a graded microstructure with improved interfacial strength—which is crucial for enhanced wear resistance and structural integrity of Al–steel hybrid systems—is demonstrated overall by the progressive increase in hardness from coating to interface, followed by stabilization in the substrate.
Potentiodynamic corrosion testing
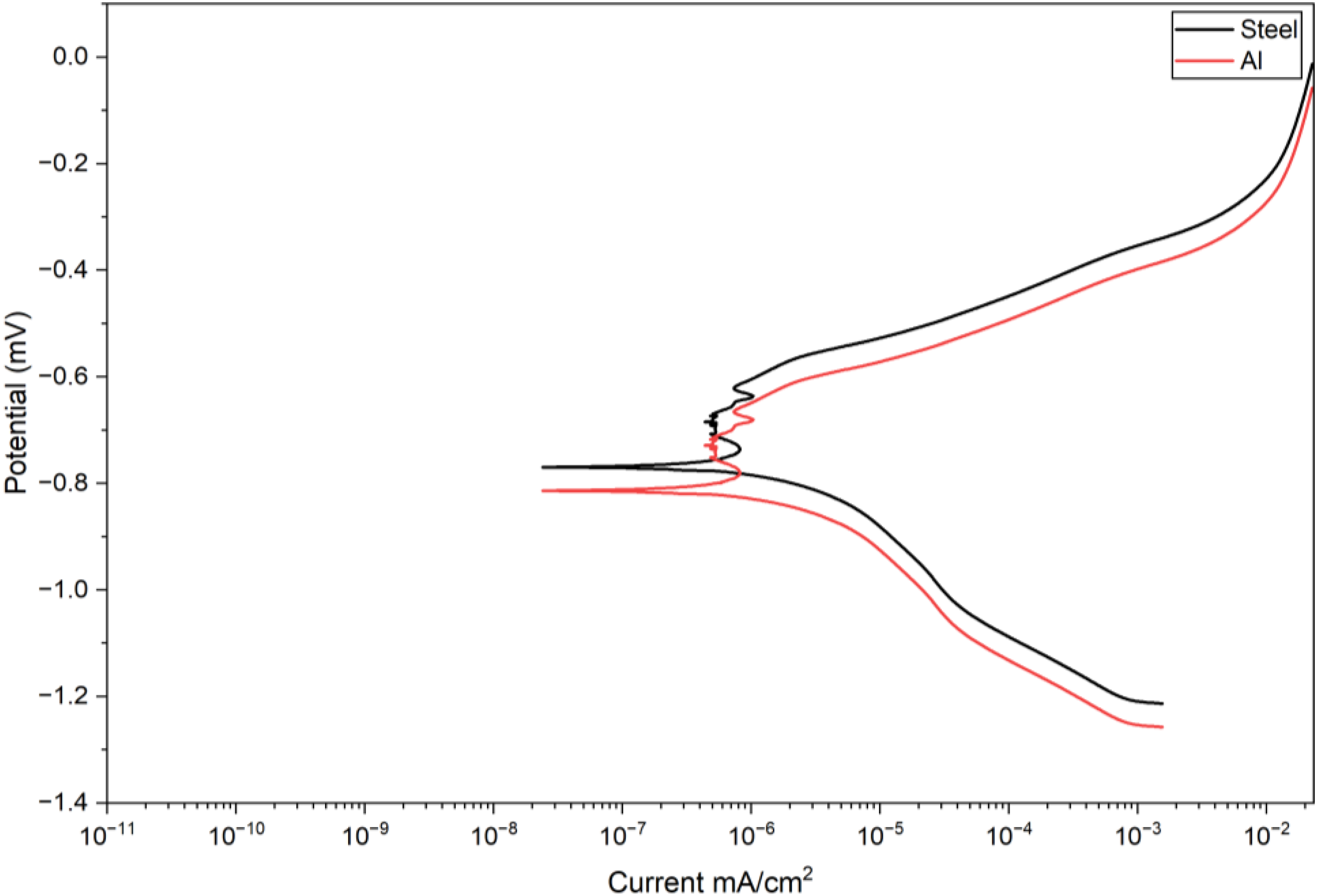
An in-depth understanding of the corrosion performance of the developed coating–substrate system is provided by the Potentiodynamic polarization behaviour of the Al–Steel friction surfaced (FS) sample, shown in Figure 15, and the retrieved electrochemical parameters compiled in Table 5. The polarization curves clearly demonstrate a change in electrochemical reactivity between the IS 2062 steel substrate and the AA 6061-T6 coating, demonstrating the efficiency of the friction surfacing procedure in altering surface corrosion properties.
Potentiodynamic polarization corrosion testing of FS sample.
Electro chemical polarization test result
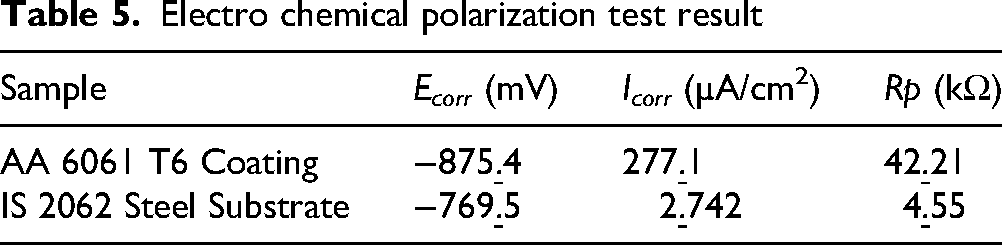
Table 5 confirms that the aluminium layer is more electrochemically active because the corrosion potential (Ecorr) of the aluminium coating (−875.4 mV) is more negative than that of the steel substrate (−769.5 mV). This negative shift is important because it shows that the aluminium covering has a strong thermodynamic inclination to function as a sacrificial anode, preferentially corroding and shielding the underlying steel substrate. Such sacrificial response confirms the functional role of the deposited aluminium layer in improving durability and is particularly desirable in dissimilar metal systems.
The corrosion current density (Icorr) provides a more critical evaluation of corrosion kinetics. In comparison to the steel substrate (2.742 µA/cm2), the aluminium coating shows a significantly lower Icorr value (277.1 µA/cm2), suggesting a significantly lower corrosion rate for the coated surface. The quick development of a persistent and adherent passive oxide coating (Al2O3) on the aluminium surface is responsible for this seeming paradox—higher electrochemical activity but reduced corrosion rate. As shown by the somewhat flatter anodic branch in Figure 15, this passive layer successfully inhibits additional anodic dissolution, exhibiting regulated metal dissolution kinetics.
Further validation is provided by the polarization resistance (Rp), which is much higher for the aluminium coating (42.21 kΩ) than for the steel substrate (4.55 kΩ). Because Rp is inversely proportional to corrosion rate, this almost one order of magnitude gain amply supports the improved corrosion resistance offered by the friction-surfaced aluminium layer. Furthermore, the higher Rp reflects the integrity and continuity of the deposited coating by indicating fewer defects or porosity that could otherwise act as localized corrosion initiation sites.
These findings are further supported by the Tafel slopes obtained from Figure 15. In comparison to the steel substrate (βc = 127.1 mV/decade), the aluminium coating shows greater anodic (βa = 237.9 mV/decade) and cathodic (βc = 272.5 mV/decade) slopes, suggesting slower electrochemical reaction kinetics on both anodic and cathodic sides. This result is consistent with the presence of a protective passive film and a precise microstructure usually created during friction surfacing, indicating that both metal dissolution and reduction reactions are kinetically inhibited on the coated surface. Furthermore, Figure 15 aluminium layer's smoother and more stable polarization curves demonstrate uniform corrosion activity, whereas the steel substrate's comparatively steeper slopes suggest a greater exposure to localized attack.
The seeming contradiction between the aluminium coating's higher electrochemical activity and reduced corrosion rate can be explained by the process of passivation. Although the AA6061-T6 coating exhibits a more negative corrosion potential (Ecorr = −875.4 mV) than the IS 2062 steel substrate (−769.5 mV), indicating that aluminium is thermodynamically more active and more likely to corrode, aluminium rapidly forms a thin, dense, and adherent Al₂O₃ passive oxide film when exposed to the corrosive environment. This passive layer serves as a protective barrier, drastically limiting further anodic breakdown of aluminium and slowing overall corrosion kinetics. Despite being electrochemically active, the aluminium coating improves corrosion resistance, as indicated by greater polarization resistance (Rp = 42.21 kΩ) and stable polarization behavior. Thus, the more negative Ecorr indicates aluminium's sacrificial protection propensity, but the lower effective corrosion rate is determined by the protective nature of the passive oxide film generated on the coating surface.
The friction surfacing of AA 6061-T6 onto IS 2062 steel not only introduces a sacrificial protection mechanism but also significantly increases corrosion resistance through passive film formation and improved surface characteristics, as shown by the combined interpretation of Figure 15 and Table 5. These mechanisms work in concert to significantly lower the rate of corrosion and increase the system's electrochemical stability. Consequently, the acquired results provide compelling evidence of the efficacy of friction surfacing as a surface modification strategy for protecting steel substrates against corrosion in harsh sites.
Conclusions
The current study unambiguously demonstrates that in friction surfaced AA6061 coatings on IS2062 steel, designed knurled surface topography is critical in controlling interfacial bonding, coating integrity, and microstructural evolution. During deposition, controlled substrate morphological alteration dramatically changes the thermomechanical conditions and material flow behaviour.
The R20 knurled profile outperformed the other patterns under investigation, attaining the maximum push-off strength (∼15.4 kN), demonstrating that optimal intermediate roughness fosters a productive synergy between mechanical interlocking and metallurgical bonding. It was discovered that very fine and excessively coarse textures were not ideal because of decreased anchoring and flow instability, respectively.
The creation of a thick, defect-free, metallurgically bonded interface with a refined grain structure in the aluminium layer is revealed by microstructural analysis (optical, SEM/FESEM, and EDX), which is mainly caused by severe plastic deformation and dynamic recrystallization. Bonding without harmful brittle intermetallic development is ensured by the existence of a thin, continuous diffusion layer.
The friction surfacing approach successfully inhibits the production of harmful Fe–Al intermetallic phases, maintaining phase stability while permitting enough interdiffusion for strong bonding, according to XRD and compositional investigations. This demonstrates the benefit of solid-state processing in systems of different materials.
As a result of the dense microstructure and passive oxide layer development, the developed coating has a graded microhardness profile with improved interfacial strength and exceptional corrosion resistance. By serving as a sacrificial protective barrier, the aluminium layer greatly enhances the steel substrate's electrochemical performance.
Overall, this study provides strong scientific and practical support for using controlled surface texturing (knurling) as a pre-processing method in friction surfacing. The findings provide actionable guidance for optimizing substrate design to create high-performance, defect-free, and long-lasting Al-steel hybrid systems, making the method particularly useful for advanced structural and corrosion-resistant engineering applications.
Future scope
Future research can investigate friction surfacing with various dissimilar material combinations, such as aluminium-titanium, stainless steel-aluminium, and magnesium-based systems, to better understand interfacial bonding and performance characteristics. The combination of friction surfacing and additive manufacturing processes opens up new potential for producing multi-material and functionally graded structures with improved characteristics and complex shapes. Furthermore, extensive wear and tribological characterisation, such as abrasion, erosion, and sliding wear tests, can be performed to assess the long-term durability and service performance of the created coatings under a variety of operating situations.
Footnotes
Acknowledgement
The authors extends heartfelt thanks to Department of Mechanical Engineering, School of Technology, Pandit Deendayal Energy University (PDEU) and the Indian Institute of Welding (IIW)- PDEU Welding Research and Development Centre for providing the necessary technical support and experimental facility that enabled the successful execution of this research work. Experiment facility of Friction Stir Welding for Dissimilar Metal developed under DAE-BRFST projects [NFP/MAT/A10/4] was used during this investigation.
Author contribution(s)
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.