
Abstract
To solve the susceptibility of TC4 titanium alloys to high-temperature oxidation and subsequent performance degradation, AlCuFe quasicrystalline (QC) coatings were successfully fabricated via detonation spraying (DS) as a functional protective barrier. The oxidation kinetics, phase evolution, and mechanical stability of the coating system were systematically investigated at 450°C in an atmospheric environment for up to 250 h. The results indicate that the oxidation kinetics strictly obey the parabolic growth law, yielding a steady-state parabolic rate constant (kp) of 1.83 × 10−2 mg2 ⋅ cm−4 ⋅ h−1. Throughout the service period, the coating exhibits a significant “thermal hardening” effect, with the surface microhardness increasing from an initial 491 HV0.2 to a final value of 665.2 HV0.2 (a 35.5% increment). Phase evolution is characterized by an initial thermally induced ordering of metastable regions (0–3 h) followed by the gradual decomposition of the icosahedral (I) phase into approximant phases (β, τ, and λ) driven by the Al-depletion effect. Notably, the increased density of phase boundaries and intermetallic interfaces within the multi-phase network effectively sustains the mechanical performance despite the decline in the primary QC fraction. This study demonstrates that DS-AlCuFe coatings provide a reliable structural evolution pathway for the long-term high-temperature protection of titanium alloys.
Introduction
In 1984, Shechtman et al. 1 made a groundbreaking discovery of the icosahedral quasicrystalline (QC) phase in rapidly solidified Al-Mn alloys, characterized by long-range orientational order without translational symmetry. This landmark finding revolutionized the traditional crystallographic classification of solid matter and pioneered new research frontiers in materials science. As a unique ordered phase bridging the gap between crystalline and amorphous states, quasicrystals exhibit quasi-periodic atomic arrangements that combine long-range orientational order with a lack of translational periodicity, while displaying non-crystallographic rotational symmetries (e.g., 5-fold and 10-fold). 2 This distinctive structural feature endows QC materials with a suite of exceptional properties, including high hardness, 3 low surface energy, 4 low friction coefficient, 5 excellent wear and corrosion resistance,6,7 unique high-temperature plasticity, 8 and high electrical resistivity. 9 Consequently, they demonstrate immense potential in fields such as surface protection, functional materials, and composite reinforcement.
However, the inherent brittleness of bulk quasicrystals restricts their direct application as structural materials. 10 Currently, the practical utilization of QC materials is primarily focused on QC coatings and reinforcement phases for composites. Thermal spraying has been established as a pivotal technology for fabricating functional coatings, capable of producing QC coatings with high bonding strength and stable performance on various substrates. 11 Among these techniques, detonation spraying (DS) stands out due to its unique process advantages. During DS, shock waves generated by the explosion of gas mixtures accelerate powder particles to extreme velocities of 800–1000 m/s, while simultaneously providing sufficient thermal energy to heat the particles to a molten or semi-molten state. 12 Upon high-velocity impact with the substrate, these particles undergo intense splatting followed by rapid solidification, resulting in coatings characterized by high density, low porosity, a homogeneous microstructure, and superior interfacial bonding. 13 Compared with conventional atmospheric plasma spraying (APS) and flame spraying (FS), DS has been proven to be a superior technique for fabricating coatings with high bonding strength and near-theoretical density. 14 Previous studies have shown that the immense instantaneous kinetic energy of particles in the DS process ensures intense splatting and ultra-rapid cooling, which effectively controls the coating porosity to an extremely low level, typically below 1.5%. 15 Furthermore, the feasibility of synthesizing AlCuFe based QC coatings via DS has been validated. 16 The resultant coatings successfully retain the intrinsic physical properties of the QC phase, such as high hardness and superior wear resistance, alongside a highly uniform microstructural distribution, confirming the application potential and technical superiority of this process in high-performance surface engineering.
Titanium alloys, particularly Ti-6Al-4 V (TC4), have become core materials in aerospace, medical implants, and automotive industries due to their high specific strength, low density, and excellent corrosion resistance. 17 However, TC4 alloys are highly susceptible to oxidation at intermediate-to-high temperatures (300-500°C). The resulting porous TiO2 oxide scale fails to act as an effective barrier against oxygen diffusion, leading to severe material degradation during long-term service. 18 To expand the operational range of titanium alloys under high-temperature conditions, the development of high-performance surface protective coatings is imperative. AlCuFe quasicrystals, as one of the most thoroughly investigated Al-based QC materials, inherently form a dense Al2O3 oxide scale on their surface, exhibiting excellent potential for high-temperature oxidation resistance. 19 Dubois et al. 20 demonstrated that flame-sprayed AlCuFe QC coatings exhibit remarkable oxidation stability at elevated temperatures. Recent studies have also confirmed that these coatings can maintain exceptional phase stability and oxidation resistance during prolonged high-temperature exposure. 21
Despite substantial advancements in the fabrication and fundamental characterization of QC coatings, systematic investigations into the oxidation behavior and microstructural evolution of DS-AlCuFe coatings under long-term intermediate-to-high temperature service remain scarce. Existing literature predominantly focuses on QC coatings prepared via APS or high-velocity oxy-fuel (HVOF) spraying.22–24 However, the unique physical characteristics of the DS process—specifically its extreme cooling rates (105 - 106 K/s) and supersonic particle impact velocities—readily induce distinctive phase constitutions and non-equilibrium microstructures, which likely lead to significant differences in high-temperature service behavior compared to other thermal spray techniques. Consequently, critical scientific questions regarding the long-term oxidation kinetics, the evolution and failure mechanisms of the oxide scale, and the structural stability of the QC phase at operational temperatures have yet to be systematically elucidated. Addressing these knowledge gaps is essential for predicting the service reliability of DS-QC coatings and assessing the risk of functional degradation.
Therefore, in this study, a NiCoCrAlY bond coat and an AlCuFe quasicrystalline coating were sequentially deposited on a TC4 titanium alloy substrate using thermal spraying technology. The oxidation kinetics and structural transition mechanisms of the coating system are systematically investigated during long-term oxidation (up to 250 h) at 450°C in an atmospheric environment. Through comprehensive oxidation kinetic analysis, XRD phase characterization, SEM/EDS microstructural observation, and mechanical testing, this work aims to reveal the oxide scale formation mechanism, the QC phase evolution rules, and the impact of structural transitions on microhardness. The ultimate goal is to clarify the high-temperature service stability and potential failure risks of the coating, thereby providing a theoretical foundation and technical support for the engineering application of AlCuFe QC coatings in the high-temperature surface protection of titanium alloys, while enriching the research framework for the service behavior of QC coatings.
Materials and methods
Materials and coating fabrication
The quasicrystalline (QC) powder used in this study had a nominal composition of Al65Cu20Fe15(at.%), prepared via a high-pressure water atomization process. This atomization technique effectively controls the particle size distribution and sphericity, ensuring consistent flowability and melting behavior during the subsequent spraying process, which is fundamental to coating uniformity. Grade 5 titanium alloy (TC4) plates with dimensions of 40 mm × 20 mm × 3.5 mm were employed as substrates. A commercial NiCoCrAlY powder was selected as the bond coat material due to its excellent high-temperature oxidation resistance and chemical stability. Furthermore, the NiCoCrAlY layer serves to mitigate the mismatch in the coefficient of thermal expansion between the TC4 substrate and the AlCuFe QC coating, thereby reducing interfacial thermal stresses and enhancing bonding reliability. The coating system was deposited via detonation spraying (DS) by sequentially spraying the
Detonation spraying parameters.
Isothermal oxidation tests
Long-term isothermal oxidation tests were conducted at 450°C in an atmospheric environment for up to 250 h. A total of ten DS-AlCuFe samples were prepared. Prior to oxidation, all specimens underwent a rigorous cleaning sequence: ultrasonic cleaning in acetone (15 min), followed by rinsing in deionized water (10 min), and dehydration in anhydrous ethanol (5 min). The samples were then dried in a vacuum oven at 80°C for 2 h to remove residual moisture and impurities, ensuring the accuracy of the subsequent mass gain measurements. To mitigate substrate oxidation and edge effects, a high-temperature resistant paint was applied to all exposed surfaces, including a 1–2 mm overlap with the AlCuFe coating edges. The specimens were subsequently air-dried at 60°C for 12 h prior to oxidation testing. The initial mass (m0) and surface area (S, determined with an accuracy of 0.01 cm2) of each specimen were recorded. Oxidation was performed in a box-type muffle furnace (model: SX2-12-10). The furnace was programmed with a heating rate of 10°C/min and a 30-min dwell time upon reaching 450°C to ensure a uniform temperature field (temperature fluctuation ≤ ± 2°C). Nine samples were placed in the furnace and extracted individually at predetermined intervals (3, 6, 9, 15, 25, 75, 125, 175 and 250 h). After extraction, the specimens were allowed to cool naturally to room temperature (25°C). The mass at time t (mt) was measured using an electronic analytical balance with an accuracy of 0.001 g. The mass gain per unit area (Δm, mg/cm2) was calculated using the formula: Δm = (mt - m0)/S. The oxidation kinetic curves were then plotted to evaluate the high-temperature oxidation behavior of the coating and substrate.
Coatings characterization
Specimens were prepared following standard metallographic procedures, including grinding and polishing, for subsequent surface and cross-sectional analyses. The microhardness of the coating surface was measured using a Vickers microhardness tester (TIME6610AT) with a load of 200 gf and a dwell time of 10 s; multiple measurements were performed on each sample to ensure statistical reliability.
Instrumented nanoindentation was further employed to characterize the micromechanical properties, specifically the hardness (H) and Young's modulus (E), of the AlCuFe quasicrystalline coatings using a KLA Hysitron nanomechanical testing system equipped with a standard Berkovich diamond indenter tip. The tests were executed in a load-controlled mode reaching a peak load of 100 mN, followed by a 5-s dwell period at the maximum load to facilitate the dissipation of transient creep. This procedure ensures that the slope of the initial unloading curve reflects the elastic response, thereby improving the accuracy of contact stiffness measurements. To ensure statistical significance and minimize the influence of localized micro-defects or porosity, five separate indentations were performed on each specimen. A minimum spacing of 50 μm was maintained between adjacent indentations to avoid overlap of the plastic deformation zones. For data processing, the maximum and minimum values from each sample set were excluded, and the arithmetic mean of the remaining data was adopted as the final indicator.
The fracture toughness (KIC) of the coatings was quantitatively evaluated to assess their resistance to crack propagation using the Vickers indentation fracture (IF) method. The specific testing and calculation procedures were conducted as follows:
First, the elastic modulus (E) of the quasicrystalline coatings was determined using a nanoindentation tester. Subsequently, indentation tests were performed using a fully automatic microhardness tester (TIME6610AT). A test load of 300 gf (approximately 2.942 N) was applied to the coating surface with a dwell time of 10 s. After unloading the indenter, ImageJ software was utilized to precisely measure the lengths of the microcracks propagating outward from the four corners of the indentation based on the obtained images. The characteristic crack length adopted in this study, denoted as c, is strictly defined as the linear half-length extending from the geometric center of the indentation to the crack tip. To eliminate local errors caused by the microstructural heterogeneity of the coatings, tests were repeated across multiple randomly selected regions for each specimen, and the arithmetic mean was taken as the final c value. Finally, the fracture toughness KIC of the coatings was calculated according to the following semi-empirical equation:
Phase identification and the evolution of oxidation products were analyzed via X-ray diffraction (XRD, XRD7000, Shimadzu, Japan) utilizing Cu Kα radiation (λ = 0.154 nm). The microstructural evolution and elemental distributions of the surface and cross-sections were determined using a scanning electron microscope (SEM, S4800, Hitachi, Japan) equipped with energy-dispersive X-ray spectroscopy (EDS) under an accelerating voltage of 20 kV. Point, line, and area scans were conducted to identify specific phase regions and elemental distribution gradients across the interfaces.
The relative fraction of the quasicrystalline (QC) phase was quantified based on the ratio of the integrated intensities of the QC diffraction peaks to the total intensity of all identified peaks. Specifically, Jade software was utilized for background subtraction and peak indexing. The QC phase content was then calculated by summing the peak intensities of the identified icosahedral phase and dividing by the sum of all peak intensities in the XRD pattern. This method is a semi-quantitative estimation and has a certain degree of error. By comparing the QC content at different oxidation intervals, the structural stability and phase transition rules of the quasicrystals at 450°C were systematically elucidated.
Results and discussion
Microstructural and phase characterization of as-sprayed coatings
Detonation spraying (DS) is a high-velocity thermal spray process in which molten or semi-molten particles undergo intense plastic deformation (splatting) and stack upon high-speed impact with the substrate. Figure 1 presents the surface morphologies of the AlCuFe coating at various magnifications. Low-magnification SEM (Fig. 1(a)) reveals a continuous and dense surface architecture free of macro-defects such as large cracks or through-pores. At higher magnifications (Figure. 1(b)-(d)), distinct splat boundaries and minor individual pores are observable—a common characteristic of thermal spray coatings resulting from localized gas entrapment or incomplete particle melting. Despite these inherent features, the overall structural continuity indicates excellent formability of the AlCuFe QC coating via the DS process. Figure 2(a) displays the cross-sectional SEM micrograph of the coating system, illustrating a well-defined triple-layer structure: the AlCuFe QC top coat, the NiCoCrAlY bond coat, and the TC4 substrate. The interfaces exhibit typical wavy mechanical interlocking without visible gaps or delamination, signifying superior bonding quality which is vital for long-term service reliability. The as-sprayed coating exhibits a highly dense microstructure, with a low porosity of only 1.79% as quantified via ImageJ software analysis of cross-sectional micrographs.
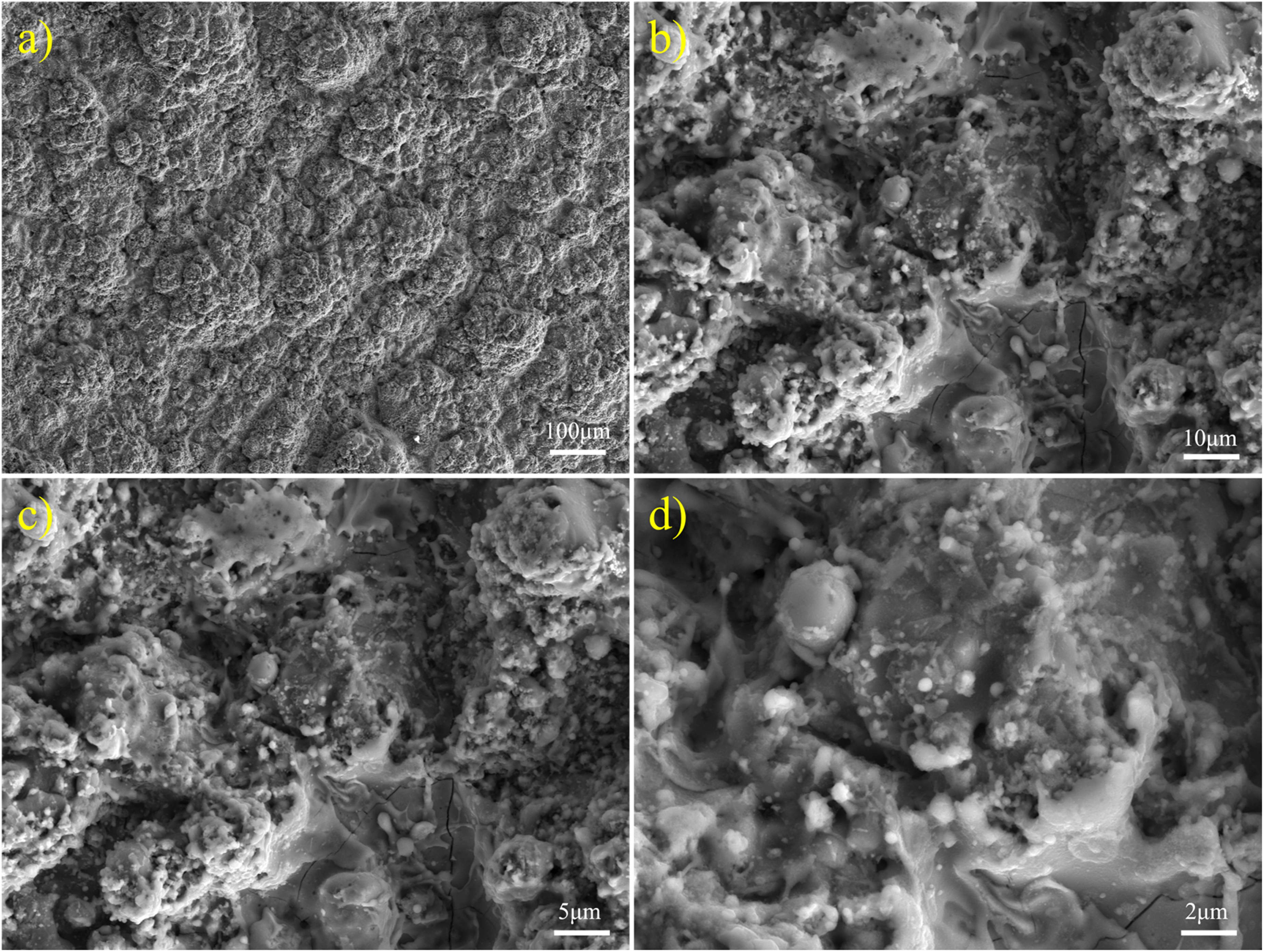
Surface morphologies of the ds-Alcufe Quasicrystalline coating at various magnifications: (a) 100×, (b) 1000×, (c) 2000× and (d) 5000×.
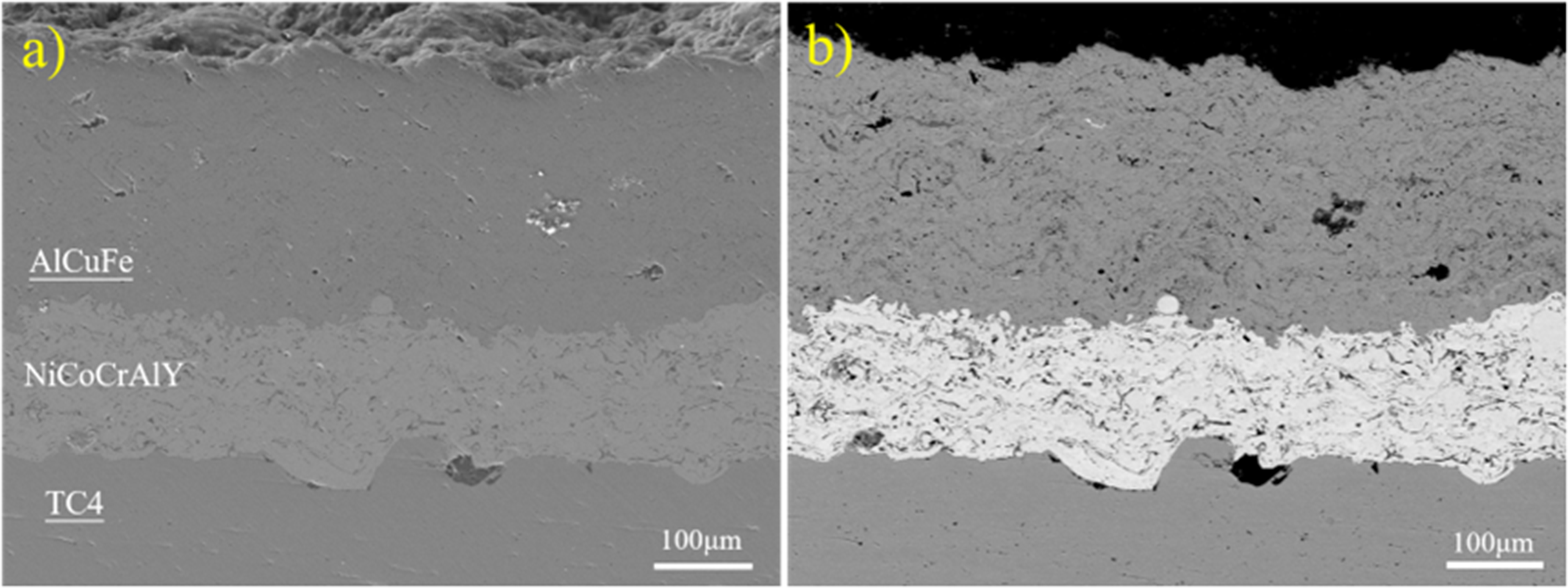
Cross-sectional SEM micrographs of the coating system: (a) se image showing the overall morphology and density; (b) BSE image highlighting the layered interfaces (especially the Nicocraly bond coat) and the multi-phase contrast within the qc top coat.
As shown in Figure. 3, the cross-sectional BSE image and corresponding EDS elemental maps reveal a well-defined hierarchical architecture comprising the AlCuFe top coat, the NiCoCrAlY bond coat, and the TC4 substrate. The sharp elemental transitions at the interfaces indicate excellent structural integrity and minimal interdiffusion in the as-deposited state, providing a reliable baseline for subsequent high-temperature stability analysis.
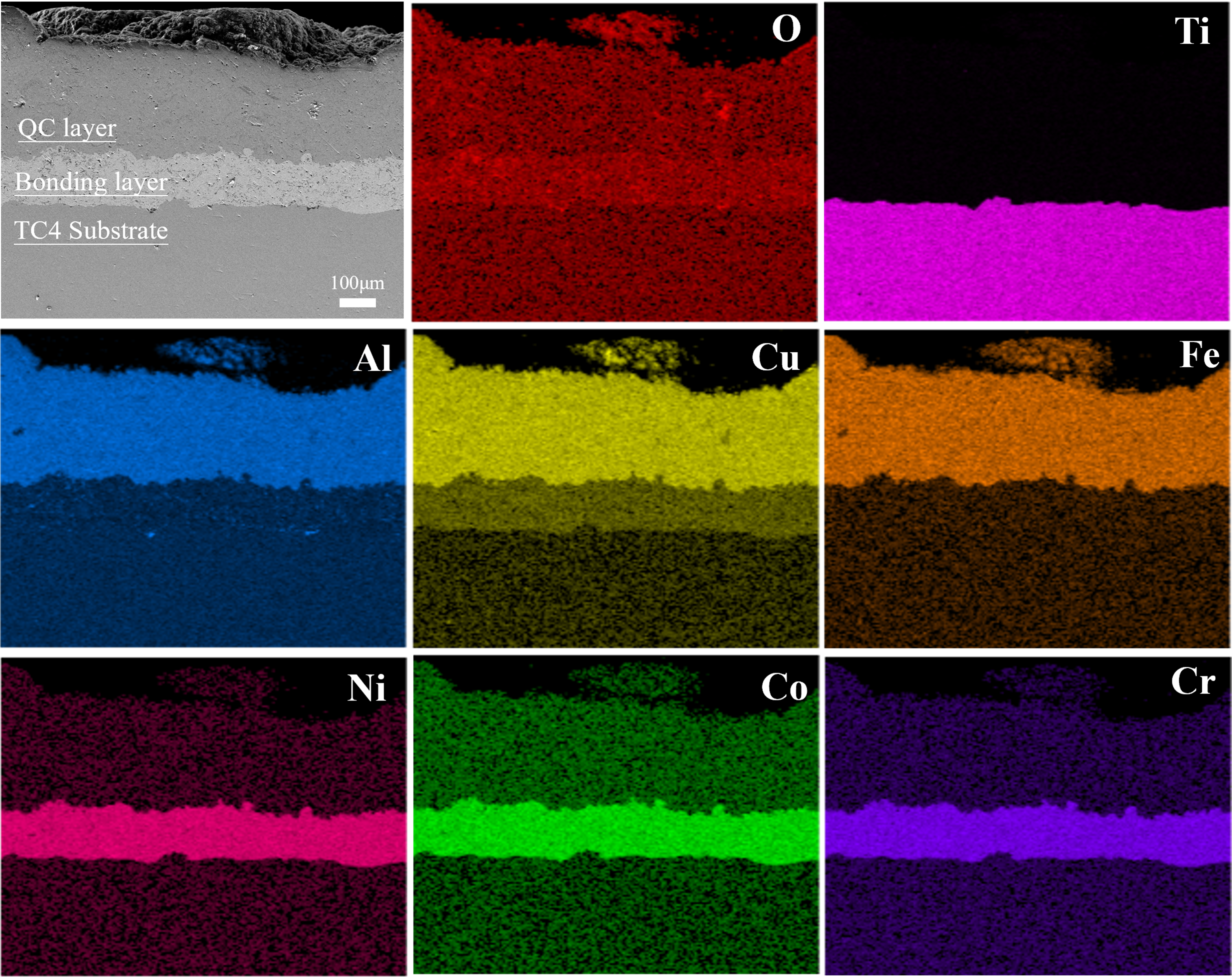
Cross-sectional morphology and corresponding EDS elemental mapping of the as-sprayed Alcufe/Nicocraly/TC4 multilayer coating system.
The elemental distribution and phase constitution of the as-sprayed coating were further elucidated through SEM-EDS and XRD analysis (Figure 4). EDS mapping (Fig. 4(c)) indicates that Al, Cu and Fe are largely distributed homogeneously, although localized Cu segregation is observed (Fig. 4(b)). Quantitative EDS analysis of these high-contrast regions (Fig. 4(b)) reveals a Cu content as high as 88.4 at.%, with the AlCuFe atomic ratio approaching the nominal QC stoichiometry. Phase identification via XRD (Fig. 4(e)) confirms that the DS-AlCuFe coating consists of a multi-phase mixture: the icosahedral phase (I-Al65Cu20Fe15), β-AlFe(Cu), λ-Al13Fe4, and τ-AlCu(Fe). Based on the peak intensity ratios, the fraction of the I-phase in the as-sprayed state is calculated to be 25.33%. Notably, the β and τ phases both possess a CsCl-type cubic primitive structure with similar lattice parameters, leading to overlapping diffraction peaks that are difficult to distinguish via conventional XRD. 25 The λ phase shows relatively low peak intensity due to its monoclinic structure and low symmetry, which results in more dispersed diffraction signals.

Phase and elemental characterization of the as-sprayed coating: (a-b) BSE cross-sections showing localized cu-segregation; (c) EDS mapping of al, cu and fe; (d) representative EDS spectrum; (e) XRD pattern illustrating the initial multi-phase constitution.
To precisely correlate the microstructural features with specific phases, EDS point scan analyses were performed on the cross-sections of the as-sprayed and 450 °C/6 h oxidized coatings (Figures. 5(a) and 5(b)). Based on the principle of atomic number contrast in BSE imaging, the coating microstructure is characterized by four distinct contrast regions: darkest (black-ish), dark grey, grey and bright white. The bright white regions, observed at points 4 and 6 in Fig. 4(a) and point 5 in Fig. 5(b), correspond to the Cu-rich τ-AlCu(Fe) phase. This phase exhibits an exceptionally high Cu concentration (50.46 at.%), and its high average atomic number results in the strongest electron backscattering. The grey regions, represented by points 1, 3, and 7 in Fig. 5(a) and point 6 in Fig. 5(b), are identified as the β-AlFe(Cu) phase, which possesses a moderate Cu content (32.55 at.%). The dark grey regions, corresponding to points 2 and 5 in Fig. 5(a) and points 1 and 3 in Fig. 5(b), reveal an atomic ratio (Al: 64.34, Cu: 20.81, Fe: 14.85 at.%) highly consistent with the nominal stoichiometry of the icosahedral I-phase. Most notably, the darkest regions, clearly identified at points 2 and 4 in Fig. 5(b), represent the λ-Al13Fe4 phase. Quantitative analysis of these areas shows a high Al content (70.10 at.%) and a minimal Cu concentration (7.11 at.%). Due to its high proportion of light Al atoms and the absence of heavy Cu atoms, the λ phase has the lowest average atomic number among the four phases, appearing darkest in the BSE images. The prevalence of the β phase is attributed to the extreme cooling rates of the detonation spraying process, which kinetically suppress the peritectic reaction (L+β→I). Consequently, the primary β phase is “frozen” within the room-temperature microstructure, while the remaining liquid solidifies into secondary phases (such as τ phase), thereby inhibiting the full transition to the I-phase. Furthermore, Al burn-off during spraying shifts the local composition toward the β stability region, thermodynamically promoting its formation. The emergence of the darkest λ phase in the oxidized coating reflects the phase transformation driven by the selective oxidation of Al.
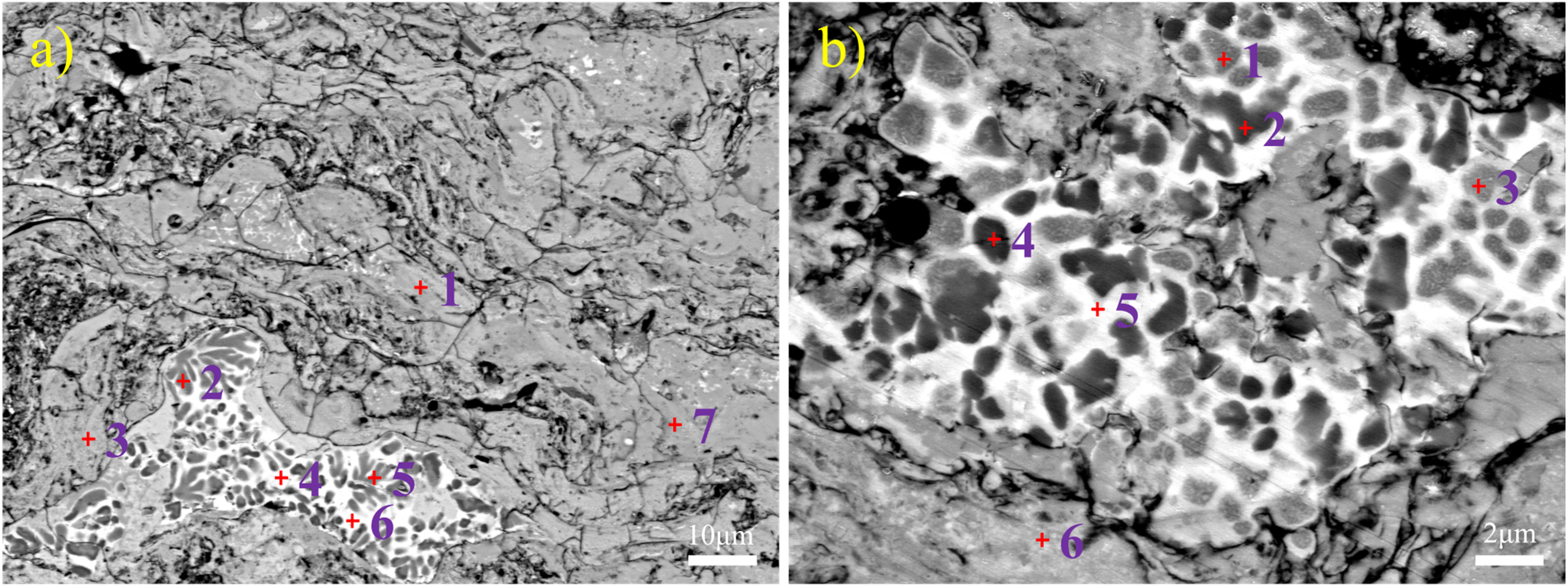
Detailed phase identification via SEM-BSE and EDS point scanning: (a) as-sprayed cross-section; (b) cross-section after isothermal oxidation at 450°C for 6 h.
Oxidation kinetics at 450°C
Phase analysis of the coating surface after 250 h of oxidation was performed via XRD, as shown in Fig 6. Distinct diffraction peaks corresponding to α-Al2O3 are clearly observable, indicating that the DS-AlCuFe quasicrystalline (QC) coating predominantly forms an alumina scale during high-temperature service. This result is in high agreement with studies by Moskalewicz et al., 26 who confirmed the preferential formation of α-Al2O3 on AlCuFe coatings deposited on TIMETAL 834 substrates. Compared to the thick and brittle TiO2 scales generated on titanium alloys, the in-situ formed α-Al2O3 layer significantly reduces the oxidation mass gain by approximately 60% and exhibits exceptional spallation resistance, thereby providing long-term high-temperature protection for the TC4 substrate.
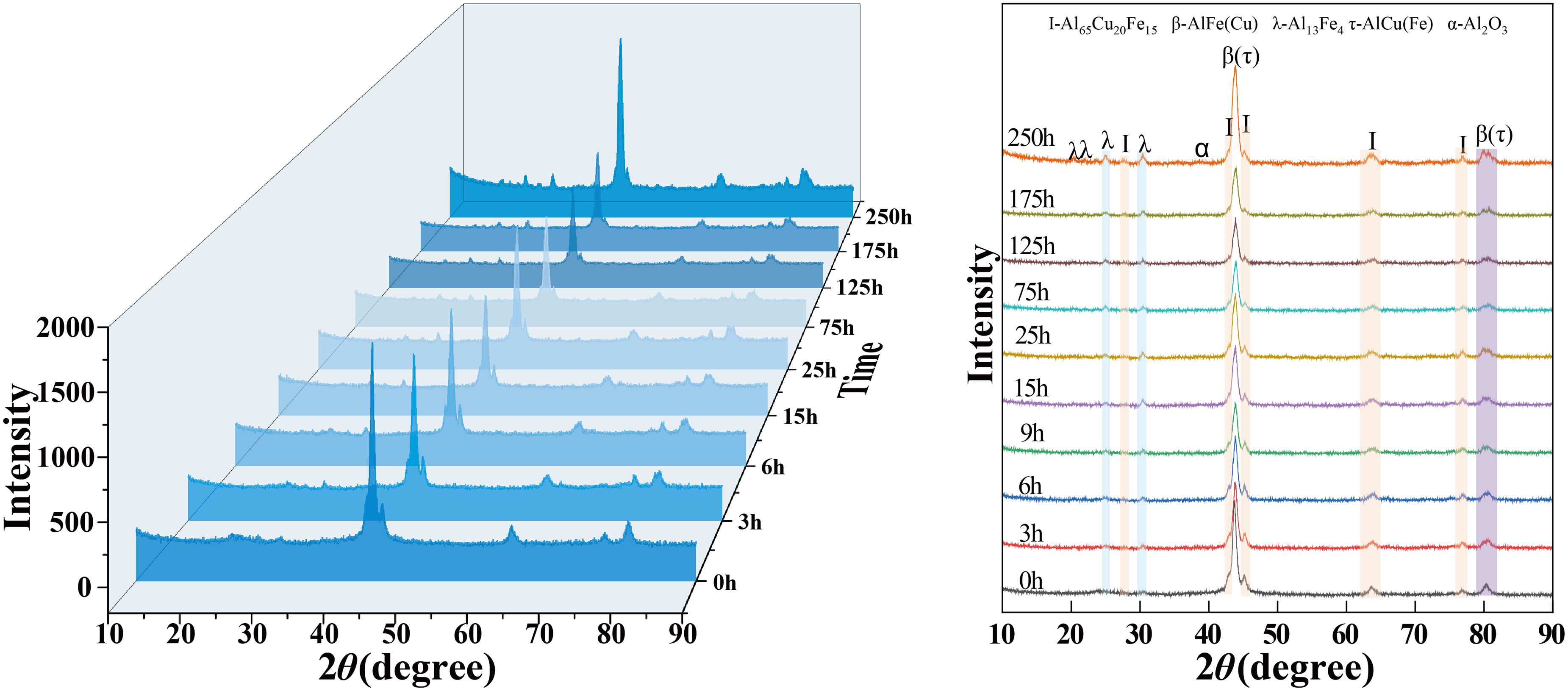
Surface XRD pattern of the ds-Alcufe coating after isothermal oxidation at 450°C for 125 h,175 h and 250 h: the presence of α-Al2O3 peaks confirms the selective oxidation mechanism.
The isothermal oxidation mass gain per unit area (Δm) as a function of time (t) at 450°C is presented in Fig 7(a). The oxidation kinetic curve exhibits characteristic parabolic growth, which can be divided into two distinct stages. In the initial transient stage (0-25 h), a rapid increase in mass gain is observed (from 0 to 1.298 mg/cm2), indicated by a relatively high slope. This rapid initial oxidation is primarily attributed to two factors: (i) the high surface roughness inherent to the detonation spraying process (as shown in Fig. 1), which provides a large effective surface area and abundant active sites for oxidation; and (ii) the direct exposure of fresh, high-activity metal atoms (particularly Al) to the high-temperature atmosphere, leading to rapid nucleation and the initial coverage of the oxide scale. As the oxidation time extends into the steady-state stage (25-250 h), the mass gain rate decreases significantly, and the curve tends to flatten. During the subsequent 225 h of exposure, the mass gain increases by only 1.072 mg/cm2, reaching a final value of 2.370 mg/cm2. This transition indicates the formation of a continuous and dense oxide scale that effectively isolates the substrate from the environment. At this stage, the rate-controlling mechanism shifts from interface-reaction control to diffusion control. The oxidation rate is then governed by the solid-state diffusion of oxygen ions (O2−) or metal cations (Al3+) through the oxide scale. The increasing thickness of the α-Al2O3 scale extends the diffusion path for these species, leading to a progressive attenuation of the oxidation rate over time. 27
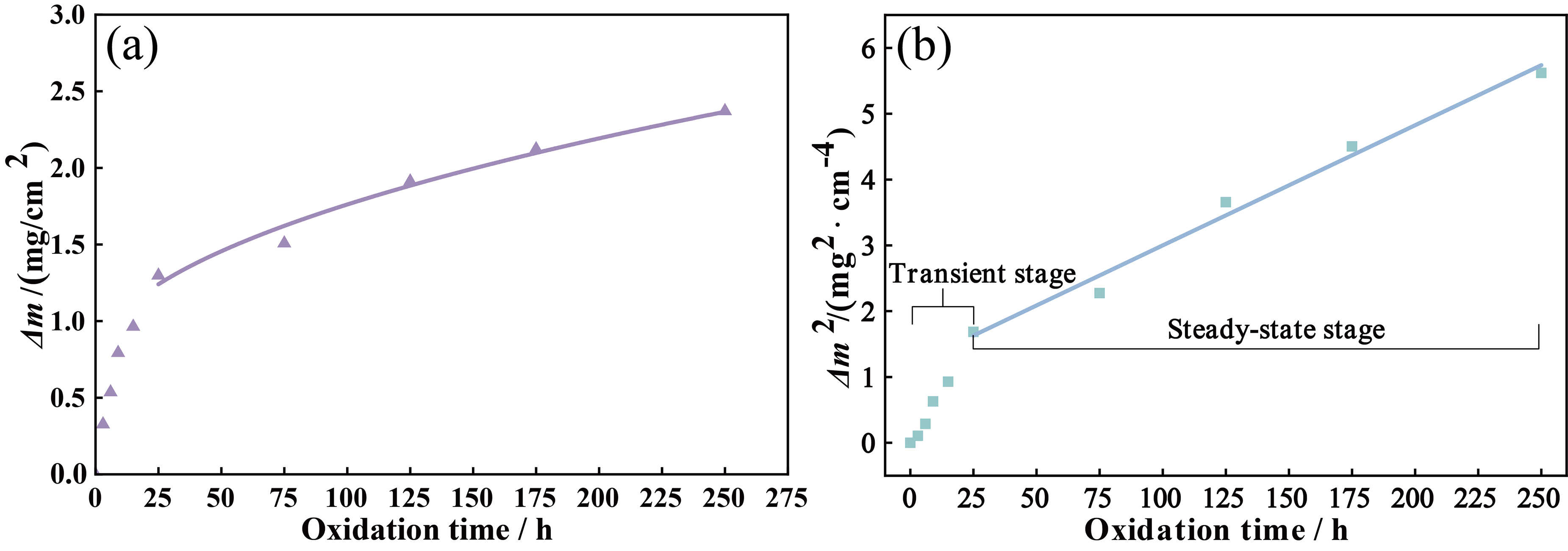
Oxidation kinetics of the ds-Alcufe coating at 450°C for 250 h: (a) Isothermal mass gain per unit area (Δm) versus oxidation time; (b) linear fitting of the square of mass gain (Δm)2 as a function of time for the steady-state oxidation stage.
To quantitatively evaluate the oxidation resistance, the experimental data were fitted using the Wagner parabolic rate equation
28
:
Where Δm is the mass gain per unit area (mg/cm2), t is the oxidation time (h), kp is the parabolic rate constant (mg2⋅cm−4⋅h−1), and C is a constant. Linear regression analysis of (Δm)2 versus t (Fig 7(b)) yields a high correlation coefficient (R2≈0.986), confirming that the oxidation behavior strictly obeys the parabolic law. The calculated steady-state parabolic rate constant kp is 1.83 × 10−2 mg2⋅cm−4⋅h−1, which is equivalent to 5.08 × 10−12 g2⋅cm−4⋅s−1. Although this kp value is numerically higher than those reported for ideally polished bulk TC4 alloys at 450°C, it remains within a range typical for high-temperature protective systems governed by diffusion-controlled growth. The relatively higher mass gain observed in the DS-coating is likely attributable to the intrinsic micro-roughness of the detonation-sprayed surface, which results in a significantly larger effective surface area for reaction compared to an ideal bulk plane. Combined with the surface XRD identification of α-Al2O3 (Fig. 6), the parabolic kinetics suggest that the oxidation process is governed by the development of an alumina-based scale. Unlike the oxygen dissolution and subsequent subsurface embrittlement typically observed in unprotected TC4 at 450°C, the kp magnitude of the AlCuFe coating is consistent with the establishment of a diffusion-limiting barrier. This kinetic behavior indicates that the coating potentially mitigates the ingress of oxygen into the substrate, thereby contributing to the preservation of the TC4 substrate's integrity during long-term exposure.
Figure 8 displays the cross-sectional BSE image and corresponding EDS elemental maps of the coating system after isothermal oxidation at 450°C for 250 h. The hierarchical architecture of the AlCuFe top coat, NiCoCrAlY bond coat, and TC4 substrate remains well-preserved, with sharp and distinct interfaces indicating excellent structural integrity. The oxygen (O) map reveals a continuous enrichment at the outermost surface, consistent with the development of a protective oxide scale. Furthermore, the stable confinement of Ti within the substrate and Ni/Co/Cr within the bond coat demonstrates that long-range interdiffusion was effectively suppressed. These results confirm the superior chemical compatibility and diffusion-barrier efficiency of the multilayer system during prolonged high-temperature service.

Cross-sectional morphology and corresponding EDS elemental mapping of the alCuFe/niCoCrAlY/TC4 multilayer coating system after isothermal oxidation at 450°C for 250 h.
Phase evolution and mechanical properties
The synergistic evolution of the phase constitution and multi-scale mechanical properties of the DS-AlCuFe coating during 450°C oxidation is illustrated in Figs. 9. According to the XRD semi-quantitative analysis (Fig. 9), the relative fraction of the icosahedral phase (I-phase) exhibits a non-monotonic evolution: it surges from an initial 25.33% to a peak of 33.19% within 3 h, followed by a gradual attenuation to 24.35% at 250 h. This structural transition directly dictates the mechanical response of the coating system across different scales.
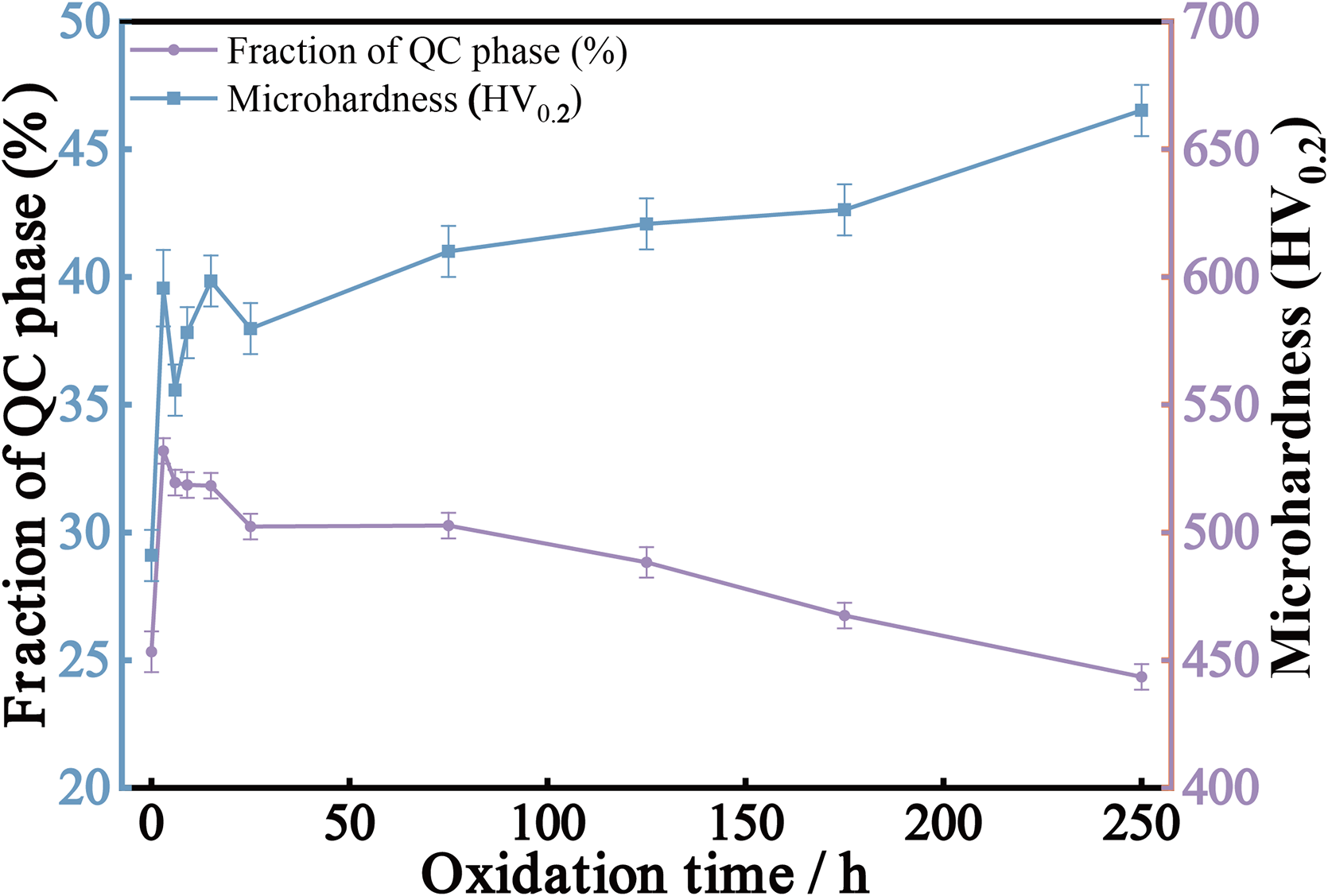
Synergistic evolution of the relative fraction of the icosahedral (I) phase and surface microhardness (HV0.2) of the DS-AlCuFe co6ating as a function of oxidation time at 450°C. Error bars represent the standard deviation of at least five independent measurements.
As shown in the macroscopic measurements (Fig. 9), the surface microhardness (HV0.2) jump from 491 to 595.6 HV0.2 during the first 3 h. This initial reinforcement is further validated by the micromechanical properties determined via nanoindentation (Fig. 10). The nanohardness (H) increases from 4.80 GPa to 5.69 GPa, while the Young's modulus (E) surges from 88.16 GPa to 120.30 GPa. This synchronized improvement is primarily driven by the thermally induced ordering transformation. 29 Due to the extreme quenching rates inherent to the detonation spraying process, the as-sprayed coating retains a large volume of metastable supersaturated solid solutions and amorphous/nanocrystalline regions. Under thermal activation, these structures undergo long-range atomic rearrangement and structural perfection. According to quasicrystal physics theory, 30 the structural perfection of the QC lattice generates significant phason strain fields, which exert immense geometric resistance against dislocation motion, thereby substantially enhancing the intrinsic hardness of the coating.
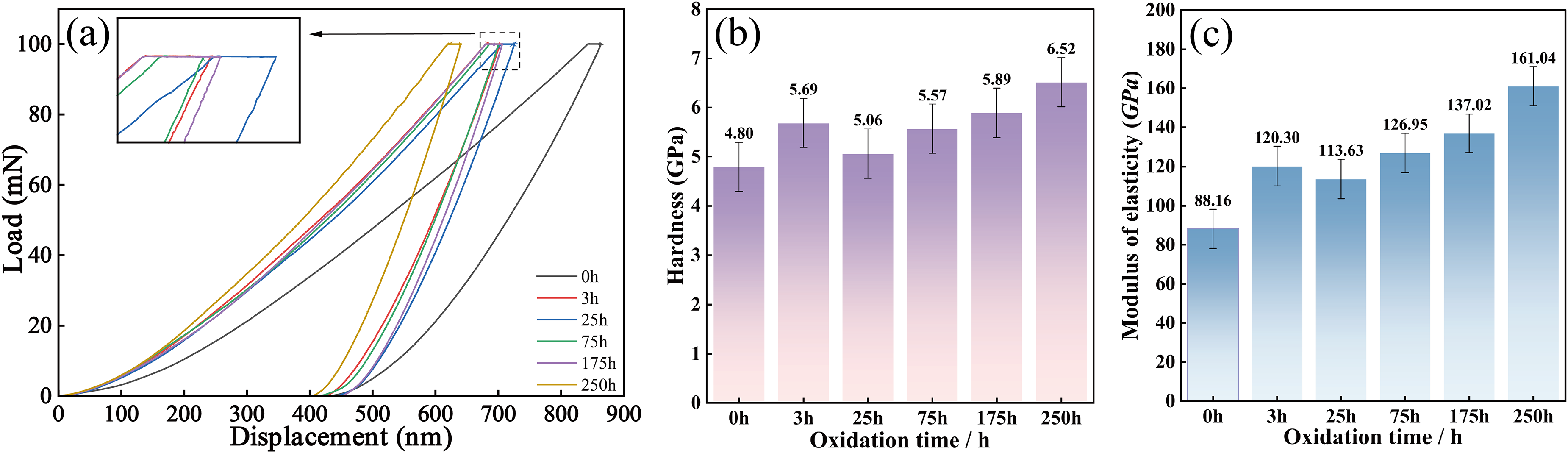
a) Evolution of micromechanical properties of the Alcufe Quasicrystalline coating during oxidation at 450°C: (a) representative Nanoindentation load-displacement (P-h) curves; (b) indentation hardness (H); (c) young's modulus (E). Error bars represent the standard deviation of at least five independent measurements.
The most critical finding is the continued “thermal hardening” and “stiffening” effect observed during the long-term service stage (3-250 h), despite the decline in the primary I-phase fraction. As oxidation time extends to 250 h, the microhardness eventually reaches a peak of 665.2 HV0.2 (a 35.5% total increment), while the nanohardness and Young's modulus reach 6.52 GPa and 161.04 GPa, respectively (Fig. 10). This “composition-performance divergence” is further evidenced by the representative load-displacement (P−h) curves (Fig. 10), which exhibit a systematic leftward shift. The maximum penetration depth (hmax) decreases significantly from 863 nm (0 h) to 640 nm (250 h), providing direct micromechanical evidence for the increased resistance to elastic-plastic deformation. The sustained hardening during I-phase decomposition is attributed to the structural reorganization driven by the Al-depletion effect. 31 The consumption of Al for α-Al2O3 scale growth drives the I-phase to transform into its Al-poor crystalline approximants, specifically β-AlFe(Cu), τ-AlCu(Fe), and monoclinic λ-Al13Fe4 phases. 32
Notably, the hardness continues to rise despite the decline in the primary reinforcement phase (quasicrystal). This phenomenon provides compelling evidence for the decomposition-induced strengthening mechanism. As established by Dubois, 33 the β and λ approximant phases resulting from QC decomposition are hard intermetallic compounds with high elastic moduli. Furthermore, as demonstrated by Shalaeva et al., 34 such approximant phases often form nanoscale lamellar or dispersed structures during heat treatment, where high-density non-coherent interfaces exert significant geometric resistance to plastic deformation. Consequently, these fine-scaled secondary phases, along with the increased density of interphase boundaries, act as effective barriers to dislocation motion. This process effectively compensates for the reduction of the icosahedral I-phase, maintaining a dynamic mechanical stability in the DS-AlCuFe coating system through the synergy of initial ordering-based reinforcement and subsequent multi-phase dispersion compensation.
The fracture toughness and indentation crack length test results for the AlCuFe quasicrystalline coatings and the bulk material are summarized in Table 2. The as-sprayed coating exhibited a fracture toughness of 1.24 MPa·m1/2, with an indentation crack length of approximately 0.030 mm. After heat treatment at 450°C for varying durations, the fracture toughness of the coatings fluctuated within the range of 1.13-1.29 MPa·m1/2, while the corresponding indentation crack lengths remained relatively stable between 0.030 mm and 0.035 mm. In contrast, the fracture toughness of the traditional AlCuFe quasicrystalline bulk material was only 1.2 MPa·m1/2, with an indentation crack length of 0.06 mm.
Fracture toughness and indentation crack length of quasicrystalline coatings
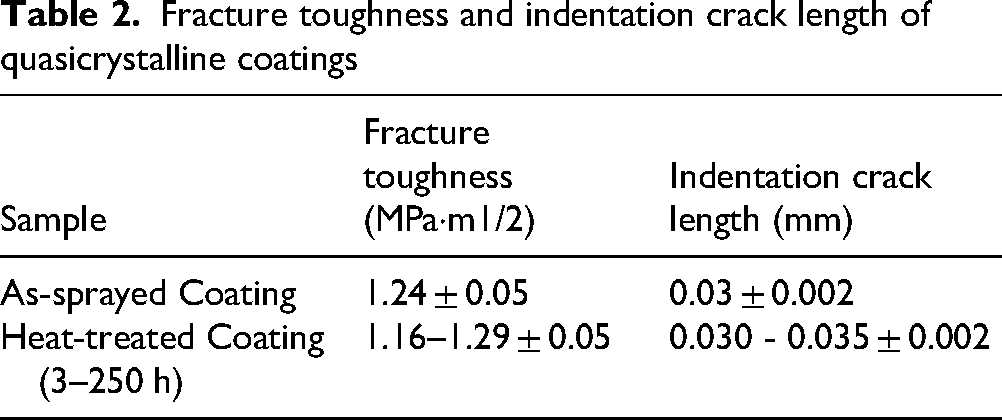
The results indicate that the fracture toughness of the AlCuFe quasicrystalline coatings prepared by detonation spraying (1.13-1.29 MPa·m1/2 is generally comparable to that of the bulk quasicrystalline material 1.2 MPa·m1/2, showing a slight increase of approximately 7.5% after prolonged heat treatment for 250 h. Concurrently, the indentation crack length of the coatings (0.030-0.035 mm) is significantly shorter than that of the bulk material (0.06 mm), demonstrating that the deposited coatings possess excellent crack propagation resistance. Furthermore, this suggests that although the heat treatment process induced certain fluctuations in the fracture toughness, it did not alter the intrinsic properties of the coating, and the material essentially remains brittle.
Microstructural evolution during isothermal oxidation
Figure 11 systematically illustrates the cross-sectional microstructural evolution of the DS-AlCuFe coating from its as-sprayed state to 250 h of oxidation at 450°C. The as-sprayed coating (Fig. 11(a)) exhibits a typical non-equilibrium multiphase constitution, consisting of the dark-grey icosahedral (I) phase, the medium-contrast primary β-phase, and bright-contrast τ precipitates. This initial microstructure is a direct consequence of the extreme cooling rates) during detonation spraying, which induce the kinetic suppression of the peritectic reaction (L+β→I). According to Lang et al., 35 such rapid solidification prevents the complete transformation of the primary β-phase, effectively “freezing” it along with metastable supersaturated regions into the room-temperature microstructure.

Cross-sectional BSE micrographs illustrating the microstructural evolution of the ds-Alcufe coating during 450°C isothermal oxidation: (a) 0 h (as-sprayed non-equilibrium state); (b) 3 h (peak ordering stage); (c) 6 h; (d) 9 h; (e) 15 h; (f) 25 h; (g) 75 h; (h) 125 h; (i) 175 h; and (j) 250 h (steady-state decomposition stage). The images highlight the transition from a continuous QC matrix to a fragmented, island-like multi-phase network driven by the Al-depletion effect.
Upon exposure to 450°C for 3 h (Fig. 11(b)), the coating undergoes a pronounced thermally induced ordering transformation. The metastable regions inherited from the spraying process acquire sufficient thermal activation energy for long-range atomic rearrangement. This results in the rapid growth and structural perfection of the I-phase, forming a highly continuous and dense matrix that accounts for the peak fraction (33.19%) observed in Fig. 9. At this stage, fine-scaled τ-AlCu(Fe) grains are uniformly dispersed at the QC grain boundaries and triple junctions, providing effective boundary pinning and structural support. The cross-section remains free of micro-cracks or internal oxidation, signifying excellent initial structural integrity.
However, as the oxidation duration extends beyond 6 h (Fig. 11(c)), the continuous “flower-like” I-phase matrix begins to exhibit boundary blurring and fragmentation. As shown in Figs. 11(c)-(f) (6-25 h), the I-phase gradually transforms into an island-like morphology, surrounded by an increasing volume of β and τ phases. This reorganization is fundamentally driven by the “Al-depletion effect”. The selective oxidation of Al to form a surface α-Al2O3 scale generates a persistent Al-concentration gradient, triggering the selective oxidation-driven outward diffusion of Al atoms toward the surface. When the localized Al content falls below the threshold for icosahedral stability (∼65 at.% Al), the metastable I-phase undergoes irreversible solid-state decomposition into Al-poor approximants.
In the long-term service stage from 75 to 250 h (Figs. 11(g)-(j)), the microstructural reorganization becomes increasingly severe. The deep-grey I-phase regions are further fragmented and isolated into fine “islands” within a complex, interconnected multi-phase network. Notably, the dark-contrast monoclinic λ-Al13Fe4 phase coarsens significantly. According to Wolf et al., 32 the prevalence of the λ phase in the decomposition products is attributed to its exceptionally high nucleation rate compared to other crystalline phases in the AlCuFe system. This transformation follows the paths dictated by the ternary phase diagram, relocating the local sub-surface composition from the QC stability field into the multi-phase regions. This microstructural evolution provides morphological evidence for increased phase boundary density, validating the hardening mechanism discussed in Section 3.3.
Conclusions
In this study, the long-term oxidation behavior and microstructural reorganization of detonation-sprayed AlCuFe coatings at 450°C were investigated. The primary conclusions are as follows:
The detonation spraying process yields highly dense AlCuFe coatings with a low porosity of 1.79% and excellent interfacial bonding to the TC4 substrate. The as-sprayed coating exhibits a non-equilibrium multiphase constitution consisting of the icosahedral (I) phase, primary β, and τ phases, originating from the kinetic suppression of the peritectic reaction during ultra-rapid cooling. The oxidation weight gain at 450°C follows a parabolic growth law, with a steady-state rate constant (kp) of 1.83 × 10−2 mg2·cm−4·h−1 (≈ 5.08 × 10−12 g2·cm−4·s−1). Coupled with the surface XRD identification of α-Al2O3, this kinetic behavior is consistent with the establishment of a diffusion-limiting barrier that mitigates oxygen ingress. The phase evolution within the coating is non-monotonic. In the early service stage (0-3 h), thermally induced ordering of metastable regions drives the rapid surge in the quasicrystalline fraction. In the subsequent stages, the selective oxidation of Al induces a persistent Al-depletion effect, driving the irreversible decomposition of the I-phase into fragmented, island-like β, τ, and λ approximant phases. The microhardness exhibits a sustained “thermal hardening” trend throughout the service life, reaching a peak of 665.2 HV0.2 at 250 h (a 35.5% increment). This hardening is attributed to the structural reorganization into a highly dispersed multi-phase network. The significantly increased density of intermetallic interfaces effectively offsets the reduction of the quasicrystalline primary phase, maintaining the high-temperature mechanical stability of the coating system. The detonation-sprayed AlCuFe coating maintains a stable fracture toughness (
Footnotes
Acknowledgements
The authors greatly appreciated the financial supports from the Key Research and Development Program of Liaoning Province (2024JH2/102400045).
Author contribution(s)
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work were supported by the Key Research and Development Program of Liaoning Province, (grant number 2024JH2/102400045) and the National Key Research and Development Program of China, (grant number 2023YFE0200100).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.