
Abstract
The Fe-0.82 wt.% C binary alloy was taken as an example to simulate the solidification process of high carbon steel continuous casting billet by phase field method. Synergistic changes of solidification structure morphology and solute element segregation at different solidification stages were studied. The thickness of solute diffusion layer at solidification interface decreased with increasing cooling rate and undercooling. Increasing the degree of undercooling and decreasing the cooling rate was beneficial to increase the degree of complexity. For the segregation of C element, in the early stage of solidification, the greater the degree of undercooling and the cooling rate, the smaller the segregation ratio; and in the late stage of solidification, the degree of undercooling had little effect on segregation ratio, and the greater the cooling rate, the greater the segregation ratio. Therefore, high undercooling and cooling rate should be maintained in the early stage of solidification.
Keywords
Introduction
During the actual continuous casting process, the solidification of molten steel is a kind of non-equilibrium process. Due to the different solubility in solid phase and liquid phase, solute elements will be precipitated at the solidification front during solidification, resulting in segregation in the actual continuous casting billets, which represents the uneven distribution of solute elements in billets.1,2 For the actual continuous casting billets with a certain composition, the solidification structure morphology and segregation defects can be controlled by adjusting the solidification conditions, and the cooling rate and undercooling are the key solidification conditions that can determine the degree of solute element segregation and solidification structure morphology inside the billets. Hou et al. 3 found that during the solidification process of Ni–Cu alloy, the secondary dendrites will become more developed with the increase of undercooling, and the degree of microsegregation can also be increased, which corresponds to the phase field simulation of Xu et al. 4 The research results of Qu et al. 5 show that the average nucleation undercooling can affect the columnar crystal zone of billets, and the columnar crystal zone can be increased with the increase of average nucleation undercooling. On the other hand, the cooling rate can affect the solute transport process by changing the growth pattern of the grains. 6 Meantime, according to the solidification theory, the cooling rate can also affect the liquid phase composition by solid phase transformation, diffusion and effective distribution coefficient.7,8 For example, Huang et al. 9 found that with the increase of cooling rate, the grain size of solidification sample of 40 Cr steel will be decreased gradually, and the microsegregation degree of chromium element can also be obviously reduced. The research of Wang et al. 10 shows that with the increase of secondary cooling intensity, the heat conduction efficiency can be increased, so that the solid–liquid phase lines will move faster to the centre of the billets, and the thickness of the billets shell will also be increased. Carbon element will produce serious segregation zone in the transition zone from the columnar crystal zone to the equiaxed crystal zone. However, the actual continuous casting process is a ‘black box’ process, and it is difficult to directly observe the evolution of internal solidification structure and solute distribution during solidification. The above research only analysed the influence of solidification conditions on the final quality of the billets, while the evolution of internal solidification structure and solute segregation during solidification was ignored. At different solidification stages, different solidification conditions may have different effects on solidification structure and element segregation. Therefore, the development of fine control of continuous casting billet needs to investigate the evolution of internal structure morphology and solute segregation of continuous casting billets.
With the development of computer technology, numerical simulation methods have played an important role in scientific research. Phase-field method is a mesoscopic scale numerical simulation method, which has been used to simulate the phase transformation and solidification structure evolution of materials. In the calculation process of the phase-field method, the basic thermodynamic and kinetic information is used as input conditions, and the evolution of arbitrary morphology and complex solidification structure can be predicted. Therefore, the phase field method has become an important method to simulate the solidification structure of materials at the mesoscopic scale. 11 At present, the phase field method has been used to study the crystal growth of pure metals in undercooled melts, the growth and coarsening of dendrites during alloy solidification, and the evolution of solidification structures such as precipitates. It has played an important role in the study of the effects of solidification conditions and alloy composition on crystal growth and solute distribution during solidification. 12 Zhang et al. 13 simulated the equiaxed dendrite evolution of pure material solidification process by phase-field method, and the simulation results correspond to the dendrite growth theory. Long et al. 14 simulated the dendrite growth in the undercooled melt of Al–Si–Mg ternary alloy by phase field method, and investigated the effect of alloy elements on dendrite morphology and solute segregation. It was found that the secondary dendrite of the dendrite was more developed and the growth rate and radius of the dendrite tip were increased with the decrease of the content of the third component Mg. The above research has shown that the phase-field method is an effective method to investigate the dendrite growth and solute distribution during the solidification process of alloy melt. However, the simulation of the synergistic variation of solidification structure morphology and segregation during continuous casting solidification, especially for high carbon steel prone to segregation, has not been reported.
High carbon steel is a kind of typical high strength steel, but the composition non-uniformity caused by solute elements segregation will affect the quality of corresponding billets and subsequent products. As the most important alloying element, the carbon element is more likely to cause microsegregation and macrosegregation defects due to the higher content and lower solute distribution coefficient. 15 Microsegregation is the basis for macrosegregation formation. The element content in liquid phase during solidifying process is critical for the extent of macrosegegregation by interdendritic fluid flow. In this article, Fe–0.82 wt-% C binary alloy was selected as the research object to investigate the microsegregation formation process in central equiaxed zone of high carbon steel billet for the reason that it always is the most severe region of segregation. Through the phase-field method, the solidification process of the selected high carbon steel was simulated. Based on the simulation results, the synergistic variation of internal solidification structure and solute segregation at different solidification stages were investigated to determine more reasonable solidification conditions for reducing macrosegregation degree and improve the fine control level of continuous casting billets.
Research method
Control equations
In this article, the phase-field method, which can be used for high quality quantitative simulation of processes involving different phase transformations, was introduced to simulate the solidification process of selected Fe–0.82 wt-% C binary alloy by using the open source of phase field simulation package (OpenPhase).16–18 Equations (1) and (2) are the phase-field equation and the concentration-field equation of the phase-field method, respectively.


The free energy density equation is as follows:

Calculation conditions
The explicit finite difference method was used to solve the phase-field and concentration-field equations, and the over-decomposition of the computational domain and the graphical partition were used to provide load balancing. Adaptive subdomain size was used to minimise the computational overhead of over-decomposition while allowing appropriate load balance. In this article, the growth process of Fe–0.82 wt-% C alloy dendrites was calculated in two-dimensional plane. The physical parameters used in the calculation process are shown in Table 1. The solidification condition parameters such as undercooling and cooling rate were set based on the actual continuous casting solidification process. The size of the computational domain mesh was Δx = Δy = 1.5 × 10−6 m, the interface width was η = 4.5 × 10−6 m, and the time step is Δt = 5 × 10−5 s. There are five grains in in the simulation area with an initial mesh number of 501 × 501, which are located in the middle and four corners of the square grid. For a billet casting, the cooling rates in central equiaxed zone is about 0.5 to 2 K/s from Ref. 1 and Ref. 19 , so the corresponding cooling rates were selected. As to undercooling in actual billet casting, it might be tens of degree by referring Refs. 20 , 21 so this research considered some typical alloy undercooling (15, 18, 20, 23 K) for the fundamental research based on successful calculations.
Physical parameters of Fe–0.82 wt-% C alloy.
Results and discussion
Thickness of solute diffusion layer
During the solidification process, the precipitated solute from the solidification structure will be enriched at the front of the solid–liquid interface, leading to the formation of the solute diffusion layer at the solidification interface, which is the basic reason of macrosegregation defects in the billets. At the same time, when the dendrite growth process reaches a stable state, the solute enrichment layer will also cause a component supercooling zone at the front of the dendrite growth. The liquid phase in this zone is metastable, and there is a driving force to promote the development of solid–liquid interface disturbance. For example, Figure 1 shows the distribution of carbon element in the phase-field simulation of Fe–C alloy solidification process when the solid fraction is around 0.10 at different undercoolings. It can be seen that the carbon element was obviously enriched at the dendrite front. For alloy solidification, the width of the solute diffusion layer will affect the size of the component undercooling.
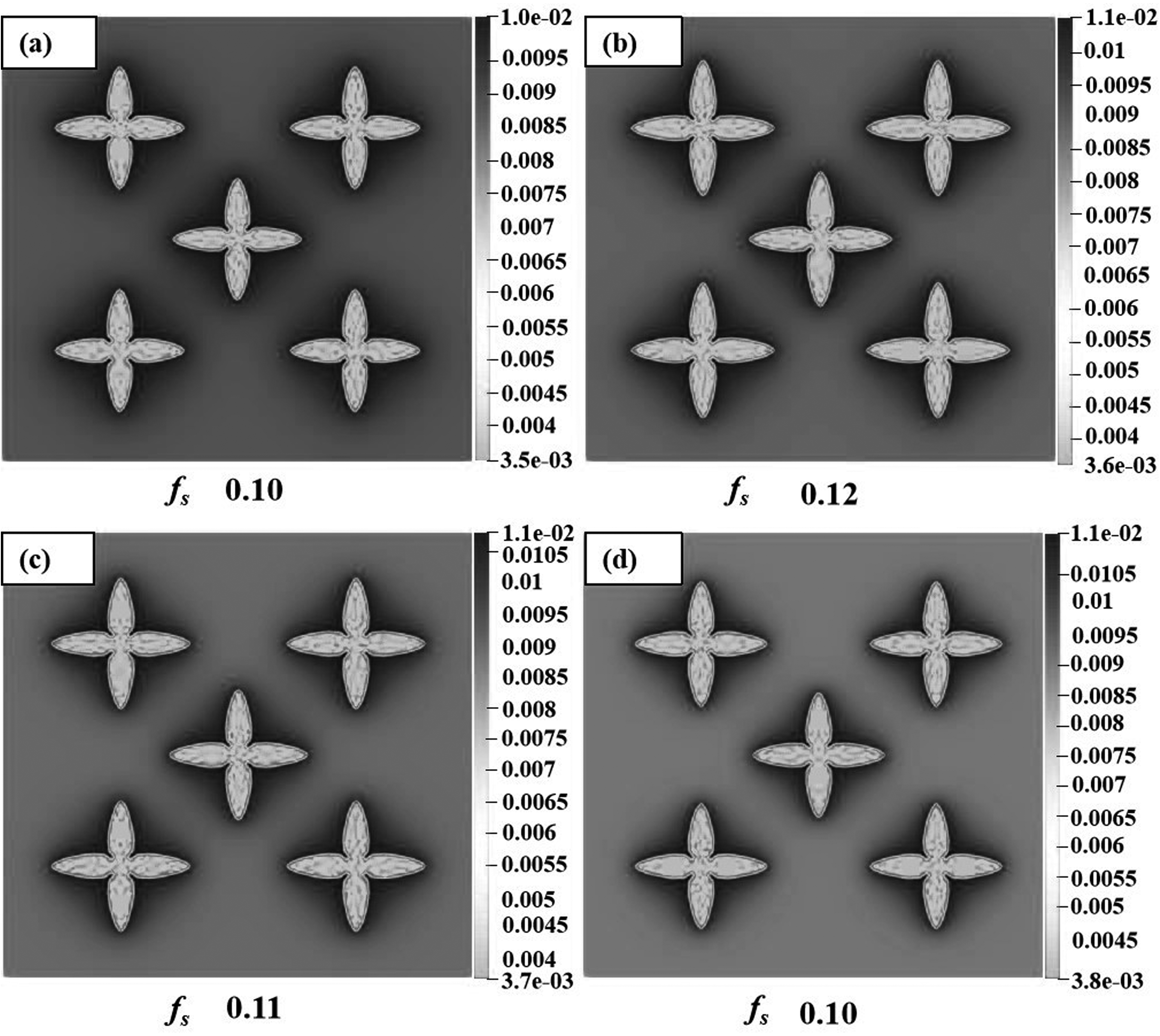
Distribution of solute in dendrite region under different undercooling: (a) 15 K; (b) 18 K; (c) 20 K; (d) 23 K. The deeper the black is, the higher the carbon content is. The size is 751.5 μm × 751.5 μm).
In this article, the width of solute diffusion layer was defined as the diffusion length when the solute concentration at the solidification front decreases to 10% of the maximum solute concentration. On this basis, the effects of cooling rate and undercooling on the width of carbon diffusion layer were quantitatively investigated. Figure 2 shows the thickness of the solute diffusion layer at the solidification front under different undercoolings and cooling rates when the solid fraction is about 0.1. It can be seen that the thickness of the solute diffusion layer decreases with the increase of the cooling rate and undercooling. Under higher cooling rate and undercooling, the dendritic growth rate will be increased and the solute at the solidification front cannot be diffused to the liquid phase in time. According to the results, during the actual solidification process of continuous casting billets, the increase of the local growth rate can limit the diffusion of solute at the front of solid–liquid interface.
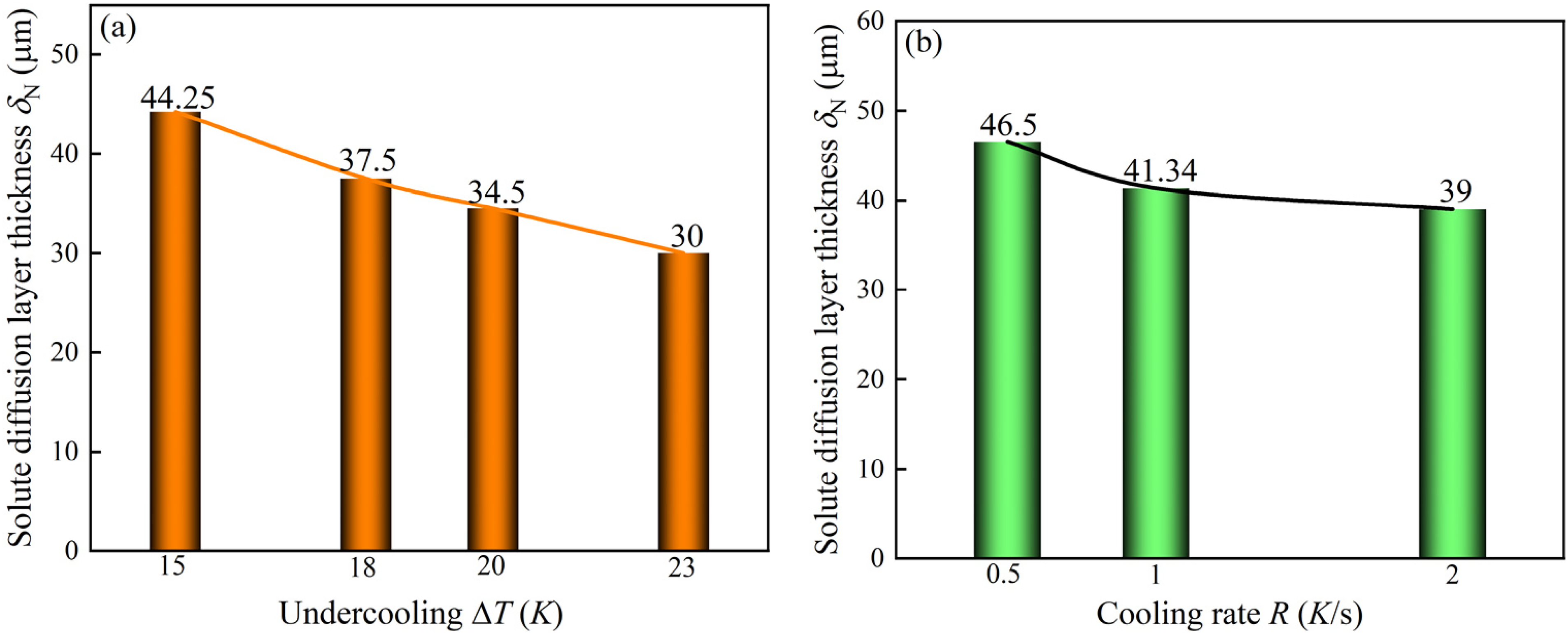
Effect of undercooling (a) and cooling rate (b) on the solute diffusion layer thickness at the tip of the dendrite.
Morphology evolution of solidification structure
The solidification structure and segregation of the billets are formed simultaneously during the solidification of the molten steel, and the morphology of the solidification structure has an important influence on the segregation of the solute elements. At the same time, the composition supercooling zone caused by solute segregation will drive the disturbance of the solid–liquid interface, so the segregation will also affect the morphology of the solidification structure. There were five grains in the simulation area which initial number of grids was 501 × 501, located in the middle and four corners of the square grid. Figures 3 and 4 are the phase field simulation results of the evolution of grain morphology of Fe–0.82 wt-% C binary alloy with five nuclei growing at the same time under different undercoolings (15, 18, 20, 23) and cooling rates (0.5, 1, 2 K/s), respectively. According to the simulation results, with the increase of solid fraction, the dendrites grow up and the morphology becomes more complex. Qualitatively, the dendrite morphology becomes complicated with increasing undercooling due to the appearance of secondary dendrite arms. However, as the cooling rate increases, the change of dendrites morphology is not significantly.
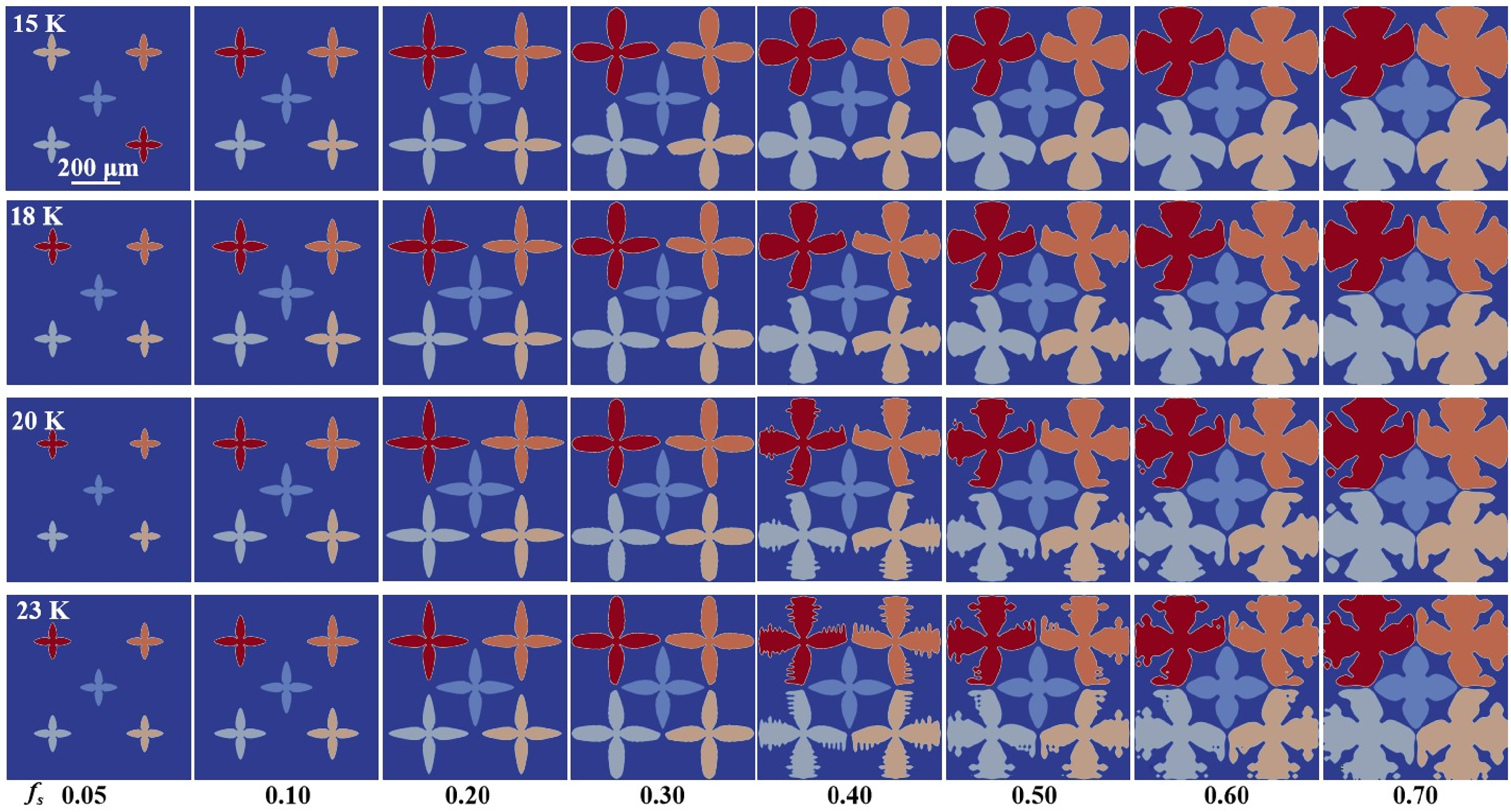
Evolution of dendrite morphology at different undercooling (751.5 μm × 751.5 μm).
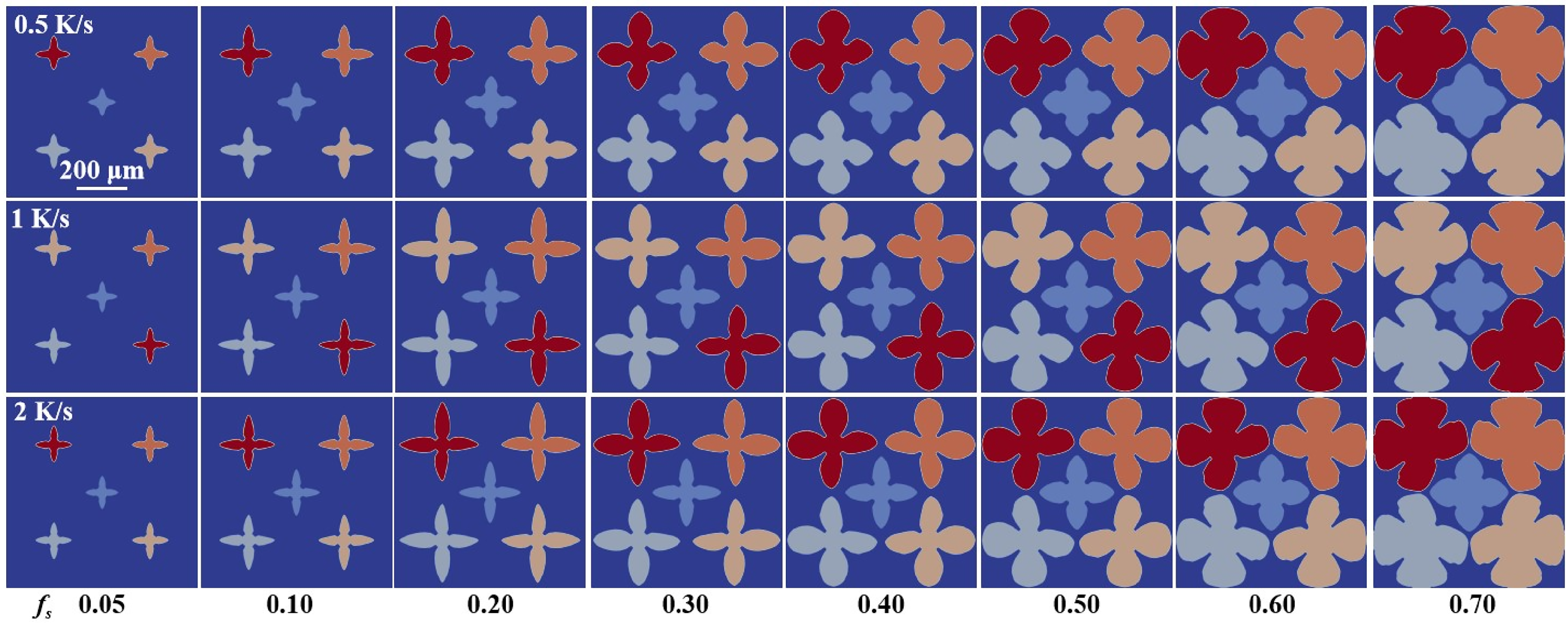
Evolution of dendrite morphology at different cooling rates (751.5 μm × 751.5 μm).
The fractal dimension was introduced to quantitatively analyse the evolution of dendrites morphology under different undercoolings and cooling rates. Fractal dimension is often used to characterise irregular but self-similar patterns and shapes,22–24 and the value is generally between 1 (one-dimensional) and 2 (two-dimensional). As the fractal dimension increases, the self-similarity of the graph increases, and the complexity of the morphology also increases. The box-counting method25–27 is the most widely used fractal dimension calculation method. In this article, the box-counting method was used to calculate the fractal dimension of the solidification structure of the continuous casting billets. The basic principle of the box-counting method is taking the side length of the r box and covering all of the continuous casting billet solidification structure. Then, the number of all boxes covering the solidified structure was counted and recorded as N(r). Continue to reduce the box size r and repeat the above steps to get a different N(r). The fractal dimension can be obtained by equation (4). In the actual calculation, after a series of r and its corresponding N(r) were obtained, a point graph was drawn with ln r as the abscissa and ln N(r) as the ordinate, and then all the data points in the graph were linearly fitted by the least square method to obtain the slope, and the absolute value of the slope was the fractal dimension D.
Figure 5 shows the relationship between the box-counting fractal dimension (abbreviated as DBox) and the solid fraction (abbreviated as fs) under different undercoolings and cooling rates. It can be seen that the DBox increased with the increase of fs. This indicates that with the increase of solidification fraction, the self-similar complexity of dendritic morphology increased gradually, which was called the complexity of dendritic growth body morphology in this article. Based on Figure 5, it can be seen that when the cooling rate increases to a certain extent, the fractal dimension will be decreased with the increase of the cooling rate. It can be seen from Figure 2 that the increase of cooling rate is not conducive to the diffusion of solute elements at the front of the solid–liquid interface, so it is not conducive to the formation of stable constitutional undercooling zone at the front of the solidification interface, and finally the formation and growth of complex dendrite morphology will be hindered. In addition, the fractal dimension increased with the increase of undercooling, but the increase was not obvious. According to the previous researches,8,9 the increase of the undercooling can make the secondary dendrite of the solidification structure more developed, that is, the complexity of the main morphology of the dendrite can be increased. But at the same time, it can be seen from Figure 2 that the increase of the undercooling was not conducive to the diffusion of solute elements, so the increase of dendrite complexity with the increase of undercooling was not obvious, especially at the middle and late stages of solidification. Generally, microsegregation and liquid phase flow between dendrites are the basis for the formation of macrosegregation, 28 and the complex morphology of dendrite growth body can increase the resistance of liquid phase flow between dendrites. Therefore, increasing the degree of underercooling and reducing the cooling rate are beneficial to improve the macrosegregation defects of continuous casting billet caused by liquid phase flow.
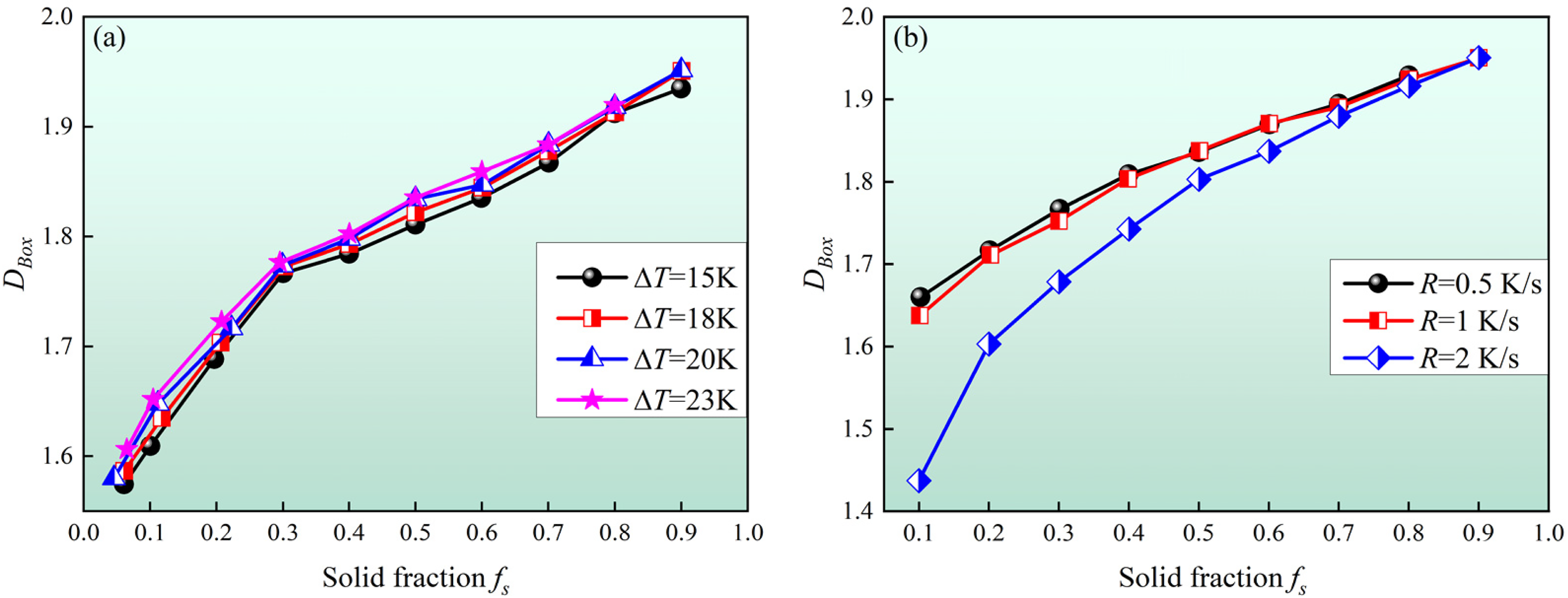
Variation of DBox with fs under different undercooling (a) and cooling rate (b).
Segregation ratio
In this article, the segregation ratio was introduced to characterise the segregation degree. The effect of solidification conditions on the segregation degree was investigated by analysing the change of segregation ratio during solidification process under different solidification conditions. Segregation ratio is the ratio of average carbon content in liquid phase to solid phase, which can be calculated by equation (5).
Figure 6a and b shows the trends of segregation ratio during solidification under different undercoolings and cooling rates, respectively, and it can be seen that the segregation ratio increases gradually during the solidification process. This is mainly due to the different solubility of solute elements in solid phase and liquid phase, which makes the solute elements redistributed during the solidification process. The distribution coefficient of carbon element is less than 1, so the carbon element will be gradually enriched in the liquid phase during solidification, and the difference of carbon content was increasing. Because the inflection points for the segregation ratio is about 0.4 of solidification fraction under different conditions in Figure 6, the solidification fraction, fs = 0.4, was used to split the early and late stage of solidification. At the early stage of solidification (fs < 0.4), the segregation ratio increases with the increase of the undercooling, and the undercooling at the later stage of solidification had little effect on segregation ratio. For cooling rate, the segregation ratio decreases with the increase of the cooling rate at the early stage of solidification (fs < 0.4), while increases at the later stage (fs > 0.4). This is because at the early stage of solidification, the greater the undercooling and cooling rate, the faster the dendrite growth, the solute at the solid–liquid interface was not sufficiently diffused to the liquid phase, and the solute element content in the solid phase and the liquid phase after solidification was not much different, so the segregation is relatively slighter. According to the investigation of solute diffusion and solidification structure (as shown in Figures 2 and 5), there is no undercooling at the middle and late stages of solidification, and the effect by the initial undercooling on growth of dendrites is gradually reduced. The increase of cooling rate still increased the growth rate of dendrites, and more solute elements are discharged. As the solidification process proceeded, the volume of liquid phase decreases gradually. Therefore, with the increase of cooling rate in the middle and late stages of solidification, the average content of carbon in the liquid phase increases more obviously, and the degree of segregation also increases.
Effect of undercooling (a) and cooling rate (b) on the segregation ratio.
Conclusion
The effect of solidification conditions on the thickness of the diffusion layer was investigated by simulating the solidification process of high carbon steel based on the phase-field method. The dendrite growth rate increased with the increase of cooling rate and undercooling. The solute at the solidification interface cannot be diffused to the liquid phase in time, and the thickness of the solute diffusion layer is smaller.
The change of dendrite morphology during the solidification process of high carbon steel was investigated. The morphology of dendrite growth body was complicated during the growth of solidification structure. Increasing degree of undercooling and decreasing cooling rate would increase the complexity of dendrite morphology. The complex morphology of the dendrite growth body will increase the resistance of the liquid phase to flow in it. Therefore, increasing the undercooling and reducing the cooling rate are beneficial to improve the macrosegregation defects of the continuous casting billet caused by the liquid phase flow.
By comparing the effects of solidification conditions on segregation ratio and solidification structure morphology in different solidification stages, it was found that the undercooling and cooling rate have different effects on the segregation of solute elements at the early and late stage of solidification. At the early stage of solidification (fs < 0.4), the segregation ratio decreased with the increase of undercooling and cooling rate,. At the later stage (fs > 0.4), the effect of undercooling gradually disappeared and the segregation ratio increased with the increase of cooling rate. Therefore, to improve the uniformity of element distribution (especially when the solute content of interdendritic liquid phase is mainly considered), higher undercooling and cooling rate should be maintained in the early stage of solidification, and the cooling rate should be appropriately reduced at the later stage of solidification.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors are very grateful for the support from National Natural Science Foundation of China (52274318).