
Abstract
In the present investigation, a novel fine inclusion removal technology due to the dispersed in-situ phase induced by composite ball burst reaction was put forward. A composite sphere with this function was designed and the composite sphere burst process at steelmaking temperature was analysed. The results indicate that the compact strength of the composite ball is so high that it will not break up as it intrudes into the molten steel. The composite sphere has a high thermal stability at steelmaking temperature. Usually, the composite sphere burst reaction takes place after it has intruded into the molten steel for a few seconds. The fine bubbles and slag droplets can be released due to the composite sphere burst reaction. Compared with the conventional technology, the bubbles and slag droplets induced by this novel technology are much finer. The size distribution of the bubble and the slag droplet is between 20 and 200 μm. The dispersion of these fine bubbles and slag droplets contributes to collision with inclusion.
Introduction
The cleanliness of steel is a key factor that restricts the quality and industrial application of steel. The key to improving the quality of steel products and producing clean steel is to control inclusions in the steel. Minimising the content of inclusions in steel is one of the eternal issues in clean steel production. In recent years, although metallurgical equipment and process technology have made rapid progress, and the cleanliness of steel has significantly improved, the control of inclusions in steel cannot fully meet the requirements of high-quality steel, especially for micro inclusions in steel (<10 μm).1–3 The control of quality has always been a difficult point in the production of some high-quality steel products
Usually, most of the inclusions in molten steel are naturally removed by buoyancy, which can occur throughout the entire metallurgical process. However, steelmaking is a large-scale continuous production, and relying solely on natural flotation has low efficiency and cannot meet production requirements. Therefore, specialised methods such as bubble method, slag washing, filtration, centrifugal separation, etc. are often used to enhance the removal of inclusions.4–6 Argon blowing is the most common refining method. The use of the argon blowing process can achieve three metallurgical goals: stirring (uniform composition and temperature), degassing, and removing inclusions. The effect of argon blowing on inclusions is manifested in two aspects: firstly, through the capture and adsorption of bubbles, the inclusions are directly removed; secondly, through buoyancy stirring, the collision and aggregation of inclusions are indirectly promoted. Thereby promote the floating of inclusions. Research has shown that the removal efficiency of inclusions is closely related to the size of bubbles. The smaller the size of the bubble, the higher the removal efficiency of inclusions. There are currently many methods for generating bubbles, but the diameter of bubbles produced by blowing with a nozzle and spray gun is about 20 mm, while the diameter of bubbles produced by porous bricks and various blowing nozzles is 10–20 mm.7–9 The size of bubbles is large, and the effect of removing inclusions is not ideal. Laihua's research indicates that by removing 50 μm inclusion from the molten steel, the optimal bubble diameter should be below 2 mm. 7 To obtain such small bubbles, it is only possible to introduce argon gas into a steel flow with sufficient turbulence intensity. Research has shown that blowing argon gas into the shroud between the ladle and tundish can introduce bubbles of 0.5–1 mm in size into the molten steel by utilising the turbulent shear effect of the steel (the speed of the steel flow can reach 1–3 m s−1).10–13 The probability of capturing inclusion by such bubbles is high, but the action time of bubbles in the tundish is relatively short, and the removal efficiency of inclusions has not been significantly improved. Japanese steel pipe company has proposed a pressure reduction method (NK-PERM).14,15 The principle is to refine the molten steel in an NK-AP ladle furnace with a heating function using ultra-high alkalinity synthetic slag (5% to 15% CaF2), while blowing nitrogen with a top blowing spray gun and a bottom permeable brick to make the nitrogen in the steel reach 100–400 ppm, and then degassing and removing impurities in the Ruhrstahl–Heraeus vacuum circulation degassing device. The supersaturated nitrogen in the liquid steel precipitates during the rapid pressure reduction process and forms fine bubbles on the surface of Al2O3 inclusions. The inclusions are eliminated as these small bubbles rise. It is said that this method can reduce the total oxygen content of steel to 7–9 ppm, but the biggest problem with this method is that it is not suitable for steel grades with nitrogen content requirements.
Although the above methods can to some extent remove coarse inclusion in the liquid steel. There are also the following shortcomings, such as the large bubble size generated by the current blowing and stirring process, which cannot completely and effectively remove small inclusions in the liquid steel. This study proposes a method which introduces calcium carbonate particulates into the molten steel during the refining process to generate a certain number of fine and dispersed bubbles, thereby removing small inclusions in the steel.
Process concept
The removal of non-metallic inclusions in the liquid steel is mainly achieved through the following two ways: (a) The inclusions collide and aggregate with each other to form large-sized inclusions, which are then removed by Stokes motion and float upwards and (b) utilise the adhesion effect of bubbles to remove non-metallic inclusions from the molten steel. The small size of bubbles can increase their collision probability with inclusions and improve the removal efficiency of inclusions; the presence of small slag droplets has the effect of slag infiltration. Turkdogan’s research
16
shows that by introducing small amounts of sodium carbonate into the liquid steel, fine bubbles can be generated due to the decomposition reactions (1) and (2). These small bubbles not only make the composition and temperature of the steel uniform, but also directly remove inclusions through the capture and adsorption of bubbles. Therefore, carbonates (such as calcium carbonate, magnesium carbonate, etc.) were often used as in-situ generators of fine bubbles.


Schematic showing the forming process of fine bubbles and slag droplets in molten steel induced by the explosive reaction of the composite sphere.
Experimental details
Calcium oxide and calcium carbonate were crushed and ground to ∼75 µm. According to the processing concept, the mixed raw material fines were rolled on a laboratory model batch-type balling disc (at 12 rev min−1) and then a composite sphere consisting of three parts was prepared at room temperature. The size of the core sphere, which includes a powder mixture of the premelted slag, the calcium carbonate particulate and the binding additive, is about 10 to 20 mm in diameter. The median diameter of the powder d50 is 100 mm. The premelted slag has a low melting point (≤1400 °C) and a high ability to absorb the inclusions such as the alumina. More details about the slag have been shown in Table 1. The intermediate part is calcium carbonate and the thickness of this layer is about 1 to 5 mm. The external part consists of calcium oxide, and the thickness of this layer is also about 1 to 5 mm. The green pellets were dried in the air before being kept in a drying oven at 100 °C to 150 °C to remove all the free moisture, as shown in Figure 2.
Physical image of composite spheres A (external stability layer), B (intermediate burst reaction layer), and C (core sphere).
Chemical composition of premelted slag, wt-%.

In order to visually observe the burst decomposition process of composite spheres at steelmaking temperature, the thermal burst experiment was conducted on a high-temperature visible tube heating furnace. Firstly, place the corundum porcelain boat into a tubular heating furnace for heating. When the temperature rises to 1600 °C, open the furnace door and take out the corundum porcelain boat. Place the composite sphere on the ceramic plate on the surface of the corundum boat, then immediately push the corundum porcelain boat into the furnace and ensure that the composite sphere is located in the constant temperature working range of the high-temperature heating furnace. The image recording of the thermal burst process of the composite sphere is carried out using a Sony HDR-SR12E digital camera.
After the composite sphere bursts, bubbles and slag droplets will be released. In order to observe the spatial distribution of bubbles and slag droplets in the liquid steel after a single sphere burst, a composite sphere with a diameter of 20 mm is placed at the bottom of a metal crucible, and then the molten steel (1600 °C) is poured into the metal mould and cooled by radiation, as shown in Figure 2. After ingot de-moulding and longitudinal cutting along the axis, the ingot has been divided into two parts. Each part is evenly divided into seven sections from the bottom to the top. From the bottom of the ingot sample, each section is taken for metallographic analysis. The ZEISS microscope and Philips Quanta 400 scanning electron microscope are used to observe the distribution of pores and slag droplets in space for each part of the ingot samples.
Results
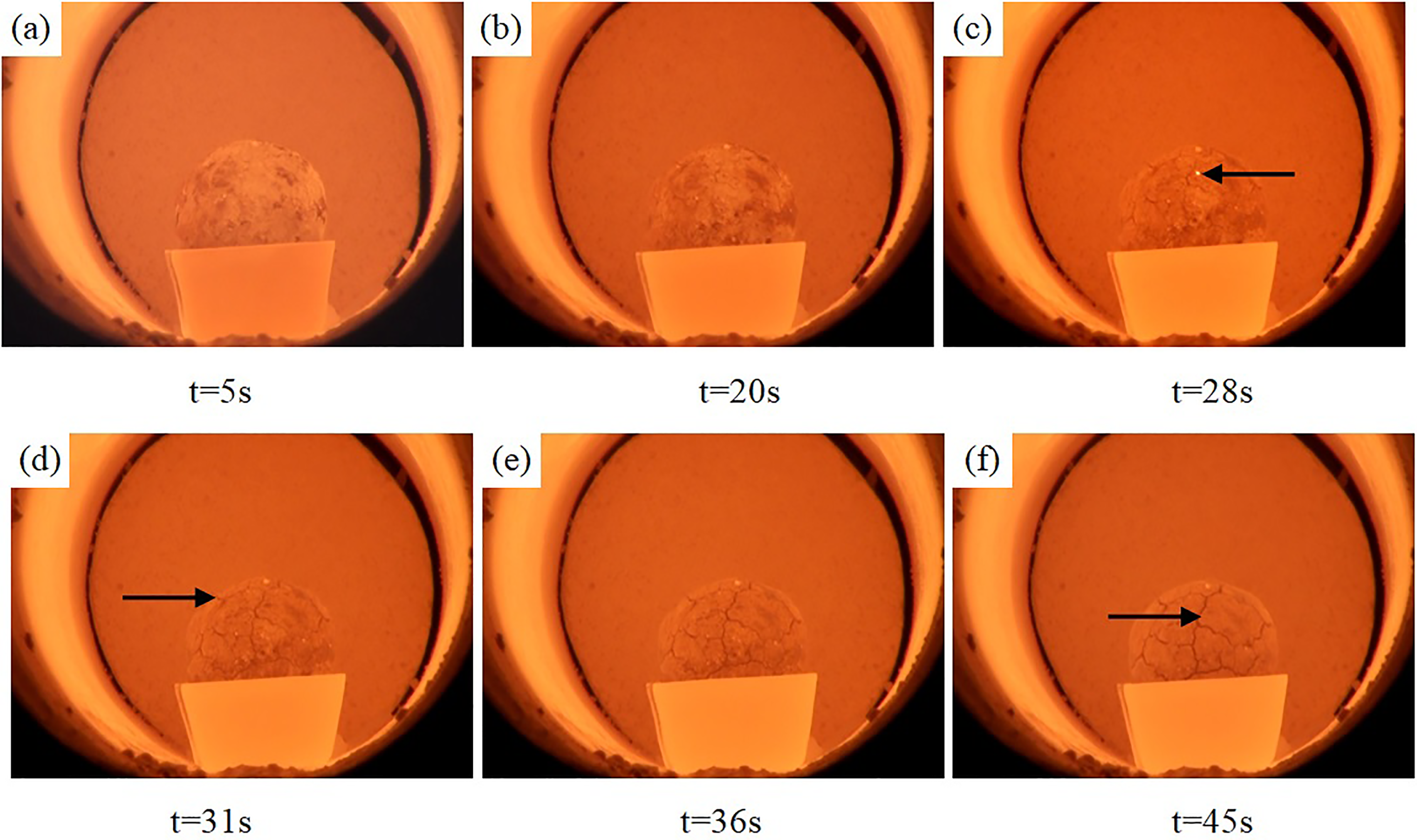
Composite sphere has high stability at steelmaking temperatures. When a composite sphere has been exposed at 1600 °C, a burst reaction will not take place immediately until the exposing process continues for a few seconds, see Figure 3. Usually, heat transfers from the composite sphere surface to the inner part. During heat transferring, calcium carbonate which is distributed at the external part of the composite sphere has decomposed and carbon dioxide has been released. Due to the poor heat exchange ability of calcium oxide, the heat transferring process lags behind the decomposition process. Therefore carbon dioxide due to calcium carbonate decomposition will aggregate and expand. As the expansion force exceeds the bond stress, the composite sphere bursts. After bursting, plenty of calcium carbonate powder will be released. Due to high temperature, the calcium carbonate decomposition reaction will continue and carbon oxide will be released. In addition, another product of the decomposition reaction (premelted slag powder) will melt at high temperatures, see Figure 4.
High-temperature thermal burst test of composite spheres.
The bursting process of the composite sphere at 1600 °C.
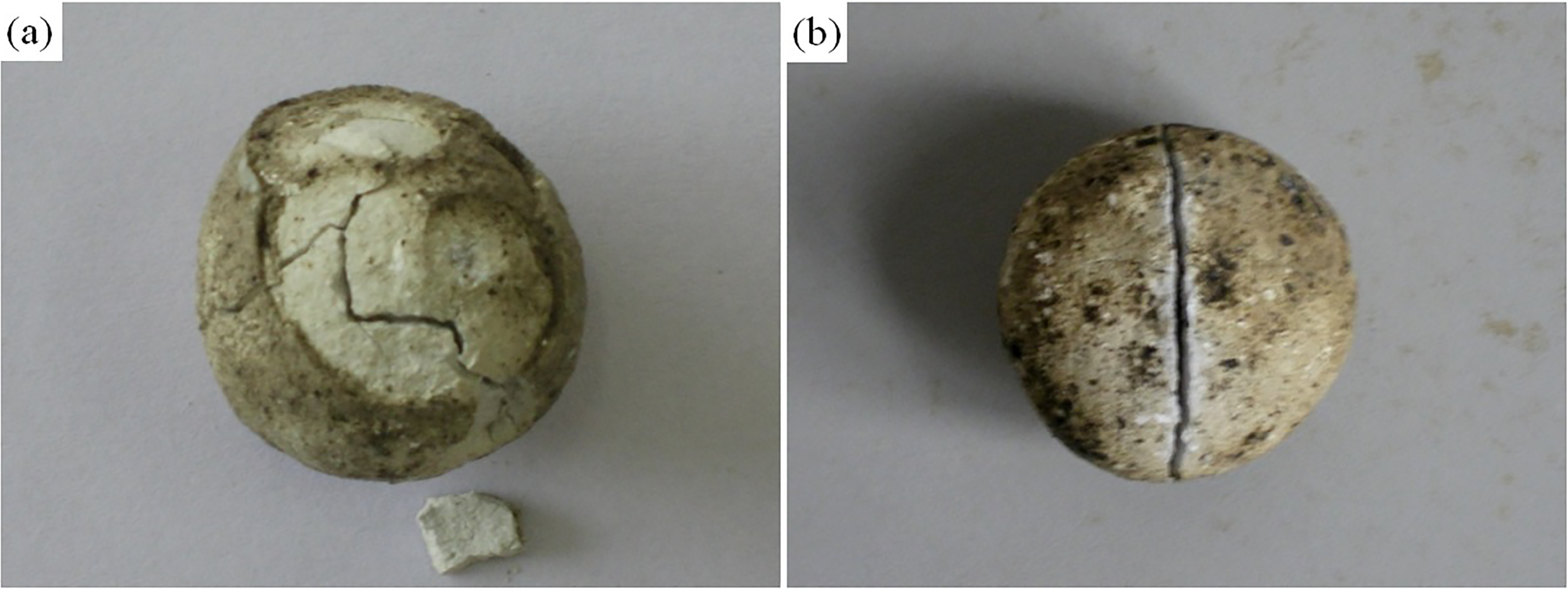
The experimental results indicate that not all composite spheres undergo burst reactions at steelmaking temperatures. The cracking process of composite spheres at a high temperature of 1600 °C has been shown in Figure 5, where crisscrossing cracks appear on the surface of the spheres. Calcium carbonate inside the spheres decomposes, and CO2 gas is released from these surface cracks. In addition, it was found during the experiment that some spheres did not undergo any reaction at high temperatures. The distribution of the slag droplet and bubble in the molten steel is determined by the composition ball burst extent. It can be found that there are four types when the composite balls have been exposed at 1600 °C. (a) In total burst reaction in this situation, the composite ball breaks up into plenty of pieces and calcium carbonate powder inside the composite ball will be released; (b) partly burst reaction. The burst reaction takes place at the composite ball surface. Under the surface, interlaced cracks can be found after reaction; (c) crack; and (d) no reaction.
The cracking process of the composite ball at 1600 °C.
Statistical data has been achieved after 100 composite spheres have been exposed at 1600 °C, as shown in Figure 6. It can be found that more than 61.54% of composite sphere bursts and partly burst reactions occupy 23.08%. Thus at 1600 °C, the occurrence of the burst reaction for the composite ball can approach 84.62%.
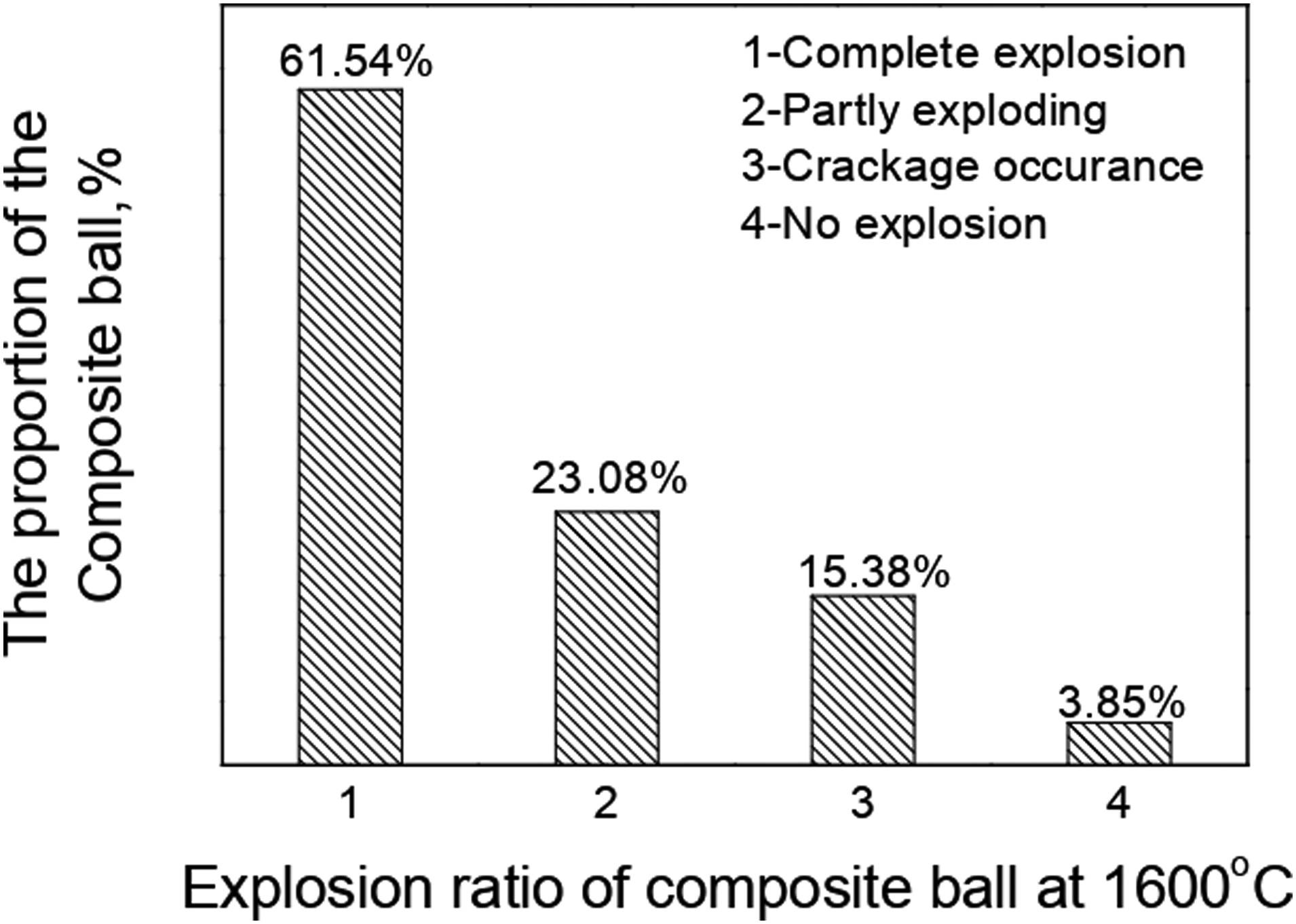
The statistical proportion of the occurrence of the burst reaction at 1600 °C.
The burst reaction beginning time of the composite spheres with different masses has been shown in Figure 7. It can be found that the time for the small sphere to burst is relatively short, while the time for the large sphere to burst is slightly longer. For example, for a composite sphere with a mass of about 11 g, the burst reaction occurs after approximately 11 s at 1600 °C. The composite sphere with a mass of about 18 g undergoes a burst reaction at 1600 °C for ∼25.8 s, which results in higher thermal stability compared to the former. The time when a sphere bursts in the molten steel determines the location of the composite sphere's burst reaction in the ladle. If the burst time is short, the sphere may burst below the shallower melt or even on the molten steel surface. After the burst, it quickly undergoes a thorough reaction, rapidly melts, and forms a slag layer on the surface of the molten steel, failing to introduce small slag droplets into the molten steel, which does not contribute to the removal of small inclusions.
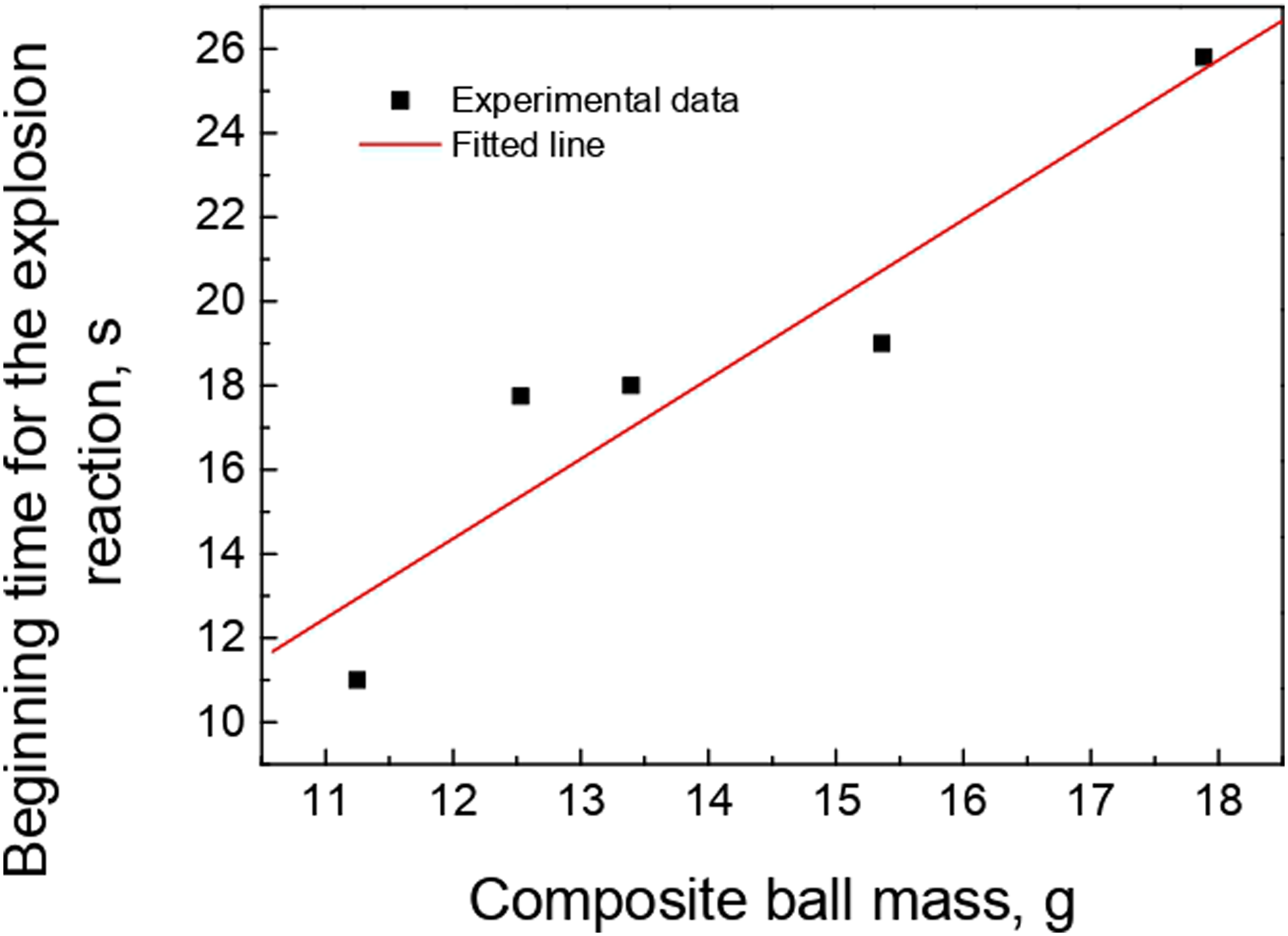
Variation of the beginning time for the composite ball burst reaction with the composite sphere mass at 1600 °C.
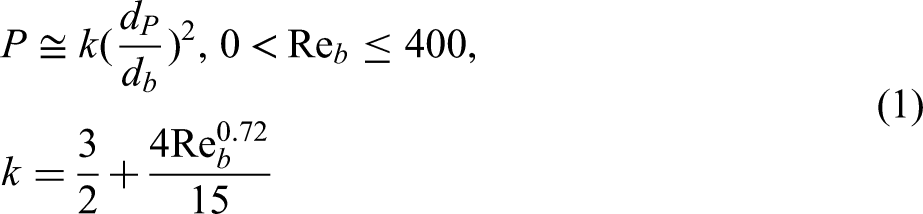
Wang et al.'s research indicates that the removal efficiency P of non-metallic inclusions in steel can be calculated by the following equation
7
:
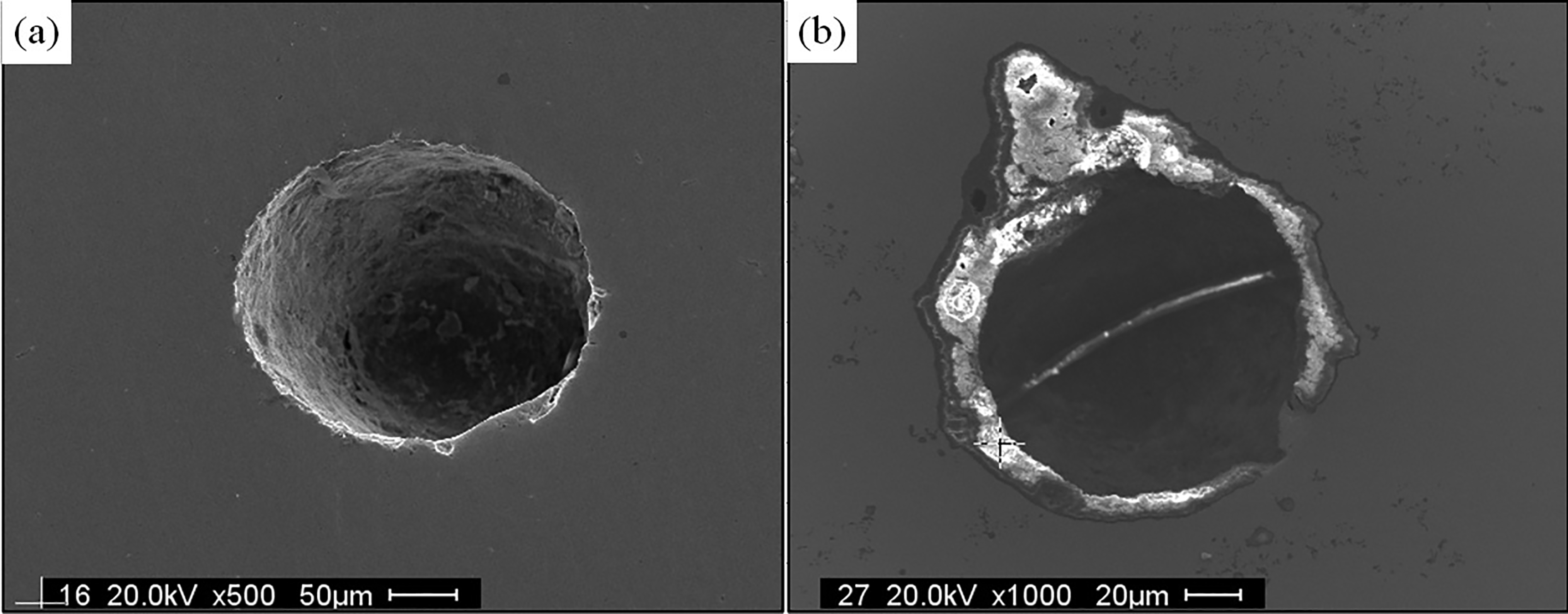
Bubble types due to the composite sphere decomposition reaction in the as-cast ingot: (a) single bubble and (b) composite of bubble and slag droplet.
Bubbles formed in the molten steel with different methods.

In addition, a large number of slag droplets generated due to the burst reaction of composite spheres were observed in the as-cast ingot, with slag droplet sizes ranging from 20 to 200 μm. As is well known, slag infiltration is essentially similar to argon blowing, which uses heterogeneous large particles (or droplets, bubbles) as a medium to adsorb inclusions and promote collision polymerisation of inclusions. Therefore, the introduction of a large number of small-sized slag droplets in the molten steel will also promote the removal of small inclusions. A three-dimensional schematic diagram of the distribution of bubbles and slag droplets in the liquid steel was drawn based on quantitative metallographic results, as shown in Figure 9. After the explosion of the composite sphere, a large number of bubbles and slag droplets are generated in the steel liquid. The bubbles and slag droplets are dispersed and distributed in the steel liquid, greatly increasing the probability of collision with small inclusions in the liquid steel.
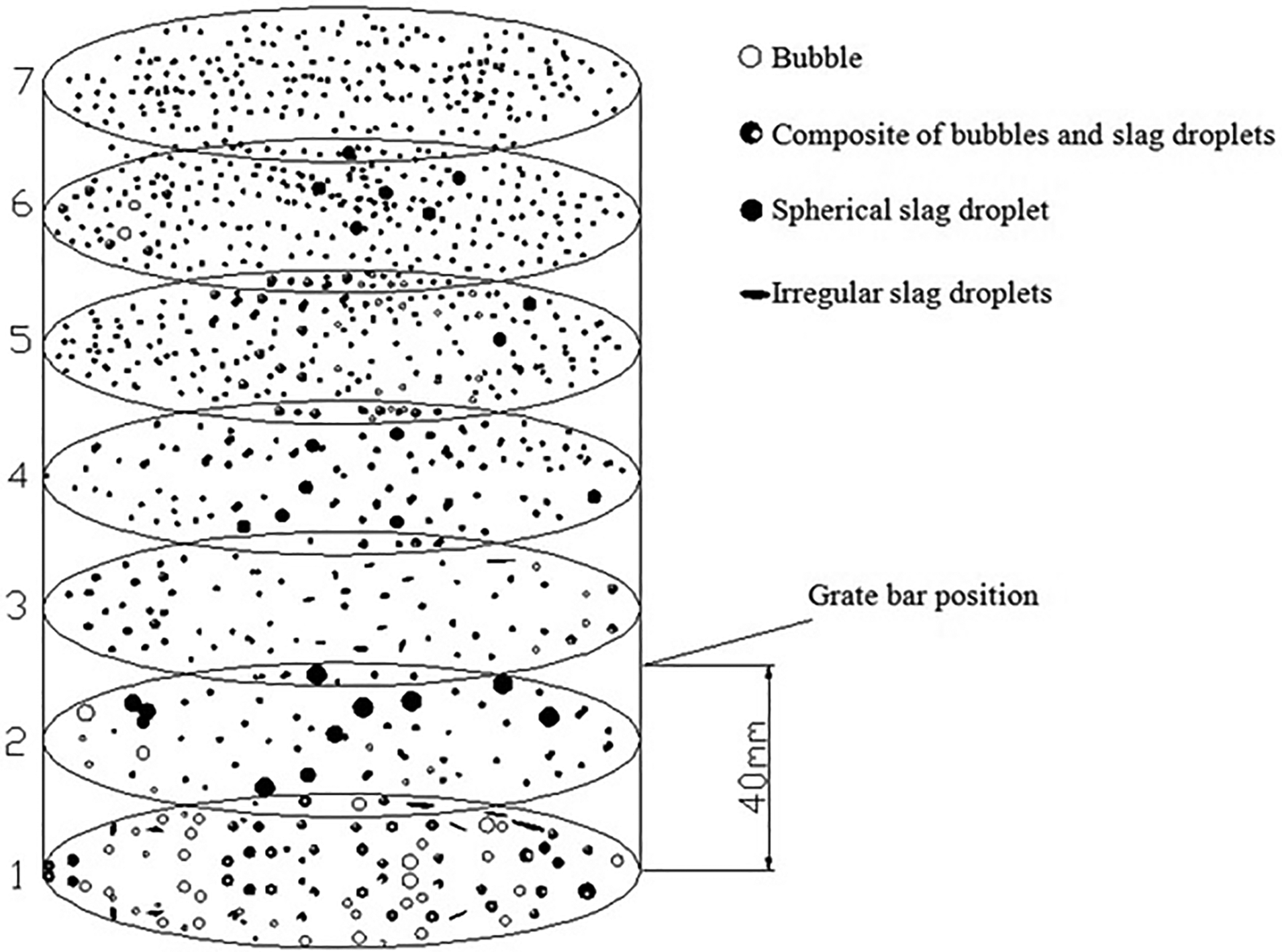
Schematic diagram of bubbles and slag droplets distribution in the as-cast ingot.
Discussion
From the above experimental results, it can be inferred that most of the composite spheres burst during the thermal explosion test at 1600 °C. Bursting can be divided into two forms: (a) complete bursting and (b) Partial bursting. The two forms of spherical explosion are closely related to the distribution of CaCO3 powder in the sphere, the reaction process, and the density of the sphere. A model of the complete burst process of composite spheres at high temperatures has been shown in Figure 10. It can be seen that the inner part of the sphere before bursting consists of three zones: the complete reaction zone of CaCO3 powder (Zone A), the partial reaction zone (Zone B) and the unreacted zone. Usually, Zone A is mainly concentrated on the surface of the sphere, only 1 to 2 mm thick. When the sphere is at high temperature, the CaCO3 powder in this area reacts quickly. Due to the small bonding force of the surface matrix of the sphere (the powder bonding force is usually small on the outside and large on the inside, which is related to the preparation process of the sphere), the gas is easily diffused. The reaction process in Zone B is relatively complex and can be divided into three situations: (a) Complete reaction zone. Usually, in the vicinity of Zone A, the reaction proceeds more thoroughly, and chemical reactions are the main controlling mechanism. Due to the dense matrix of the inner layer of the sphere, it is difficult to release CO2 gas through diffusion in a short period of time. At the same time, due to the continuous introduction of heat quantity and the continuous rise of the sphere temperature, CO2 gas is prone to aggregation and expansion partial reaction zone. When the concentration of CO2 at the right end of the reaction increases, the forward reaction proceeds slowly, and CO2 diffusion is the main control mechanism of the reaction. Therefore, for the inner layer of CaCO3 powder, due to the inability of the generated CO2 gas to diffuse and precipitate in a timely manner, and the slightly lower temperature of the inner layer, the degree of CO2 gas expansion formed at this position is not as severe as that in the complete reaction zone. (b) Slow reaction zone. Due to its proximity to the core of the sphere and low temperature, only a small portion of CaCO3 powder droplets in this area participate in the reaction, resulting in a lower amount of CO2 gas generated. Due to the low temperature in Zone C, the CaCO3 powder in this area has hardly reacted.
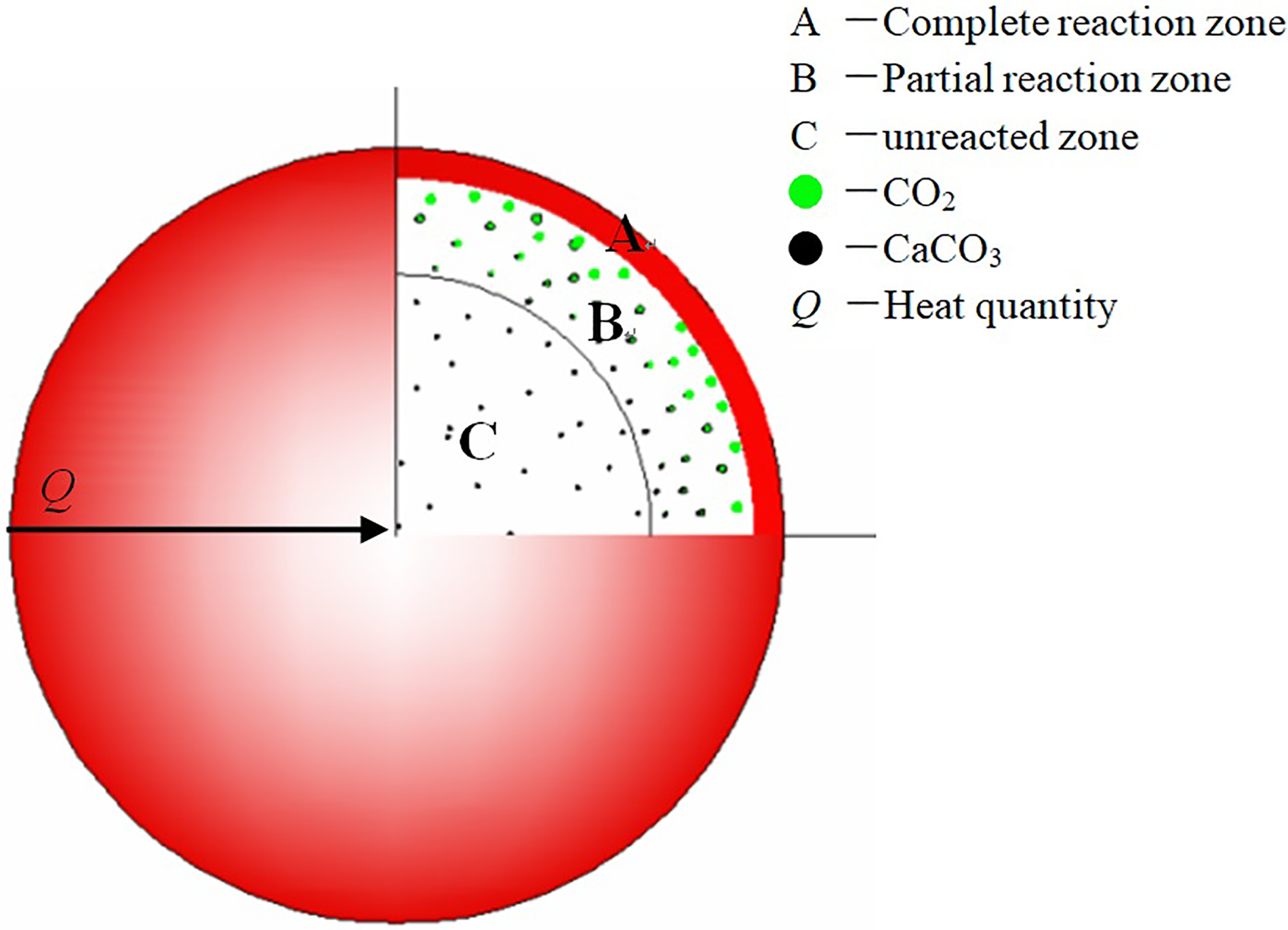
Schematic diagram showing the burst process for a composite sphere.
As the thermal explosion time of the composite sphere increases at high temperatures, the proportion of Zone B gradually increases and the proportion of Zone C gradually decreases. At the same time, the volume of CO2 gas in Zone B continues to expand, and unrelated CO2 gas regions may collide and merge during the expansion process. When the force of CO2 gas volume expansion is greater than the bonding strength of the matrix, the sphere undergoes pulverisation explosion. After the ball exploded, the fragments in Zone A were small and quickly melted at high temperatures. The unreacted CaCO3 powder in the inner layer of Zone B will continue to react after the sphere bursts, releasing CO2 gas. After the explosion, the CaCO3 powder in the C zone will continue to undergo a decomposition reaction, which is similar to the process before the spherical explosion. However, due to the small size of the fragments in the C zone, the CaCO3 powder in the inner layer will also quickly decompose after the surface reaction in the C zone releases CO2 gas. The experimental results indicate that a small amount of C zone fragments may also undergo further burst reactions, as shown in Figure 4(e).
If CaCO3 powder agglomeration occurs during the preparation process of the composite sphere, a large amount of CO2 gas may appear locally after the decomposition of CaCO3 powder, as shown in Zone D in Figure 11. The appearance of a large number of CO2 bubbles in a certain part of the sphere may cause the large-sized CO2 gas to rapidly expand at high temperatures (compared to the uniform CaCO3 powder in the sphere). When the force of CO2 gas expansion is greater than the bonding strength of the composite sphere matrix, an explosion occurs in the area where CaCO3 powder segregates. This type of explosion usually occurs in a certain area on the surface of the sphere, as shown in Figure 12(a), and local explosion can easily lead to the formation of microcracks, accelerating the escape of CO2 gas inside the sphere. When the bubble segregation position is deep in the sphere, the result of the burst reaction often leads to deep cracks on the surface of the sphere, as shown in Figure 12(b). Regardless of whether it is a local explosion or the formation of cracks after the explosion, there are more large-sized fragments in the product of the spherical explosion, which is not conducive to its melting and formation of small slag droplets in the liquid steel.
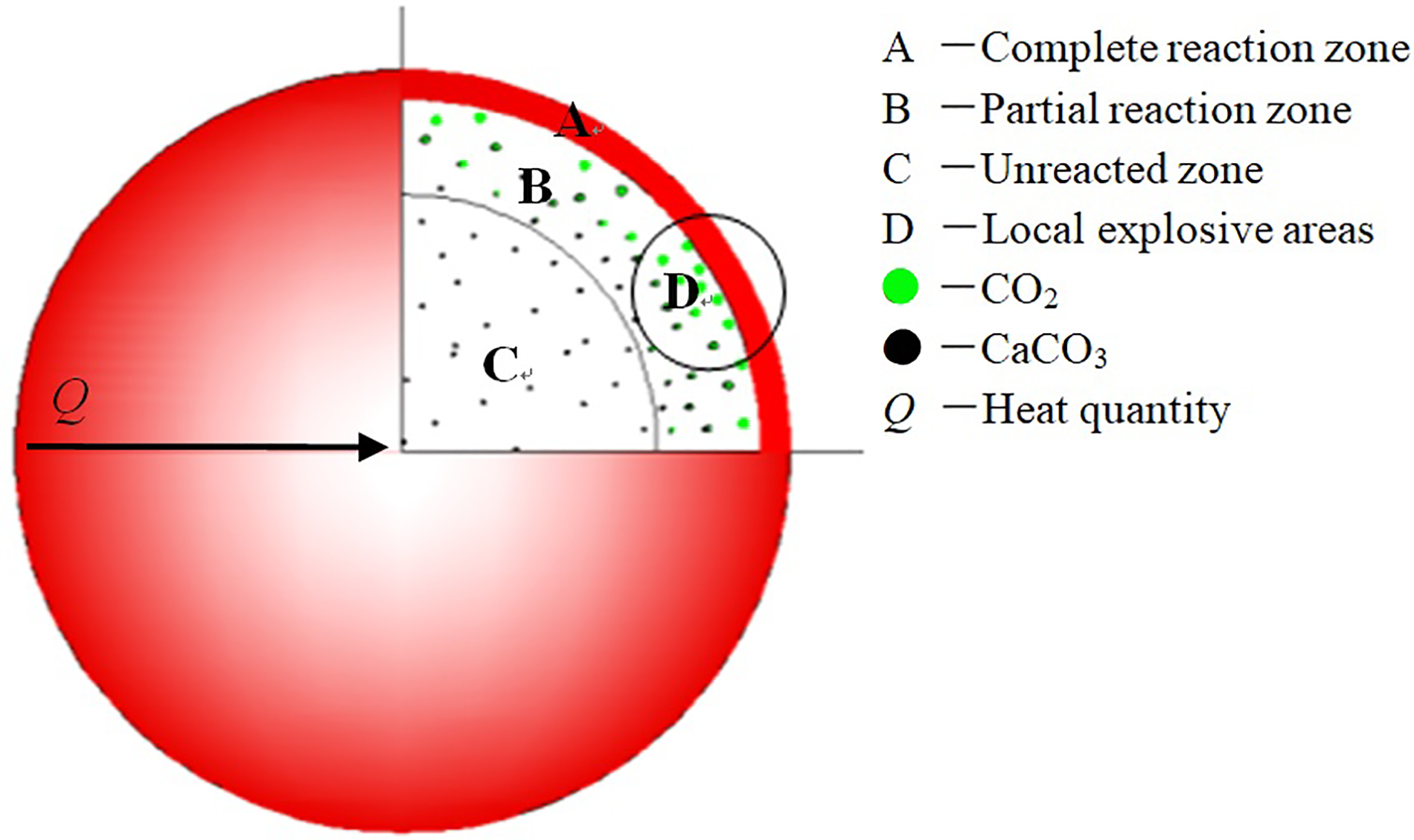
Schematic of the partly explosive reaction of the composite sphere.
The explosion reaction product of the composite sphere at 1600 °C.
Conclusions
A novel method for removing inclusions has been proposed according to the decomposition reaction of calcium carbonate in liquid steel generates small bubbles and slag droplets to remove small inclusions, and a composite sphere with this function is designed. The results show that:
Composite spheres have high thermal stability. When the temperature is below 1500 °C, the explosion reaction of the spheres cannot occur in a short period of time; when the sphere undergoes a thermal explosion test at 1600 °C, the explosion beginning time is more than 10 s, and more than 80% of the spheres undergo explosion reactions. After the composite sphere bursts, it can release bubbles and slag droplets. Compared with traditional processes, the bubbles and slag droplets introduced in this study have smaller sizes in the liquid steel, ranging from 20 to 200 μm, uniformly distributed, with high collision efficiency with inclusions. The distribution of carbonate powder in the sphere has a significant impact on the bursting mode of composite spheres. The more uniform the distribution of carbonate powder, the smaller the product after the ball burst reaction, and the more dispersed the bubbles and slag droplets formed in the liquid steel.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the National Natural Science Foundation of China (No. 52174320) and also by Xi’an key industrial chain core technology research and development projects 23ZDCYJSGG0043-2022 and ANSTEEL.