
Abstract
In the present study, the desulphurisation process by powder injection during RH (Ruhrstahl-Heraeus) refining process was studied by establishing a kinetic model. The predicted results by the model were compared with experimental data obtained from industrial trials to verify its accuracy. The effects of the desulphuriser particle diameter, desulphuriser composition and powder injection rate on the desulphurisation process were analysed and discussed. Results show that the desulphuriser particle diameter and powder injection rate considerably affected the desulphurisation process. By decreasing the desulphuriser particle diameter and increasing the powder injection rate, the reaction area between desulphuriser particles and liquid steel considerably increased. Therefore, the desulphurisation rate and ratio increased. When the desulphuriser particle diameter decreased from 3.0 to 0.1 mm, the desulphurisation ratio increased from 44.6% to 88.4%. The ratio increased from 32.8% to 62.2% for 3.0 mm desulphuriser particles when the powder injection rate increased from 100 to 250 kg min−1. Furthermore, an increase in the desulphuriser basicity and CaO/Al2O3 ratio improved the sulphur capacity and accelerated the desulphurisation process. The desulphuriser used herein had a low sulphur partition ratio, and thus it yielded a lower desulphurisation ratio than the CaO-SiO2-Al2O3 desulphuriser.
Keywords
Introduction
The sulphur can cause the hot embrittlement of the steel and promote the formation of sulphide inclusions. Sulphur content in liquid steel must be maintained at low levels because of its detrimental effect on the steel performance. Hot metal pre-treatment can be performed to remove maximum sulphur content in liquid steel. However, additional desulphurisation is required during secondary refining process of some high-quality steel grades, such as pipeline steel, HIC-resistant steel, and non-oriented electrical steel.1–4
Powder injection is widely used for the desulphurisation process during Ruhrstahl-Heraeus (RH) degassing.5–7 Powder desulphurisers are injected into liquid steel through the top lance in the vacuum chamber and rapidly react with liquid steel to remove the sulphur. Relevant investigations have been reported in the literature. Wei et al. 8 developed a kinetic model to analyse the mechanism of the desulphurisation process by powder injection. Yang et al.9,10 characterised the RH desulphurisation process via mathematical modelling and physical experiments. Hu et al. 11 and Zhu et al. 12 developed a mathematical model based on metallurgical thermodynamics and kinetics to determine the effects of different operating parameters on the desulphurisation process. Peng et al. 13 proposed an empirical formula to describe the variation of the sulphur content in liquid steel with desulphuriser diameter and reaction time during RH refining process. Additionally, Sun et al. 14 reported that the gas flow rate only slightly influenced the desulphurisation rate. They also investigated the effects of gas blowing from the sides of the vacuum chamber and the bottom of the ladle on the desulphurisation by powder injection. She et al. 15 pointed out that the powder blowing method of the desulphurisation addition exhibited a higher desulphurisation rate than the gravity sinking method. The desulphurisation rate increased with increasing CaO/Al2O3 ratio and decreasing SiO2 content in the desulphuriser. He et al. 2 developed a CaO-Al2O3-CaF2-based desulphuriser with high sulphur capacity via laboratory desulphurisation experiments and deoxidation product (Al2O3) flotation. Cao et al. 16 reported that adding Al into liquid steel and CaO into slag increased the sulphur distribution ratio and accelerated the desulphurisation reaction. Moreover, Liu et al. 17 studied the transport behaviour of powder injected through the up-leg snorkel and found that the powder diameter considerably affected its dispersion. In contrast, the gas flow rate and powder injection rate did not affect powder particle dispersion. Dai et al. 18 found that compared with traditional RH degasser, single snorkel refining furnaces achieved higher desulphurisation degree while consuming lesser amounts of lifting gas and desulphuriser. Silva et al. 19 proposed a modified RH degasser with a short down-leg length to achieve higher slag dispersion into liquid steel and considerably increase the desulphurisation efficiency.
Powder injection has been recently used for the desulphurisation process in a 210 t RH degasser at a steel plant. However, satisfactory desulphurisation efficiency could not be achieved. Herein, a kinetic model was developed to investigate the desulphurisation process by powder injection. The variations in sulphur contents and desulphurisation rates in liquid steel were compared based on various influencing factors, including the diameter and composition of desulphuriser particles, and powder injection rate. The model predictions and experimental data from industrial trials were then compared. This study aimed to provide guidance for improving the desulphurisation efficiency during RH refining process.
Desulphurisation process
Kinetic model
Powder desulphurisers were injected into liquid steel through the top lance in the vacuum chamber, which then reacted with sulphur in liquid steel, as shown in equation (1). The liquid steel and top slag in the ladle underwent the desulphurisation reaction.


The desulphuriser dispersed in liquid steel maintains a large contact area. Therefore, the total desulphurisation rate is mainly controlled by the reaction rate between the desulphuriser and liquid steel. The effect of the top slag in the ladle on the desulphurisation can be ignored.8,12,20 To simplify the kinetic model and related calculations, the following assumptions were made: (1) steel-slag desulphurisation reaction was negligible and the temperature was constant during RH refining process. (2) The desulphuriser did not contain any sulphur and the powder injection rate remained constant. (3) The desulphuriser particles quickly melted into liquid droplets after entering the liquid steel, and they were spherical and had a uniform size. The collision and growth of liquid droplets were also ignored. Based on the two-film theory, the reaction between the desulphuriser and liquid steel included the mass transfer of components in liquid steel or the desulphuriser as well as the interfacial chemical reaction between [S] and (O2−). The transfer of [S] from liquid steel to the desulphuriser-steel interface or (O2−) from the desulphuriser to the interface was the rate-limiting step. 11
The reaction rate between the desulphuriser and liquid steel,







Model constants employed in the present study. 12

For CaO-CaF2 system desulphuriser, LS was calculated by the following formula
21



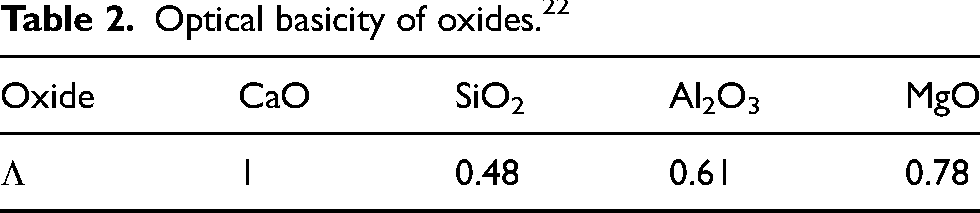
Optical basicity of oxides. 22
Process parameters
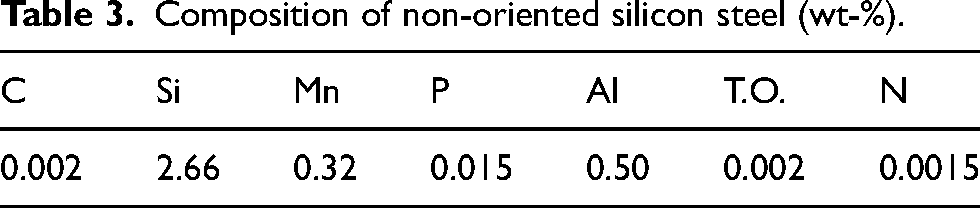
For non-oriented silicon steel, the sulphur is a major detrimental residual element and tends to form sulphide inclusions, worsening the steel magnetic properties.23–28 Therefore, it is necessary to remove the sulphur content in steel as much as possible. In steelmaking, RH refining is almost the last desulphurisation process that is closely related to the sulphur content in liquid steel at RH arrival. Figure 1 shows the sulphur contents in steel at different heats at RH arrival during the production of non-oriented silicon steel. The steel composition is listed in Table 3. The sulphur content in steel considerably varied at RH arrival with maximum and minimum values of 60 and 22 ppm, respectively. The average sulphur content was 37 ppm, which was defined as the initial sulphur content for subsequent calculations. Table 4 shows the other parameters used in calculations. The kinetic model was calculated using an iterative method and the time step was 1 second.
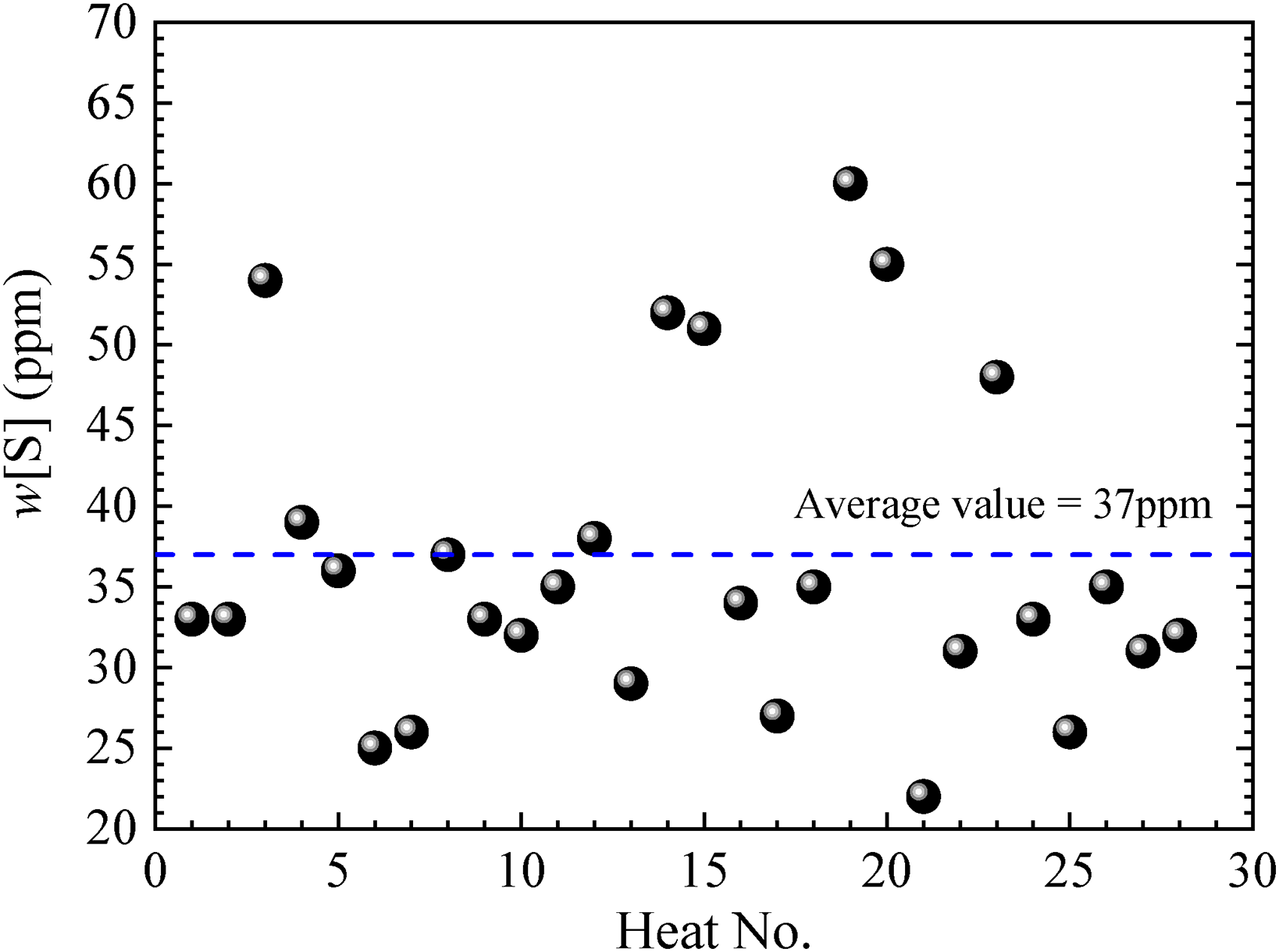
Sulphur contents in steel at different heats at RH arrival. RH: Ruhrstahl-Heraeus.
Composition of non-oriented silicon steel (wt-%).
Parameters used in calculations.
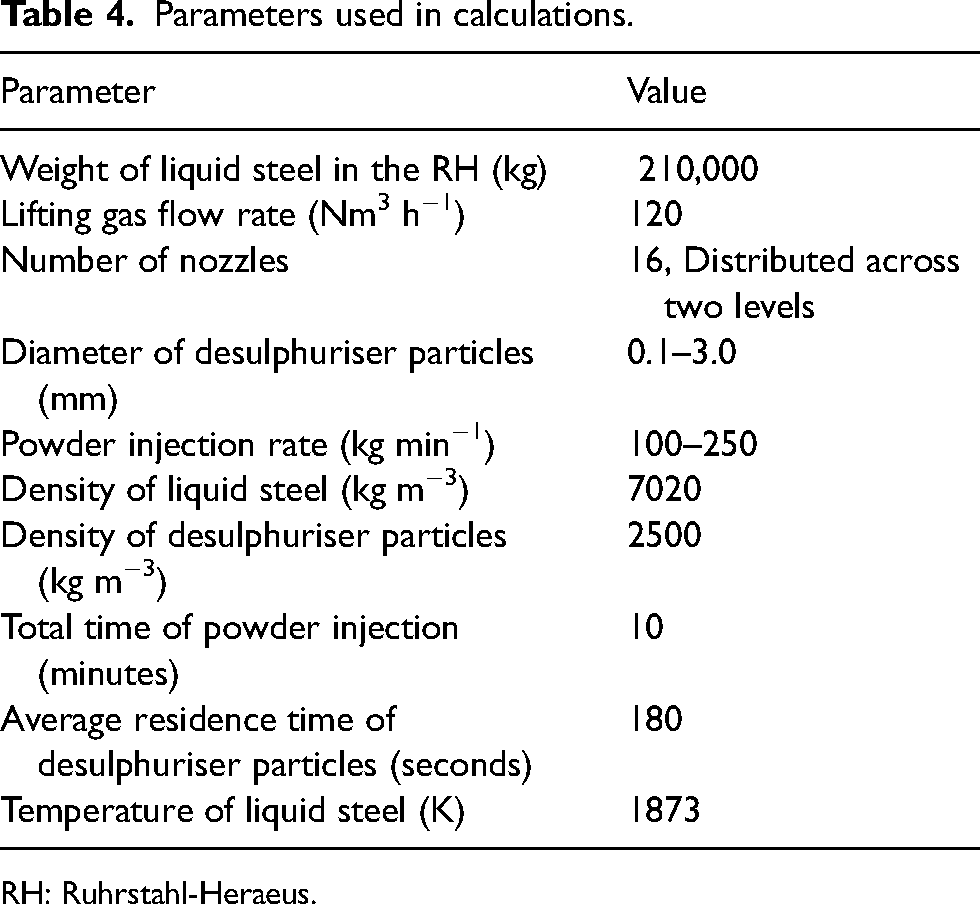
RH: Ruhrstahl-Heraeus.
Results and discussions
Model validation
To validate the present kinetic model, the predicted sulphur contents in steel were compared with the measured values, as shown in Figure 2. The measured values corresponded to experimental data from the study of Sun et al.13,14 The diameter of desulphuriser particles was 3 mm, the lance position was 2.6 m, and the total powder injection time was 10 minutes. As the desulphurisation reaction proceeded, the sulphur content in steel gradually decreased. Moreover, the predicted results were slightly higher than the measured values. The overall distribution of values indicated that the developed kinetic model could reasonably predict the desulphurisation process by powder injection during RH refining process.
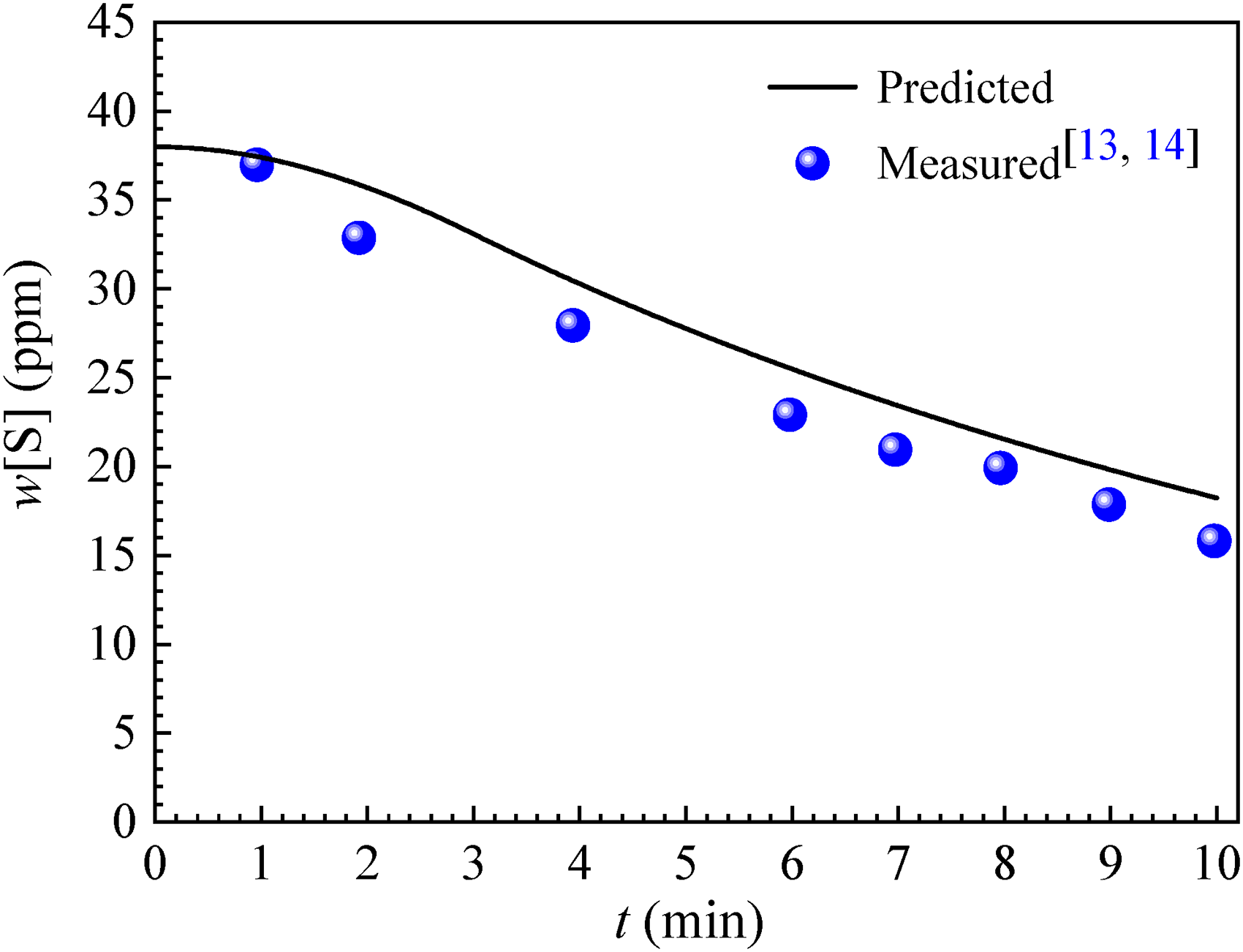
Comparison of predicted and measured sulphur contents in steel.
Fluid flow
According to equations (5) and (7), the velocity of liquid steel in the RH degasser has a great effect on the mass transfer coefficient of sulphur in liquid steel. The gas–liquid flow behaviour in the RH degasser was modelled, as shown in Figure 3. The lifting gas flow rate was 120 Nm3 h−1, and 16 injection nozzles on the up-leg snorkel were distributed across two levels (8 nozzles/level). The lower injection nozzle was located in the A–A plane in the up-leg snorkel. The modelling approach was extensively validated in our previous investigations.29,30
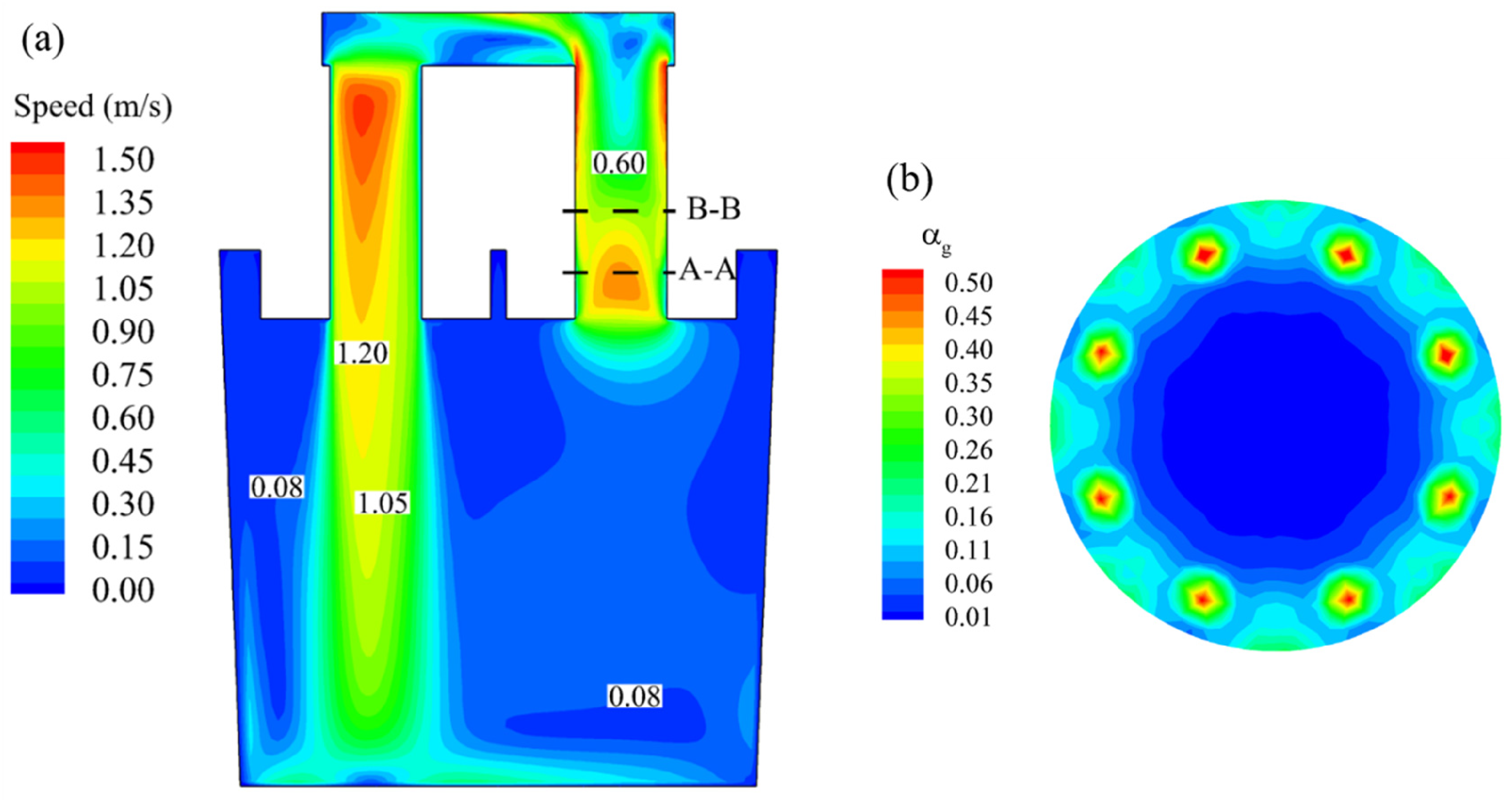
Distributions of (a) liquid steel velocity at the symmetry plane in the RH degasser and (b) gas volume fraction in the B–B plane in the up-leg snorkel. RH: Ruhrstahl-Heraeus.
The velocity distribution in Figure 3(a) shows that the liquid steel flowing from the down-leg snorkel first impinged on the bottom of the ladle, flowed along the bottom, and then upward along the right wall. The liquid steel directly flowed into the up-leg snorkel and part of liquid steel turned left, creating a recirculation eddy below the up-leg snorkel. Furthermore, gas bubbles rose along the wall of the up-leg snorkel, as shown in Figure 3(b). The gas columns expanded but remained as individual gas plumes. The average velocity of liquid steel at the exit of the down-leg snorkel was 1.05 m s−1, which was used to calculate the Reynolds number of desulphuriser particles in equation (7).
Effect of desulphuriser particle size
CaO-CaF2 desulphuriser was used for RH refining process and its composition is listed in Table 5. Tm is the melting point of the desulphuriser (°C), which was measured using a hemispherical melting-point instrument. Figure 4 shows the effect of the desulphuriser particle diameter on the sulphur content in steel as well as the desulphurisation ratio after 10 minutes of reaction. The powder injection rate was 150 kg min−1. The sulphur content in steel gradually decreased upon adding the desulphuriser. Decreasing the desulphuriser particle diameter considerably increased the reaction area between desulphuriser particles and liquid steel, promoting the desulphurisation process. Therefore, the sulphur content in steel was decreased. When the desulphuriser particle diameter decreased from 3.0 mm to 0.1 mm, the desulphurisation ratio after 10 minutes of reaction increased from 44.6% to 88.4%.
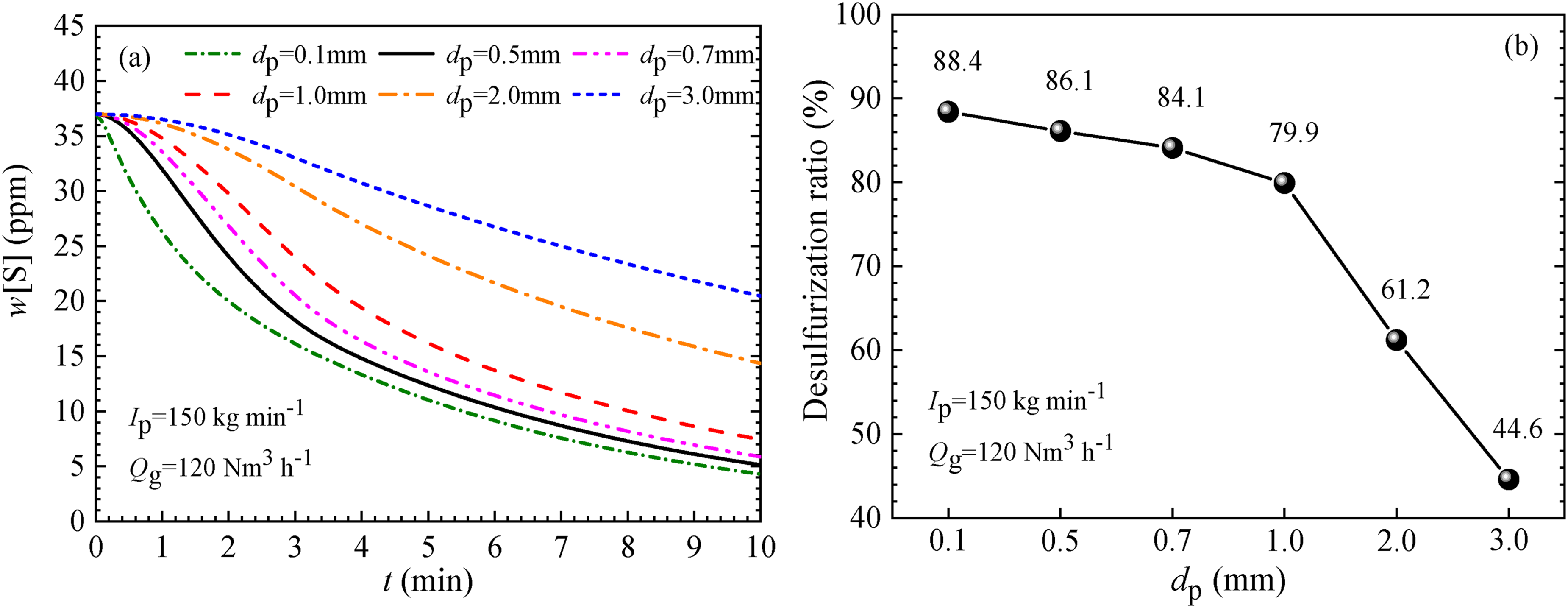
Effect of the desulphuriser particle diameter on (a) [S] content in steel and (b) desulphurisation ratio after 10 minutes of reaction.
Composition and melting point of the desulphuriser (wt-%).
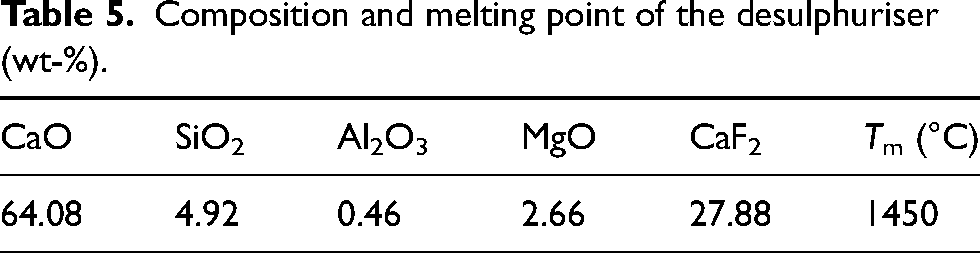
Figure 5 shows the effect of the desulphuriser particle diameter on the desulphurisation rate in liquid steel. The desulphuriser particle size had a great influence on the desulphurisation rate. The desulphurisation rate first increased and then decreased. The maximum desulphurisation rate corresponded to different reaction times. When the desulphuriser particle diameter was 0.1 mm, the desulphurisation rate rapidly increased to its maximum value of 13.39 ppm min−1 after 0.25 min of reaction and then gradually decreased. Because the sulphur content accumulated in desulphuriser particles, and the difference in its concentration between liquid steel and desulphuriser particles decreased. When the desulphuriser particle diameter was 0.5 mm, the maximum desulphurisation rate was 8.23 ppm min−1 for a reaction time of 1.3 minutes. When the diameter was increased to 3.0 mm, the desulphurisation rate gradually increased and reached its maximum value of 2.28 ppm min−1 at a reaction time of 3.15 minutes.
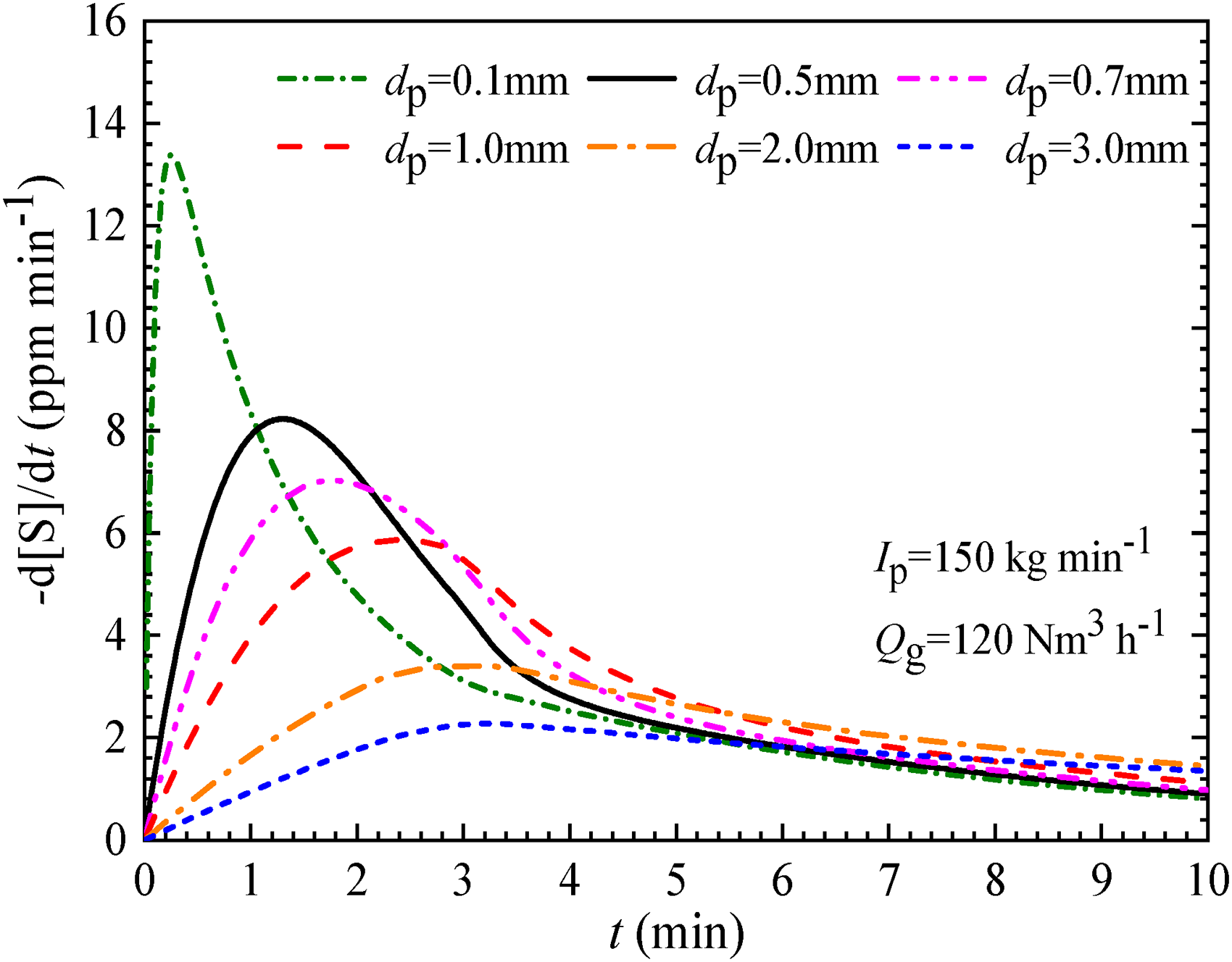
Effect of the desulphuriser particle diameter on the desulphurisation rate in liquid steel.
Effect of powder injection rate
Powder injection rate is an important parameter for the desulphurisation process. Figure 6 shows the effect of the powder injection rate on the sulphur content in steel and desulphurisation ratio after 10 minutes of reaction. The desulphuriser particle diameter was 3.0 mm. It can be seen that increasing the powder injection rate decreased the sulphur content in steel. When the powder injection rate increased from 100 to 250 kg min−1, the desulphurisation ratio increased from 32.8% to 62.2%. The increase in the powder injection rate improved the desulphurisation rate in liquid steel by increasing the reaction area between desulphuriser particles and liquid steel, as shown in Figure 7. When the powder injection rate was 100 kg min−1, a maximum desulphurisation rate of 1.60 ppm min−1 was achieved, which increased to 3.56 ppm min−1 as the powder injection rate was increased to 250 kg min−1. These findings indicated that higher powder injection rates accelerated the desulphurisation process.
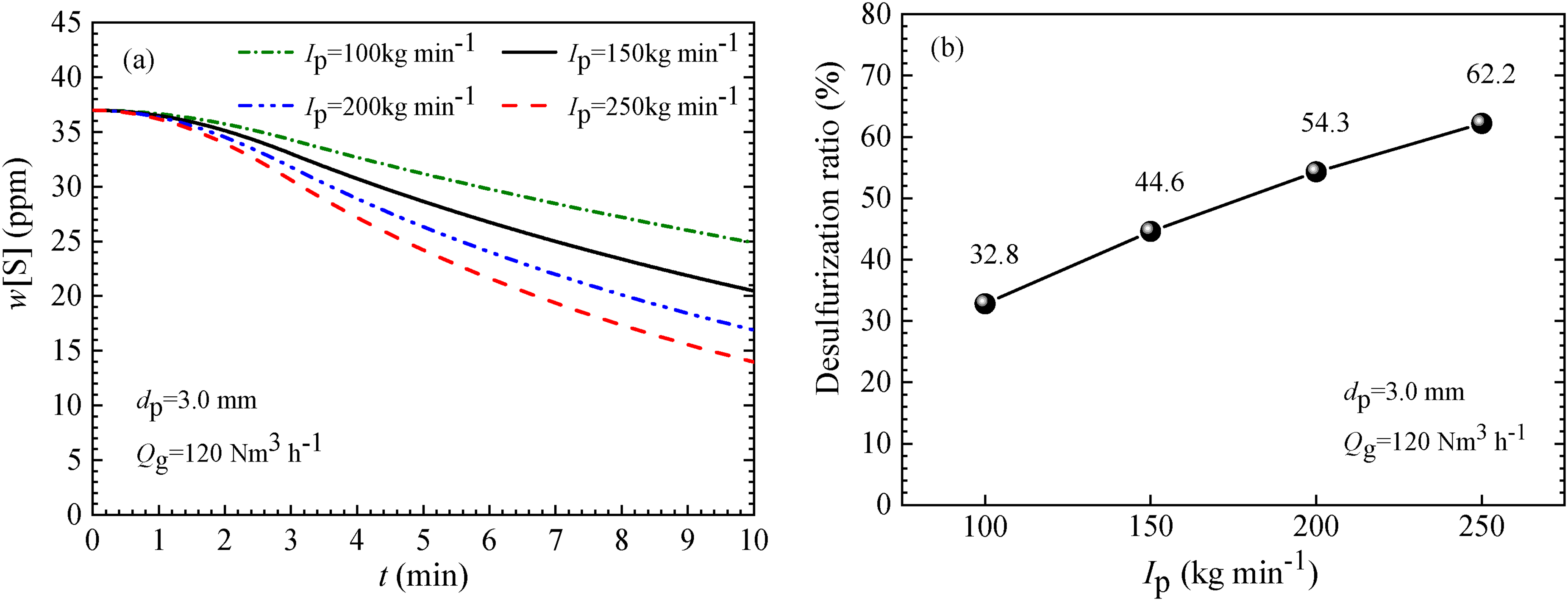
Effect of the powder injection rate on (a) [S] content in steel and (b) desulphurisation ratio after 10 minutes of reaction, using 3.0 mm desulphuriser particles.
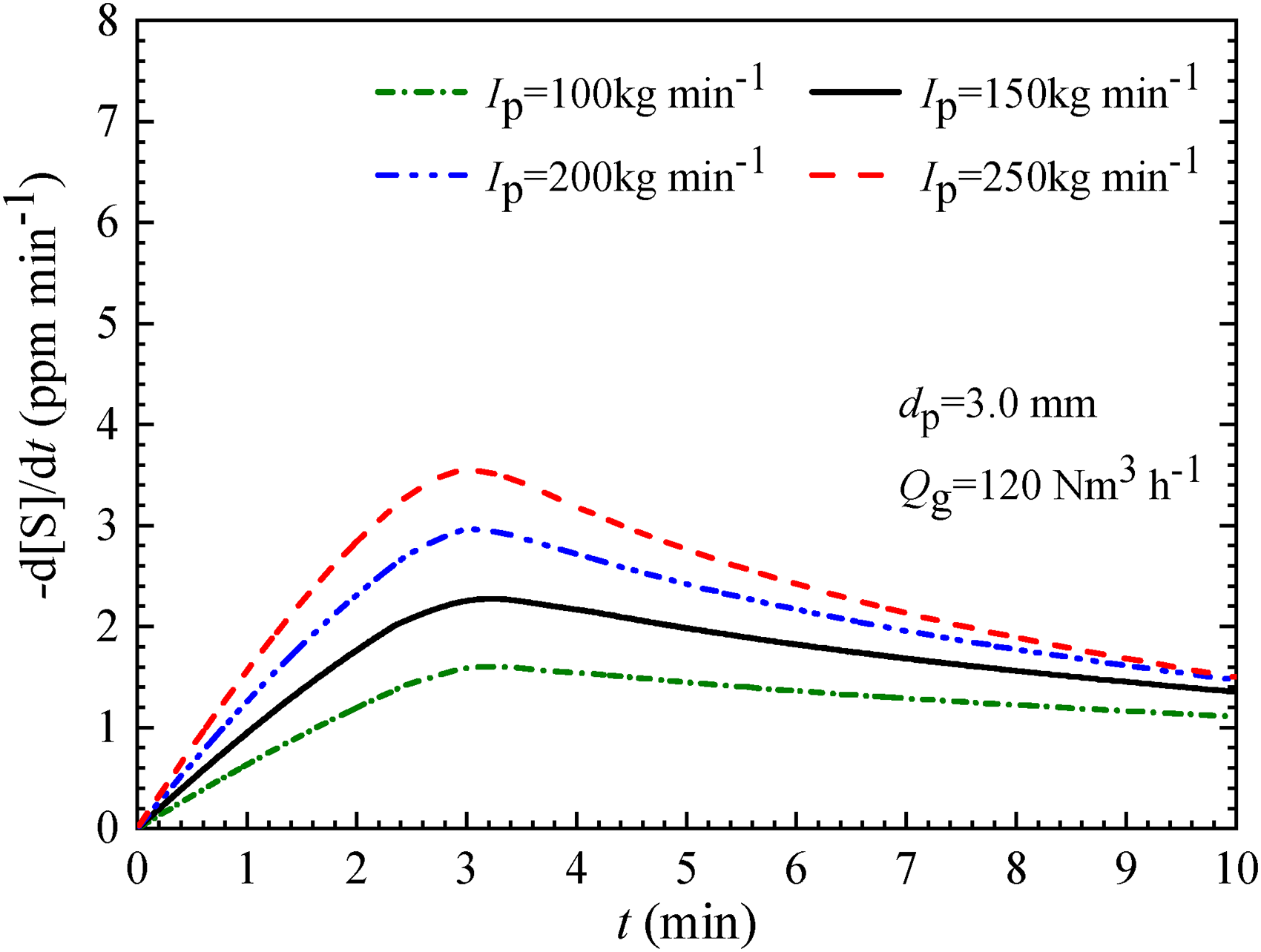
Effect of the powder injection rate on the desulphurisation rate in liquid steel, using 3.0 mm desulphuriser particles.
Figure 8 shows the effect of the powder injection rate on the sulphur content in steel and desulphurisation ratio after 10 minutes of reaction for 0.1 mm desulphuriser particles. The sulphur content in steel decreased with increasing the powder injection rate, and the desulphurisation ratio after 10 minutes of reaction increased from 81.8% to 93.6%. A considerably higher maximum desulphurisation rate was obtained using 0.1 mm desulphuriser particles than that using 3.0 mm desulphuriser particles, as shown in Figure 9. When the powder injection rate was varied from 100 to 250 kg min−1, the maximum desulphurisation rates reached 9.29, 13.39, 17.24, and 20.93 ppm min−1. Furthermore, the powder injection rate slightly affected the desulphurisation rate in liquid steel after approximately 2 minutes of reaction.
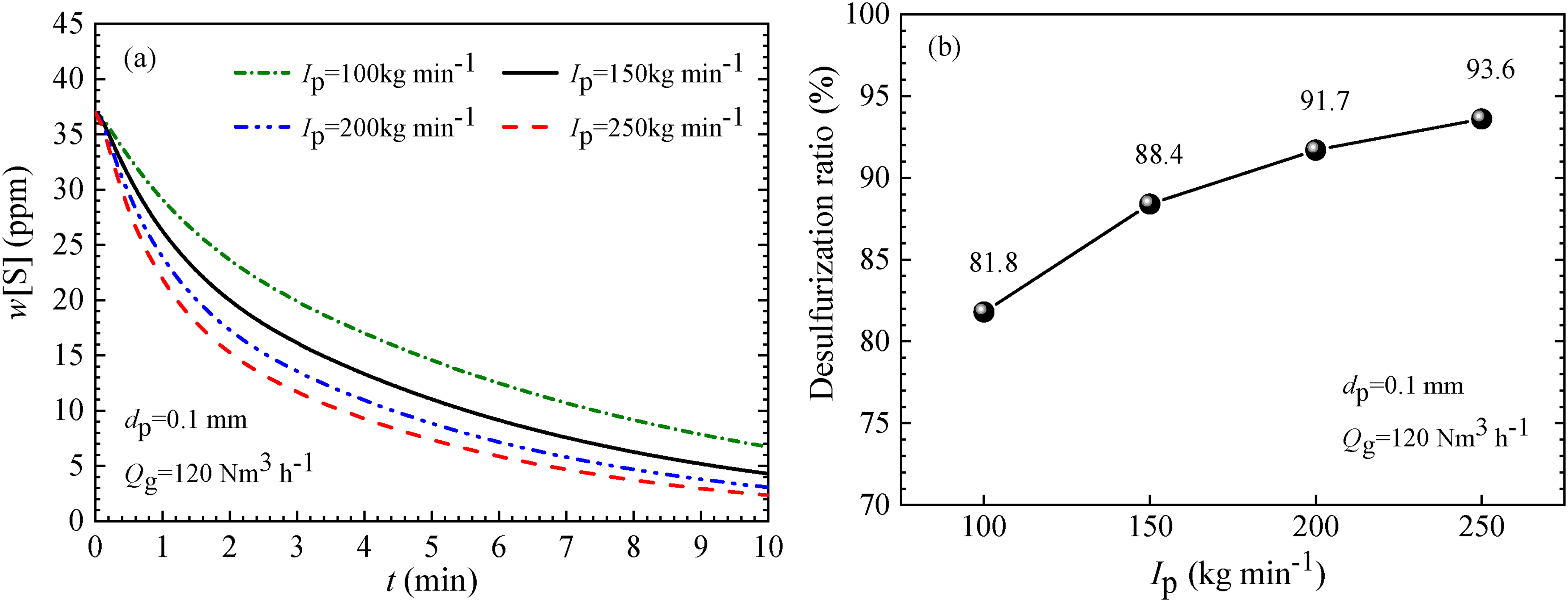
Effect of the powder injection rate on (a) [S] content in steel and (b) desulphurisation ratio after 10 minutes of reaction for 0.1 mm desulphuriser particles.
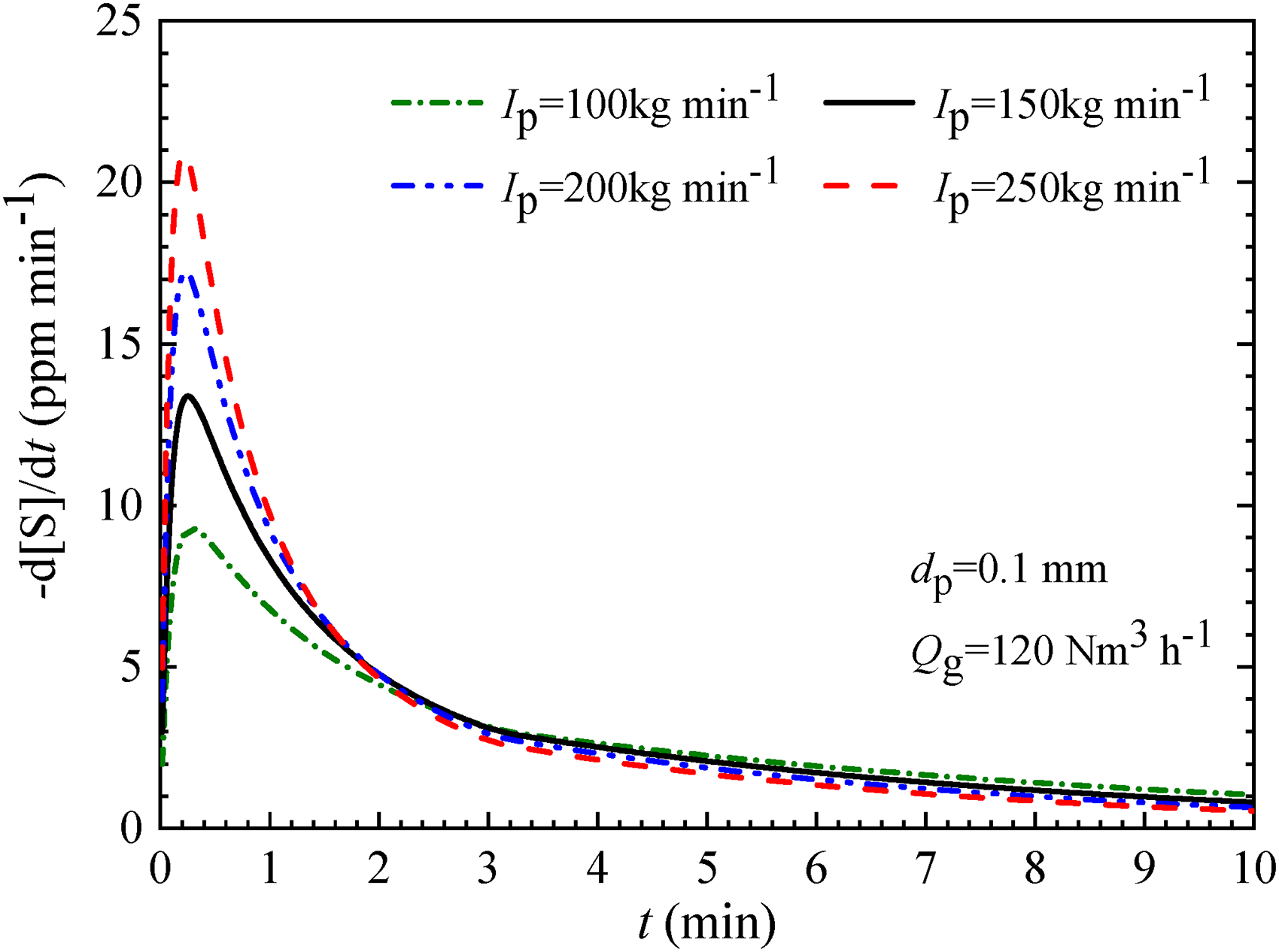
Effect of the powder injection rate on the desulphurisation rate in liquid steel for 0.1 mm desulphuriser particles.
Industrial application
In order to further verify the kinetic model, the sulphur contents during the desulphurisation process were obtained by analysing steel samples taken from industrial trials. Steel samples were taken at 10 minutes after adding the desulphuriser in the RH degasser. Figure 10 compares the measured and predicted sulphur contents in steel after 10 minutes of reaction. The desulphuriser particle diameters were 2.0 to 5.0 mm during actual RH refining process and its percentage was larger than 90%. For <2.0 and >5.0 mm desulphuriser particles, the percentage was <10%. During calculations, the desulphuriser particle diameter was set to 3.0 mm and the initial sulphur content in liquid steel at RH arrival was considered, as shown in Figure 1. The powder injection rate was determined by the total desulphuriser amount and total powder injection time. Figure 10 shows that several predicted results were slightly higher than the measured values. The discrepancy between these values was probably due to the sampling location and desulphuriser particle diameters. The transfer and distribution of sulphur in liquid steel were closely related to the fluid flow. Therefore, different locations within the RH degasser may correspond to different sulphur contents.13,17 Moreover, the desulphurisation process was also affected by the desulphuriser particle diameter, as shown in Figure 4. The desulphurisation ratio decreased when the desulphuriser particle diameter was >3.0 mm. Except for a few values, the predicted sulphur contents agreed well with the measured results.
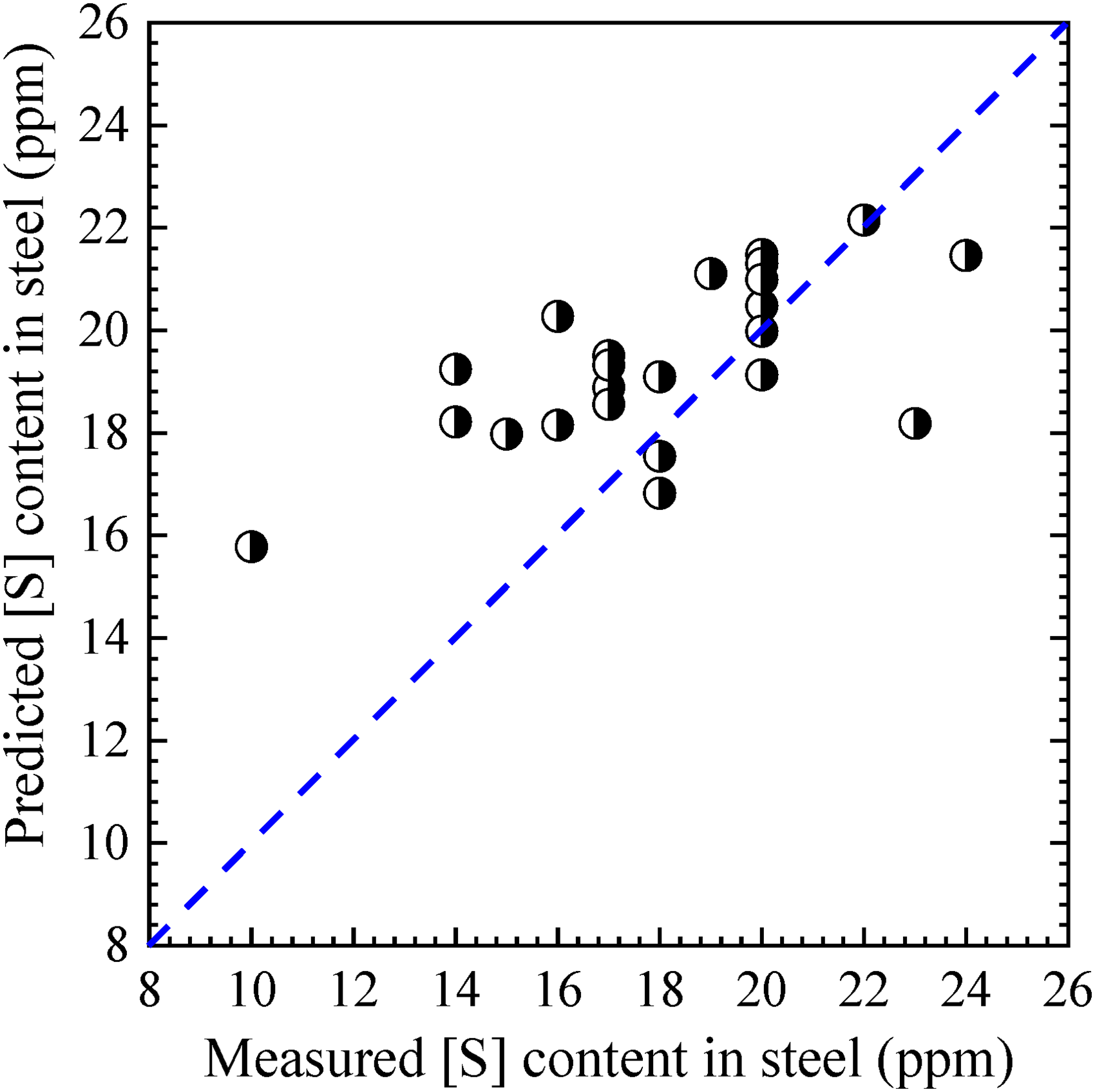
Comparison of measured and predicted [S] contents in steel after 10 minutes of reaction.
Effect of desulphuriser composition
For the desulphurisation reaction during RH refining process, the types of the desulphuriser were mainly the CaO-CaF2 system and CaO-SiO2-Al2O3 system.5,10,12,15 The effect of the desulphuriser composition on the desulphurisation process was investigated. Table 6 shows the compositions of different desulphurisers. The compositions of desulphurisers D1 to D5 were designed via thermodynamic calculations, and their melting points were measured using the hemispherical melting-point instrument. These values were lower than that of the present desulphuriser D7. Details for desulphuriser D6 were obtained from the study of She et al. 15 Table 7 shows the interaction coefficients of various elements in liquid steel at 1873 K, which were then used to calculate the activity coefficient of sulphur in liquid steel, as shown in equation (14).
Compositions of different desulphurisers (wt-%).
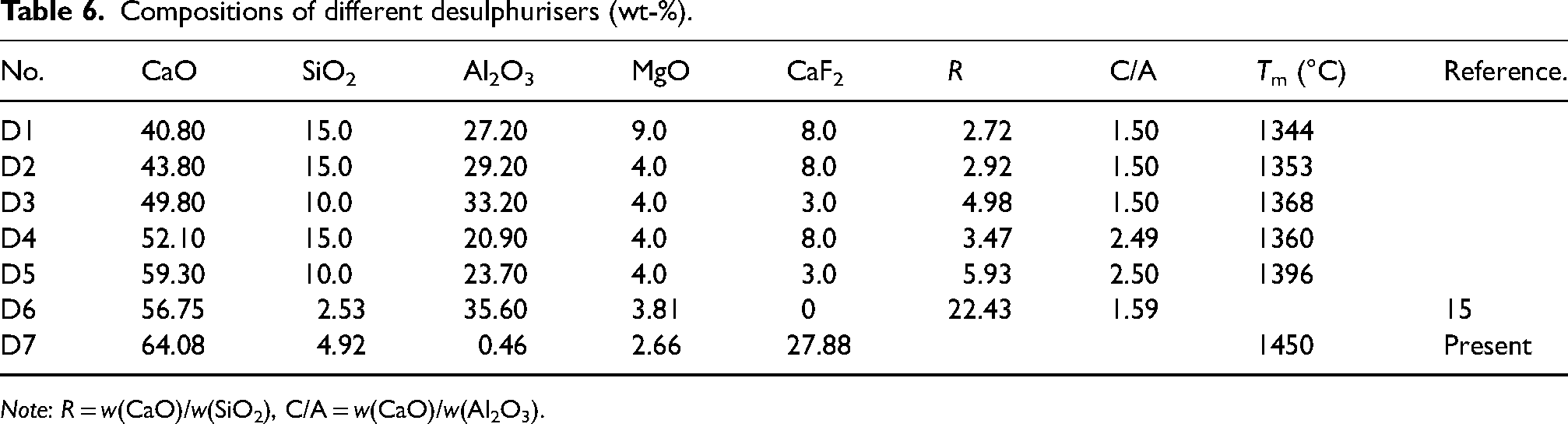
Note: R = w(CaO)/w(SiO2), C/A = w(CaO)/w(Al2O3).

Effect of desulphuriser basicity
Figure 11 shows the effect of the desulphuriser basicity on the sulphur content in steel and desulphurisation ratio after 10 minutes of reaction. The desulphuriser particle diameter and powder injection rate were 3.0 mm and 150 kg min−1, respectively. A higher basicity is beneficial for the desulphurisation process. The desulphurisation rate was slightly lower when the desulphuriser basicity was 2.72 compared with that when it was 2.92, as shown in Figure 12. The sulphur contents in steel changed almost similarly at both basicity, and the desulphurisation ratios were 10.2% and 11.1%, respectively. When the desulphuriser basicity was 4.98, the desulphurisation rate increased and the sulphur content in steel decreased. An increase in the desulphuriser basicity increased the sulphur capacity in equation (13) and improved the sulphur partition ratio between the desulphuriser and liquid steel. Moreover, the desulphurisation ratio increased from 11.1% to 23.1%.
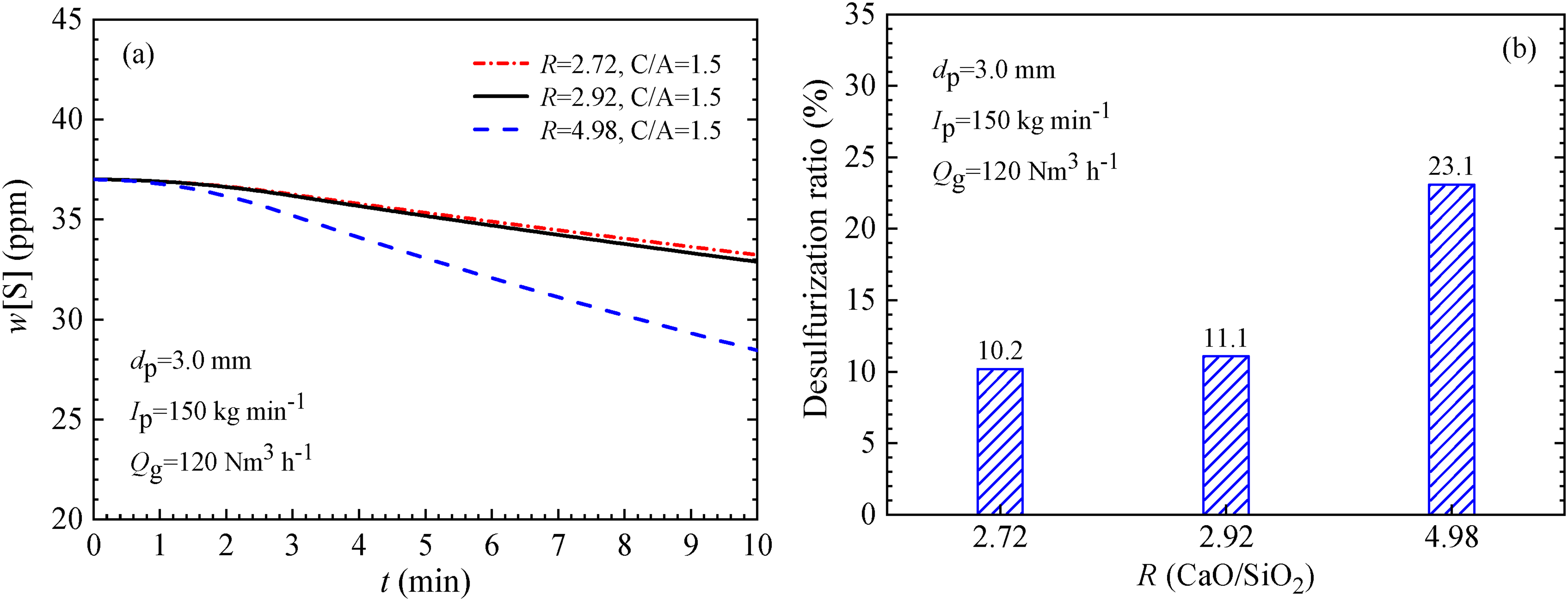
Effect of the desulphuriser basicity on (a) [S] content in steel and (b) desulphurisation ratio after 10 minutes of reaction.
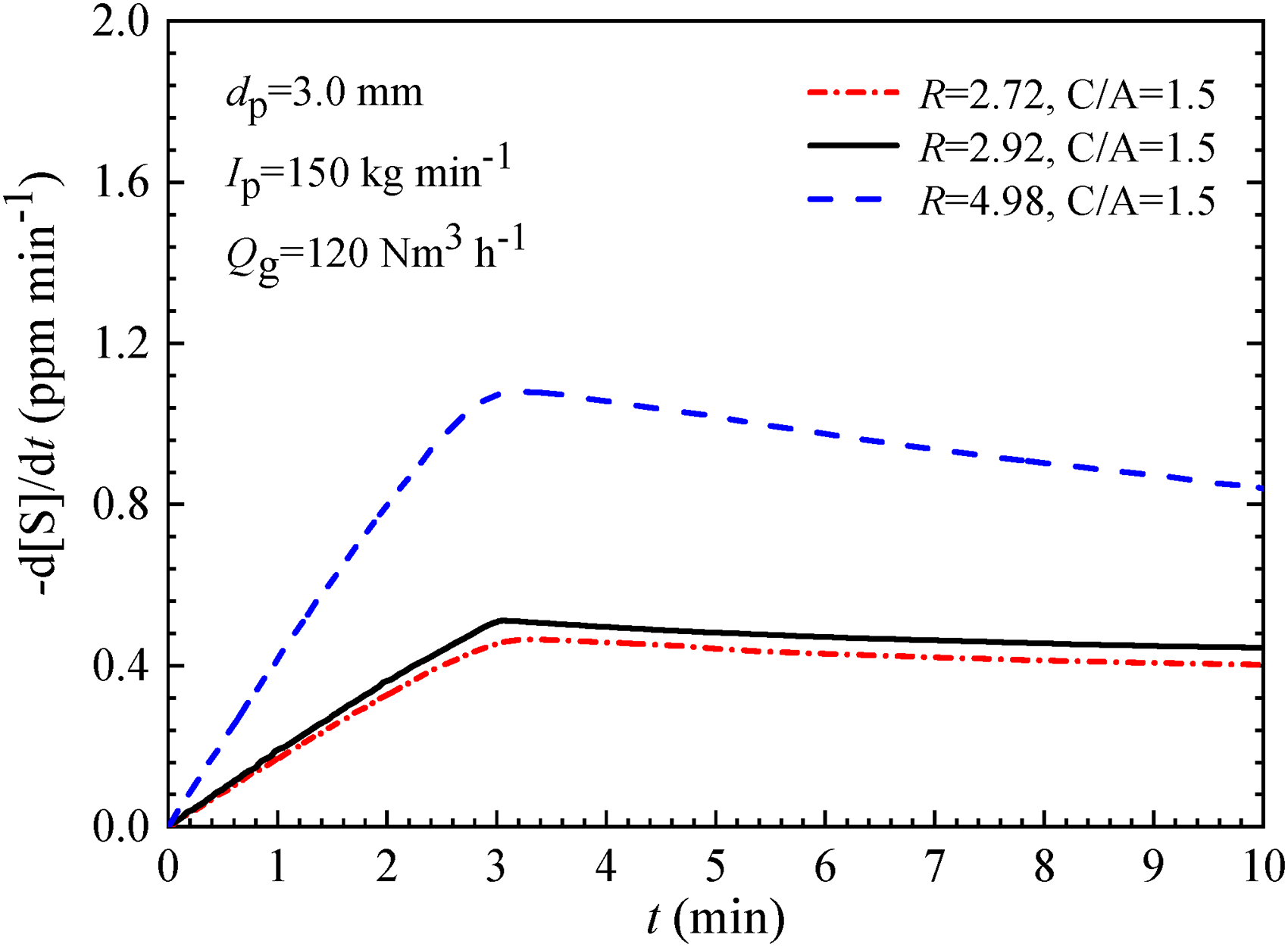
Effect of the desulphuriser basicity on the desulphurisation rate in liquid steel.
Effect of different types of desulphurisers
Figure 13 shows the effect of different types of desulphurisers on the sulphur content in steel and desulphurisation ratio after 10 minutes of reaction. As discussed in the “Effect of desulphuriser basicity” section, an increase in the desulphuriser basicity can accelerate the desulphurisation process. Compared with desulphuriser D4, the use of desulphuriser D5 considerably decreased the sulphur content in steel and increased the desulphurisation rate, as shown in Figure 14. Its maximum desulphurisation rate was 2.81 ppm min−1, 2.05 times that of desulphuriser D4. Moreover, the desulphurisation ratio increased from 28.6% to 52.1% using desulphuriser D5.
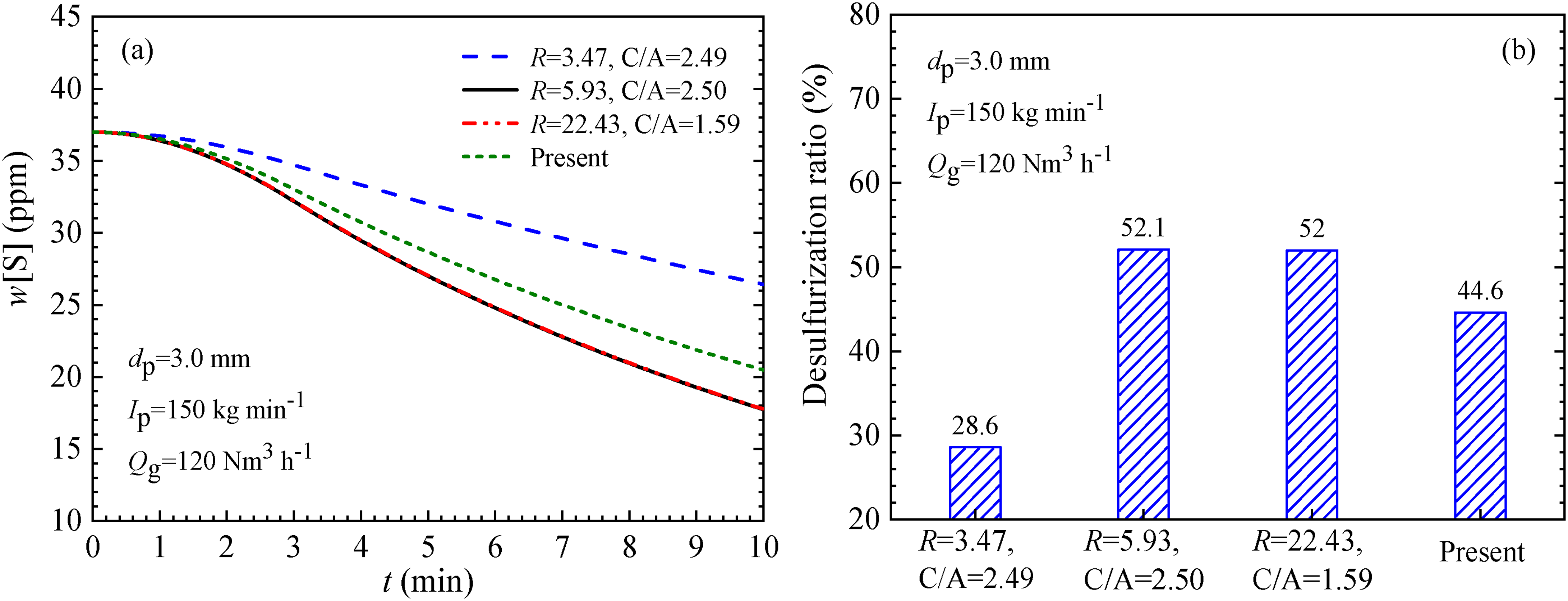
Effect of different types of desulphurisers on (a) [S] content in steel and (b) desulphurisation ratio after 10 minutes of reaction.
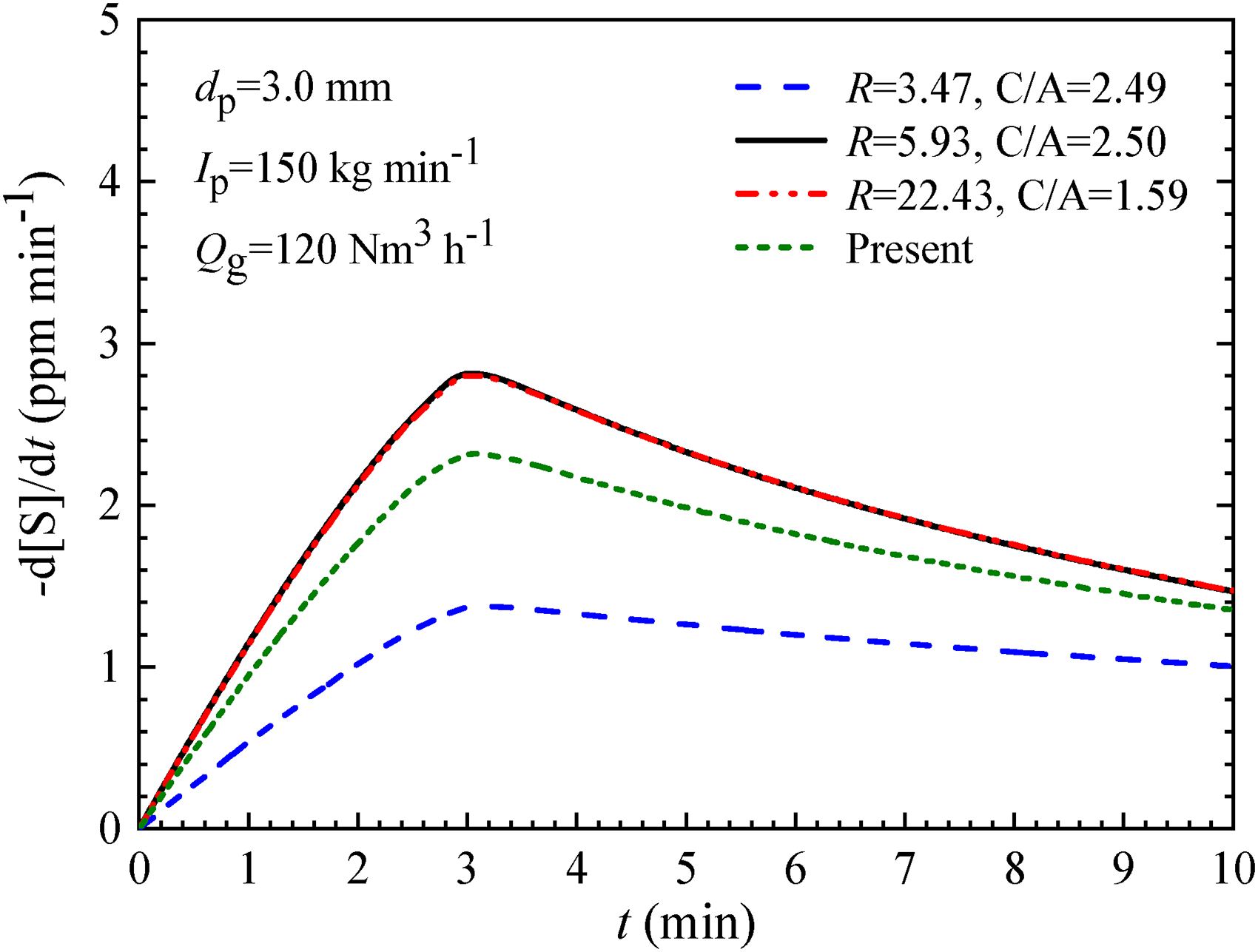
Effect of different types of desulphurisers on the desulphurisation rate in liquid steel.
It should be noted that using desulphuriser D6 exhibited a similar desulphurisation effect as desulphuriser D5. Compared with desulphuriser D5, the desulphuriser D6 had a high basicity and a low CaO/Al2O3 ratio. An increase in the CaO/Al2O3 ratio increased the sulphur capacity and sulphur partition ratio between the desulphuriser and liquid steel. This influence was similar to that of the desulphuriser basicity. Consequently, desulphurisers D5 and D6 had similar sulphur partition ratios. Due to its low sulphur partition ratio, the present desulphuriser D7 yielded a lower desulphurisation rate compared with desulphurisers D5 and D6, and the corresponding desulphurisation ratio decreased to 44.6%. These results will be extensively analysed in future studies. Moreover, the effect of adjusting CaO and CaF2 contents in desulphurisers on the desulphurisation process will be assessed, and industrial experiments will be conducted.
Conclusions
A kinetic model was developed to investigate the desulphurisation process by powder injection during RH refining process. The effects of the desulphuriser particle diameter, desulphuriser composition, and powder injection rate on the desulphurisation process were considered. The model applicability was validated by comparing its predicted results with experimental data from industrial trials. The conclusions were summarised as follows.
The desulphuriser particle diameter considerably influenced the desulphurisation process. By decreasing the desulphuriser particle diameter, the sulphur content in steel considerably decreased due to increased desulphurisation rate. When the desulphuriser particle diameter decreased from 3.0 to 0.1 mm, the desulphurisation ratio increased from 44.6% to 88.4%. Increasing the powder injection rate improved the desulphurisation rate and decreased the sulphur content in steel. For 3.0 mm desulphuriser particles, the desulphurisation ratio increased from 32.8% to 62.2% when the powder injection rate increased from 100 to 250 kg min−1. An increase in the basicity and CaO/Al2O3 ratio of desulphurisers was beneficial for increasing the sulphur capacity and improving the desulphurisation ratio. The desulphuriser used in this study yielded a lower desulphurisation ratio than the CaO-SiO2-Al2O3 desulphuriser.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for support from the National Natural Science Foundation of China (grant number 52274312) and the Anhui Provincial Natural Science Foundation (grant number 2308085Y36).