
Abstract
Extensive, continuous mining has depleted most tungsten deposits, leaving vast quantities of tailings that now represent a potential lean-grade hematite resource. The isothermal reduction kinetics of beneficiated tungsten mine tailings using boiler-grade coal as a reductant were investigated in the temperature range of 1273–1373 K. Reduction experiments demonstrated that both temperature and holding time strongly influence the extent of reduction, with a maximum fractional conversion (α) of 0.854 achieved after 60 min at 1373 K. XRD and SEM analyses confirmed sequential phase transformations from hematite to magnetite, wüstite, and ultimately metallic iron, with crack formation and spherical iron particles observed on the briquette surfaces. Kinetic modeling indicated a mixed-control mechanism: the contracting geometry (CG3) model predominated in the initial stages, while diffusion (D1) governed the later stages. The apparent activation energies were calculated to be 52.18 kJ/mol (CG3 stage) and 65.81 kJ/mol (D1 stage), indicating a higher energy demand for diffusion through the product layer. The findings provide the intrinsic mechanism for the reduction behaviour of beneficiated tungsten mine tailings-coal composite briquettes and demonstrate the potential of utilizing industrial boiler coal as a reductant in solid-state ironmaking.
Keywords
Introduction
Global mineral demand continues to climb, driving a steady rise in tailings generation. Tailings rich in hazardous minerals and heavy metals pose major environmental threats, 1 and failures of storage facilities can have severe impacts on nearby communities. These risks have intensified global efforts toward safer tailings management and value recovery. 2 Wolframite (Fe,Mn)WO4 is the main tungsten mineral, and tungsten remains a critical strategic metal used in aerospace, EV batteries, and high-temperature alloys, formally listed by the U.S. as a critical non-fuel mineral in 2018. Because workable tungsten ores contain only 0.1%–1% WO3, their processing produces massive waste streams: nearly 9 tonnes of tailings for every tonne of concentrate.3,4 Rapid depletion of primary tungsten deposits has left vast tailings accumulations that, once discarded, are now recognised as a valuable secondary source particularly for their lean-grade hematite resources. 5
The primary raw material for the production of iron and steel is high-quality iron ore. The Indian Steel Policy states that approximately 450 million tons of high-grade ore will be needed to meet the target of 300 MTPA crude steel production by 2030. 6 In contrast, India has extensive low-grade iron ore reserves but limited high-grade hematite reserves. Low-grade iron ores cannot be used directly in ironmaking because the quartz and iron phases are closely intermixed in fine layers (<75 μm). 7 For medium-grade ores (Fe∼50%–60%), simple washing and magnetic separation are usually enough to produce pellet-grade concentrate. However, low-grade ores need advanced methods like carbothermal roasting or microwave treatment to make them suitable for blast furnace operations8,9; therefore, considerable attention has been directed toward developing direct reduced iron (DRI) technology that utilizing low-grade ores and non-coking coals as an alternative source of iron. Approximately 90% of DRI is currently produced through gas-based processes, such as MIDREX and HYL III, primarily in regions with low-cost natural gas. Meanwhile, coal-based DR methods using rotary kilns or rotary hearth furnaces are attracting global interest because they can efficiently use low-grade iron ore and non-coking coal in a composite agglomerate.10–12
Several studies have explored the mechanism and kinetics of carbothermic reduction of iron oxides in composite agglomerates, which are primarily governed by CO availability, with carbon gasification as the rate-limiting step. Studies show that the CO2/CO ratio increases during reduction, the activation energy drops as the reaction progresses and Fe2O3 reduces to FeO faster than FeO to Fe due to favourable equilibrium conditions.13,14 A novel isothermal reduction technique was investigated using volatiles from non-coking coal pyrolysis to reduce agglomerated iron ore at 1050°C–1200°C. The process was mainly controlled by gas diffusion in the early low-temperature stages and the activation energy ranged between 49 and 51 kJ/mol. 15 Solid-state reduction kinetics of self-reduced pellets from low-grade iron ore revealed that reduction followed a first-order autocatalytic reaction mechanism within 900°C–1100°C, with the apparent activation energy as 237 kJ/mol. 16 A kinetic study of iron oxide pellets using a high-fixed-carbon, low-ash coal (1273–1673 K) revealed that fractional reduction increases with temperature, making temperature the most influential factor. The reaction mechanism shifts from mixed control (carbon gasification and interfacial reaction) in the early stage to interfacial control in the later stages. The apparent activation energies were 66.39–75.64 kJ/mol for fractional conversions below 0.5 and 80.98–85.37 kJ/mol above 0.5. 17 It has been reported that composite pre-reduced pellets prepared from uniformly sized iron ore fines and non-coking coal or coke were tested at three different temperatures. The results indicated that the degree of reduction increased with increasing temperature, reaction time, and carbon content. 18 The direct reduction of iron ore pellets using syngas generated from biomass pyrolysis and gasification was studied within the temperature range of 1123–1223 K. The findings showed that the reaction rate increases with temperature, and the activation energy was determined to be 104.76 kJ/mol. 19
While the reduction of rich-grade hematite ore with gaseous reductants and coke has been widely studied, the use of briquetted beneficiated tungsten mine tailings combined with industrial boiler-grade coal as a reductant has not been reported previously. The present study investigates the reduction behaviour of beneficiated tungsten mine tailings, containing ∼6 wt.% SiO2 with particular focus on isothermal kinetics using boiler-grade coal at elevated temperatures. The beneficiated ore was selected for its industrial relevance, as the depletion of high-grade ores compels steel producers to utilize low-grade silica-rich resources. Its novelty lies in examining the tungsten mine tailings as a hematite resource and boiler-grade coal as a reductant for the direct reduction. It also identified the mixed control mechanism (CG3→D1) transitions among different kinetic models across successive reduction stages in the 1273–1373 K range, thereby yielding a new understanding of activation energies and associated phase transformations.
Materials and methods
Briquette preparation
Tungsten mine tailings beneficiated by the jigging process, assaying 81.32% Fe2O3, were employed as the raw material for briquette formation. 20 The briquettes were prepared using a stoichiometric mixture of boiler-grade coal (28.08% fixed carbon), 4% bentonite, 4% molasses, 2% water, and iron oxides. The constituents were thoroughly blended and compacted under a hydraulic pressure of 50 MPa to form cylindrical briquettes weighing approximately 10 g, with a diameter of 25 mm and a height of 10 mm. The green briquettes were subsequently dried overnight, resulting in brown briquettes.
Reduction experiments
The brown briquettes were subjected to carbothermic reduction in a PID-controlled tube furnace over the temperature range 1273–1373 K at 50 K intervals for six durations (5, 10, 20, 30, 45, and 60 min). The extent of reduction (EOR) was determined from the weight loss of the samples. The kinetic behaviour was assessed by fitting the experimental data to theoretical kinetic models. After reduction, the briquettes were cooled under ambient conditions and weighed again to determine the weight loss. The extent of reduction (EOR) was calculated using the formula:

Isothermal reduction kinetic study
Briquettes were reduced isothermally in a tube furnace at 1273–1373 K for 5–60 min. Samples placed in Inconel cylinders were sealed after reduction to prevent reoxidation, cooled to room temperature and reweighed to determine weight loss. The standard gas-solid reaction mechanisms considered for isothermal kinetic studies are described below21,22:












In the above kinetic models D, CG, and R denote diffusion, contracting-geometry, and chemical-reaction-controlled mechanisms, respectively. For any mechanism the general rate expression is given as:

Where α is the fractional conversion, g(α) is the functional form representing the reaction mechanism, t is the reaction time, and k is the rate constant. At α = 0.5, the equation becomes: g(α)0.5 = kt0.5 14 where t₀.₅ is the time required to achieve 50% conversion. Dividing equation (13) by equation (14) gives: g(α) / g (α)0.5 = t/t0.5 15. Here, θ is a dimensionless parameter, also referred to as the reduced time. A schematic flowchart of the experimental procedure is shown in Figure 1.
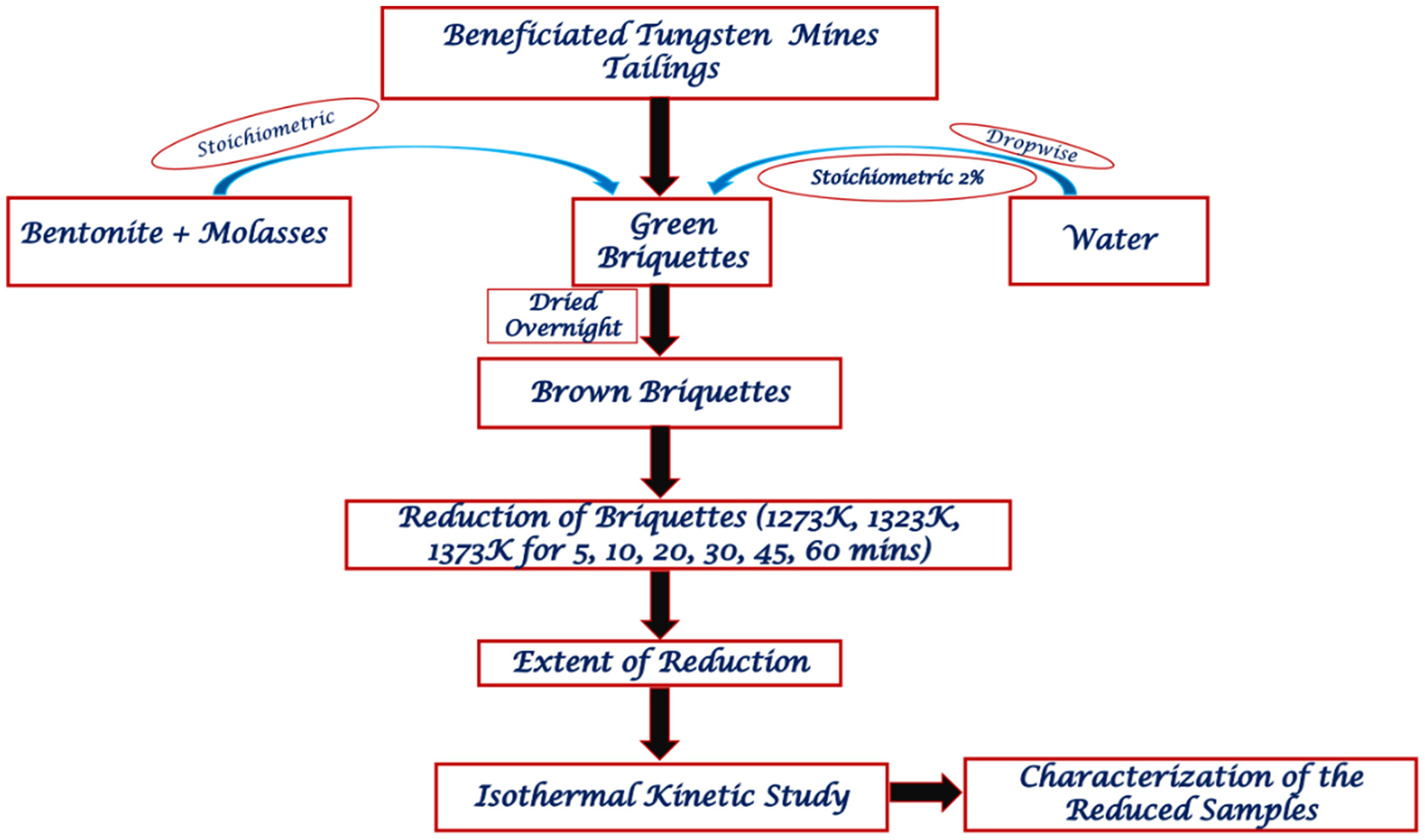
Flowchart of the experimental procedure (briquettes dried at 100°C for 1 h prior to reduction).
Characterization techniques
Characterization was performed to understand the structure and properties of the samples. Surface morphology and elemental composition were examined using a ZEISS EVO 18 field emission scanning electron microscope equipped with energy-dispersive X-ray analysis (FESEM-EDAX). Thermogravimetric-differential thermal analysis (TG-DTA) of the boiler-grade coal was performed using a Perkin-Elmer instrument. Phase identification was carried out by X-ray diffraction (XRD) on a Rigaku Ultima-III diffractometer with a Cu-Kα target (λ = 1.5418 Å). The chemical composition of the samples was determined by wavelength-dispersive X-ray fluorescence (WDXRF) using a MagiX2424 PANalytical Super Q system.
Result and discussion
Characterization of raw materials
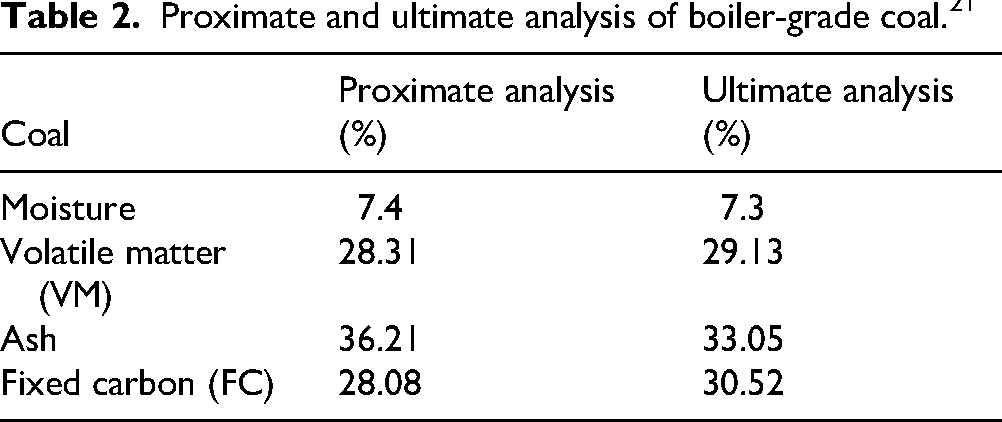
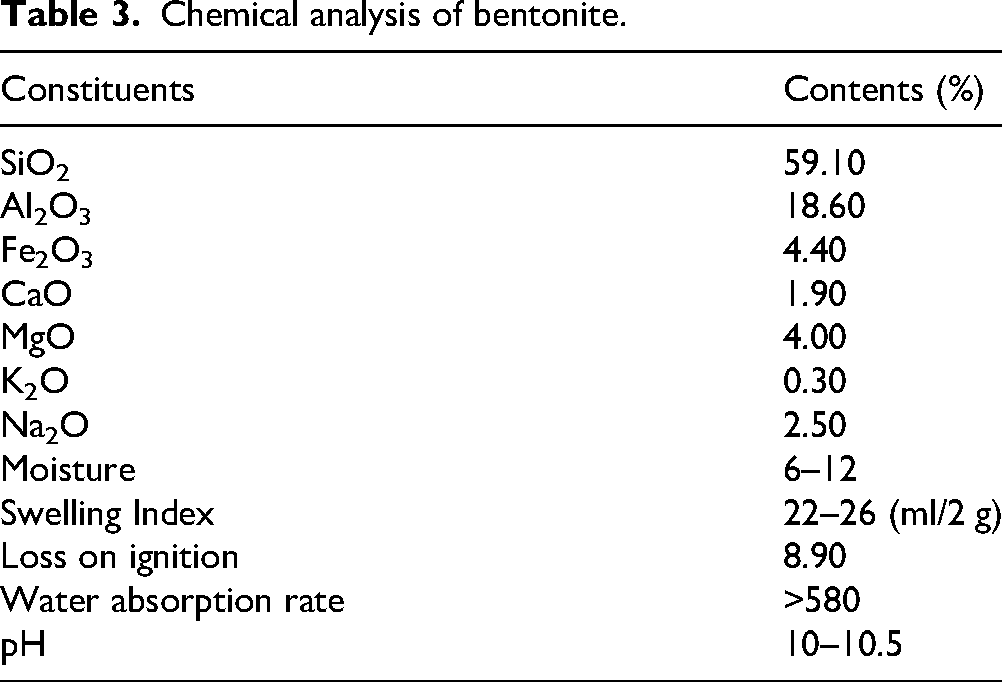
The chemical composition of the beneficiated tungsten mine tailings shown in Table 1, indicates iron, quartz, and alumina as the major gangue minerals present in the ore body. WDXRF analysis of the beneficiated ore shows that iron is predominantly present as hematite, with an estimated mass fraction of 54.93 wt.% Fe accompanied by relatively high levels of silica and alumina. Proximate and ultimate analysis (Table 2) shows that the non-coking coals contain 28.08 wt.% fixed carbon and 28.31 wt.% volatile matter, along with their respective moisture and ash contents. TG-DTA of the coal from ambient temperature to 1000°C in nitrogen ambience (Figure 2) shows an initial 7%–8% mass loss at 100°C–110°C due to moisture removal. A sharp onset of weight loss occurs near 400°C indicating coal pyrolysis with most volatiles released between 400°C and 600°C. Thereafter, a slow steady loss up to about 900°C reflects the removal of residual volatiles. Table 3 presents the chemical analysis of bentonite and the results confirm that it is mainly composed of silica and alumina with smaller proportions of other oxides.
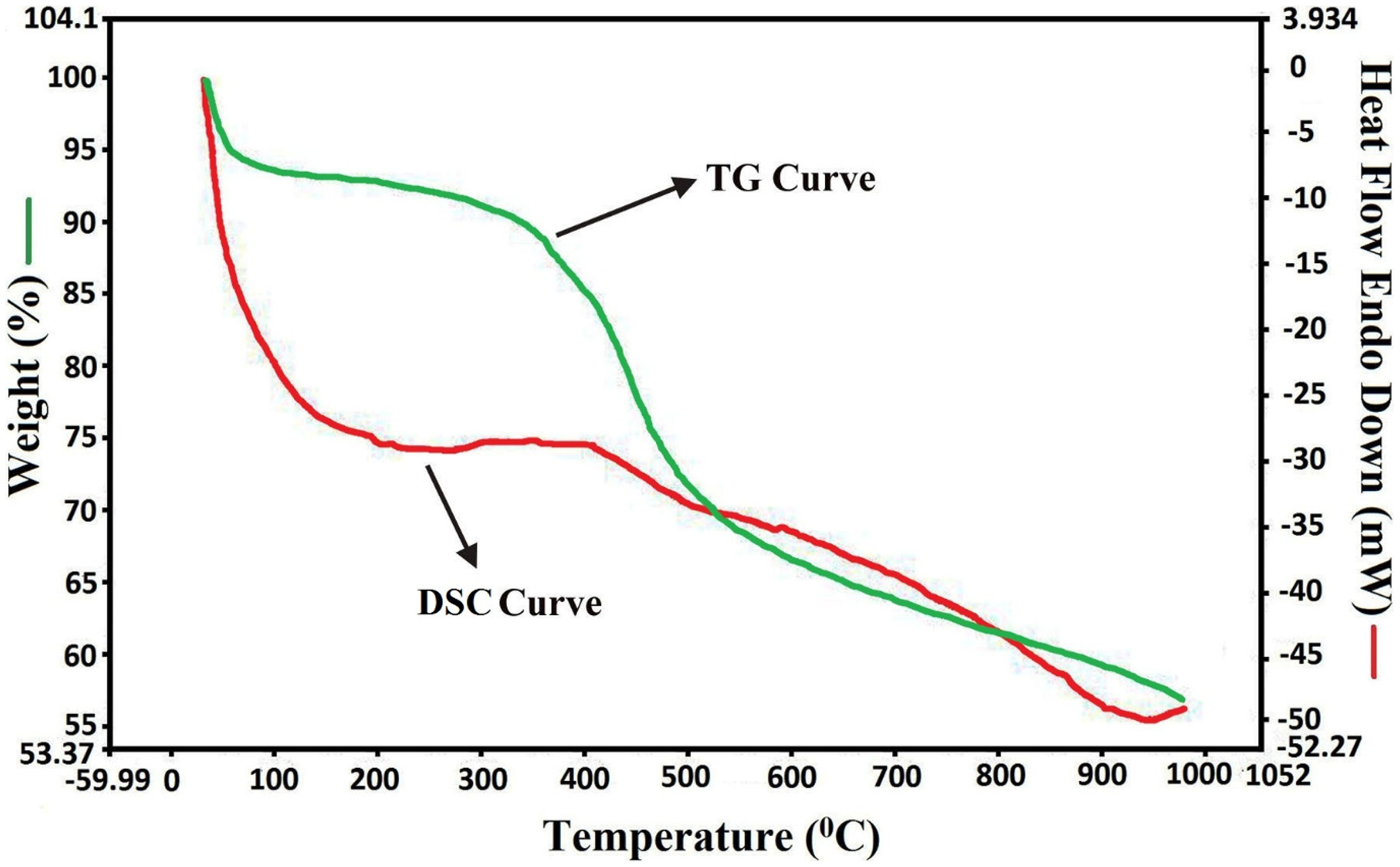
TG-DTA analysis of boiler-grade coal. 21
WDXRF analysis of beneficiated tungsten mine tailings by wt. (%).

Proximate and ultimate analysis of boiler-grade coal. 21
Chemical analysis of bentonite.
XRD analysis of reduced briquettes
Figure 3(a) presents the XRD patterns of beneficiated tungsten mine tailings-coal composite briquettes reduced at 1273–1373 K for 10 min. Across all temperatures, weak metallic iron peaks were detected, along with pronounced SiO2 peaks from coal ash. The diffractogram indicates that hematite (Fe2O3) has been partially converted to magnetite (Fe3O4) accompanied by the appearance of intermediate phases such as kyanite (Al2SiO5) which is due to the chemical interaction between FeO and SiO2-Al2O3 phases. At 30 min a broad and intense iron peak became evident suggesting that hematite decomposes into FeO and is subsequently reduced to metallic Fe at elevated temperatures. At this stage the iron peak is so dominant that most other phases are barely visible indicating improved crystallinity and the growth of metallic iron grains as shown in Figure 3(b). These results indicate that the reduction kinetics of briquettes are rapid within the first 30 min. 23 The phase values were verified against the standard JCPDS reference data [JCPDS card nos:– 01-074-1811, 01-074-1910, 01-072-1441, 01-089-7194].
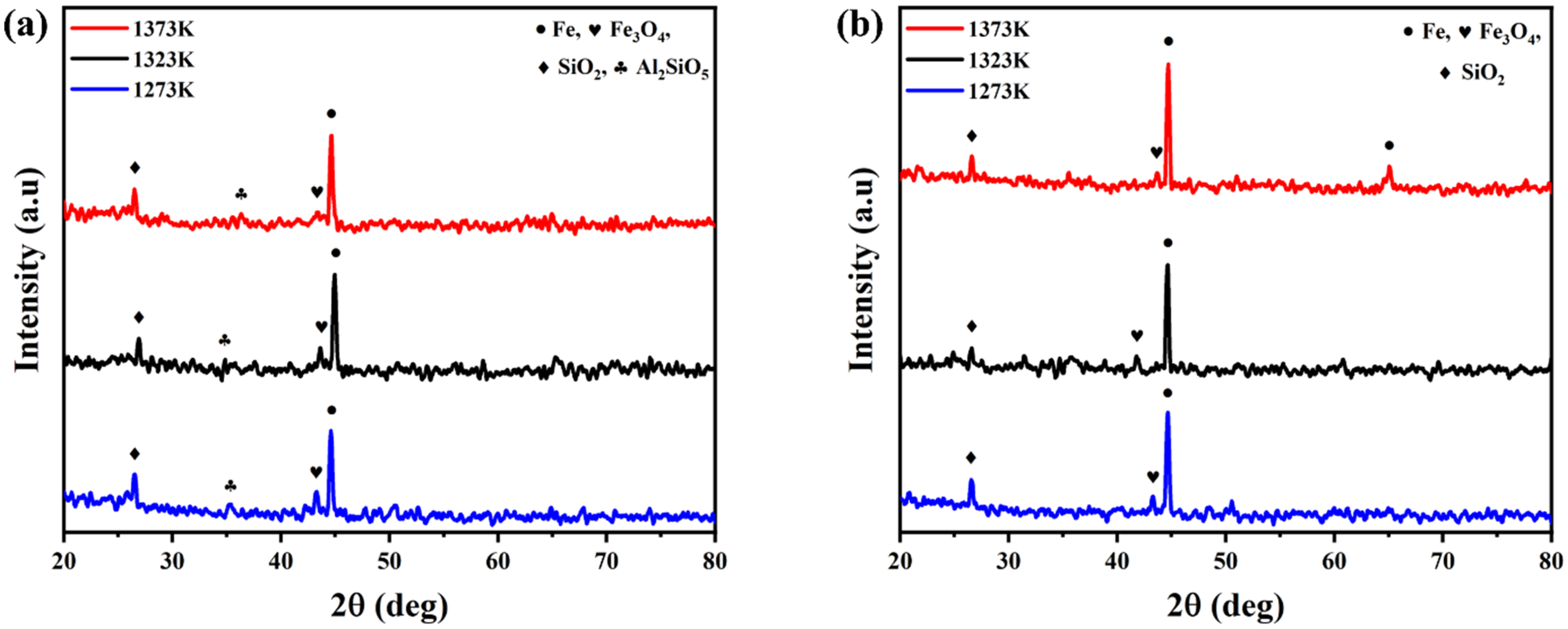
XRD of reduced briquettes at 1273–1373 K for (a) 10 min, (b) 30 min.
SEM analysis of reduced briquettes
Figure 4(a) and (b) presents the SEM images of briquettes reduced at 1273 and 1373 K for 10 and 30 min. It revealed the presence of spherical iron particles on the surface of reduced briquettes whose morphology was strongly influenced by temperature. During reduction metallic iron forms and undergoes recrystallization and sintering leading to the development of porous layers within the briquettes. The reduced briquettes predominantly exhibit iron fibres while iron whisker growth is limited due to the presence of gangue phases (Al2O3 and SiO2), which hinder iron diffusion and suppress whisker formation. At 1373 K large aggregates of iron particles formed due to higher reducibility and sufficient carbon supply. At 1323 K finer spherical particles were distributed across the surface. At 1273 K the ore was only partly reduced and small iron particles began forming along with remaining oxides. 24 Thermal treatment generated numerous random cracks within the matrix as illustrated in Figure 4(b); this occurs because selective heating of different phases during treatment leads to unequal thermal expansion of grains, creating localized stresses and damage. Such cracks are expected to promote partial liberation of iron values, thereby improving both iron grade and recovery. 25
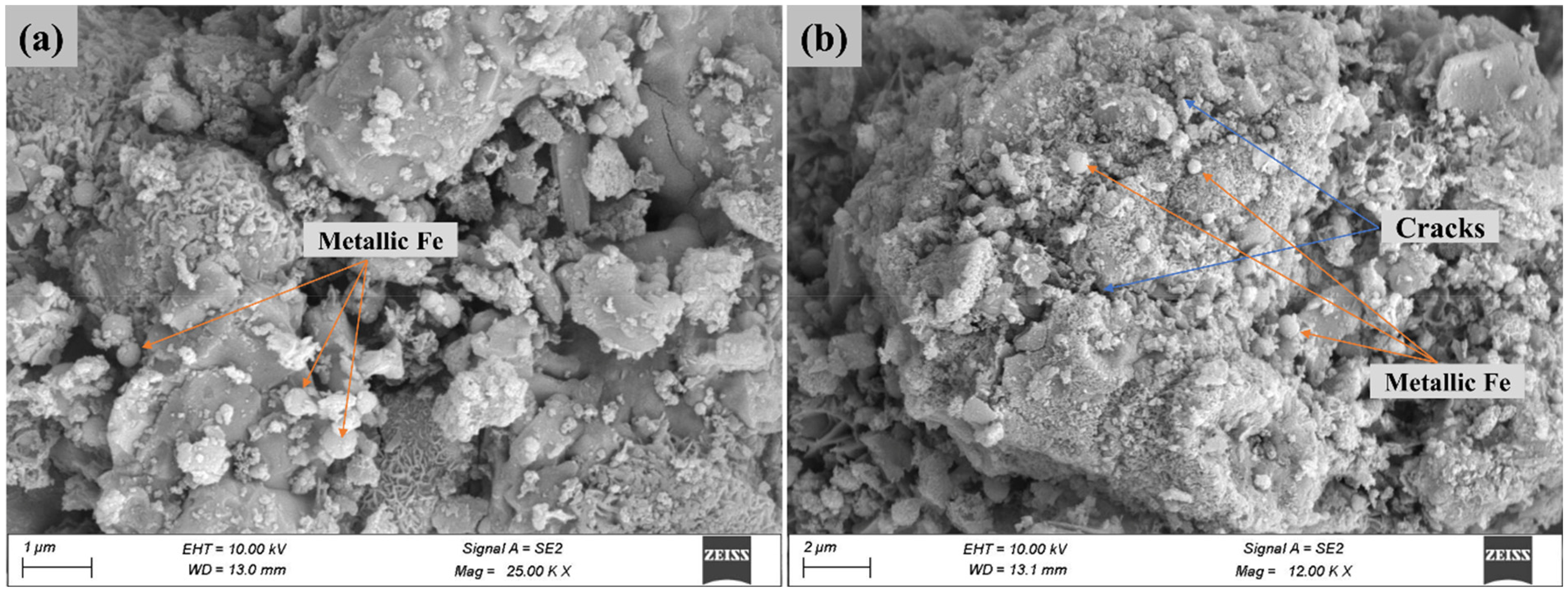
SEM image of reduced briquettes at 1273–1373 K for (a) 10 min; (b) 30 min.
Effect of temperature and time on beneficiated tungsten mine tailings briquettes
The reduction tests revealed that the weight loss of the sample is influenced by both temperature and holding time. The variation of weight loss with time in the temperature range of 1273–1373 K is illustrated in Figure 5. The percentage weight loss can be expressed as
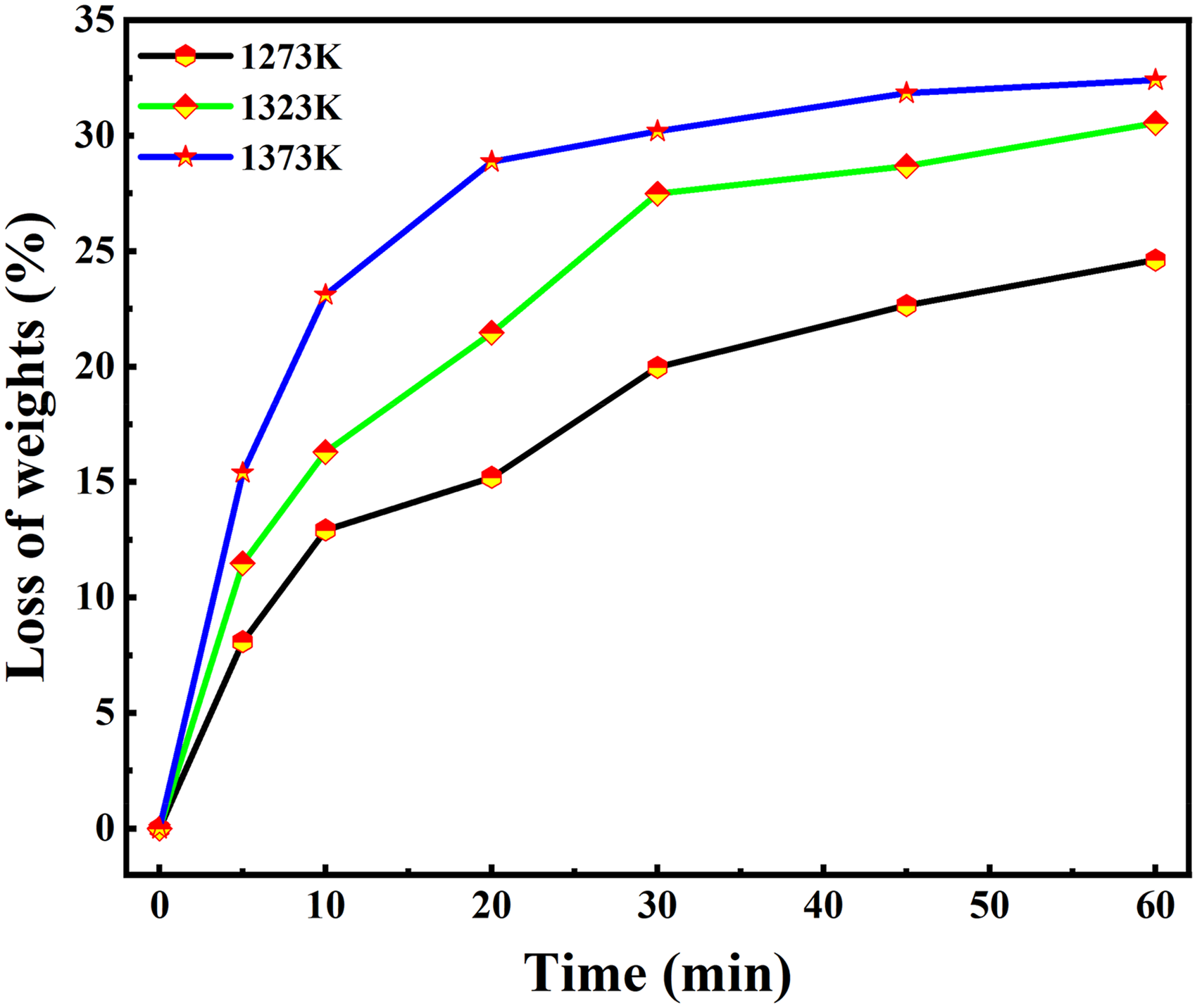
Loss of weights vs time for reduced briquettes at various temperatures and times.
Where Mo and Mt represent the initial and final weights of the briquettes after a reduction time of t minutes, an increase in temperature and holding time enhances the extent of reduction. To evaluate the extent of reduction (EOR), the overall weight loss of the briquettes must be considered which accounts for the removal of oxygen from the ore decomposition of binder (bentonite) and volatile matter and fixed carbon of boiler-grade coal. At 1273 K the briquettes showed weight losses of 8.08% and 24.62% after 5 and 60 min, while at 1373 K, the corresponding values increased to 15.4% and 32.41%, respectively.
Phase transformation during the reduction of hematite ore briquettes
As the reduction temperature increases, the Fe2O3 peak diminishes, and metallic iron is formed with the reduction proceeding through sequential reactions represented by Equations (1) to (9). Magnetite appears as an intermediate phase. In the initial stage, hematite is directly reduced by solid carbon at a relatively slow rate, after which faster indirect reduction occurs. As noted earlier gases generated through coal volatilization and char gasification (Equations (8) and (9)), namely CO and H2, play an active role in the indirect reduction of hematite-coal briquettes. Above 1113 K Fe3O4 is first reduced to FeO, which is subsequently reduced to metallic iron through both direct reactions with carbon and indirect reactions involving CO and H2.15,26








Isothermal kinetic study of reduction
In metallurgical and chemical industries, reduction kinetics holds significant importance in optimizing process performance enhancing material properties and promoting more sustainable operations. In this isothermal kinetic study, the symbol α denotes the fractional extent of reduction (EOR), and is defined by the relation α = Wt/Wo.
In this context, Wo represents the theoretical amount of oxygen that can be removed during the complete reduction of Fe2O3 in tungsten mine tailings. In contrast, Wt denotes the actual weight loss resulting from oxygen removal during the reduction of tungsten mine tailings. It is possible to represent the parameter α as a function of time. The experimental variation of α over time is shown in Figure 6, which indicates that higher reduction temperatures yield larger α values. A maximum decrease of around 0.854 was attained in 60 min at 1373 K. The relationship between the fractional extent of reduction α and time t for a given mechanism can be expressed as
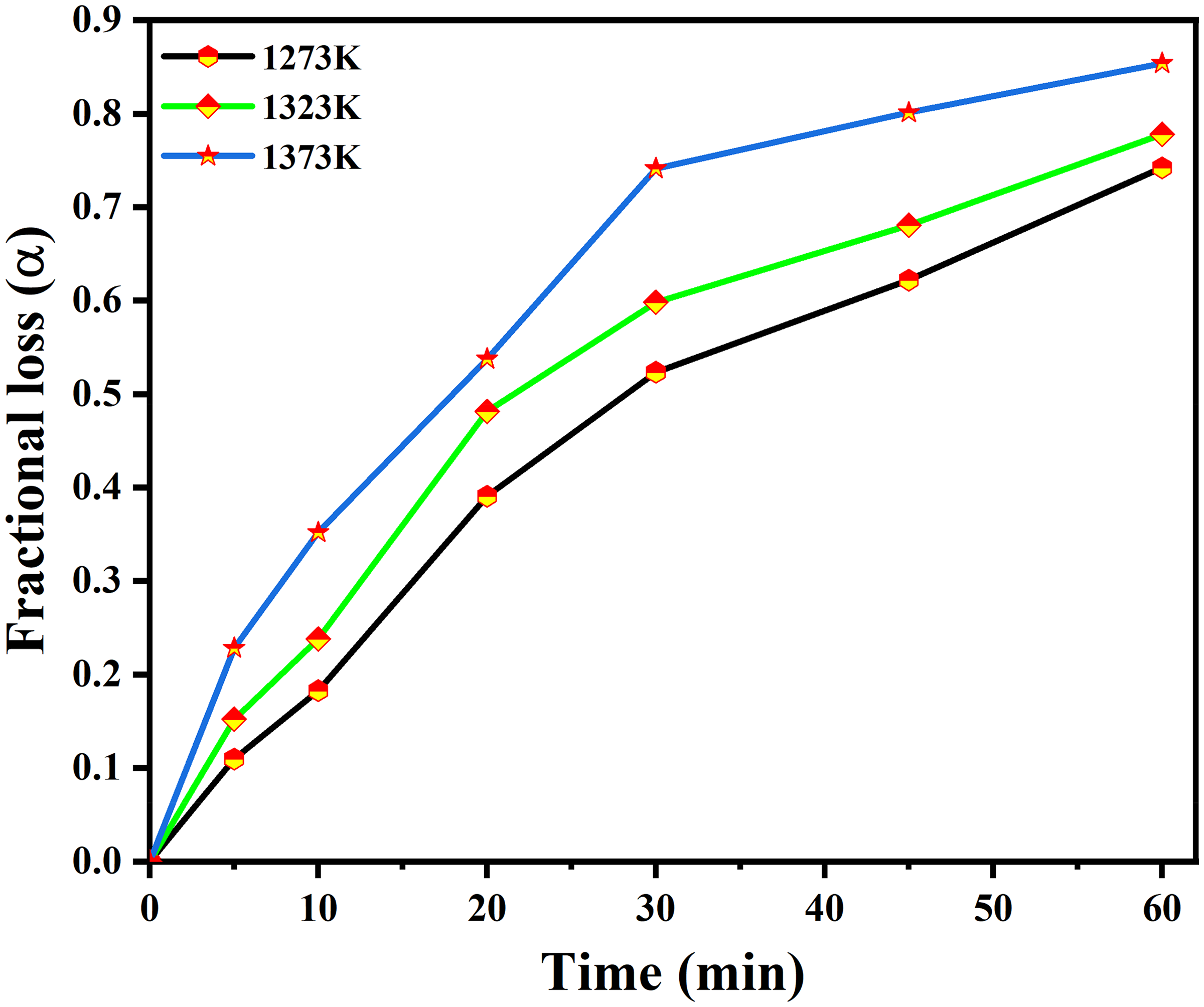
Fractional loss α vs time of reduced briquettes at various temperatures and times.
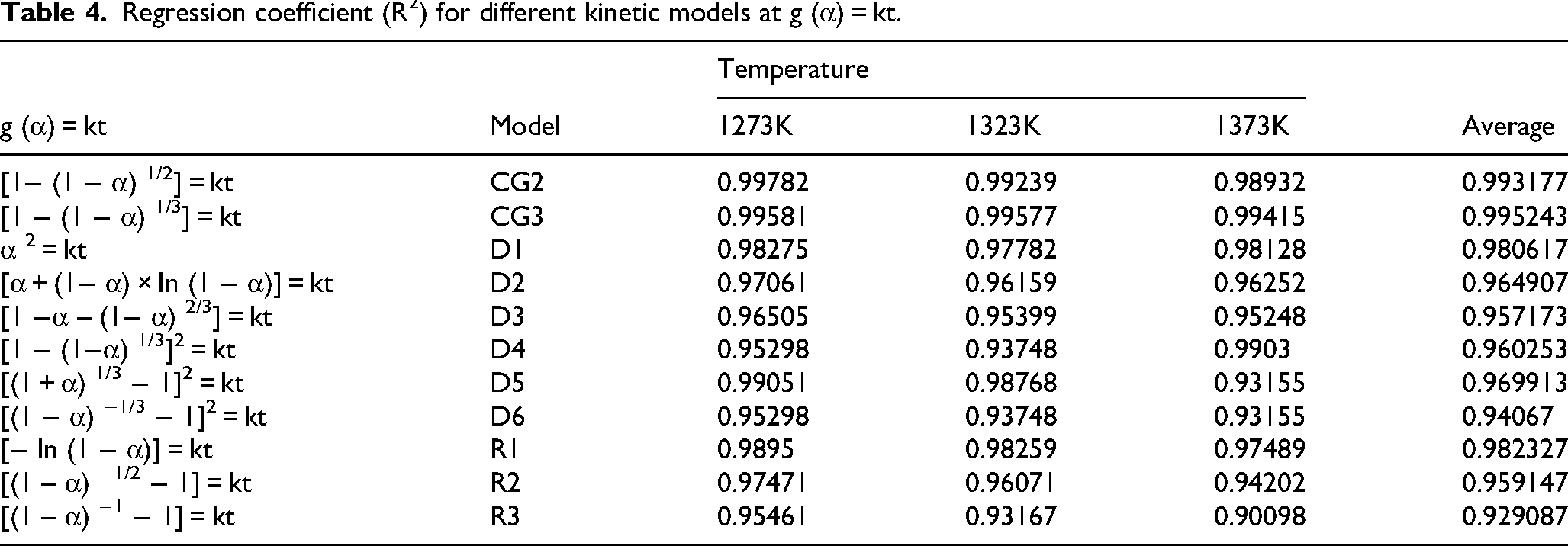
The method compares experimental reduced times (θexpt = t/t0.5) with model-based values (θmodel = g(α)/g(0.5)). The agreement between θexpt and θmodel confirms the applicable rate-controlling regime across the studied temperatures. In the kinetic analysis, g(α) values for each model were plotted against reaction time (t) and fitted with linear through zero as shown in Figure 7. The regression coefficient (R2) for every mechanism at various reduction temperatures is also shown in the below Table 4. It can be inferred from R2 values near 0.99 as illustrated in Table 4 that the reduction follows a mixed model, with CG3 dominates the initial stage and D1 in the later stage.
Various mechanism models fitting of g(α) values against reaction time (t).
Regression coefficient (R2) for different kinetic models at g (α) = kt.
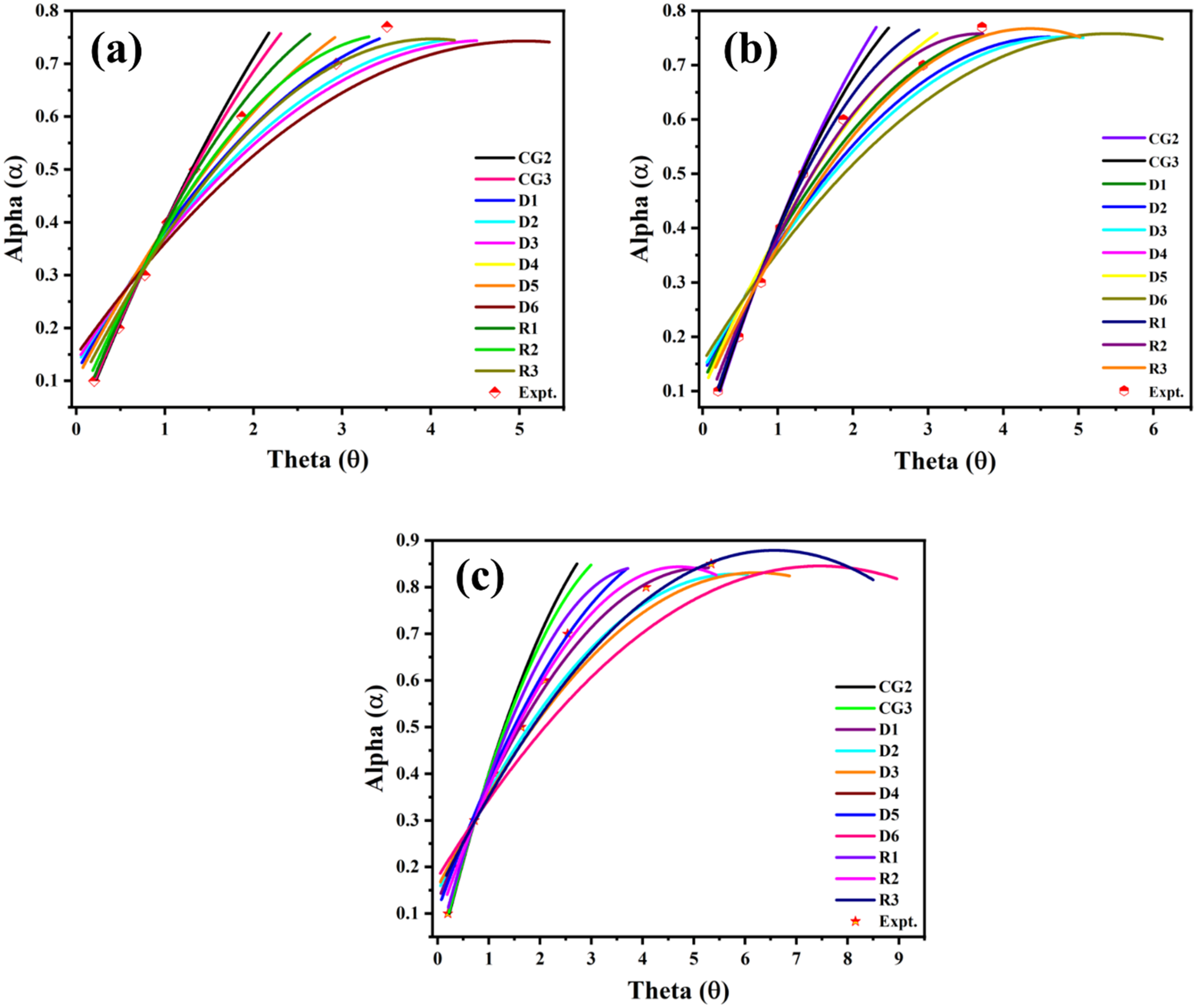
Reduced-time plots Figure 8(a) to (c) were used to analyze the experimental data to determine the kinetic model and rate-controlling steps during reduction. The findings indicate that at every isothermal temperature the experimental (α, θ) points fit the theoretical CG3 curve quite well in the early stages of reduction and the theoretical D1 model in the later stages. This suggests that a mixed reaction mechanism underlies the reduction kinetics of tungsten mine tailings-coal composite briquettes. With most data points near the θmodel = θexpt line, the θmodel vs. θexpt plots shown in Figure 9(a) and (b) further support the applicability of the CG3 and D1 models. The mechanism was further confirmed by looking at g(α) versus time plots for 11 potential rate-controlling regimes at each temperature. Figure 10(a) presents the plots of [1 – (1 – α) 1/3] against time for the CG3 mechanism during the initial stage of reduction. In contrast, Figure 10(b) shows plots of [α2 = kt] versus time for the D1 mechanism in the later stage at different temperatures. When the briquette and reductant come into direct contact at the beginning an iron layer forms around the ore particle. The inward movement of this interface accounts for the contraction pattern predicted by the CG3 mechanism. However, to reach the reaction interface the reductant must subsequently diffuse through the iron layer that has already formed thereby making diffusion (D1) the controlling step. These plots were employed to determine the rate constants for both CG3 and D1 mechanisms across the different temperatures and the results are shown in Table 5.22,23,26
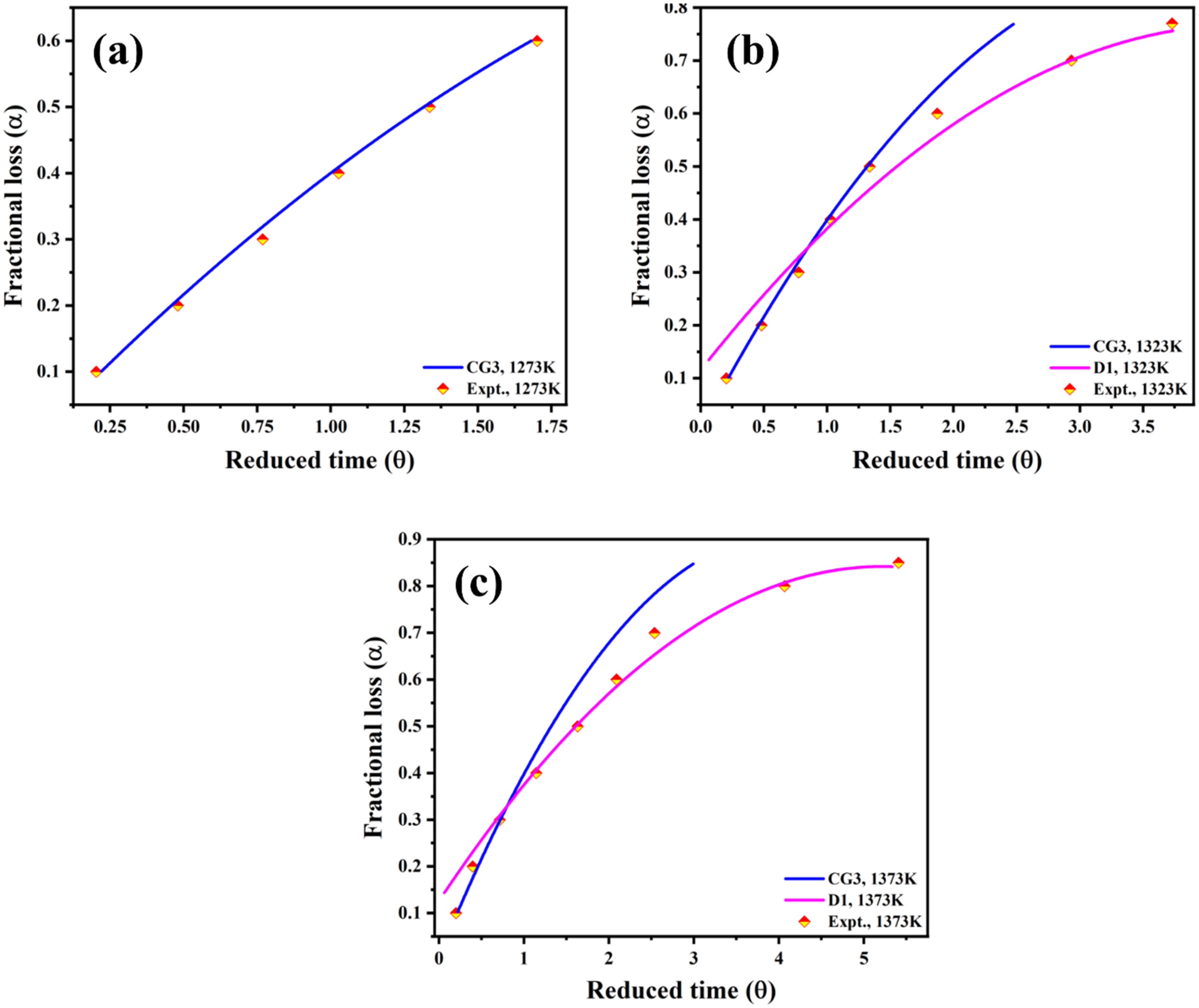
Reduced time plot at different reduction temperatures along with theoretical α vs. θ for CG3 and D1 model at (a) 1273 K (b)1323 K (c) and 1373 K.
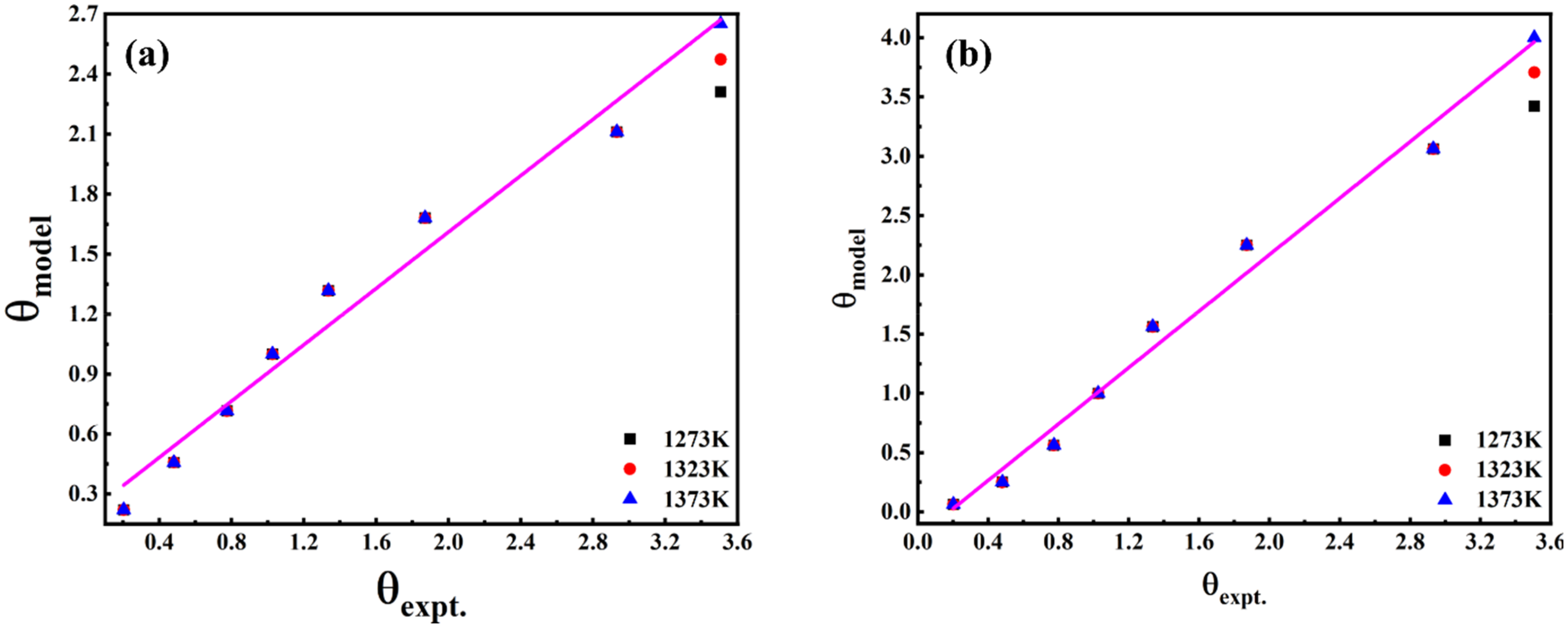
Θmodel versus θexpt. plot for (a) CG3 (b) D1 model.
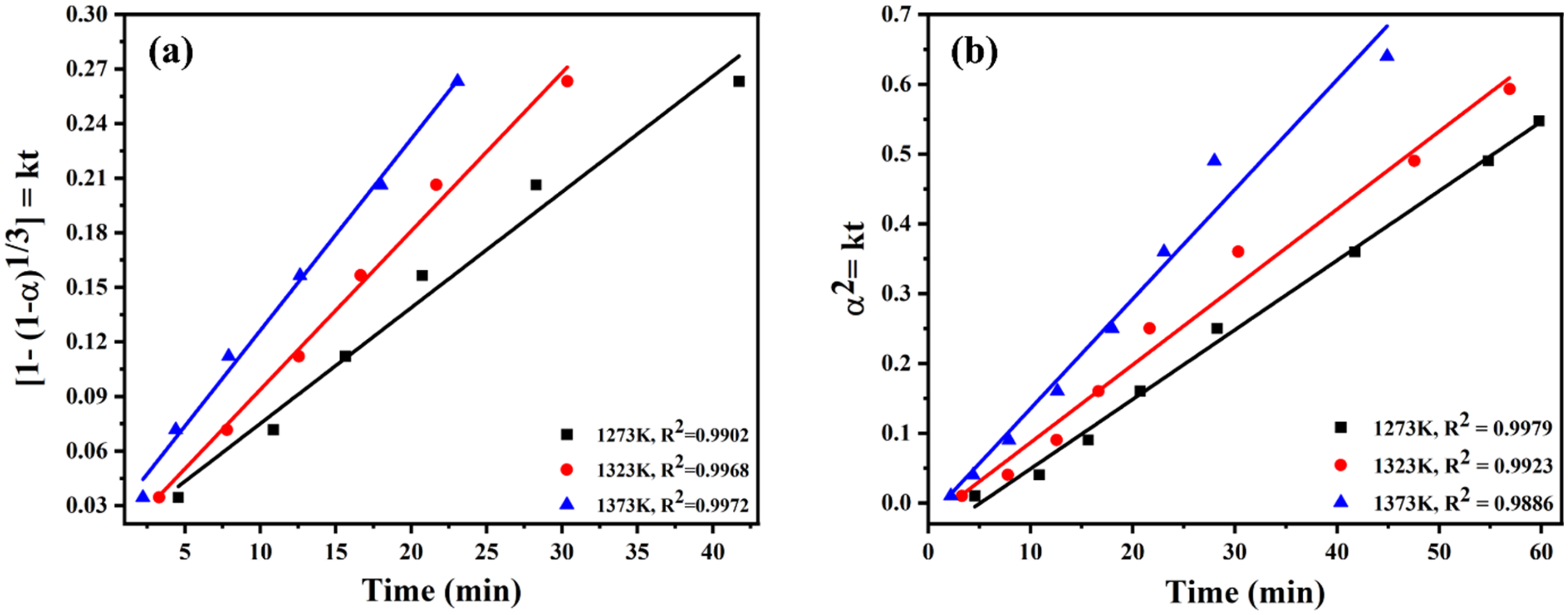
(a) [1 − (1 − α) 1/3] vs. time plot for CG3 model, and (b) [ α2 = kt] vs. time plot for D1 model at a different reduction temperature.
Apparent rate constant and regression coefficient of CG3 and D1 plots.

Activation energy
The activation energy was determined using the Arrhenius equation:
Where A is the pre-exponential factor, Ea is the activation energy (kJ/mol), R is the universal gas constant, T is the reduction temperature and k is the apparent rate constant. Figure 11(a) and (b) present the Arrhenius plots of ln k versus 1/T for the CG3 and D1 mechanisms respectively. The slope of the fitted straight line was used to calculate the activation energy. The activation energies were measured as 52.178 kJ/mol in the first stage of reduction and 65.805 kJ/mol in the second stage.15,17 Diffusion needs more energy because the reducing gas molecules must pass through the product layer to reach the reaction interface as indicated by the higher value in the D1 mechanism when compared to the CG3 mechanism. 27
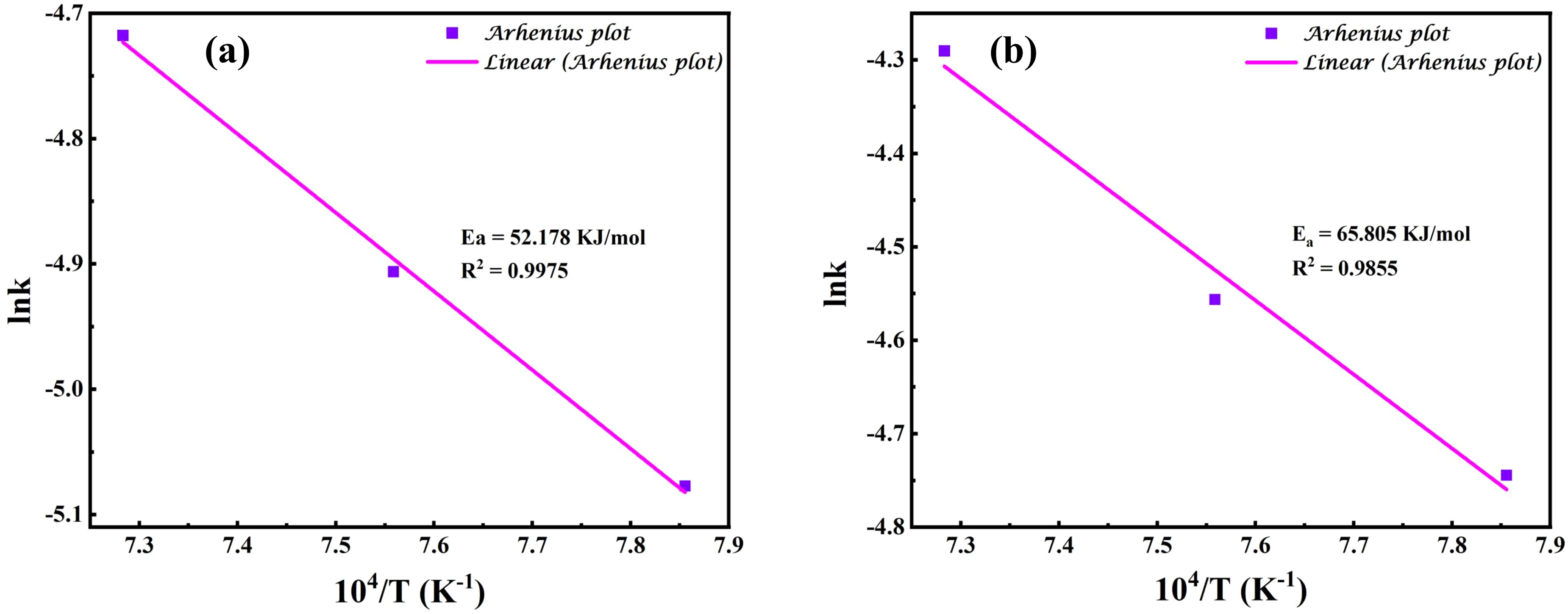
Arrhenius plots of ln k vs 104/T in two different parts of kinetic models [(a) for CG3 and (b) for D1].
Conclusions
The isothermal reduction of beneficiated tungsten mine tailings with boiler-grade coal proceeds through distinct kinetic regimes initially controlled by a contracting-geometry mechanism and later by diffusion through the iron product layer. The extent of reduction increased with both temperature and time reaching more than 85% conversion at 1373 K after 60 min. Progressive phase transformation to metallic iron accompanied by crack development that enhanced gas diffusion was confirmed by XRD and SEM. The calculated activation energies of 52.18 kJ/mol (CG3) and 65.81 kJ/mol (D1) underscore the shift in rate-controlling steps as reduction progresses.15,17,28 Overall, the study demonstrates the feasibility of utilizing beneficiated tungsten mine tailings (as a lean-grade hematite resource) in direct reduction. Boiler-grade coal (28.08% fixed carbon, 33.05% ash) was successfully used as a reductant, providing a cost-effective and sustainable route to iron production from abundant low-grade resources. This study establishes the feasibility of the process although certain limitations should be acknowledged. The high ash content of boiler-grade coal (33.05%) may contribute to product-layer diffusion resistance and the laboratory-scale briquette geometry limits direct scale-up applicability. Future research should focus on investigating the effect of coal ash composition on product layer formation, pilot-scale validation under continuous reduction conditions and exploring pre-treatment methods such as microwave roasting to enhance reduction kinetics.
Footnotes
Acknowledgments
The authors would like to express their heartfelt gratitude to Prof. Manoj Kumar Mitra, Ex-Professor, Metallurgical and Material Engineering Department, Jadavpur University, India for his valuable suggestion and generous support. The authors would also like to acknowledge Dr Amit Kumar Bhandary for their assistance.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the West Bengal State Departmental Fellowship Scheme, Government of WB, for SRF as financial support (Award number: P-1/Rs/108/22).
Department of Higher Education, Government of West Bengal, (grant number Award number: P-1/Rs/108/22).