
Abstract
Metal forming process is a widely used manufacturing process mainly for its economy, dimensional precision, and improved mechanical properties of the formed product. Real-time laboratory experiments are key to mechanical engineering course of metal forming. Lack of available capital in small engineering institutions constraints huge investments over machinery and necessary technologies. An interactive metal forming simulation lab is developed (i) having web-based global access to everyone (ii) with user friendly interface to move seamlessly and find topics (iii) enhancing learning by CAD simulations of metal forming processes (iv) to explore what-if situations experimenting over interactive simulation benches and (v) automatically scored e-quizzes for testing knowledge. This work helps amateur mechanical engineers and mechanical engineering undergraduate students of second, third, fourth, and fifth semesters, respectively, in learning and understanding of metal forming processes and concepts, allowing analysis and visualization of temperature changes, microstructure change, etc. This can be accessed through web address http://msvs-dei.vlabs.ac.in/ and contains over 200 modules. Each module is supported by adequate theory to reduce time and effort needed to understand different metal forming setups, various process parameters, materials, and equipments involved in the processes and provides interactive learning environment.
Introduction
The need for expansion of manufacturing industries to meet global competition has urged developed nations such as the USA (5.5%), UK (5.5%), France (5.6%), etc. 1 to spend considerable amount of their GDP on their education system. Their education system produces skilled professionals who cater to the workforce requirement of the country. Unlike them, developing countries such as India are spending only 3.1% of their GDP 1 on the education system of masses. This has led to a profit-driven private sector enterprises to invest in the education system leading to mushrooming of private institutions in developing countries, lacking both in quality and resources. 2 The students from these institutes are unproductive for the labor market of these developing countries. Hence, it is imperative for these countries to formulate an alternative approach for delivering easily accessible quality education to masses.
This need was even extensively felt in the domain of science and technology where lack of qualified teachers and equipment is witnessed. 3 Sensing this vacuum, governments are making efforts to share the costly equipment and resources and to provide time independent remote access to labs in various disciplines of science and technology. This is expected to help in timely completion of courses and to build knowledgeable workforce.
Metal forming process is an important technique that is widely employed by manufacturing industries because of its extensive use in production of hand tools, surgical instruments, and machine parts for automobile and aeronautical industries, etc. However, great difficulty is experienced while teaching metal forming processes to amateur engineers and students due to the number of process parameters, materials, complex die shapes, and high capacity presses.4–10
The development of communication technologies across globe in the last two decades saw creation of new exciting automated learning environments. In particular, richer distance learning environments are obtained by merging together the World Wide Web with educational features of multimedia technologies. 11 This idea was taken to the next level with the development of cutting edge virtual laboratories giving an engineering student a cost effective learning environment.
According to Tekkaya (ViF-CA Workshop 12 ), “I have several years of experience in cooperation with companies, which have made some simulation investments. In fact, the visitors coming to such companies are brought first to the simulation department.” This statement stresses the necessity of simulation in teaching, training and optimization of metal forming processes in industrial world.
The present paper focuses on metal forming virtual simulation laboratory (MFVLAB) (web address: http://msvs-dei.vlabs.ac.in/) which uses the virtual prototypes generated from CAD simulations 13 to provide an in-depth understanding of commonly used metal forming processes. The regular classical method of teaching in universities or training in industries involves either the use of 2-D diagrams or physical experimentation which is insufficient in elaborating any multi-dimensional metal forming process. The simulations developed would assist the existing teaching and training methods and contribute more effectively for better understanding of metal forming processes and help in providing skilled engineers to the industrial world using information and communication technologies (ICT).
Aiding traditional teaching methods
Benjamin Franklin quoted, “Tell me and I forget. Teach me and I remember. Involve me and I learn.” The goal of MFVLAB is to amplify the retention of knowledge of forming processes and not to replace the traditional methods of chalk and board model of teaching or physical experimentation in labs.
Figure 1 describes a basic rolling process taught to engineering students using traditional 2D diagrams. It gives little information about various changes taking place during the process duration.
Chalkboard methods for teaching ring-rolling.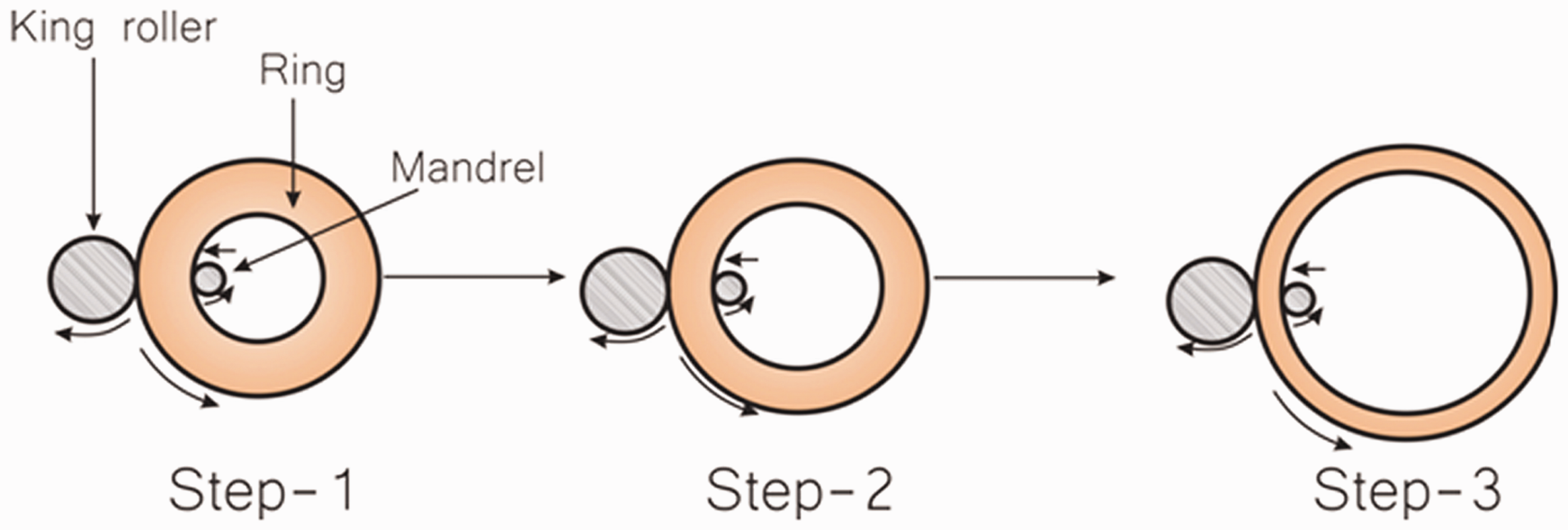
Figure 2 is a snapshot of a basic rolling process simulation. The various details in the simulation, for example equivalent strains generated during the process, will help to understand the changes in the process and deliver real-time information to students. This helps engineering students and amateur engineers in better grasping of knowledge.
Simulation method for teaching ring rolling process.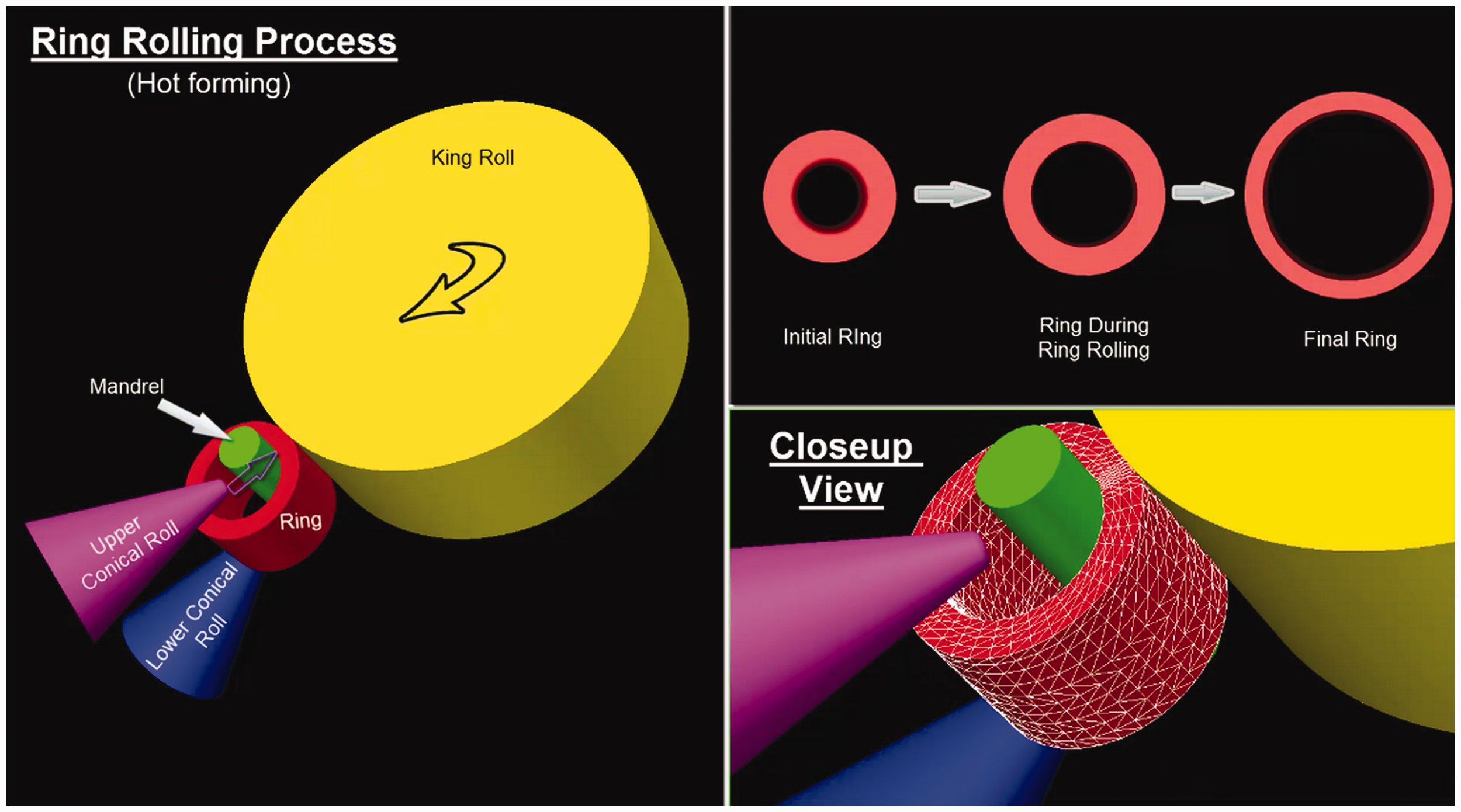
Design method
Numerical methods are becoming a popular tool for industries and research institutes with availability of high performance computation. These are being extensively used for troubleshooting and analyzing the effect of various process parameters (temperature, forces, strain rate, friction, etc.) which cannot be seen by naked eyes during physical experimentation.
FEM is a numerical technique used for generating simulations describing approximate solution for different forming techniques. The simulations generated, using these numerical methods, are subsequently converted into multimedia videos embedded into web pages and supported by subjective and interactive material. Knowledge of FEM is not required for the users of this metal forming virtual simulation lab.
Metal forming processes
DeGarmo et al. describes metal forming processes as a family of manufacturing methods which use a remarkable property of plasticity for deforming shapeless materials into net shape part with minimized waste. The net shape part has a definite (a) shape, (b) size, (c) accuracy and tolerances, (d) appearance and (e) properties which help in producing a complex geometry.4–10
Forming processes tend to be complex involving several independent variables, dependent variables and independent–dependent interrelations. 14 These variables are controlled by temperature, rate of deformation (strain rate), velocity, friction, etc. Therefore, understanding and teaching complex mechanisms of metal forming processes require a lot of experience and experimentation. Metal forming processes are so specific and show so many peculiarities that many books and handbooks are written to describe individual processes, viz. hot extrusion 15 and cold extrusion 16 for assistance of students and industries. 17
Metal forming virtual laboratory
Real-time experimentation in labs to illustrate fundamental principles of metal forming processes requires a huge investment to be made over machinery and technology. Also, it is hard for a novice student or amateur engineer to visualize every effect of various process variables and internal changes. Hence, it is important to deliver knowledge about affecting variables through a modern, cost-effective, and consolidated approach.
Metal forming virtual laboratory (MFVLAB) is an effort to fill this knowledge gap and gives valid explanations for forming processes by simulating them in a virtual environment. The importance of these forming processes is substantiated by tangible industrial applications. A special feature of simulation bench in MFVLAB allows undergraduate students and amateur engineers to interact and do comparative analysis of basic forming processes. This work provides help to amateur mechanical engineers and mechanical engineering scholars in learning and understanding processes, concepts, and allowing the analysis and visualization of metal flow.
The top level view of metal forming virtual laboratory is shown in Figure 3.
Metal forming virtual simulation lab home page.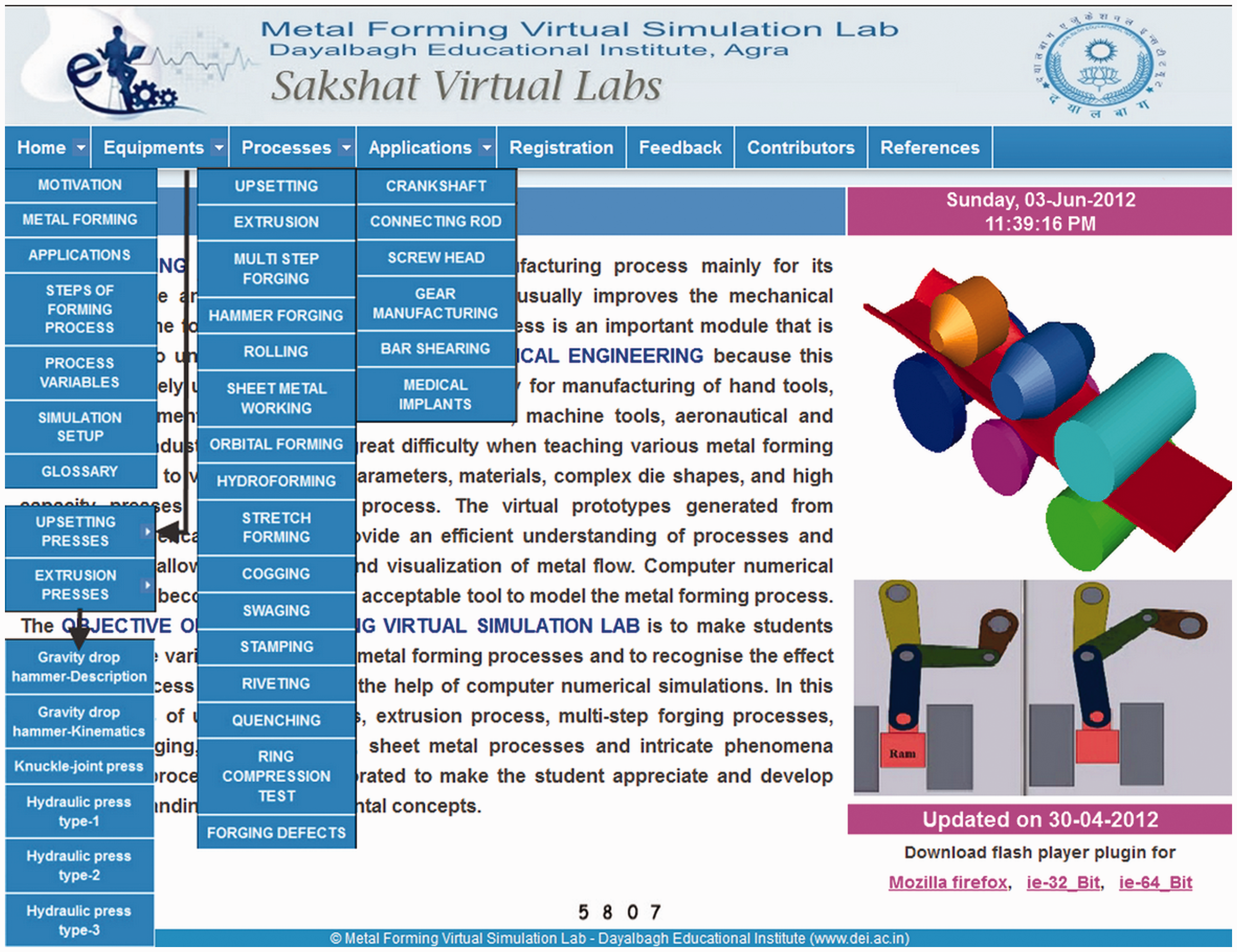
It includes basic processes of upsetting, extrusion, rolling, multistep forging, sheet metal working along with advance processes of hydroforming, ring rolling, thread rolling, swaging, etc. For example, an interactive simulation bench for upsetting and extrusion can be accessed from their respective modules permitting visitors to select process variables and providing a near hands-on experience. The virtual laboratory covers all major sections of metal forming and is supported by adequate theory and knowledge testing self-check quizzes. Also, it assists visitors in operating interactive simulation bench and self check quizzes for understanding and testing knowledge.
Basic processes: extrusion process
Extrusion is the basic metal forming process which finds extensive use in industries. In combination with forging, extrusion is used in numerous applications, including manufacture of fasteners and components for automobiles, bicycles, motorcycles, etc. 7
MFVLAB gives inclusive knowledge about extrusion to visitors. On visiting extrusion module from home page as shown in Figure 3, one would find the basic cold and hot extrusion simulations with force graph. The graph helps research engineers analyze maximum extrusion load for a specific initial temperature and assists in designing extrusion die with different inclination angle, friction, and velocity. Figure 4 shows a snap of simulation demonstrating a hot extrusion process of titanium. The parameters of this simulation are zero friction; 90° die angle; 1 mm/s ram velocity, and 5 mm fillet. The sectional view on left side in Figure 4 describes the ram pushing the solid billet through the extrusion die with scale on extreme left indicating equivalent strains generated in the billet. This is quite helpful to a research and design engineer to predict change in microstructure. The force vs pilot height plot on the right-hand side shows the variations and maximum force required during the process.
Snapshot of simulation demonstrating a hot extrusion process of solid shaft of titanium.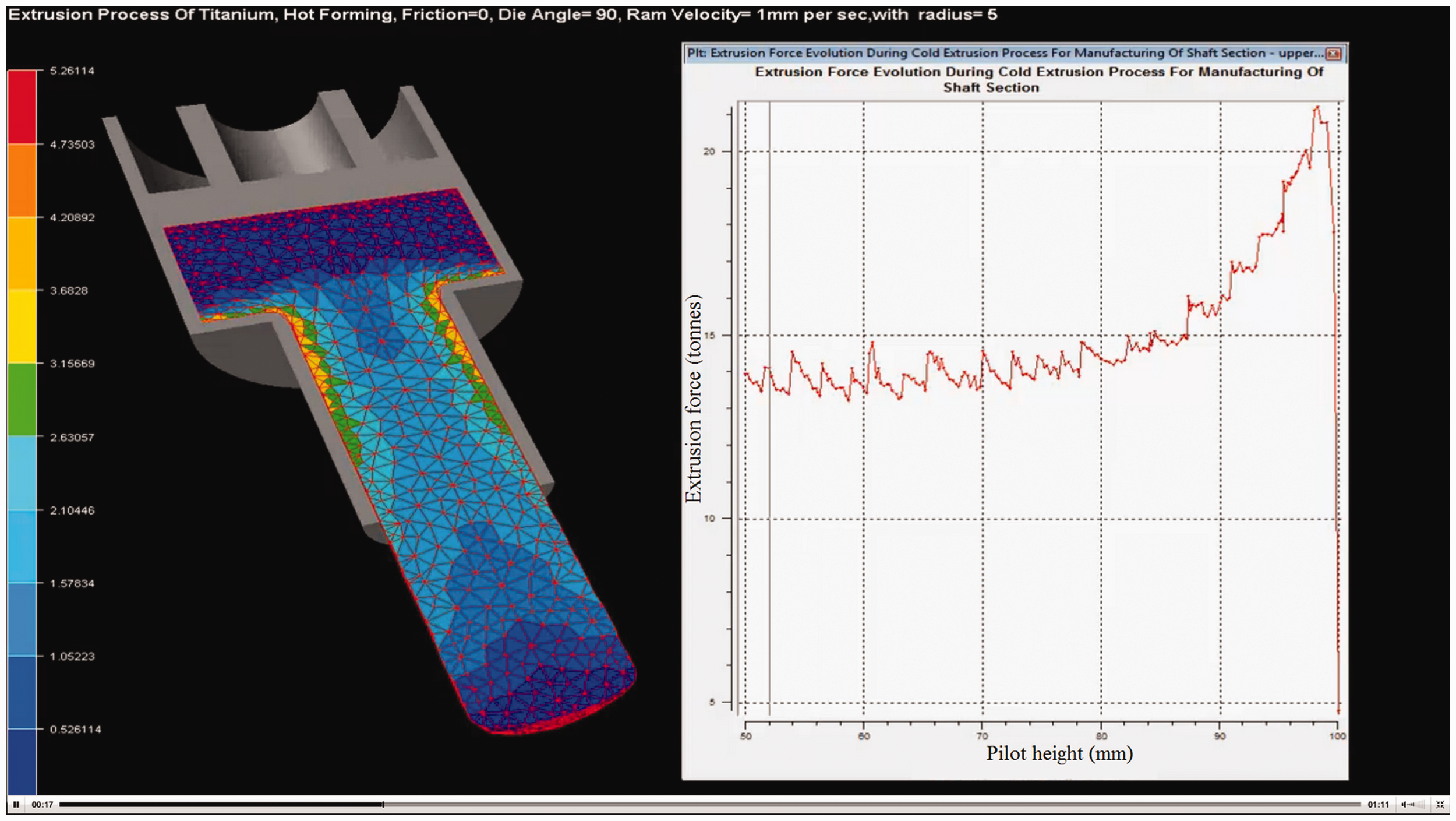
Simulation bench
Simulation bench is an interactive feature provided by MFVLAB for its visitors to give their own parameters from available pool of selection and get their results. This is just like real experimentation allowing novice mechanical engineering students and amateur mechanical engineers to study if and but situations in a cost-effective manner with better visualization of miniscule details of process. MFVLAB provides simulation benches for upsetting, rolling and extrusion.
Figure 5 shows the simulation bench for extrusion of aluminium which can be accessed from the drop down menu of simulation bench in extrusion process. Visitors feed their choice from available parameters to get a feel of real experimentation.
A sample interface window.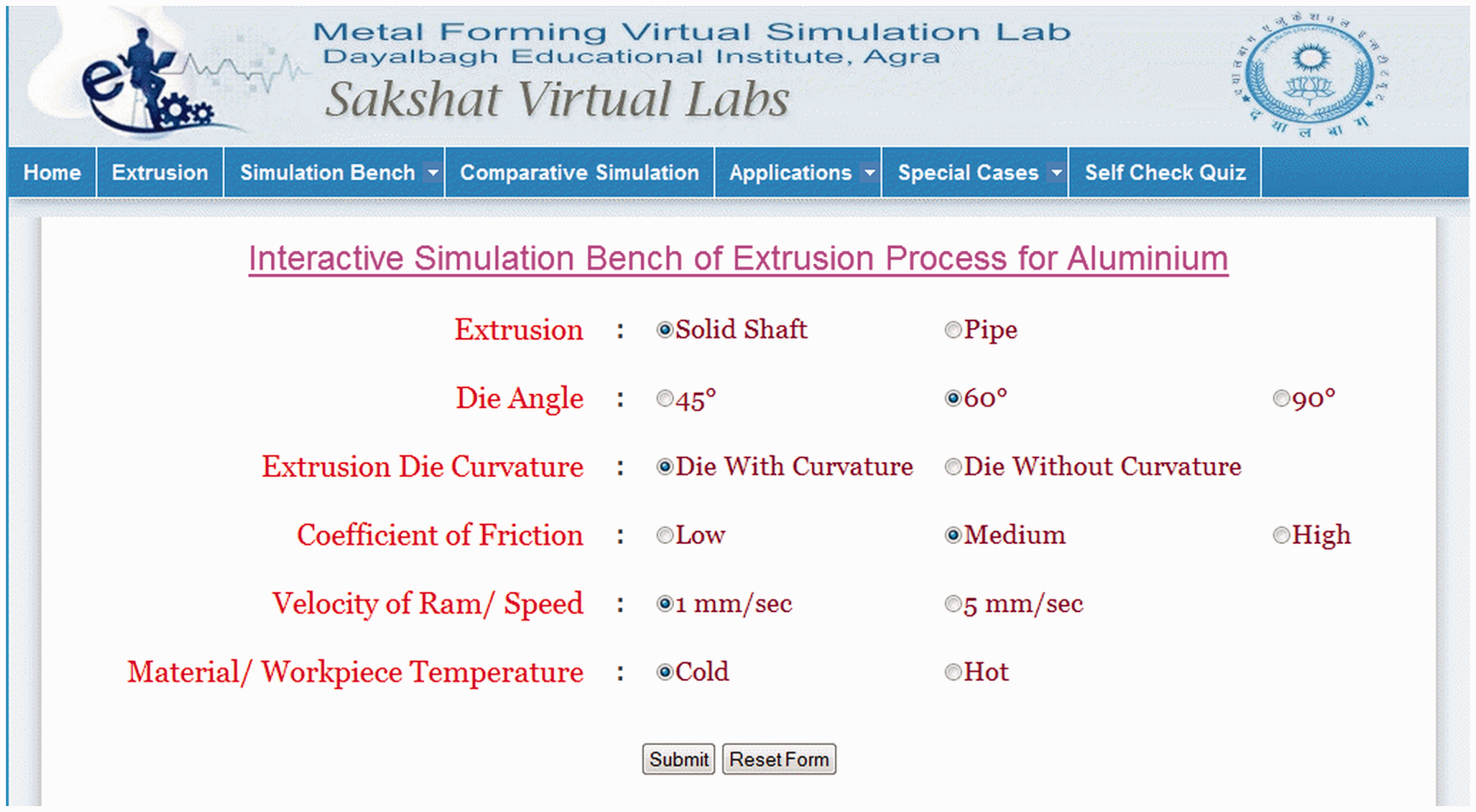
Figure 6 describes the simulation generated on selecting solid shaft extrusion, 60° die angle with fillet, medium coefficient of friction, 1 mm/s ram velocity and working temperature as cold over simulation bench for aluminium. The forging force vs pilot height graph gives research engineers appropriate idea about designing the processes, dies, and presses accordingly.
Snapshot of simulation describing solid shaft extrusion of aluminum with 60° die angle, medium coefficient of friction, and 1 mm ram velocity with a cold working temperature.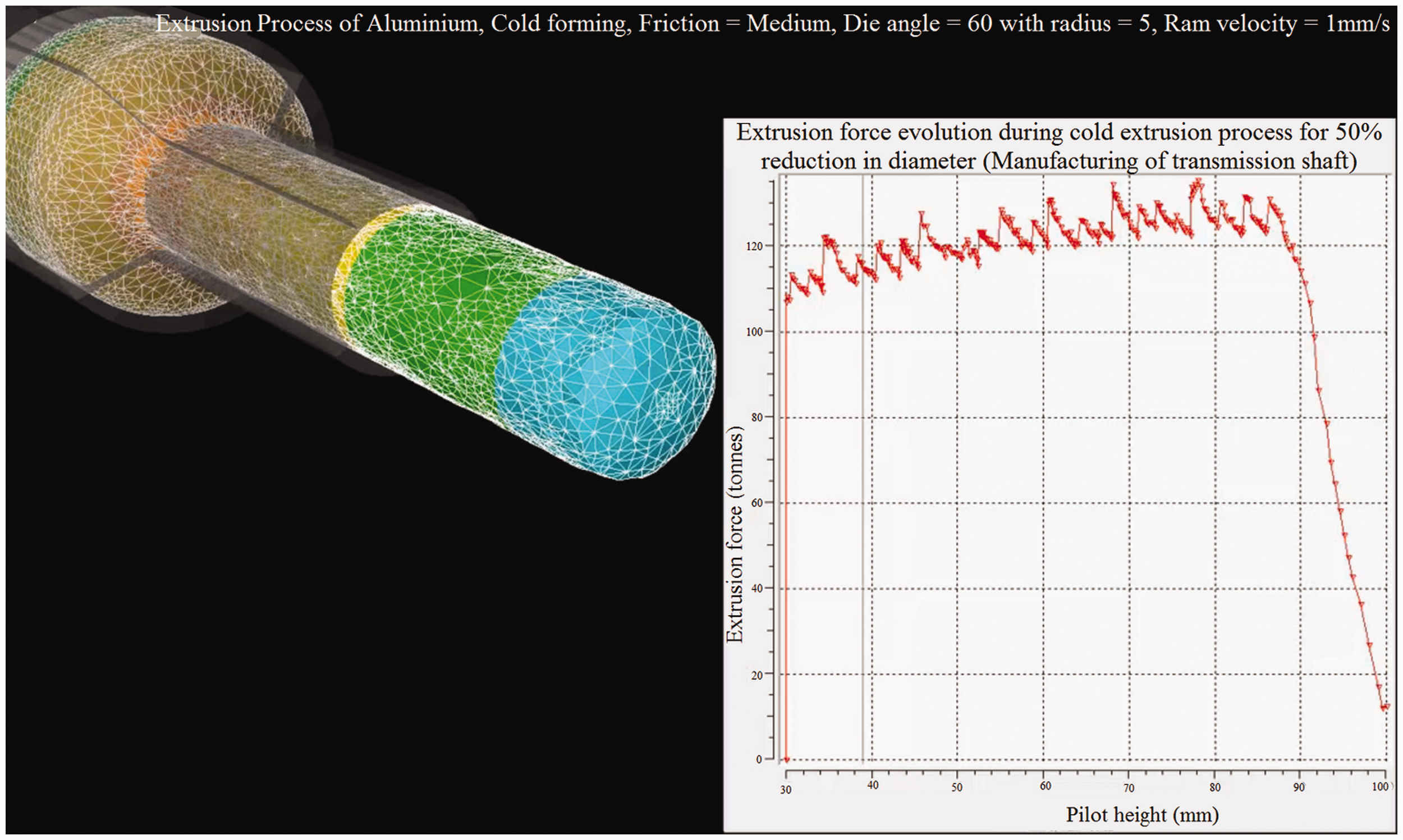
Self-check quizzes
Every process in MFVLAB is supported by subjective matter and self-check quizzes. This helps visitors to check their knowledge. Figure 7 describes a sample self-check quiz for extrusion process.
Self-check quiz for extrusion.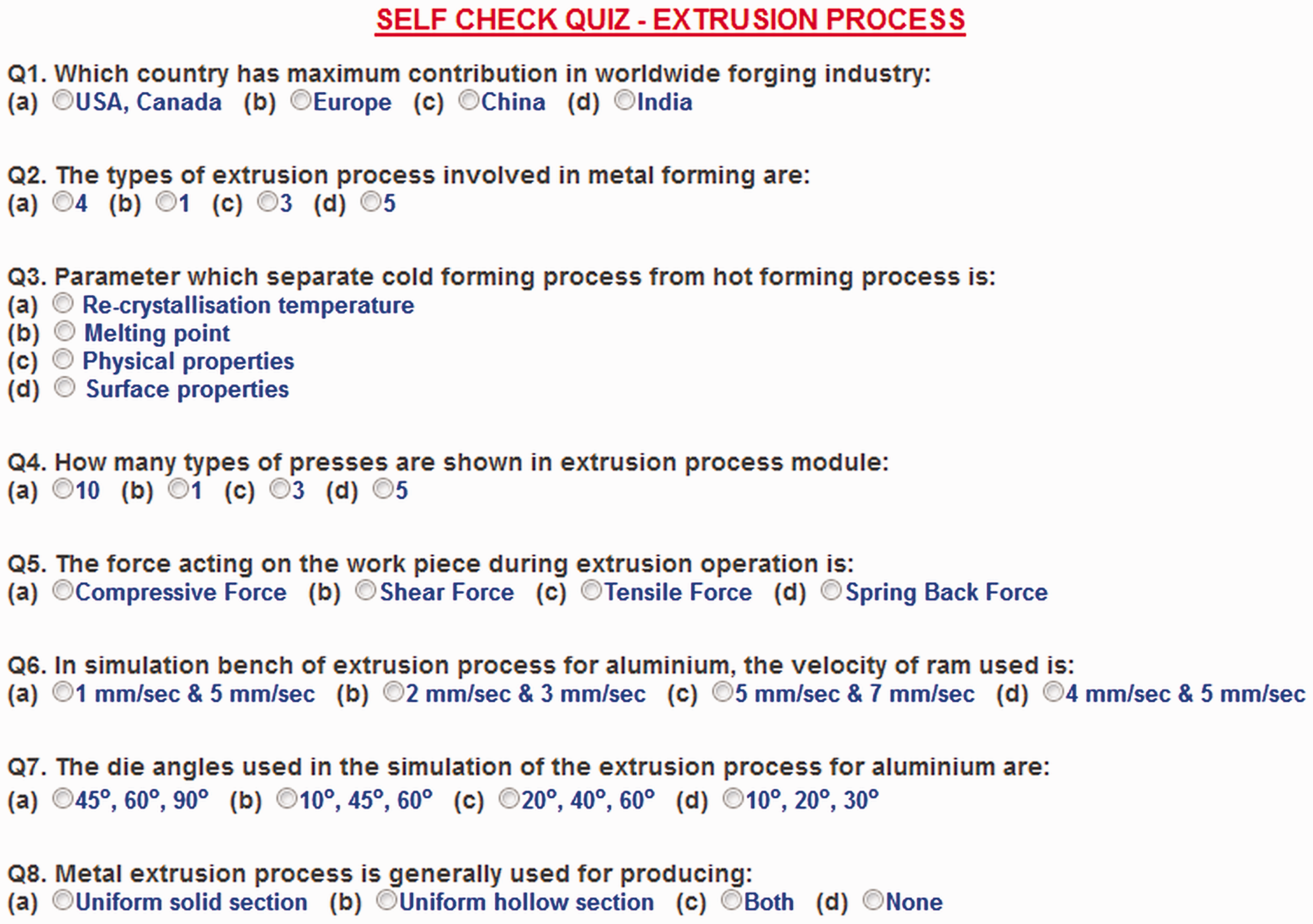
Industrial applications: hot forging of a crankshaft
The virtual laboratory focuses over the methodical utilization of the metal flow processes in industries and has developed a range of applications of the metal forming processes.
Crankshaft is widely used over the world in automobile sector. Each engine requires a crankshaft with customized standards and the production line needs to be stabilized for it. A fast, cheap and precise solution arises in the form of metal forming process for manufacturing crankshafts. Figure 8(a) and (b) shows the snapshots of the simulation on website (http://msvs-dei.vlabs.ac.in/Crankshaft.php) which explains the crankshaft manufacturing procedure.
(a) Snapshot of crankshaft hot forming step – 1. (b): Snapshot of crankshaft hot forming step – 2.
In the simulation of the crankshaft forming, the closed impression die forging process is used. In this process, the upper half section of the crankshaft is impressed on the upper die while the lower half of the crankshaft is impressed on the lower die. The material of the billet is chromium alloy steel. The initial temperature of the billet is 1100℃.4,5 The billet is placed over the lower die. The hydraulic press is used to deform the billet. The upper die with hydraulic press compresses the billet with force in downward direction and severely deforms it. Due to deforming force and high billet temperature, the material starts deforming plastically and moves into the impressions created in the upper and lower die. At the final height, the billet is deformed into semi-finished crankshaft. The final shape is obtained after various heat treatment processes and machining of the semi-finished crankshaft.
MFVLAB extensively provides simulations for industrial applications, for example gear manufacturing, connecting rod, bar shearing, etc. Besides these well-known industrial applications, each metal forming process is also supported by their respective applications, e.g. piston and pattern making in upsetting, turbine blade in extrusion, I – section and angle bar in rolling, etc.
Complex processes: ring rolling process
MFVLAB helps engineering students and engineers to explore much beyond basic processes to complex processes. These complex processes are multi dimensional which are hard to understand and visualize using classical techniques of chalk-board teaching.
Figure 9 is simulation snapshot which explains the ring rolling process, setup, changes in grain structure of ring and other parameters. It is mainly a hot forming process but cold ring rolling is also performed in industries for some purposes.
Snapshot of simulation of ring rolling process with graph.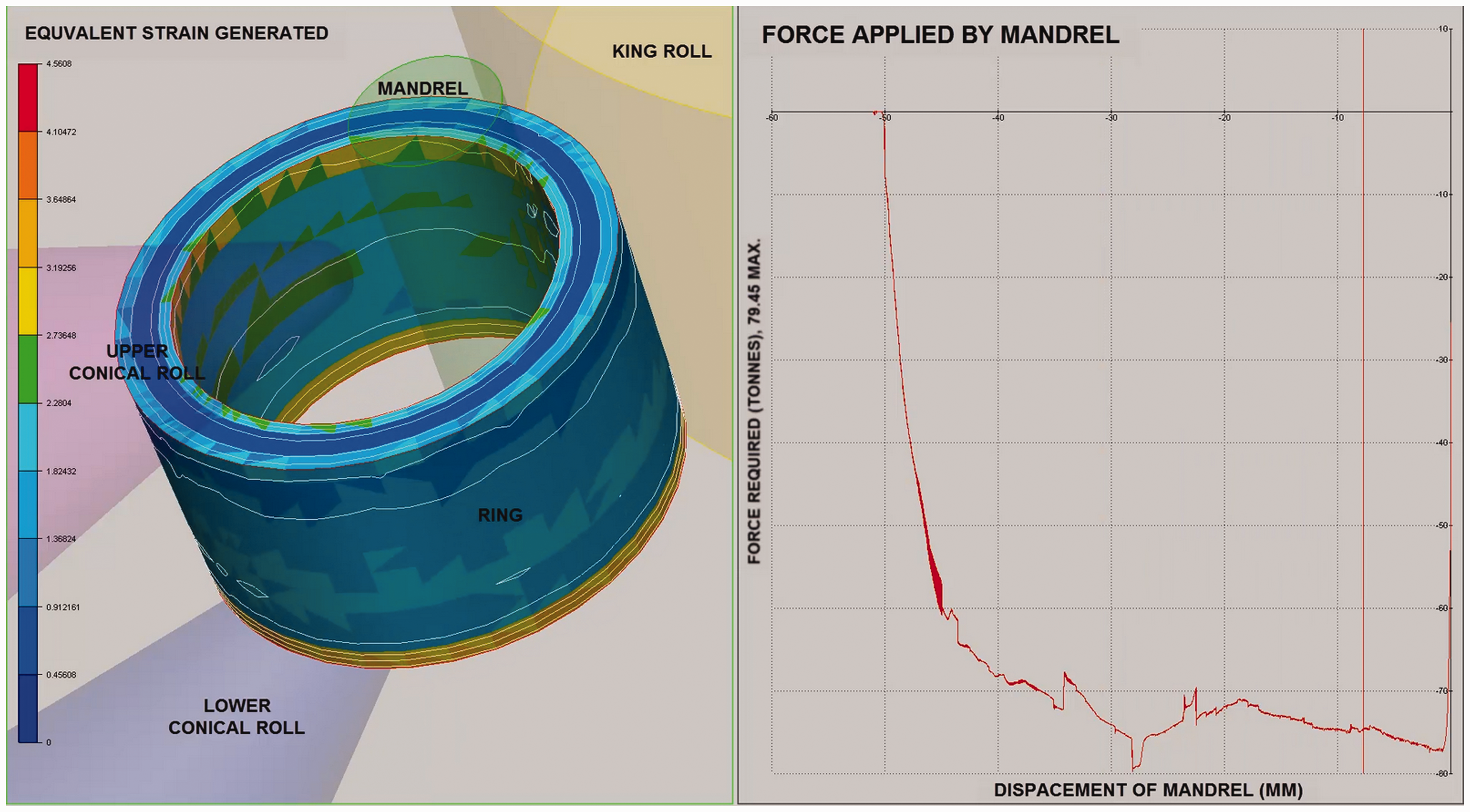
A typical ring rolling process has two sets of rollers – axial and radial set. The radial set rollers (king roll and mandrel) are the main rollers which reduce the axial width of the ring. The axial set is of two conical rollers which keep the width of the ring constant.
Extent of MFVLAB
MFVLAB is a comprehensive one stop virtual laboratory covering all the major basic and advanced forming process modules. The website developed includes informative simulations for all basic processes of upsetting, rolling, and sheet metal work.
Rolling process
Rolling is the most extensively used metal forming process and is widely used in rolling mills to manufacture sheet from blooms, plates, etc. Figure 10 describes a simple rolling simulation of a flat plate using upper and lower rollers for reducing the thickness to half. A student can see the rotating rollers and colored contours of strains produced at shear zone in the simulation of rolling. This is better than the less informative traditional 2-D figures of rolling.
Snapshot of simulation of rolling of a flat plate.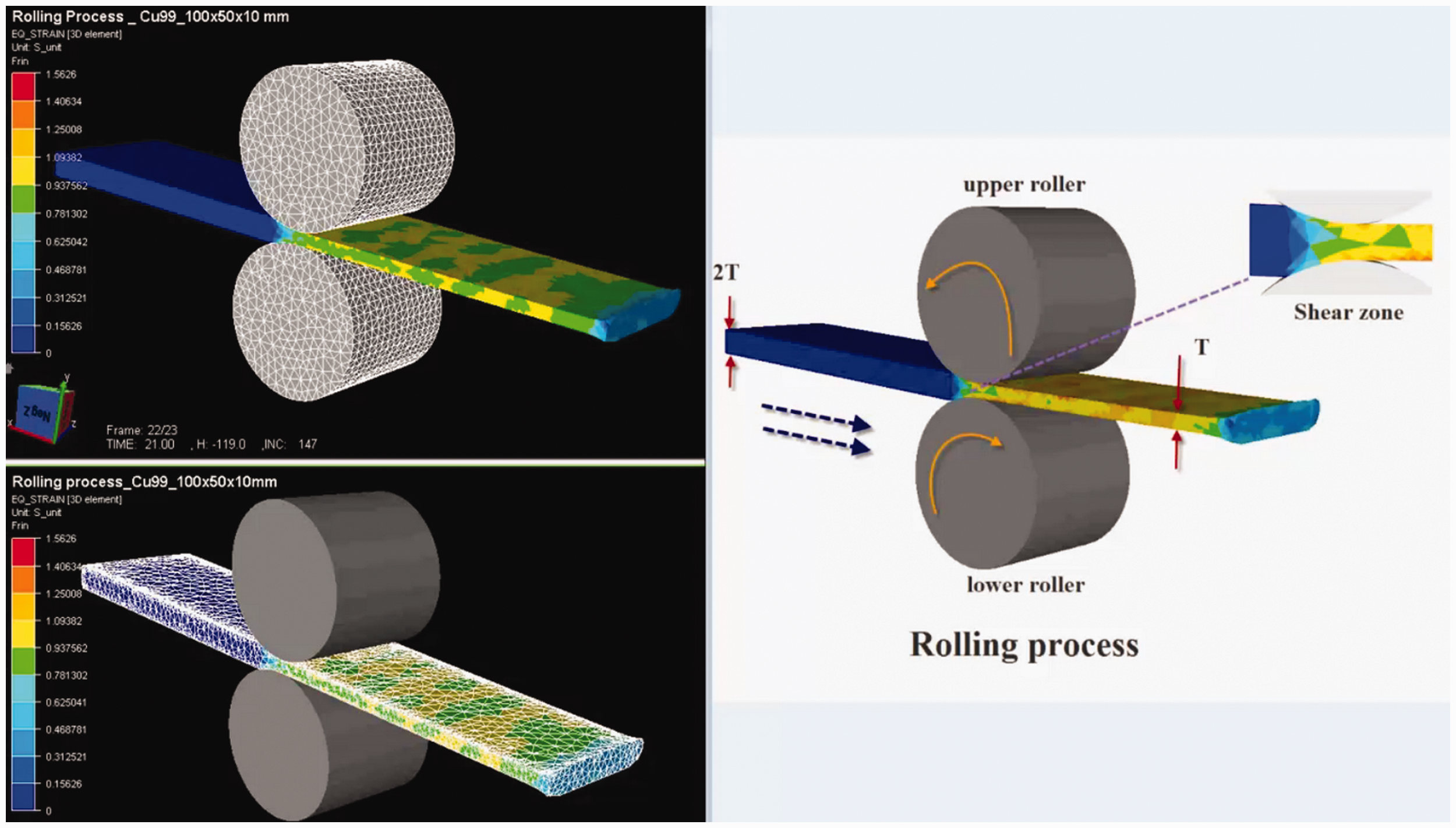
Deep drawing
Deep drawing is a sheet metal process commonly used in manufacturing utensils.
Figure 11 explains the simulation of a complex deep drawing process for sheet. In this, the two central dies are stationary and the side dies move up slowly keeping this sheet pressed in between. As the movable dies move keeping the central part stationary, cupping of the sheet takes place. The equivalent strains described by colored contours can predict regions of fracture. 2-D drawings are ineffective in explaining the complex shape of dies and their motion which is effortlessly grasped through these simulations.
Snapshot of simulation of deep drawing process of a metal sheet.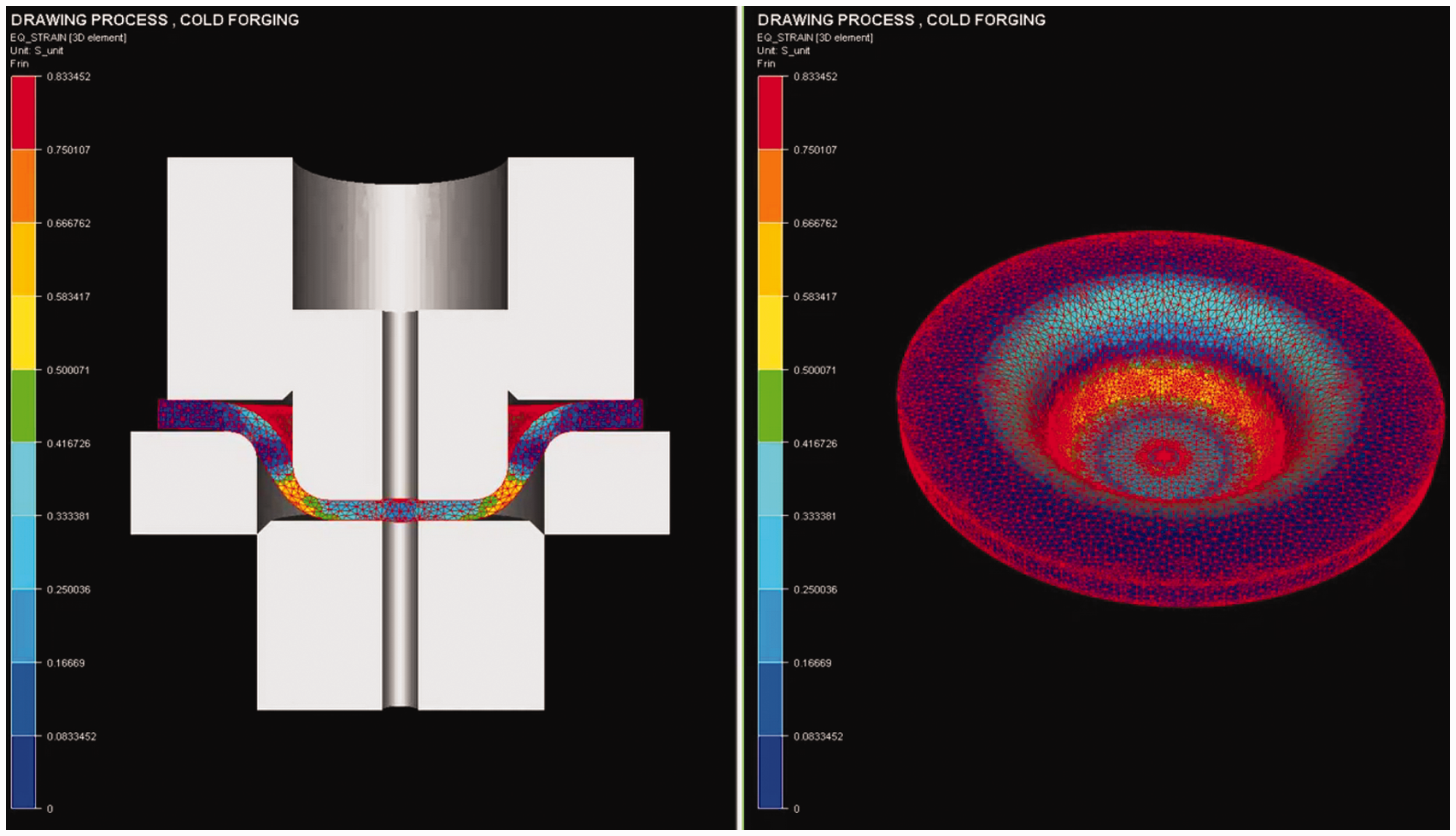
The virtual laboratory also uses simulations to explain hard to understand parameters of major complex metal forming processes such as orbital forming, multi step forming, swaging, cogging, hydroforming, riveting, stamping, etc.
This helps visitors to absorb the basics of these complex processes allowing them to innovate ways for improving and inventing new processes for specific tasks.
Multi step forging
Multi step forging processes are very complex to understand since they involve different shaped dies, processes, parameters, etc.
Figure 12 explains the manufacturing of a simple poppet valve in two steps. The top part of Figure 12 shows the upsetting stage in which the stem of the poppet valve is formed whereas the bottom part shows the second stage in which the valve head is manufactured. The different dies in the two stages are seen moving in the simulation which is far more effective than simple figures.
Multi step forging of a poppet valve in two steps.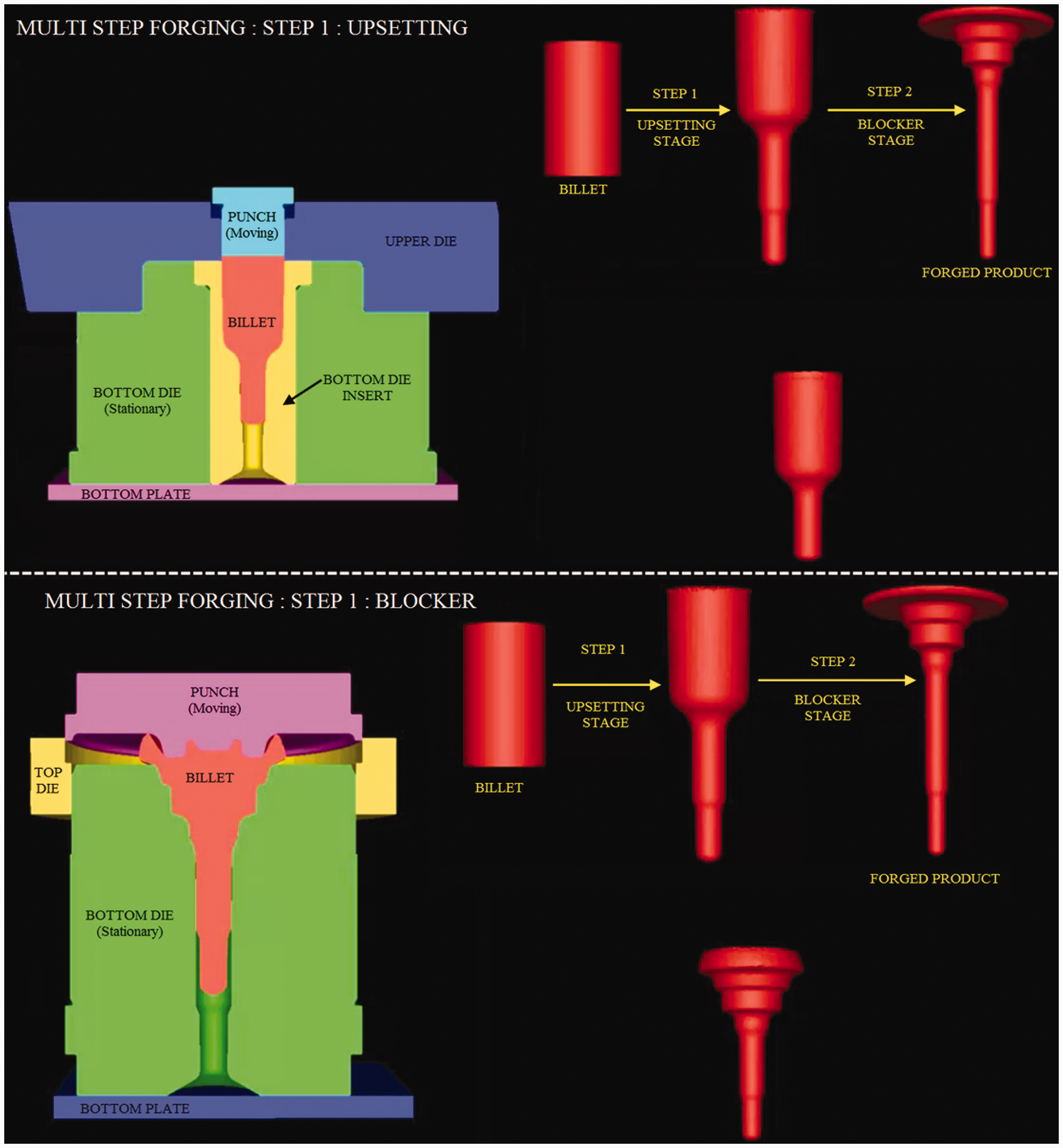
Hydroforming
The applications of tube hydroforming components in recent times have increased with the advent of availability of reliable finite element models (FEM)
13
and extensive use of lighter hydroformed materials in the automobile industry.
18
Figure 13 shows a snapshot of simulation on website http://msvs-dei.vlabs.ac.in) which explains about a basic tube hydroforming process. A tube has been positioned in the die which is set on the press. The closing force is applied by two pistons at the end of tube which apply axial feeding to the tube filled with fluid. This causes the tube to deform and acquire the shape of die cavity.
Snapshot of tube hydroforming process simulation.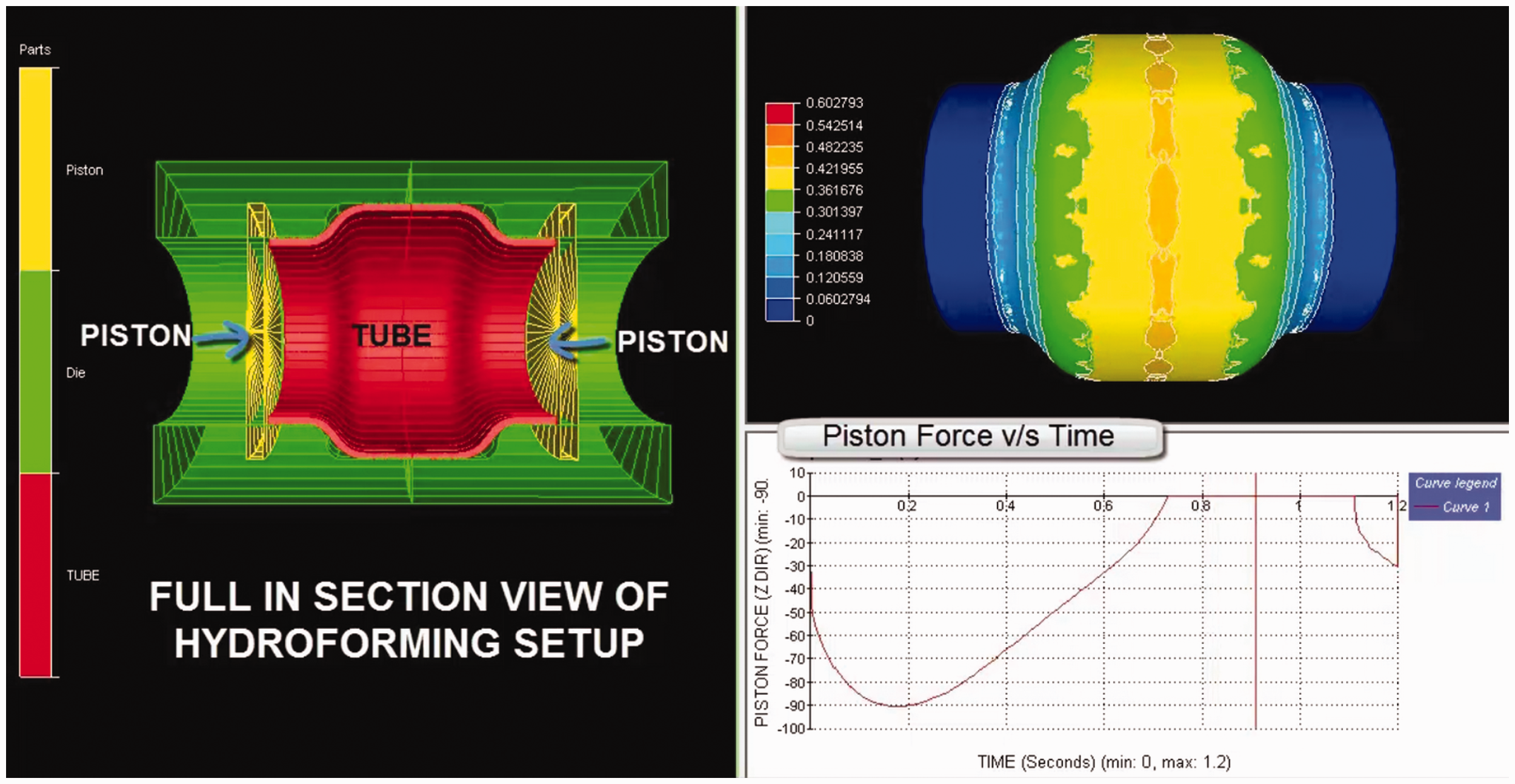
Results
Metal Forming Virtual Laboratory (MFVLAB) is a giant leap in providing enhanced learning and virtual training for one of the core undergraduate courses on manufacturing processes at second, third, fourth and fifth semesters, respectively, in mechanical engineering. This virtual lab developed can be accessed with web address http://msvs-dei.vlabs.ac.in. It has modules. ranging from basic modules of upsetting, extrusion, rolling and sheet metal work processes along with complex processes of hydroforming, ring rolling, orbital forming, swaging, cogging, stretch forming, and multi-step forging.
Conclusion
The eternal race for global supremacy needs to be fuelled by skillful labor. Metal Forming Virtual Laboratory (MFVLAB) provides 24 × 7 teaching and training facilities which is an effective tool of learning for amateur mechanical engineers, novice mechanical engineering undergraduate students from the second to fifth semesters for the courses on manufacturing processes and even research scholars. It has presently over 25,000 users and consists over 200 modules including special modules for forging defects, equipments, gear manufacturing, medical implants, etc. Each process module is supported by CAD simulations, related theory, and self-check quizzes with automatic scoring for checking of retained knowledge. Further, the proposed initiative includes modules for application in varied fields, for example upsetting of forged piston, extrusion of seamless pipe, rolling of I-section, deep drawing of sheet, and several others. Also, the interactive simulation benches for basic processes of upsetting, extrusion and rolling provide a tool to undergraduate engineers to play, compare, and learn while changing the different affecting variables. All these features assist a mechanical engineering student in improving understanding and retention of grasped knowledge and helping him in the mission to learn what they want, when they want at their own pace.
Footnotes
Acknowledgment
The author gratefully acknowledges the help of Mr Shivam Gupta and Mr Rohit K Pal, Project Research Assistants (2011–2012), for preparing a number of metal forming models and simulations in this work.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Support for this research from the MHRD, Government of India under NMEICT – Virtual Labs (www.vlab.co.in & ![]() ) is deeply appreciated.
) is deeply appreciated.