
Abstract
Hot in-place recycling (HIR) is a process that reuses reclaimed asphalt materials to benefit the environment and conserve natural resources. HIR has not yet been widely applied in China because of technical drawbacks such as reclaimed materials’ fatigue properties and poor cracking resistance. Preheating is the first procedure in HIR and significantly affects the diffusion of rejuvenators within the aged asphalt and the remixing of virgin and aged mixtures. This study focuses on the effects of preheating on the rheological properties of rejuvenated asphalt binder using dynamic shear rheometer (DSR) testing. Three types of rejuvenators (Reju-A, Reju-B and Reju-C), three types of base asphalt binder (#50, #70, and #90), recovered asphalt from recycled asphalt pavement, and laboratory-aged asphalt were investigated to analyze the rheological properties under different heating conditions. The results show that (1) rejuvenators contain little in the way of viscous characteristics and have a viscosity-reducing effect on aged asphalt; (2) field-aged asphalt loses cohesion and gains rutting resistance during aging; and (3) preheating has a significant effect on diffusion of rejuvenators within aged asphalt as well as on rheological properties. In short, a good controlled preheating operation is critical to the quality of the asphalt rejuvenation process.
Hot in-place recycling (HIR) makes the most of aged asphalt pavement for pavement maintenance. This in-place practice utilizes almost 100% of aged pavement mixtures that are regarded as construction refuse in conventional engineering projects. Several studies indicate that using a high percentage of reclaimed asphalt pavement (RAP) material that has been processed in fresh asphalt mixtures and replacing virgin aggregate and binder can ensure satisfactory pavement performance ( 1 – 4 ). Studies have also shown that HIR of pavement has the potential to mitigate the need for milling and resurfacing pavement, thus providing substantial financial and environmental benefits ( 5 – 7 ). In fact, at least 70% RAP materials can be used in HIR, which represents a substantial cost reduction because 70% of road construction costs are from pavement material ( 8 ). Therefore, RAP materials are being used increasingly in asphalt pavement rehabilitation and maintenance projects. Studies also have shown that rejuvenated pavement, with less than 30% RAP and assuming the RAP is well designed and controlled, can perform the same as pavements constructed using virgin asphalt mixtures ( 9 , 10 ). Nonetheless, despite the benefits, practical applications of HIR have not been widely adopted either in North America or in China because of technical drawbacks, including low early mixture stiffness, cracking, raveling, and unsatisfactory durability of the resultant recycled materials.
Over time, the impacts of loading and environmental factors, such as high–low temperature cycles, freeze–thaw cycles, and wet–dry cycles, significantly change the characteristic of asphalt binder. Such changes are evident in the macroscopic index whereby the penetration and ductility of aged asphalt binder decrease while the softening point and viscosity increase. In addition, because aged asphalt is oxidized with oxygen and temperature during the service life of the pavement, it becomes stiffer and less capable of bonding aggregates than virgin binder. The microscopic explanation for these changes is the transformation of the asphaltic components. During the aging process, a lightweight component in asphalt binder, which is referred to as “aromatic” and is related to the low-temperature performance of binder, continuously transforms into asphaltene, which is a heavy component related to the high-temperature performance of binder. Yu et al. explain that mix collected from aged asphalt pavement has better rutting resistance but reduced low-temperature performance and fatigue resistance than all virgin materials ( 11 ). Pan and Tarefder also found that oxidation, which is the main chemical reaction that occurs in the asphalt aging process, contributes most to the hardening and stiffness of the binder, and the oxidized asphalt binder shows less deformation than original ones ( 12 ; see also 13 ). Rejuvenation is the converse process of asphalt aging; rejuvenators are designed to compensate for the lightweight components that are transformed into heavy asphaltene. Asphalt binder modification in HIR process is commonly achieved by adding asphalt rejuvenators. However, rejuvenator has the potential to adversely affect the qualities of new HIR without improving the quality of the new surface as expected ( 14 ).
Preheating is the premise behind HIR pavement construction in which RAP materials are scarified when the pavement is heated to above 130°C ( 15 ). A sufficient and reliable heating operation can guarantee that the RAP material remains loose with no agglomeration. In addition, sufficient heat enables the rejuvenators to dissolve uniformly and effectively within the aged asphalt binder ( 16 ). The equipment needed for HIR construction is able to heat equipment at depths of 4 cm to 6 cm. Different methods, such as hot air, infrared radiation, or microwave, can be used, but none of the devices needed for these methods can distribute heat with 100% uniformity throughout the pavement in both the vertical and horizontal directions ( 17 – 19 ). Non uniform heating or insufficient heat will lead to difficulties with scarification because the RAP materials will agglomerate and stick in the milling blade. The spraying of rejuvenators takes place immediately after the scarifying process, but rejuvenators cannot permeate agglomerated RAP materials thoroughly because of the low inner temperature. On the other hand, overheating certain areas of pavement can cause rejuvenators to evaporate or even burn the asphalt binder. Accordingly, the preheating condition is a crucial step to a successful rejuvenation of asphalt binder ( 20 , 21 ).
This study focuses on the preheating process in HIR construction. The main objective of this study is to investigate three different types of rejuvenators in aged asphalt. The asphalt was laboratory-aged [i.e., aged in a rolling then film oven (RTFO)] or was extracted RAP under different heating conditions to evaluate the effects of rejuvenator type and heating conditions on the rejuvenation of aged asphalt binder.
Materials and Experimental Plan
Binder
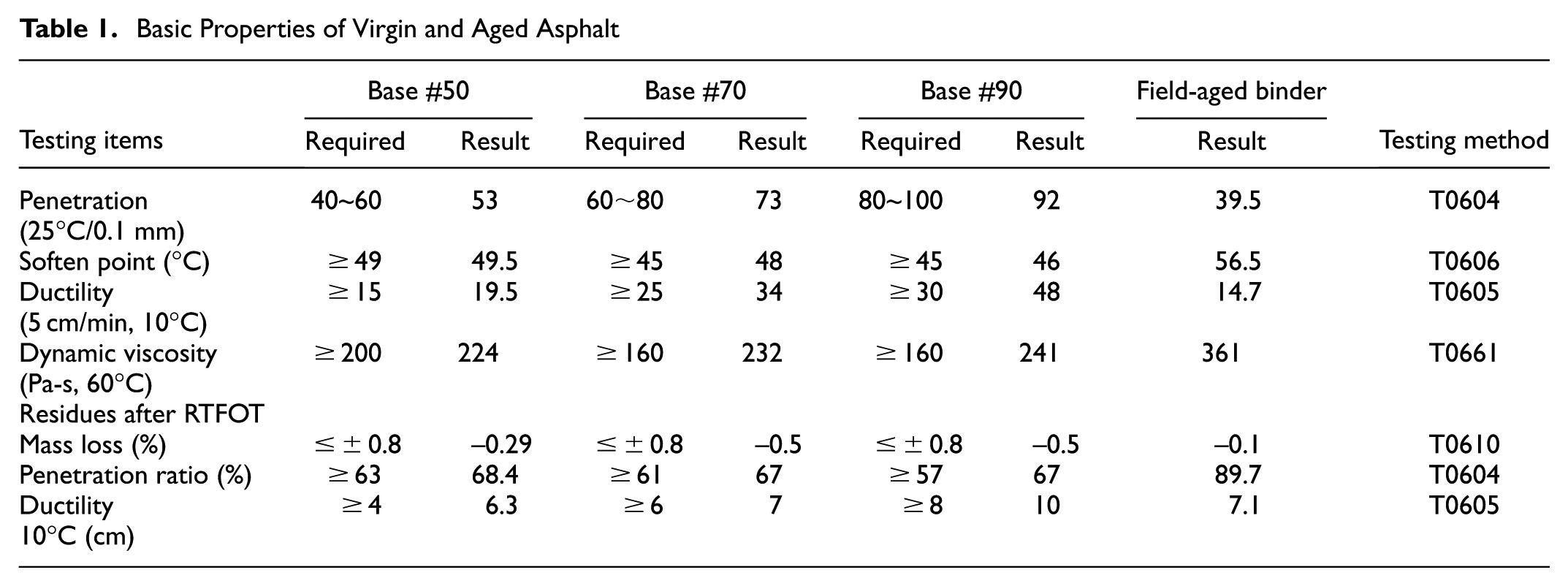
Three types of base asphalt, penetration grade #50, #70, and #90, were used in this study. Table 1 presents the basic properties of the virgin binder and aged binder tested. (Note: The testing method is a Chinese version that is a modification of methods of the American Society for Testing and Materials and American Association of State Highway and Transportation Officials.)
Basic Properties of Virgin and Aged Asphalt
Rejuvenators
Three types of rejuvenators (Reju-A, Reju-B, and Reju-C) were used to investigate the effect of rejuvenation on aged asphalt binders in this study. Rejuvenators normally consist of low-viscosity oil and certain modifiers and are expected to change the components ratio among the various chemical compositions within aged asphalt binder.
Asphalt Binder Aging
Asphalt field aging differs from the RTFO short-term aging process in the laboratory with respect to mechanical impact. For RTFO aging in the laboratory, only oxidation occurs during the testing, whereas ultraviolet radiation and freeze–thaw cycles are involved in asphalt field aging. To compare the field-aged asphalt and laboratory-aged binder, two types of aged asphalts were produced in this study. One is field-aged asphalt extracted from RAP mixtures, and the other is laboratory-aged asphalt obtained using an RTFO.
Experimental Plan
The rheological properties of the virgin and reclaimed asphalt binder (with or without rejuvenators) were measured using a dynamic shear rheometer (DSR). The tests were conducted in the linear viscoelastic (LVE) region. Temperature sweep tests were carried out on oscillatory type testing. Three plain rejuvenators were tested using the DSR to determine the rheological properties (complex modulus G* and phase angle) at different temperatures: 46°C, 52°C, 58°C, 64°C, and 70°C. Extracted aged binder and #50, #70, and #90 virgin base asphalt was also tested using the DSR.
To analyze the effect of the different rejuvenator and the preheating temperature on the rejuvenation process, laboratory-aged binder (#70 base after RTFO testing) was added with three different rejuvenators (Reju-A, Reju-B, and Reju-C) at three temperatures (90°C, 120°C, and 150°C). The test procedure was as follows. The RTFO-aged #70 asphalt was placed into beakers. The beakers were placed into dryers preheated to a certain temperature (90°C, 120°C, or 150°C) for an hour. Three types of rejuvenators (A, B, or C) were added, each 10% of the aged binder by weight, into the beakers and then they were placed back in the oven and heated for an hour and then left to cool down to room temperature before producing the rejuvenated asphalt test sample.
To investigate the effects of each rejuvenator type, temperature, and length of time on the diffusion of the rejuvenators within the aged asphalt binder, a parametric analysis test was designed to study the contribution of the different factors to the rejuvenator diffusion process. The three factors are preheating temperature, heating time, and rejuvenator types, with three levels of factors, using numbers 1, 2, and 3 to represent different levels—for factor A (preheating temperature), Level 1 for 90°C, Level 2 for 120°C, and Level 3 for 150°C; for factor B (heating time), Level 1 for 60 min, Level 2 for 90 min, and Level 3 for 120 min; similarly for factor C (rejuvenator types), Level 1 for Reju-A, Level 2 for Reju-B, and Level 3 for Reju-C.
Table 2 presents the three levels for three factors (type of rejuvenator, heating temperature, and heating time) and the parametric analysis design. An optimal experiment plan was designed using SPSS, whereby only nine tests can represent 27 (3 × 3 × 3) types of testing.
Parametric Analysis Design
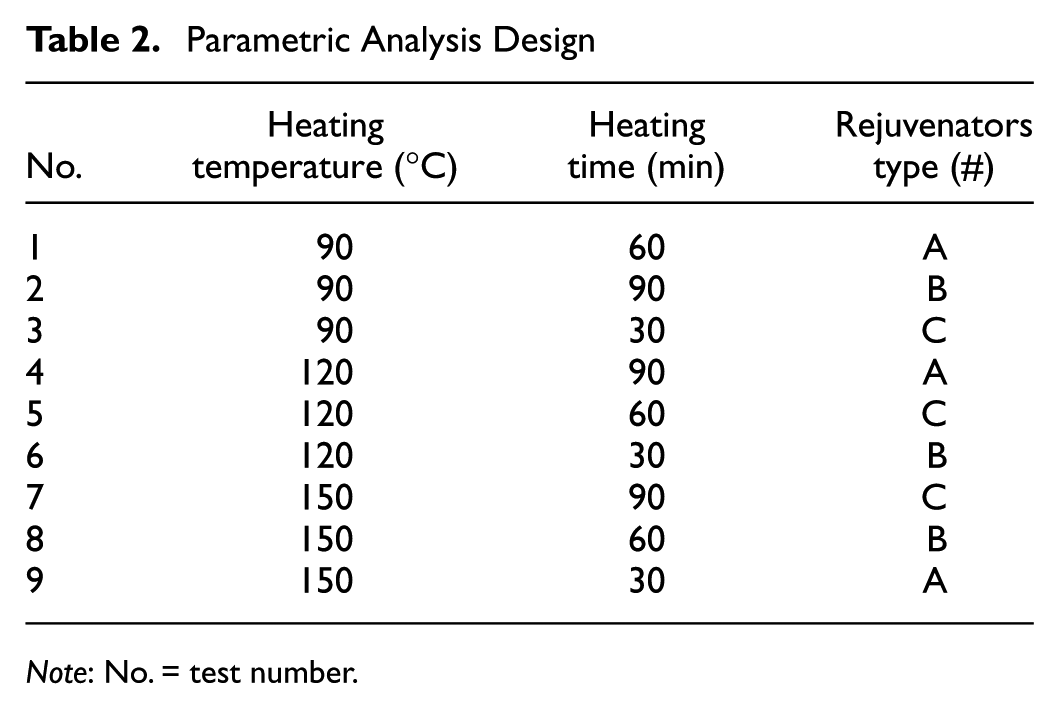
Note: No. = test number.
The parametric analysis testing procedure was as follows. The aged asphalt binder was heated to the required temperature in an oven and poured into a glass beaker. Then three types of rejuvenators were dropped from the top of the asphalt binder surface using a liquid dropper, the rejuvenator weighing 10% of the aged asphalt, and the beaker was placed back into the oven and heated for the required time. Then, the glass beaker was removed from the oven and cooled to room temperature before putting it into a freezer. After 4 h of freezing, the testing sample was produced from the beaker where it was measured for 5 cm from the bottom as shown in Figure 1. This test was intended to simulate the diffusion of a rejuvenator in aged asphalt. Figure 2 presents this procedure to produce a rejuvenated binder sample.
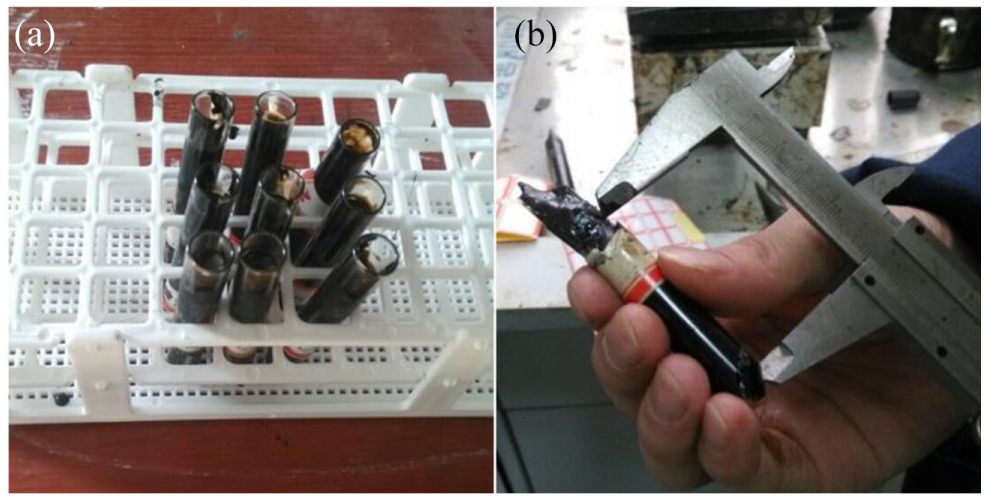
Collection of rejuvenated asphalt binder: (a) frozen rejuvenated binder; (b) measuring sample height.
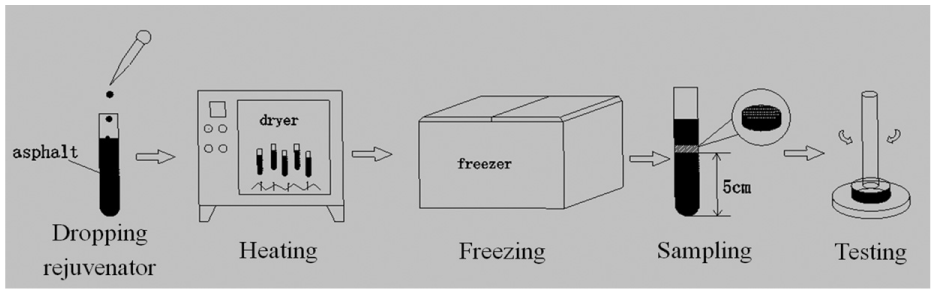
Sampling of rejuvenator diffusion test.
Results and Discussion
Rheological Properties of Rejuvenators, Virgin, and Aged Asphalt Binders
Figure 3, a to c presents graphs of the rheological properties of the three types of rejuvenators. Figure 3a shows that, with an increase in test temperature, the complex modulus (G*) values of the three rejuvenators do not change substantially. Figure 3b shows that the phase angle fluctuates with an increase in temperature. The Reju-C phase angle shows a decrease with an increase in temperature; specifically, the viscous portion decreases gradually. The Reju-A phase angles at all temperatures are significantly lower than for the other two rejuvenators. However, the phase angles of all the rejuvenators are lower than 5°, which suggests that the viscous portion is small in all three types of rejuvenators. Figure 3c shows that the rutting resistance (G*/sinδ) of the three kinds of rejuvenators fluctuates with the test temperature. Reju-A shows the greatest rutting resistance and Reju-C the least.
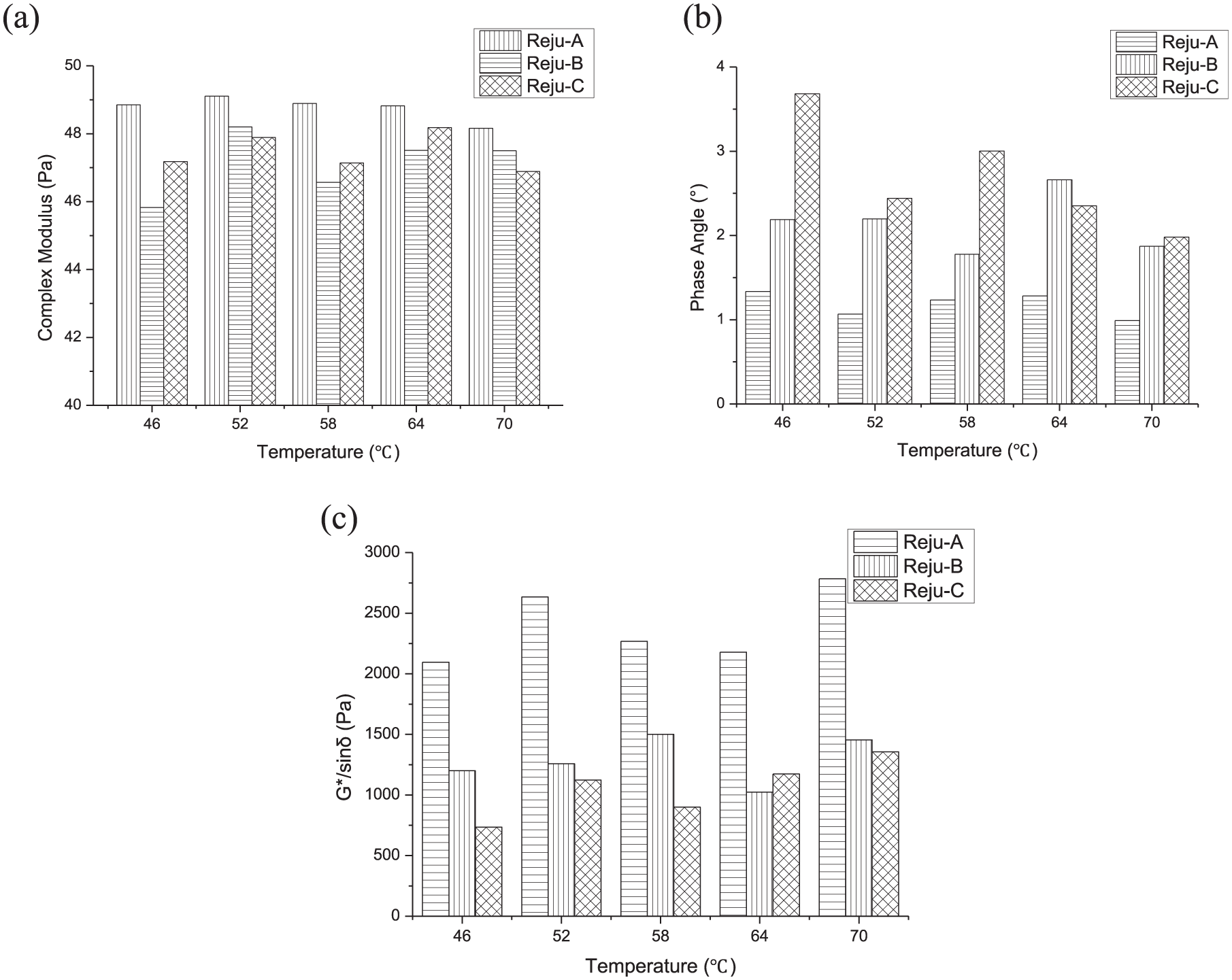
Rheological properties of rejuvenators: (a) complex modulus; (b) phase angle; (c) G*/sinδ.
DSR testing in temperature sweep mode was conducted on the base asphalts #50, #70, #90, and the field-aged asphalt that was extracted from RAP materials. Figure 4, a to c presents the rheological properties (complex modulus values, phase angles, and rutting resistance, respectively) of the virgin base asphalt and RAP-extracted asphalt.
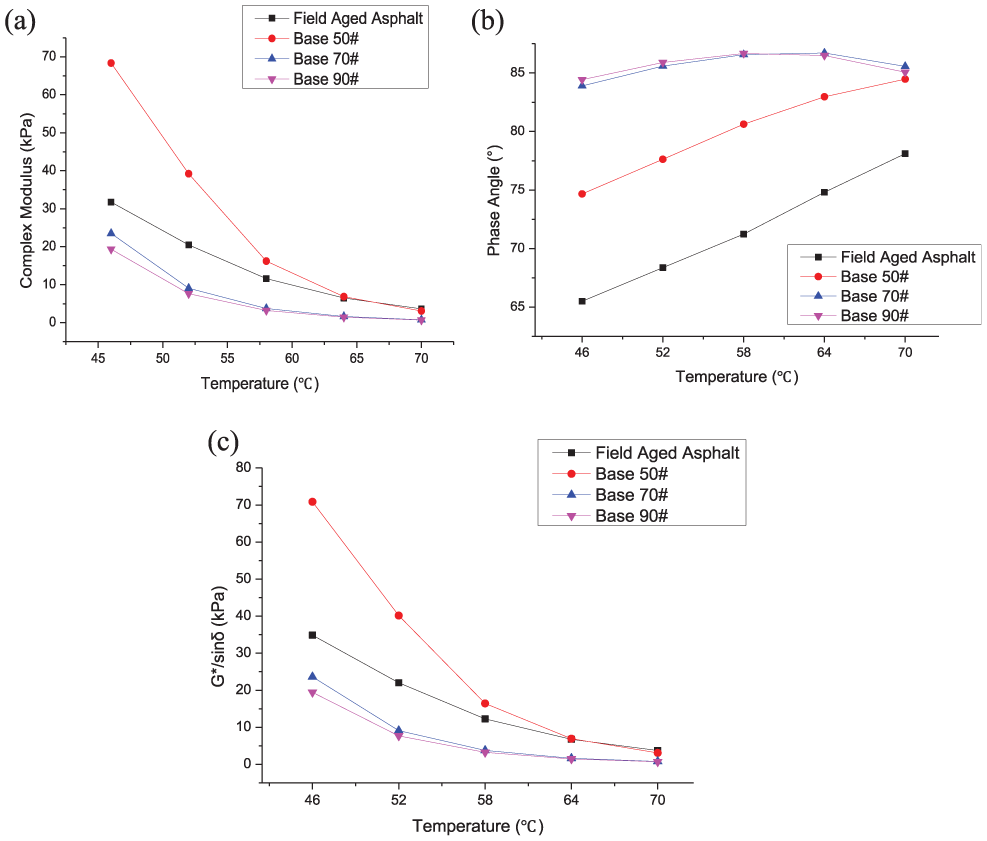
Rheological properties of virgin and field-aged asphalt binder: (a) complex modulus; (b) phase angle; (c) G*/sinδ.
Figure 4a shows that the complex modulus values of all the virgin asphalts and field-aged binders decrease with an increase in test temperature. Base #50 shows the greatest decrease rate among all the binders because, with an increase in temperature, the viscosity of the asphalt becomes increasingly lower as does the rutting resistance. Based on this trend, the decreasing rate of the complex modulus values likewise becomes increasingly lower with an increase in temperature.
Figure 4b clearly shows that the phase angles of Base #70 and #90 decrease soon after an increase from 46°C to 70°C. The field-aged asphalt and Base #50, however, show a steady increase with an increase in temperature, which suggests that the cohesive components of the asphalt increase gradually. In addition, the phase angles of the field-aged asphalt and Base #50 are significantly lower than for the other two, because the light components reduce during the aging process.
Figure 4c shows that the rutting resistance of all the asphalts decreases with an increase in test temperature. This outcome is in accordance with the basic properties of asphalt binder in that binder flows more easily at higher temperatures, which means it will exhibit less rutting resistance. Base #50 exhibits the highest level of rutting resistance and Base #90 shows the lowest. The rutting curve for the field-aged asphalt lies between the Base #50 and Base #70 asphalt binders, which indicates that the reduction of the light components during aging leads to high viscosity of the aged binder. Accordingly, the field-aged asphalt gains some rutting resistance. The high-temperature rheological resistance suggests that reclaimed asphalt has a severe aging extent.
Rheological Properties of Rejuvenated Asphalt by Single Variable
Temperature sweep tests also were carried out using the Base #70 asphalt with a rejuvenator added before and after the RTFO tests. The rejuvenator content was 10% of the aged asphalt by weight for all three rejuvenator types (Reju-A, Reju-B, and Reju-C) that were added to the aged asphalt at the same temperature of 120°C. Figure 5, a to c presents the asphalt rejuvenation test results for the complex modulus values, phase angles, and rutting resistance, respectively. Figure 5, a to c clearly show significant differences between the laboratory-aged asphalt and field-aged asphalt binder. The high-temperature properties of the laboratory-aged asphalt are shown to decrease more quickly than those of the field-aged asphalt. The field-aged asphalt shows better rheological characteristics than the laboratory-aged asphalt at all the test temperatures. Moreover, the phase angles of the field-aged asphalt are far smaller than those of the Base #70 asphalt and laboratory-aged asphalt samples. This finding suggests that the smaller viscous portion in field-aged asphalt is the root cause of increasing viscosity and melting point of the field-aged asphalt binder. Figure 5, a to c clearly shows significant differences between the laboratory-aged asphalt and field-aged asphalt binder. The high-temperature properties of the laboratory-aged asphalt are shown to decrease more quickly than those of the field-aged asphalt. The field-aged asphalt shows better rheological characteristics than the laboratory-aged asphalt at all the test temperatures. In addition, the phase angles of the field-aged asphalt are far smaller than those of the Base #70 asphalt and laboratory-aged asphalt samples. This phenomenon demonstrates that low-viscosity rejuvenators compensate for the loss of the light components in aged asphalt binders during the aging process. Nevertheless, the various rejuvenators have a distinctive viscosity-reducing effect on aged asphalt. Reju-C has the most significant viscosity-reducing effect among the three rejuvenators, followed by Reju-B, and then Reju-A with the lowest adjustment effect. The high-temperature rheological property values of the three rejuvenated asphalt binders are lower than those of Base #70 asphalt binder.
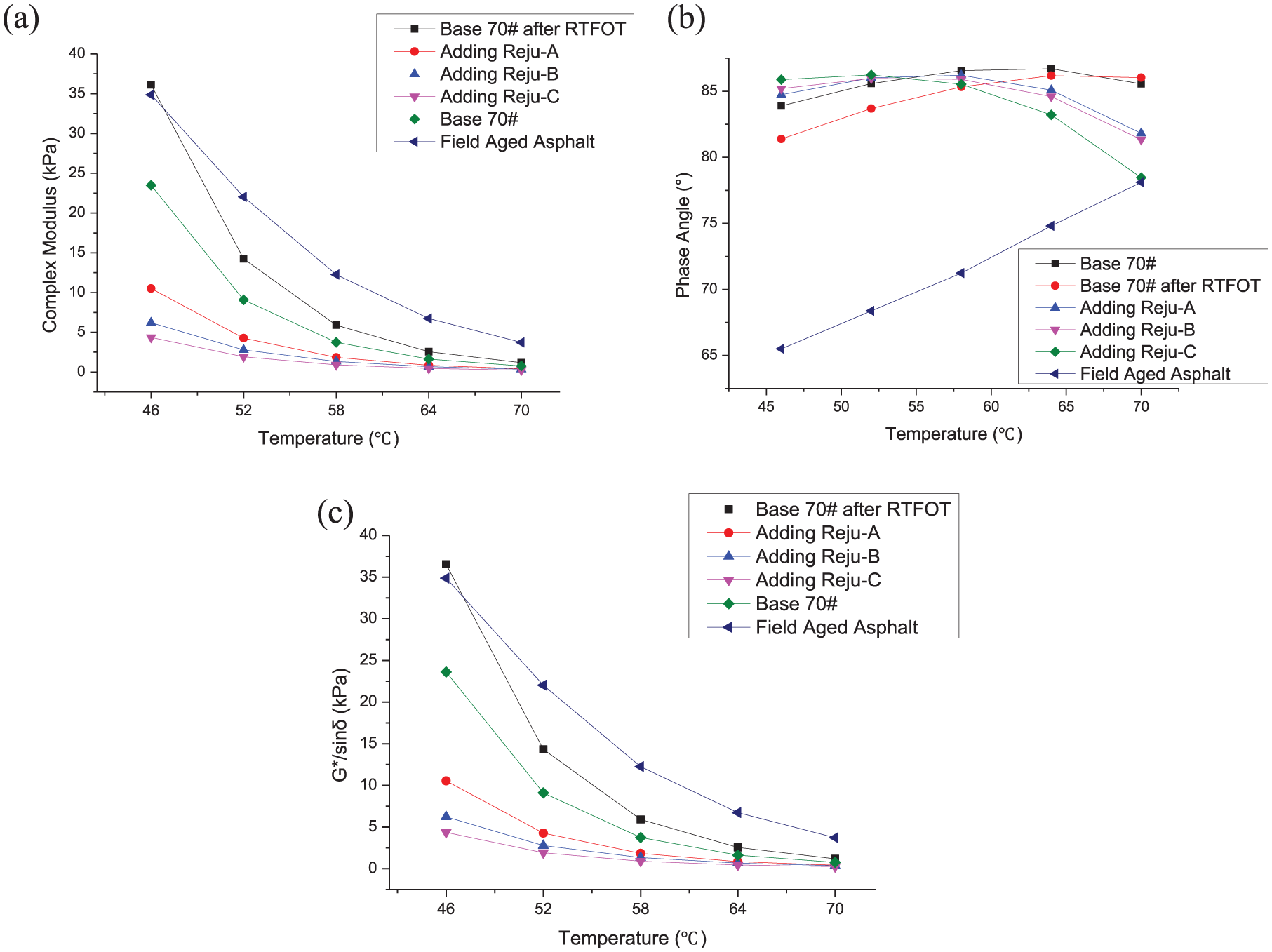
Rheological properties of rejuvenated asphalt by different rejuvenators: (a) complex modulus; (b) phase angle; (c) G*/sinδ.
The same rejuvenator, Reju-A, was used to rejuvenate the laboratory-aged #70 asphalt at different heating temperatures. Figure 6, a to c shows the high-temperature rheological properties, namely, complex modulus values, phase angles, and rutting resistance, respectively. Figure 6, a to c shows that the same rejuvenator affects the rejuvenation process at different rejuvenating temperatures. The rejuvenated asphalt at the high temperature was not significantly affected at the preheating temperatures of 90°C and 120°C. However, when the preheating temperature was raised to 150°C, the complex modulus values and rutting resistance (G*/sinδ) of the rejuvenated asphalt became much greater than at 90°C and 120°C. This outcome suggests that the higher the preheating temperature is, the less effect the adjustment of the rejuvenator has on the asphalt binder. However, this outcome contradicts common sense that a higher preheating temperature will help the rejuvenator diffuse more thoroughly through a deeper interaction. The possible explanation for this discrepancy is the significant evaporation of the rejuvenator when it is heated to a certain temperature. That is, the rejuvenator was added at the surface of the aged asphalt without any cover and put directly into an oven; because rejuvenators are light components (an oily chemical substance), they evaporate easily when heated.
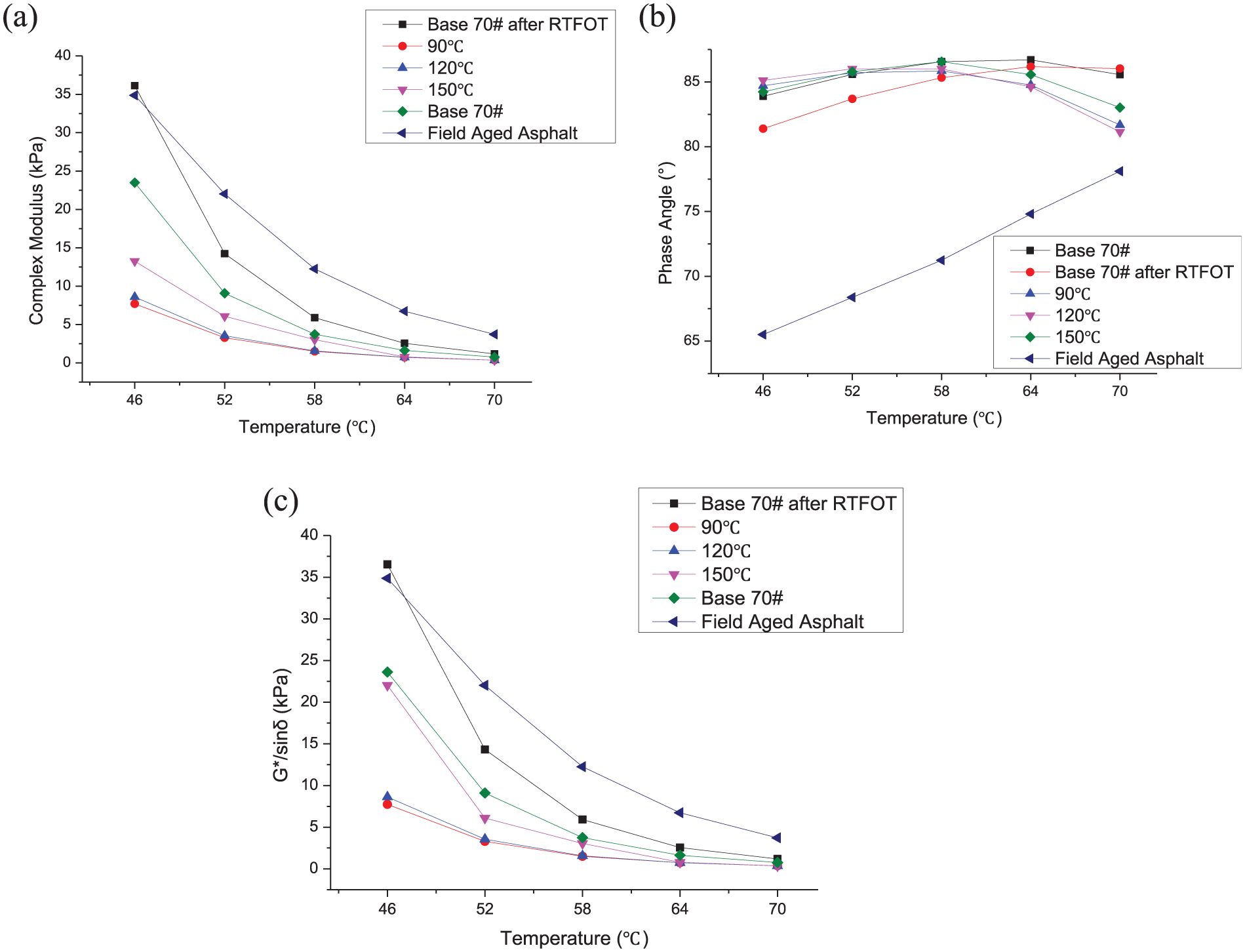
Rheological properties of rejuvenated asphalt by different temperature: (a) complex modulus; (b) phase angle; (c) G*/sinδ.
Rheological Properties of Rejuvenated Asphalt by Multiple Variables
The three factors and three levels of each factor for orthogonal testing were designed using SPSS. The purpose of an orthogonal test design is to reduce the test time by conducting fewer experiments that represent overall experiment scenarios. Figure 7 presents the temperature sweep test results. Figure 7j shows the control scenario in which rejuvenators were not added. Figure 7 indicates that different preheating temperatures correspond to the diffusion of the rejuvenators in aged asphalt #70 and that different preheating conditions lead to various diffusion depths. However, these findings do not change the overarching trend that rheological properties develop with temperature. The complex modulus values decrease with an increase in temperature and the reduction rate becomes smaller and smaller with an increase in temperature. With the addition of rejuvenators, the phase angle of the asphalt changes significantly, which indicates that rejuvenators play an important role in adjusting the ratio of the viscous versus elastic components during the rejuvenation period. In the control group, the phase angle of the base asphalt is comparatively large; that is, the phase angle tends to rise and fall with increasing temperature, but the range for such changes is small. The phase angle reduces by a certain degree, but soon rises steadily with the increasing temperature.
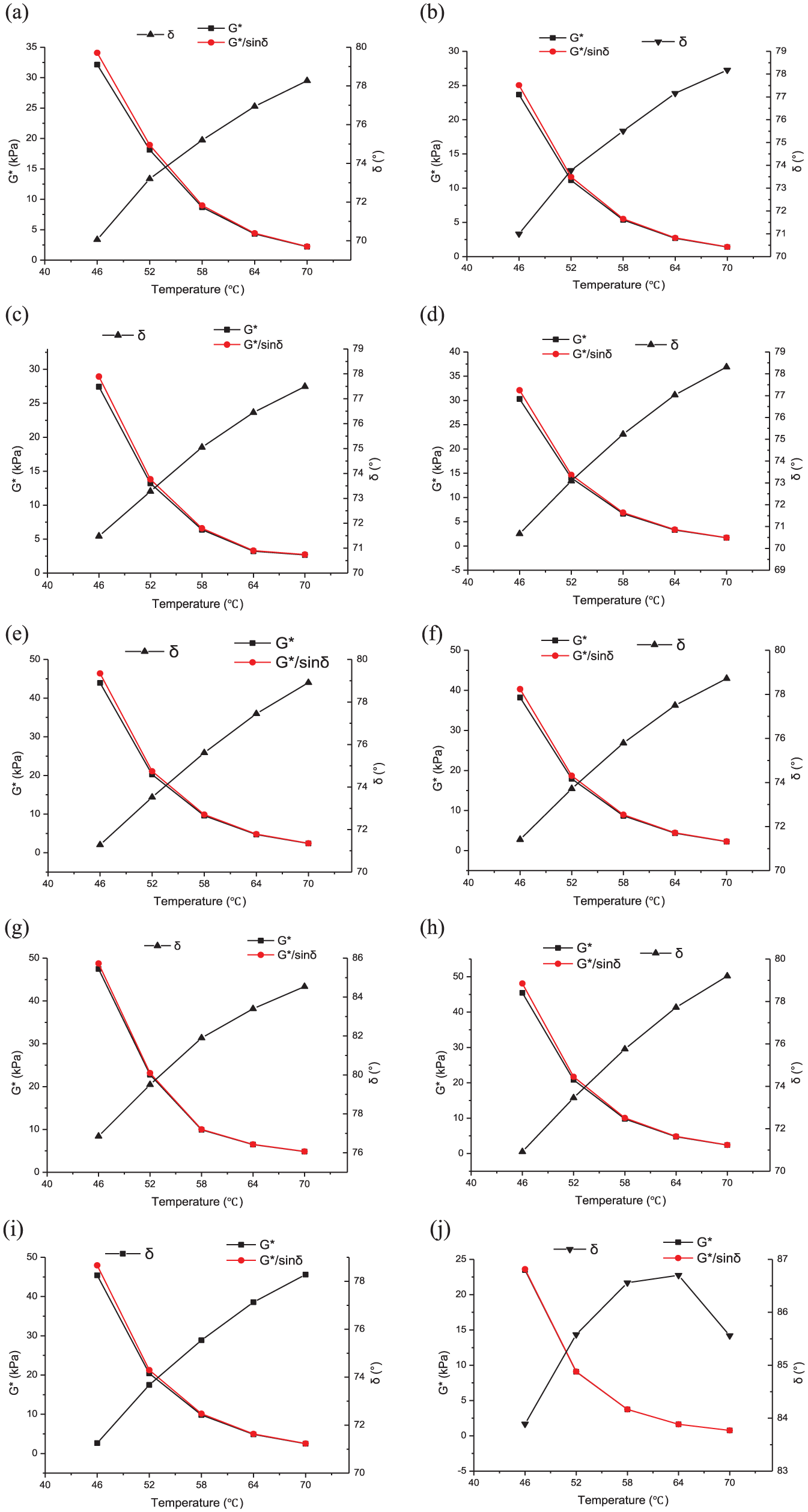
Parametric analysis results [the (a) to (i) correspond to 1 to 9 in Table 2]: (a) test 1; (b) test 2; (c) test 3; (d) test 4; (e) test 5; (f) test 6; (g) test 7; (h) test 8; (i) test 9; (j) test 10.
Range analysis was used to analyze the orthogonal test results. The rheological index temperature of 58°C was chosen because it lies in the middle of the temperature range. Tables 3 to 5 present the range analysis results for the complex modulus values, phase angles, and rutting resistance, respectively.
Range Analysis of Complex Modulus (58°C)
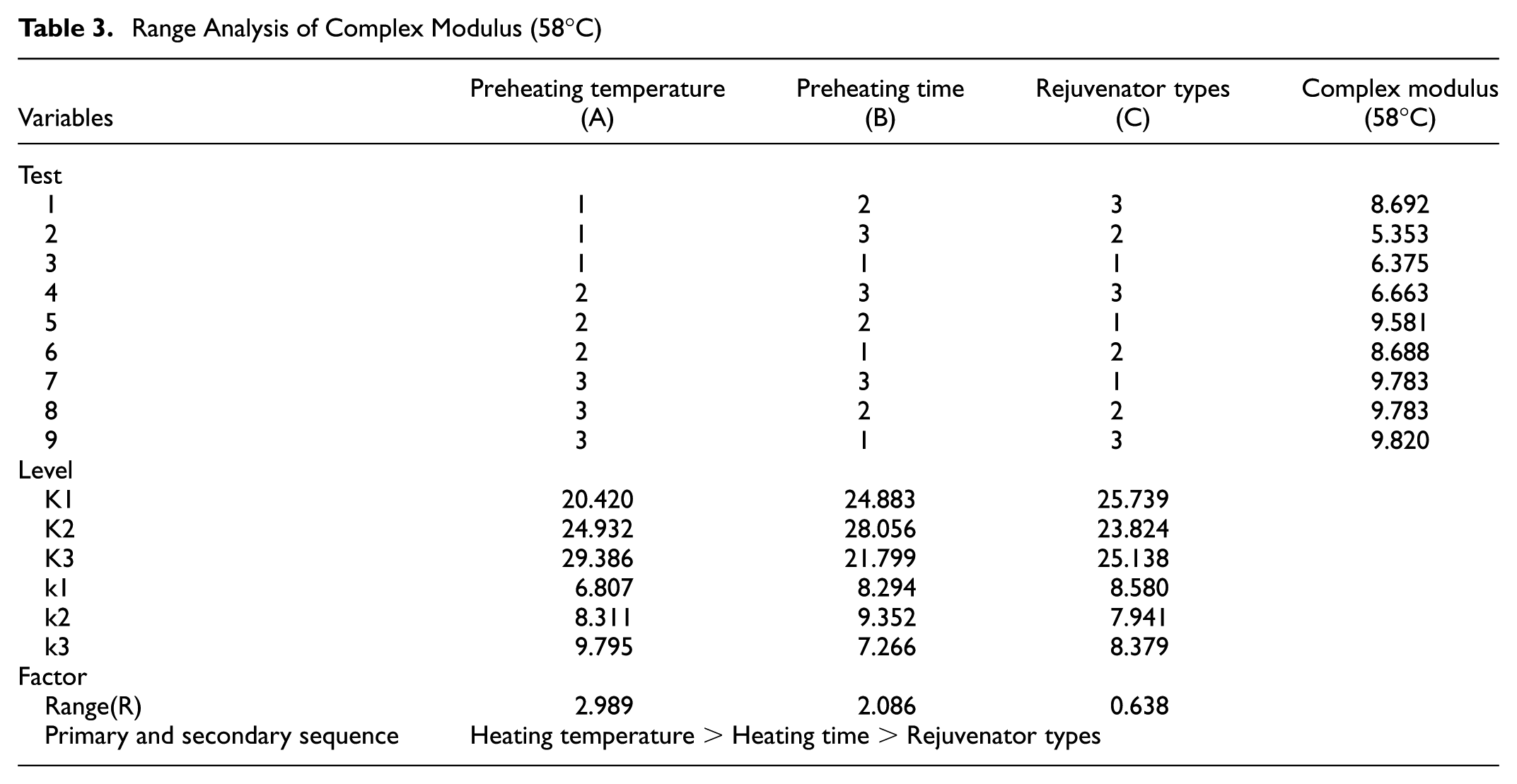
The lower the complex modulus value of the asphalt, the more obvious an effect the rejuvenators will have. Table 3 clearly shows that Level 1 (90°C) is the optimal heating temperature for Ak3 > Ak2 > Ak1; Level 2 (90 min) is the optimal heating time; and Level 2 (Reju-B) of the rejuvenator types is the optimal level for Bk2 > Bk1 > Bk3 and Ck1 > Ck3 > Ck2. Therefore, the optimal heating effect combination is Ak1+ Bk3+ Ck2, namely using Reju-B and heating for 1.5 hours at 90°C. According to RA > RB > RC, the influential factors for the primary and secondary orders for the complex modulus values at 58°C are heating temperature > heating time > rejuvenator type.
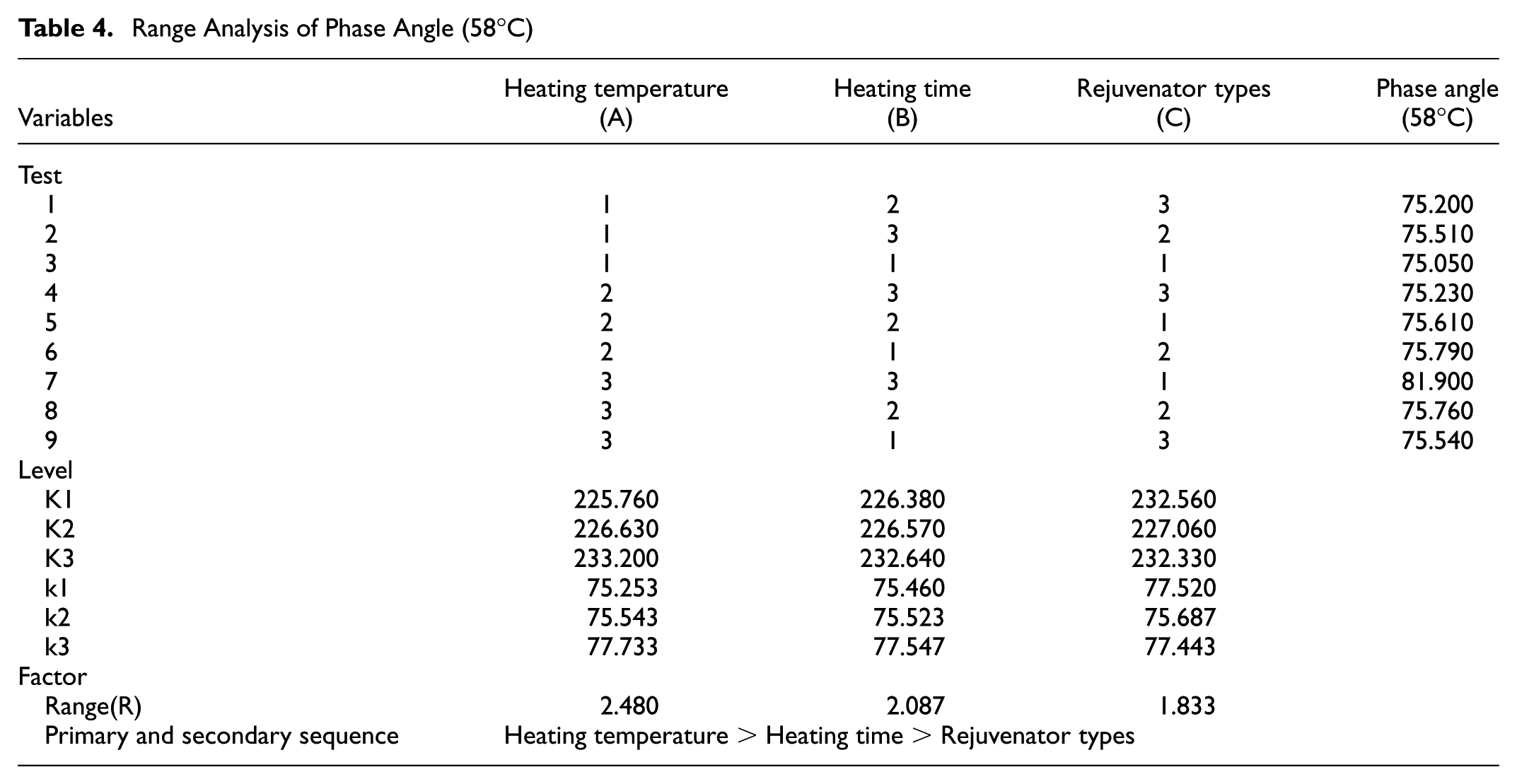
As shown in Table 4, the greater the phase angle, the more space the viscous components occupy in the asphalt and the more obvious is the adjustment function of the rejuvenators. The optimal combination for phase angle is Ak3 + Bk3 + Ck1, namely using Reju-C and heating for 1.5 hours at 150°C. According to RA > RB > RC, the influential factors for the primary and secondary orders for the phase angles at 58°C are heating temperature > heating time > rejuvenator types.
Range Analysis of Phase Angle (58°C)
Similar to the complex modulus results, the smaller the rutting resistance (G*/sinδ), the better the effect of the rejuvenator. Table 5 indicates that the optimal combination is Ck1 > Ck3 > Ck2, namely using Reju-B and heating for 1.5 hours at 90°C. According to RA > RB > RC, the influential factors for the primary and secondary orders for the phase angles at 58°C are heating temperature > heating time > rejuvenator type.
Range Analysis of G*/sinδ (58°C)
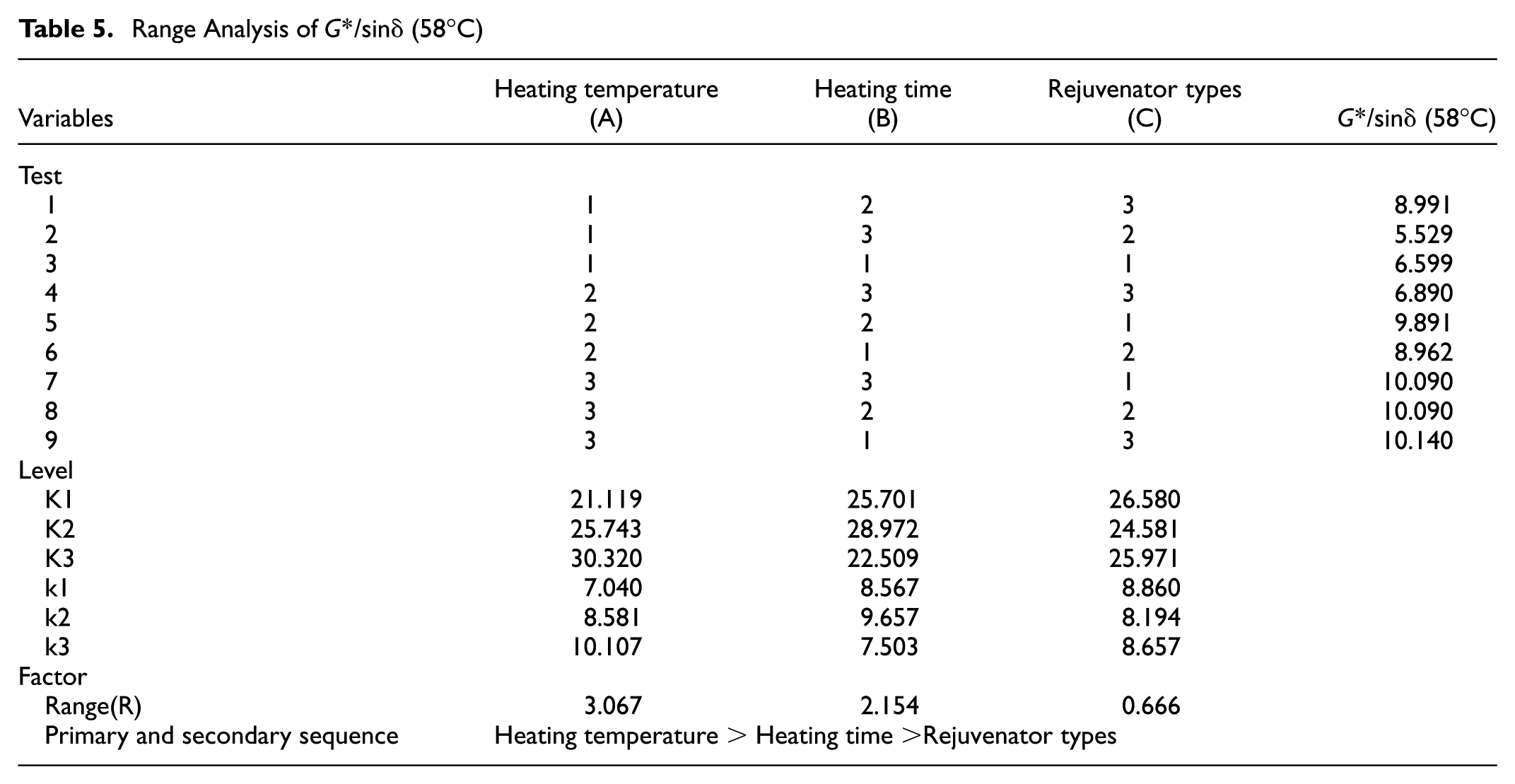
As can be seen from Tables 3 to 5, the preheating temperature is the most important factor that is responsible for the rheological properties of the reclaimed asphalt, followed by heating time. The rejuvenator affects the diffusion behavior the least.
Figure 8, a to c presents the effects of the preheating temperature, preheating time, and rejuvenator types, respectively, on the rheological properties of rejuvenated asphalt at 58°C. Figure 8a shows that the preheating temperature (preheating time is 60 min) is crucial to the diffusion of the rejuvenators, the complex modulus and rutting resistance increase with temperature, and the phase angle remains unchanged. These findings indicate that the rejuvenator does not affect the cohesive component ratio in aged asphalt when temperature is the only variable, but that the rejuvenated asphalt that has been obtained using a high preheating temperature shows better rutting resistance. This finding can be explained by some of the rejuvenators having evaporated during the heating process because they were dropped onto the surface of the aged asphalt without any cover. Rejuvenators consist of light molecular weighted compounds that can evaporate easily. The higher the temperature, the more easily the rejuvenator will evaporate into the hot air. Figure 8b clearly shows that heating time (heating temperature is 120°C) significantly affects the diffusion of the rejuvenators in aged binders and rutting resistance decreases with an increase in heating time. These findings suggest that a prolonged heating time helps rejuvenators permeate into aged asphalt binder. Figure 8c shows that the rejuvenator type has little effect on the diffusion of the rejuvenator and that the rheological properties of rejuvenated asphalt with different types of rejuvenators are comparatively the same.
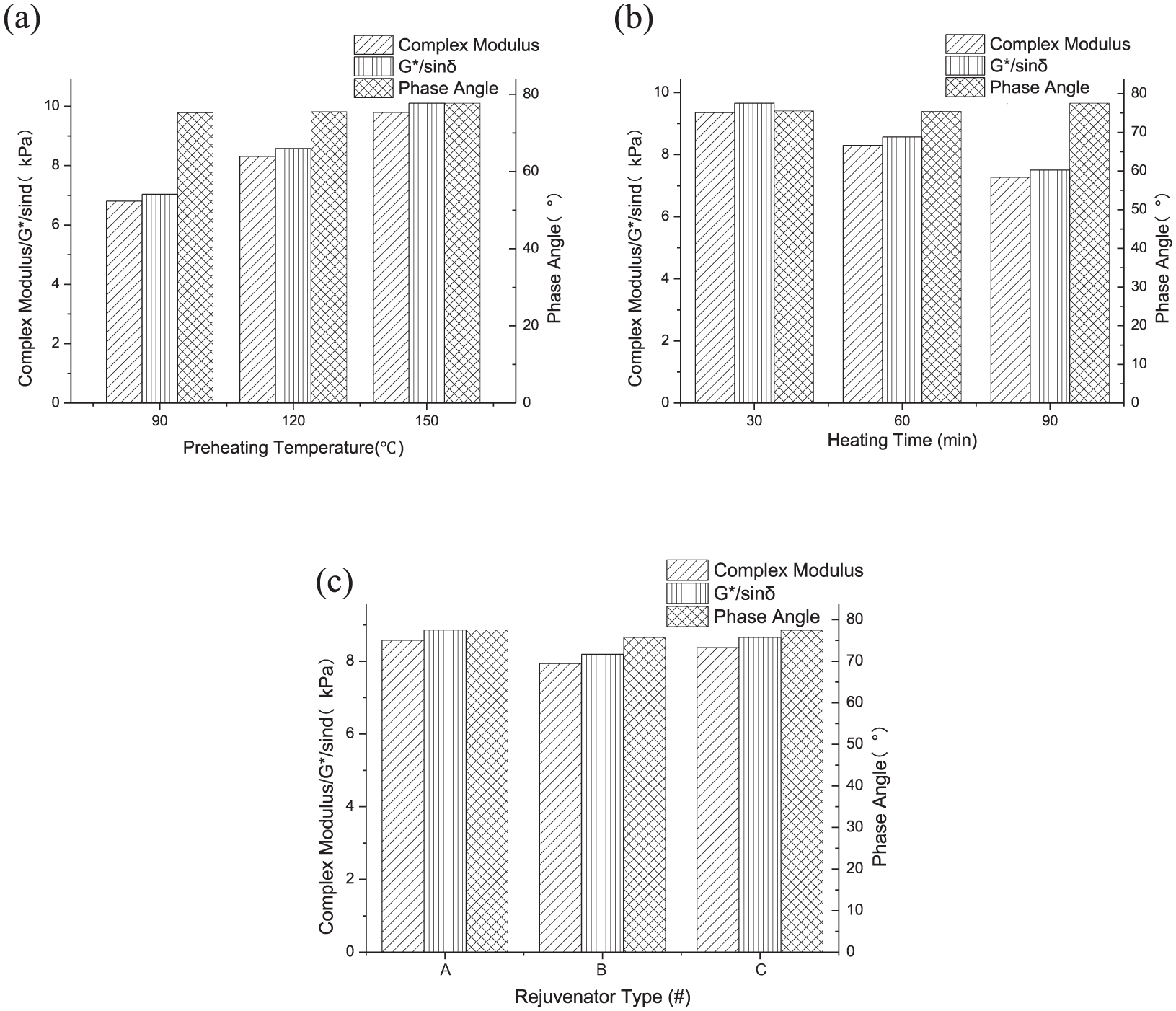
The effect of different variables to the rheological properties of rejuvenated asphalt: (a) preheating temperature; (b) preheating time; (c) rejuvenator types.
Conclusion
Based on laboratory test results obtained from this study, the following conclusions can be drawn:
The rheological properties of three types of rejuvenators were examined using DSR tests. The phase angles for the three rejuvenators tested were quite small, which can be viewed as evidence that rejuvenators contains small viscous portions. The high-temperature rheological properties of the different rejuvenators were relatively the same.
By testing virgin base asphalts #50, #70, #90 and field-aged asphalt, the rheological behavior differences between the virgin asphalt and the field-aged asphalt could be compared and analyzed. The higher the asphalt penetration grade, the greater the phase angle, and thus, the more cohesive components the asphalt will have. In contrast, the lower the asphalt grade, the greater the complex modulus value, which provides good rutting resistance.
Laboratory short-term aging tests (i.e., RTFO tests) were conducted using Base #70 asphalt. The effects of temperature and rejuvenator type on the rheological properties of the lab-aged asphalt were determined using DSR tests. Different rejuvenators and temperatures affected the rheological properties. Both permeation and evaporation occurred during the preheating of the aged asphalt with rejuvenators placed on the surface of the asphalt. Reju-C exhibited the most significant viscosity-reducing effect of the three rejuvenator tests. It diffused most at 90°C, whereas the other two rejuvenators evaporated at a high temperature of 150°C.
By changing the heating conditions (temperature and time) of the binder tests to simulate the effects of preheating on pavement, an orthogonal experiment was designed to investigate the effects of the preheating condition and rejuvenator type on the diffusion of the rejuvenator within aged asphalt binder. It was found that, although the preheating temperature and heating time had a significant impact on the rheological properties of rejuvenated asphalt at a certain pavement depth, the rejuvenator type had little effect on diffusion of the rejuvenators.
Accordingly, in HIR construction, control of the preheating effect and uniformity of the aged pavement are of vital significance to the operation of spraying the rejuvenators, because an insufficient preheating operation will lead to poor diffusion into RAP materials and overheating can cause the rejuvenators to evaporate or even burn.
Footnotes
Acknowledgements
This research is supported by the Basic Scientific Research Funds of the National Natural Science Foundation of China (NSFC) (No.51378074, 51578075), the Fundamental and Applied Research Project of the Chinese National Transportation Department (2014 319 812 180), and the Special Fund for Basic Scientific Research of Central Colleges, Chang’an University (CHD310821153503).
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: HW, ST, ZY; data collection: YL; analysis and interpretation of results: YL, GZ; draft manuscript preparation: YL, GZ. All authors reviewed the results and approved the final version of the manuscript.
The Standing Committee on Asphalt Binders (AFK20) peer-reviewed this paper (19-00467).