
Abstract
Moisture availability is a crucial factor for ongoing hydration reactions and controlling capillary pore water potential (PWP) development in cement-based mixtures. Harsh exposure conditions (such as low relative humidity, high temperature, or high wind speed) or incorporating fine cementitious materials may increase the mixture susceptibility to PWP development, and thus, early-age shrinkage. This study aims to investigate PWP and electrical conductivity development in cement paste and mortar mixtures with various water-to-cement ratios (from 0.25 to 0.4), silica fume substitutions, and internal curing in both sealed and harsh exposure conditions (ambient temperature from 10 to 35°C and relative humidity from 25% to 75%). The results indicate that high ambient temperature and silica fume incorporation substantially accelerate moisture loss and PWP development. The outcome of this study also shows the capability of internal curing using lightweight fine aggregate to delay PWP development in mixtures containing silica fume or exposure to low relative humidity and high-temperature ambient environments.
Availability of free water is imperative for ongoing hydration of cementitious materials with a proper rate ( 1 ). In addition, moisture loss, consumed in hydration reactions or evaporated from the free surface, results in considerable early-age shrinkage in cement-based materials ( 2 , 3 ), which increases cracking potential ( 4 ). To find solutions for the mitigation of early-age cracking potential, it is essential to study mixture proportions and exposure condition parameters that mainly result in moisture insufficiency in early-age state.
There are three different types of water in cement-based materials: chemically bonded water in gel pores, near-field physically bonded water in interlayer spaces and very fine capillary pores, and free water (not absorbed) in capillary pores ( 5 ). Because of their low potential, chemically and physically bonded water cannot properly participate in hydration reactions with cementitious materials. The role of free water in the capillary pores of cement-based materials is important because it is the portion of the total moisture which can participate in hydration reactions, evaporation at normal curing temperatures, and the transfer of ion charges.
Capillary pore water potential (PWP), the negative pressure in drying capillary pores resulting from the surface tension of pore solution, starts to significantly decrease (i.e., to higher negative pressures) when water is taken from capillary pores with 50 nm and smaller diameters ( 6 , 7 ). This physical procedure generates a capillary tension on early-age hardened cement matrix, which can be reduced by rewetting the capillary pores ( 8 ). The magnitude of capillary PWP mainly depends on the effective size of capillary pores in the cement matrix and surface tension of the pore solution ( 7 ). Increasing the degree of hydration ( 9 , 10 ), decreasing initial water-to-cement ratio (W/C), and using supplementary cementitious materials with fine particle size distribution and high surface area such as silica fume (SF) are the main parameters which can significantly decrease the effective pore size of cement matrix and increase the magnitude of PWP at a constant volumetric moisture content. Chemical admixtures such as shrinkage reducing agents can be successfully used to modify the chemical composition of a pore solution and substantially decrease surface tension ( 11 ).
Environmental exposure condition is an important factor that affects the rate of water evaporation from the free surface of the mixture, resulting in PWP development. The rate of water evaporation from the surface of a normal concrete mixture is about half of that from the surface of free water ( 12 ). Evaporation rate depends on the ambient temperature and relative humidity (RH) ( 13 ), wind speed, solar radiation, and PWP at the mixture surface. There is a lack of information in relation to the effect of exposure condition on increasing water evaporation, accelerating PWP development, and decreasing the rate of hydration in cement-based mixtures.
An alternative method to mitigate moisture loss is internal curing (IC), which uniformly provides extra curing water to the effective volume of the cement matrix around the internal curing water (ICW) carrier after solidification ( 14 , 15 ). Lightweight fine aggregate (LWFA) is the common ICW carrier used in North America ( 16 ). Pre-saturated porous LWFA is mixed with and uniformly distributed through the mixture. When moisture loss results in capillary PWP development in the cement matrix, free water is taken out of the larger pores in LWFA, which leads to rewetting and suppressing of PWP in the matrix. There is a lack of information on the performance of IC to rewet capillary pores and suppress PWP development in harsh exposure conditions (low RH and high temperature).
The aim of this study is to investigate PWP development in cement-based mixtures with various W/C (from 0.25 to 0.4) and LWFA substitutions (from 10 to 50%) as well as 5% SF incorporation in harsh exposure conditions, including three levels of ambient temperature (from 10 to 35°C) and RH (from 25 to 75%).
Materials and Mixture Designs
The chemical compositions of Portland cement Type I/II (ASTM C150) and densified SF (ASTM C1240) used in this study are presented in Table 1. Also, the main components of Portland cement were calculated using the modified Bogue formula ( 17 , 18 ) based on the chemical composition. Tap water from the municipal network (Ames, IA) was used for mixing.
Chemical Composition and Main Components of Cementitious Materials
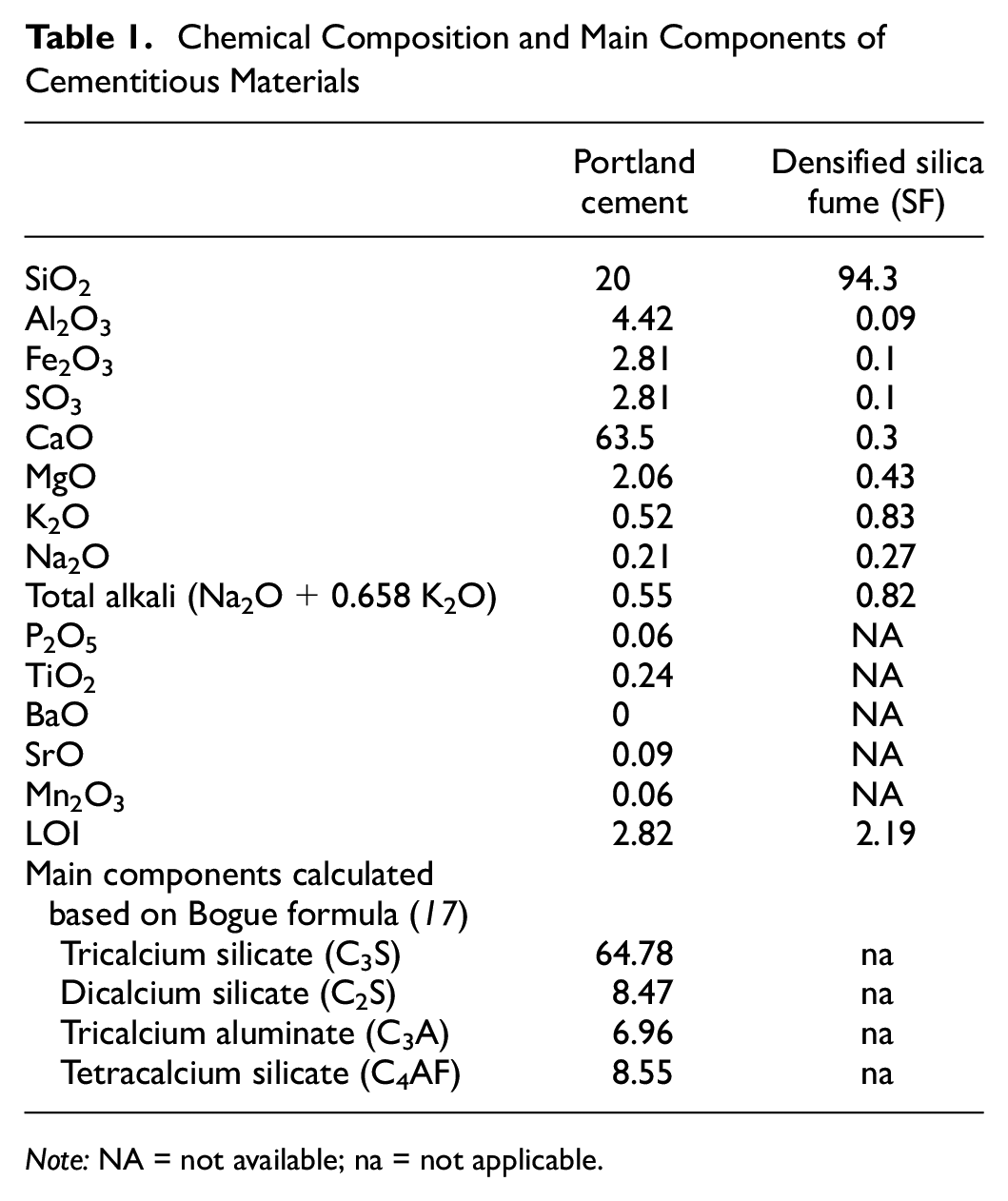
Note: NA = not available; na = not applicable.
A well-graded limestone fine aggregate with fineness modulus of 2.97, specific gravity of 2.65, and one-day saturated surface dried (SSD) moisture absorption of 1.3% was used, meeting the criteria of ASTM C33. In internally cured mortars, a portion of fine aggregate was substituted for the same volume of expanded clay LWFA (Provided by Arcosa, Alabama). Specific gravity and SSD moisture absorption of LWFA were 1.23 and 27.1%, respectively. Water release of LWFA at 93% RH was measured as 91.7% of SSD moisture absorption ( 19 ).
Mixture proportions of 10 cement pastes and four mortar mixtures tested in this study are presented in Tables 2 and 3, respectively. The ratio of ICW (released before reaching 93% RH) to cementitious materials (ICW/CMs) ( 15 ) is also provided for all IC mixtures in Table 3. Both pastes and mortars were mixed following ASTM C305 at 23±2°C using a laboratory Hobart mixer.
Mixture Proportion of Cement Pastes

Note: W/C = water-to-cement ratio; SF = silica fume.
Mixture Proportion of Mortars
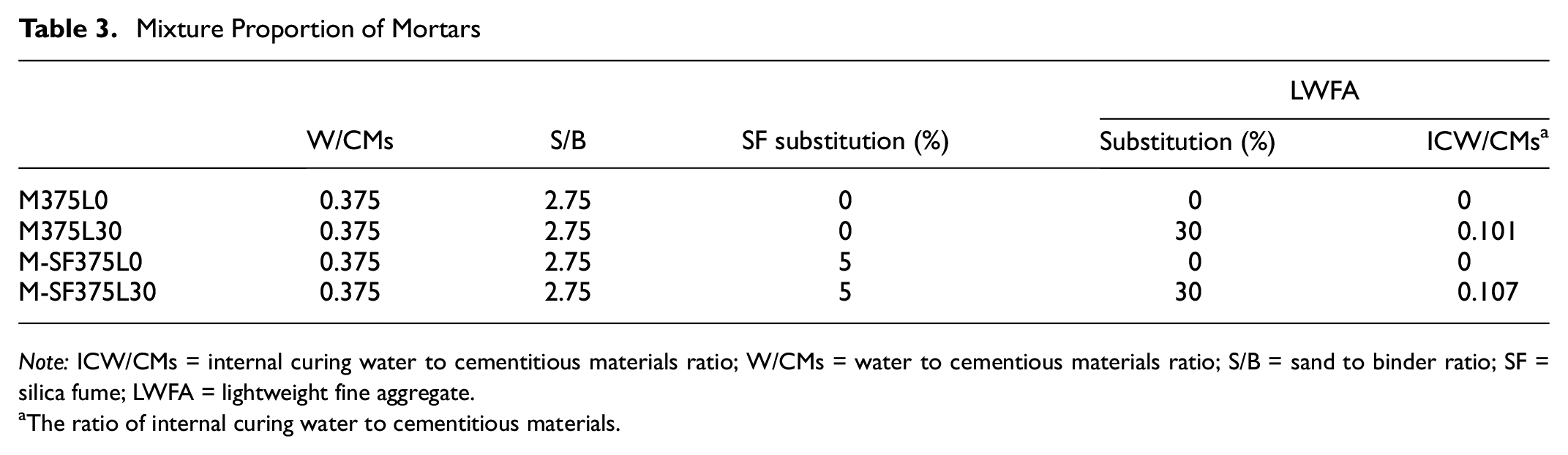
Note: ICW/CMs = internal curing water to cementitious materials ratio; W/CMs = water to cementious materials ratio; S/B = sand to binder ratio; SF = silica fume; LWFA = lightweight fine aggregate.
The ratio of internal curing water to cementitious materials.
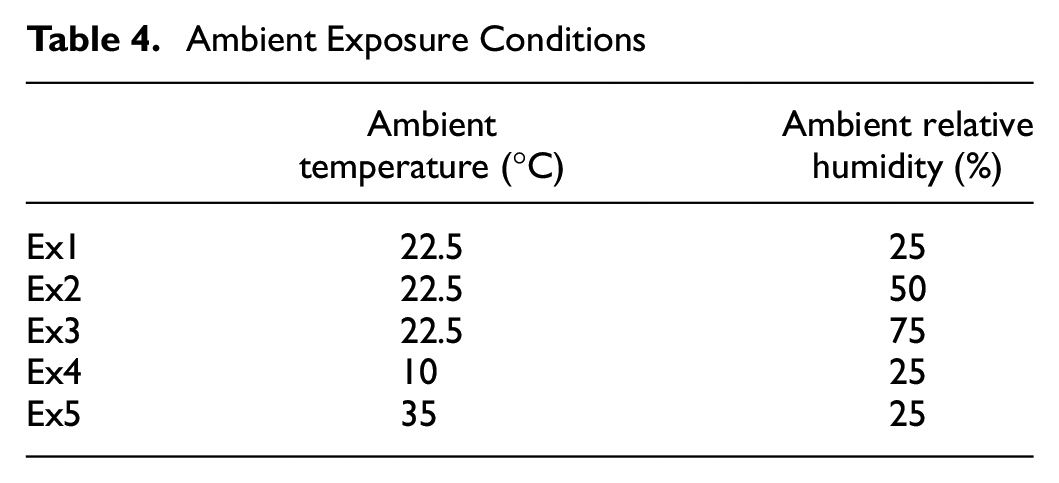
Table 4 indicates the five different environmental exposure conditions in which PWP and conductivity of mortar mixtures were tested.
Ambient Exposure Conditions
Experimental Methods
An environmental chamber was used to control ambient RH and temperature as presented in Table 4. Experimental tests including PWP and electrical conductivity are explained below in detail.
Pore Water Potential
There are various methods available to determine capillary pressure in materials. Indirect estimation of capillary pressure by monitoring the moisture content of an embedded calibrated porous medium (ceramic, granular sand, or a thin nylon film) is a common method used in soil physical studies ( 20 , 21 ). Moisture content can be estimated by monitoring various physical properties of the medium such as thermal conductivity, resistivity, permittivity, or light transmission.
Another indirect method used in concrete materials science is to monitor RH inside a small sealed plastic tube with a Gore-Tex cap embedded in the mixture ( 7 ). Equation 1 shows the nonlinear relationship between RH inside the tube and capillary pressure in the mixture (assuming perfect wetting [ 22 ] and local equilibrium between water vapor and liquid water):

where Vm is molar volume of pore solution, R is universal gas constant, T is temperature in Kelvin.
There are two main problems when using RH sensors to evaluate PWP in cement-based materials. Early-age mixtures are almost saturated and have a very high internal RH. The correlation between RH and PWP is very sensitive to any error in this range of measurement. In addition, most commercially available RH sensors do not have a good accuracy and repeatability or are out of calibration when RH is larger than 90%–95% ( 23 ). For these reasons, monitoring PWP in cement-based materials by use of RH sensors can result in a considerable error ( 21 ). However, RH meters can be successfully used to estimate large magnitude PWP (200 kPa to 5 MPa), which makes it suitable for use in monitoring drying shrinkage ( 23 ). The other issue is change in the chemical composition of pore solution at early-age state, which significantly changes the osmotic pressure. The measured RH depends on the total PWP, so it is hard to differentiate capillary and osmotic PWP in this case. However, it is reasonable to assume constant chemical composition for pore solution in cement-based materials at longer ages. Therefore, it is possible to use RH sensors for monitoring variation in capillary PWP at longer ages.
In this study, a tensiometer, capillary pressure sensor system (CPSS), was used to make direct measurements of PWP at two depths (1.25 and 5 cm) in cylindrical mortar specimens with 15-cm diameter and 10-cm depth. The specimens were kept uncovered in an environmental chamber with controlled ambient RH and temperature as indicated in Table 4.
Tensiometers usually consist of three main components: pressure transducer, connecting material, and porous transition cap. The digital pressure transducer provides a maximum range of −100 kPa at a resolution of 0.1 kPa. The tensiometer (syringe) is filled with deionized water to keep a hydraulic connection between the medium and the pressure transducer. The transition cap is usually made of porous ceramic or other materials with very fine pores, providing the hydraulic connection between the surrounding materials and the connecting materials inside the sensor. In this study, a disposable plastic syringe with a very fine tip, filled with degassed deionized water, is used instead of a porous ceramic. The whole system is presented in Figure 1.
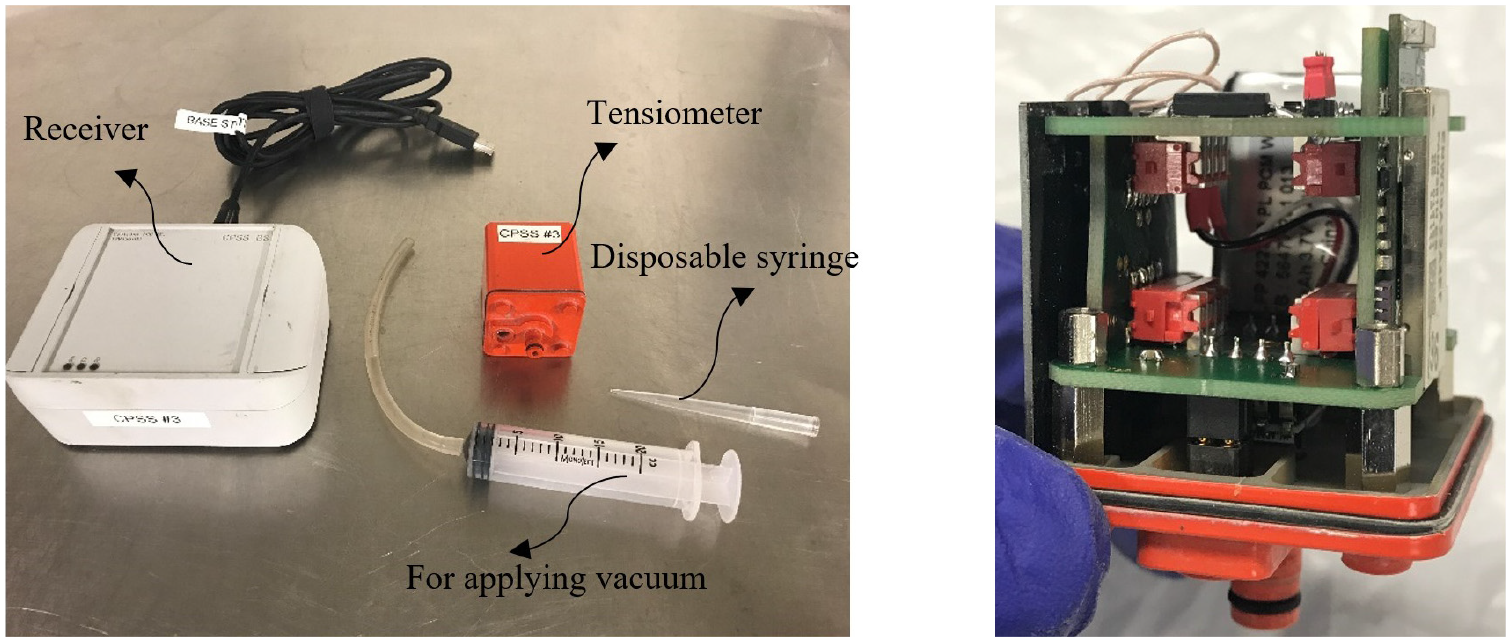
Tensiometer—capillary pressure sensor system (CPSS).
The main disadvantage of tensiometers is their limited working range. Most commercially available instruments can measure capillary pressure down to −90 kPa ( 23 ). The limitation may attribute to the minimum capillary pressure the pore water and transition cap can tolerate before the formation of small vapor-filled bubbles. These bubbles are generated because of the cavity effects in very low potentials. Once vapor-filled bubbles enter the tensiometer, the internal pressure suddenly increases to almost that of the free atmospheric pressure, so the tensiometer sensor is rendered inoperative. The presence of unwanted air bubbles around the tip of tensiometer can also break the hydraulic connection of the sensor to the surrounding material, making the tensiometer inoperative ( 24 ).
The literature reports that the main part of the volume instability in early-age cement-based mixtures, vertical and horizontal shrinkage strain, occurs over time when capillary pressure is greater than 80 kPa ( 3 , 8 , 25 , 26 ). Therefore, tensiometers can be successfully used to monitor PWP development in early-age cement-based materials.
Electrical Conductivity
Cement-based mixtures are composite materials consisting of aggregate, pore solution, and air voids. However, because of the negligible electrical conductivity of aggregate and air voids, mixtures mainly depend on electrical conductivity and connectivity of the pore solution. The electrical conductivity of the pore solution mainly depends on temperature, type, and concentration of ions, and frequency of electrical current. In supersaturated solutions such as pore solution of cementitious materials, conductivity of the solution is not significantly sensitive to the concentration of ions. In fact, conductivity of alkaline solutions with pH higher than 11–12 can be slightly decreased by increasing the concentration of ions.
Chemically and physically bonded pore solution cannot significantly participate in the transition of ionic charges ( 5 ). Therefore, the relatively free pore solution in connected capillary pores is the most electrically conductive part in cement-based mixtures. Formation of dense cement matrix decreases the effective capillary pore size and increases bonded water, so the electrical conductivity of a mixture gradually drops during hydration reactions. Moisture loss from capillary pores, starting from larger pores and free water, results in partially saturated pores and accelerates this reduction over time. Therefore, it may be possible to assess and compare PWP development in cementitious materials by monitoring variation in electrical conductivity.
In this study, electrical conductivity measurements are temperature corrected to 25°C ( 27 ). Also, the results are normalized to the peak value to compensate for the variation of ionic concentration in the pore solution of mortar mixtures with the same cementitious materials. Electrical conductivity was measured using a two-probe method (with a distance of 10 mm) and direct current (DC) with an accuracy of 0.01 dS/m. Because of the short measurement time, the polarization effect is negligible. The measurement was performed at the center of cylindrical specimens with 15 cm diameter and 10 cm depth.
Results and Discussion
The results of PWP and electrical conductivity tests are presented and discussed in the following sections.
Pore Water Potential
The effects of W/C, SF incorporation, and exposure condition on PWP development in paste and mortar mixtures are discussed separately in the following subsections.
Effect of Mixture Design on PWP Development
Figure 2a illustrates PWP development in six cement pastes with different W/C from 0.25 to 0.4 in a sealed condition at 23 ± 2°C. It is shown that increasing W/C delays PWP development. It is also worth noting that visible bleeding occurred when testing cement pastes with 0.375 and 0.4 W/C. Bleeding decreases the actual W/C in the mixtures and provides extra water (bleeding water which is separated from the mixture) for the hardened cement matrix; both decrease the rate of PWP development in the mixtures with high W/C ( 28 ).
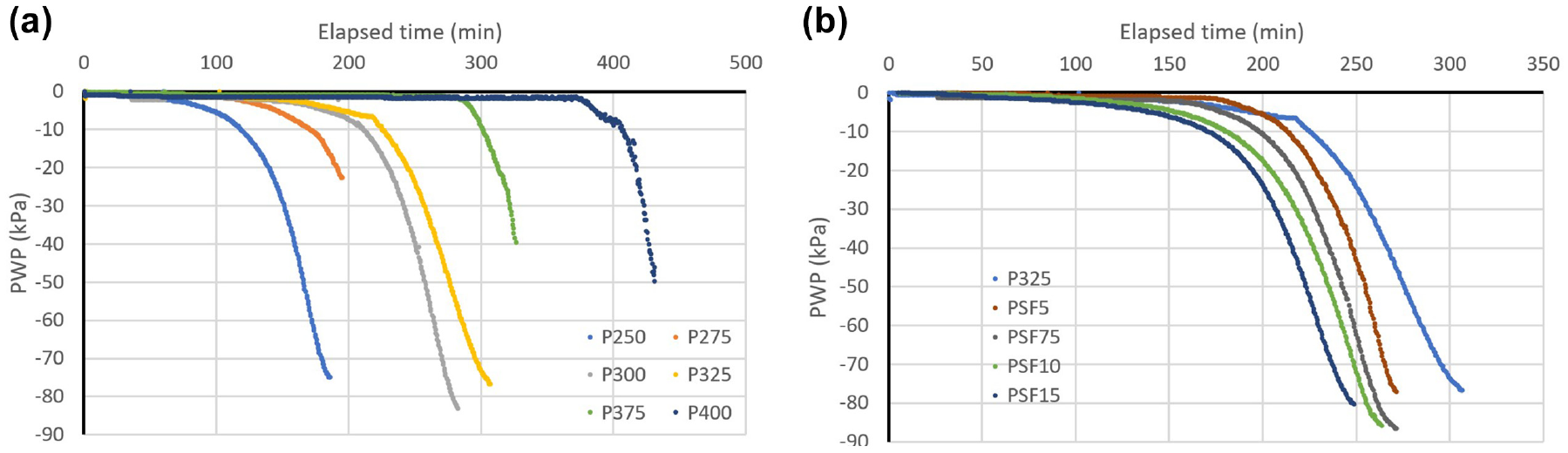
Effects of (a) W/C and (b) silica fume incorporation on pore water potential development in cement pastes.
Decreasing the W/C ratio increases ionic concentration and precipitation of hydration products, and increases the initial rate of hydration reactions at the acceleration stage. Therefore, solidification, the time when the matrix starts resisting volume shrinkage, occurs at an earlier age. In addition to the increase in moisture consumption during hydration reactions, mixtures with lower W/C have lower initial moisture available. Therefore, capillary PWP development, which is caused by the ratio of moisture loss to initial moisture
Effect of SF Incorporation on PWP Development
Figure 2b illustrates PWP development in cement pastes with 0.325 W/C and different substitutions of SF. Experiments were performed in a sealed condition at 23 ± 2°C. The results show accelerated PWP development in mixtures with increasing SF incorporation.
SF has ultra-high specific surface area and strong pozzolanic properties. Substitution of SF in the mixture significantly increases the rate of hydration reaction of Portland cement at early ages, mainly because of the nucleation effect ( 29 ). In fact, the fine SF particles, in the supersaturated pore solution of the mixture, are excellent bases for hydration reaction products to precipitate. Therefore, incorporation of SF accelerates the formation of a 3D pore structure and solidification in the cement paste. Furthermore, incorporation of SF decreases the effective pore size of the matrix because of its very fine particle size distribution, making a denser pore structure ( 30 ). Capillary PWP is directly dependent on the size of capillary pores, so PWP development accelerates in a mixture incorporating SF compared with that of matrix with the same moisture content but no SF.
Effect of Exposure Condition on PWP Development
Figure 3 shows the effect of decreasing ambient RH from 75% to 25% on accelerating PWP development in a mortar mixture with 0.375 W/C. The results show that low ambient RH increases the moisture loss (water evaporation) from the mixture and accelerates PWP development at the 5-cm depth. It also demonstrates that decreasing ambient RH from 75% to 50% substantially increases PWP development, while decreasing ambient RH from 50% to 25% just slightly accelerates PWP development at the 5-cm depth.
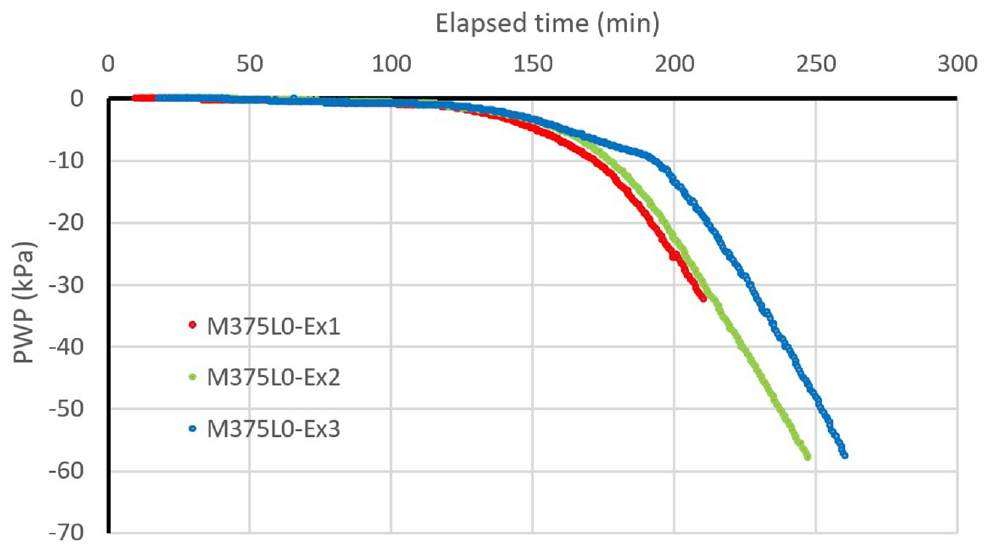
Effect of ambient relative humidity on pore water potential (PWP) development.
Figure 4 shows the accelerated PWP development at the depths of 5 and 1.25 cm with increasing ambient temperature. In Figure 4, the code like “M375L0-Ex5-1.25” means that mortar mixture “M375L0” (see Table 3) tested in exposure condition “Ex5” (see Table 4) at 1.25 cm depth. The results show that as long as there is a hydraulic connection between capillary pores along the depth, PWP is not meaningfully varied along the depth. However, by increasing the impermeability of the cement matrix and dropping the moisture content, this may be changed.
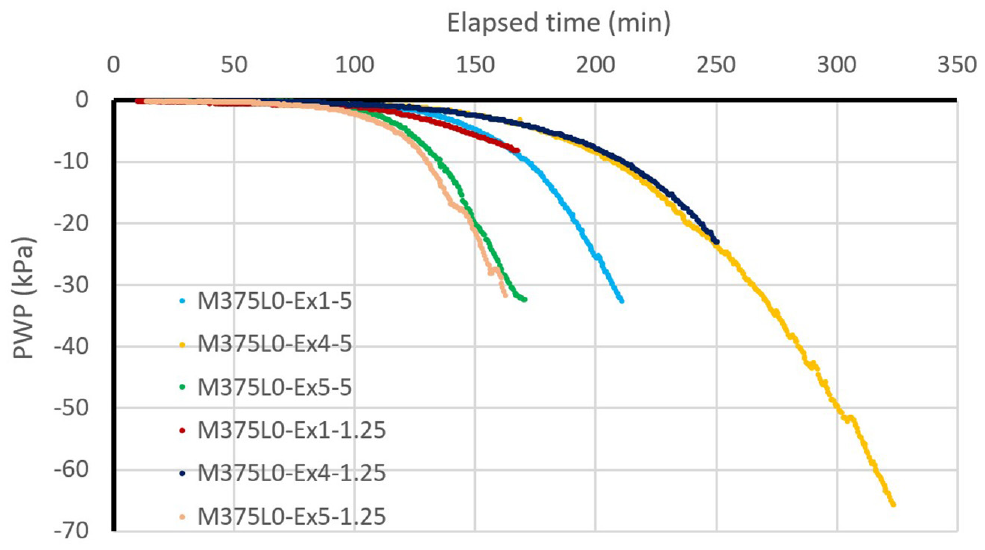
Effect of ambient temperature on pore water potential (PWP) development at depths of 5 and 1.25 cm.
Increasing and decreasing the ambient temperature from 22.5°C to 35°C and 10°C, respectively, increases and decreases water evaporation, moisture consumption, and matrix densification during the hydration reactions. Therefore, PWP development is substantially affected by variations in ambient temperature.
Although incorporation of SF improves some mechanical and transport properties of hardened cement-based materials, it makes the mixture susceptible to early-age shrinkage cracking because of accelerated PWP development. This can be intensified in an ambient exposure condition with low RH and high temperature. Internal curing can help delay PWP development by providing extra ICW for the cement matrix.
Figure 5 shows the improvement in delaying PWP development in the exposure condition with 25% RH and 22.5°C temperature by IC (0.101 ICW/CMs). It also presents the effect of incorporation of SF along with increasing the ambient temperature to 35°C. The results show that PWP development is substantially accelerated because of increasing water evaporation, water consumption during hydration reactions, and internal specific surface area (as a result of the fine particle size distribution of SF). Accelerated PWP development without promoting green strength development leads to significantly increasing the chance of early-age shrinkage cracking in the mixture. However, developing the green strength helps the mixture to tolerate higher tensile stress generated by PWP development in the capillary pores. Figure 5 shows that IC can effectively delay PWP development in the mixture incorporating SF and exposed to low RH and high temperature. This delay lets the mixture obtain higher green strength before facing the tensile stress ( 31 ). Therefore, a reduced risk of early-age shrinkage cracking is expected for the mixture.
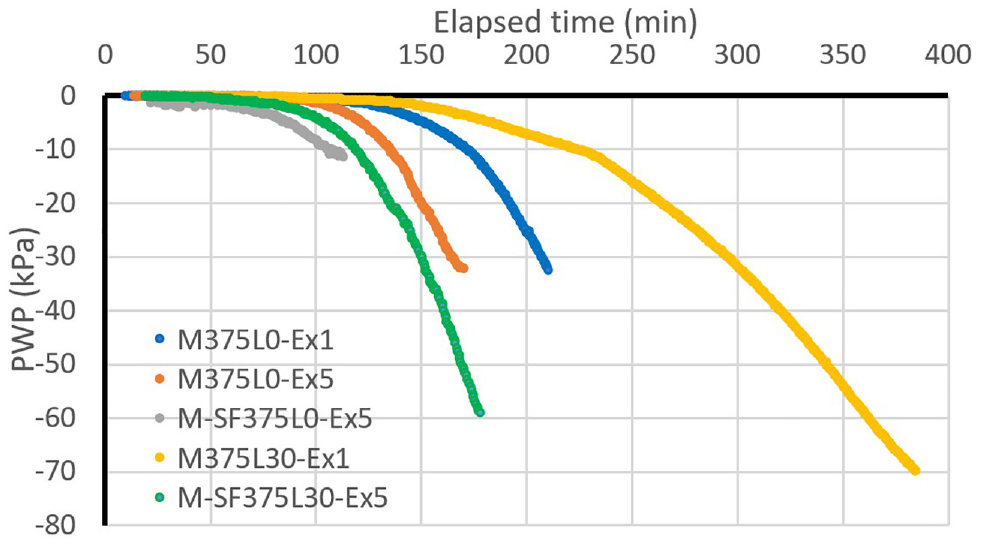
Effect of silica fume (SF) incorporation and internal curing (IC) on pore water potential (PWP) development.
Electrical Conductivity
Temperature-corrected normalized electrical conductivity values of mixtures are presented in Figure 6. The results presented in Figure 6a show that increasing ambient temperature (10 to 35°C) causes a decreasing trend in electrical conductivity over time with a steeper slope. This is caused by a higher rate of hydration reactions disconnecting capillary pores, and by moisture loss from accelerated hydration reactions or evaporation ( 32 , 33 ).
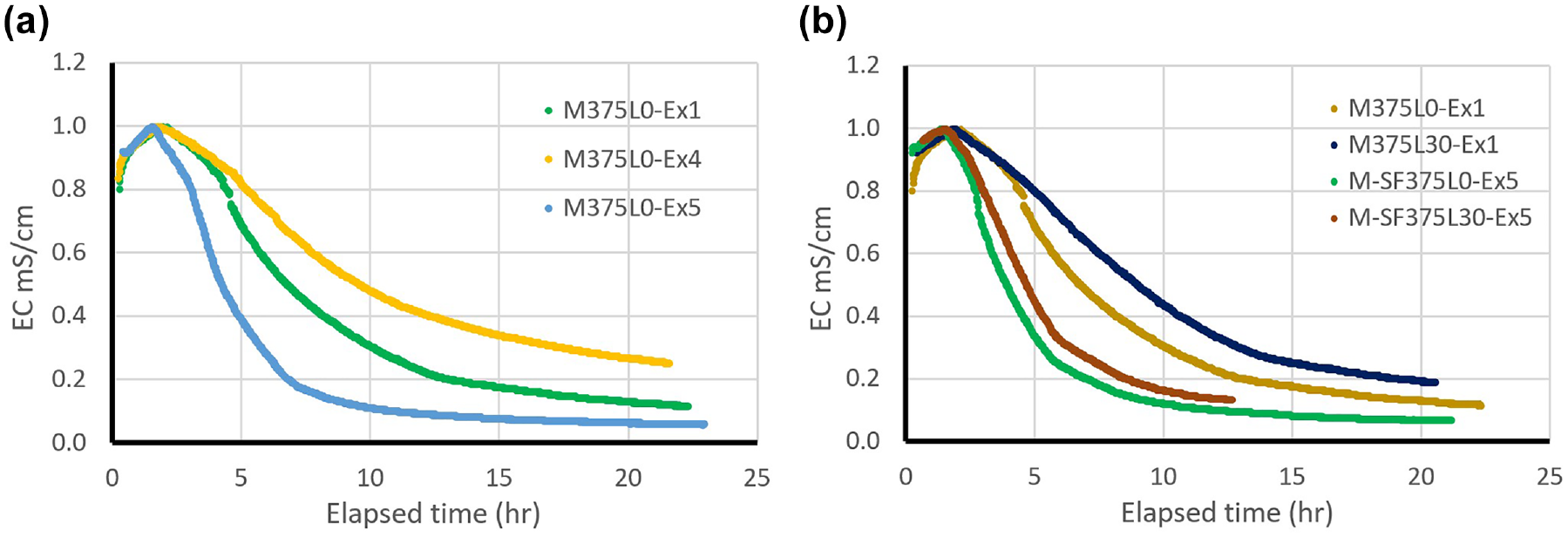
Electrical conductivity variation of mortars in different exposure conditions (a) effect of ambient temperature (b) effect of IC and SF incorporation.
Figure 6b shows an extended increase in the normalized electrical conductivity for the IC mortar mixtures. Variation in normalized electrical conductivity can be mainly correlated to changing the connectivity or saturation degree of capillary pores in the paste matrix. IC generally leads to having a higher degree of hydration and increased tortuosity in capillary pores, which tends to decrease the electrical conductivity of mixtures. However, soaking water out of pre-saturated lightweight aggregate mitigates PWP development and keeps capillary pores at an almost fully saturated condition, which decreases the drop in electrical conductivity. The results demonstrate that IC can effectively maintain the saturation degree of capillary pores as the dominant parameter in determining the electrical conductivity of mixtures at early ages.
Conclusion
The main conclusions from this study can be listed as follows:
– Increasing W/C significantly delays PWP development in sealed cement paste mixtures as a result of delayed solidification time and increased initial moisture content.
– Increasing SF incorporation accelerates PWP development in sealed cement paste. This can be attributed to the ultra-high specific surface area of SF, which increases the rate of hydration of Portland cement and generates a denser cement matrix with smaller capillary pores.
– Decreasing the RH of the surrounding environment accelerates PWP development.
– There is not a meaningful difference between PWP at the 5 and 1.25 cm depths if the matrix is considerably saturated, and there is a hydraulic connection between pores at early ages.
– Increasing the temperature significantly accelerates PWP development in the mortar mixture, whereas decreasing the temperature substantially delays it.
– IC can effectively suppress the PWP development by providing extra moisture to a mixture.
– Electrical conductivity measurement can provide meaningful results to compare moisture availability and PWP development in different cement-based mixtures.
Footnotes
Acknowledgements
The authors appreciate the support of Arcosa Lightweight, Meter Group, and Euclid Chemical Companies for providing lightweight fine aggregate, 5TE sensors, and chemical admixture, respectively. The cooperation and help of the employees of the Portland Cement Concrete Research Laboratory (PCC lab) at Iowa State University were crucial for this research and are gratefully treasured.
Author Contributions
The authors confirm their contributions to the paper as follows: study conception and design: P. Vosoughi, P. Taylor, M. Najimi, R. Horton; data collection: P. Vosoughi; analysis and interpretation of results: P. Vosoughi, P. Taylor; draft manuscript preparation: P. Vosoughi, P. Taylor, M. Najimi, R. Horton. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully appreciate the financial support from Iowa Department of Transportation (IHRB Project TR-676) and Ohio Departments of Transportation (State Job Number 26586).
The results and conclusions do not reflect the opinion of the sponsors.