
Abstract
Drainability of an open-graded asphalt friction course (OGAFC) is a primary functional requirement, which mainly depends on the presence of a network of interconnected air voids. These mixtures, however, are prone to clogging, which severely limits their drainability. Clogging predominantly occurs as a result of the deposition of external (sand, debris, and dust) and internal (stripped-off bitumen) materials into the pores of OGAFC, which is referred to as particle-related clogging. Another type of clogging is deformation-related clogging and it is observed mainly because of rutting along the wheel path. In this study, the drainability and clogging behavior of OGAFC mixes with basic oxygen furnace (BOF) steel slag as replacement of natural aggregates was studied. BOF steel slag was used as 0% (control mix), 25%, 50%, 75%, and 100% substitution for coarse natural aggregates in the preparation of OGAFC mixes with two types of modified binders. Three different clogging mechanisms: particle-related clogging (caused by intrusion of foreign material such as sand); stripping-related clogging (caused by the deposition of stripped-off bitumen-fines mortar), and deformation-related clogging (reduced drainability caused by permanent deformation) were considered in this study. Comparisons were made to investigate the effect of BOF steel slag on the clogging potential of OGAFC mixes. OGAFC specimens were evaluated for their drainage potential using a flexible-wall falling-head permeameter both before and after being subjected to various clogging environments. BOF-steel-slag-incorporated OGAFC mixes exhibited lower clogging potential and reported better performance in resisting clogging resulting from stripping and permanent deformation.
Keywords
Open-graded asphalt friction course (OGAFC) is special type of asphalt mix placed over a conventional impermeable dense-graded surface course for the purpose of enhanced drainage and skid resistance. OGAFC mixes are also referred to as open-graded friction course (OGFC), permeable friction course (PFC), and porous asphalt (PA) in various parts of the world and can be considered as synonyms. OGAFC mixes are prepared mostly with single-sized coarse aggregates and low fine content that results in an open-graded aggregate skeleton with high percentage of air voids, typically in the range of 18%–25% of the mix volume. During a precipitation event, rainwater runoff travels within the OGAFC overlay through the network of interconnected voids toward the day-lighted edges. As the rainwater runoff is provided with a route for discharge within the OGAFC, it leads to minimized risk of hydroplaning; improved frictional resistance; reduced spraying and splashing of water; better wet-weather visibility; improved night-time visibility; lower tire-pavement noise; and low glare reflections ( 1 – 5 ). However, the drainage benefits can only be realized until the void structure of these mixtures remains mobilized and allows the flow of rainwater runoff. When these voids are clogged, the interconnectivity is disrupted and OGAFC mixtures may begin to behave like conventional dense-graded pavement, and the associated advantages of OGAFC cease to exist. The prime reason for the clogging of these voids is associated with the deposition of dust and sand particles within the OGAFC mix which block the interconnectivity of the air voids. Therefore, evaluation of clogging characteristics of OGAFC mixes is of prime importance so that they continue to serve the designed functional purpose.
Several studies have been conducted to understand the clogging potential of OGAFC mixtures. Kraemer examined the field permeability of OGAFC road sections in Spain and found that the drainage times ranging from 25–75 s at the time of laying increased to 80–100 s and 160–400 s after 3 and 9 years of service life, respectively ( 6 ). Mallick et al. also reported significant loss in OGAFC drainability following 2–3 years of service ( 7 ). Similarly, several case studies on the long-term serviceability of OGAFC mixtures conducted across the world—in Japan, Canada, and Spain—stated that percolation capacity of OGAFC mixtures reduces when exposed to real traffic and environmental conditions ( 8 – 10 ).
Clogging is predominantly attributed to two distinct phenomena: particle-related clogging, and deformation-related clogging ( 11 ). Particle-related clogging is associated with the intrusion of dirt and pollutants (e.g., debris, detritus, raveled-off small aggregate particles, stripped-off bitumen-fines mortar, by-products of tires) in the voids of the OGAFC skeleton, whereas deformation-related clogging is related to the reduction in the air voids content of OGAFC mixtures as a result of the accumulation of permanent deformation (rutting). Considering the unfavorable effect of clogging, studies have been conducted to investigate the influence of particle- and deformation-related clogging on the functionality (drainability) of OGAFC mixtures. Fwa et al. conducted one of the first studies investigating the particle-related clogging of OGAFC mixtures ( 12 ). It was found that clogging led to a rapid initial loss in the permeability of OGAFC mixtures which was followed by a steady reduction. Yong et al., Suresha et al., and Pattanaik et al. investigated both clogged and de-clogged permeability of OGAFC mixtures and concluded that particle-related clogging has a significant effect on reducing the drainage potential of these mixtures ( 13 – 15 ). Chen et al., and Suresha et al. further examined the effect of aggregate gradation on regulating the particle-related clogging and concluded that OGAFC mixtures with larger nominal maximum aggregate size (NMAS) and coarser gradations were less susceptible to clogging ( 11 , 14 ). Chen et al. investigated the effect of moisture conditioning on permeability characteristics of OGAFC mixtures and found that permeability of the conditioned OGAFC specimens decreased as a result of clogging by stripped-off asphalt films ( 16 ).
Studies on deformation-related clogging of OGAFC mixtures are still limited. Coleri et al. examined the X-ray computed tomography (CT) images of OGAFC specimens before and after accelerated pavement testing (APT) ( 17 ). The CT images revealed significant densification in the bottom 2--6 mm of the OGAFC sections resulting in a permeability reduction of 40%--90% measured using the ASTM field permeameter after being subjected to APT trafficking. Chen et al. evaluated the permeability of eight different OGAFC slab specimens (different air void contents, gradations, NMAS, and binder type) subjected to wheel rut test at different load levels (700 and 900 kPa) and test temperatures (45°C and 60°C) for varying wheel loading times ( 11 ). They found that, with increase in loading time, the permeability values decreased rapidly (initially) and then maintained a steady rate of reduction. This reduction in permeability was more severe at higher temperature and loading level. Further, it was concluded that deformation-related clogging can be resisted by adopting mixes prepared with higher NMAS and air voids content, and high-viscosity asphalt binders.
OGAFC mixes require good-quality coarse aggregates to be able to distribute the traffic loads through stone-on-stone contact while allowing a high-void structure to perform drainage functions. Meanwhile, along with the negative environmental impact of stone excavation, the availability and accessibility of good-quality road aggregates have continually become challenging. Being aware of the negative consequences of stone mining, researchers are trying to explore alternative aggregates for environment-friendly construction. Several studies have been conducted to replace natural stone aggregates with sustainable alternatives. Most of these studies report the use of industrial wastes or co-products as a sustainable and economical alternative to the non-renewable natural aggregates.
Steel slag, a product of the steelmaking industries, can be one such material for use as a sustainable alternative to conventional aggregates. Steel slag is obtained as a co-product during the conversion of molten pig iron or steel scrap to steel either in the presence of highly pure oxygen in a basic oxygen furnace (BOF) or with the aid of electricity in an electric-arc furnace (EAF). Based on the furnace used for the conversion of steel, steel slag is classified as BOF or EAF steel slag. India is the second largest producer of crude steel in the world with an annual production of 111.2 million tonnes (MT) in the year 2019 ( 18 ). Around 8 MT of BOF steel slag and 11 MT of EAF steel slag are estimated to be generated annually in India, and it mostly lies unutilized near the various steel manufacturing units ( 19 ).
Investigations into the feasibility of using steel slag as replacement to conventional aggregates in preparation of asphalt mixtures have shown that use of steel slag improves the mixtures’ resistance toward moisture-induced damages, fatigue cracking, and permanent deformation, and also improves its mechanical properties such as Marshall stability, tensile strength, resilient modulus, and stiffness modulus ( 20 – 31 ). Asphalt mixtures incorporating steel slag aggregates have also been reported as having enhanced frictional characteristics and driving safety ( 24 , 32 , 33 ). Most of the above-cited studies concentrate on the use of steel slag in dense-graded and gap-graded asphalt mixtures. Use of steel slag in OGAFC mixtures is a relatively unexplored area and very limited studies have been conducted into it in the recent past. One of the preliminary studies on the use of BOF steel slag in open-graded mixtures was conducted by Shen et al. in which they found that 100% replacement of coarse natural aggregates with BOF steel slag enhances the durability of these mixtures ( 26 ). Pattanaik et al. reported that use of EAF steel slag as 100% replacement of coarse natural aggregates enhances the durability, moisture susceptibility, and mechanical performance of OGAFC mixtures ( 34 – 36 ). In another study conducted by Pattanaik et al., it was reported that use of EAF steel slag reduces the drainage potential of OGAFC mixtures, but that, even with 100% replacement of coarse natural aggregate, the permeability of the clogged OGAFC specimens was observed to be well above the minimum specified requirement of 100 m/day ( 15 ).
The review of prior research shows that particle- and deformation-related clogging have a major impact on the drainage performance of OGAFC mixes, obstructing the interconnected air voids and reducing the drainage potential. However, no research has been carried out to understand the clogging characteristics of OGAFC mixes with BOF steel slag aggregates considering multiple clogging mechanisms (particle-related, stripping-related, and deformation-related clogging), slag contents, and binder type. The main aim of this study is to assess the effect of incorporation of BOF steel slag on the drainability and clogging behavior of OGAFC mixes. This study considers three clogging mechanisms: particle-related clogging (caused by intrusion of foreign material such as sand); stripping-related clogging (caused by the deposition of stripped-off bitumen-fines mortar in the mix structure), and deformation-related clogging (reduced drainability as a mixture undergoes permanent deformation). The particle-related clogging depends on the voids network while the stripping-related clogging and deformation-related clogging depend on the properties of the aggregate and binder used in the mixture. Use of aggregates (such as BOF steel slag) with higher resistance to moisture-induced damage and permanent deformation are expected to positively influence the stripping-related and deformation-related clogging potential of OGAFC mixes. The clogging characteristics of OGAFC mixes incorporated with BOF steel slag are evaluated under different slag contents and two asphalt binder types. The drainability of OGAFC is evaluated for its permeability (also called hydraulic conductivity) and porosity. Evaluation of particle-related clogging is done using surface clogging and de-clogging processes and, thus, initial and secondary clogging rates for the OGAFC mixes are determined. For stripping-related clogging, the mixes are subjected to a moisture conditioning procedure and then evaluated for permeability and porosity. A dynamic creep test is employed to simulate clogging caused by deformation.
Materials Used
Crushed natural stone and BOF steel slag were the two types of aggregate used in this study. The physical and chemical properties of the aggregates are listed in Table 1. BOF steel slag may have the potential of swelling when exposed to moisture and, therefore, the swelling potential of BOF steel slag was evaluated through a volumetric expansion test performed in accordance with ASTM D4792 and the expansion ratio of 1-year-aged (subjected to open air aging) BOF steel slag was found to be 0.3%, which is lower than the maximum permissible limit of 1% ( 37 , 38 ). Binders used for this research were a polymer-modified bitumen (PMB) and a crumb-rubber-modified bitumen (CRMB). Both the binders were commercially prepared and procured. The base binder used for production of the modified binders was a viscosity grade 30 (VG30 bitumen with a minimum absolute viscosity of 2,400 poise [or 240 Pa.s] measured at 60°C) and it was modified through ethylene terpolymer (ETP) and crumb rubber particles, respectively, to prepare the PMB and CRMB binders. The physical parameters corresponding to both modified binders are listed in Table 2. Organic cellulose fiber (0.3% by weight of mix) was used as a stabilizing agent during fabrication of the OGAFC mixes.
Physical and Chemical Characterization of Aggregates
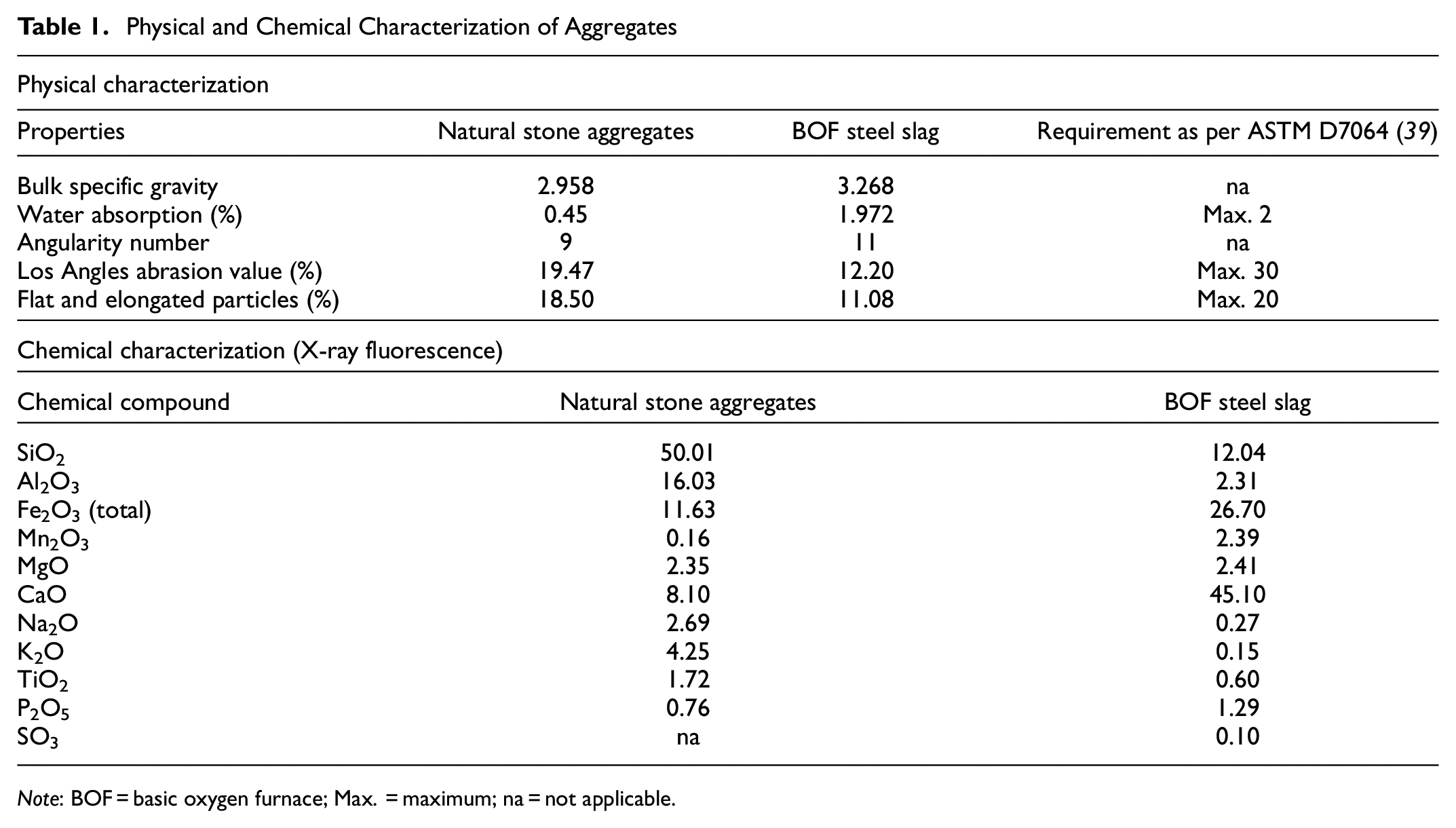
Note: BOF = basic oxygen furnace; Max. = maximum; na = not applicable.
Physical Characterization of Binders
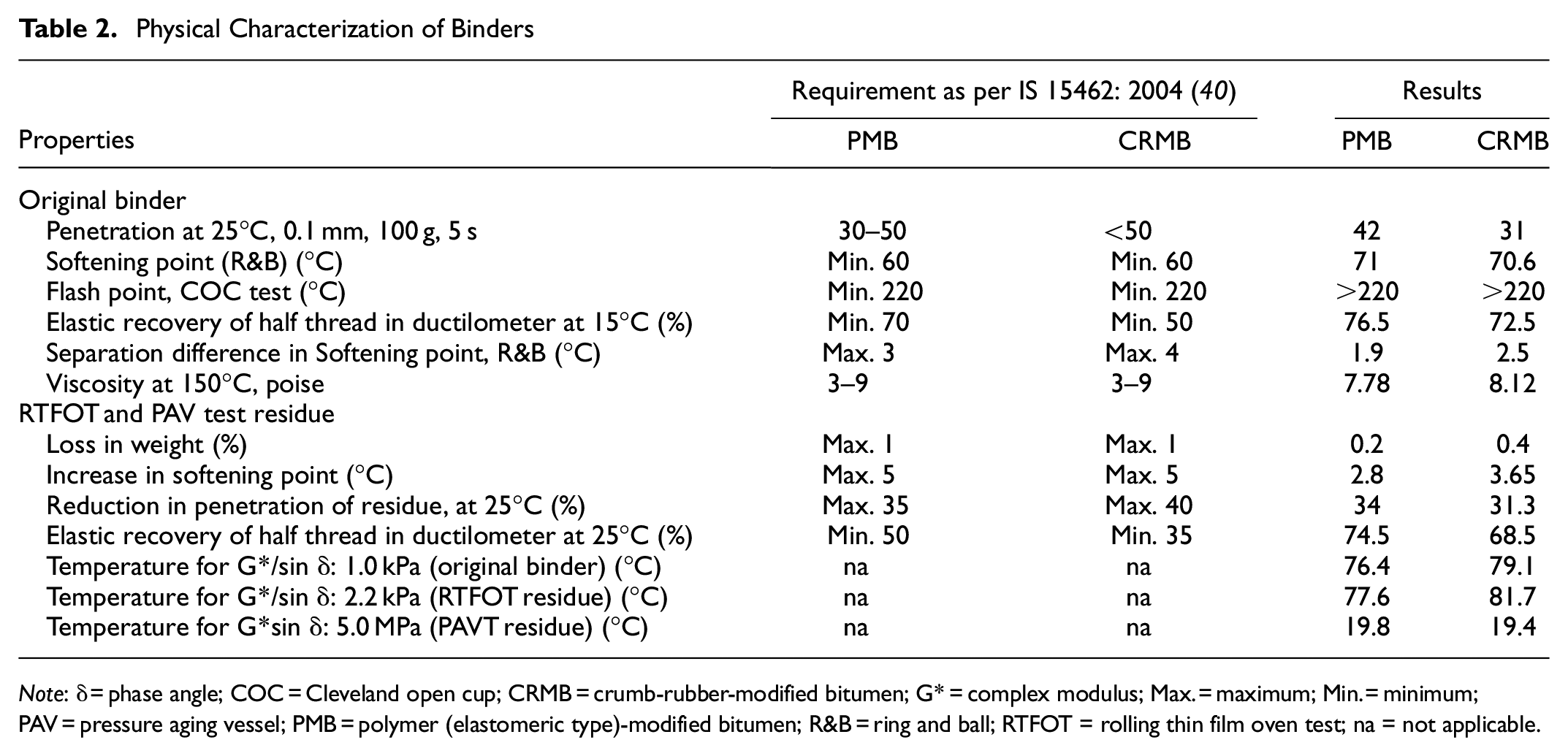
Note: δ = phase angle; COC = Cleveland open cup; CRMB = crumb-rubber-modified bitumen; G* = complex modulus; Max. = maximum; Min. = minimum; PAV = pressure aging vessel; PMB = polymer (elastomeric type)-modified bitumen; R&B = ring and ball; RTFOT = rolling thin film oven test; na = not applicable.
Research Methodology
Design of OGAFC Mixes
The OGAFC gradation used in the study corresponding to a nominal maximum aggregate size of 12.5 mm is illustrated in Figure 1 and is a representation of the gradation specified by ASTM D7064 ( 39 ). The OGAFC gradation defining sieves are: 19.0, 12.5, 9.5, 4.75, 2.36, and 0.075 mm. BOF steel slag aggregates were sieved in individual size ranges (19.0–12.5 mm, 12.5–9.5 mm, 9.5–4.75 mm, and 4.75–2.36 mm) for substitution as coarse aggregates. Aggregate fraction greater than 2.36 mm (about 92.5% of the total aggregates) was replaced with BOF steel slag in varying percentages: 0% (control mix), 25%, 50%, 75%, and 100% by weight. In this manner, the OGAFC gradation was precisely kept the same at various replacement percentages of natural aggregates with BOF steel slag aggregates. To determine the optimum binder content (OBC), the OGAFC mixes with these five aggregate compositions and two binder types (i.e., total of 10 combinations) were fabricated in the laboratory at three trial binder contents (5.5%, 6%, and 6.5% by weight of the mixture). At each trial binder content, 12 mixes were prepared (six compacted specimens and six loose mix). The compacted OGAFC specimens were prepared using 50 Marshall blows on both faces of the specimen and evaluated for volumetric properties (stone-on-stone contact, air voids content, and abrasion loss—under unaged and aged conditions), while three loose mixes were used for determination of theoretical maximum specific gravity, and the remaining three loose mixes were used for evaluating the binder draindown potential of the mixes. The binder content at which the OGAFC mixes met the mix design requirements of stone-on-stone contact (voids in coarse aggregate ratio < 1.0), air voids content (minimum 18%), binder draindown (maximum 0.3% by weight of mix), unaged abrasion loss (maximum 20% by weight of mix), and aged abrasion loss (maximum 30% by weight of mix) was selected as the optimum binder content of the mix. The results of mix design parameters are listed in Table 3 and can be found in a previous study conducted by the authors ( 41 ). From the study, at 6% binder content, all volumetric properties for all 10 combination of mixes (five steel slag content and two binder types) were found to meet the specified requirements of ASTM D7064, and this binder content was thus further used for the preparation/fabrication of OGAFC specimens of the 10 combinations considered in this study ( 39 ).
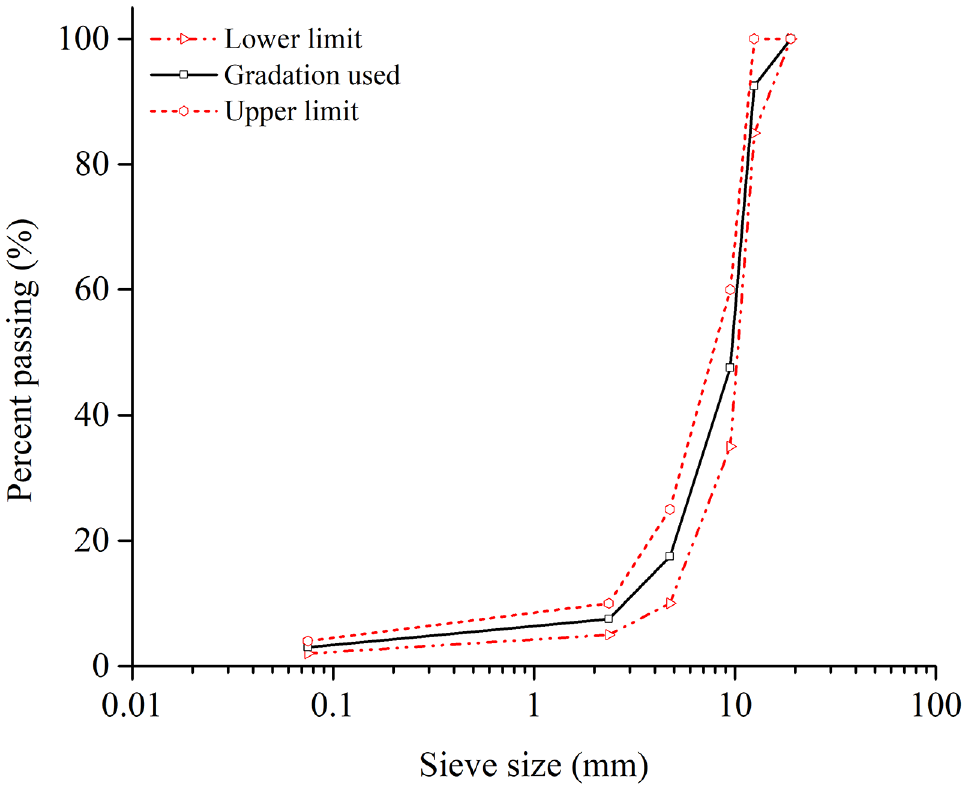
Aggregate gradation used for the study.
Design Parameters of Open-Graded Asphalt Friction Course (OGAFC) Mixes Prepared at 6% Binder Content
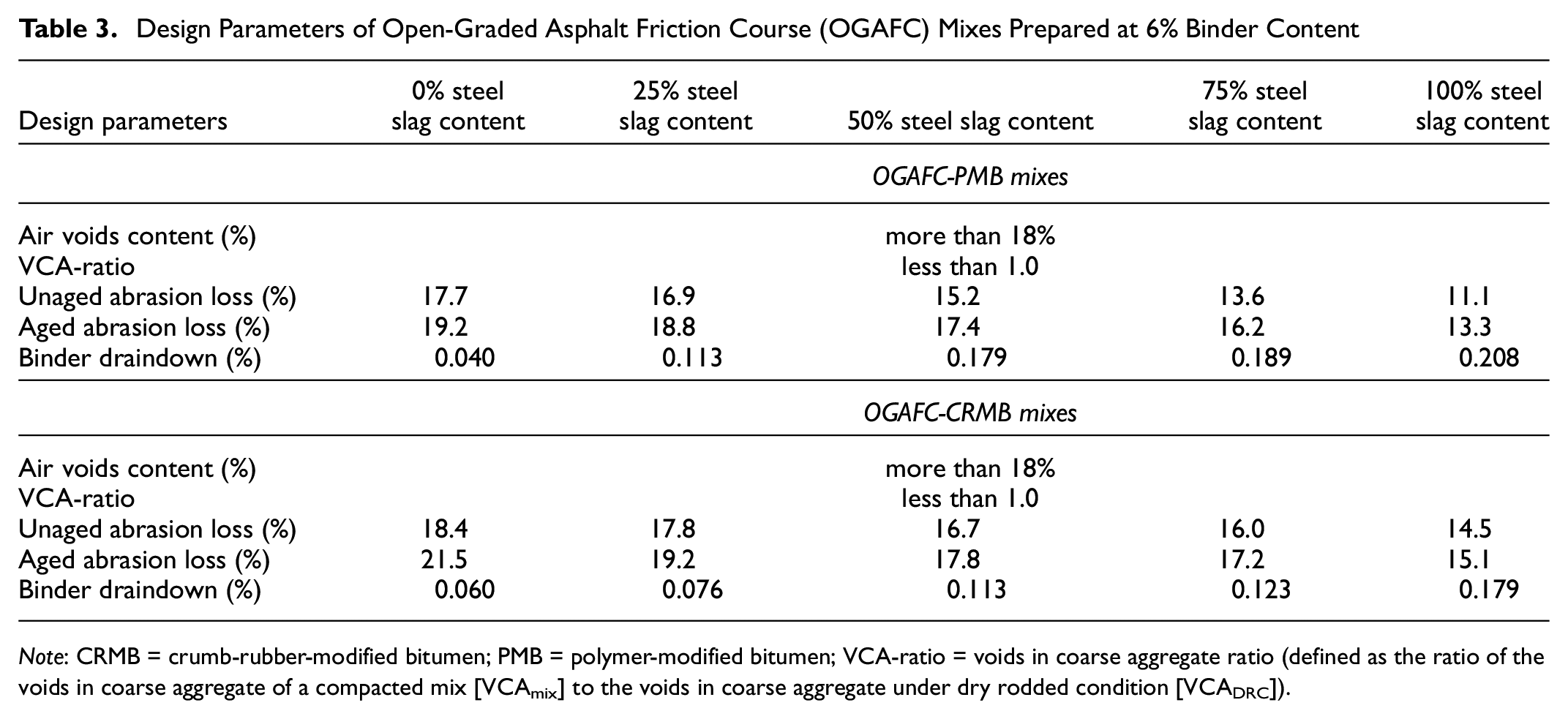
Note: CRMB = crumb-rubber-modified bitumen; PMB = polymer-modified bitumen; VCA-ratio = voids in coarse aggregate ratio (defined as the ratio of the voids in coarse aggregate of a compacted mix [VCAmix] to the voids in coarse aggregate under dry rodded condition [VCADRC]).
Preparation of OGAFC Specimens for Evaluation of Drainage Properties
OGAFC cylindrical specimens of 100 mm in diameter were fabricated at 6% binder content using 50 blows of Marshall hammer on both faces of the specimen for evaluation of drainability characteristics. At 6% binder content, all 10 mixes exhibited an air voids content higher than the minimum specified requirement of 18%, and so, OGAFC specimens at constant compactive effort were prepared for assessment of its drainage properties ( 39 ). Several past studies on OGAFC-steel slag mixes have also used the concept of equal compactive effort for evaluation of its drainage properties ( 15 , 42 , 43 ). The experimental program used in this study is illustrated in Figure 2.
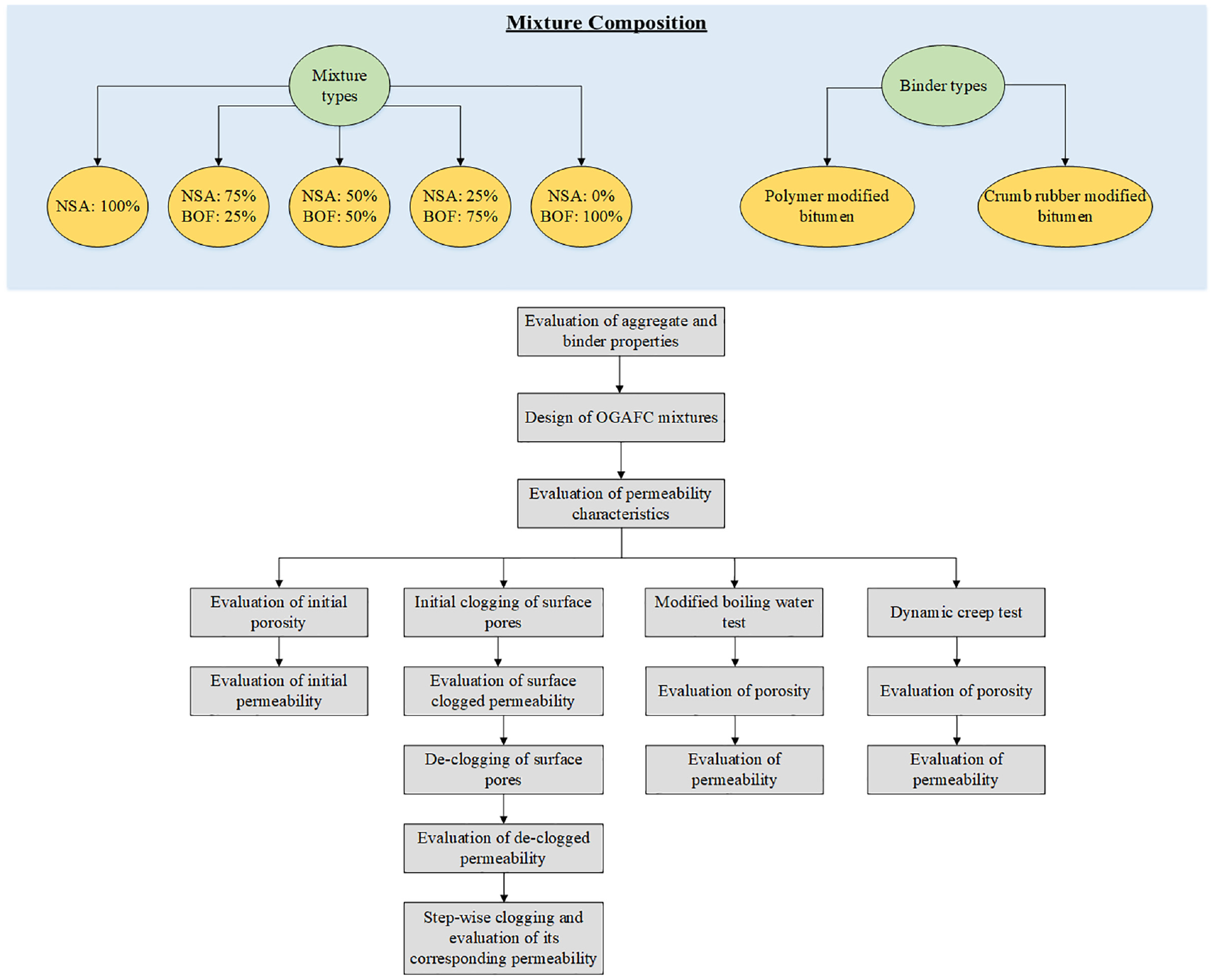
Experimental program of the study.
Initial Porosity and Permeability
Porosity—or water permeable air voids—in a compacted asphalt mix specimen is the network of interconnected air voids allowing free flow of water through its skeleton structure. Total air voids in a compacted specimen consist of both permeable and impermeable voids, and porosity represents the percentage of interconnected air voids. Water flowing through an OGAFC surface can only infiltrate through the interconnected air voids and cannot access the air voids which are impermeable in nature. Being related to the flow of water through an OGAFC mix, porosity is therefore more important for OGAFC than total air voids ( 44 ).
Porosity was measured through the vacuum sealing method specified in ASTM D7063 using a CoreLok device and was computed using Equation 1 ( 45 ):

where n is the porosity of specimen (%), Gma is the apparent specific gravity of the specimen, and Gmb is the bulk specific gravity of the specimen.
Permeability—or hydraulic conductivity—is a key functional characteristic of OGAFC mix which determines the rate at which the porous structure will convey water under a given hydraulic gradient. Larger permeability is anticipated for OGAFC mixtures because of the high degree of porosity compared with traditional dense-graded asphalt mixtures. ASTM D7064 specifies a minimum permeability of 100 m/day for an OGAFC mix ( 39 ). In this study, the permeability of OGAFC specimens was measured in accordance with Florida Department of Transportation (FDOT) FM 5-565 standard using a falling-head permeameter as shown in Figure 3 ( 46 ). The permeameter comprised of a flexible latex wall which aids in sealing the sides of the cylindrical OGAFC specimen by maintaining an air pressure of 68.9 ± 3.4 kPa. Before performing the test, the graduated standpipe was half-filled with water and the permeameter was rocked back, forth, and sideways to release any entrapped air. The standpipe was then completely filled and water was allowed to flow through the porous specimen by opening the outlet valve. The permeability of the OGAFC specimens was computed using Equation 2 which is based on the Darcy’s law:

where k is the permeability (m/day), a is the cross-sectional area of standpipe (mm2), A is the cross-sectional area of the OGAFC specimen (mm2), L is the cross-sectional height of the OGAFC specimen (mm), t is the time (s) required by the water to fall from an initial head of h1 (mm) to a final head of h2 (mm), and tc is the temperature correction applied for water viscosity considering 20°C as the standard testing temperature.
The h1 and h2 values were selected to maintain a uniform head difference of 70 cm resulting in a discharge of about 2,000 cm3 of water through the test specimen. In this way, the same hydraulic gradient was maintained during permeability measurements of all OGAFC mix specimens used in the study. Permeability measurements were conducted under saturated conditions and an OGAFC specimen was considered saturated when the difference between the first and the third permeability reading was found to be within ±4%. The measured permeability was designated as the initial permeability. Three replicates of each OGAFC combination were considered for measuring porosity and permeability.
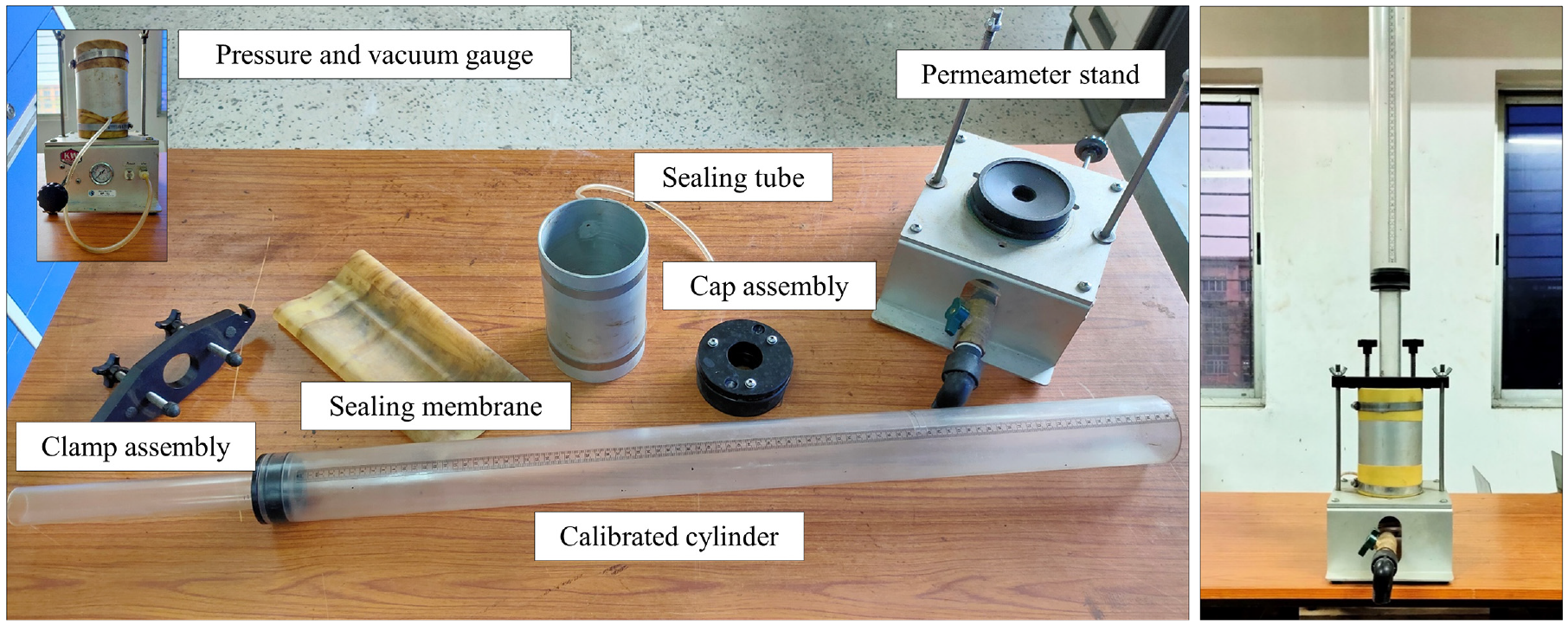
Falling-head permeameter used in the study.
Effect of Clogging and De-Clogging on Drainage Characteristics
Graded sand conforming to ASTM C778 was used to clog OGAFC specimens as per the procedure reported by Martin et al. and Pattanaik et al. ( 15 , 47 , 48 ). Sand was selected in this study as a clogging material because it is the most commonly available clogging material in urban areas ( 49 ). Another study conducted by Boving et al. concluded that clogging of porous asphalt surface occurred mainly because of the intrusion of sand in the surface voids ( 50 ). All OGAFC specimens were first wrapped with packing tape along their curved surfaces with about 25 mm of the tape flushing above the top surface of the specimen, as illustrated in Figure 4a. Using a circular rubber slider, graded sand was smoothly and evenly spread over the surface of the specimen until all surface asperities were completely flushed with the clogging material (Figure 4b). The permeability of the surface-clogged OGAFC specimens were measured using the flexible-wall falling-head permeameter (Figure 4c). This permeability represented the drainability characteristics of OGAFC mixtures under surface-clogged condition and was denoted by Ksc (permeability after clogging of surface pores). It represents the permeability of an OGAFC surface without de-clogging. After the measurement of the surface-clogged permeability, the OGAFC specimens were left to dry at room temperature for 24 h, following which de-clogging operations were carried out through vacuum cleaning and reverse flushing, as illustrated in Figure 4d and e . The vacuum cleaning and reverse flushing technique for de-clogging of OGAFC sections were selected based on a study conducted by Balades et al., where they examined different de-clogging techniques to restore the drainability of permeable road sections ( 51 ). The techniques were moistening (slightly wetting the surface) and sweeping, sweeping and vacuum cleaning, vacuum cleaning only, and combined vacuum cleaning and high-pressure water jetting (reverse flushing). They concluded that vacuum cleaning and high-pressure water jetting were quite effective de-clogging techniques and could recover almost 100% of the discharge rate of OGAFC sections. Subsequently, the permeability of the de-clogged OGAFC specimens was measured and denoted as Kdc (permeability after de-clogging operation). The purpose of evaluating the de-clogged permeability was to find out the degree of permeability that could be restored through cleaning/maintenance operations.
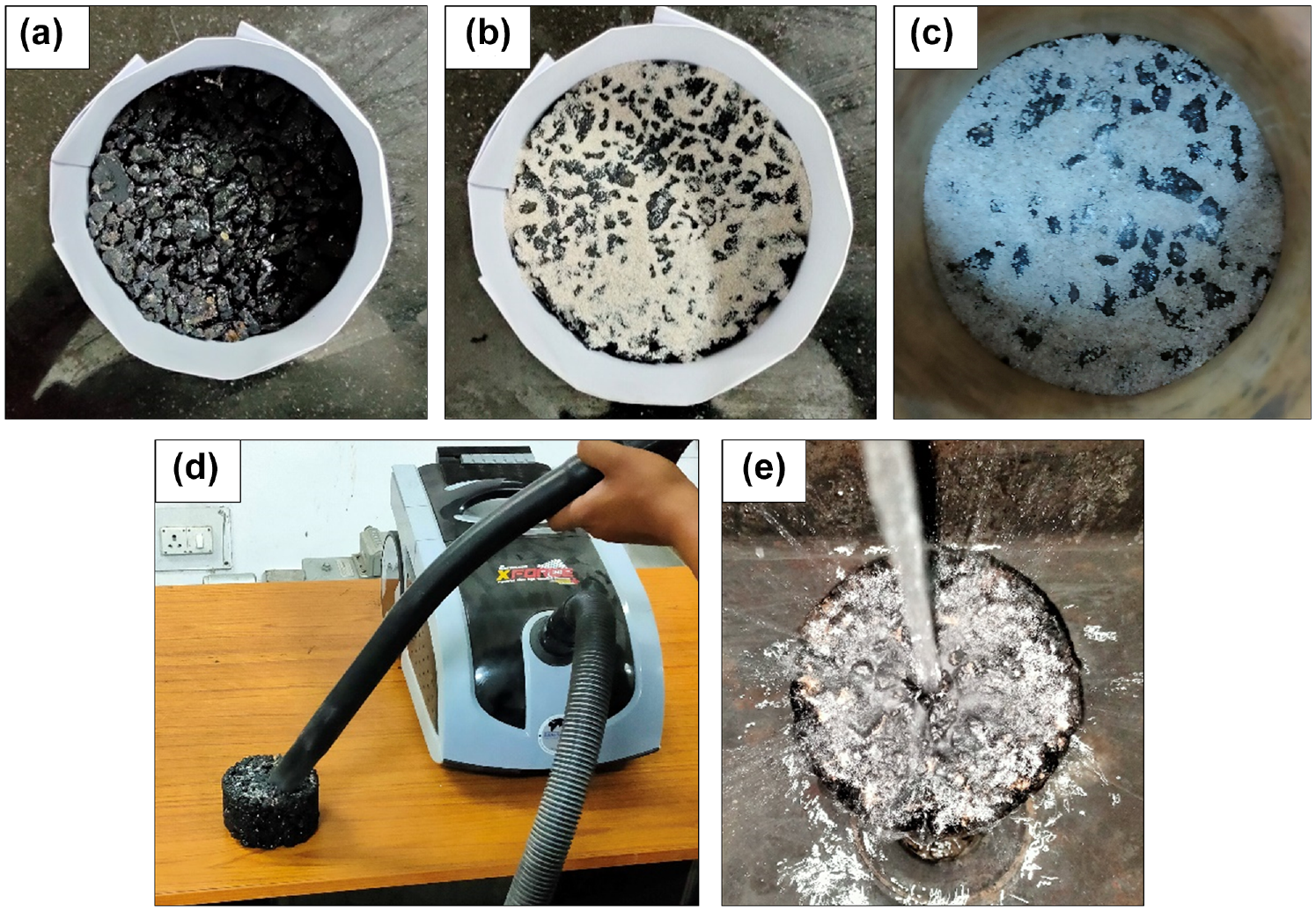
Clogging and de-clogging of open-graded asphalt friction course (OGAFC) specimens: (a) wrapping of OGAFC specimens before surface clogging, (b) surface-clogged OGAFC specimen, (c) clogged OGAFC specimen inside the falling-head permeameter, (d) de-clogging by vacuum cleaning, and (e) de-clogging by reverse flushing.
To also understand the rate at which OGAFC mixes would clog with sequential addition of clogging material, a stepwise clogging was performed. The de-clogged OGAFC specimens were re-clogged using 14 g batches of graded sand over the surface while the specimens were positioned in the permeameter. Permeability was measured after the addition of each batch of sand. The addition of sand was done till a steady permeability value was obtained.
Effect of Binder Stripping on Drainage Characteristics
It is generally conceived that stripped-off asphalt mastic from the aggregate surface, as a result of the action of moisture, may clog the voids of an OGAFC mix and thereby may adversely affect the drainability of OGAFC mixes. To replicate the stripping phenomenon in the laboratory and to understand its effect on the drainage properties, the compacted cylindrical OGAFC specimens were subjected to boiling water at 100°C for 30 min (Figure 5) and were then evaluated for porosity and permeability after attaining room temperature. Similar test temperature and time for the boiling water test have been considered in past studies ( 35 , 52 , 53 ). The obtained porosity and permeability were compared with the control values (initial porosity and permeability) to evaluate the effect of stripping on drainage characteristics of the BOF steel slag incorporated OGAFC mixtures.

Moisture conditioning of open-graded asphalt friction course (OGAFC) specimens by boiling at 100°C for 30 min.
Effect of Permanent Deformation on Drainage Characteristics
As discussed earlier, permanent deformation caused by dynamic vehicle loads may also reduce the drainability of an OGAFC layer because of restructuring of the aggregate skeleton of the mix. To evaluate the extent of decrease in porosity and permeability of OGAFC mixtures with and without BOF steel slag aggregates under dynamic loading, cylindrical OGAFC specimens were subjected to a dynamic creep test in a universal testing machine (UTM) as illustrated in Figure 6 and as per British Standard (BS) Drafts for Development (DD) 226 ( 54 ). Before the application of dynamic load, the test specimens were subjected to conditioning at the test temperature of 40°C for 4 h. Post-conditioning, a 10 kPa load was applied for 10 min to ensure a proper contact between the platen and the sample surface. Then, a dynamic load of 100 kPa was applied at 0.5 Hz frequency (1 s load and 1 s rest) for 10,000 cycles. After the test, the specimens were brought to room temperature and evaluated for porosity and permeability.

Dynamic creep test setup.
Results and Discussion
Initial Porosity and Permeability
The trends of initial porosity and initial permeability of the OGAFC mixtures with varying BOF steel slag content and binder type are illustrated in Figure 7. All OGAFC mixtures exhibit a permeability greater than the minimum recommended value of 100 m/day ( 39 ). Figure 7 also indicates that OGAFC-CRMB mixtures have higher permeability (8%–10% higher) than OGAFC-PMB mixtures because of their relatively high porosity. For every 25% increment in the steel slag content, permeability of OGAFC-PMB and OGAFC-CRMB mixtures decreases by 45 m/day and 50 m/day, respectively. Both permeability and porosity are found to decrease with an increase in steel slag content because of the reduced porosity (indicating a possible reduction in the network of water permeable voids) with an increase in the increment of steel slag content. As all OGAFC mixes with varying BOF steel slag contents were prepared at 6% binder content (by weight of the mixture), the residual binder of the mix increases with an increase in steel slag content. The term “residual” binder is used to refer to the quantity of binder that is available in excess (per unit volume) for an OGAFC-BOF mix when compared with that in a control mix with natural aggregates, when fabricated at a constant weight of total aggregates and a constant binder content by weight of the mix. The presence of higher residual binder results in enhanced/better compaction that, in turn, reduces the porosity of the mixes. The porosity of OGAFC-PMB mixes was observed to be marginally lower than OGAFC-CRMB mixes, which can be attributed to better compaction (ease of compaction) with PMB binder when compared with CRMB binder. Similar trends of porosity/permeability with varying steel slag content were also reported in another OGAFC study using EAF steel slag ( 15 ).
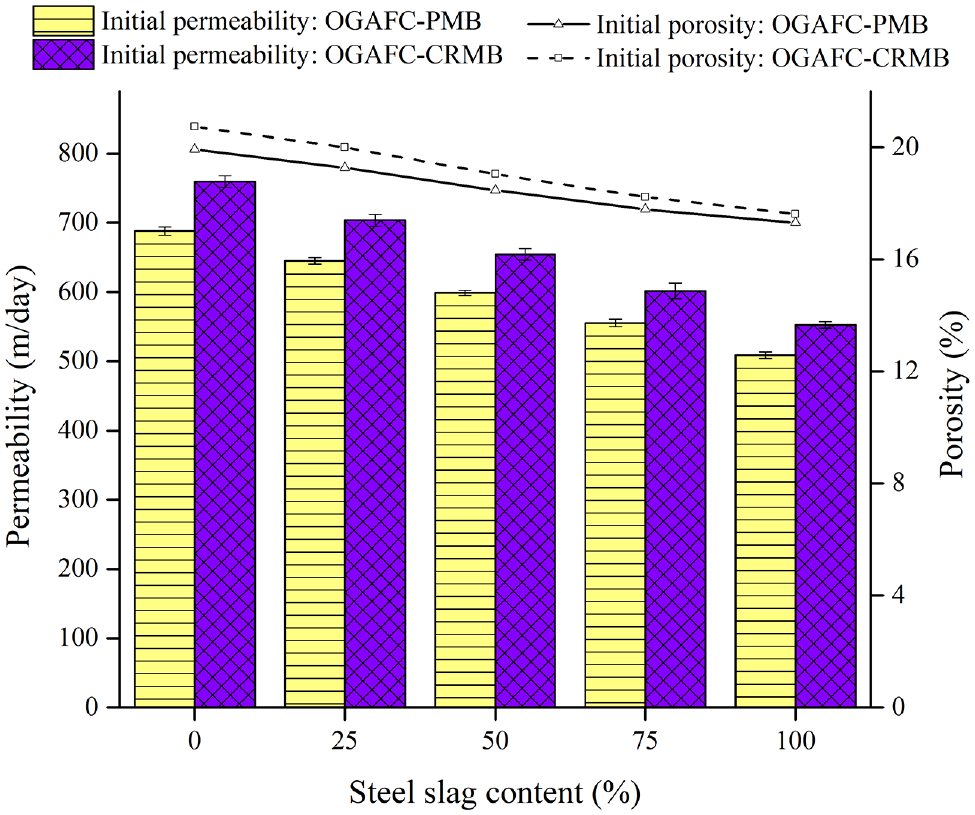
Initial permeability and porosity of open-graded asphalt friction course (OGAFC) mixtures.
Initial Clogging of OGAFC Mixes
The permeability of the unclogged (initial permeability), surface-clogged, and de-clogged OGAFC specimens with varying percentages of BOF steel slag aggregates was measured using the flexible-wall permeameter, and the obtained results are shown in Figure 8. The permeability significantly decreases after surface-clogging for all mix combinations as a result of the surface voids being crammed with sand (used as clogging material). For both OGAFC-PMB and OGAFC-CRMB mixes and at all five steel slag contents, about 25% decrease in the permeability was observed as a result of surface clogging (indicated by black lines in Figure 8). Even though the surface-clogged permeability was substantially lower than the initial permeability of the OGAFC mixtures, it was well above the minimum specified requirement of 100 m/day.
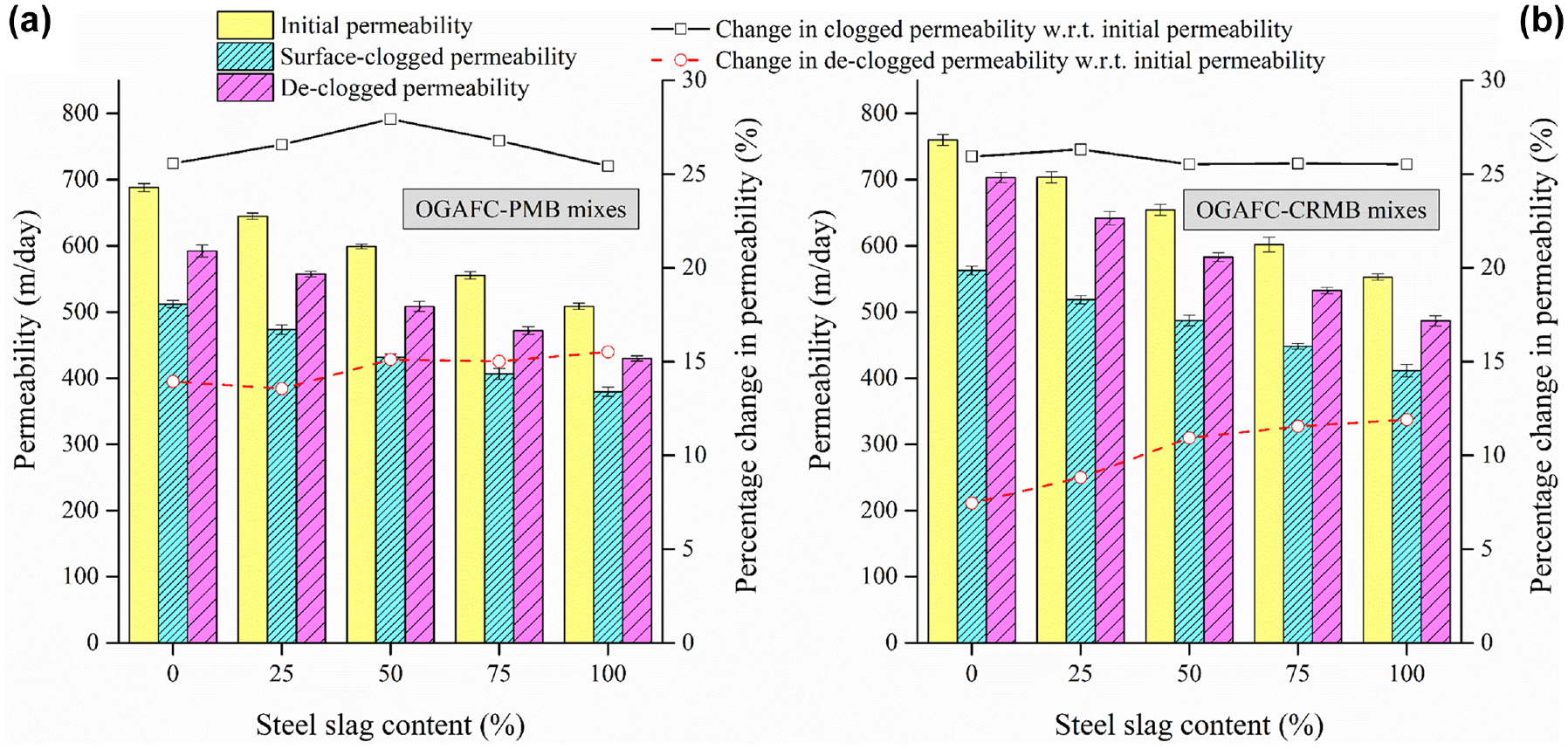
Permeability values of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes and (b) OGAFC-CRMB mixes; comprising of initial permeability, surface-clogged permeability, and de-clogged permeability.
Using the initial permeability and surface-clogged permeability, the initial clogging rate (CRinitial) of all mixes were computed using Equation 3 and are illustrated in Figure 9.

where Ksc is the permeability of the OGAFC specimen after surface clogging with graded sand, Ki is the permeability of the OGAFC specimen before surface clogging with graded sand, and msand is the mass of graded sand used for surface clogging of the OGAFC mixtures.
The initial clogging rate is an indicator of the clogging potential of the mix such that a mix with a higher clogging rate will have a higher reduction in its permeability than one with a lower clogging rate. The initial clogging rates of the OGAFC mixtures are found to decrease with increase in steel slag substitution, and OGAFC-PMB mixtures show a lower initial clogging rate than OGAFC-CRMB mixtures. Possible explanations for the phenomenon are provided later in this section.
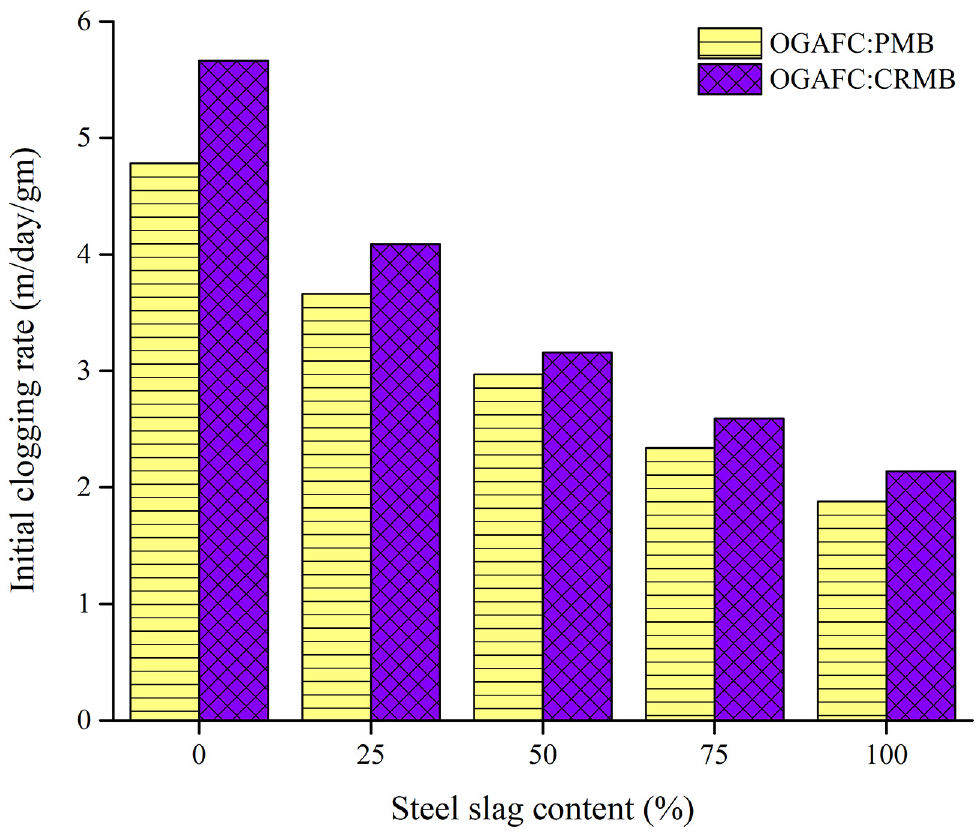
Initial clogging rate of open-graded asphalt friction course (OGAFC) mixtures with polymer-modified bitumen (PMB) and crumb-rubber-modified bitumen (CRMB) binders.
The permeability of de-clogged OGAFC specimens is also illustrated in Figure 8. On average, the de-clogging process was able to restore approximately 85% and 90% of the initial permeability for OGAFC-PMB and OGAFC-CRMB mixes, respectively, (indicated by red lines in Figure 8). This reduction in the permeability with respect to the initial permeability is probably because a certain mass of clogged materials must have migrated to the internal pores and channels of the mix skeleton, thereby escaping the de-clogging forces.
Stepwise Clogging of OGAFC Mixes
Considering the obtained de-clogged permeability (Kdc) as baseline for the stepwise clogging procedure, the permeability of the OGAFC mixes was measured after placement of each next batch (14 g) of the clogging material. Figure 10 shows the permeability deterioration during the stepwise clogging of all OGAFC mixes. The permeability significantly decreases with the increment in the clogging material for both OGAFC-PMB and OGAFC-CRMB mixtures. The stepwise clogging was continued until a terminal permeability was obtained (variation in permeability became less than 3% of the previous value). All OGAFC mixtures with and without steel slag aggregates showed terminal permeability values more than the minimum specified permeability value requirement of 100 m/day. However, this observation is only true in this study with the use of graded sand as a clogging material. Depending on the permeability of the clogging material used, the terminal permeability values could be also lower than the minimum requirement of 100 m/day if a different clogging material is used.
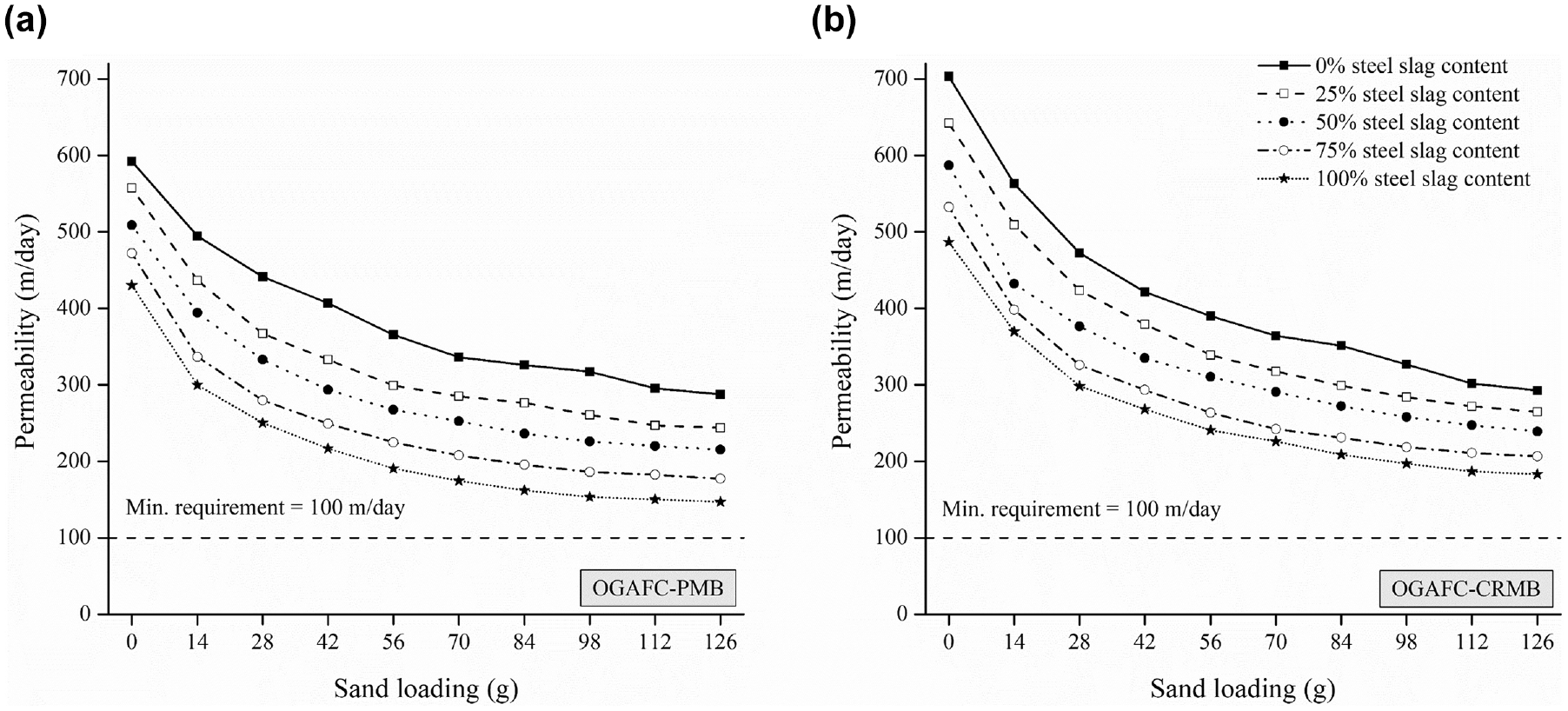
Permeability reduction plot with stepwise clogging of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes; (b). OGAFC-CRMB mixes; with varying steel slag content and different binders.
The stepwise clogging curves indicate that there is a rapid decrease in permeability when the clogging material is introduced up to about 56 g, beyond which permeability deteriorates at a relatively linear rate. The slope of the linear portion of the clogging curve is computed as the secondary clogging rate and is shown in Figure 11. The secondary clogging rate is a significant parameter for the design and application of OGAFC mixtures as it is the typical clogging rate which will be experienced in the field as the OGAFC mixes get clogged and are subjected to de-clogging activities. Martin et al. therefore referred to the secondary clogging rate as the operational clogging rate ( 48 ). Similar to the initial clogging rate, the secondary clogging rate is also observed to decrease with an increase in BOF steel slag content, with a lower clogging rate for OGAFC-PMB mixtures than OGAFC-CRMB mixtures. Generally, it is observed that the secondary clogging rate is approximately 20%–40% of the initial clogging rate. Other researchers have also similarly reported a much higher initial clogging rate than the secondary ( 15 , 48 ). This behavior can be explained as follows. The decrease in permeability is rapid when the specimen is first clogged and the permeability reduces from Ki to Ksc. De-clogging the specimen only removes clogging material which is easily accessible by vacuum pressure and reverse flushing, but there are particles trapped in deep voids which are not flushed out, and, therefore, Kdc is lower than Ki. As stated by Martin et al. and Suresha et al., this suggests that the trapped clogging material may be responsible for the initial rapid drop in OGAFC permeability ( 14 , 48 ). Thereafter, when the specimen is subjected to stepwise clogging, the trapped particles are already present in the specimen and additional clogging material only has the effect of a lower rate of decrease in permeability, indicated by the secondary clogging rate.
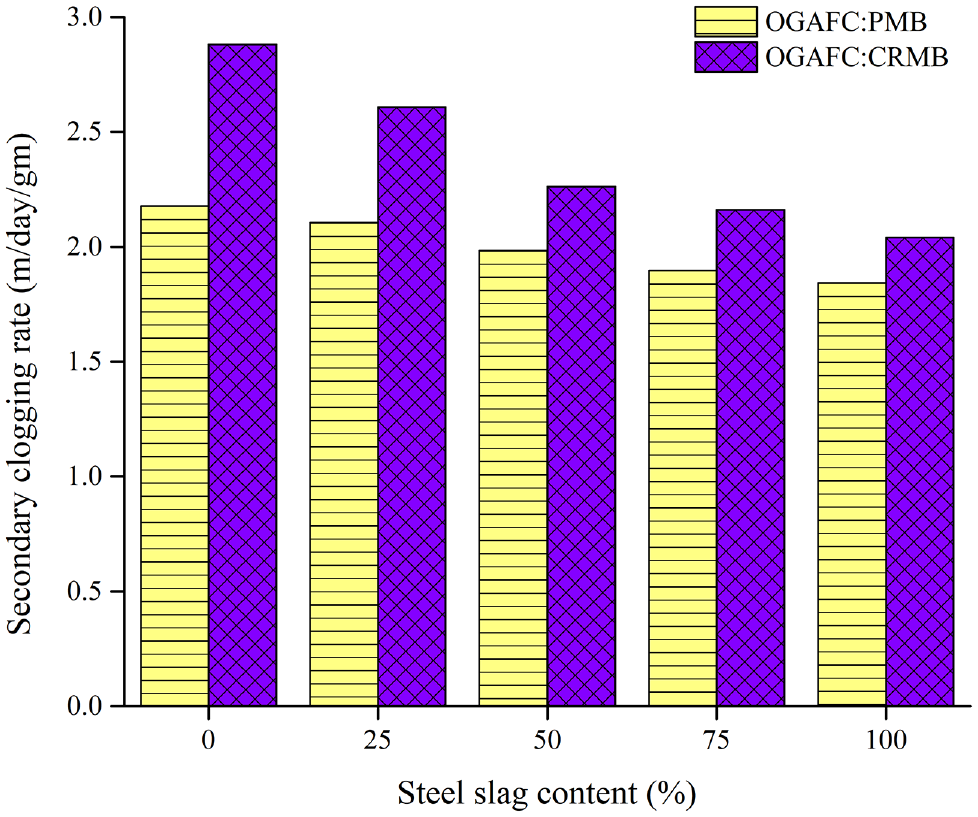
Secondary clogging rate of open-graded asphalt friction course (OGAFC) mixtures with polymer-modified bitumen (PMB) and crumb-rubber-modified bitumen (CRMB) binders.
The preceding results clearly indicate the beneficial effect of BOF steel slag aggregates on reducing the clogging susceptibility of OGAFC mixes while meeting the minimum permeability requirements. Steel slag aggregates have a higher angularity than natural stone aggregates, implying that slag aggregates have sharper edges and more change in boundary features ( 55 , 56 ). Some clogging material is likely to get confined within such boundary features present on BOF steel slag aggregates, and consequently delay the rate of disruption/blockage of interconnected void channels. This, in turn, leads to a lower rate of deterioration in permeability of a BOF steel-slag-incorporated OGAFC mix. Figure 12 shows the boundary features on the surface of BOF steel slag aggregates (Figures 12b and 12d), while lack of such features can be observed on the surface of natural aggregate (Figure 12a). The boundary features are also visible on the surface of asphalt-binder-coated aggregates picked out from OGAFC mixes. In the case of natural stone aggregates (Figure 12c), as a result of the absence (or lack) of such features on the surface, the void channels responsible for causing the flow of water get blocked relatively quickly with increments in the amount of clogging material. Lower values of both initial and secondary clogging rates for steel-slag-incorporated OGAFC mixes can be thus plausibly described. Both clogging rates reduce further with an increase in steel slag content. Considering the effect of binder type, it is reasonable to assume that the discrete crumb rubber particles present in CRMB may have the tendency to partially occupy the boundary features on the steel slag, leaving less space for the confinement of the clogging material. Eventually, OGAFC-CRMB mixes have a slightly higher clogging rate than OGAFC-PMB mixes.
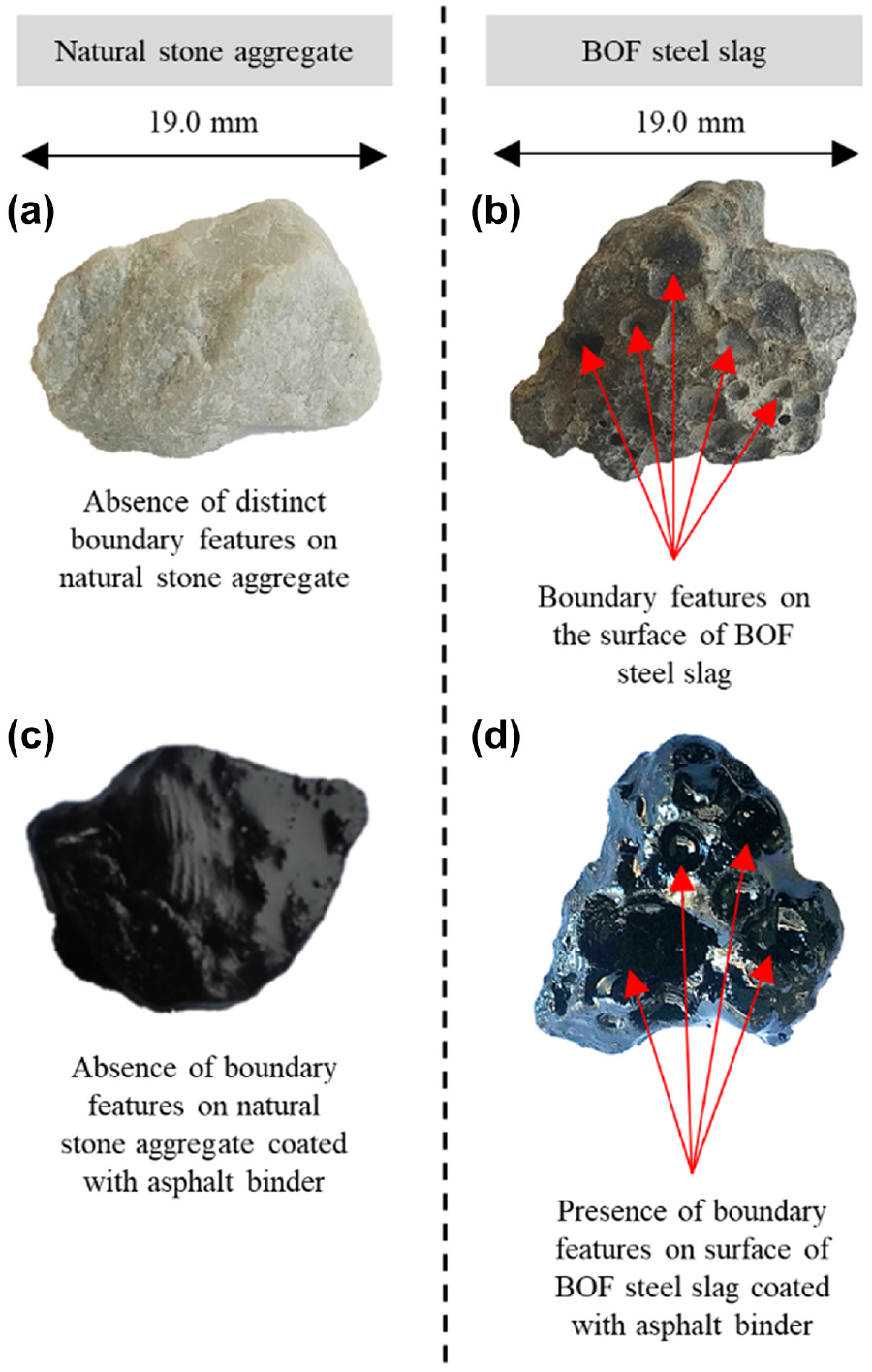
Macroscopic view of aggregates with boundary features: (a) natural stone aggregate, (b) basic oxygen furnace (BOF) steel slag, (c) binder coated natural stone aggregate and (d) binder coated BOF steel slag.
Effect of Binder Stripping on Porosity and Permeability
Figures 13 and 14, respectively, present the porosity and permeability values of OGAFC mixes before and after moisture conditioning replicating the stripping of asphalt binder from the aggregate surface. Compared with their initial values, both the porosity and permeability of the moisture-conditioned OGAFC mixes decrease with moisture conditioning. This decrease can be attributed to deposition of stripped-off material (mixture of fines and asphalt binder) in the interconnected voids as a result of the action of the boiling water.
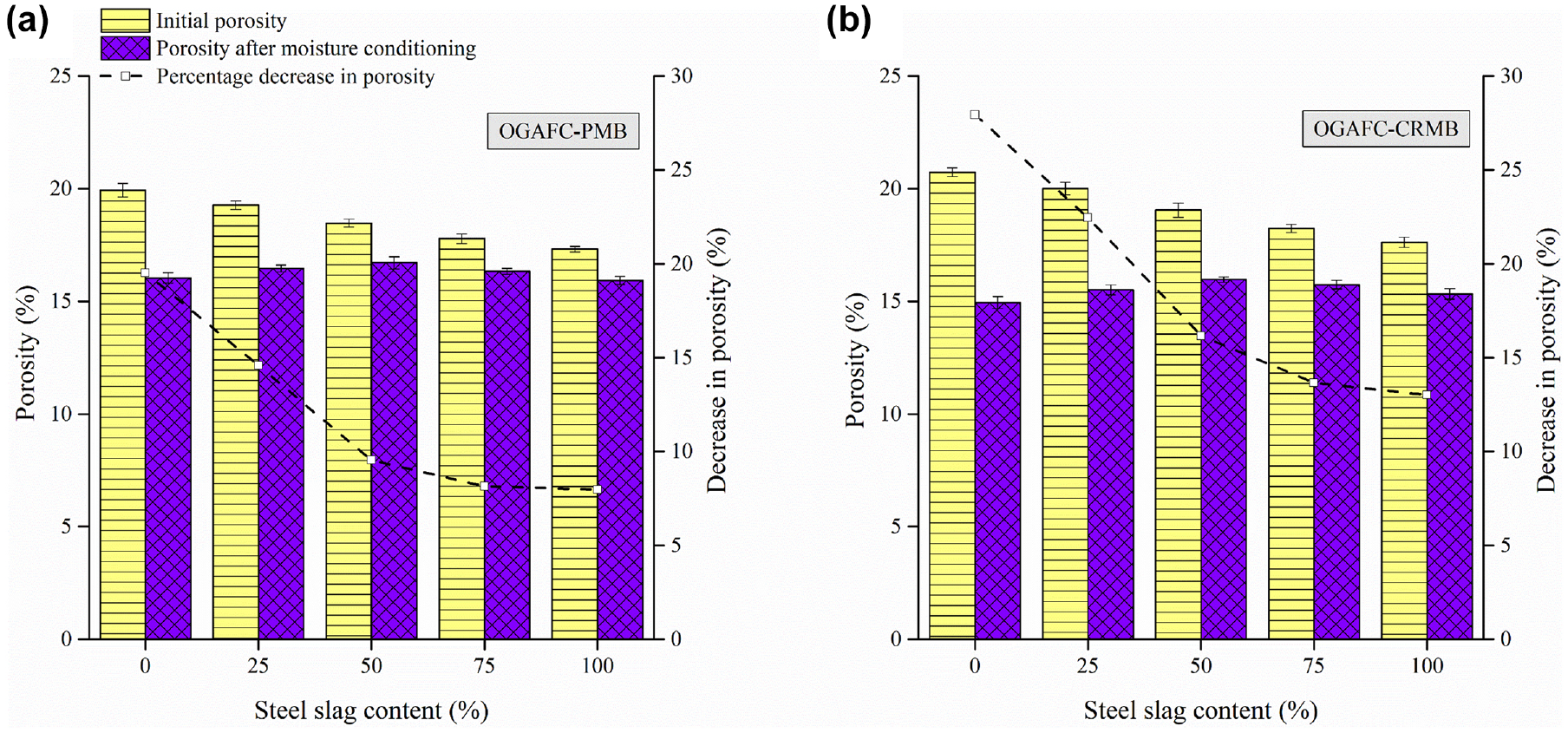
Porosity of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes and (b) OGAFC-CRMB mixes; before and after moisture conditioning.
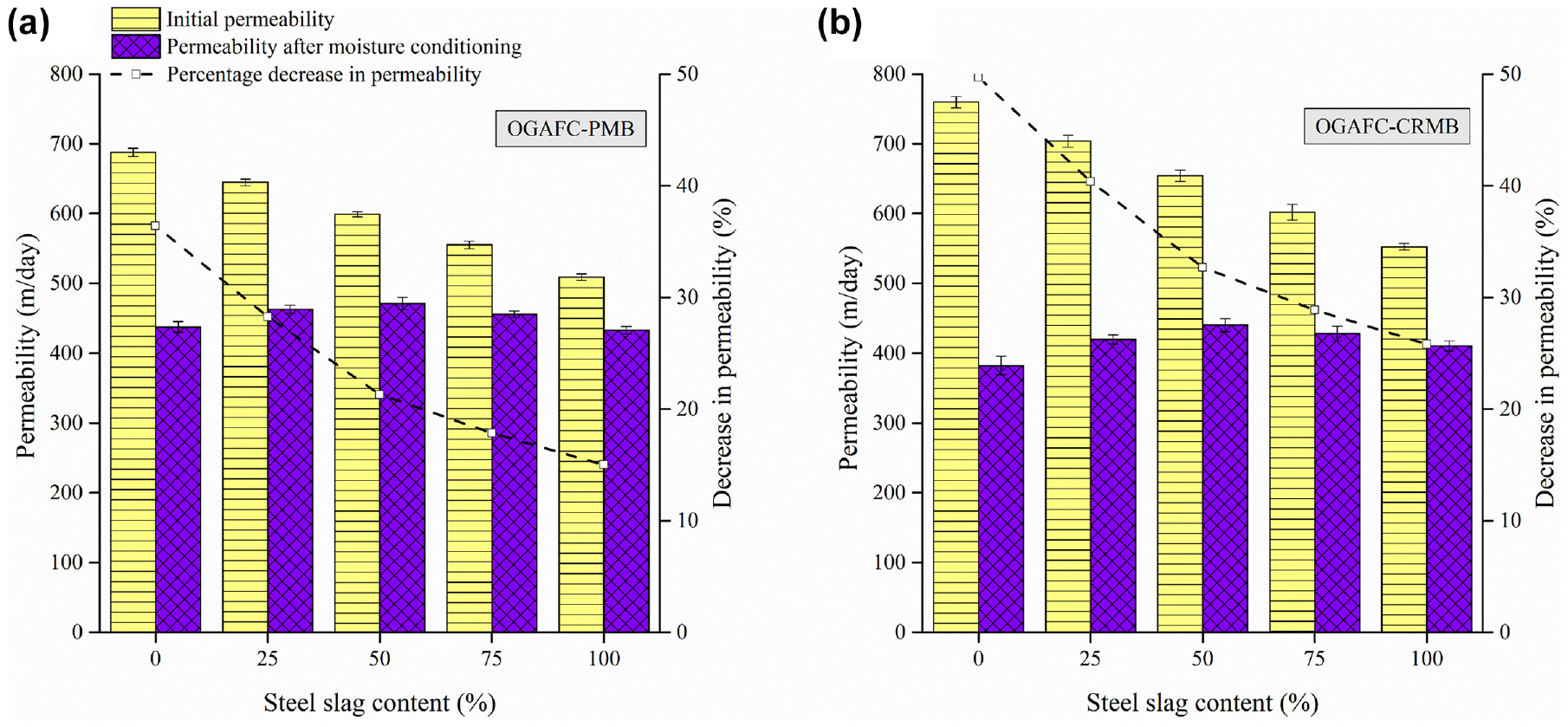
Permeability of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes and (b) OGAFC-CRMB mixes; before and after moisture conditioning.
For better understanding of the influence of BOF steel slag in resisting the moisture-induced damages and retaining its initial properties, the trend in percentage change in both porosity and permeability with steel slag content is also investigated. The percentage change in porosity and permeability is computed as the percentage decrease in porosity and permeability with respect to their initial values. From Figures 13 and 14, the percentage change in porosity and permeability of the OGAFC mixtures are observed to decrease with increase in percentage substitution of BOF steel slag aggregates. This indicates that stripping of bitumen from the aggregate surface course decreases with an increase in steel slag content. Generally, aggregates have a higher affinity toward water than bitumen. This affinity of aggregates toward water decreases with an increase in the aggregates’ basicity (CaO/SiO2 ratio). As reported in Table 1, BOF steel slag demonstrated a higher basicity (3.75) than natural stone aggregates (0.16). The higher basicity of BOF steel slag resulted in better adhesion and lower stripping of asphalt binder from its surface and, thereby, caused lower clogging and subsequently lower change in porosity and permeability. The results indicate that incorporation of BOF steel slag reduces the decrease in drainability properties of OGAFC mixtures caused by moisture-induced damage. The porosity and permeability values of the moisture-conditioned OGAFC-PMB mixtures are found to be marginally higher than OGAFC-CRMB mixtures. Further, the change in drainage properties was observed to be more for OGAFC-CRMB mixtures than OGAFC-PMB mixtures, indicating that PMB bitumen performs better in resisting the stripping of asphalt film caused moisture-induced damages than CRMB bitumen. Furthermore, all moisture-conditioned mixes meet the minimum 100 m/day permeability requirement.
Effect of Permanent Deformation on Porosity and Permeability
Figures 15 and 16, respectively, illustrate the porosity and permeability of the BOF-steel-slag-incorporated OGAFC mixtures subjected to a dynamic creep test to simulate deformation-related clogging. The repeated creep loading is expected to alter the mix skeleton by condensing the water-accessible air voids and thereby hindering the drainability. As expected, both porosity and permeability of the conditioned specimens are significantly lower than their initial values.
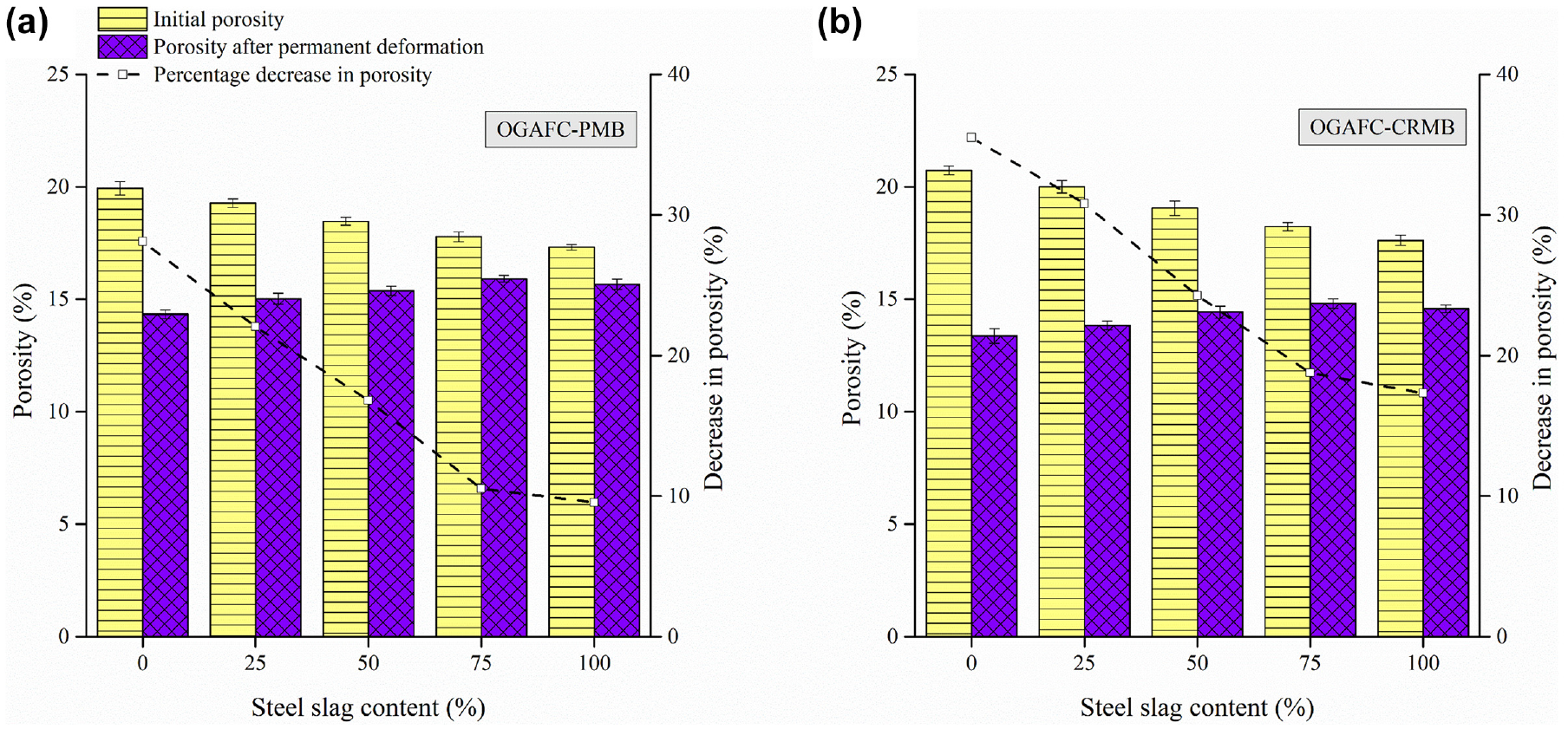
Porosity of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes and (b) OGAFC-CRMB mixes; before and after dynamic creep test.
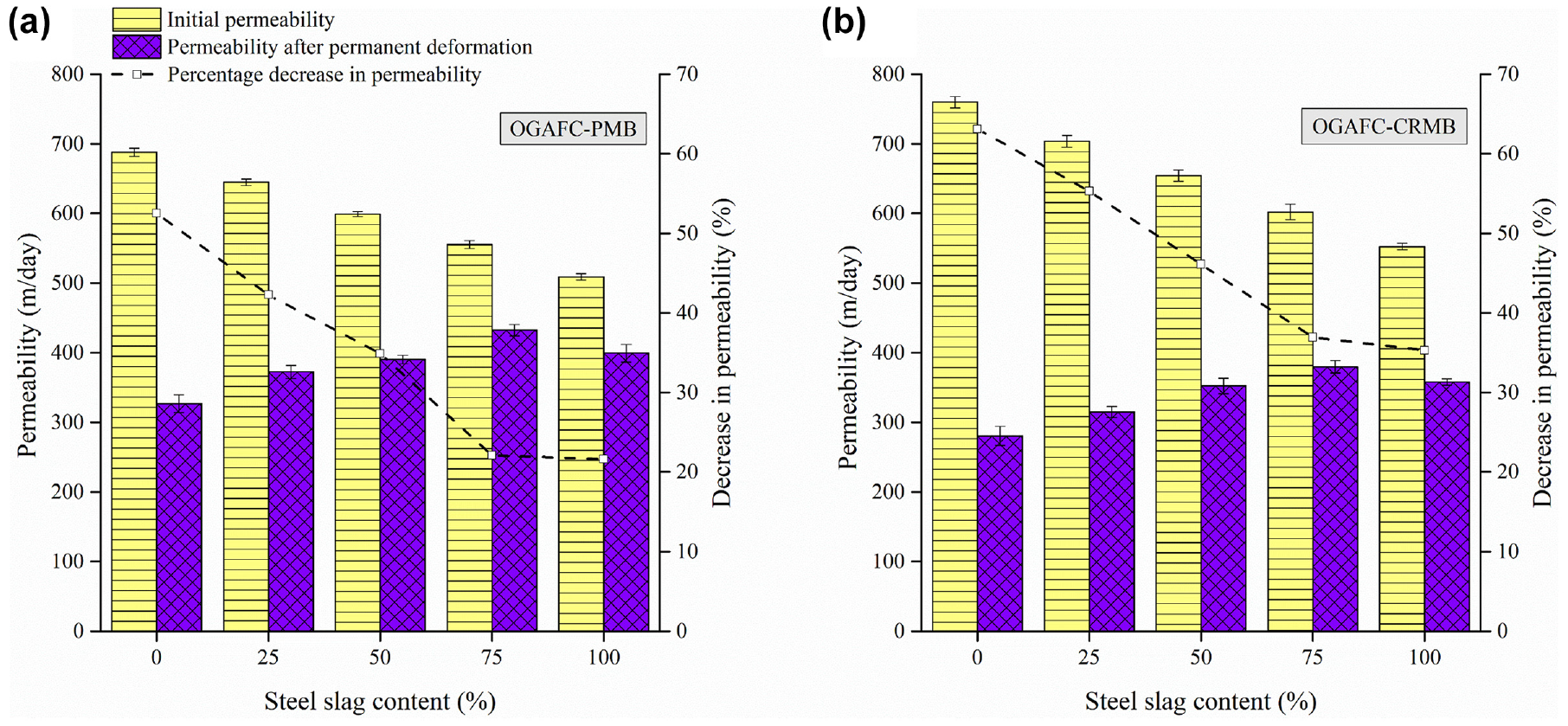
Permeability of open-graded asphalt friction course (OGAFC) mixtures: (a) OGAFC-PMB mixes and (b) OGAFC-CRMB mixes; before and after dynamic creep test.
Percentage change in porosity and permeability values with steel slag content are also computed for better understanding of the influence of steel slag on limiting the loss in permeability caused by permanent deformation. It is observed that percentage change in porosity and permeability decreases with increase in BOF steel slag content. This suggests that change in the aggregate skeleton leading to blockage of water-accessible voids was less for mixtures with steel slag aggregates when subjected to dynamic loading, indicating that steel slag can better resist changes in drainability caused by deformation-related clogging. The conditioned drainage properties of OGAFC-PMB mixtures are found comparatively higher than OGAFC-CRMB mixtures. Also, the change in porosity and permeability values of conditioned OGAFC-PMB mixes are lower than OGAFC-CRMB mixes, suggesting that PMB bitumen is more efficient in resisting permanent deformation compared with CRMB bitumen. It is also noted that all mixes subjected to the dynamic creep test meet the minimum 100 m/day permeability requirement. Further, the percent reductions in porosity and permeability caused by deformation-related clogging are higher than those caused by stripping.
Correlation Between Porosity and Permeability
To understand the correlation between the porosity and permeability of the OGAFC mixes, the average porosity and permeability values of the 10 OGAFC mixes (OGAFC-PMB and OGAFC-CRMB mixes) under different test conditions (initial porosity and permeability, stripping-related clogging, and deformation-related clogging), were plotted against each other as illustrated in Figure 17. A strong correlation (R2 = 0.992) was observed between porosity and permeability and the trend is best described by a power law model shown in Equation 4:

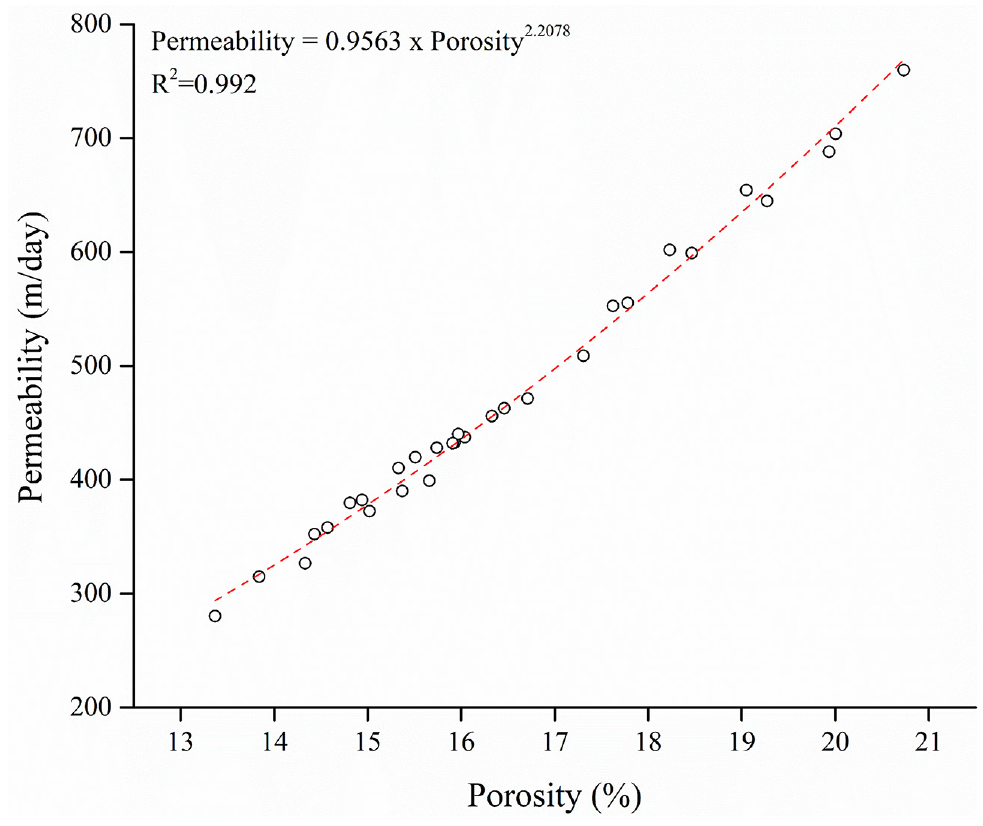
Correlation between porosity and permeability.
Conclusions
Based on the results, the following conclusions are drawn:
Initial permeability and porosity of the OGAFC mixtures were found to decrease with an increase in the BOF steel slag content. Initial drainage properties of OGAFC-CRMB mixtures were found to be better than OGAFC-PMB mixtures.
The porosity of the OGAFC mixes was observed to decrease with the increase in steel slag content because of the availability of residual binders which results in better compaction.
Clogging (surface-clogging) of the OGAFC mixtures significantly reduced the permeability of all mixes by about 25% of their initial permeability. The initial clogging rates of OGAFC mixtures were found to decrease with an increase in steel slag replacement percentage.
Secondary (stepwise) clogging reported a significant decrease in the permeability of all OGAFC mixes compared with its initial permeability. However, on de-clogging with vacuum pressure and reverse flushing, OGAFC-PMB mixtures were able to regain 85% of the initial permeability, while OGAFC-CRMB mixtures were able to regain about 90% of the initial permeability. The observations of particle-related clogging were made using graded sand as a clogging material. The observations may differ when using other types of clogging materials.
Porosity and permeability of the OGAFC mixtures decreased with moisture conditioning and repeated loading (permanent deformation), with deformation-related clogging having a more severe effect compared with stripping-related clogging.
A strong correlation (following power law model) was observed between porosity and permeability of the OGAFC mixes.
With desirable characteristics of BOF steel slag—namely, higher angularity, rough surface texture, higher basicity/adhesion, higher strength—the percentage change in the drainage properties of both OGAFC-PMB and OGAFC-CRMB mixtures with moisture conditioning and permanent deformation were found to decrease with an increase in the steel slag substitution. Resistance to stripping and deformation-related clogging was found to improve with the increment in steel slag content (observed from the percentage change in porosity and permeability under stripping and deformation-related clogging).
Footnotes
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: S. Pathak, R. Choudhary; data collection: S. Pathak, R. Choudhary; analysis and interpretation of results: S. Pathak, R. Choudhary, A. Kumar; draft manuscript preparation: S. Pathak, R. Choudhary, A. Kumar. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors sincerely acknowledge the financial assistance provided by Department of Science and Technology (DST), Government of India, through the grant DST/TSG/WM/2015/525.