
Abstract
This study focused on the improvement or redesign of dense-graded mixtures in Missouri by applying various strategies typified by a balanced mix design (BMD) approach. Briefly, the BMD approach involves designing mixtures using appropriate thresholds of mixture performance tests to control major distresses. In this study, two existing dense-graded mixtures from Missouri were adopted with 33% binder replacement by recycled asphalt pavement (RAP). Appropriate thresholds from three commonly used cracking tests, namely the disk-shaped compact tension test, or DC(T), the Illinois Flexibility Index Test (I-FIT), and the indirect tensile asphalt cracking test (IDEAL-CT), were paired with the Hamburg wheel track test (HWTT) toward the improvement or rebalancing of mixes designed before the availability or specified use of these tests. Preliminary test results showed that the existing mix designs did not satisfy the cracking thresholds adopted in this study, and thus the following modifications were made to the mixtures: (a) replacing the base binder with a softer grade binder, (b) adding a rejuvenator, and (c) adding ground tire rubber (either 10% or 20% by weight of base binder). According to the results, modification with rubber and softer binder was the most efficient strategy for improving and balancing DC(T) fracture energy and HWTT performance. On the other hand, the use of a softer binder or rejuvenator led to the best success in meeting semicircular bend (SCB) (I-FIT) and IDEAL-CT test requirements in balance with HWTT requirements.
Keywords
Asphalt pavement surfaces cover more than 94% of the surfaced roads in the U.S.A. Early methods of asphalt mix design were borrowed from those used in geotechnical engineering, with emphasis on field compaction simulation and strength of materials type tests. These tests proved to be simple-yet-reliable for the design and control of traditional asphalt mixes with simple combinations of virgin aggregates and virgin binders. Over the past few decades, recycling has gained immense attention in the infrastructure sector, driven first by economics and more recently by the importance now placed on the environment and sustainable practices. In respect of materials, methods using recycled asphalt pavement (RAP), recycled asphalt shingles (RAS), or ground tire rubber (GTR) are the most prevalent for incorporating high volumes of recycled materials into flexible pavement systems, often while allowing the designer to retain or even boost overall pavement performance ( 1 – 5 ) through the proper selection of virgin binder and the use of modifiers and additives.
However, with the proliferation of mixture ingredients, the Superpave (
Perhaps more importantly, Superpave was not developed with emphasis on recycled materials and could not have anticipated the myriad of modifiers and additives in use today. A combination of these shortcomings along with recent advances in modern, practical mixture tests spawned the movement toward balanced mix design (BMD). BMD specifications are being investigated and implemented widely across the U.S., although differences exist in the tests used, the required thresholds, and how BMD is implemented in design versus production control. BMD allows mix-specific variables and interactions between mix components to be directly tested, including compatibility and resulting properties of virgin and recycled binders, partial blending of recycled binder, effects of modifiers such as rejuvenators, antistrip, and warm-mix agents, effects of additives such as GTR, fibers and waste plastic, and so on.
While many mix designers are now quite familiar with new mixture performance tests and BMD requirements, their ability to iteratively design modern, complex heterogeneous recycled mixes in an efficient manner will undoubtedly be challenged, especially in the early stage of adoption. There are several factors that complicate the design of modern, heterogeneous recycled asphalt mixes, including:
• The proliferation of mixture and binder ingredients, and their complex interactions;
• Agencies “raising the bar” by using elevated test thresholds in an attempt to boost pavement performance, especially with regards to increasing crack resistance;
• The advent of contractor-introduced modifiers and additives at the mixing plant, such as dry-process GTR and waste plastic, warm-mix additives, polymers, fibers, and so forth, combined with an incomplete understanding of their effects on the mixture as scored in modern cracking and rutting performance tests;
• The desire to increase the use of recycled and sustainable mixture components and design strategies, while at the same time, competing successfully in a low-bid environment.
This study was therefore undertaken to shed light on selected BMD strategies to improve two representative dense-graded Superpave asphalt mixtures currently in use in the state of Missouri, U.S.A. The mixes were designed before the advent of BMD and were found to fall short of modern cracking test requirements. A few strategic changes to mix ingredients were systematically tested, with results and findings reported here. A focus on boosting mixture sustainability was also emphasized in the study. As BMD continues to be implemented across the U.S., the authors believe it will be important for the research community to continue to creatively experiment with combinations of mix ingredients, particularly in the case of mixtures with multiple or high use of recycled materials. It will be equally important to share the knowledge gained in such studies broadly, to expedite and to improve the impact of BMD rollout across the U.S. and in other regions of the world undertaking similar pursuits.
The following section provides a brief review of the literature with respect to BMD strategies, including the one implemented in this study. Note that the choice of specific rutting and cracking tests and associated thresholds will certainly affect the direction of mix design optimization. However, even though different agencies and research groups will likely continue to use different tests and thresholds regionally, much can be accomplished by sharing, studying, and utilizing the broad body of research results obtained across regions.
Literature Review
BMD is defined as “asphalt mix design using performance tests on appropriately conditioned specimens that address multiple modes of distresses taking into consideration mix aging, traffic, climate, and location within the pavement structure” ( 7 ). In essence, it is an iterative mix design method which includes mixture performance tests selected based on local conditions, locally desired outcomes, and ideally (or at least eventually), local knowledge of the relationship between performance test results and field performance. While volumetrics are still a part of the design method, depending on the framework of BMD adopted for a project, they are generally not the deciding factor in the final mixture design, unlike Superpave.
Based on the concept of BMD, various strategies can be employed by the paving agency to improve the mixture designs and produce more durable asphalt pavements. A popular way of enhancing mixture durability is by adjusting its baseline constituents, such as shifting to softer base binder grades or incorporating modifiers such as GTR, or rejuvenators, adjusting RAP sources and usage levels, and so on. As mentioned earlier, cracking has become an increasingly pervasive issue over the past few decades ( 8 ). Various researchers have shown the advantage of using a softer base binder to address the cracking behavior of modern asphalt mixtures, especially when higher recycled content is used ( 9 – 11 ). Furthermore, polymer or rubber modification has also been used in conjunction with a softer base binder to increase the binder usable temperature interval (UTI) and to provide additional protection against rutting and cracking ( 2 , 12 , 13 ). To this end, modern recycled mixtures have been successfully designed with BMD tools using a combination of softer binders, additional virgin binder, and various modifiers when relatively high recycling rates were targeted ( 14 , 15 ).
In this study, the rutting and cracking performance of asphalt mixtures in Missouri was evaluated, followed by the implementation of strategies to improve and to balance the performance without changing the aggregate structure ( 8 , 16 , 17 ). The scope of the study was limited to leaving the aggregate blend used in the existing reference mixture unchanged while changing/modifying the virgin binder system or binder content, and by employing additives to improve and balance the overall performance. The following sections describe the objectives of the study in more detail and outline the steps implemented for mixture improvement.
Objectives and Guiding Principles
This study was designed to provide an illustrative use of BMD and modern, sustainability-focused strategies to improve existing mix designs by altering constituents while retaining the original aggregate blend. Two base mixture designs from different field sections located in Missouri were chosen for this study. The first section sampled was recently used on the southbound lanes of US Route 63 in Randolph County near Moberly, Missouri, and is hereafter referred to as US63_1. The second section was a mainline mix placed adjacent to recently installed long-term pavement performance (LTPP) test sections on US Route 54 in Camden and Miller Counties near Eldon, Missouri. This test section is hereafter referred to as US54_6.
The guiding principles followed to pursue the objectives of this study were as follows.
• A baseline asphalt mixture design was adopted, which followed the Superpave volumetric design principles used in Missouri.
• Keeping the aggregate gradation/system intact, various modifications were applied to the mixture designs to achieve a superior or more balanced mix in respect of rutting and cracking behavior.
• The modifications included replacing the base binder with a softer grade binder, adding a rejuvenator to the base mix, using a softer grade binder, or adding various percentages of recycled GTR to the mix via the dry-process method. The use of GTR was motivated by a recent study ( 18 ), which provided new insights into the toughening mechanisms resulting in properly designed GTR mixes, such as macro-scale crack pinning.
• In accordance with the goal of the study, a systematic approach toward achieving a more balanced mix design in the fewest possible iterations was employed, akin to the exercise a contractor might pursue when implementing BMD for the first time.
• Performance test thresholds were based on recommendations provided in ( 14 ).
• Multiple cracking tests—the disk-shaped compact tension test, or DC(T), the Illinois Flexibility Index Test (I-FIT), and the indirect tensile asphalt cracking test (IDEAL-CT)—were employed, while only a single rutting test—the Hamburg wheel track test (HWTT)—was used.
• Mixes were adjusted in an attempt to balance recommended DC(T) and HWTT cracking thresholds. The same mixture iterations were then tested in the I-FIT and IDEAL cracking tests so that differences in strategies for maximizing scores in the various cracking tests could be evaluated based on the results obtained.
The following sections provide more details about the mixtures used in this study, followed by an introduction of the performance tests and a summary of baseline mixture characteristics.
Mixture Design Details
Modifying with Dry-Process GTR in Laboratory
As mentioned before, one of the modifications used in this study was addition of GTR using the dry-process method. The dry-process rubber used in this study is a finely ground recycled tire rubber that has been chemically modified, and is referred to as engineered crumb rubber (ECR). It is added like a fine aggregate during asphalt mix production. Being a dry-process technology, it requires minimal modification to existing plant equipment, and the chemical modification prevents any material hold-up or workability issues. The ECR production is an ISO-compliant process and the size of rubber grains, on average, is 55 mesh or 0.275 mm, according to ASTM specifications. Modification of the mixtures with dry-process GTR, or ECR, in a standard bucket mixer required special considerations. Simply adding crumb rubber powder to the mixing bucket with aggregates does not provide sufficient mechanical force, heat, or time required to more closely mimic the degree of tortuosity in the rubber particles and binder uptake that occurs in plant-produced samples. To circumvent this issue, the dry GTR was blended with the asphalt binder before bucket mixing, akin to the wet-process preparation method. The GTR-modified binder was prepared by slowly adding the required rubber and mixing it mechanically in a high-shear machine operating at 3500 rpm at 170°C for 30 min. It is important to mention here that in wet-process preparation, the mixing temperature and time are higher ( 19 ) than those used for dry-process rubber modification in this study ( 20 ). Further, a small amount of additional binder was added to the mixture to replenish the lighter ends of the binder soaked up by rubber particles and to account for the crumb rubber surface area. According to manufacturers’ recommendations, about 0.1% additional binder by mix weight needed to be added in the mixture for every 5% GTR modification, by weight of binder. This additional binder is accounted for in volumetric calculations shown in upcoming sections.
The following sections describe the details of the two mixture designs investigated in this study.
Asphalt Mixture Design #1
The first Missouri Department of Transportation (MoDOT) mix investigated was a 12.5 mm nominal maximum aggregate size (NMAS) dense-graded mixture, using four aggregate sources: two coarse aggregate sources collected from Burlington and Cedar Valley, Missouri, respectively, a manufactured sand collected from Cedar Valley, Missouri, and finally a RAP source with 4.5% asphalt content, creating an asphalt binder replacement (ABR) level of 33.3%. The mix gradation is shown in Figure 1. The mix used a base binder graded as Superpave PG 58-28 as supplied from the Philips 66 refinery in Kansas City, Missouri. The base mix design contained Recycling agent 1 (0.5% by weight of binder) and Recycling agent 2 (1.75% by weight of binder). The mixtures in this study were prepared using a standard bucket mixer, where aggregates and binder were heated in a forced-draft oven before being mixed. Recycling agent 2 and Recycling agent 1 additives were stirred into the binder before mixing with aggregates.
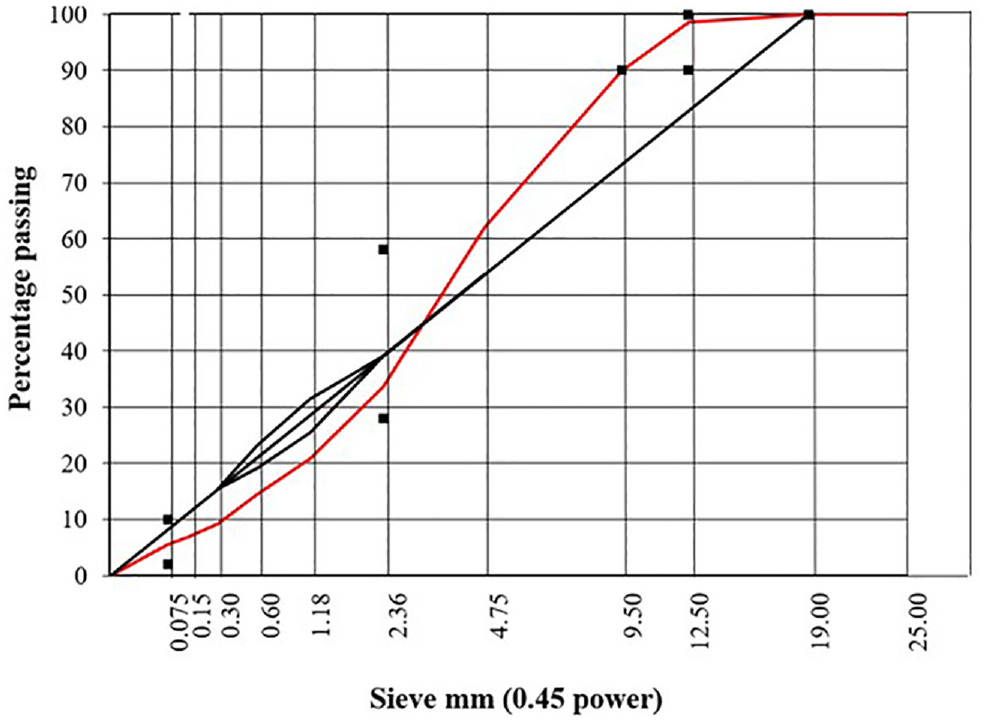
Gradation of US63_1 mixture.
The base mixture design was subjected to the performance testing suite to establish the baseline performance of the mixture. Based on the baseline performance, various modifications were adopted, as outlined in Table 1. Again, a non-exhaustive approach was taken to arrive at a more balanced design in the fewest number of iterations possible, followed by a discussion of what appeared to be the most effective adjustments to move existing non-BMD mix designs to meet BMD requirements.
Iterations of Modifications Applied to US63_1 mixes
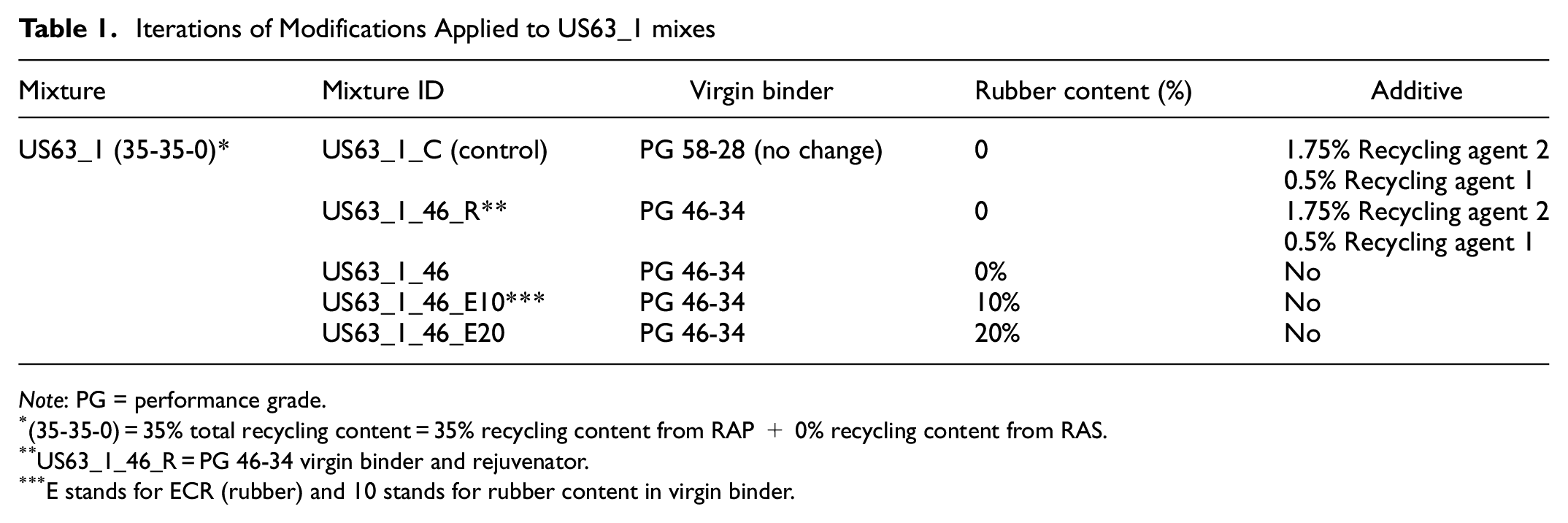
Note: PG = performance grade.
(35-35-0) = 35% total recycling content = 35% recycling content from RAP + 0% recycling content from RAS.
US63_1_46_R = PG 46-34 virgin binder and rejuvenator.
E stands for ECR (rubber) and 10 stands for rubber content in virgin binder.
Volumetrics for all mix iterations based on this blend are shown in Table 2. All mixtures were compacted to 80 gyrations in the Superpave Gyratory Compactor (SGC). As part of establishing improved mixes, the traditional Superpave method of designing at 4% air voids was relaxed, as modern BMD principles do not typically require strict adherence to a 4% air void target. Also, for comparison purposes, only one factor was altered between experimental trials. For instance, when a softer binder was used, other factors such as binder content were kept constant. In respect of ingredient compatibility, none of the mixtures appeared to have a problem except in the trial labeled as US63_1_46, wherein a softer binder was used without the use of warm-mix additives. The final air voids level after 80 gyrations was 5.6%, which was relatively far from the reference MoDOT mix originally designed at 4% air voids (and found to possess an average 4.4% voids in the materials sampled and produced in this study). This confirmed the positive effect of warm-mix additives in facilitating compaction in this mix.
Details for US63_1_C (Control Mix) Compacted to 4.0% ± 0.5% Air Voids
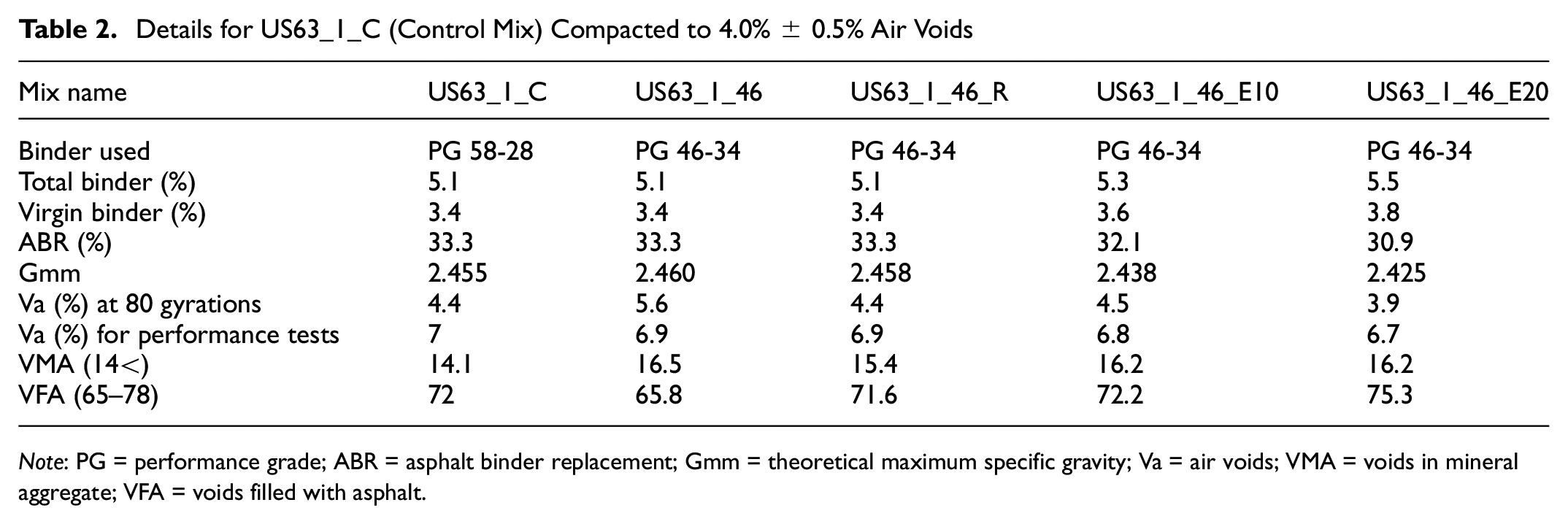
Note: PG = performance grade; ABR = asphalt binder replacement; Gmm = theoretical maximum specific gravity; Va = air voids; VMA = voids in mineral aggregate; VFA = voids filled with asphalt.
Asphalt Mixture Design #2
The other mix design was, once again, a 12.5 mm NMAS dense-graded mixture placed as an LTPP section on US 54 in Camden County, near Eldon, Missouri. The mix used four stockpiles consisting of: coarse aggregates having NMAS levels of Ô in. and ½ in. (with 8% and 7% chert, respectively), collected from Gasconade, Missouri; manufactured sand collected from the vicinity of Osage River; and, finally, a RAP source with 5.1% asphalt leading to an ABR level of about 30%. The mix gradation is shown in Figure 2. The mix incorporated the same base binder as the first mix (PG58-28 collected from the Philips 66 refinery in Kansas City, Missouri).
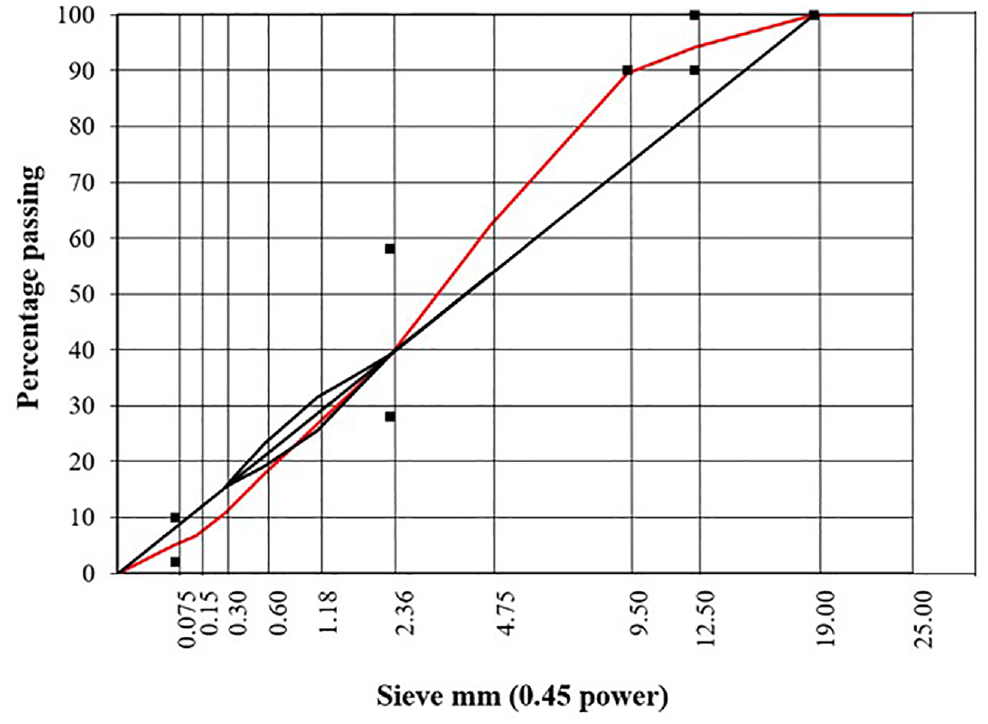
Gradation of US54_6 mixture.
Table 3 shows the modifications applied to the baseline mix to finally achieve the required BMD test thresholds. Three variables were selected to be altered during this phase of the study—the use of a softer binder grade (PG 46-34), the addition of rejuvenator (3% Recycling agent 2 CA), and the addition of dry-process rubber (levels of 5% and 20% GTR by weight of virgin binder were used). For the mixes with GTR, additional binder was added according to the manufacturers recommendation (0.1% additional virgin binder was added for the 5% GTR mix, while 0.4% additional binder was used for the 20% GTR mix). An ECR product was used in the current study, which has been used as a modifier in several hundreds-of-thousands of tons of stone mastic asphalt (SMA) and dense-graded mixtures placed since 2016 on the Illinois Tollway, as described in Buttlar et al. ( 15 ). The variables were strategically chosen after examining the baseline performance of the control (unmodified) US54_6 mix.
Iterations of Modifications Applied to the US54_6 Mixes
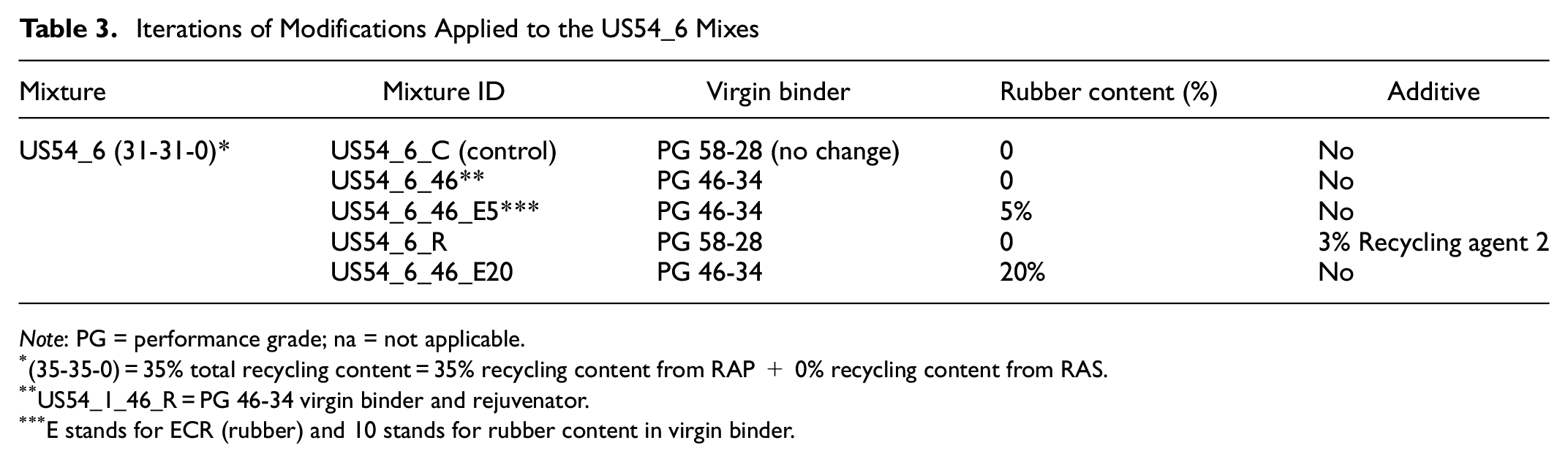
Note: PG = performance grade; na = not applicable.
(35-35-0) = 35% total recycling content = 35% recycling content from RAP + 0% recycling content from RAS.
US54_1_46_R = PG 46-34 virgin binder and rejuvenator.
E stands for ECR (rubber) and 10 stands for rubber content in virgin binder.
The volumetric properties of the US54_6 mixture trials are shown in Table 4. For this mix, the iteration with 5% dry GTR had issues with compaction and exhibited high air voids (6.8%) at 80 gyrations. A possible reason for poor compaction could be insufficient space for rubber particles to fit in the aggregate skeleton of the dense-graded mix. It was surprising to see that the compaction issues were resolved in 20% dry GTR mix, perhaps because of the enhanced lubricity provided by the additional additional binder accompanying the higher amount of rubber used and the engineered chemical coating on the surface of the ECR rubber particles, which include a compaction aid according to the manufacturer.
Volumetric for US54_6 Mix Iterations
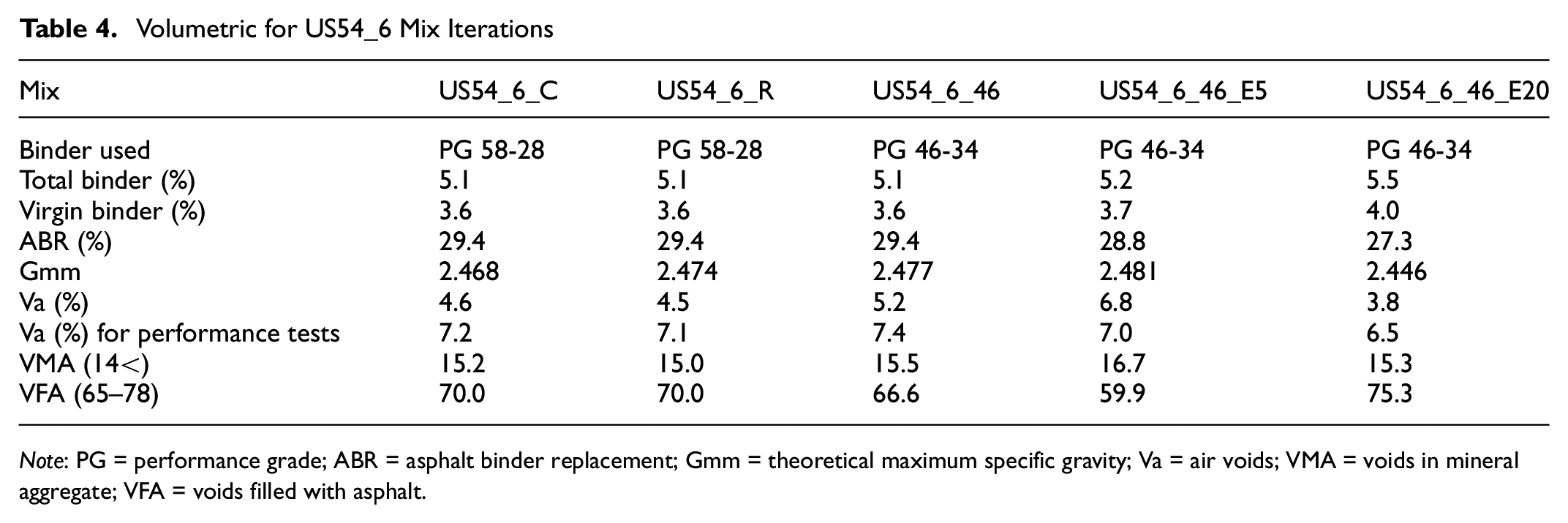
Note: PG = performance grade; ABR = asphalt binder replacement; Gmm = theoretical maximum specific gravity; Va = air voids; VMA = voids in mineral aggregate; VFA = voids filled with asphalt.
Performance Tests
DC(T) Fracture Energy Test
The DC(T) test was conducted according to the ASTM D7313 standard. The test temperature set to −12°C, which is 10°C warmer than the low performance grade (PG) of the PG climate in central Missouri. The specimens were conditioned at the test temperature for 2 h before testing. The fracture energy is computed as follows:

where Gf = fracture energy in J/m2, AREA = area under load–CMOD (crack mouth opening displacement) curve, B is specimen thickness in meters, which is generally 0.050 m (except for field cores), and L is ligament length, usually around 0.083 m. A portable Test Quip DC(T) device was used, which is housed at the Missouri Asphalt Pavement and Innovation Lab (MAPIL). Fracture energy thresholds used in this study were adopted from recommendations made by Buttlar et al. ( 14 )
Semicircular Bend (I-FIT) Test
The I-FIT (AASHTO TP124-16) involves a notched, semicircular bend (SCB) test conducted at 25°C in loading-ram displacement control at a rate of 50 mm/min ( 21 ). The flexibility index (FI) is an empirical index parameter that is computed as the total FE divided by the absolute value of the slope of the post-peak softening curve (|m|) (Equation 2). The FI was developed to provide a means to identify brittle mixtures that are prone to premature cracking and has been found to be very sensitive to recycled material content and binder aging level ( 22 ).

IDEAL-CT Test
The IDEAL-CT test was developed to characterize the potential of cracking in asphalt concrete mixes at room temperature. The test setup is similar to the traditional indirect tensile strength test, but it is performed at 25°C under a constant loading rate of 50 mm/min until failure occurs (ASTM D8225, 2019) ( 23 ).
The cracking parameter for the IDEAL-CT is derived from the load versus displacement curve. The larger the CT index, the better the cracking resistance of the mixture. A minimum of CT index = 65 is proposed by Zhou ( 24 ) while the recommended CT for Superpave mixes is 105. The CT index equation is as follows.

where
Hamburg Wheel Track Test (HWTT)
To evaluate the rutting performance of the mixtures, HWTT was conducted in accordance with the AASHTO T324 standard ( 25 ). A Cooper Hamburg device was used in this study. For this study, a rut depth threshold of 12.5 mm at 20,000 passes was adopted. Please note that the rut depth threshold is rather stringent for the relatively softer grade binders used in this study (PG 58-28 and PG 46-34) ( 26 ).
Rutting–Cracking Performance Space Diagram
Figure 3 presents a useful x–y plotting form known as the “performance space diagram.” This interaction-style plot allows for the simultaneous evaluation of rutting and cracking behavior ( 27 ). It also allows the designer to visualize the relative effects of the various strategies employed to improve the mix, to evaluate the magnitude of strategies that lead to trade-offs, and to move the mix into the desired pass–pass quadrant of the plot.
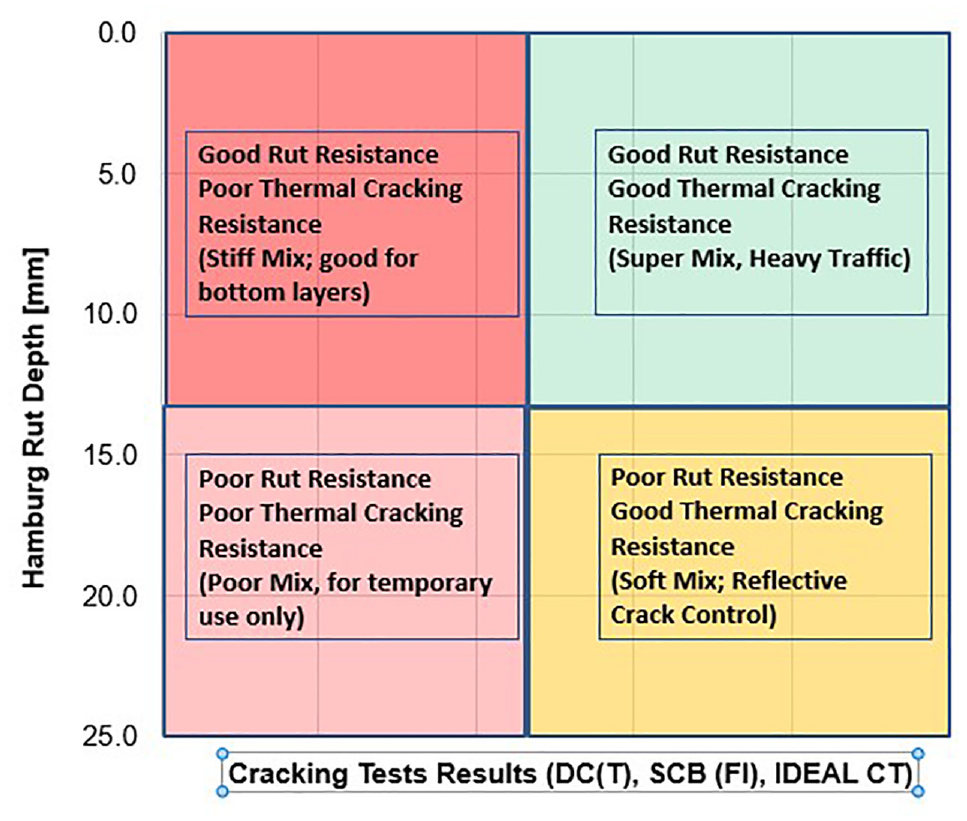
Rutting–cracking performance space diagram.
Performance Test Results
DC(T) FE Test Results
Figure 4a shows the DC(T) fracture energy for the five iterations undertaken for the US63_1 mix. This study adopted a fixed test temperature of −12°C, based on the mid-Missouri climatic conditions which usually call for a PGXX-22 plan binder grade (where XX varies depending on design traffic and geographic location in Missouri). Results show that the control mix (no additional modifications) had very low fracture energy compared with the lowest recommend threshold for mainline mixes in Missouri—400 J/m2 for lower traffic volume roads ( 14 ), and 500 J/m2 for moderate traffic volume routes. The roads investigated here are borderline between the low/moderate traffic volume levels described in Buttlar et al. ( 14 ). The lower fracture energy could be attributed to the absence of bumping of the virgin binder grade considering the high ABR level of the mixture. Thus, a softer binder grade was used as a first step to improve/balance performance. The softer binder grade mix, with and without rejuvenator, performed better in fracture energy but was still below the lowest threshold of 400 J/m2.
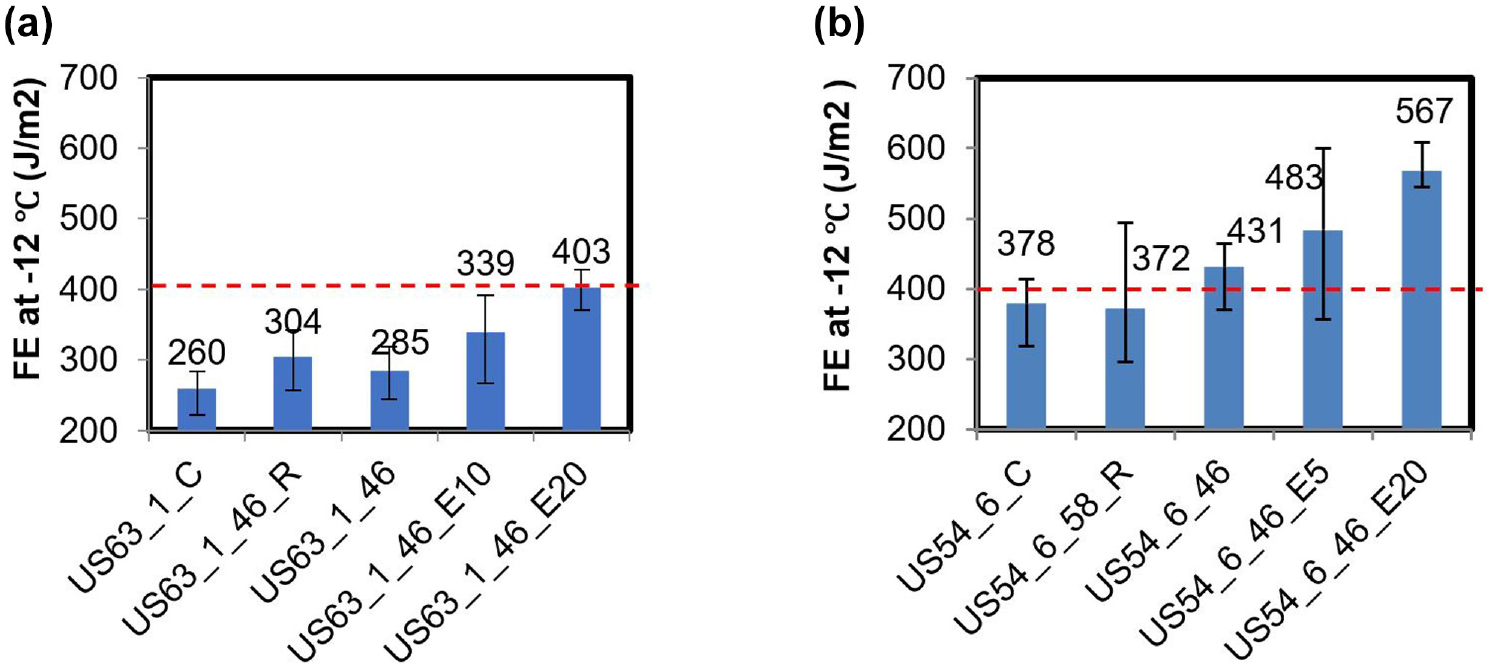
DC(T) fracture energy test results for: (a) US63_1 and (b) US54_6 mixtures.
For the next iteration, 10% dry-process GTR was added to the mix along with the softer binder. The modification proved to be beneficial with a fracture energy increase of about 80 J/m2. For the final iteration, 20% rubber with softer binder grade led to a fracture energy increase of close to 150 J/m2 as compared with the control mixture, pushing it just beyond the 400 J/m2 threshold for low-traffic routes in Missouri.
Figure 4b shows the fracture energy results obtained from DC(T) testing at −12°C for the US54_6 mix iterations. The control mix, which had 29.4% ABR, resulted in average fracture energy of 378 J/m2, failing to cross the lowest threshold of 400 J/m2. Adding 3% Recycling agent 2 CA to the mix (US54_6_58_R) did not appreciably alter the fracture energy in this mix. This somewhat unexpected result might be a result of the specific chemical interactions between the binder, RAP, and rejuvenator in this mix—resulting in slightly lower fracture energy than the control mix. Next, a softer binder system (PG 46-34) was incorporated into the mixture, which led to an improvement in fracture energy. Compared with the control mix, the DC(T) fracture energy increased by 53 J/m2. This placed the second trials between the low and moderate traffic level fracture energy thresholds of 400 and 500 J/m2, respectively. Thus, additional trials were carried out to strive toward further improvements. While retaining the softer virgin binder grade, dry-process GTR was added to the mixture, at levels of 5% and 20% by weight of the base binder, respectively, in iterations 4 and 5. The incorporation of 5% rubber by weight of binder (US54_6_46_E5) increased mixture fracture energy to 483 J/m2. In the final iteration, using 20% GTR, a significant boost in fracture energy to a level of 567 J/m2 was observed, which finally surpassed the fracture energy threshold of 500 J/m2 recommended for medium traffic level road facilities in Missouri.
SCB (I-FIT) Test Results
The results of SCB (I-FIT) tests performed on the five mixture iterations for the two study mix types are shown in Figure 5. Using a softer binder improved the FI value significantly in the US54_6 mixture, while it did not significantly affect the US63_1 mixture which could be because of the weak aggregate structure of the US63 mixture. In both mixtures, the rejuvenator did not help to improve the cracking performance as gauged by the FI. When crumb rubber was added to the mixture with a softer binder, the FI score decreased significantly. This was in contrast to DC(T) fracture results, where the addition of dry-process GTR and supplementary binder increased the fracture energy quite significantly in some cases.
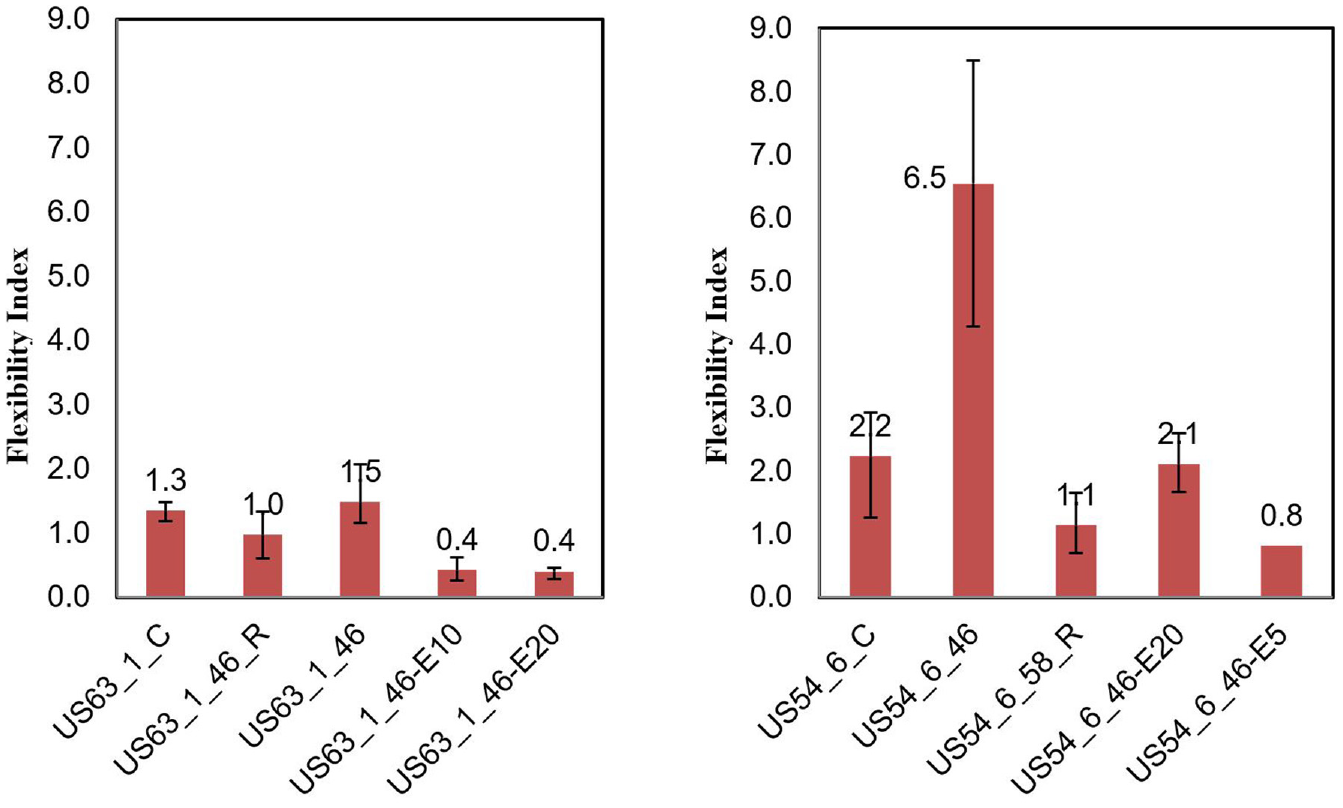
Flexibility index results for US63_1 and US54_6 mixtures.
IDEAL-CT Test Results
Figure 6 represents IDEAL-CT results for the tested mixtures. The use of a softer binder and rejuvenator in the US63 mixture did not improve the IDEAL-CT index. The consistency of this result between all three cracking tests appears to suggest the presence of a relatively weak aggregate structure in this mixture. However, the softer binder plus rejuvenator had a positive effect on the CT index for the US54 mixture. However, the use of crumb rubber along with additional binder significantly reduced the IDEAL-CT values measured for both mixtures, consistent with the trend observed in the SCB (I-FIT) results. The disagreement of IDEAL-CT and FI with the DC(T) FE test for the rubber-modified mixtures is stark and certainly deserves more investigation in future studies. The intermediate cracking test results are somewhat counterintuitive as field results suggest that rubber modification provides cracking resistance benefits to asphalt mixtures in the field, even under extreme environments and loading conditions (15, 26–28). For now, it can be reasonably concluded that the different test modes, test temperatures, and loading rates used in the three cracking tests underlie the differences in cracking index trends observed with the mix alterations investigated here.
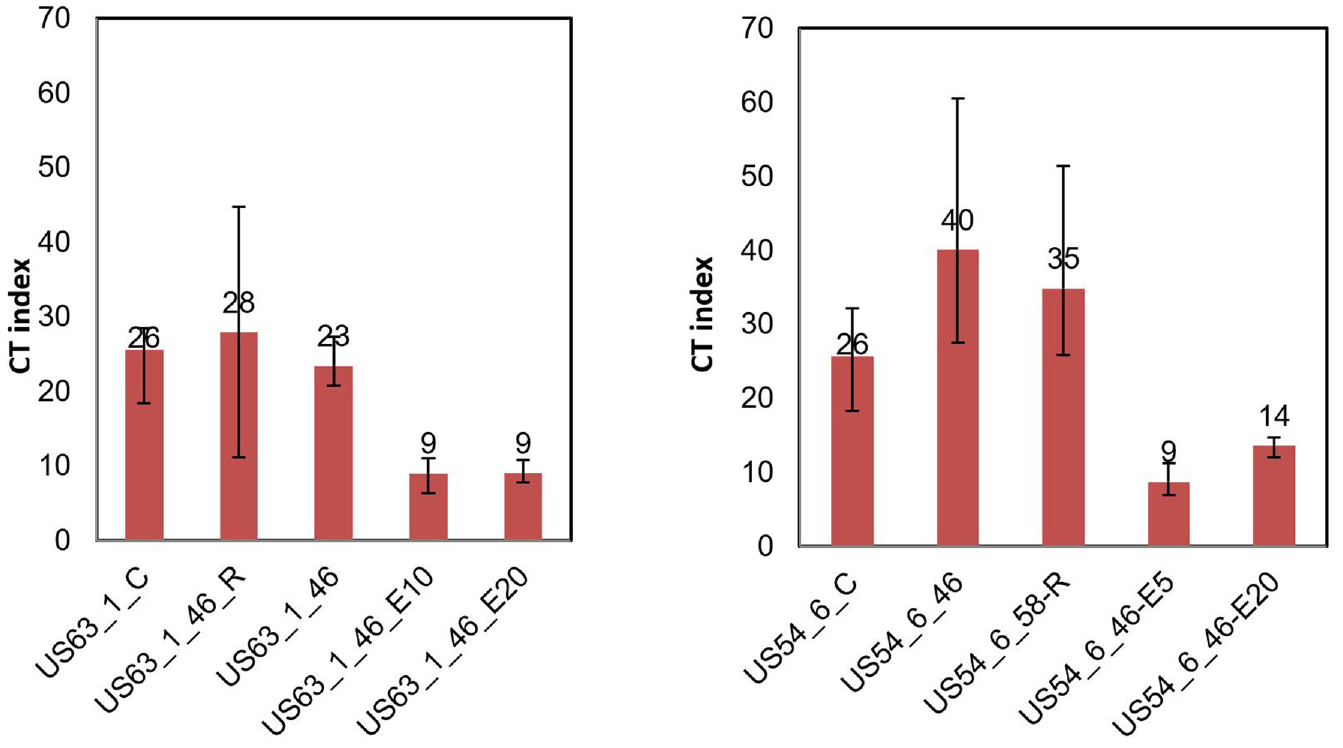
IDEAL-CT index results for US63_1 and US54_6 mixtures.
HWTT Results
The rutting resistance of the baseline control mixtures was excellent, providing a large factor of safety and motivation for the mixture iterations described in the preceding sections (aimed at “softening” the mix and other strategies to increase crack resistance). The results of the mixture iterations are shown in Figure 7. Replacing the base binder with the softer binder grade increased the max rut depths measured, as expected, but well within recommended tolerances ( 14 ). Notably, the addition of rubber not only increased the fracture energy but also helped in increasing the rut resistance (GTR mixes possessed the lowest HWTT rut depths).
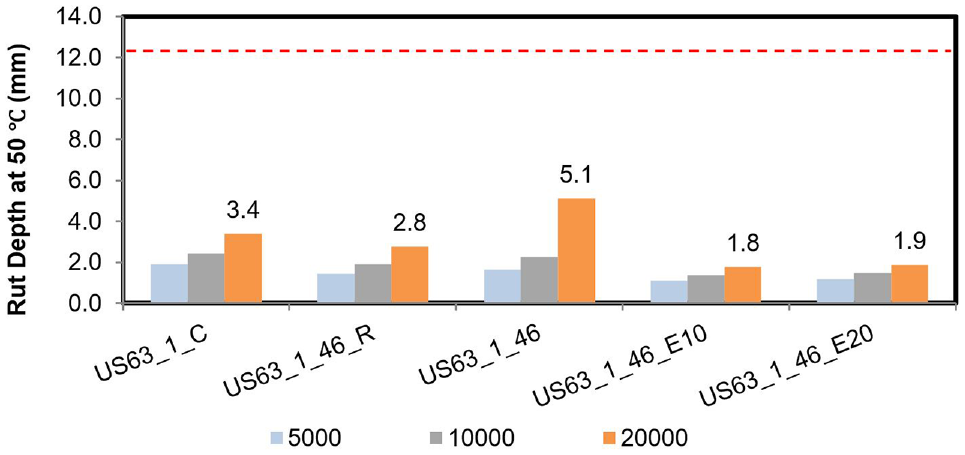
Hamburg wheel track test results for US63_1 mixtures.
Figure 8 shows the HWTT results for the US54_6 mix trials. As shown in this figure, all of the trials could easily meet the maximum rut depth criterion (12.5 mm), with minimal rutting potential even at 20,000 passes. Once again, replacing the base binder with a softer grade binder slightly increased the permanent deformation compared with the control mix, as expected. The addition of GTR also produced the best performing mixtures in respect of rutting resistance, as evidenced by the last two iterations of the mixture. However, unlike DC(T) fracture energy, which benefited from the higher GTR level of 20%, in respect of rutting resistance, the 5% GTR mixes slightly outperformed the 20% GTR mixes. However, since all of the GTR test results were below 2 mm of rutting after 20,000 passes, all can be considered as very low rut potential mix designs.
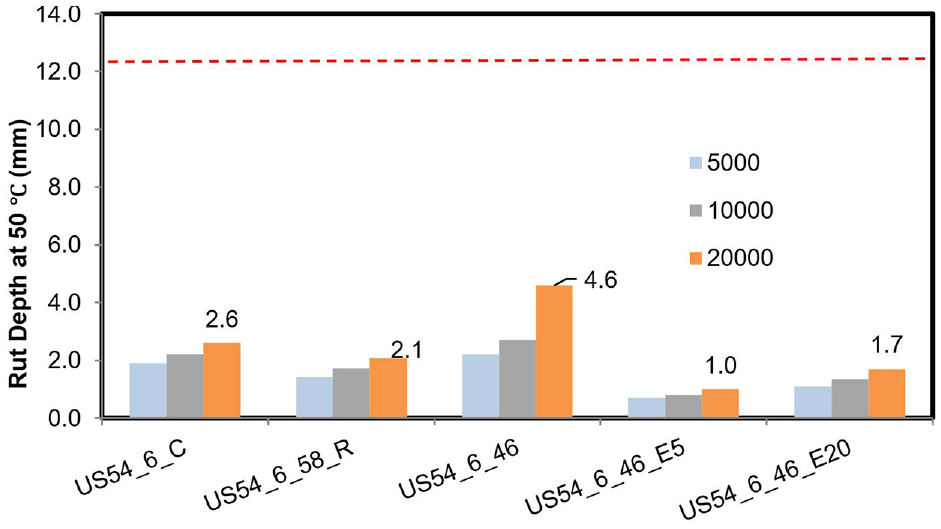
Hamburg wheel track test results for US54_6 mixtures.
Although outside of the scope of the current study, the results, especially those for the GTR mixes, suggest that an additional factor of safety against rutting exists in the investigated mixtures. However, in locations such as Missouri, it is not currently practical to obtain binders softer than the PG 46-34 grade investigated in this study. Thus, as modern, recycled asphalt mixtures continue to evolve in the developing circular economy, asphalt technologists must address the trends toward stiffer materials present in RAP stockpiles, less ductile base binder materials, and higher presence of fines in recycled materials. Also, if the industry continues the move toward incorporating waste plastic as another asphalt mixture recycling ingredient, the challenges in dealing with stiffer mixes will further broaden.
Rutting–Cracking Performance Plot
Hamburg–DC(T) Plot
Results from the US63_1 mixtures are shown in Figure 9. As expected, all the mixes fall in the red section of the plot, indicating inadequate thermal cracking performance for the requirements of this project. While the employed strategies did push the mix in the right direction (shown with the green arrow), none of the modifications were enough to push it over the set thermal cracking threshold.
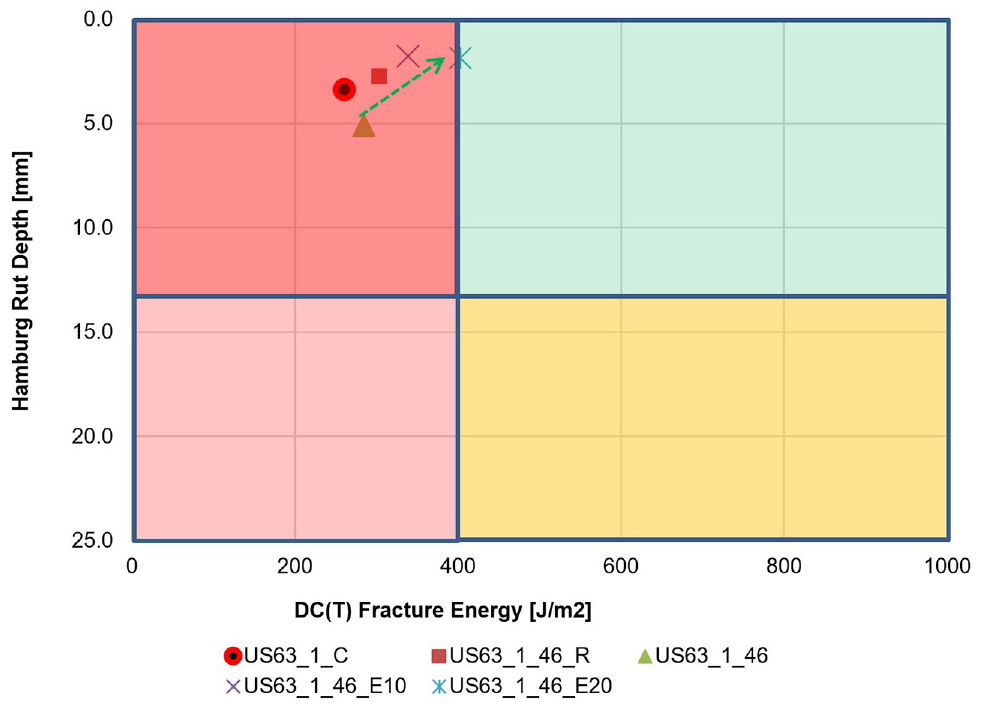
Hamburg–DC(T) performance space diagram for US63_1 mixture.
As seen in Figure 9, although the addition of rubber helped to improve the mix in respect of thermal cracking and rutting, the mixture was still very prone to thermal cracking, with the fracture energy barely crossing the lowest threshold of 400 J/m2 (for low traffic). This could be a result of the poor quality of aggregates used in this mix.
Figure 10 shows the DC(T) and Hamburg results for US54_6 mixture iterations. As seen from the plot, the addition of rejuvenator and then replacing the base binder with softer binder pushed the mixture toward better fracture energy but sacrificed rut resistance (shown with blue arrow). However, the addition of rubber in conjunction with softer grade binder replenished the rutting resistance of the mix and added thermal cracking resistance, allowing the mix to cross the set threshold for cracking while enhancing the rutting performance (shown with green arrow).
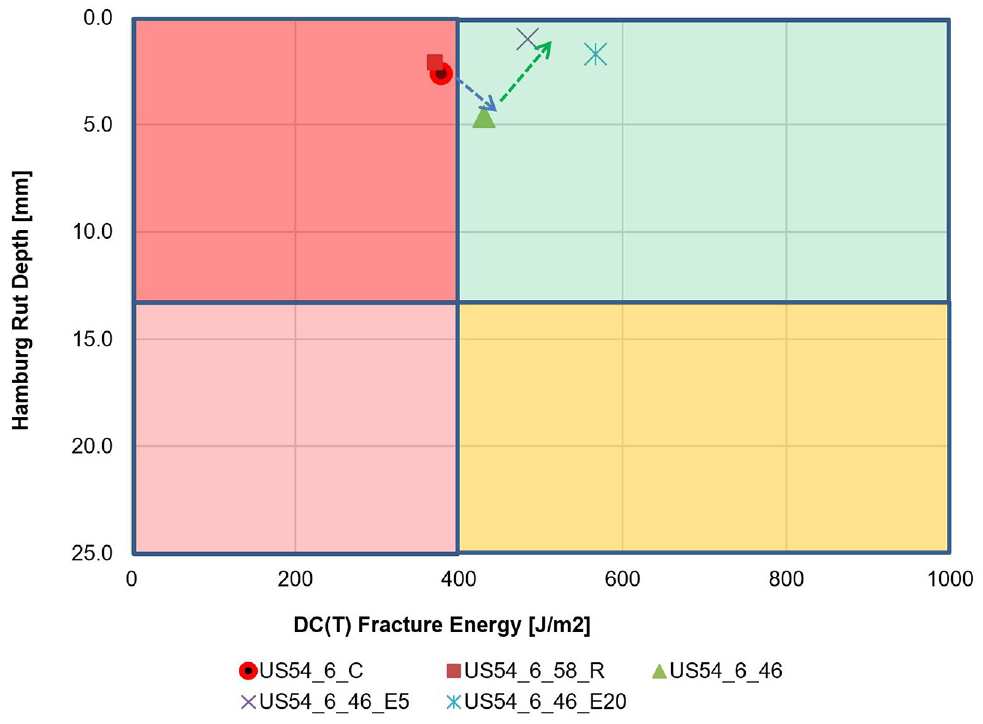
Hamburg–DC(T) performance space diagram for US54_6 mixture.
In summary, as shown in the previous sections, the first mix iteration, US63_1, could not pass the thermal cracking threshold adopted for this study. Thus, a second mix iteration, US54_6, was tried, and various modification strategies were tried in line with the concepts of BMD. Finally, by using softer grade binder and rubber in conjunction, the thermal and rutting thresholds were achieved.
Statistical Analysis
In this section of the study, a statistical analysis is performed to check whether different indices are able to detect the effect of different mix design parameters on the cracking performance. To this end, we conducted multi-way analysis of variance (ANOVA), also known as multi-factor ANOVA tests with replication. Minitab 2020 software was employed to run the statistical analysis. Table 5 presents a statistical analysis of the investigated mixtures for each performance test conducted. The P-value results obtained from the ANOVA test are included in the tabulated results. A significance level of 0.05 was used, as described earlier. The 0.05 level of confidence, which indicates that there is a 5% risk of concluding that an effect exists when there are no actual effects existing, is commonly used in statistical analysis. P-values lower than 0.05 reject the null hypothesis and provide statistical evidence that the selected parameter is significant. Yielding p-values lower than 0.05 indicates that all the indices are able to distinguish the compared mixtures. As a next step, the Tukey test was used to identify different groups of mixtures, as determined from the testing results obtained for the three cracking indices. Mixtures with significantly different means are given a unique designation in the Tukey method (A, B, C, etc.). According to Table 5, the all the indices categorized the five different mixtures into two different groups.
Statistical Analysis to Investigate the Performance of Each Index to Delineate Mixes with Differing Mix Composition Variables
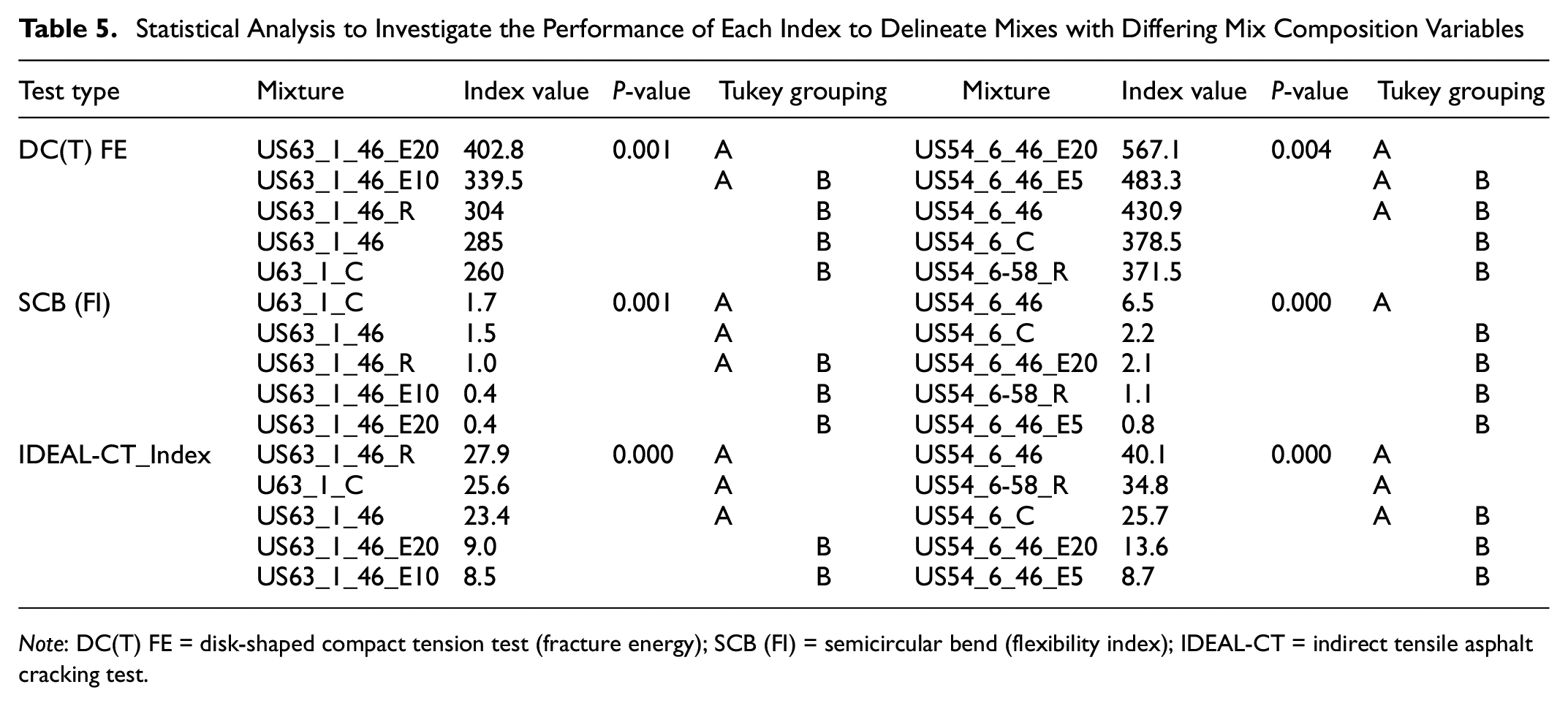
Note: DC(T) FE = disk-shaped compact tension test (fracture energy); SCB (FI) = semicircular bend (flexibility index); IDEAL-CT = indirect tensile asphalt cracking test.
Summary and Conclusions
In this study, an attempt was made to shed light on effective strategies to iterate existing mix designs into more “balanced mix designs” for modern, heterogeneous recycled mixtures in the Midwest. Different strategies were employed, such as the use of a softer virgin binder, the addition of a rejuvenator, and the employment of 5% to 20% of dry-process ECR by weight of virgin binder. Two dense-graded asphalt mixtures designed and placed on Missouri roadways before the use of BMD were adopted as the baseline mix designs. These mixes were subjected to a suite of cracking and rutting mixture performance tests to establish baseline performance, followed by four mix design iterations per mix (for a total of 10 investigated mixtures). DC(T), I-FIT, IDEAL-CT, and HWTT were used in the performance testing suite.
The strategies implemented to balance the performance of the mixtures led to the following observations:
○ Replacing the base binder with a softer virgin binder grade:
This strategy was generally effective in both the US63_1 and US54_1 mixtures. According to performance test results, it was concluded that the US63 aggregate structure can be considered as generally weak. Therefore, the use of a softer binder was not as effective as it was for the US54_1 section, where all three cracking tests showed a positive effect when a softer based binder was used. The softer base binder led to higher HWTT rut depths, but still far from the maximum threshold of 12.5 mm even for the highest traffic designs entailing 20,000 wheel track passes.
○ Adding a rejuvenator:
In this study, the addition of a rejuvenator was not as effective as the other strategies investigated. However, the use of a rejuvenator served the purpose of helping achieve desirable volumetric properties in the mixtures, likely by increasing the lubricity/workability of the mixtures. According to the results, when the rejuvenator was eliminated from the mixture, it did not meet the volumetric properties (4% voids at Ndesign). This suggests the value of using a rejuvenator when designing high-RAP mixtures.
○ Adding GTR:
ECR was introduced via a dry process in an attempt to further improve the cracking and rutting performance of the mixtures. The use of rubber up to 20% increased the fracture energy of mixtures significantly (almost doubled), while the FI and CT index scores were significantly reduced. The FI and CT index values indicate that the rubber-modified mixes are prone to intermediate temperature cracking, but this is somewhat counterintuitive as field results suggest that rubber modification provides cracking resistance benefits to asphalt mixtures in the field, even under extreme environments and loading conditions ( 28 ). For rutting, the addition of rubber increased the rutting resistance of the mixtures.
Comparing BMD optimization as a whole, the use of a softer binder was the most effective strategy to optimize SCB (I-FIT) and IDEAL-CT cracking test scores, while the incorporation of rubber along with a softer base binder and additional binder was the most effective method to maximize DC(T) FE test results. In all cases, modern recycled mixtures appear to have a significant factor of safety against rutting, which suggests the increasing importance of softer virgin binder grades and effective rejuvenators and the importance of accessing these materials without greatly increasing asphalt mixture costs. The movement toward increased sustainability in asphalt mixtures will require continued balancing of increased recycled material usage, mixture durability, and mixture economics. Major sacrifices in one or more of these three categories will not truly lead to long-term, sustainable solutions. Finally, this study highlights the significant challenges confronting the industry with respect to the need for even softer base binder supplies, cost- and performance-effective rejuvenators, and products that provide and even boost compatibility between the various components of modern, heterogeneous recycled asphalt mixtures.
Footnotes
Acknowledgements
The successful completion of this research would not have been possible without the help of several individuals in key agencies and in the asphalt paving industry. We would like to acknowledge the assistance provided by James Meister, lab manager at MAPIL, as well as the assistance of MoDOT engineering staff and field personnel in helping the research team to access field performance data and to safely procure field cores. We also acknowledge the assistance provided by members of the Missouri Asphalt Pavement Association (MAPA) in identifying field sections and in procuring plant materials.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: H. Majidifard, P. Rath, B. Jahangiri, W. Buttlar; data collection: H. Majidifard, P. Rath, B. Jahangiri, W. Buttlar; analysis and interpretation of results: H. Majidifard, P. Rath, B. Jahangiri, W. Buttlar; draft manuscript preparation: H. Majidifard, P. Rath, B. Jahangiri, W. Buttlar. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Missouri Department of Transportation (project number: TR201807).
Data Accessibility Statement
The data that support the findings of this study are available from the corresponding author on reasonable request.