
Abstract
With the increasing price and carbon dioxide emission of cement comes the challenge of rigid pavement. One of the solutions to address this issue is minimizing the cementitious paste volume (CPV) of the concrete mix with the blended aggregates (BA) technique. This paper presents the effects of minimizing the CPV in Portland limestone cement (PLC) concrete with CPV reduction and BA application for Florida rigid pavement concrete. The findings indicated that reducing the CPV in the pavement concrete mix to some extent would not adversely affect the properties of the pavement concrete; the minimum CPV of PLC pavement concrete mixes can be reduced to 22.5% with no loss in the properties of fresh and hardened concrete. The other benefits of CPV reduction include low permeability and shrinkage strain. In summary, minimizing the CPV and utilizing the BA technique can be considered to design sustainable pavement concrete mixes with better pavement performance, lower materials costs, and lower global warming potential.
Keywords
Concrete can provide sufficient durability and long service life to pavement applications. One of the advantages of concrete pavement slabs is that they can be placed directly on a simple pavement structure, such as a single layer of granular or stabilized material ( 1 ). However, the major challenges of rigid pavement are the higher initial cost ( 1 , 2 ). and the emission of carbon dioxide (CO2) escalating global warming ( 3 ). Moreover, minimizing the cementitious paste volume (CPV) of concrete mixes is a requirement for mix design in most of the concrete specifications of state highway agencies. Specifying a minimum cement content for concrete is found in 46% of the state Department of Transportation (DOT) specifications reviewed ( 4 ). The main reason for this practice is to solve the mistaken assumption that concrete can always be made stronger and with quicker strength gain by increasing the content of cementitious material. Past preliminary investigations done by researchers in Florida have indicated that most Florida Department of Transportation (FDOT) concrete mixtures have an excess of paste ( 5 ). To address the issues, one of the possible solutions to these challenges is through a more effective design of concrete mixtures for which the CPV has been minimized. The goal of this research is to minimum the CPV in Florida pavement concrete mix by using both Portland limestone cement (PLC) and the blended aggregates (BA) technique.
The role of the CPV in concrete is to fill the voids between the aggregates, provide workability, and bind the aggregates together with cementitious hydration products. The amount of cement used in concrete influences not only the properties of the fresh concrete (workability, density, and temperature), but also the properties of the hardened concrete (shrinkage, permeability, and cracking potential). Previous studies indicated that lowering the CPV can improve dimensional stability and sustainability in high-performance and sustainable concrete ( 6 , 7 ). However, the workability and finishability of the fresh concrete would be affected by the insufficient CPV, since it increases the friction and voids between aggregates. To reduce the friction and voids between aggregates in concrete, the BA technique could be the most economic method to address the issue. Based on many studies, the appropriate BA method in the concrete could improve the properties of fresh concrete and fill the voids ( 7 – 10 ). Therefore, it is necessary to apply the BA technique in concrete to reduce the adverse effects of lowering the CPV in pavement concrete.
The BA technique used in the concrete mixture for paving applications can improve the workability and performance ( 11 , 12 ). The maximum density method (MDM), modified coarseness factor chart (MCFC), and individual percent retained (IPR) are three common BA methods in North America. The MDM creates the greatest packing of combined aggregates when the gradation is plotted as a straight line with a slope of 0.45 on a log percent passing versus log particle size ( 13 ). The MCFC uses the coarseness factor (CF) and the workability factor (WF) to predict the performance of the concrete ( 8 ). IPR is a plot of the individual percent of the total aggregate content retained on each of the different sieves. Cook et al.’s research ( 14 ) studied the aggregate combinations used in over 400 concrete mix designs and developed specifications that are summarized in what is now referred to as the tarantula curve (TC). The Federal Highway Administration (FHWA) recommended the TC for jointed concrete pavements. ( 12 , 14 ). The results indicated that the concrete mixes with a TC can increase the workability and constructability, mitigate cracking potential, improve the durability, reduce material cost, and promote the sustainability. Therefore, this research used the TC method to design the aggregate gradation in pavement concrete.
This research used PLC of the Type I/II, which contains 15% limestone, to minimum the CPV. Natural limestone is one of the components of ordinary Portland cement (OPC). ASTM C150 requires the incorporated limestone in Portland cement (5% by mass) to be naturally occurring and to consist of greater than 70% by mass of calcium carbonate. PLC (Type IL) is classified in ASTM C595 ( 15 , 16 ) to contain a proportion of limestone in the range between 5% and 15% by mass. In 2017, FDOT allowed PLC, containing up to 15% limestone filler by mass, to be used in approved pavement concrete mixture designs. Previous research found that PLC concrete shows better workability and less bleeding than OPC ( 17 ). PLC could be used in the pavement concrete mix without reducing the strength of hardened concrete ( 5 ). Shannon et al. ( 18 ) found that greater strength and durability of concrete can be obtained when supplementary cementitious materials are used in combination with PLC. According to their research, PLC produced higher strengths than OPC in essentially all mixtures with fly ash replacement, most notably at the 40% replacement level ( 18 ). Cost et al.’s ( 17 ) research found that PLC can reduce the setting time of the concrete relative to OPC. Ecological advantages can be achieved by using PLC in pavement concrete; a reduction in greenhouse gas emissions from cement manufacturing can be obtained by using PLC concrete ( 19 ). PLC improved concrete sustainability through reductions of greenhouse gas emissions associated with cement production and by the lower embodied energy of the cement ( 17 ). Besides, previous studies provide the properties of the pavement concrete with PLC ( 5 , 20 ). Based on the previous research, PLC would be a suitable material to use in sustainable pavement concrete.
Based on the previous research, concrete that contains over 30% CPV causes high drying shrinkage, permeability, coefficient of thermal expansion, and heat of hydration ( 5 ). These undesirable characteristics reduce the service life and increase the maintenance cost for rigid pavement. Accordingly, reducing the CPV of pavement concrete through the BA technique is a way to improve performance and sustainability ( 12 ). AASHTO PP-84 also indicated that a paste volume of 25% could reduce unwanted slab warping and cracking caused by shrinkage ( 21 ). Therefore, this research program was developed to reducing CPVs for sustainable pavement concrete with PLC incorporating the BA technique to reduce the cost and carbon dioxide emission. To prove the advantages of reducing the CPV in concrete, a research program was designed for PLC concrete incorporating the BA technique to find out the minimum CPV for the sustainable pavement concrete. In this research, the pavement concrete mixes were made using 80% PLC and 20% Class F fly ash, the CPV was varied from 22.5% to 30.0%, and the water-to-cementitious (W/CM) ratio was 0.50.
Materials
Portland Limestone Cement
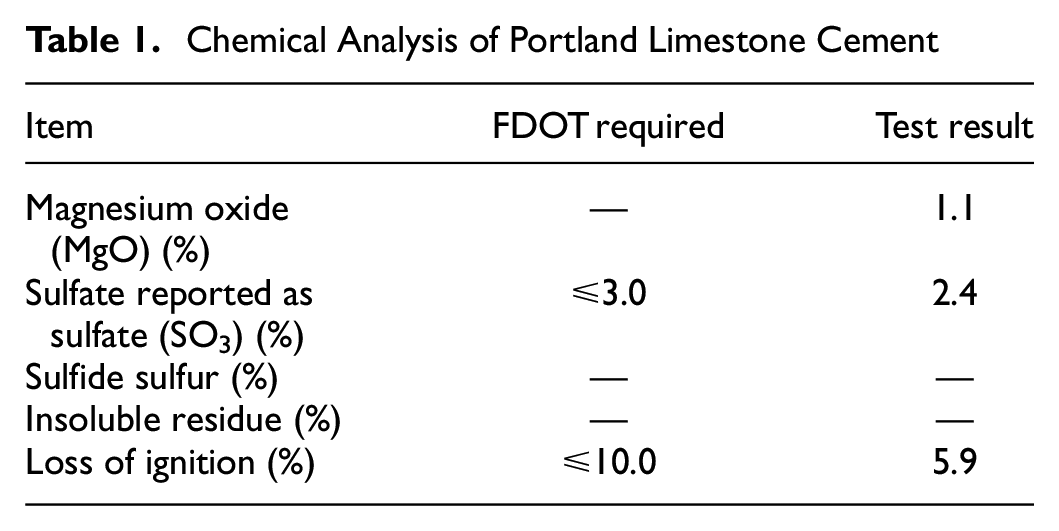
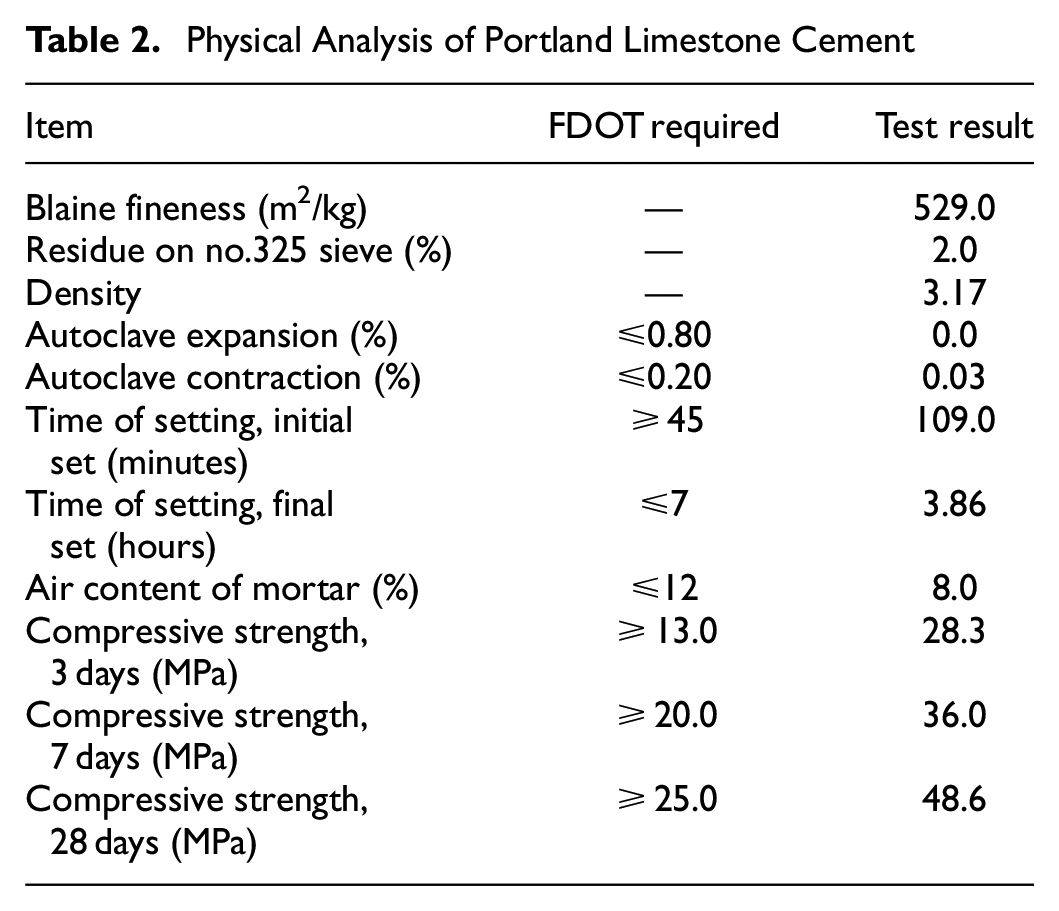
PLC was used for all the concrete productions in this research. The physical and chemical properties are shown in Tables 1 and 2. The results show that PLC passed the requirements of FDOT specifications ( 22 ). Table 3 shows the physical and chemical properties of the Class F fly ash used in this research. The physical and chemical properties of the Class F fly ash passed the requirements of the ASTM C618 standard ( 23 ).
Chemical Analysis of Portland Limestone Cement
Physical Analysis of Portland Limestone Cement
Properties of Fly Ash Used
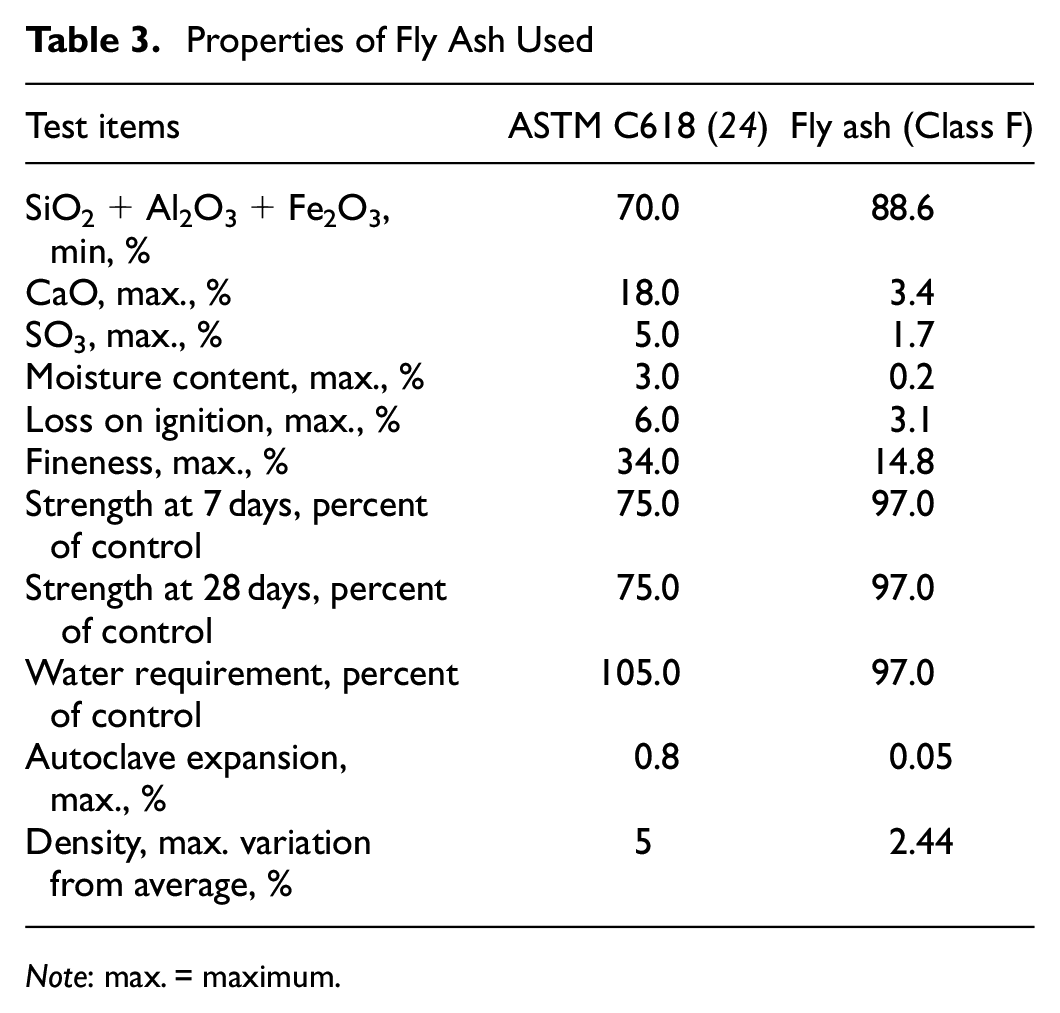
Note: max. = maximum.
Fine Aggregate
The fine aggregate is silica sand. Figure 1 shows the gradation and fineness modulus of the sands. From the gradation results, it can be observed that all fine aggregates were very similar. The gradations of all sands were within the range of the FDOT specification ( 22 ) limits.
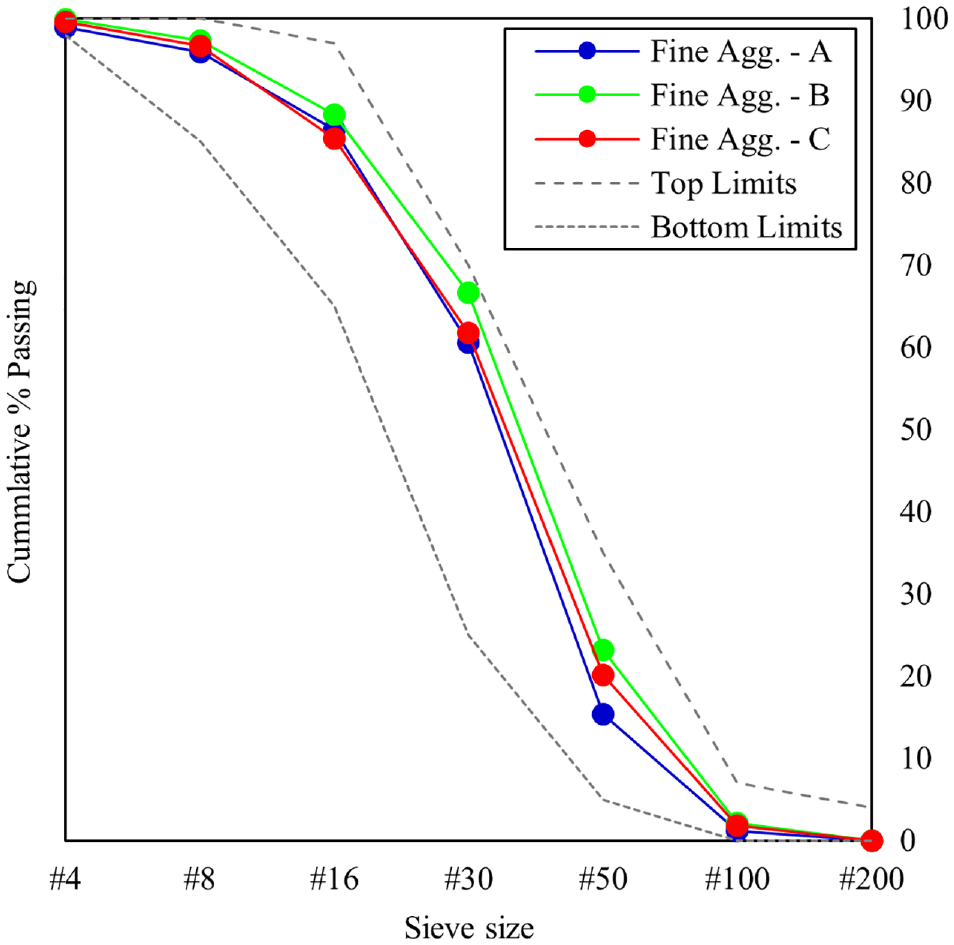
The gradation of fine aggregates.
Intermediate-Size Aggregate
The intermediate-size aggregate (#89) is a Florida local limestone. Figure 2 shows the gradation. From the gradation results, the gradation of intermediate aggregates passed the FDOT specification ( 22 ) limits.
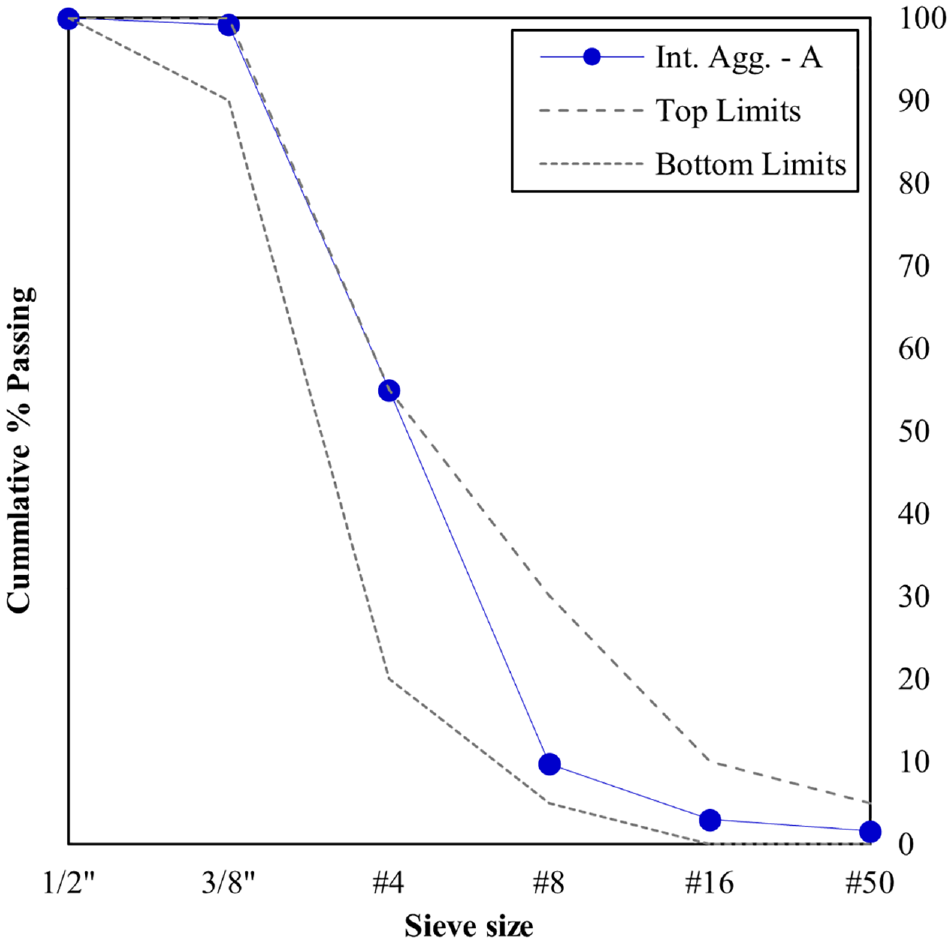
The gradation of intermediate-size aggregate.
Coarse Aggregate
The coarse aggregate (#57) is a Florida local limestone. Figure 3 shows the gradation. It can be observed that aggregates #A and #C are finer than aggregate #B. The gradation of these coarse aggregates all passed the FDOT specification limits ( 22 ). From the gradations of the intermediate-size and coarse aggregates, it can be observed that the gradation of the aggregates varied somewhat. The gradation of aggregates will influence the properties of the concrete. Thus, the BA technique was used to adjust the combined gradation of the aggregate, to reduce the segregation of the concrete mix.
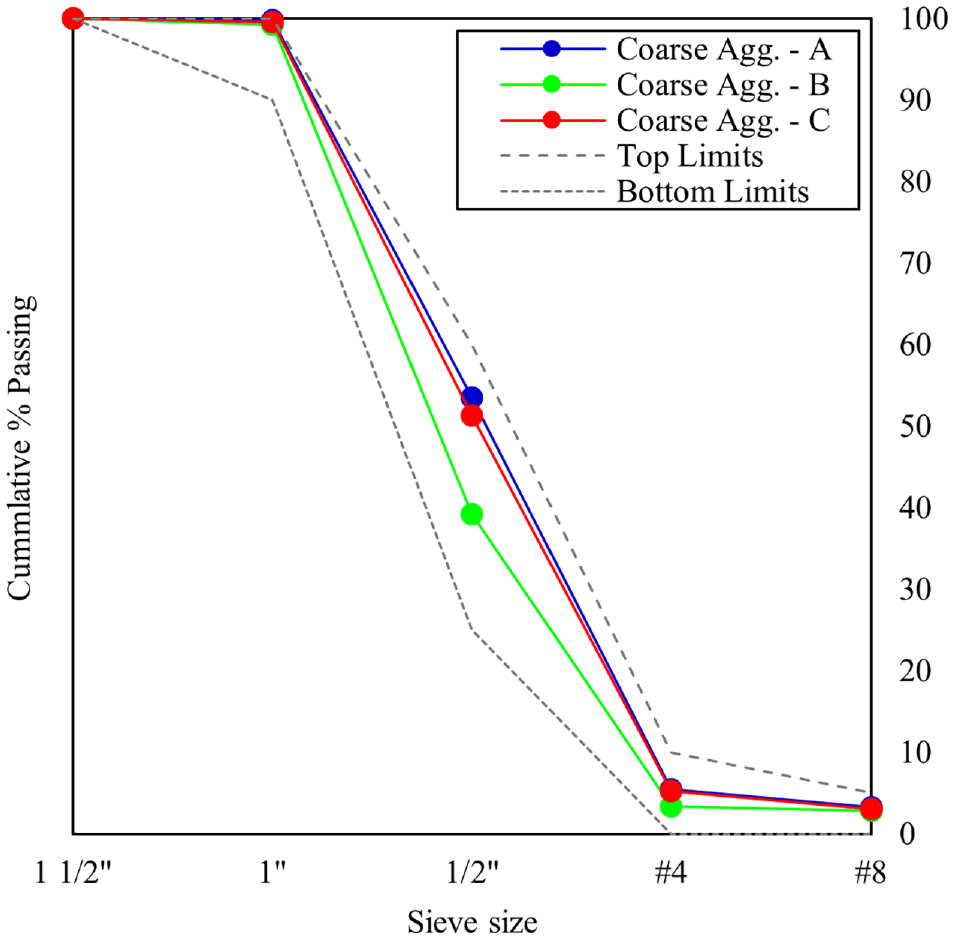
The gradation of coarse aggregates.
Blended Aggregates
The IPR is a technique used in pavement concrete mix design. The chart (Figure 4) shows the amounts retained with different sieve size and suggests a limit to each sieve size ( 9 ). The TC was developed using historical concrete pavement mix designs from the Minnesota DOT. Contractors refined the mix designs as the corresponding concrete performance was improved through trial and error. The fit to the TC was found to improve in relation to the refinement of the mix designs; increases in performance were mirrored by better fits to the TC (Figure 4). Similar results have been reported for mixture designs in Oklahoma, Iowa, and North Dakota. Research in Texas also verified that concrete with aggregate gradation optimized using the TC showed excellent response to vibration for concrete with low cementitious content ( 12 ). There are four specifications of TC for BA in concrete. The combined gradation must be within the boundary limits (Figure 4) for each sieve size. The total volume of coarse sand (#8-30) must be a minimum of 15%. The total volume of fine sand (#30-200) must be within 24%–34%. The flat or elongated coarse aggregate is limited to 15% or less at a ratio of 1:3 according to ASTM 4791 ( 23 ). Most research confirmed that the TC is a reliable tool for BA, but most of the concrete mixtures used in this research were pavement mixtures. Therefore, this research uses the TC to blend the aggregate gradation of the concrete mix design.
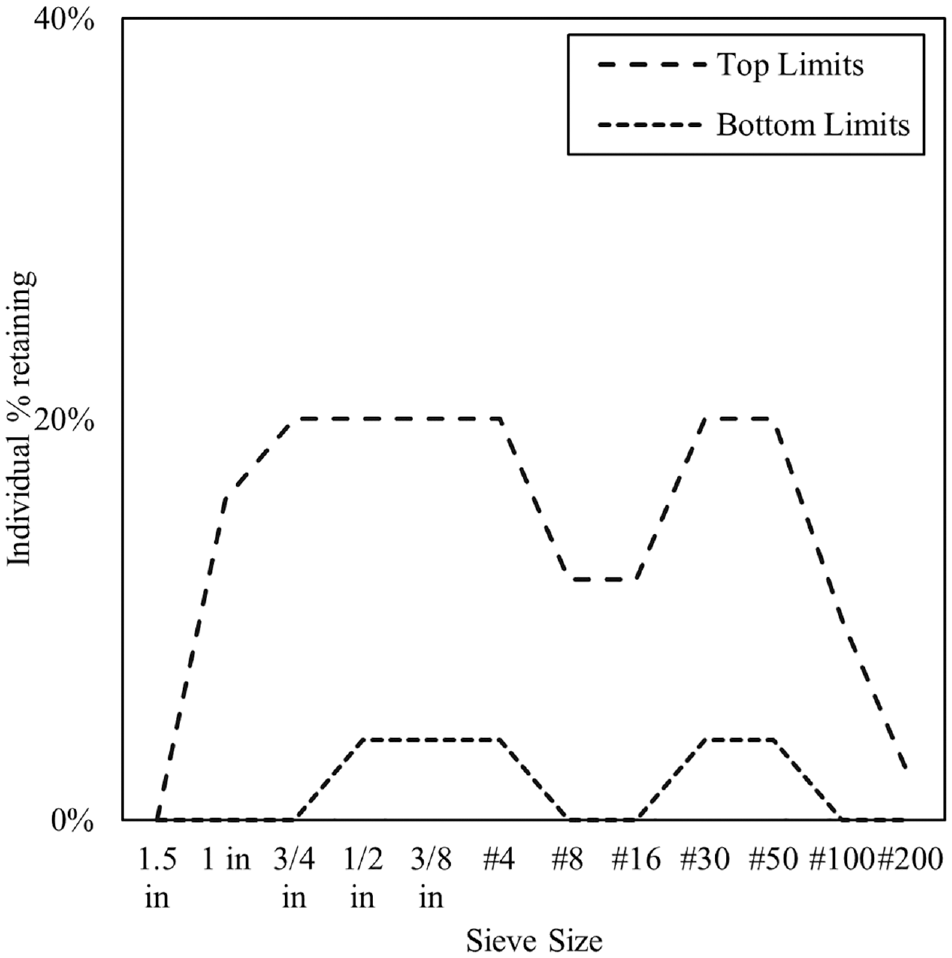
The tarantula curve of individual percent retained chart ( 12 ).
Mix Designs
Two groups of concrete mixtures were designed using reduced CPV methods. The standard concrete mixes (LC) used PLC with various CPVs. The advanced concrete mixes (BA) are the LC mixes using the BA technique. The following are the mix names: “LC” is the standard concrete mix with PLC, and “BA” is the concrete incorporating the BA technique and PLC. A number is placed at the end of the mix name to designate the paste volume of the concrete mix. For example, the designation BA-250 is used to designate a BA mix using 25.0% of the CPV. The reference concrete mix to be evaluated is Florida Class I pavement concrete with a W/CM ratio of 0.50, total cementitious materials content (80% PLC and 20% Class F fly ash) of 326 kg/m3, and the estimated CPV is 27.5%. Table 4 shows the details of the mixture designs of the pavement concrete mixture. Figure 5 shows the gradation of the standard concrete mix, the LC in the TC. Figure 6 shows the gradation of the concrete with the BA technique, BA in the TC. It can be seen that the LC mixes have higher proportions at sieves of ¾ and ½ in. Voids can be caused when the concrete has a lower paste volume. Contrarily, the gradation of the BA mixes was in the range of the TC, which indicates a well-graded distribution. Moreover, the admixtures used include an air-entraining admixture ( 25 ) and two water-reducing admixtures ( 26 ). The dosage rates selected were based on the original mix design per cementitious content and mixing condition.
Pavement Concrete Mixture Design
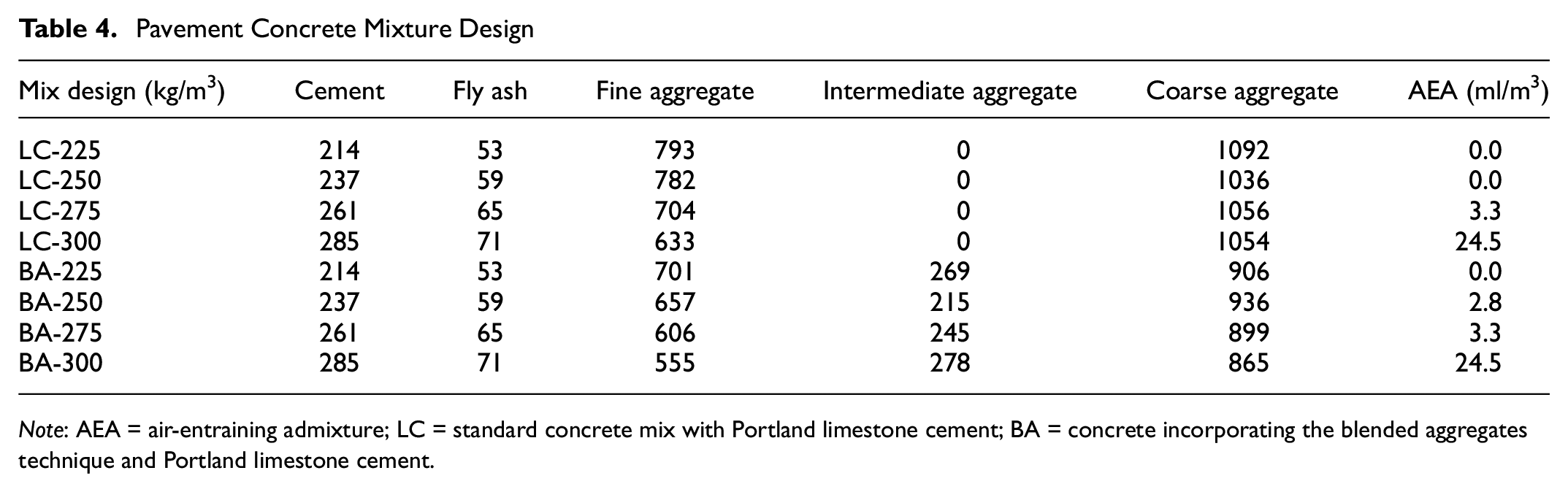
Note: AEA = air-entraining admixture; LC = standard concrete mix with Portland limestone cement; BA = concrete incorporating the blended aggregates technique and Portland limestone cement.
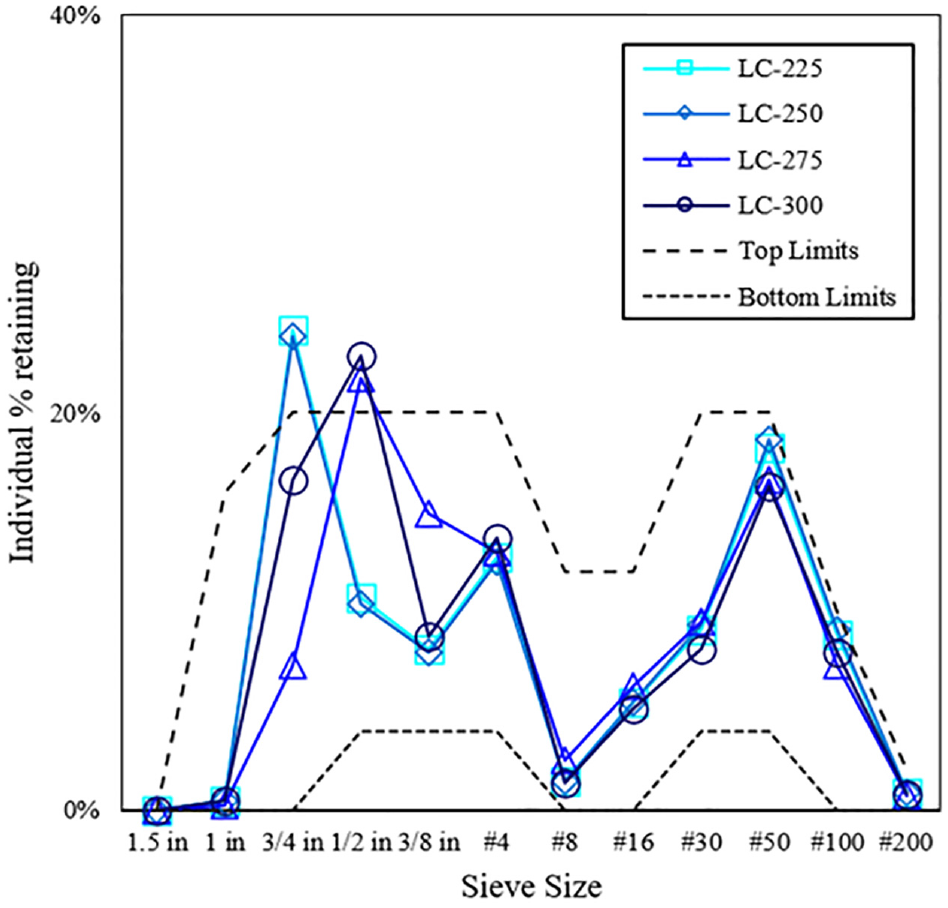
The individual percent retained of the standard concrete mix with Portland limestone cement (LC) pavement concrete mixes.
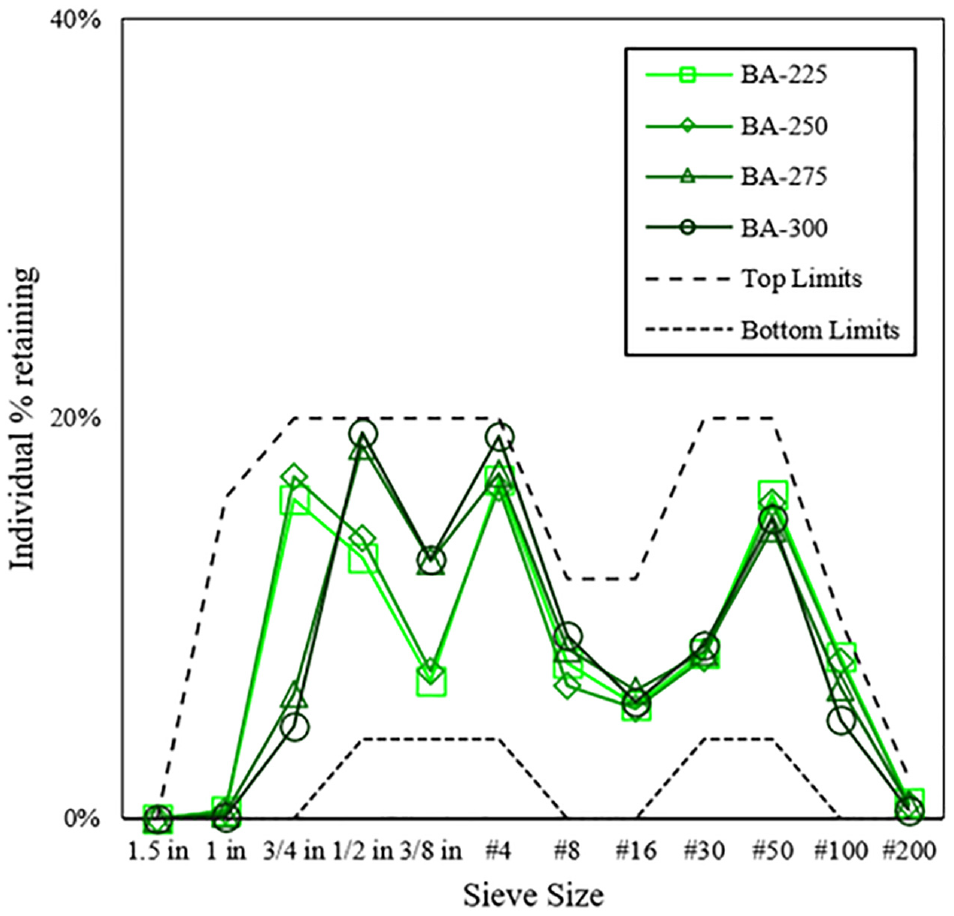
The individual percent retained of the concrete incorporating the blended aggregates technique and Portland limestone cement (BA) pavement concrete mixes.
Test Methods
Tests on Fresh Concrete
The tests on fresh concrete were carried out in accordance with the temperature ( 27 ), slump ( 28 ), unit weight ( 29 ), air content ( 30 ) and bleeding test ( 31 ). As specified by the Standard Specifications for Road and Bridge Construction of the FDOT ( 22 ), the slump requirement of Class I pavement concrete is 50–100 mm. The required air content is less than 6% in Class I pavement concrete. It was necessary to adjust the admixtures of these mixtures to meet both requirements.
Strength Tests on Hardened Concrete
The strength tests on hardened concrete included compressive strength ( 32 ), modulus of rupture (MOR) ( 33 ), modulus of elasticity (MOE), and Poisson’s ratio ( 34 ). Concrete cylinder specimens used for the strength test were 100 mm × 200 mm, and concrete beams for the MOR test were 100 mm × 100 mm × 350 mm. Three specimens for each test with different ages were used. The strength tests on hardened concrete were performed at 28 days.
Tests for Shrinkage and Permeability Characteristics
Concrete prism specimens used for the shrinkage test were 76 mm × 76 mm × 286 mm. The test for shrinkage of concrete was done in accordance with drying shrinkage ( 35 ). Six specimens for each representative mixture were tested. The electrical resistance of concrete was evaluated by the permeability test, in accordance with the surface resistivity (SR) ( 36 ) and rapid chloride penetration test (RCPT) ( 37 ). Concrete cylinder specimens used for the electrical resistance test were 100 mm × 200 mm.
Results
Plastic Properties
The results of the fresh concrete tests are shown in Table 5. The slump test results showed that the concrete mixes with a lower CPV have a lower slump; the slump increased with increasing the CPV of concrete. The results indicate that the CPV affects the slump of the fresh concrete. Most of the BA mixes have higher slump values than the LC mixes. Thus, BA technique can be used to improve the workability of the fresh concrete in pavement concrete. Based on the results, the appropriate CPV range of BA mixes is between 22.5% and 25.0% with no loss in the properties of fresh and hardened concrete. The appropriate CPV range of LC mixes is between to 25.0% and 27.5% with no loss in the properties of fresh and hardened concrete. The slump results of the LC mix with 22.5% CPV do not meet the requirement. Besides, this concrete mix has segregation in visual observation. Therefore, the minimum CPV of the LC mix is 25.0% and the minimum CPV of the BA mix is 22.5%. Besides, when the concrete has a higher CPV, the slump would exceed the requirement. The air content of all mixtures was less than 6%, which passed the requirement of the FDOT specification ( 22 ). Based on the pH test results ( 38 ), the pH values of the concrete mixes were similar to each other. The average pH value of the pavement concrete is between 12 and 13. When the concrete had a reduced CPV or the BA technique was applied, the pH values of the concrete were not affected. The temperature of the concrete with a higher CPV was higher than with the minimum CPV. The higher mixing temperature can lead the concrete to have early age cracking ( 39 ). The other concrete properties, including density and final bleeding, all passed the requirements of Florida pavement concrete. The results of fresh concrete showed that the minimum CPV in pavement concrete with the BA technique can be reduced to 22.5%. The minimum CPV in standard concrete only can be reduced to 25.0%.
Plastic Properties of Fresh Concrete
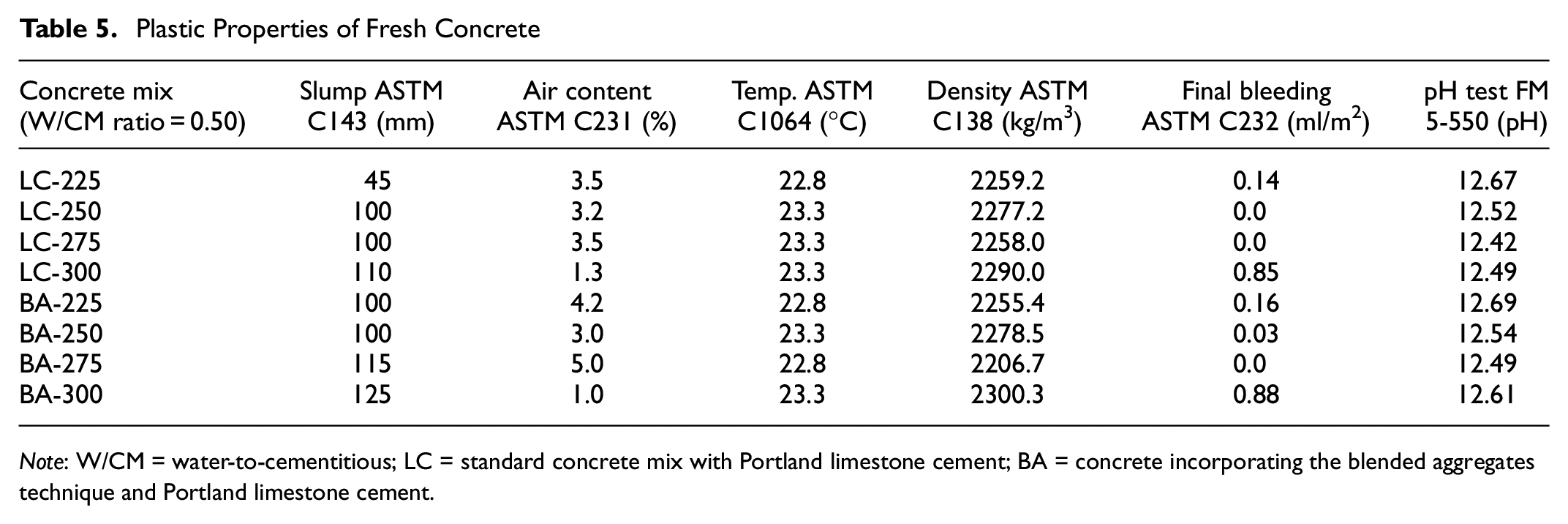
Note: W/CM = water-to-cementitious; LC = standard concrete mix with Portland limestone cement; BA = concrete incorporating the blended aggregates technique and Portland limestone cement.
Compressive Strength
According to the FDOT Standard Specifications for Road and Bridge Construction ( 20 ), Section 346, the specified minimum strength for Class I pavement concrete is 20.7 MPa at 28 days. The required minimum strength is 29.0 MPa at 28 days. Figure 7 presents plots of the average 28-day compressive strength of the LC and BA mixes versus the CPV of the concrete mix. All the concrete mixes passed the specified minimum strength (20.7 MPa) and required minimum strength (29.0 MPa). The results indicated that the compressive strength of concrete cannot be enhanced by increasing the CPV. This means that when the BA technique is used to optimize the aggregate gradations, the strength of the concrete will not be affected. Based on the results and FDOT’s required minimum strength, the minimum CPV of Class I pavement concrete is 22.5%.
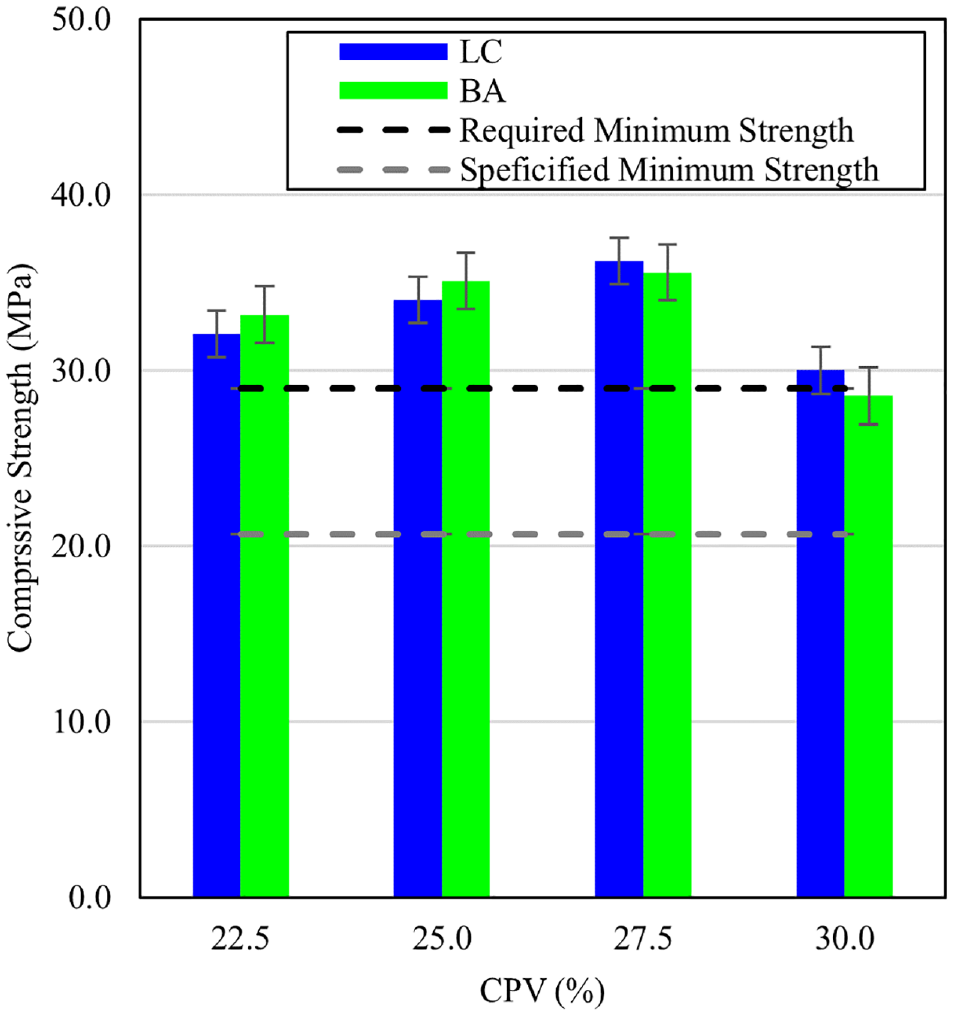
Compressive strength versus paste volume at 28 days.
Modulus of Rupture
The 28-day MOR results are shown in Figure 8. For all types of mixes, the MORs were approximately the same at CPVs of 30.0%, 27.5%, 25.0%, and 22.5%. Similar trends for the compressive strength plots can be seen here. The MORs of the LC and BA mixes were similar to one another and did not show any consistent trends with changes in CPV at 28 days. Therefore, the minimum CPV is 22.5% based on the 28-day MOR. On the other hand, the MORs of the BA mixes were slightly higher than those of the LC mixes at different ages. The BA technique could slightly improve the MORs of the concrete.
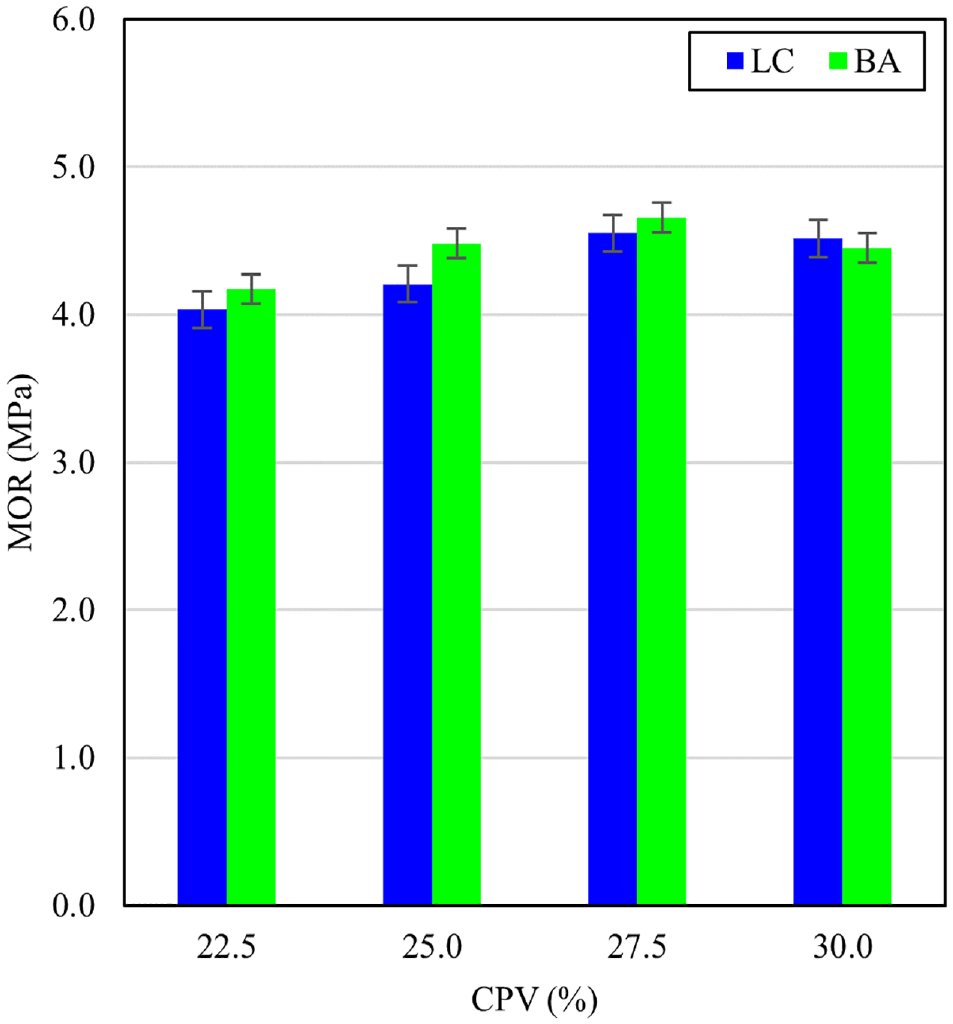
Modulus of rupture (MOR) versus paste volume at 28 days.
Modulus of Elasticity
The 28-day MOE results are shown in Figure 9. For all types of mixes, the concrete with the highest CPV (30.0%) has the lowest MOE. This means that when the concrete has an excessive CPV, it would result in a lower MOE. Thus, the CPV of the concrete could influence the MOE of the concrete. Moreover, the MOE of the LC and BA concrete mixes are comparable. This means that when the BA technique is used to optimize the aggregate gradations, the MOE of the concrete will not be affected.
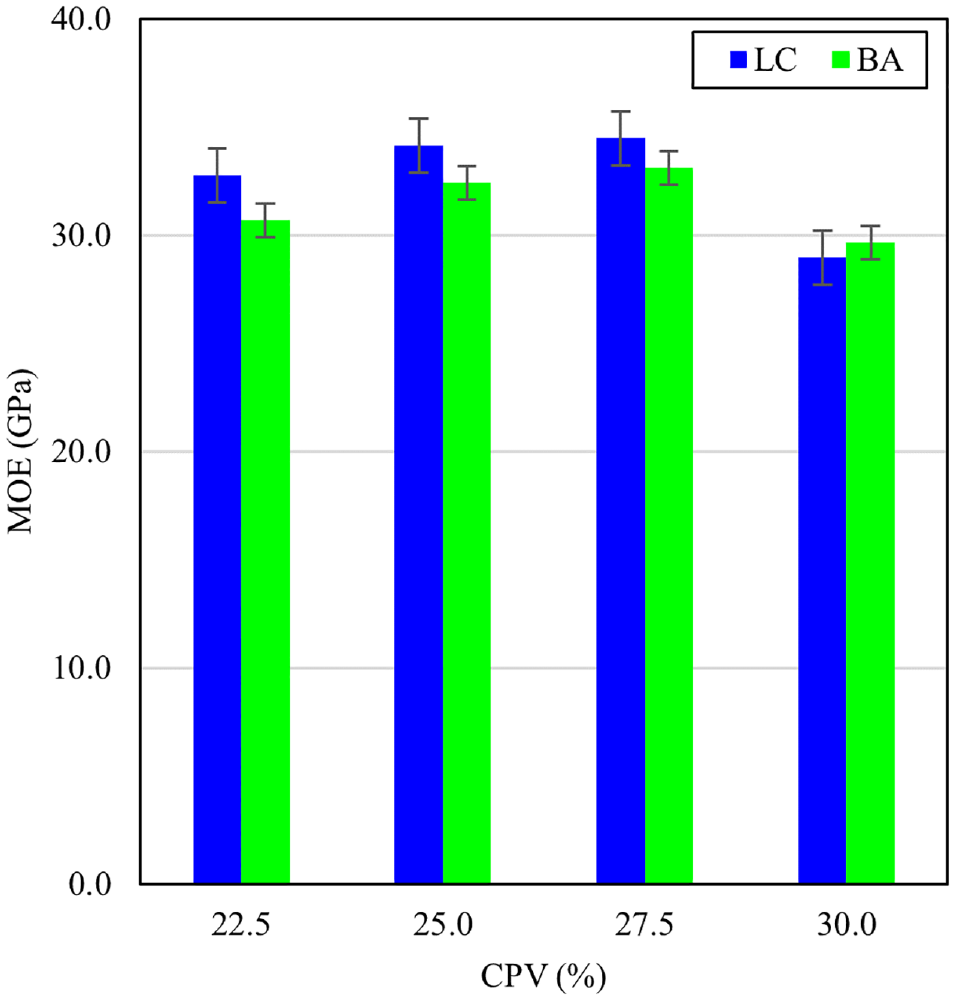
Modulus of elasticity (MOE) versus paste volume at 28 days.
Poisson’s Ratio
The average Poisson’s ratio results are shown in Figure 10. The Poisson’s ratio is a measure of the Poisson effect, the phenomenon in which a material tends to expand in directions perpendicular to the direction of compression. The Poisson’s ratios of all the mixtures evaluated were within the normal range (0.15–0.25) at different ages; thus, the reducing CPV and BA technique will not affect the Poisson’s ratio of concrete.
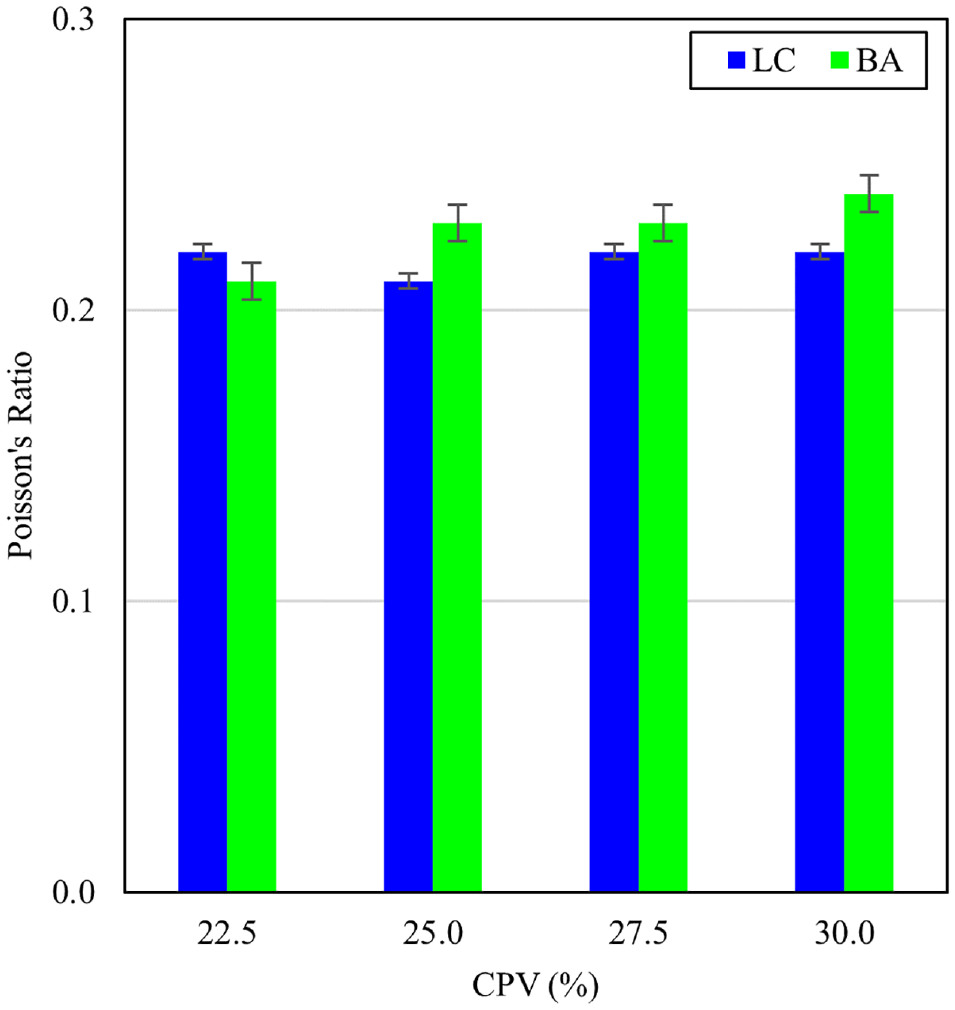
Poisson’s ratio versus paste volume at 28 days.
Surface Resistivity
The average results of SR tests are shown in Figure 11. The SR results of the LC mixes were similar to those of the BA mixes. The SR results mostly increased when the CPV decreased; the concrete permeability also decreased when the CPV of concrete decreased. The better packing density of concrete (BA) cannot improve the SR at an early age.
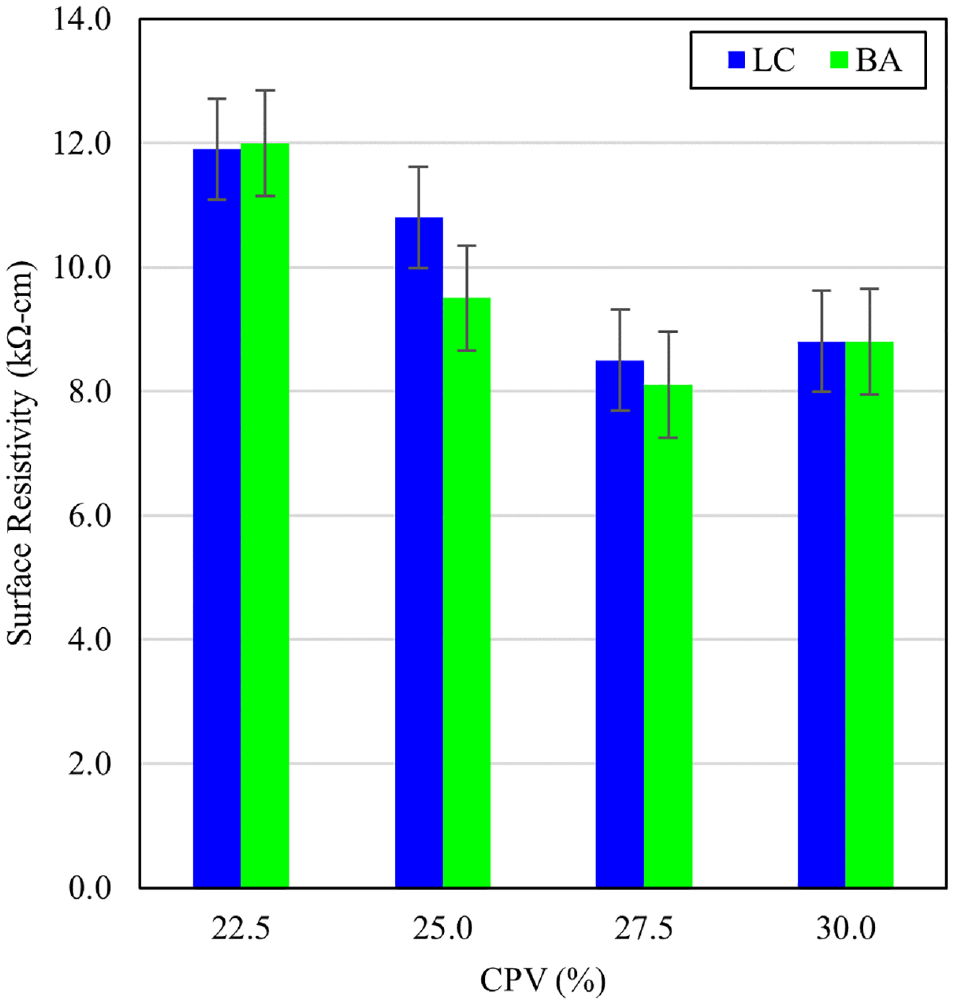
Surface resistivity versus paste volume at 28 days.
Rapid Chloride Penetration Test
Figure 12 plots the RCPT results of all pavement concrete mixtures. Most RCPT results increased when the CPV increased. The RCPT results of the LC and BA mixes were similar to one another, and they decreased when the CPV decreased. The RCPT results of the BA mixes are slightly higher than those of the LC mixes at 28 days. Figure 13 shows the results of RCPT results versus the results of SR, based on AASHTO T277 ( 40 ) and ASTM C1202 ( 37 ). The results of these two permeability tests show a strong correlation with each other. The permeability of this mix is between moderate and high in value. When the CPV is under 25.0%, the permeability level is moderate. When the CPV is above 25.0%, the permeability level of the concrete is high. As a result, concrete permeability reduced when the CPV decreased. Reducing the CPV could mitigate the early cracking of concrete.
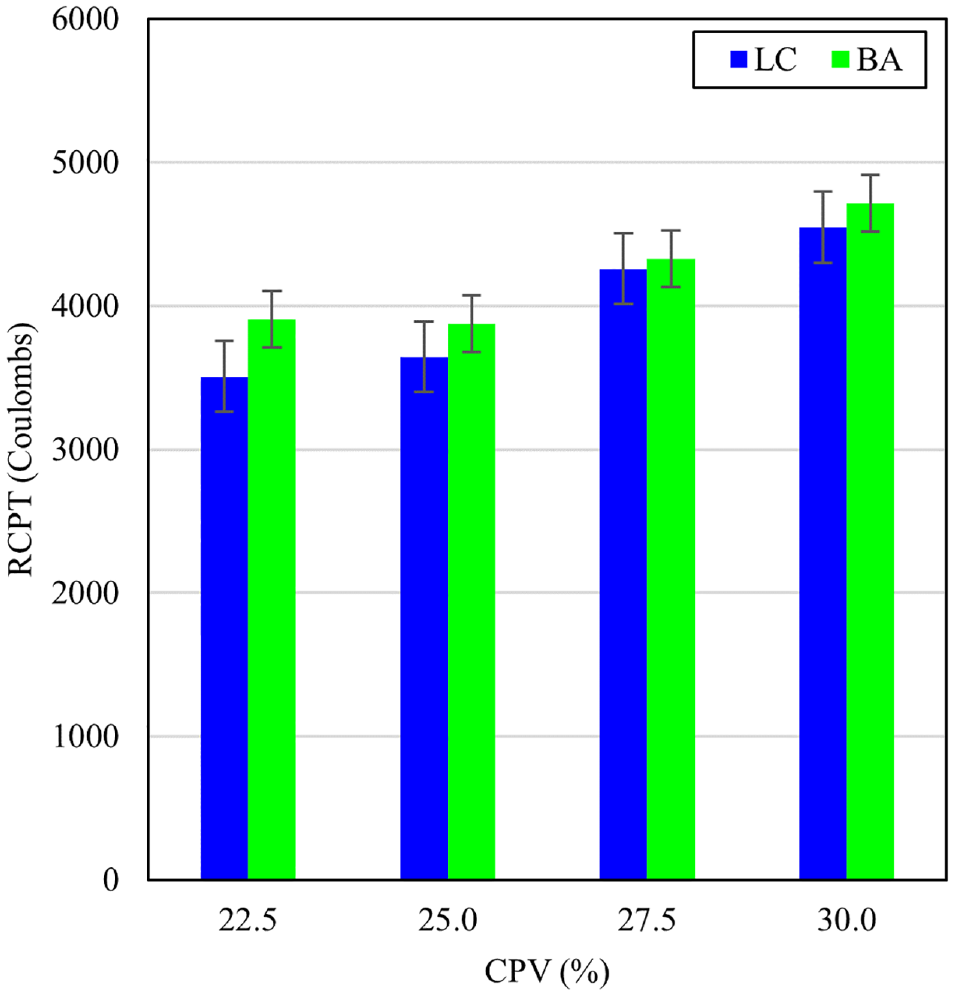
Rapid chloride penetration test (RCPT) versus paste volume at 28 days.
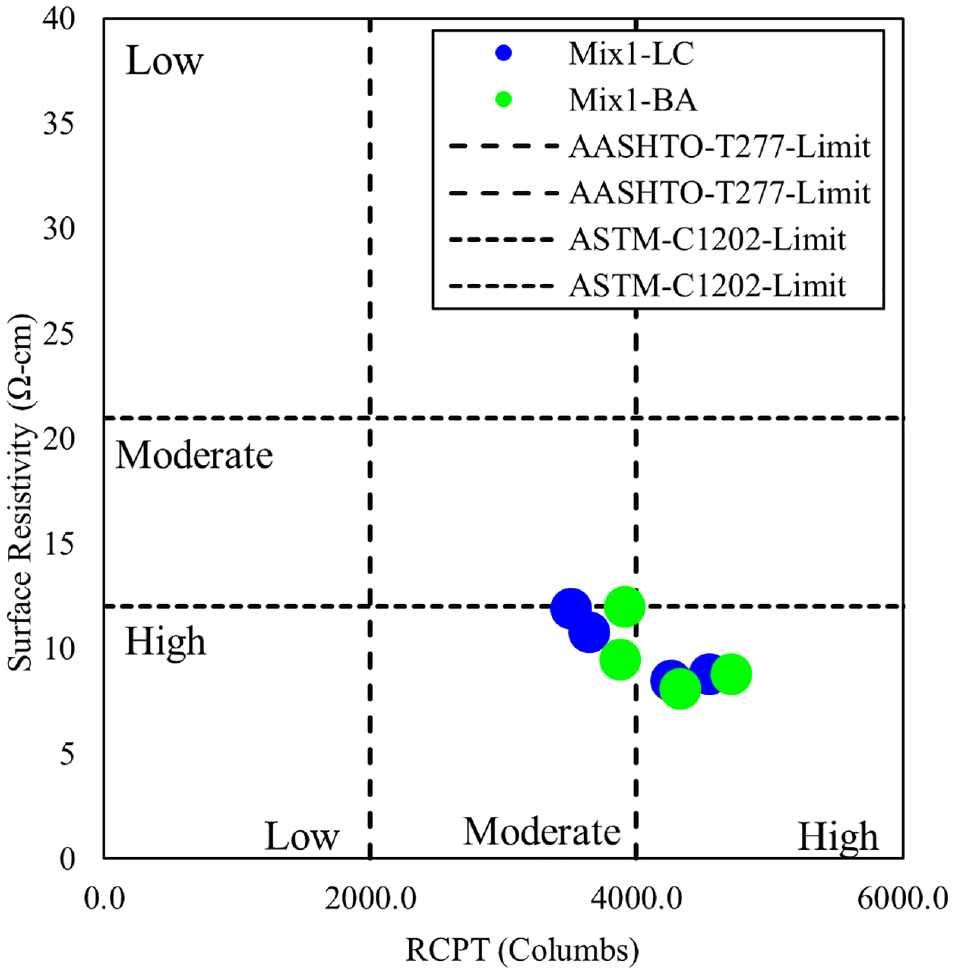
Rapid chloride penetration test (RCPT) versus surface resistivity at 28 days.
Drying Shrinkage
The average drying shrinkage results, measured up to 91 days, are shown in Figures 14 and 15. The drying shrinkage specimens were stored in a curing room for 28 days before they were left to dry, according to standard ASTM C157 ( 35 ). The results showed that the concrete expanded when the CPV increased before 28 days. It can be assumed the higher CPV caused the concrete to expand during curing. For all mixes, drying shrinkage decreased with CPV reducing. The BA mixes appeared to have lower drying shrinkage than the LC mixes. The BA technique could reduce the drying shrinkage of concrete because of better packing density. When the BA technique is used in conjunction with PLC concrete, the drying shrinkage of the concrete can be reduced substantially.
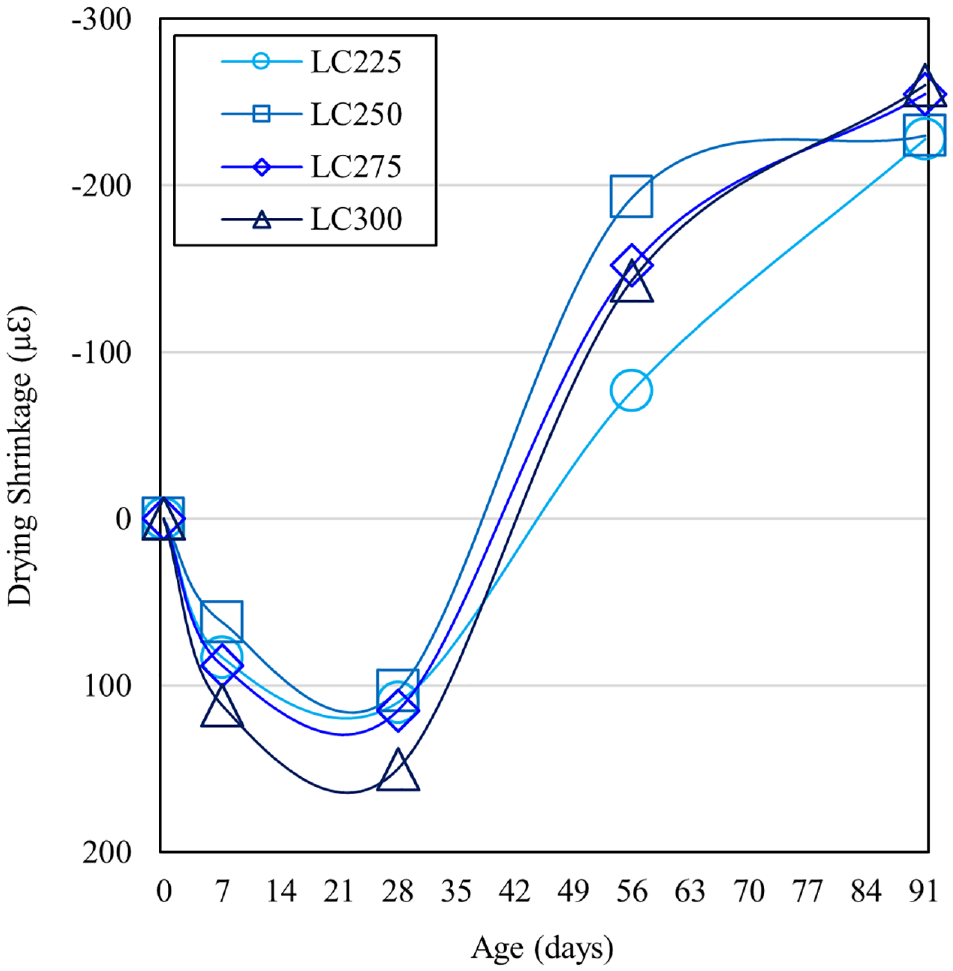
Drying shrinkage with designed paste volumes—standard concrete mix with Portland limestone cement (LC) mixes.
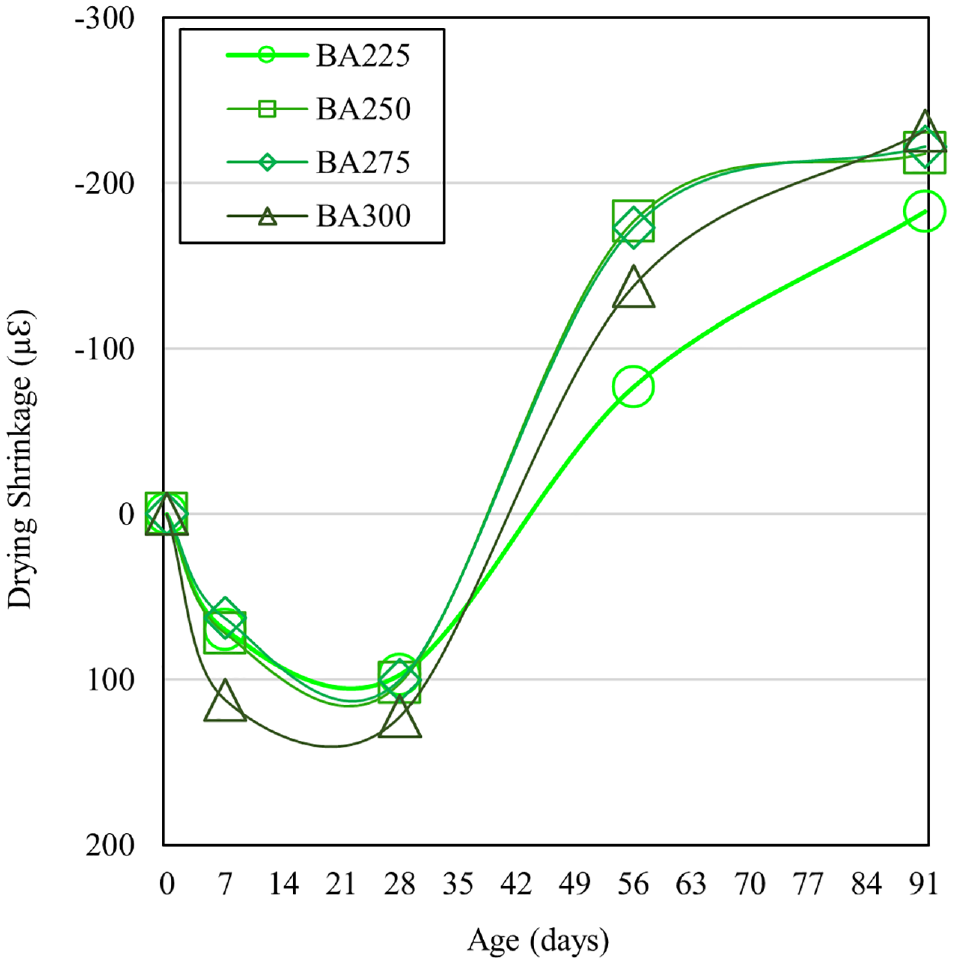
Drying shrinkage with designed paste volumes—concrete incorporating the blended aggregates technique and Portland limestone cement (BA) mixes.
Discussion
Properties of Concrete
Based on the laboratory results, pavement concrete using PLC can provide similar properties to concrete using OPC. PLC concrete mixes could meet the current required compressive strength based on the FDOT’s standard specifications for road and bridge construction. Based on the average strength results (compressive strength, MOE, MOR, and Poisson’s ratio), the strength of the concrete is decided by the W/CM ratio. Increasing the paste volume of concrete cannot increase the strength of the concrete. PLC concrete mixes could be applied in all classes of concrete in Florida. On the other hand, the findings of reducing the CPV in pavement concrete show that concrete with a higher CPV could easily meet the requirement of slump without additional water-reducing admixture. The strength of all classes of concrete did not increase when the CPV of the concrete was increased. However, the concrete with insufficient or excessive CPV did not provide sufficient strength. The benefits of reducing the CPV could reduce the drying shrinkage and permeability of the pavement concrete, which would reduce the early cracking issue and extend the durability of the pavement concrete.
When apply the BA technique in the pavement concrete mix, the concrete would have better workability and finishability. There is no significant influence on the strength of hardened concrete. The results of drying shrinkage show the concrete with the BA technique applied could slightly reduce the shrinkage because of better packing density. It would prevent the early cracking of pavement concrete. Therefore, the pavement PLC concrete could provide better serviceability and durability when the concrete mix used the BA technique to reduce the CPV.
Potential Reduction in Material Cost
An evaluation was made to determine the potential reduction in material cost caused by the reduction of CPV in concrete. The prices of cementitious materials and admixture costs were based on the currently U.S. market. The prices used were US$132 per ton for Portland cement, US$55 per ton for fly ash, US$ 0.85 per liter for the air-entraining admixture, US$1.05 per liter for the water-reducing admixture, and US$3.15 per gallon for the high-range water-reducing admixture. The aggregate costs were based on prices in the Florida market. The prices used were US$20 per ton for silica sand and US$18 per ton for coarse and intermediate limestone aggregates. The average material prices were calculated and are shown in Figure 16.
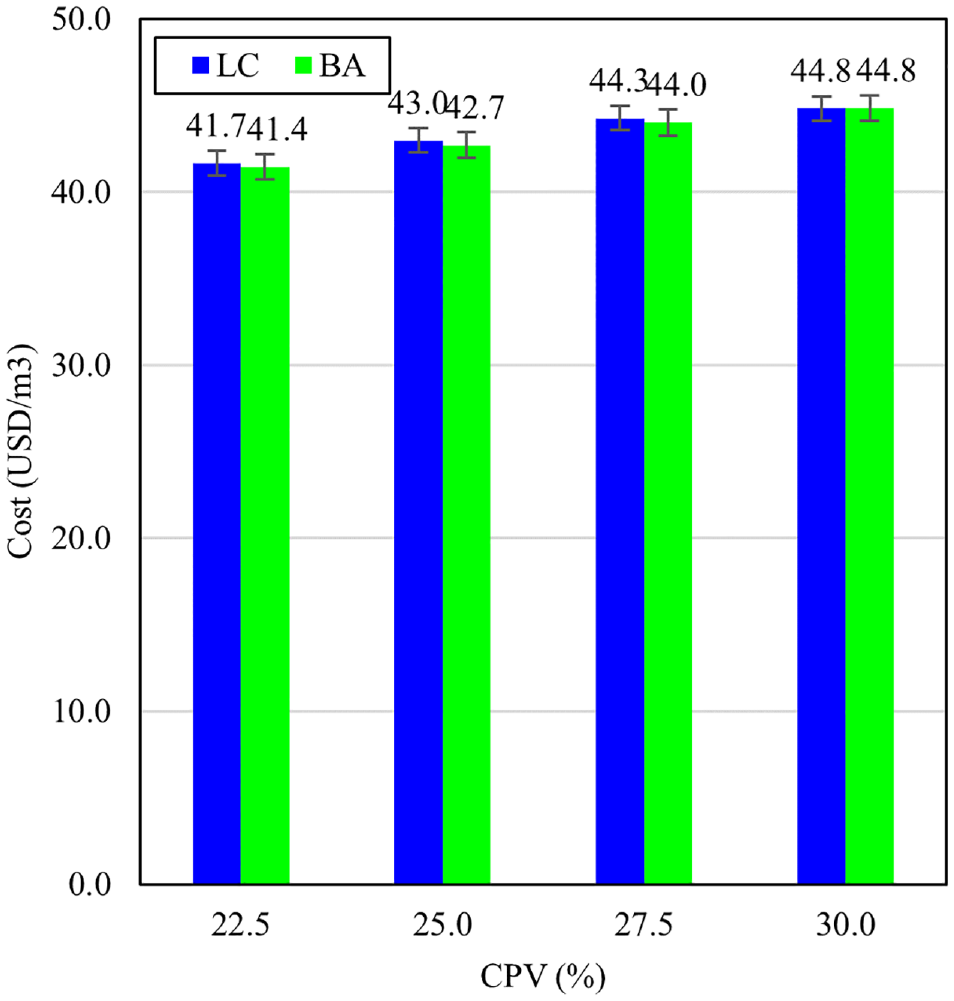
Estimated material cost versus the cementitious paste volume (CPV).
For the pavement concrete mixes, a 5% CPV reduction would result in a saving of about US$2.6 per cubic meter of concrete. For the construction of a four-lane, 10-km long highway (two lanes per direction, 300-mm slab, not including shoulder) utilizing a Class I concrete, a 5% reduction of CPV could result in roughly a US$112,320 (5.8% saving of the total cost) saving in material costs. For the concrete using the BA technique, a 5% CPV reduction would result in a saving of about US$2.9 per cubic yard of concrete. For the same construction, the BA mix could result in roughly a US$125,280 (6.5% saving of the total cost) saving in material costs.
Potential Reduction in Global Warming Potential
An evaluation of potential reduction in carbon dioxide emissions caused by the reduction of the CPV in concrete was carried out. The data for global warming potential (GWP) are taken from various sources, including the published literature and life cycle inventory databases ( 41 ). The following are the GWP of each material: (1) PLC ( 42 ): 0.835; (2) fly ash ( 43 ): 0.01; (3) aggregates ( 44 ): 0.0032; (4) sand ( 45 ): 0.0007; (5) water ( 43 ): 0.005; and (6) admixture ( 45 ): 0.00069 kg CO2e/kg. For concrete made using PLC, a 15% cement content reduction would result in a reduction of about 10% of carbon dioxide emissions per cubic meter of concrete, increasing the reduction in emissions ( 5 ).
The estimated GWPs of different mixes were calculated and are shown in Figure 17. For the pavement concrete mixes, a 5% cement paste volume reduction would result in a saving of GWP of about 74.4 kg per cubic meter of concrete. For the construction of a four-lane, 10-km long highway (two lanes per direction, 300-mm slab, not including shoulder) utilizing a Class I concrete, a 5% reduction of cement paste volume could result in a reduction of roughly 3214 tons of carbon dioxide emission. For the concrete using the BA technique, a 5% cement paste volume reduction would result in a saving of GWP of about 107.5 kg per cubic meter of concrete. For the same construction, the BA mix could result in a reduction of roughly 4644 tons of carbon dioxide emission.
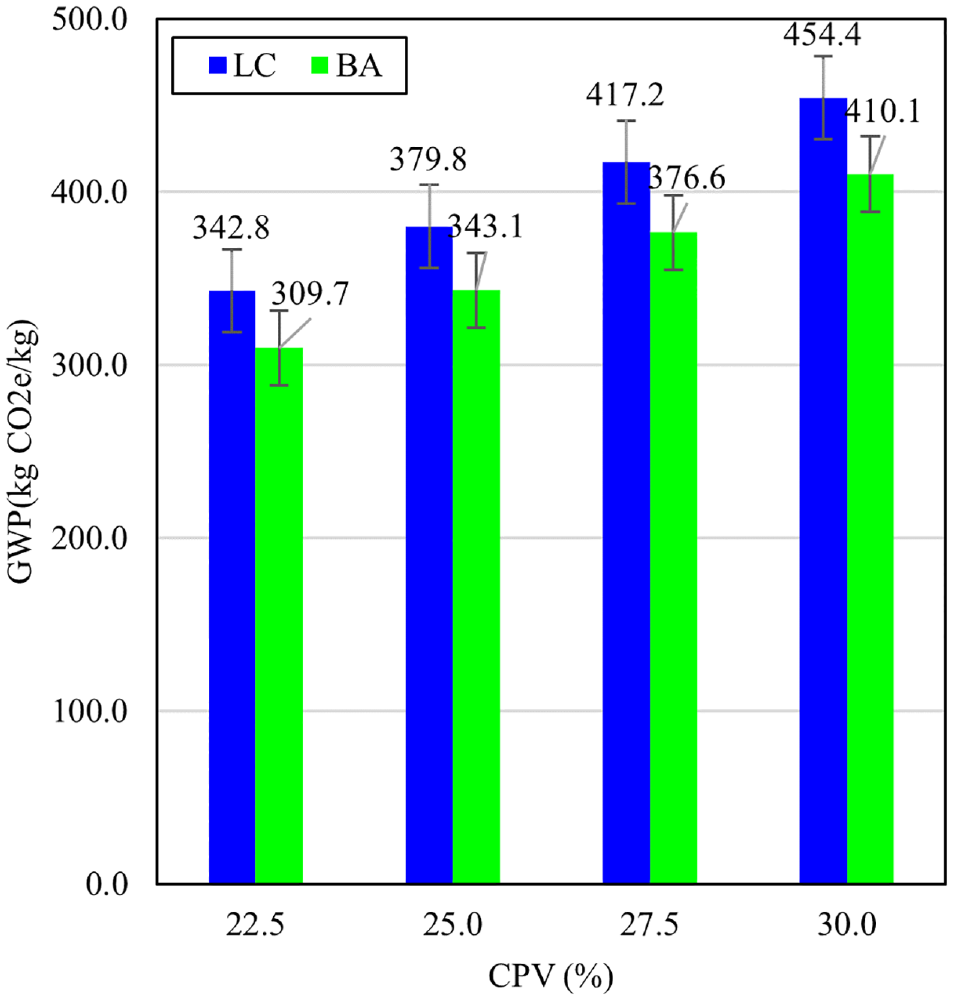
Potential global warming potential (GWP) versus cementitious paste volume (CPV).
Conclusions
This study evaluated the properties of two groups concrete mixes and a total of eight concrete mixes, namely (1) a standard concrete mix (LC mix) using PLC and (2) an enhanced concrete (BA mix) using PLC and the BA technique. The effects of various CPVs were investigated to assess the feasibility of reducing the use of PLC in concrete for pavement applications. The main conclusions of this study can be summarized as follows.
Based on the laboratory results, the appropriate CPV range of the BA mixes is between 22.5% and 25.0%, with no loss in properties. The appropriate CPV range of the LC mixes is between 25.0% and 27.5%, with no loss in properties.
Applying the BA technique can efficiently improve the workability of the fresh concrete. BA mixes can further reduce 2.5% CPV compared to LC mixes.
The W/CM ratio determines the strength of concrete; the CPV and aggregate gradation cannot affect concrete strength.
Electrical resistance increases with reduced CPV. This means that minimizing the CPV can reduce the permeability of concrete. However, concrete with the incorporation of the BA technique cannot improve the electrical resistance level in this research.
Drying shrinkage decreases with reduced CPV. Minimizing the CPV can reduce the chance of shrinkage cracking. The concrete with the BA technique, which contained a better packing density of aggregates, led to a reduction of drying shrinkage.
The concrete with a high CPV provides higher shrinkage and lower electrical resistance as compared with the control mix. This means that the concrete with a higher CPV could have an early cracking issue. Reducing the CPV of concrete is a way to improve the durability of rigid pavement.
In this research, the CPV of the standard pavement concrete is 25.0% and the CPV of the pavement concrete with the BA technique is 22.5%. Using the BA technique to design concrete could further reduce the CPV without losing properties.
The concrete mixes with a minimum CPV using PLC and BA can further save the initial cost of construction and reduce carbon dioxide emission.
Footnotes
Author Contributions
The authors confirm contributions to the paper as follows: study conception and design: H.-W. Chung, H. DeFord, M. Tia; data collection: H.-W. Chung; analysis and interpretation of results: H.-W. Chung, F.M.-W. Ni; draft manuscript preparation: H.-W. Chung, F.M.-W. Ni. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: A compilation of this nature could not have been completed without the help and support of others. FDOT is gratefully acknowledged for providing financial support for this study. FDOT State Materials Office provided the additional testing equipment, materials, and personnel needed for this investigation.
Any findings, opinions, and conclusions or recommendations expressed in this report are those of the authors and do not necessarily reflect the views of FDOT.