
Abstract
The success of warm mix asphalt (WMA) technology and polymer-modified binders (PMB) depends on the accurate determination of the production temperatures. To date, no standard protocol has been developed to determine the production temperatures of the WMA technology. Recent studies have shown that the production temperature is related to the friction between the aggregate and asphalt binder, which can be explored using tribology. This study attempted to develop a tribology-based approach to evaluate the production temperature of WMA-modified binder and PMB. The ball-on-the-three-plate test was performed using different normal loads (1N, 3N, 5N, and 10N) and sliding speeds (0.05 m/s, 0.1 m/s, and 0.3 m/s). The test results were compared with the equi-viscous (EQ) method. Production temperatures obtained from the EQ method were inappropriate for WMA and PMB. Results of the tribology study showed that the normal load of 1N and 0.3 m/s was found suitable for evaluating the production temperatures. Adding WMA additives resulted in a lower coefficient of friction (CoF), whereas PMB showed higher CoF than viscosity grade binder (V8, which is used for WMA modification). The addition of WMA additive reduced the production temperatures of V8, and reduction was a function of the WMA additive type. Temperature ranges corresponding to the CoF of 0.26 ± 0.021 and 0.33 ± 0.023 were proposed for assessing the mixing and compaction temperatures, respectively.
Warm mix asphalt (WMA) is an energy-efficient technology that produces asphalt mixture at temperatures below 140°C ( 1 ). The reduction in production temperature can be achieved using one of the warm technologies, that is, organic, chemical, or foaming. The use of such energy-efficient technology has replaced traditional hot mix asphalt, which requires mixing temperatures between 140°C and 180°C ( 2 ). Implementing such technology can lead to significant reductions in energy consumption and the release of pollutant gases during the production process of asphalt mixture. In addition, the WMA reduces the polycyclic aromatic hydrocarbons and asphalt aerosols/fumes. WMA was also found to use 30% less energy than conventional methods ( 3 , 4 ).
Along with WMA, polymer-modified binder (PMB) is commonly used in the pavement industry to enhance pavement performance. The successful implementation of WMA and PMB depends on accurately determining production temperatures (mixing and compaction temperature) ( 5 , 6 ). Inappropriate determination of mixing temperature (MT) and compaction temperature (CT) leads to premature failure of the pavement ( 7 ). Lower MT may lead to the insufficient coating of the asphalt binder over the aggregates. In contrast, lower CT can cause difficulty during field compaction and may lower the in-field density ( 8 ). On the other hand, the higher production temperatures may result in oxidative hardening of asphalt binder and degradation of the polymeric network in PMB, leading to premature failure of the pavement ( 9 ). Past studies have shown that no standards are available for determining the production temperatures (MT and CT) of WMA technology. The use of equi-viscous criteria for the determination of production temperatures of WMA and PMB may give unrealistic results. The NCHRP 648 study provides an overview of numerous techniques for calculating the MT and CT for modified binders. The use of these procedures results in extremely high temperatures for several modified asphalt binders, which may cause a problem with emissions and a deterioration of the asphalt binders’ properties ( 10 , 11 ). Recent studies have demonstrated that the conventional viscosity criteria cannot be used to justify reduced temperature in the case of WMA technology ( 12 , 13 ). These studies have also shown that the mechanism by which warm mix technologies reduce the production temperatures could be related to the reduction in friction at the contact zone of the mineral aggregates and asphalt binder. The past studies also used lubricity testing to study the effectiveness of the warm mix technology in relation to their workability and compactability ( 14 , 15 ). Based on the reduction in friction caused by WMA technology, the investigations initially displayed encouraging results. However, more WMA additive types and binder sources are needed for analysis to remark on the applicability of the lubricity test. Moreover, the lubricity tests developed in these studies may serve as a screening test to identify the suitable WMA additive types or it may be used as a means of defining minimum compaction temperatures of WMA additive. Also, these studies highlighted that the reduction in friction leads to improved workability in the asphalt mixture produced with WMA technology. This friction between mineral aggregate and asphalt binder can be studied using the science of tribology.
Tribology can be defined as the study of lubrication, friction, and the contact zone between particles in relative motion ( 16 ). Mixing and densifying a WMA mixture reduces friction, wherein mineral aggregate particles are in relative motion with a thin asphalt binder film acting as the lubricating medium ( 17 ). Recently, the fundamentals of tribology have been successfully used to describe such mechanisms. As a new area of exploration, no guidelines are currently available to explain the tribological characteristics of WMA technology. The frictional characteristics of PMBs using tribology have also been unexplored in the literature. Therefore, for their successful implementation, it is necessary to conduct a detailed study on the use of WMA and polymer-modified asphalt binders. Within this perspective, fourteen viscosity grade binders, two PMBs, and two different warm mix additives were selected for study. Various tests, such as the rotational viscosity and tribological test, were performed to estimate the production temperatures. Different tribological parameters, such as sliding speed, normal load, and temperature, were considered for the tribological test. The results of the tribology test were analyzed and validated successfully using the coating and compactibility test. A criterion based on the coefficient of friction (CoF) was proposed to determine the production temperatures for WMA and PMBs.
Materials
This study used fourteen viscosity grade asphalt binders and two PMBs from different sources to assess production temperature using a tribological approach. The PMBs used in the study were procured from Hincol Private Ltd. and Hindustan Petroleum Private Ltd. As per discussion with their personnel, the type of polymer used in the PMBs is styrene butadiene styrene (SBS), which is a type of elastomer, and the base binder used for their preparation is VG30. These PMBs were prepared by adding 4% (by weight of binder) SBS to the base asphalt binder according to their guidelines. The viscosity grade binders were classified using absolute viscosity at 60°C ( 18 ), whereas penetration value at 25°C was used to classify PMBs ( 19 ). Two warm mix asphalt (WMA) additives: Sasobit and Rediset, were selected for the research work. As per manufacturer recommendations, the additives were blended with one of the viscosity grade binders, that is, VG30 (V8 in this study). Sasobit is an organic additive added to base asphalt binder (V8) at the dosage of 2% by weight of asphalt binder. The chemical additive Rediset was added to the base asphalt binder (V8) at the dosage of 0.5% by weight of asphalt binder. Table 1 summarizes the material selected for the study.
Material Selection Summary
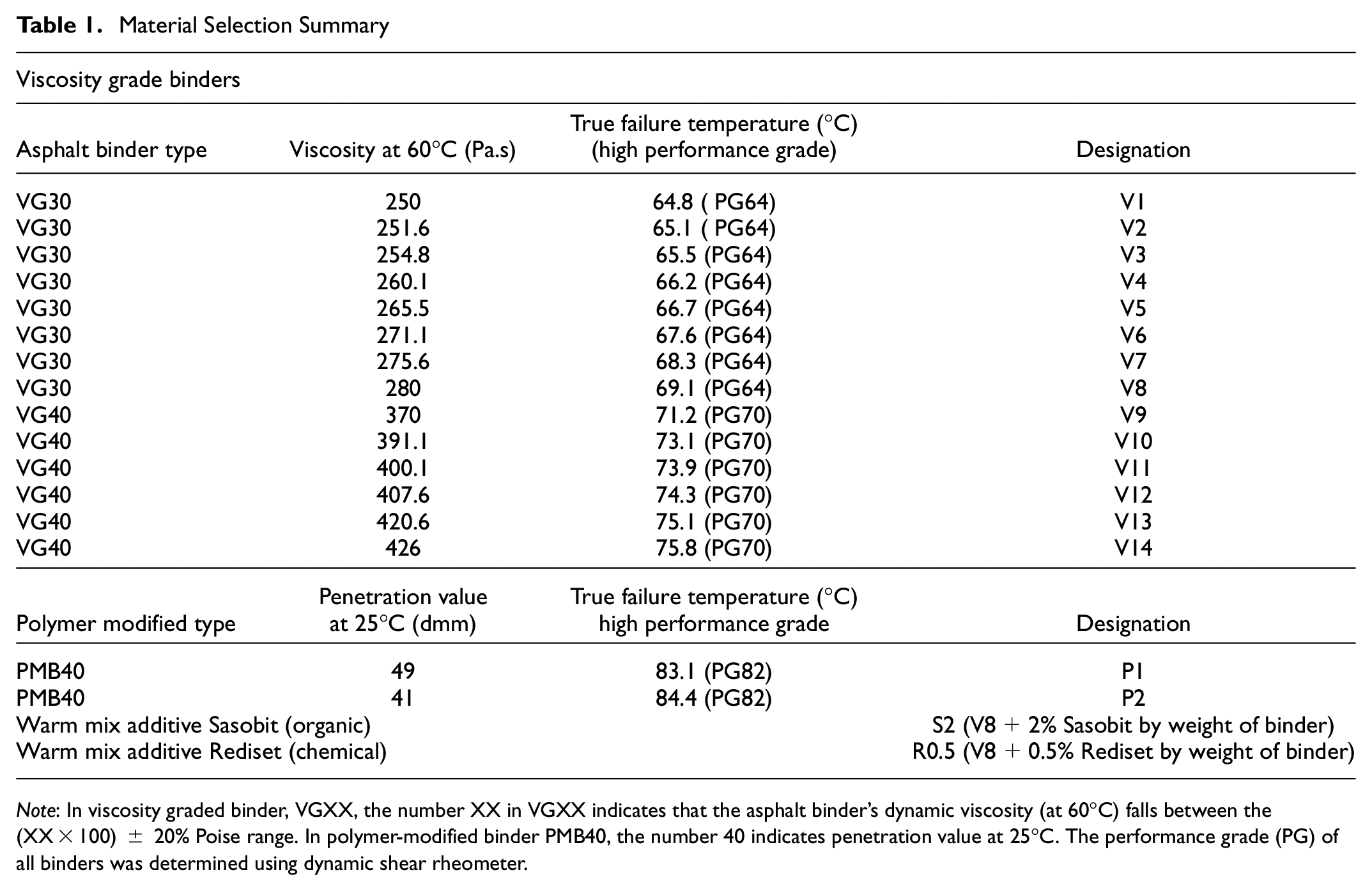
Note: In viscosity graded binder, VGXX, the number XX in VGXX indicates that the asphalt binder’s dynamic viscosity (at 60°C) falls between the (XX × 100) ± 20% Poise range. In polymer-modified binder PMB40, the number 40 indicates penetration value at 25°C. The performance grade (PG) of all binders was determined using dynamic shear rheometer.
Experimental Program
Rotational Viscometer Test
In this study, a rotational viscometer test was performed on all binders to evaluate their production temperatures. The test used Equi-viscous (EQ) method to estimate the MT and CT of all binders according to the ASTM D2493. The viscosity at two distinct temperatures (135°C and 165°C) was measured using a rotational viscometer to determine the MT and CT. MT and CT were chosen based on the linear relationship between viscosity (plotted on log-log scale) versus absolute temperature (plotted on log scale). The temperature ranges corresponding to the viscosity values of 0.170 ± 0.02 Pa.s and 0.280 ± 0.03 Pa.s were referred to as mixing and compaction temperatures, respectively.
Tribology Test
The ball-on-three-plates (BOTP) (also known as ball-on-pyramid) geometry mounted on the dynamic shear rheometer (DSR) was used for the tribological assessment of asphalt binders. This geometry used a steel ball of 6.35 mm radius and steel plates with 3 × 6 × 16 mm3 dimensions. Figure 1 shows the experimental setup for the BOTP test. Both balls and plates were exchangeable after each test. Figure 1c shows a pictorial view of the ball and plates used in the study. The test’s primary purpose was to measure the CoF

where
T = Applied torque, N.m
N = Normal load, N
r = Radius of the ball, mm
The CoF
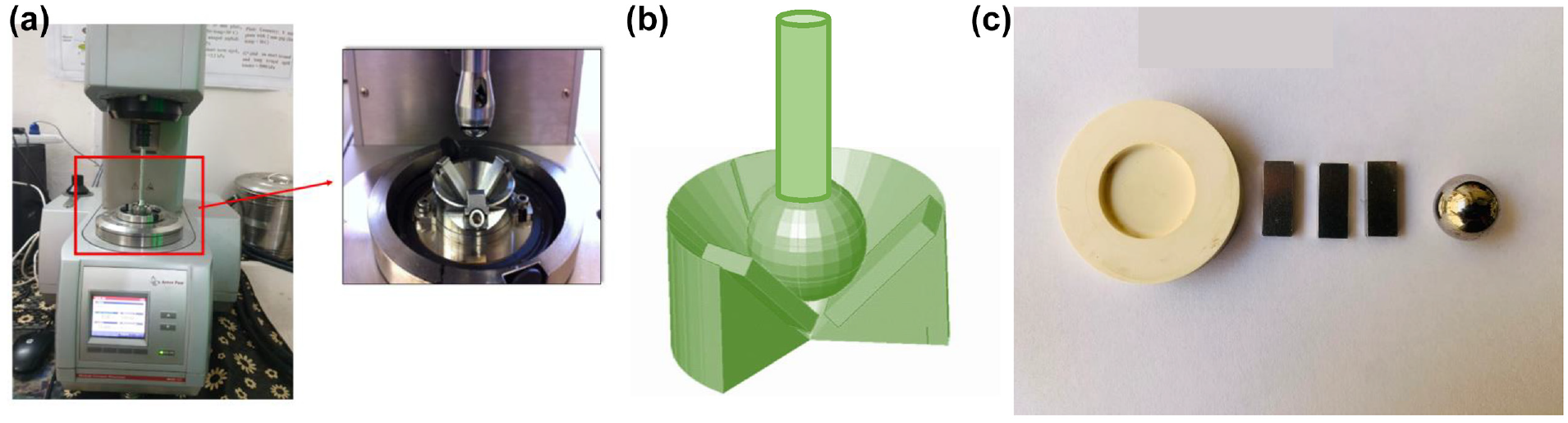
Tribology test setup: (a) ball on three plates arrangement mounted on dynamic shear rheometer, (b) schematic of the ball on three plates test, and (c) ball and plates used for the test.
Testing Procedure
A tribology test was performed on WMA-modified asphalt binder using the abovementioned parameters. The detailed procedure to conduct the test is as follows:
The tribology cup, which accommodates the asphalt binder, was preheated to 160°C.
Binder sample weighing approximately 1 g was prepared using a silicon mold. After that, the asphalt binder was placed in the preheated tribology cup for the test and left until the binder became fluid.
After that, the spindle with the ball attached to the DSR was lowered to load the sample. Initially, the normal load was kept to zero.
To perform the test, normal load and sliding speed were set for the test.
The test started when the normal load reached the set value, and data for CoF were collected for the given value of sliding speed.
Initially, the data for CoF were collected at the temperature of 160°C, considered a pre-run. After that, actual data of CoF were collected at each temperature when the temperature was dropped from 160°C to 90°C. Once the temperature dropped to 90°C, the CoF data were recollected as the temperature increased from 90°C to 160°C.
Step (6) was performed thrice for each binder to average CoF.
Finally, after completion of the run, the tribology cup, plates, and ball were dismounted and cleaned for the next run.
Approach for Finding Production Temperatures
The current study covered the assessment of the production temperature of polymer-modified and warm mix modified asphalt binders. Estimating production temperatures for these binders may not be possible using viscosity-based approaches. At lower temperatures, WMA is anticipated to offer a similar degree of lubricating behavior (workability) to viscosity grade binders, that is, HMA. Conversely, polymer-modified binders at their production temperatures exhibit the same lubricating behavior as viscosity grade binders at their production temperatures. A reference point is necessary to predict the production temperatures to ensure the same workability or lubricating behavior. According to available literature ( 21 , 22 ), viscosity-based methods, particularly the conventional EQ method, give suitable mixing and compaction temperatures for unmodified asphalt binders (i.e., viscosity grade binders used in this study). From this perspective, the production temperatures of fourteen viscosity grade binders were evaluated first using the EQ method, and these temperatures were used as a reference in this study.
The tribological test determined the μ for all viscosity grade binders at these reference temperatures. The μ values were averaged over all viscosity grade binders corresponding to their mixing and compaction temperatures. These average μ values with standard deviation were used as a reference value to determine the production temperatures of polymer-modified and warm mix modified asphalt binders. A tribological test was performed on PMB and WMA binders with specified normal load and sliding speed to determine the production temperatures. The test resulted in μ versus temperature profile for these binders. The temperatures corresponding to reference μ values were considered as the production temperatures.
Results and Discussion
Rotational Viscometer Test
Three specimens were prepared for each asphalt binder for this test. From the results, it can be found that the coefficient of variation was in acceptable range of 2.3 to 4.6%, indicating the good repeatability of the obtained results. Figure 2 shows the appropriate temperature ranges of MT and CT obtained by the EQ method for all binders used in the study. The minimum and maximum values of MT and CT were included in temperature ranges. It can be seen that different values of MT and CT were obtained for different viscosity grade binders. MT and CT of all VG40 binders were higher than VG30. This may be because of the higher viscosity (stiffness) of VG40 as compared with VG30. It can be seen that the MT and CT of all viscosity grade binders were found to be within a specified limit, according to the Ministry of Road Transport and Highways (MoRTH) ( 23 ). The production temperatures of polymer-modified binders (P1 and P2) were greater than viscosity grade binders, as expected. Notably, the production temperatures obtained for P1 and P2 were too high, which could cause the accelerated aging of the binder and degradation of the polymeric network present in it. This higher value of MT and CT can be attributed to the shear dependency (viscoelastic non-Newtonian fluid behavior) of modified asphalt binders ( 11 ). From Figure 2a, it can be observed that P1 and P2 show values of MT above 180°C, which are inappropriate for asphalt binders. These results agreed with the past studies ( 21 , 22 ). The addition of WMA additives reduces the MT and CT of base binder, that is, V8 used in this study. The maximum reduction in MT for organic-based technologies (S2) was around 8°C when compared with V8 base binder. The respective reduction in MT using chemical-based additives (R0.5) was approximately 6°C as compared with V8 base binder. The maximum reduction of 9°C and 4°C in CT was observed with the addition of organic and chemical-based WMA additives in V8 base binder, respectively. From the results, it can be revealed that the application of WMA technology reduces the MT and CT, but these values were inappropriate to satisfy the purpose of WMA technology. The maximum reduction was obtained for organic based additives (S2) in V8. However, the reduction was not much, according to the manufacturer’s recommendations and past studies ( 24 , 25 ). However, the method worked well for organic additives like Sasobit (act as viscosity reducers) but failed to characterize the chemical additives, which does not alter the flow behavior of binders ( 5 ). As a result, the chosen method may reveal unanticipated or unsuitable trends for MT and CT in the case of WMA and PMB. Overall, the findings showed that the EQ method could not be used to determine the production temperatures of modified binders (PMBs and WMA binders in the present study). The same can be observed in past studies ( 26 ). To overcome the drawbacks of EQ methods, the recent hypothesis of reduction in friction between mineral aggregates and asphalt binder can be used to evaluate the production temperature of PMB and WMA technologies. The results of this friction study (tribological study) are discussed in the subsequent section.
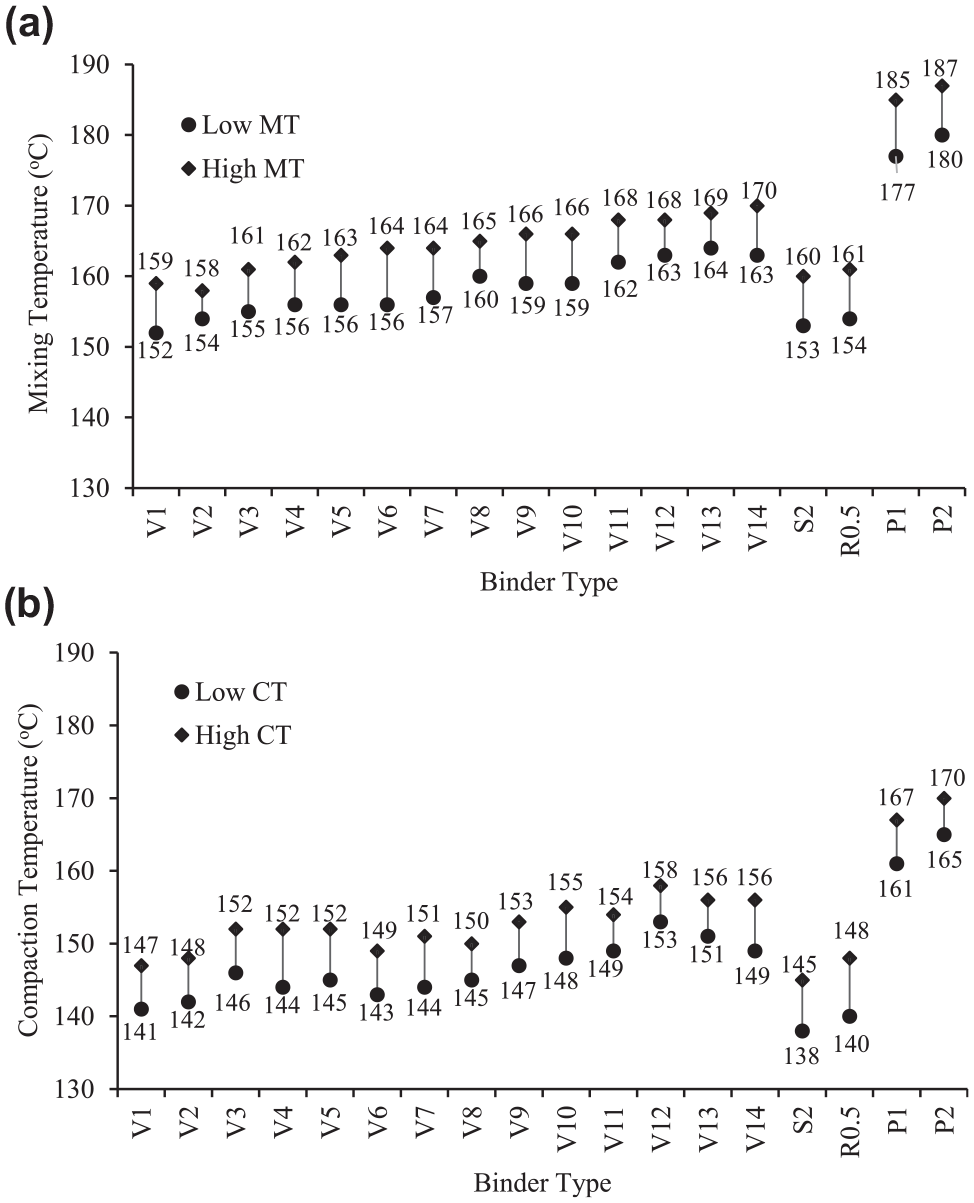
Production temperature using equi-viscous (EQ) method: (a) mixing temperature (MT) and (b) compaction temperature (CT).
Tribology Test
Fixing Tribological Parameters
Figure 3 shows the variation of CoF (of V8, which is VG30 in this study) with temperature for different values of normal load and sliding speed. In this study, the main task was to decide the normal load and sliding speed that will characterize the asphalt binder to determine their production temperatures. In addition, the selected parameters will also differentiate the effect of WMA technology on the base asphalt binder (V8). It is anticipated that the CoF should be decreased with temperature to characterize WMA modified asphalt binders. This is because the lubrication effect of asphalt binder increases with temperature ( 12 ). This trend was necessary to capture the effect of temperature on CoF in the case of viscoelastic material like asphalt binder.
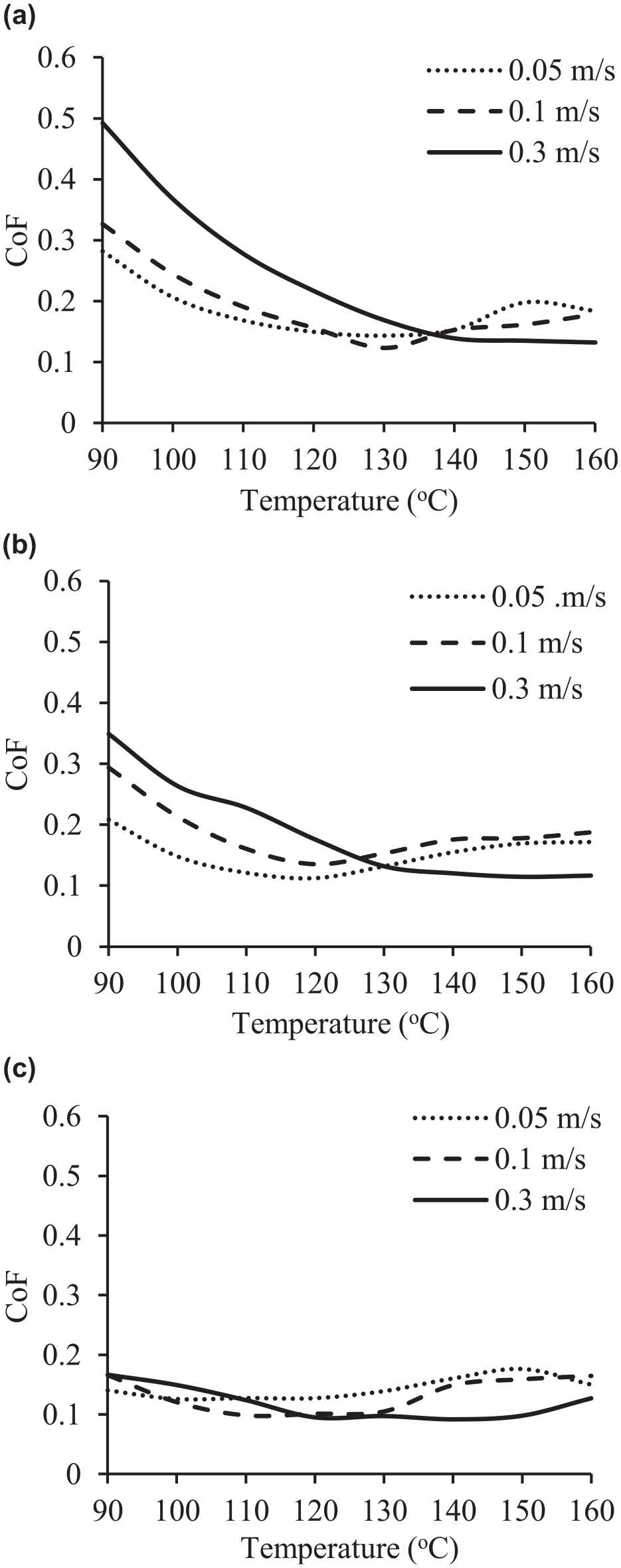
Variation of coefficient of friction (CoF) for V8 binder with temperature for different speeds: (a) 3N, (b) 5N, and (c) 10N.
Initially, the different combinations of sliding speed and normal load were chosen for the test to decide the appropriate tribological parameters. Most previous tribology studies suggested a normal load of 10 N for tribological characterization. Therefore, the trial began with a normal load of 10 N with three different sliding speeds of 0.05, 0.1, and 0.3 m/s for the V8 asphalt binder. These speed values fall in the elastohydrodynamic regime where lubricants (asphalt binders in this study) exhibit lower CoF. From Figure 3, it can be observed that the CoF was increased with the temperature above 130°C. This was because of the loss of bearing capacity of lubricant (asphalt binder) at such high temperatures where the binder exhibits a loss of film thickness ( 27 , 28 ). This film thickness loss allows the ball to slide over the plates, resulting in higher CoF directly. This phenomenon was observed as a result of higher Hertzian stresses generated at contact for load and speed combinations ( 29 ). To avoid this loss of film, the normal load was reduced to 5N and 3N for the same combination of sliding speed, and these loads were arbitrarily decided. Again test was conducted on the V8 asphalt binder using these sliding and normal load combinations. Figure 3 shows that the CoF decreased with temperature for a normal load of 3N and 5N for a sliding speed of 0.3 m/s. This showed that the lubricant film was formed with these combinations of loads and sliding speeds. The normal load with a lower sliding speed was not suitable to characterize the asphalt binder. This was again the result of the incapability of lower speed to maintain appropriate film at the contact ( 30 , 31 ). Figure 3 also showed that the CoF was higher for 3 N, followed by 5 N and 10 N. This phenomenon was predominant for temperatures below 130°C. At temperature <130°C, the asphalt binder was highly viscous, so it was easy to shear such fluid using a high load, whereas a low load required more torque to shear such highly viscous fluid. This was the reason for getting high CoF for lower loads at a temperature below 130°C. If it is true for lower load, then it has been also true for lower speed. From Figure 3, it can be seen that the lower speed with lower load showed higher CoF as compared with higher speed and load.
After that, the normal loads of 3N and 5N with a sliding speed of 0.3 m/s were selected to characterize WMA modified asphalt binders. For characterization, the mid dosages of WMA additives (S2 and R0.4) were chosen for the test. Figure 4 shows the variation of CoF with temperature for WMA modified asphalt binders using the normal load of 3 N and 5 N and sliding speed of 0.3 m/s. From Figure 4a, it can be observed that the normal load of 5 N and sliding speed were not suitable for WMA additives. This was because of the different mechanisms associated with WMA additives. The Sasobit is a viscosity reducer, whereas Rediset is a surface tension reducer. The addition of Sasobit to the base binder reduces the viscosity, and this reduced viscosity caused a loss of bearing capacity (lack of lubricant support) of the binder and resulted in higher CoF for this normal load. The same was also observed in the case of Rediset because of the reduction of surface tension. Figure 4b shows that the normal load of 3 N was appropriate to characterize the Rediset-modified asphalt binder but fails to characterize the Sasobit-modified asphalt binder. This was because of the incapability of the normal load of 3 N to form sufficient lubricant film at sliding contact in the case of the Sasobit-modified asphalt binder. To overcome this problem, the normal load was reduced to 1 N and used to characterize WMA modified asphalt binders. Figure 4c shows the variation of CoF with temperature for a normal load of 1 N. It can be seen that the CoF has reduced with temperature for the base and WMA modified asphalt binders. This combination of normal load and sliding speed was able to differentiate between the WMA additives, as seen in Figure 4c. This showed that the 1 N and 0.3 m/s combination was suitable for forming the lubricating film of sufficient thickness for both WMA additives. The combination also minimized the ball and plate contact, which was also reported by previous research ( 32 ). Therefore, the normal load of 1 N and sliding speed of 0.3 m/s were considered for testing the WMA technology and polymer-modified binders (P1 and P2). From Figure 4c, it can also be observed that the CoF was greater than 1 for a temperature below 110°C. This was because of the stick-slip phenomenon where asphalt binder was shifted from viscous media to adhesive media ( 33 – 35 ). After the finalization of the tribological parameter, the tribology test was conducted on WMA modified and polymer-modified binders using the normal load of 1 N and sliding speed of 0.3 m/s. The determination of mixing and compaction temperature using the tribological approach and its validation are described in the subsequent section.
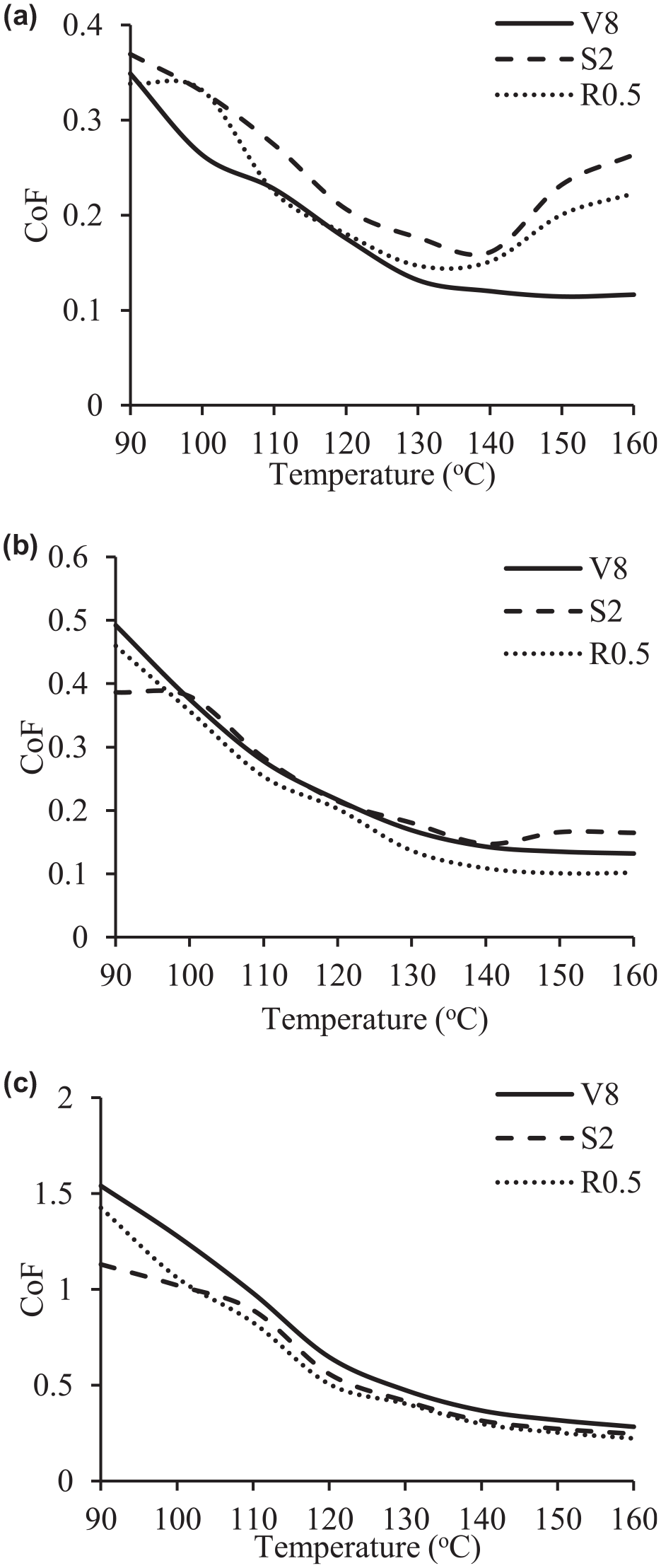
Variation of coefficient of friction (CoF) with temperature for warm mix asphalt (WMA) modified asphalt binder at 0.3 m/s: (a) 5 N, (b) 3 N, and (c) 1 N.
Frictional Characteristics of Asphalt Binders
Figure 5 shows the variation of CoF with the temperature at a normal load of 1 N and sliding speed of 0.3 m/s for WMA and polymer-modified asphalt binders. The frictional behavior of binders was decreased with temperature, regardless of the WMA additive and polymer-modified binder used. This may be because of the stiffness (viscosity) reduction of the binder with temperature. The reduction rate was better for WMA modified binder than V8 and P1, P2. This may result from the improvement in the lubrication behavior of the asphalt binder because of WMA modification. This behavior holds when the temperature is above 120°C. Below 120°C, the asphalt binder showed complex behavior, moving from viscous to adhesive media ( 36 ). The addition of WMA additives showed an improved reduction in friction as compared with the V8 binder, as seen in Figure 5. This can be attributed to better lubrication of WMA modified asphalt binders’ behavior compared with V8. The Sasobit provides better lubrication by reducing viscosity, whereas Rediset improves lubrication by reducing the surface tension of the binder. From Figure 5, it can be observed that the polymer-modified binders (P1 and P2) showed higher CoF as compared with V8 and WMA modified binders. This can be attributed to the higher stiffness of polymer-modified binders resulting from a polymeric network in their structure. Finally, it can be inferred that the WMA modified binders demonstrated similar frictional behavior (in relation to CoF) compared with V8 at relatively lower temperatures. In contrast, PMB showed similar behavior at higher temperatures. This frictional behavior has been used for determining the production temperatures of WMA and polymer-modified asphalt binders.
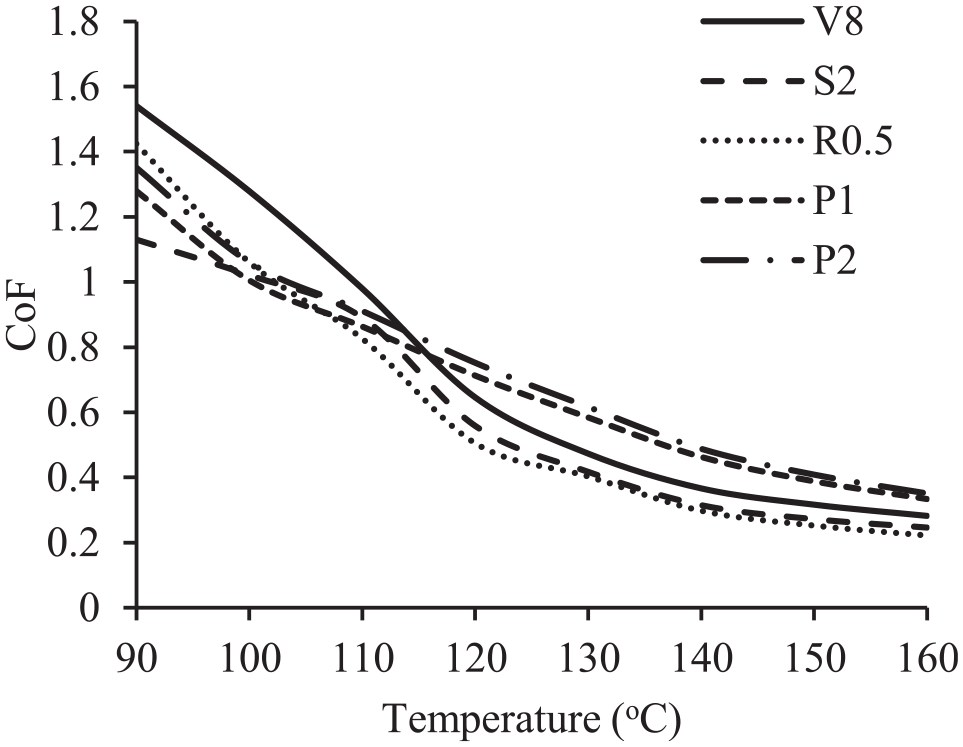
Variation of coefficient of friction (CoF) with temperature for warm mix asphalt (WMA) modified and polymer modified binders.
Determination of Production Temperatures using the Tribological Approach
It is expected that WMA and polymer-modified binders at their MT and CT should show similar frictional characteristics as that of viscosity grade binders. All WMA and polymer-modified binders should have the same CoF at their respective MT and CT. The reference range of CoF has been needed to determine the production temperatures of modified binders. As discussed, all viscosity grade binders’ CoF values corresponding to MT and CT (obtained from the EQ approach) were taken as the reference value. It can be seen that the CoF values corresponding to MT and CT (shown in Table 2) were found to be insensitive to the type of viscosity grade binders. This was also confirmed by the statistical analysis using a one-way ANOVA test (p > 0.05). This implies that the viscosity grade binders can have the same ranges of CoF at their respective MT and CT. Therefore, it can be concluded that the CoF values corresponding to viscosity grade binders were used as reference values to evaluate the mixing and compaction temperatures. These CoF values were averaged over fourteen viscosity-grade binders with respect to their MT and CT. The CoF for all viscosity grades are shown in Table 2. The average value of CoF (shown in Table 2) corresponding to MT and CT was 0.26 and 0.33, respectively. The standard deviation of 0.021 and 0.023 in CoF was observed, corresponding to MT and CT, respectively. At these CoF values, all modified binders showed similar frictional behavior (same level of lubrication). These average CoF values with standard deviation (shown in Table 2) were used as reference values to determine the modified binders’ production temperature. The temperatures corresponding to the CoF values of 0.26 ± 0.021 and 0.33 ± 0.023 were referred to as mixing and compaction temperatures, respectively.
Coefficient of Friction (CoF) at Production Temperature of Viscosity Grade Binder
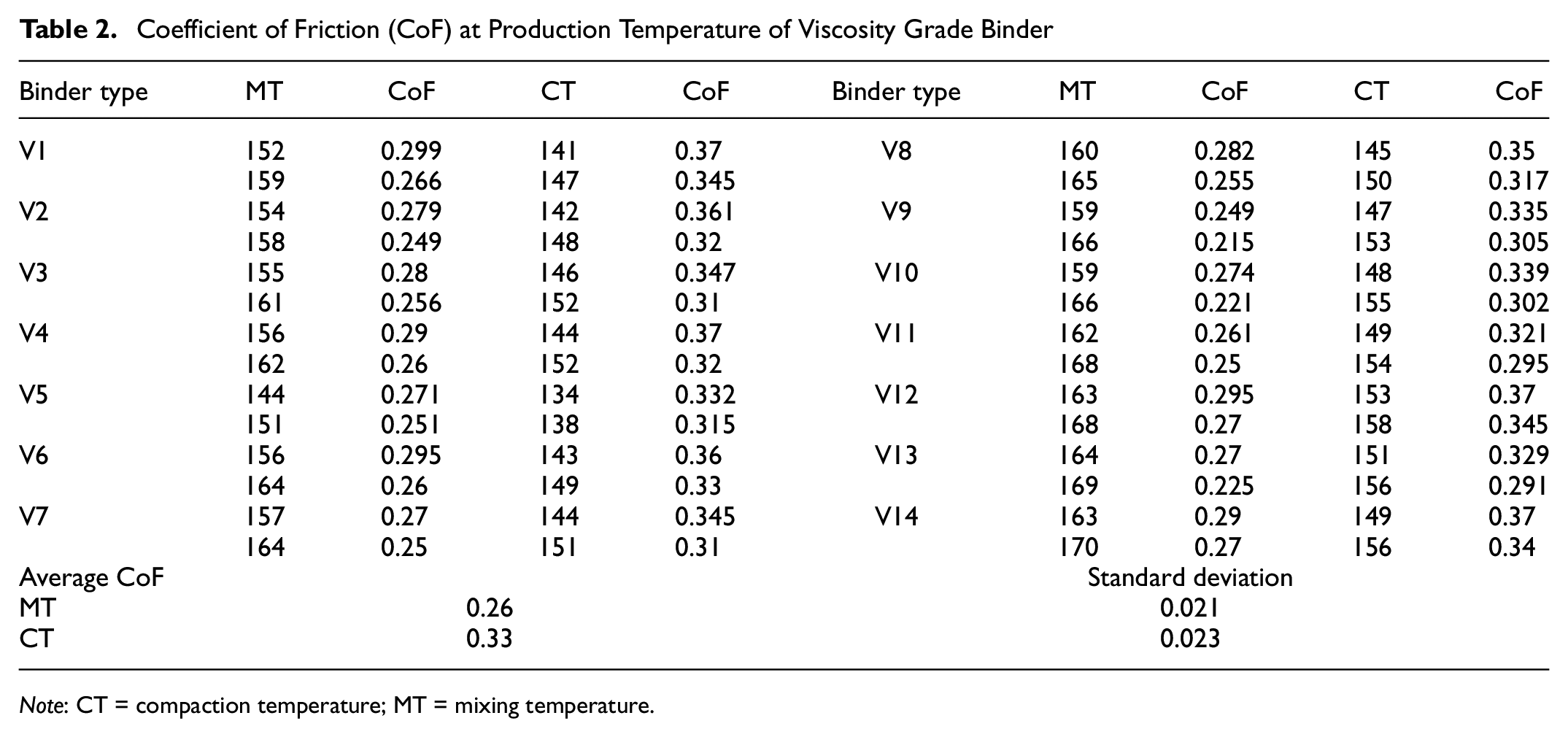
Note: CT = compaction temperature; MT = mixing temperature.
Figure 6 shows ranges of MT and CT determined using the tribological approach. The MT and CT of WMA modified binders were found to be lower than V8. This may be because of decreased friction with the increase in dosages of WMA additives. The MT and CT of P1 and P2 were higher than V8. This can be attributed to the higher stiffness of P1 and P2 compared with V8. The little variation in P1 and P2 may be a result of their source differences. This implies that the approach was sensitive to source type. The average MT and CT are shown in Figure 7a. Adding WMA additives lowered the MT and CT of base binder V8, shown in Figure 7b. The maximum reduction in MT and CT for Sasobit was 14°C and 13°C, respectively. The Rediset showed a higher reduction of 15°C and 14°C in MT and CT, respectively. This can be attributed to the difference in mechanism associated with WMA additives for reducing the MT and CT. Unlike the EQ method, these results revealed that the method was sensitive to WMA additives and sources of binders. In addition, the production temperatures of polymer-modified binder were considered reasonable compared with the conventional EQ approach. Therefore, the method may be the best and most logical way to characterize the production temperature of WMA technology. To check the suitability of production temperature, validation is necessary. This study validated the method with the coating ability and compactibility test. The results of the validation are discussed in the next section.
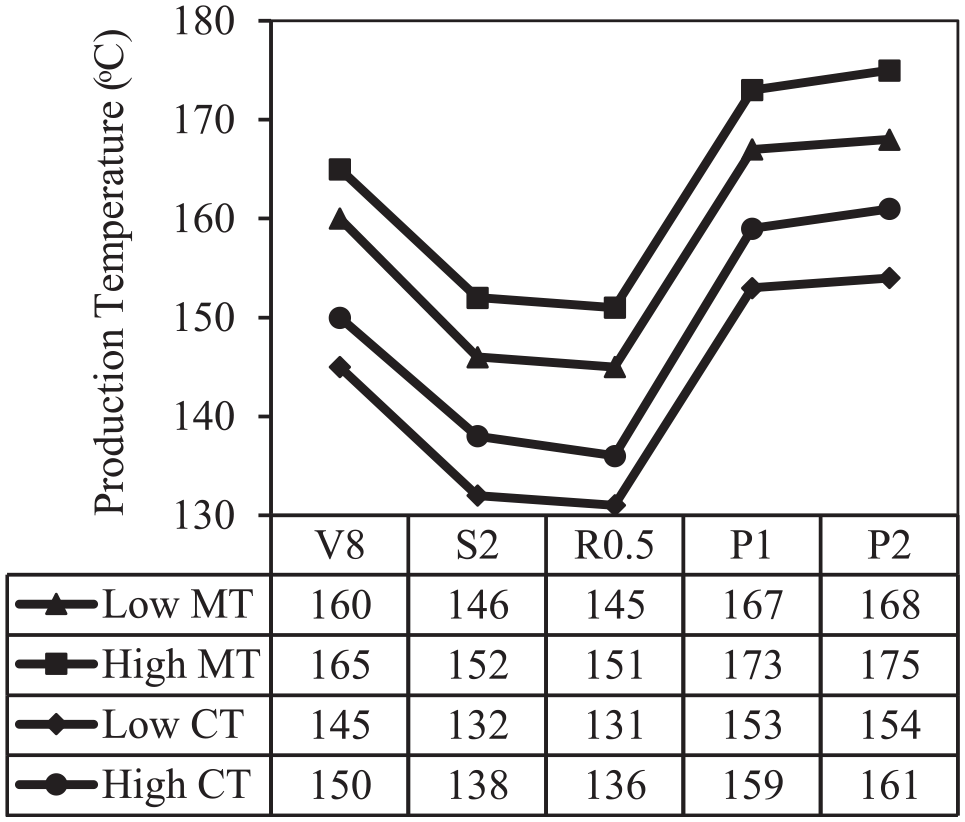
Ranges of production temperature determined using the tribological approach.
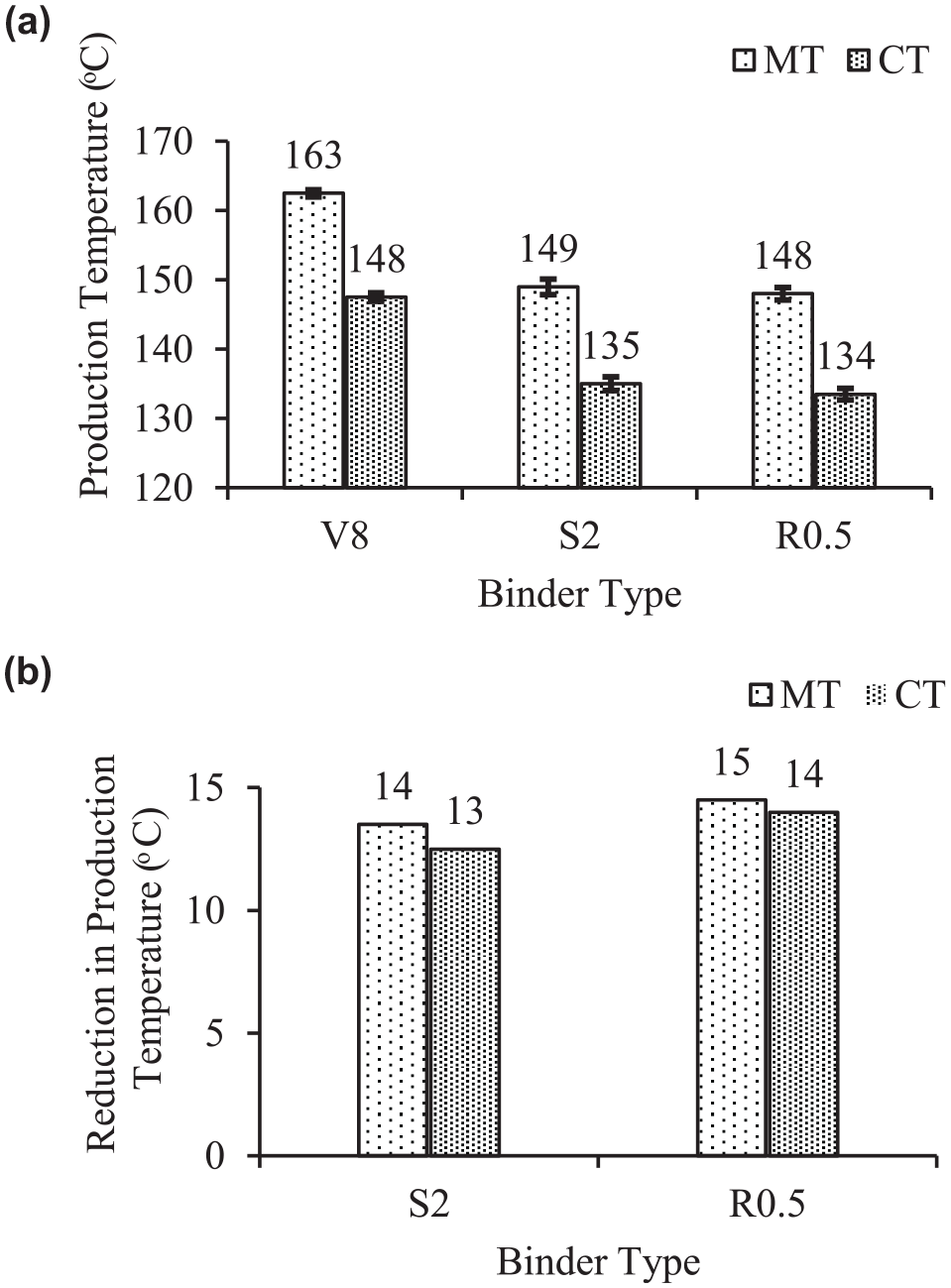
Production temperature using tribological approach: (a) average production temperature and (b) reduction in production temperature resulting from WMA additive.
Validation
The approach must be validated to check the suitability of MT and CT obtained from the tribology approach. In this study, the validation was carried out in two steps. First, the mixing temperatures were validated using a coating ability test. At the mixing temperature, the asphalt binder is expected to sufficiently coat the aggregate particles. Second, for the validation of CT, air voids of compacted mixtures were evaluated. This was done to ensure that appropriate density in the bituminous mixtures is obtained at the CT. Air voids in a compacted mixture were taken as an indicator of compactibility. In both validations, samples made with V8 were used as the reference for their corresponding warm mix and polymer-modified binder samples. The image analysis technique was used to check the coating ability, and the concept of air voids was used to check the compactibility. The detailed methodology for the validation of MT and CT can be found elsewhere ( 5 ). This study used a coating index (CI) for ensuring coating at mixing temperature. To better understand the effect of WMA, regardless of base asphalt binder and aggregate, the measured CI was normalized with respect to the CI of the base binder. This was done because the reference value CI changes for different binder and aggregate sources. The newly proposed parameter is defined as the “Normalized Coating Index (CIN).” For better compactibility, the air voids for both types of asphalt mixtures were calculated and compared for verification. To do this, asphalt mixes were prepared using the Marshall mix design according to Asphalt Institute specification (MS-2), utilizing bituminous concrete (BC) gradation with a nominal maximum size of aggregate of 19 mm, mentioned in MoRTH specifications.
Figure 8 shows the design aggregate gradation used in the study. The optimum binder content (OBC) was initially evaluated for samples prepared using V8, P1, and P2. The same OBC was used to prepare WMA samples for each base binder. A few studies have stated that WMA has a minor influence on the OBC and volumetric characteristics of asphalt mixtures. As the present study aims to evaluate the production temperatures of asphalt mixtures, the obtained OBC was used to prepare WMA and polymer-modified binder mixtures. Here, it should be noted that all the samples were prepared at the mixing and compaction temperatures obtained using the tribological approach, explained in the previous section. The summary of mix design results for utilizing BC with V8, P1, and P2 is presented in Table 3.
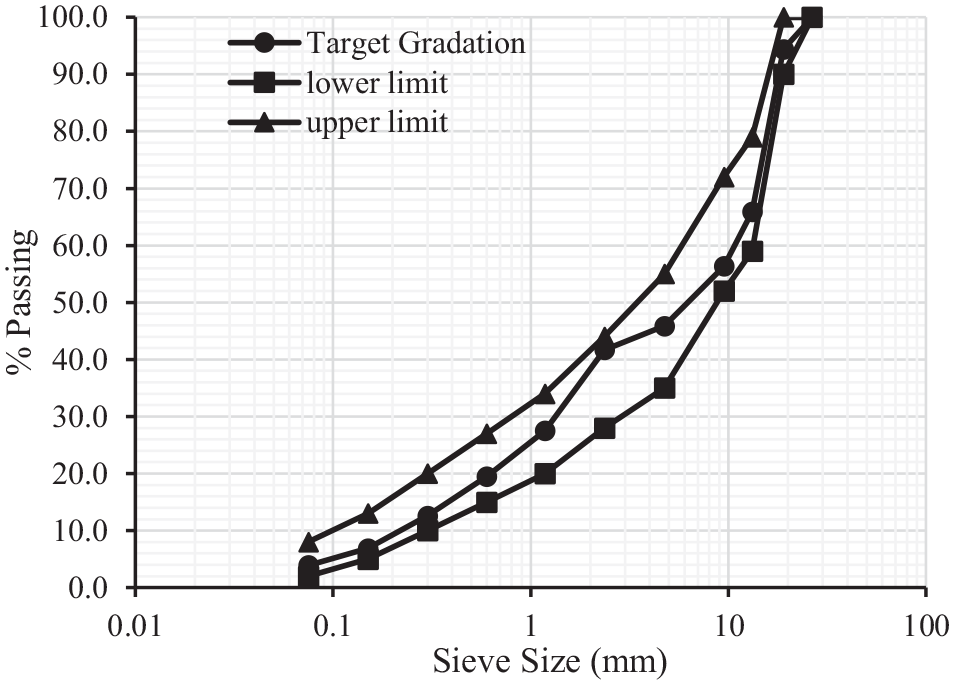
Aggregate gradation used in the study.
Summary of Mix Design
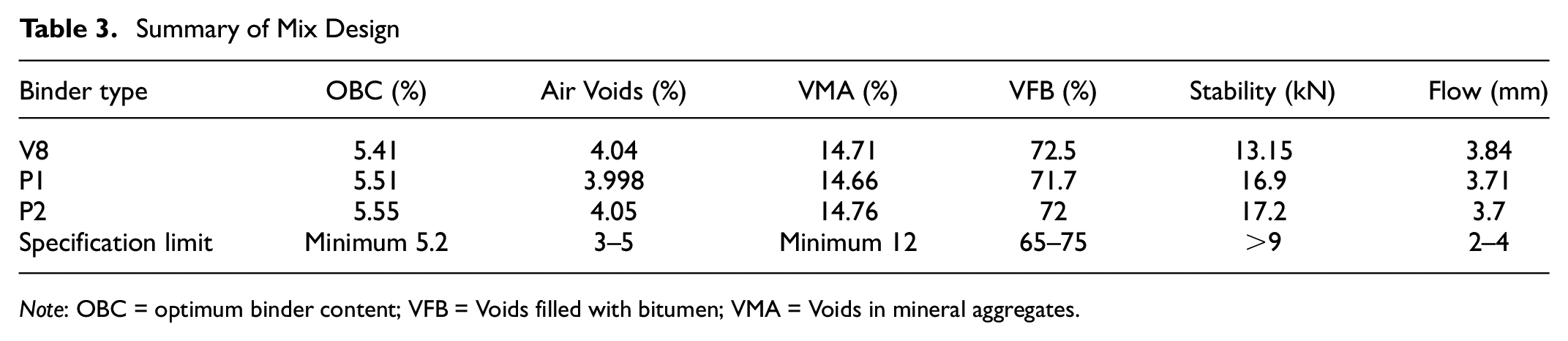
Note: OBC = optimum binder content; VFB = Voids filled with bitumen; VMA = Voids in mineral aggregates.
Figure 9, a and b, shows the value of normalized coating index (CIN) and air voids for all the mixtures with WMA and polymer-modified binders, respectively. Generally, an appropriate MT should lead to the proper coating of asphalt binder over the aggregates. The value of CIN for asphalt mix (with V8) was taken as unity to determine CIN for WMA and polymer-modified mixtures. A higher value of CIN indicates better coating. Although CIN increased with the increase in mixing temperature, the addition of WMA additives improved the coating ability of asphalt mixtures, even at reduced MTs. Similarly, the polymer-modified binders (P1 and P2) showed a similar coating to V8, indicating better binder coating over aggregates. The value of air voids in compacted asphalt mixture was used to validate the CT. As per the guidelines given by MoRTH, the reference air void range was taken as 3%–5% and shown in Figure 9b with the black dotted line. Figure 9b presents the average air voids of WMA and polymer-modified mixture compacted at the temperatures obtained through the tribological approach. The air voids for all the tested asphalt mixtures were within the specified range of MoRTH (i.e., 3%–5%). Results of compactibility revealed that the WMA and polymer-modified mixture showed a similar level of compactibility as that of V8. The coating ability and compactibility test results revealed that the MT and CT obtained from the tribological test were appropriate and reasonable.
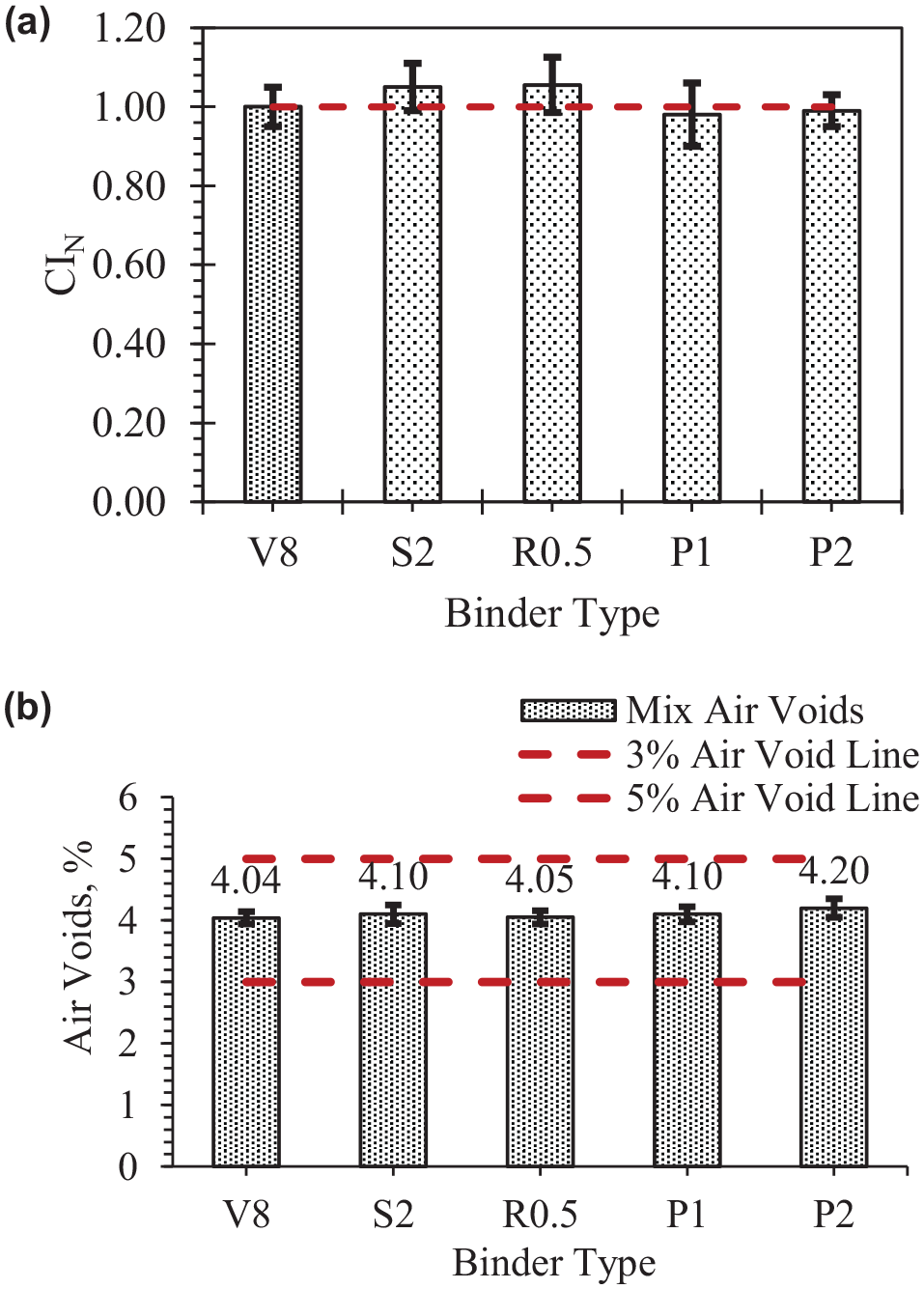
Validation for mixing temperature and compaction temperature: (a) normalized coating index and (b) air voids.
Conclusions
The Equi-viscous method resulted in a decrease in production temperatures for WMA binders that did not correspond to the realistic values generally taken into consideration. The same unrealistic results were obtained for polymer-modified binders. It was found that the equi-viscous approach was ineffective for estimating the MT and CT of WMA and polymer modified binders and is better suited for viscosity grade binders (such as V8).
A tribology-based approach was developed to overcome the issues of the EQ method. The normal load of 1 N and sliding speed of 0.3 m/s can be used to evaluate WMA technology’s effectiveness.
The addition of WMA additives reduces friction because of the lubricating action of the additives in asphalt binders. In contrast, polymer-modified binder showed the same lubricating behavior as V8 at higher temperatures.
CoF was found to be a function of various tribological parameters like normal load, sliding speed, and temperature. The CoF can be an effective tool for evaluating the production temperature of the asphalt binders.
A new criterion was proposed to estimate the production temperatures using tribological test. The temperature ranges corresponding to the CoF of 0.26 ± 0.021 and 0.33 ± 0.023 were proposed for assessing the mixing and compaction temperatures, respectively.
The tribological approach was sensitive to WMA additives and source of polymer-modified binders. Rediset showed the maximum reduction in MT and CT, followed by Sasobit and V8.
The MT and CT determined from the tribological approach were well validated with the coating and compactibility test. Tribology can be found to be an emerging tool for the assessment of WMA technology.
The present study focused only on the evaluation of production temperatures for warm mix modified asphalt binders using tribological approach. In this present state, the threshold proposed in this study requires field validation as soon as implementation is concerned. Therefore, there is need to conduct a performance study on the asphalt mixture in the field corresponding to their MT and CT values determined from tribological approach for better implementation of threshold values. Apart from this aspect, there is also a need to investigate the impact of various binder grades and their source on the tribological characterization of the asphalt binders, performed using a sliding speed of 0.3 m/s and normal load of 1 N. This could be one of the potential areas for future research.
Footnotes
Author Contributions
The authors confirm contribution to the paper as follows: Study conception and design: Wagh and Gupta; data collection: Wagh and Gupta; analysis and interpretation of results: Wagh and Gupta; draft manuscript preparation: Wagh and Gupta. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank the Science and Engineering Research Board (SERB), Department of Science and Technology (DST), India, for supporting the project (ECR/2018/000654). Authors would also like to acknowledge Dr. Nikhil Saboo (IIT Roorkee, India) for his support and guidance in this research. The authors also extend their thanks to GR Infraprojects Limited for supporting Road Research Laboratory at IIT (BHU), Varanasi.