
Abstract
Extreme thermal expansion–contraction cycles in cold regions can cause significant thermal stresses in asphalt mixtures and result in thermal cracking. The current study focuses on evaluating the in-situ thermal cracking resistance of pavement test sections made using highly elastic asphalt binders (HEBs) under extreme cold conditions. Four pavement test sections prepared with one control binder (PG 52-28) and three HEBs were constructed in Fairbanks, Alaska. The HEB mixtures were prepared using binders modified with 7.5% styrene-butadiene-styrene polymer and two softening agents, namely hydrolene oil (7%) and corn oil (7%, and 14%), respectively. Asphalt strain gauges (ASGs) and thermocouples were installed in the hot mix asphalt (HMA) layers to monitor field-induced thermal strains from August 2024 to July 2025. Daily and seasonal temperatures and respective HMA strain variations were recorded to understand the criticality of strain amplitudes under field conditions. Results showed that HMA mix temperatures were warmer throughout the monitoring period and exhibited a nonlinear relationship with ambient air temperatures. HMA mixtures exhibited positive tensile strains and negative compressive strains during the day–night thermal expansion–contraction cycles. HEBs showed higher strain recovery capacity during both summer and winter seasons because of their enhanced flexibility by softening agents. Interestingly, HEB mixtures showed higher and lower cyclic strain variations during winter and summer seasons, respectively. HEB mixtures exhibited higher coefficient of thermal expansion and contraction (CTE and CTC) values during winter, but lower CTE and CTC values during the summer season, respectively.
Introduction
Arctic and subarctic regions are subjected to extreme and repeated temperature variations throughout the year. Such temperature swings can induce thermal stresses in hot mix asphalt (HMA) layers. As asphalt is a viscoelastic material, the accumulation of thermal stress depends on the binder’s relaxation modulus and temperatures experienced during the summer and winter seasons ( 1 ). These daily and seasonal temperature variations produce cyclic expansion and contraction of asphalt mixtures, resulting in the progression of crack-initiating stresses in HMA layers. A continuous pattern of such phenomena will result in the formation of thermal cracking—an equally spaced series of cracks in a direction perpendicular to traffic movements (i.e., transverse cracks) ( 2 ). Thermal cracking has been a primary distress in cold regions for decades. In general, it is not only associated with high repair and maintenance costs but also reduces riding quality. In addition, infiltration of moisture through cracks can accelerate moisture damage and weaken the subgrade. Research has shown that the coupled effects of thermal fluctuations and traffic loads will shorten a pavement’s life significantly compared with traffic load-induced damage alone ( 2 ). Therefore, thermal cracking has been a focal point of research since the early 1960s ( 3 – 5 ).
Asphalt binder is one of the major factors that influence thermal cracking in flexible pavements ( 2 ). Selection of an appropriate asphalt binder type can mitigate the formation of low-temperature cracks and associated maintenance costs ( 6 ). Several highway agencies use soft binders to improve thermal cracking resistance in cold regions ( 7 ). However, unmodified soft binders may possess reduced stiffness at freezing temperatures but exhibit poor stress relaxation and elastic recovery behavior and may not be able to improve cracking resistance. Therefore, stiffness reduction alone may not ensure improved low-temperature cracking performance without stress relaxation properties ( 8 – 10 ). To address this limitation, researchers made efforts to develop modified asphalt binders that possess enhanced elasticity and can sustain severe thermal stresses under low-temperature conditions (7, 9– 13 ). Conventional modified asphalt binders typically contain 3 to 5% of styrene-butadiene-styrene (SBS) polymer; however, this may be inadequate to meet the thermal cracking performance requirements that are demanded by extreme cold regions such as Alaska, Canada, and northern United States (7, 9–12).
Recently, highly polymer-modified asphalt binders (HPMAs) have gained attention because of their superior resistance to both rutting and fatigue cracking ( 10 , 11, 14). These binders consisted of approximately 5%–10% SBS by weight of base binder and showed enhanced strain tolerance and fatigue life ( 10 , 14 ). However, the performance of SBS polymers may not be substantial enough to handle such low temperature that demands improved relaxation modulus along with flexibility properties. In a study conducted by Elwardany et al. ( 9 ), it was recommended that field validation of HPMA binders in cold climates is still needed. Moreover, storage stability and phase separation can occur at higher polymer contents if the polymer and the base binder are not compatible ( 15 – 17 ). However, recent studies have shown that the introduction of softening agents can improve polymer dispersion and minimize separation. For example, Revelli et al. ( 17 ) reported in their study that introducing softening agents into SBS-modified binders reduced separation index deviations, thereby enhancing the storage stability of polymer-modified binders.
Researchers have introduced highly elastic asphalt binders (HEBs) that possess both high SBS polymer dosage and softening agents ( 18 – 20 ) for use in cold regions. Additionally, Xie et al. ( 20 ) reported that the combination of high SBS content and softening agents could be a potential approach to enhance the thermal cracking resistance of mixtures. Further, Kabir et al. ( 18 ) prepared HEB mixtures (SBS + corn oil [CO]) and evaluated their low-temperature cracking resistance. The authors observed an improvement in the failure temperatures measured through the thermal stress restrained specimen test in comparison with their control mix. Similarly, other research studies were conducted on binders to improve low-temperature cracking through laboratory investigations ( 13 , 21 , 22 ). This research concluded that the incorporation of softening agents improves the fracture energy and enhances the low-temperature cracking resistance. From the perspective of cost–performance benefits, researchers performed a study and noticed that HEBs (PG 46-46) were found to be approximately 24% more expensive than conventional PG 52-28 binders on a material-cost basis ( 19 ). However, the study also reported the HEBs offer enhanced resistance against intermediate and low-temperature cracking, which indicates the potential for long-term performance benefits at cold regions compensating the higher initial material costs.
Although laboratory investigations provide a fundamental judgment on HMA performance, field investigations are essential to understanding the real-time performance of innovative asphalt materials. Assessing the field thermal cracking performance of HMA mixtures provides invaluable insights into the criticality of real-time strain magnitudes caused by extreme temperature fluctuations, especially in cold regions. Particularly, field evaluation of asphalt mixtures is crucial for understanding their capacity to accommodate thermally induced expansion and contraction strains. However, very limited literature is available on assessing the real-time performance of asphalt pavements against thermal cracking in cold regions. The Alaska Department of Transportation (AKDOT), along with the University of Alaska, collected PG 52-28 and other modified binders from both laboratory and construction projects ( 7 ). Their study revealed that polymer modification significantly outperformed conventional binders’ performance. DeCarlo et al. ( 22 ) constructed pavement test sections in New Hampshire to investigate the impact of solid polymers. The study concluded that HMA mixtures prepared with 7.5% polymer were found to be most cost effective with improved fatigue performance. However, these studies did not include real-time strain data measurements of strain induced in asphalt layers as a result of daily and seasonal variations of temperatures. Based on these research gaps, the current study emphasizes the performance of continuous, real-time monitoring of field strain in the full-scale HMA pavement sections constructed with HEBs at Fairbanks, Alaska. It should be noted that the current study investigates the influence of highly elastic binders on mixture performance rather than developing a mixture design framework, as the aggregate gradation and mixture design parameters were maintained consistent across all sections. The findings of this study can provide valuable insights into the in-situ thermal behavior of HEB mixtures under extreme climate conditions at cold regions.
Research Goal and Objectives
Further developing prior laboratory investigations conducted to assess rutting, fatigue cracking, and thermal cracking resistance of HEBs ( 18 –19, 23), the current study focuses on evaluating the in-situ thermal cracking resistance of pavement test sections comprising HEB mixtures under extreme cold climatic conditions in Fairbanks, Alaska. This study aims to quantify the impact of temperature fluctuations on the thermal-induced strains in HMA layers and assess the improved thermal cracking resistance of HEB mixtures as compared with conventional HMA mixtures typically used in Alaska. The study was designed to achieve the following specific objectives:
Produce HEBs at a large scale using performance grade (PG) 52-28 base binder modified with 7.5% SBS polymer by weight of base binder and varying types/dosages of softening agents (hydrolene oil [HO] and CO),
Construct and instrument four full-scale asphalt pavement test sections using one control PG 52-28 section and three HEB asphalt mixtures prepared using highly elastic binders at Fairbanks, Alaska,
Monitor and analyze field temperature and strain data using embedded thermocouples and asphalt strain gauges to evaluate the thermal response of HEBs over winter and summer seasons, and,
Assess the thermal stability and thermally induced strain behavior of HEB mixtures and compare with the control mix under ambient and sub-zero temperatures.
Materials
Four asphalt binders (one control and three HEBs) were selected based on their performance during laboratory investigations ( 19 ). The PG 52-28 binder, common in Alaska (LTPP Bind), was selected as a control binder to produce HEBs. SBS D0243 served as primary modifier, whereas CO and HO were used as softening agents. The three HEBs were produced using 7.5% SBS polymer (by weight of base binder) combined with 7% HO, 7% CO, and 14% CO (by weight of SBS-modified binder). These binders represented the best-performing formulations identified in the previous study ( 19 ). Tables 1 and 2 (adapted from Al Issa et al. 2025 [ 19 ]) present the key physical and chemical properties of the HO (paraffinic oil) and CO (bio-oil) used in this study.
Properties of Paraffinic Oil (Al Issa et al. 2025 [ 19 ])
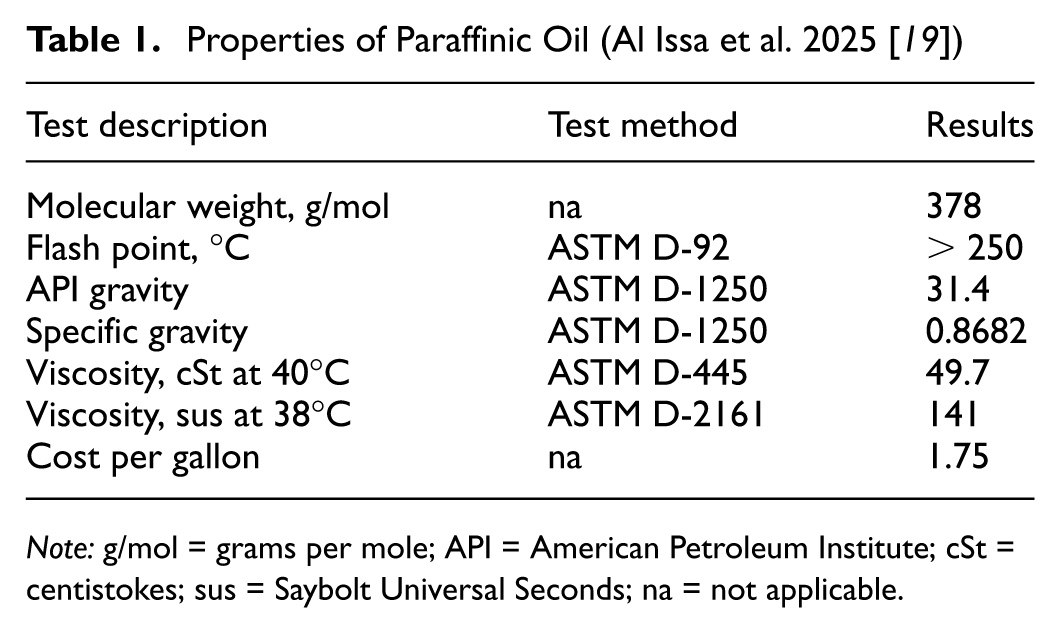
Note: g/mol = grams per mole; API = American Petroleum Institute; cSt = centistokes; sus = Saybolt Universal Seconds; na = not applicable.
Properties of Bio-Oil (Al Issa et al. 2025 [ 19 ])
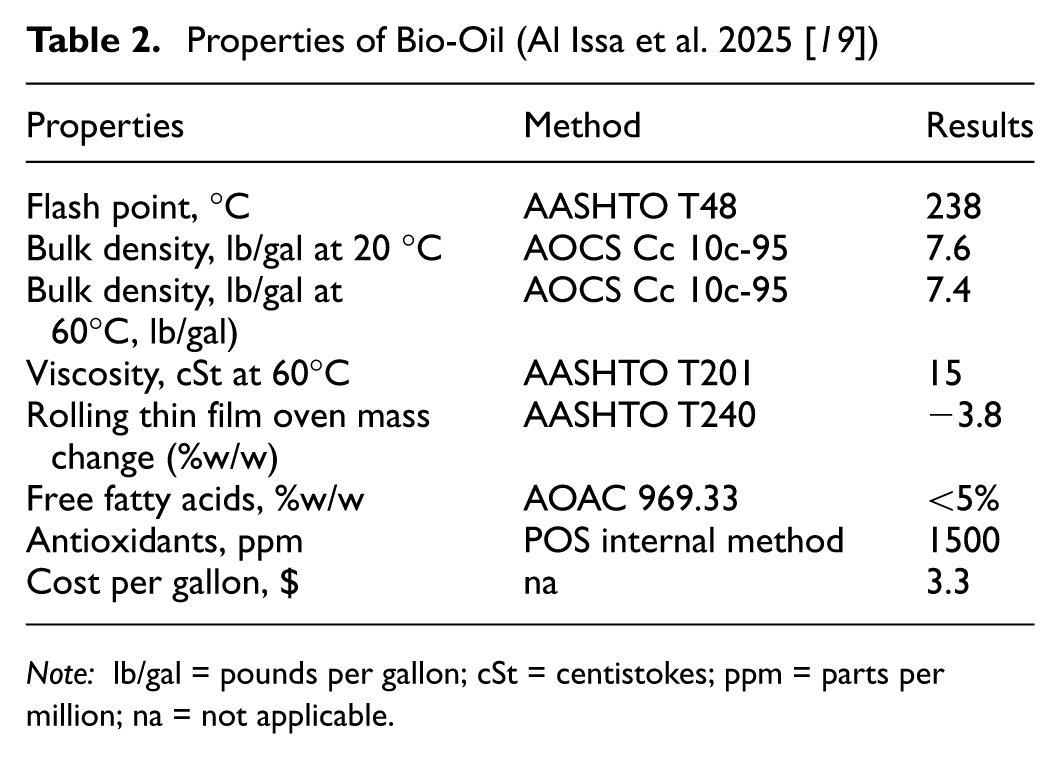
Note: lb/gal = pounds per gallon; cSt = centistokes; ppm = parts per million; na = not applicable.
The high PG and low PG of the control binder and HEBs are presented in Figure 1. These tests were performed to verify the blending conditions at the polymer-modified asphalt plant and ensure the binders meet the PGs of laboratory-produced HEBs. Furthermore, design mixing and compaction temperatures of HEBs were determined through the dynamic shear rheometer phase angle method in the laboratory, as per NCHRP 648 ( 24 ).
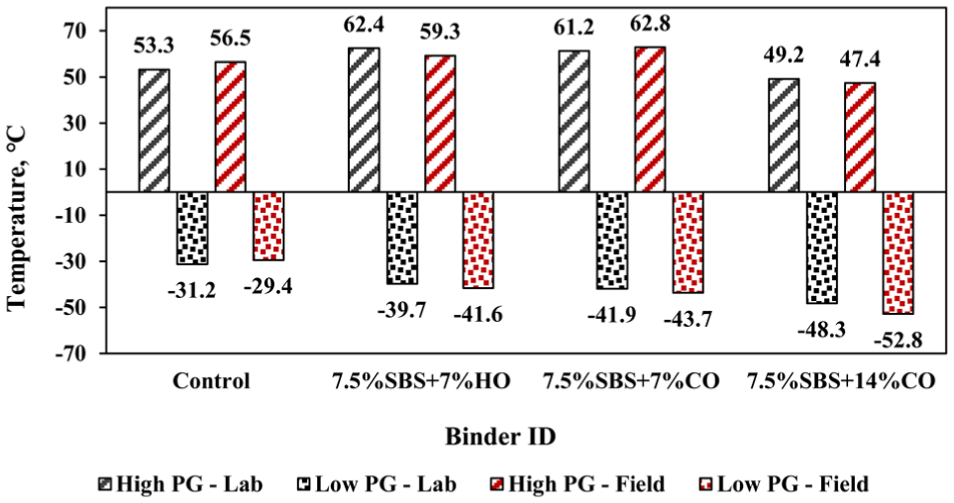
Continuous high performance grade (PG) and low PG of laboratory and plant-produced binders.
A 12.5 mm nominal maximum aggregate size Type-II aggregate gradation recommended by the Unified Facilities Guide Specifications (UFGS 32 12 16.16) was used to produce asphalt mixtures, as shown in Figure 2. All mixtures were prepared using virgin materials with no Recycled Asphalt Pavement (RAP) material incorporated. All the four HMA mixtures were designed using the Marshall mix design method at fifty blows per side, and the curves represent the job mix formulas for each mixture. The aggregate structure and volumetric design parameters were kept consistent across all mixtures to capture the influence of binder modification on thermal performance.
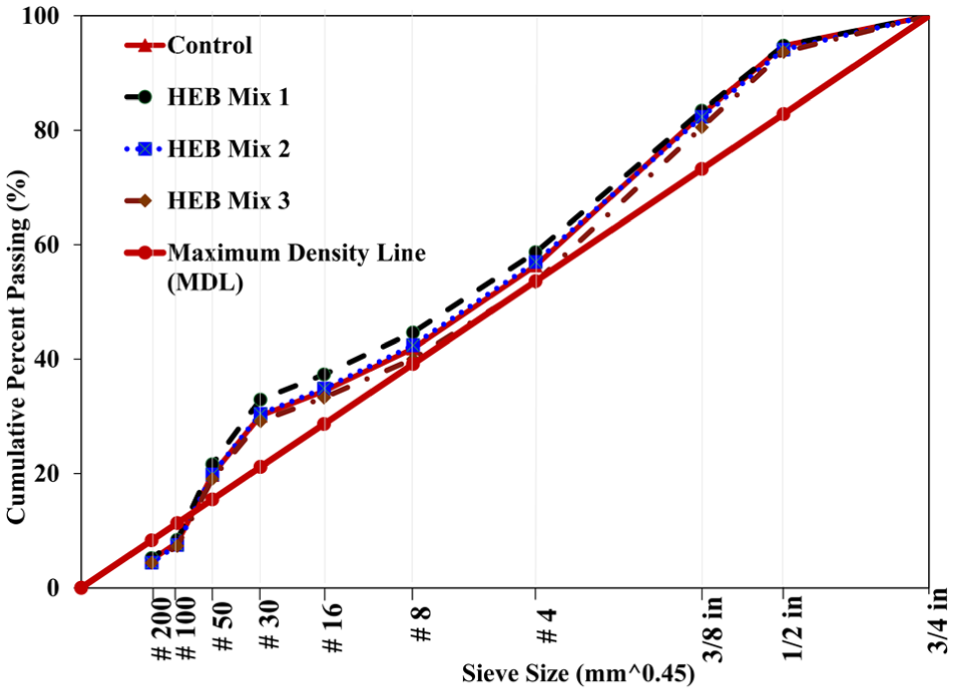
Unified Facilities Guide Specifications Type II aggregate gradation adopted in the study.
Minor differences among the gradation curves resulted from plant production adjustments, but the target gradation was consistent across all mixtures. Those HMA mixtures were designated as Control (PG 52-28), HEB Mix-1 (7.5% SBS + 7% HO), HEB Mix-2 (7.5% SBS + 7% CO), and HEB Mix-3 (7.5% SBS + 14% CO). The mix design binder contents were found to be 5.3% for control, HEB Mix-1, and HEB Mix-2, whereas 5.0% for HEB Mix-3.
Construction of Pavement Test Sections
Production of HEBs in Fairbanks
The preparation of HEBs was performed as two stages:
1. Production of approximately 29 tons of HPMA binder with 7.5% SBS dosage.
2. Blending the SBS-modified binder with one of the softening agents based on the weight of asphalt binder for a period of at least 45 min.
The plant blending process simulated the blending process adopted at the lab scale during the previous study ( 19 ), with some modifications to accommodate binder production at a larger scale. Initially, SBS polymer was milled into powder form and blended with the PG 52-28 binder at a temperature of 191°C for 8 h at a shear speed of 3,600 rpm. This step ensured proper distribution of SBS polymer and a more efficient blending process. Once the polymer was dispersed and melted completely, sulfur was added by 0.1% of SBS w/w into the HPMA binder and blended at the same temperature for 36 h at a shear speed of 600 rpm. The softening agents were blended with HPMA binder during the production and placement of HMA mixtures. The weights of trucks were recorded during the following stages: (1) empty truck; (2) truck with 7.5%SBS binder; (3) truck with softening agents. The softening agents were added into trucks based on the weight of 7.5% SBS binder and were mixed through circulation pumping. A pictorial illustration of adding the softening agents is presented in Figure 3.
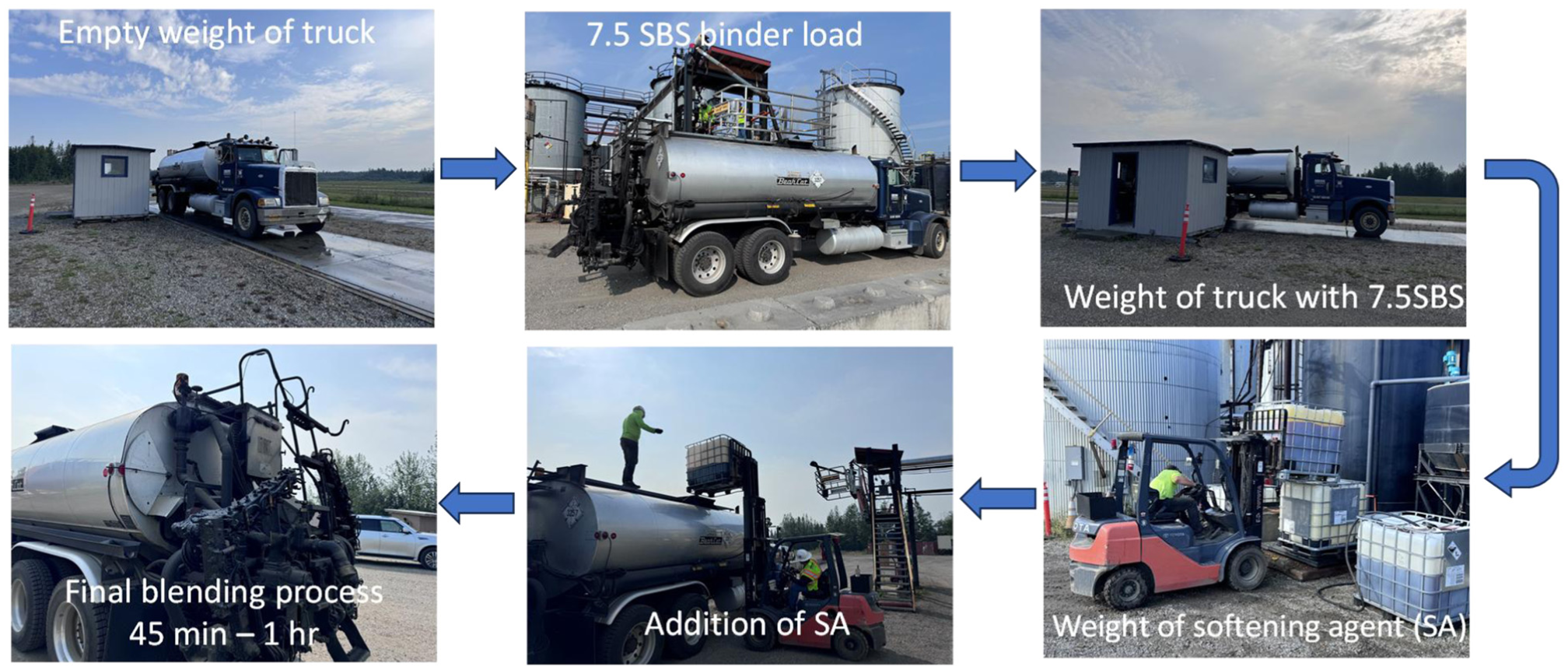
Schematic illustration of blending softening agents into highly polymer-modified asphalt binder.
Construction Layout
Four pavement test sections of 184 ft long and 12 ft wide were constructed on an existing granular embankment (base layer) at Cold Regions Research and Engineering Laboratory (ERDC-CRREL) Farmers Loop Permafrost Experiment Station (FLPES) in Fairbanks, Alaska (Figure 4). An HMA layer thickness of 3 in. was designed for all test sections using PCASE software. It is important to note that these pavements were constructed to evaluate the thermal cracking resistance offered by HEB mixtures in absence of any traffic loads. The top 5 in. of 40 in.-thick embankment was initially graded, levelled, and compacted to ensure it was flat and free of uneven surfaces. The nuclear density gauge (NDG) test results showed that the density of granular embankment was within 95% of its maximum dry density of 144.4 pcf. Further, the dynamic cone penetrometer test performed on granular embankment showed California bearing ratio values between 25% and 37% at a depth of 12 in., confirming the adequate structural capacity of embankment.
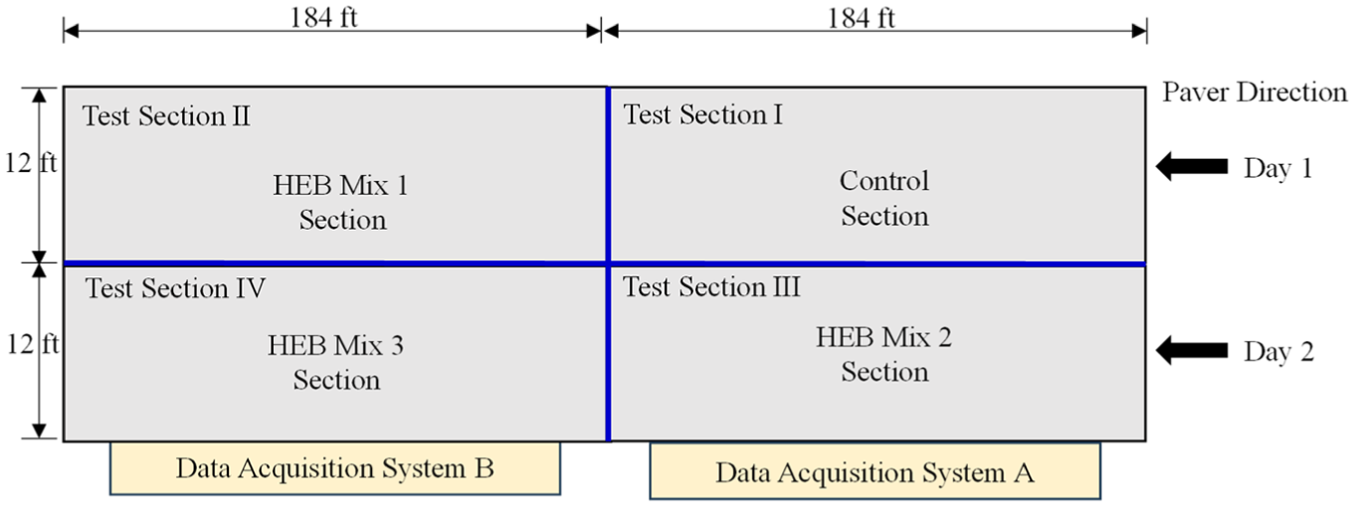
Schematic representation of construction layout.
Instrumentation and Prime Coat Application
The pavement test sections consisted of thermocouples and H-Type asphalt strain gauges (ASGs) to record the temperatures and strains induced in asphalt layers (Figure 5). Each pavement section comprises six thermocouples (single location) in the granular embankment and three in the HMA layer (two locations) of each test strip. These sensors monitored the daily and seasonal temperature fluctuations in HMA layers.
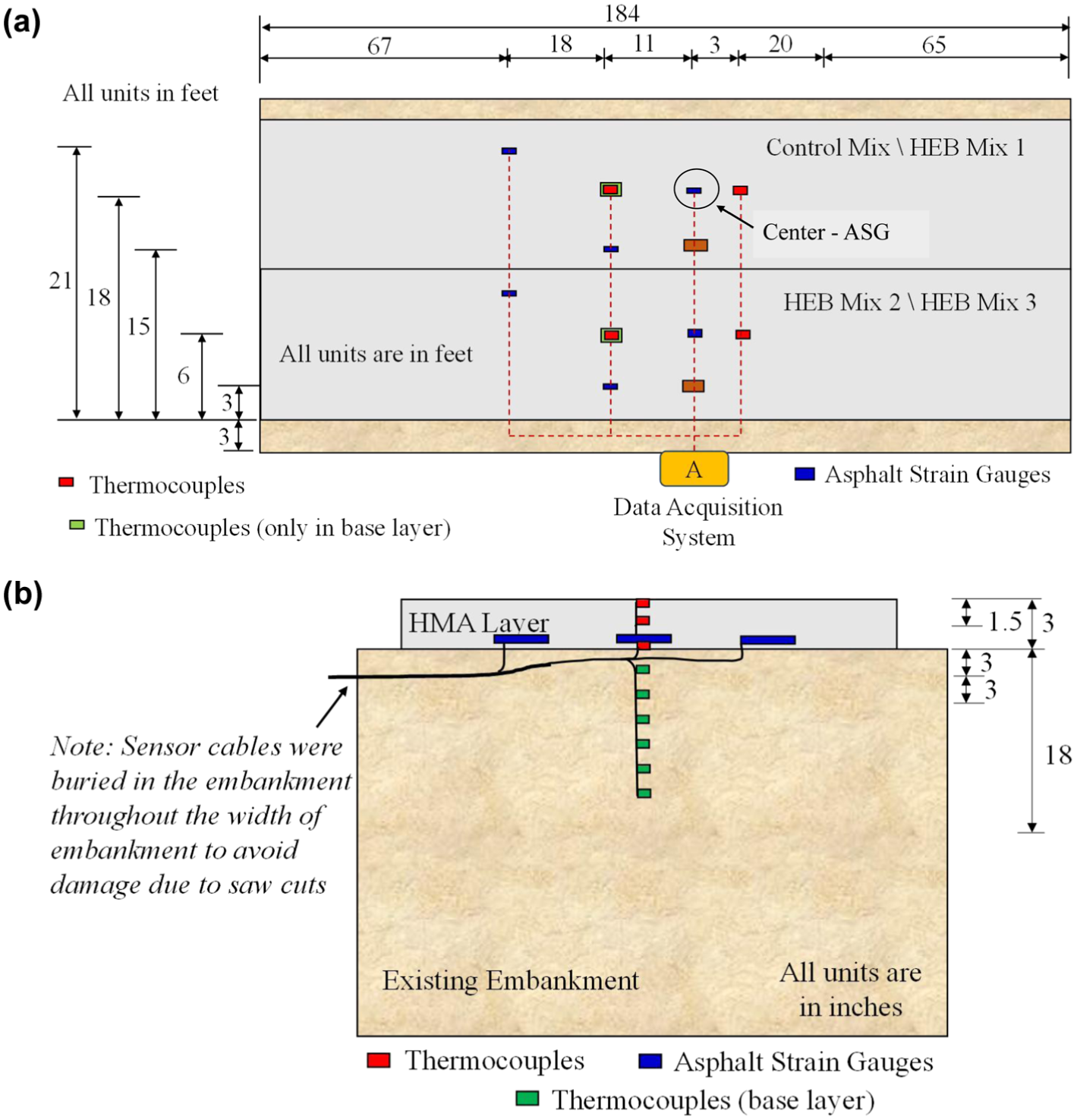
Instrumentation plan: (a) elevation view of sensors layout and (b) cross-sectional view of sensor.
Each pavement section had four ASGs that were placed near the bottom of the asphalt layer (2 in. from top) in both longitudinal and transverse directions at various locations as illustrated in Figure 5. Three longitudinal ASGs were placed near edge, center, and near saw-cuts, whereas the one transverse ASG was placed at the right wheel path as shown in Figure 5. These ASGs measured the longitudinal and transverse strain responses in HMA layer caused by temperature variations. Saw cuts were made to isolate and ensure independent response of each pavement section. As shown in Figure 6, all the sensor cables were buried in the embankment to avoid any damage during the saw cut process. Once all the sensors were placed at designated locations, CSS-1 prime coat was applied to improve the adhesion between the embankment and HMA layers (Figure 6).

Sensor installation and prime coat application.
Production and Placement of HEB Asphalt Mixtures
The construction schedule was divided into two days with two asphalt mixtures being produced each day. The softening agents were added and blended to HPMA binder on the same day of construction. After production at the asphalt plant, the HEBs were transported to the HMA plant for production of asphalt mixtures. Control mix and HEB Mix-1 were produced on day-1 followed by HEB Mix-2 and HEB Mix-3 on day 2. This schedule was planned for production of HEBs and asphalt mixtures efficiently. Haul time was around 40 min from the HMA plant (North pole, Alaska) to the construction site (Fairbanks, Alaska).
Temperatures of asphalt mixtures were recorded at different stages as shown in Figure 7. Mixing temperatures of HEB asphalt mixtures were found to be in the range of 168°C–172°C compared with control mix (149°C). A similar trend was noticed where HEB mixtures required higher compaction temperatures because of the presence of high SBS polymer dosage (7.5%). Overall, the field mixing and compaction temperatures of all four mixtures were found close to design temperatures. During compaction, specifically, control mix, and HEB Mix-1, required ten roller passes whereas HEB Mix-2, and HEB Mix-3 required eight and seven passes, respectively, to reach 7% target air voids. At the end of compaction, in-situ air voids of all mixtures were observed to be lower than the 7% target air voids (Figure 8). The control mix achieved 6% air voids, whereas HEB Mix-1, HEB Mix-2, and HEB Mix-3 reached air voids of 6.6%, 5.6%, and 5.3%, respectively.
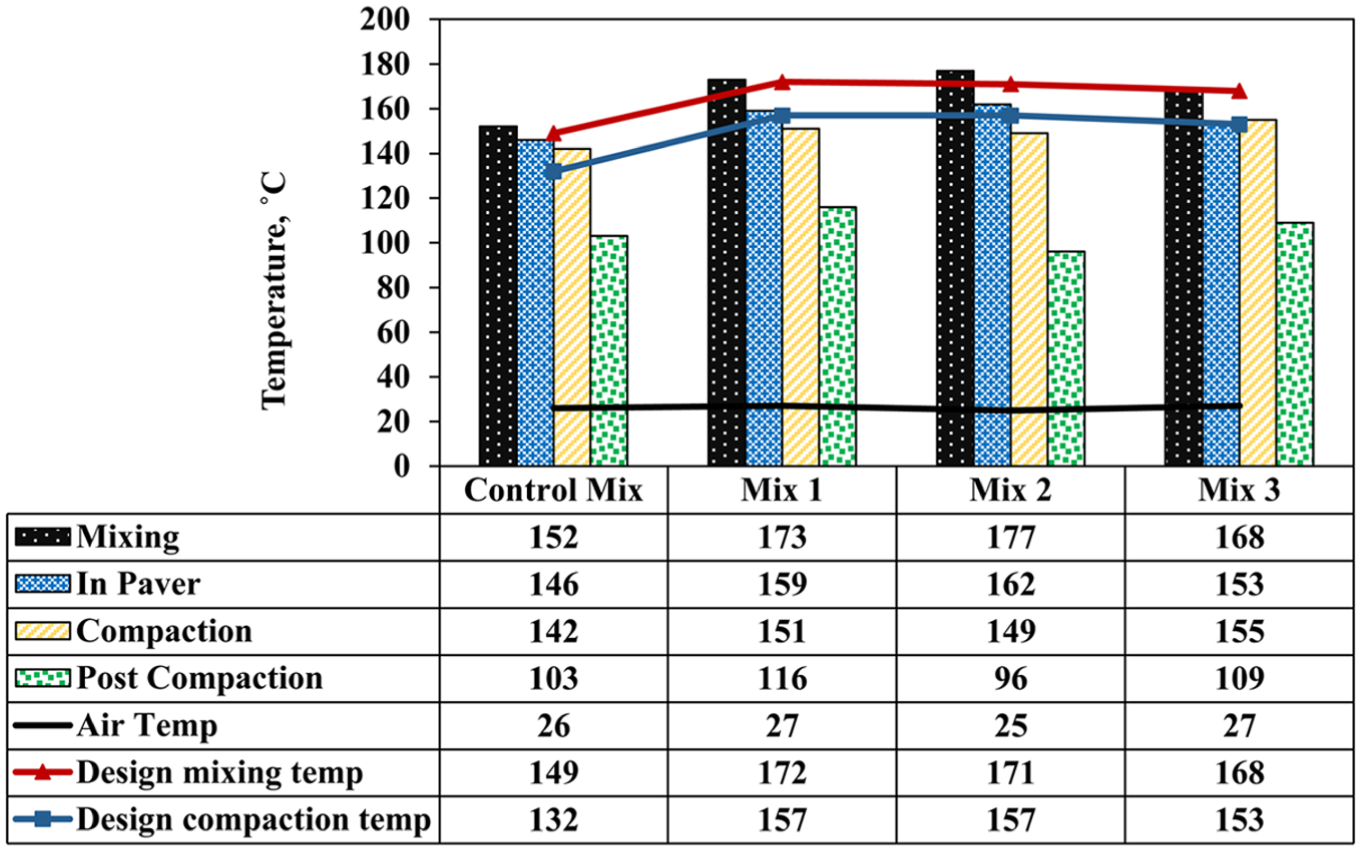
Recorded temperatures of hot mix asphalt mix at different stages.
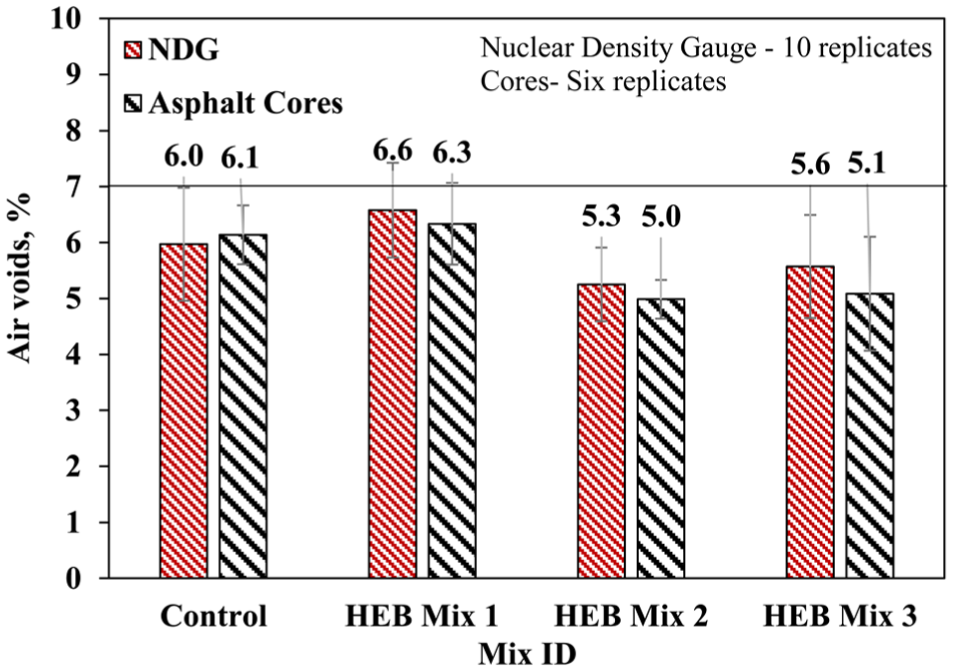
Air voids of extracted asphalt cores.
In parallel, quality assurance/quality control was conducted at the HMA plant on the day of construction as presented in Table 3. Out of all mixtures, HEB Mix-1 was found to possess lower binder content (4.85%) and higher design air voids (5.6%). It should be noted that binder content in HEB Mix 1 was approximately 0.5% lower than that of HEB Mix 2 as a result of production and mixture optimization limitations. Differences in binder content may influence volumetric properties, stiffness, and cracking resistance. Therefore, comparisons between HEB mixtures are interpreted considering the potential combined effects of both binder formulation and binder content.
Quality Assurance Results of Control and HEB Mixtures
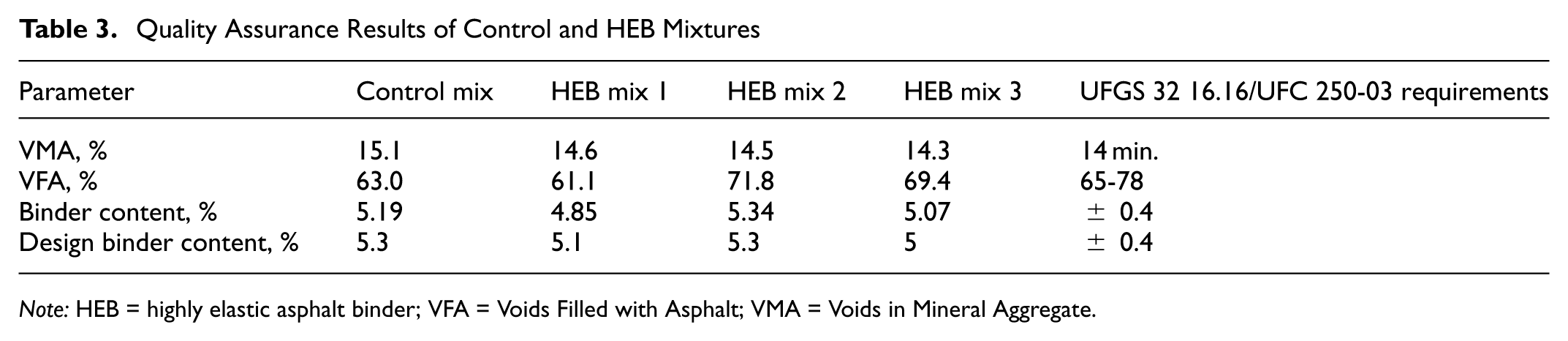
Note: HEB = highly elastic asphalt binder; VFA = Voids Filled with Asphalt; VMA = Voids in Mineral Aggregate.
Saw Cuts and Asphalt Core Extraction
Once the asphalt pavements reached ambient temperature, single-pass saw cuts measuring 2 mm wide and 50 mm deep downward saw cuts were made along longitudinal and transverse directions. A saw cut was made transversely at 184 ft to divide sections. A longitudinal cut was done at 15 ft. These cuts were intended to isolate HMA layers and let them respond independently to temperatures and prevent transfer of thermal stresses and strains between test sections. These saw cuts were filled with hot-pour sealants that conform to ASTM D6990 Type IV specifications. In parallel, a total of six asphalt cores were extracted from each test section, and those core voids were backfilled with a maintenance HMA mix that meets AKDOT specifications. The air voids of these cores were measured in the laboratory and are presented in Figure 8, with error bars indicating the standard deviation of the measurements. As noticed, the air voids measured through NDG and asphalt cores were similar for HEB Mix-1 and Mix 3, reaching an average of 5% to 5.6%, respectively. These data suggest better compactability characteristics of HEB mixtures as a result of the presence of softening agents. HEB Mix-1 exhibited slightly higher air voids of 6.5 % compared with the other HEB mixtures, likely because of its lower binder content.
Laboratory Investigations
Disc-Shaped Compact Tension Test on Plant-Produced HEB Mixtures
The low-temperature cracking resistance of the control and HEB mixtures was assessed using the disc-shaped compact tension (DCT) test at a temperature of -36°C (softest mix low PG + 10°C). Loose mixtures collected during the full-scale construction were used to produce three replicates of each mix. Mixtures in buckets were reheated for at least 2 h until the mixes reached their respective compaction temperatures. Once mixes reached the required temperatures, they were compacted and cut to test dimensions, as per ASTM D7313-20. As shown in Figure 9a crack initiation occurred for the control mix at a much lower tensile load of 3.3 kN. In parallel, HEB mixtures were able to sustain higher loads before failure at low temperatures, reaching a failure tensile load ranging from 4.4 to 5.3 kN. HEB Mix-2 showed a maximum tensile load of 5.33 kN and tensile strength of 1225.8 kN/m2. The crack mouth opening displacement (CMOD) at failure was noted to be 0.06, 0.14, 0.17, and 0.21 mm for control mix, HEB Mix-1, HEB Mix-2, and HEB Mix-3, respectively. Thus, although the HEBs exhibited higher pre-peak stiffness (higher load at the same CMOD), they also showed greater post-peak deformation capacity (i.e., higher ductility). Notably, at a CMOD of 0.06 mm, the control mix reached failure, whereas the HEB mixtures reached only around 60%–70% of their respective peak loads.
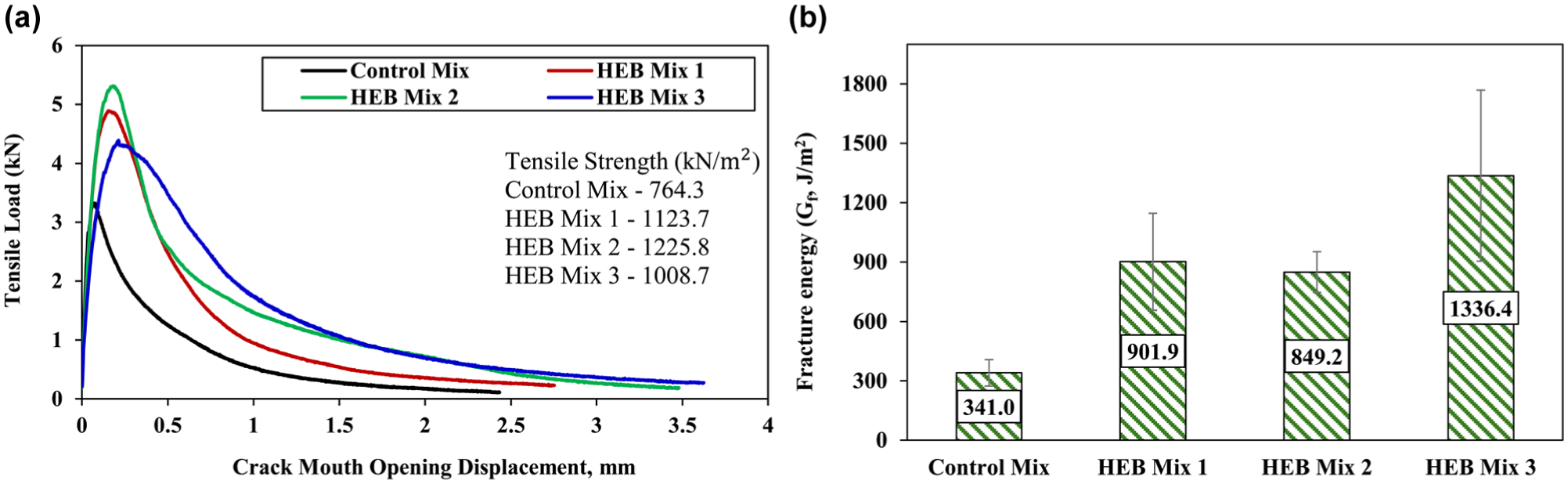
(a) Load versus CMOD of control and HEB asphalt mixtures and (b) fracture energy of asphalt mixtures at −36°C.
Additionally, the area under the CMOD versus the tensile load was used to calculate fracture energy (Gf), which is shown in Figure 9b. Fracture energy was substantially higher for all HEB mixtures, indicating greater crack-propagation resistance (toughness) and post-cracking ductility at low temperature. The control mix (PG 52-28) showed a fracture energy of 341 J/m2, whereas HEB mixtures ranged from 849 J/m2 to 1,336 J/m2. Considering these results, HEB mixtures were found to be more strain tolerant and may sustain larger deformations without undergoing brittle failures. Higher tensile strengths noticed from pre-peak stiffness accompanied with larger CMOD values at failure and substantially higher fracture energy together demonstrate the enhanced thermal cracking resistance. These metrics clearly highlight improved toughness and ductility of HEB mixtures at low temperatures.
Performance Monitoring and Evaluation
Control and HEB pavement test sections are currently being exposed to harsh environmental conditions, since August 22, 2024, as a part of monitoring the field performance. Thermocouples and ASGs recorded continuous readings of the temperature fluctuations and the corresponding asphalt strain readings through two data loggers. Temperatures, longitudinal strain, and transverse strain data were collected and stored every 30 min from August 22, 2024, to May 20, 2025, via remote access from the construction site. In addition, snow depth data between July 2024 and May 2025 were extracted from the National Center for Environmental Information–NOAA website ( 25 ). For brevity purposes, this paper discusses the longitudinal strains and temperature data measured at the center portion of the asphalt layer until July 1, 2025.
The variations in HMA layer movements were captured using the ASGs placed in longitudinal direction of pavement. In general, ASGs placed in longitudinal direction can capture the strains that are associated with crack initiation in a transverse direction (thermal cracking). As discussed earlier, each pavement test section comprises three longitudinal ASGs placed at three locations—near edge, at center, and near saw cuts of pavement (Figure 5). This arrangement can help us to understand the impact of different boundary conditions on the thermal strains of HMA layers.
Figure 10 presents the schematic representation of thermal crack formation attributable to the development of tensile stresses formed by the thermal contractions in an HMA layer. When the HMA layer experiences low temperatures, the HMA layer contracts and develops tensile stresses at weaker zones, thereby resulting in the formation of thermal cracking in the layer.
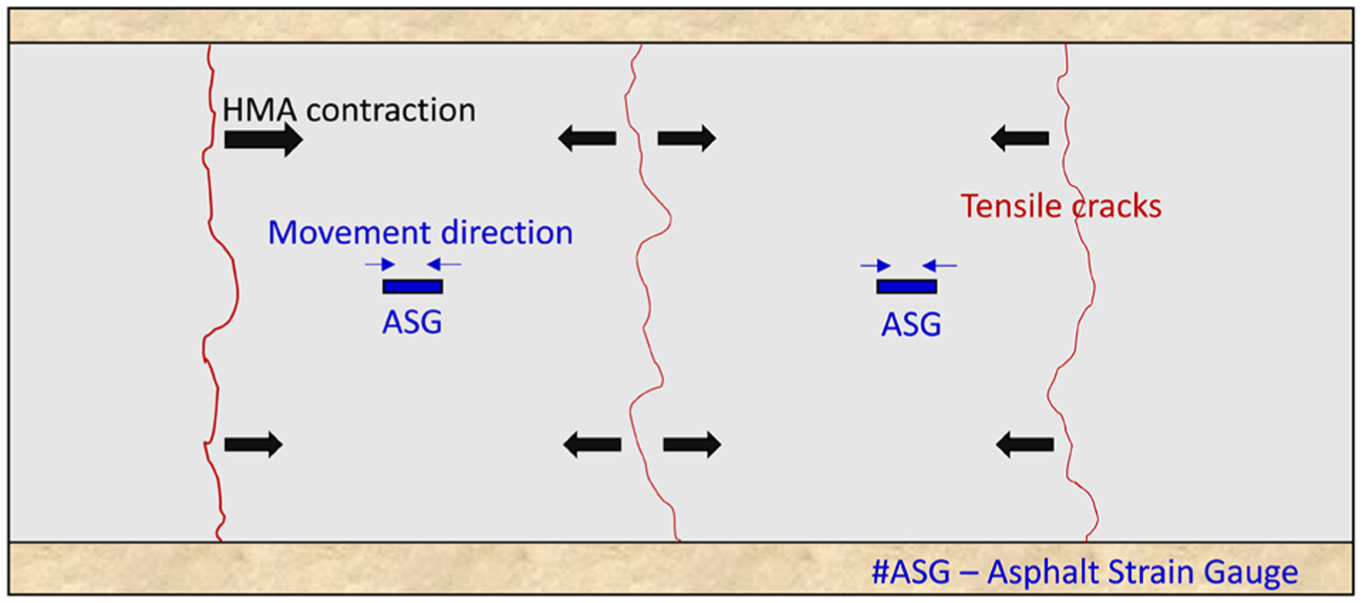
Schematic illustration for the formation of thermal cracks.
Cyclic Temperature and Strain Differentials
The temperature differentials occurring in a 24 h period represent the daily thermal loading on pavements. This cyclic temperature differential (CTD) parameter calculated as the difference between the maximum and minimum temperature in a 24 h period provides crucial insights into the thermal fatigue phenomenon experienced by pavements in extreme cold regions such as Fairbanks, Alaska.
Further, daily cyclic strain differentials (CSD) were calculated to assess the daily thermal strain variations induced by temperature changes. CSD is defined as the difference between maximum and minimum strains experienced by the HMA layer in a 24 h period ( 2 ). These values emphasize the long-term durability of asphalt mixtures, as they reflect daily strain movements that, if excessive, could induce crack initiation and progression over time. Asphalt mixtures with lower CSD values imply lower temperature sensitivity and better thermal stability. Maximum and minimum strains recorded in each ASG of all four pavement sections were utilized to calculate the CSD values. Figure 11 presents the schematic representation of CTD and CSD determined in this study. It should be noted that positive tensile strain values represent thermal expansion during the day, whereas negative compressive strain values represent contraction of the asphalt layer during the night as measured by the strain gauges. The reported values reflect measured strain response, and not the thermal stress state of the restrained pavement layer.
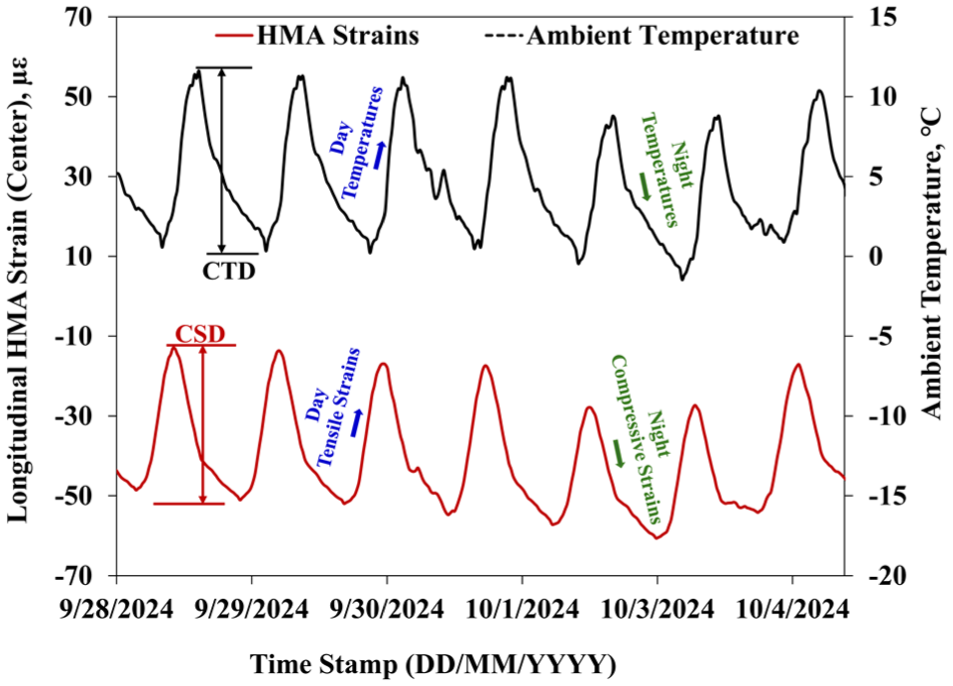
Cyclic temperatures and strains in hot mix asphalt (HMA) layers.
Coefficient of Thermal Contraction and Expansion
The coefficient of thermal contraction (CTC) and coefficient of thermal expansion (CTE) parameters are defined as the unit change in dimensions of asphalt material per unit change in temperature during the heating and cooling process, respectively (26, 27) (Equation 1). The Mechanistic-Empirical Pavement Design Guide utilizes the CTC parameter as an input to assess the low-temperature cracking of various asphalt pavements ( 28 ). The monitoring period of this study covers a total of 314 days and spans different seasons with wide temperature range. The first 20 days with the highest thermal gradients in winter season (mid-October 2024 to mid-March 2025) and summer season (mid-April to June end 2025) were considered to determine CTE and CTC values. The exact times at which the thermal expansion–contraction phases occur were extracted for all the selected days. The lowest and highest points of temperatures and respective strains were used to determine CTE values during the thermal expansion phase (Figure 12). In parallel, the highest and lowest points of temperatures and strains observed during the cooling phase were used to determine CTC values (Figure 12). It is worth noting that the occurrence of thermal expansion–contraction cycles was found to vary throughout the monitoring period.

where Δε is the change in strain, and Δt is the change in temperature during the expansion/contraction phase.
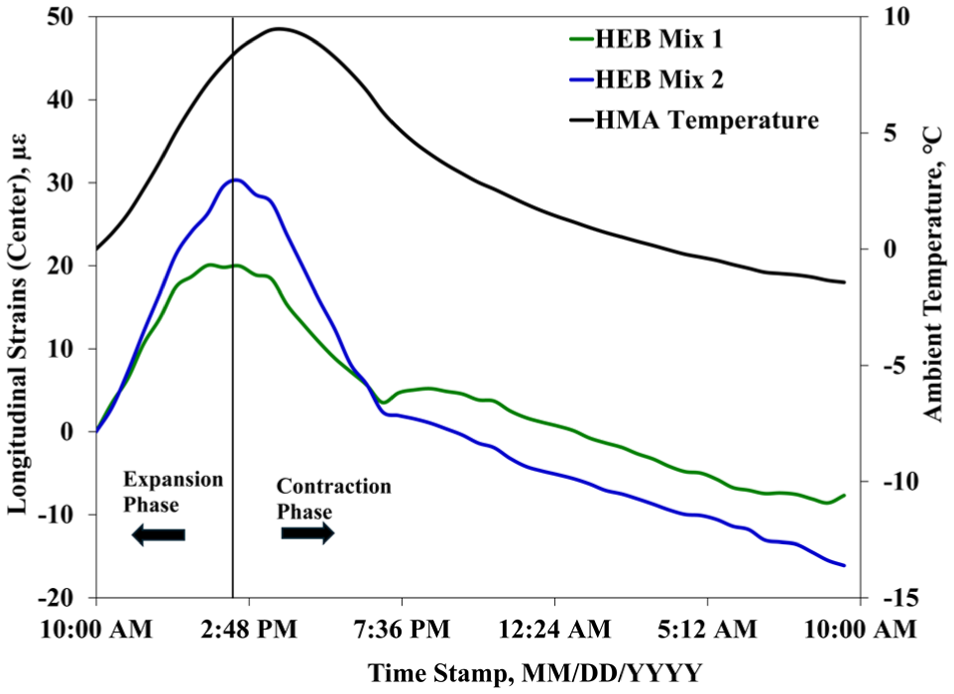
Thermal expansion and contraction in HMA layers for 24 h.
The CTE/CTC values reported in this study show apparent field coefficients derived from strain–temperature relations under restrained pavement conditions, where the asphalt layer in the field is structurally constrained by the base layer and surrounding materials, unlike laboratory measurements conducted under friction-free conditions. Therefore, these values show how the pavement behaves in the field, not the material property measured under laboratory conditions.
Evaluation of Field Performance
Field Temperature Fluctuations in Fairbanks, Alaska
The ambient and pavement temperatures followed a consistent pattern with daily cycles, as shown in Figure 13a. During the day and nighttime, HMA layers absorbed and released heat, and as a result, their temperatures remained much warmer than the ambient air during nighttime. Figure 13b presents the ambient temperature fluctuations and those experienced by the four HMA layers of each test strip at a depth of 2 in. Severe and rapid variations in ambient temperatures can be noticed throughout the monitoring period. The timeframe of the data involved the temperatures during fall, winter, spring, and early summer seasons.
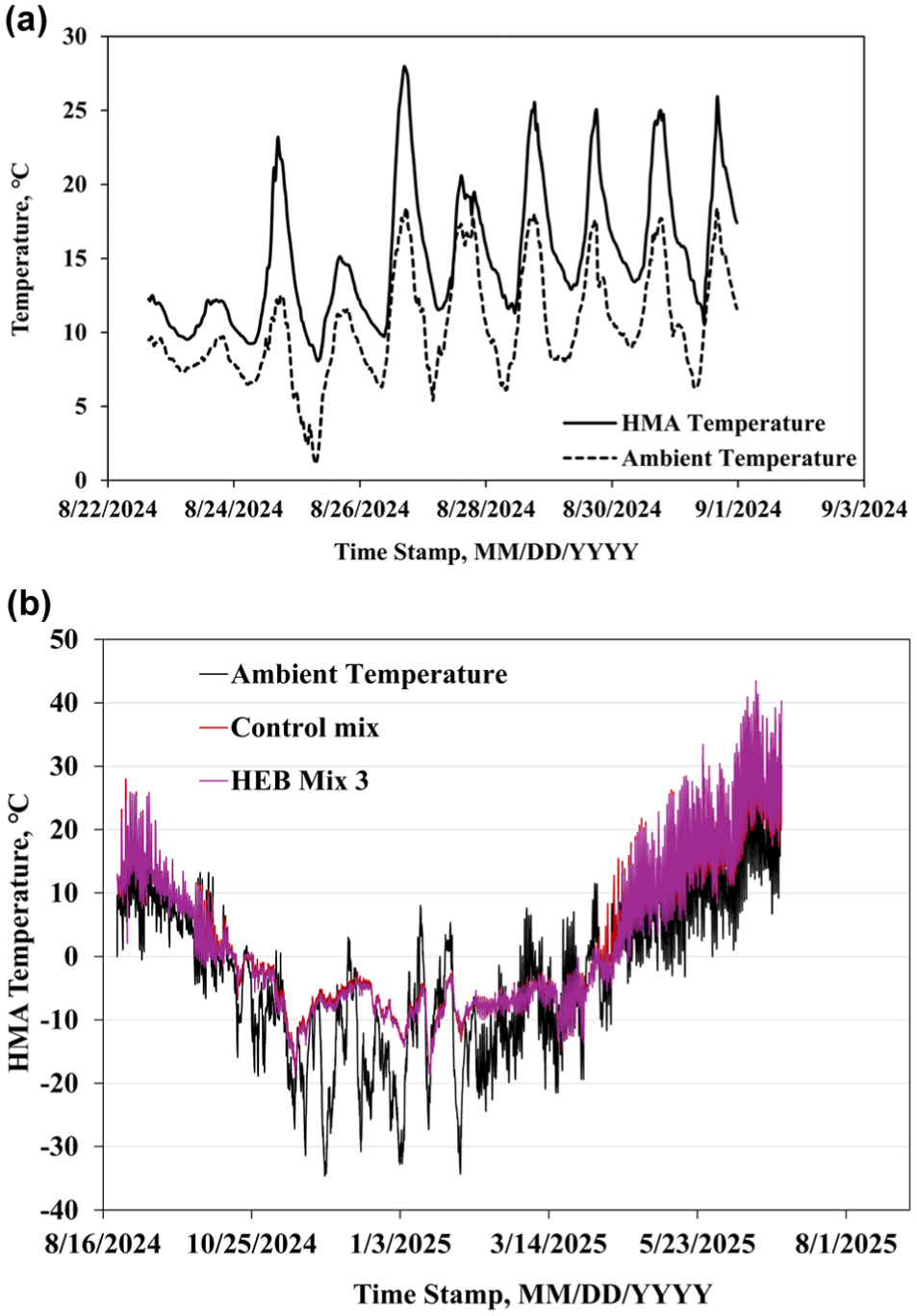
Illustration of: a) Daily Ambient and HMA temperature fluctuations; b) HMA temperature fluctuations during the monitoring period.
The day–night temperature pattern was clearly observed from August 22 to October 15, 2024. The day–night cycle patterns diminished from October 15, 2024, till February 7, 2025, with a gradual decline in temperature as winter period began to set in Fairbanks, Alaska. During this period, no clear temperature pattern was observed in both ambient air and pavement. Frequent drastic temperature drops can be observed in Figure 13b attributable to snow fall events specifically during certain days listed in Figure 14. These days clearly coincide with drastic fall in temperatures and snow fall events as presented in Figure 13b. Furthermore, all HMA layers experienced freezing temperatures as low as -18°C while ambient temperatures dropped nearly -34°C. As clearly observed, rapid temperature fluctuations were less pronounced in asphalt layers than the ambient temperature. For example, despite extreme ambient temperature fluctuations (-7.7°C to -30.9°C, Δ=23.2°C), HMA layers displayed marginal changes (-7.9°C to -11.6°C, Δ=3.7°C). Figure 14 presents the snow depth data from July 2024 to July 2025. An increase in snow depth represents the snow fall days as listed in Figure 14. The difference between ambient and HMA temperatures underscores the insulation effect of the snow layer and mitigating the penetration of temperatures as supported by Figure 13b.
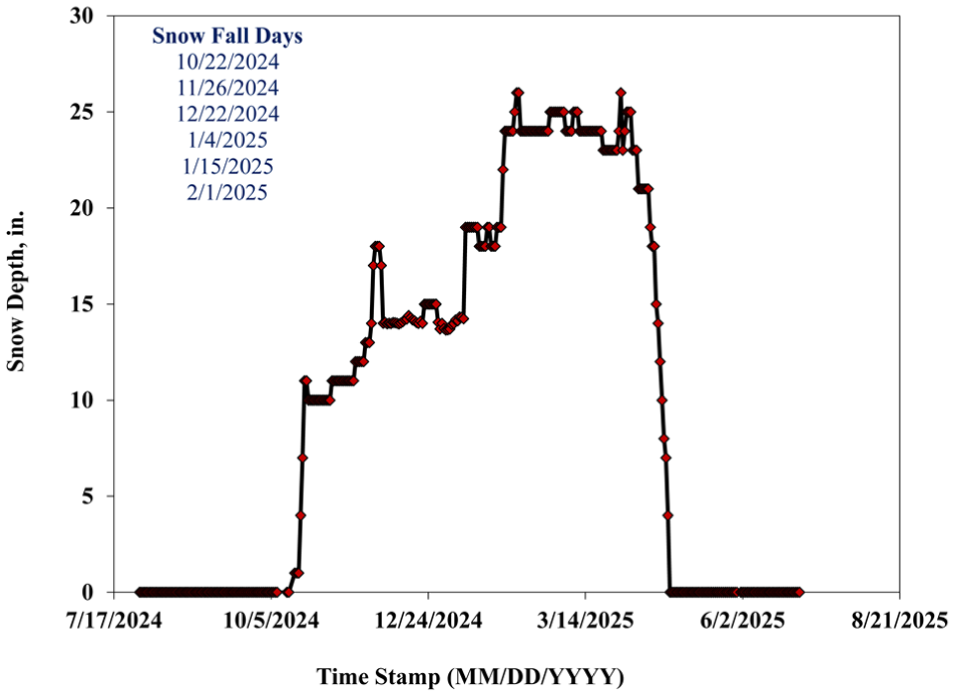
Snow depth data obtained at Fairbanks International Airport.
Once the snow fall stopped during February–March 2025 (Figure 14), the day–night temperature pattern began with increased 24 h temperature differentials. This transition can be confirmed from Figure 13b, with stable snow depth during February–March time period followed by substantial snow meltdown during the end of April 2025. In addition, HEB mixtures, specifically HEB Mix-2, exhibited slight lower temperature fluctuations as compared with the control mix, displaying better thermal damping characteristics. The mix’s temperatures were noticed to be slightly warmer throughout the monitoring period. This observation highlights the gradual temperature absorbance/release and therefore a stable internal temperature profile compared with conventional asphalt mixtures.
The relationship between the ambient temperature and pavement temperatures is illustrated in Figure 15. A second-degree polynomial equation was fitted to understand the pavement response behavior to ambient thermal conditions. A nonlinear correlation was noticed for control and HEB mixtures with a coefficient of determination (R2) ranging between 0.84 and 0.87. The thermal response was noticed to vary with the temperature range for all the HMA mixtures. However, the fitted curves indicate that pavement temperatures remain higher than ambient temperatures across the full temperature range, which reflects the thermal retention capacity of the asphalt layer. Thermal retention caused the pavement to gradually cool at lower ambient temperatures, but at higher temperatures, the pavement’s ability to absorb heat was enhanced by absorbing solar radiation, leading to higher pavement temperatures. Overall, both control and HEB mixtures exhibited similar thermal response trend, with the difference between pavement temperature and ambient temperature increasing with temperature.
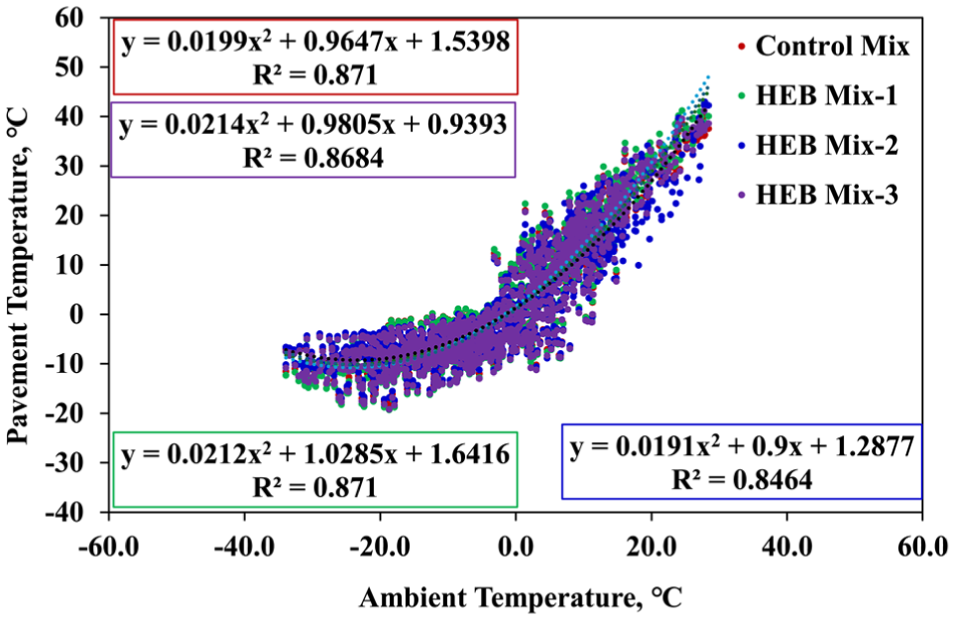
Relationship between ambient and pavement temperatures recorded at site.
Field Strains in HMA Layers
As noted from Figure 16, the asphalt mix experiences thermal expansion (positive strain) as a result of an increase in temperature during the daytime. Similarly, the mix contracts (negative strain) during the nighttime because of temperatures cooling down. It can be noticed from Figure 16 that the asphalt strains followed the same pattern of temperature variations, resulting in an expand–contract–expand pattern throughout the monitoring period.
Day–night strain cycle pattern in hot mix asphalt layers.
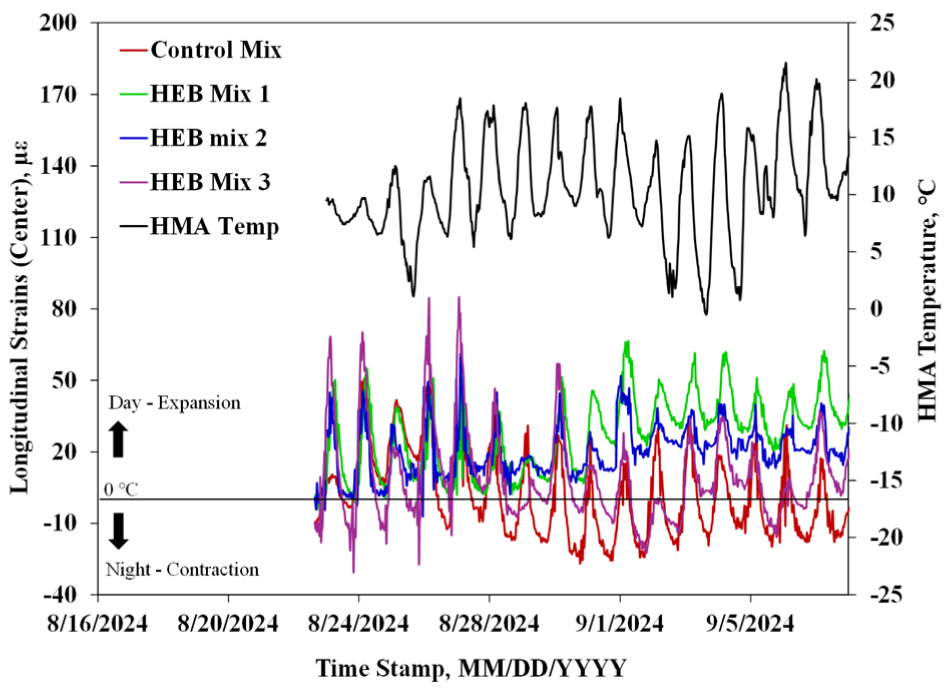
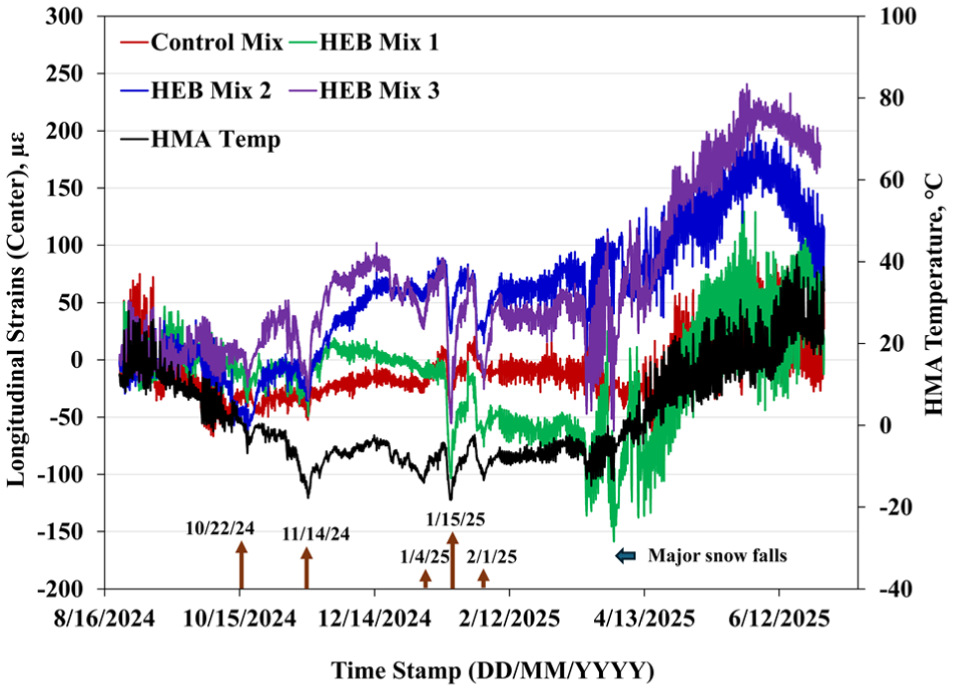
Figure 17 presents the longitudinal strains measured from ASGs located at the center portion of the four pavement test sections. The HMA temperatures measured at the mid depth of HMA layer are also plotted as secondary y-axis. The thermo-mechanical response of HMA layers to various seasonal environmental conditions can be identified using the data in Figure 17. It is evident that the strains followed a similar pattern to HMA temperatures. As the temperatures rise and fall during a 24 h period, thermal expansion and contraction can be observed in HMA layers. Similar to temperature fluctuations, the day–night cycles in strain response were prominent until mid-October 2024 and resumed again during mid-March 2025. From mid-October 2024 to mid-March 2025, the test sections experienced progressive accumulation of thermal contraction strains as a result of colder temperatures. The residual compressive strains started to increase as the values declined into negative range, indicating sustained thermal contraction. During snow fall events, a sudden drop in temperatures resulted in drastic thermal compressive strains ranging from 20 µε to 45 µε. Notably, HEB mixtures showed larger thermal contractions and expansions as compared with the control mix. This can be explained through average strain variations during winter (mid-October to mid-March 2025). Specifically, the control asphalt test strip’s average strain variations (Δε) were observed to be 6.58 µε during the winter period, whereas HEB Mix-1, HEB Mix-2, and HEB Mix-3 showed 7.11 µε, 7.27 µε, and 10.27 µε, respectively.
Longitudinal strains recorded by asphalt strain gauges located at center of test sections.
When the ambient air warms up and snow fall stops, the mixtures showed strain recovery from contractions and released thermal strains. It is evident from Figure 17 that HEB mixtures displayed superior strain recovery whenever the HMA temperature warms up, indicating enhanced stress relaxation properties. During snow fall events, both the thermal contractions and expansions were found to be higher for HEB mixtures as compared with the control mix. Among the HEB mixtures, HEB Mix-3 showed the highest potential in strain recovery, followed by HEB Mix-2 and HEB Mix-1. Once the spring season started, the thermal day–night cycles started again and all HMA layers returned to regular thermal expansion–contraction strain cycles. It is worth noting that HEB mixtures showed consistent development of tensile strains as compared with the control test strip during the expansion phase. It can be seen from Figure 17 that although the HEB mixtures experienced higher thermal contraction–expansion cycles, they recovered well during the spring and early summer seasons. This behavior provides valuable insights into the stress-relaxation properties of HEB mixtures.
Figure 18 illustrates the accumulated longitudinal strains in control and HEB mixtures at selected time stamps throughout the monitoring period. The strain data points include key time stamps that represent seasonal indicators: start of monitoring period (8/22/2024), early winter (10/14/2024), mid-winter (1/15/2025), early spring (3/15/2025), and summer (1/7/2025). Ambient temperatures were also provided to understand the climate conditions during those specific days. All the HMA mixtures exhibited compressive strains during fall and winter seasons as a result of falling temperatures. When the seasons transitioned to spring and summer, tensile strains started to appear, indicating thermal expansion and strain recovery.
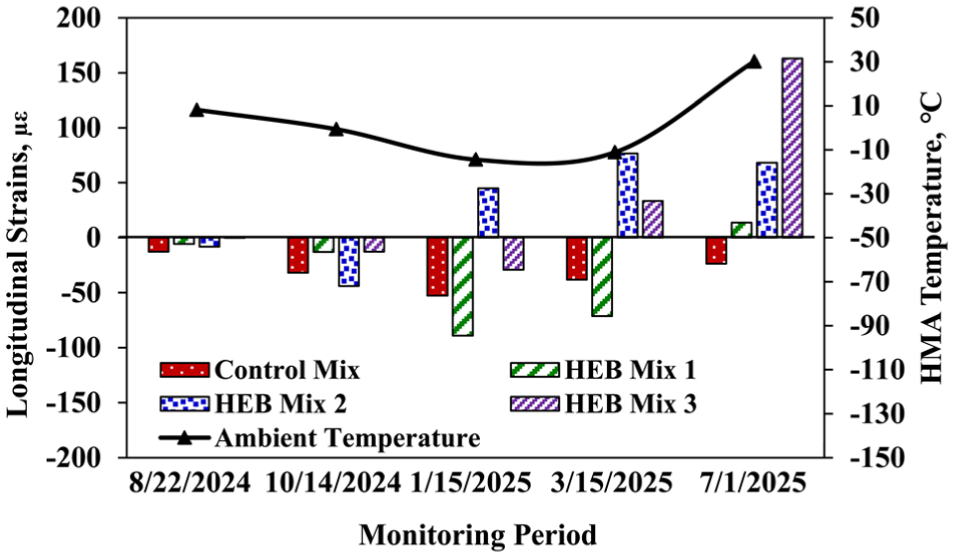
Hot mix asphalt strains recorded at various timeline of monitoring period.
The proportion of strain recovery was different for control and HEB mixtures, with HEB mixtures demonstrating pronounced strain recovery. The control mix was not able to recover completely into positive strains, whereas HEB Mix-3 showed the best recovery followed by HEB Mix-2 and HEB Mix-1. The high strain recovery properties are attributed to the enhanced low-temperature cracking properties ( 19 ). This thermal expansion behavior resulted in higher tensile strains in HEB mixtures. At the end of June 2025, the control mix showed a compressive strain of -23.6 µε, whereas HEB Mix-1, HEB Mix-2, and HEB Mix-3 reached tensile strains of 13.6, 68.3, 163.1 µε, respectively. However, this behavior can be attributed to the softness and flexibility of HEB mixtures because of the addition of high polymer content and softening agents. The composite nature of stiffness and flexibility of HEBs allowed the mixtures to experience higher strain generation but lower strain variations.
Overall, the measured magnitude of longitudinal strains is consistent with previous field monitoring studies, with differences in magnitudes which may be caused by differences in site-specific factors. For example, Biswas et al. ( 29 ) reported longitudinal thermal strains reaching approximately -684 με and +200 με during winter monitoring in an instrumented pavement section in Edmonton, Alberta. In contrast, the longitudinal strains observed in this study range approximately between -150 με and +240 με over the monitoring period. Although the strain amplitude observed in the present study is lower, such differences are reasonable, as thermal strains not only depend on mixture properties, but also depend on the experienced temperature range, pavement thickness, base layer conditions, and boundary effects.
Cyclic Temperature Differentials and Cyclic Strain Differentials
It is evident from Figure 19 that the ambient air CTD values are consistent and critical throughout the monitoring period, reaching around 17.7°C and 23.8°C during winter and summer seasons. The HMA layers exhibited almost similar CTD ranges along with the ambient air temperatures during the fall, spring, and early summer seasons. However, they demonstrated much smaller daily temperature fluctuations during the winter period (November 2024 to April 2025), indicating better thermal stability. These minimal temperature fluctuations in pavements also significantly highlight the insulation effect of snow cover.
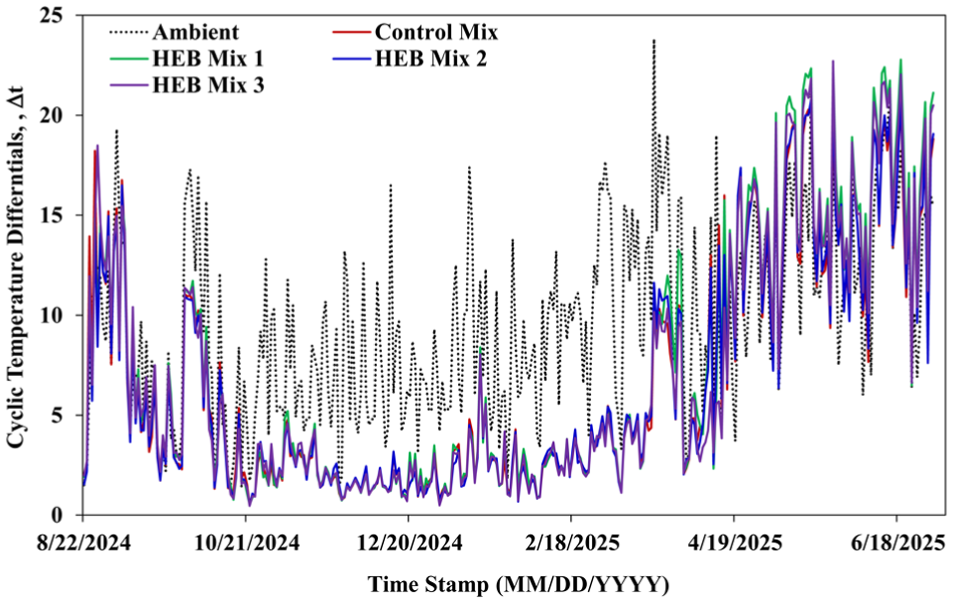
Daily cyclic temperature differentials measured in hot mix asphalt layers.
As noted in Figure 20, the CSD values were found to be higher during the fall season as a result of elevated temperatures. During the winter season, the CSD values reduced and again increased with the onset of the spring season, highlighting the significant impact of temperature on the strains of asphalt mixtures. HEB mixtures showed lower and higher CSD values during winter and summer seasons, respectively. HEB Mix-2 and HEB Mix-3 recorded similar CSD values during the fall and winter seasons with an average of 30.1 µε and 29.1 µε for fall, and 20.5 µε and 18.4 µε for winter, for Mix 2 and Mix 3, respectively. However, post-winter season, HEB Mix-1 was seen to show slightly higher CSD values, with an average of 76.3 µε and 63.0 µε, compared with HEB Mix-2, which had an average of 53.5 µε and 45.6 µε at center and edge areas, respectively.
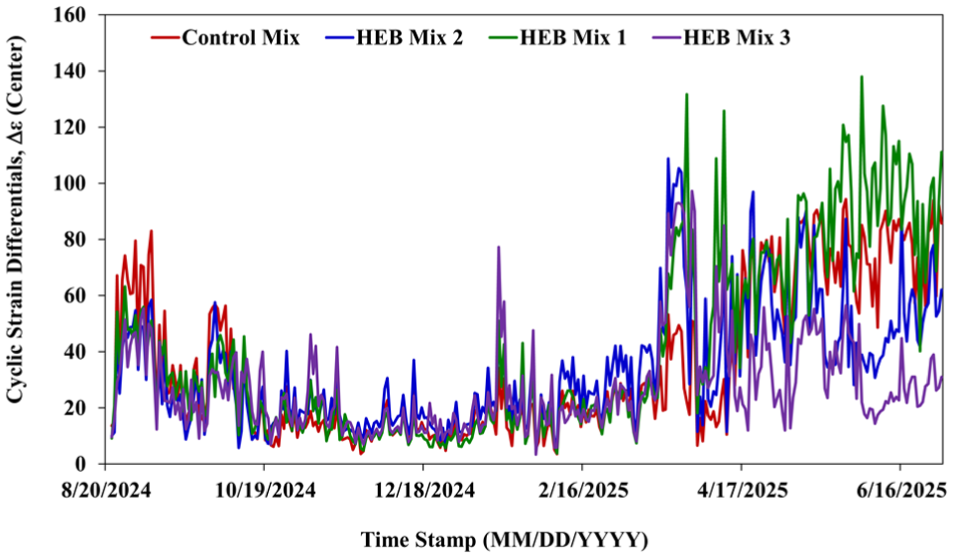
Daily cyclic strain differentials measured at center of pavement test sections.
The average strain variations were found to be 60.7 µε (control), 78.7 µε (HEB Mix-1), 54.2 µε (HEB Mix-2), and 38.8 µε (HEB Mix-3) during mid-March to July 2025. It is worth noting that HEB mixtures showed much higher tensile strains (70–170 µε) than the control mixture. This behavior is consistent with the load versus CMOD curves and higher fracture energy values in Figure 9, which suggest higher strain tolerance and energy absorption capacity in HEB mixtures. It should be noted that although the DCT test is displacement controlled and not directly comparable with field strain magnitudes, the observed post-peak behavior and higher fracture energy indicate that HEB mixtures can accommodate greater deformation without sudden fracture. Therefore, these mixtures can accommodate much higher strains as compared with the control mix without developing critical tensile stresses. These results highlight the potential of HEB mixtures against thermal cracking as they can endure substantial thermal strains without inducing crack-initiating stresses.
Coefficient of Thermal Contraction and Expansion
Figure 21a presents the CTC and CTE values determined for the winter season. The average CTC values for the control and HEB mixtures ranged between 2.53 × 10−5/°C and 3.06 × 10−5/°C, with the standard deviations of 0.3 × 10−5/°C, 0.61 × 10−5/°C, 0.58 × 10−5/°C, and 0.55 × 10−5/°C, for the control, HEB Mix-1, HEB Mix-2, and HEB Mix-3, respectively. Similarly, the CTE values ranged between 2.71 × 10−5/°C and 3.15 × 10−5/°C, with the standard deviations of 0.35 × 10−5/°C, 0.40 × 10−5/°C, 0.83 × 10−5/°C, and 0.35 × 10−5/°C, for the respective mixtures. The winter CTE values were observed to be slightly higher than CTC values, likely because of limited contractions by inherently stiffer mixtures under low temperatures.
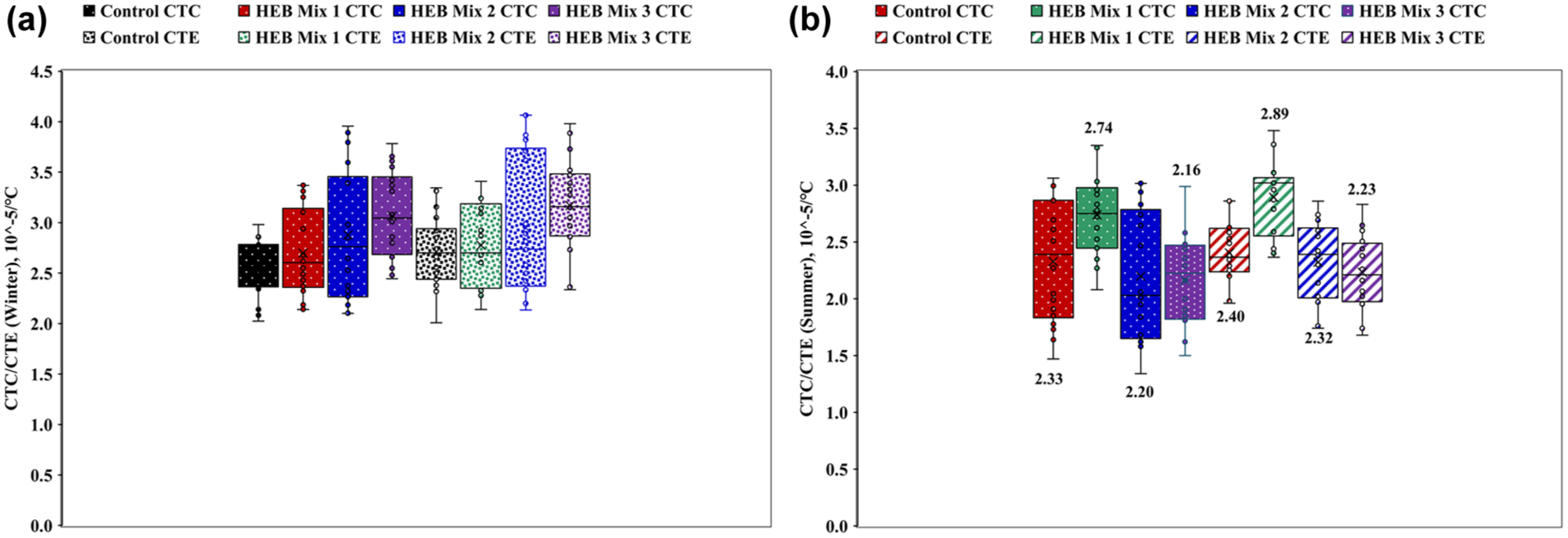
Coefficient of thermal contraction and expansion values of control and HEB mixtures during (a) winter and (b) summer seasons.
As is evident from Figure 21, HEB mixtures showed higher CTC and CTE values as compared with the control HMA mixture, suggesting enhanced strain responses to temperature variations during winter. However, it is important to understand that these thermal strain responses in HEB mixtures do not translate into higher thermal stresses (σt) as these stresses are governed by both stiffness € and coefficient of thermal contraction/expansion (α), as observed in the equation σt = E⋅α⋅ΔT. According to this relationship, thermal stress may decrease even with a higher α (CTC/CTE) value. This is because of the lower stiffness offered by HEB mixtures at low temperatures resulting from the inclusion of softening agents. The presence of both SBS polymer and softening agents promotes better relaxation behavior and assists in accommodating larger thermal strains. This behavior can enhance the HEB mixture’s ability to sustain thermally induced stresses and exhibit increased deformation without cracking.
Furthermore, when the ambient air warms up, it results in the expansion of asphalt material. Specifically, HEB mixtures showed better expansion characteristics and, as a result, had higher CTE values than the control mix. Interestingly, the difference between CTC and CTE is very marginal for HEB mixtures, indicating a reversible thermal response even under extreme cold conditions. This marginal difference implies a balanced thermal expansion and contraction behavior and lower accumulation of thermal stresses. A higher fracture energy and the ductile nature of HEB mixtures observed from DCT results support the above findings. The recovery behavior of HEB mixtures can be attributed to the presence of a high-dosage elastic SBS polymer network which stores strain energy during cooling and is able to recover from the thermal strains rather than resulting in permanent contractions. Moreover, presence of softening agents will also reduce the glass transition temperature, increasing the flexibility at low temperatures. This results in rapid response to temperature variations without accumulation of thermal residual strains.
Figure 21b presents the CTC and CTE values determined for the summer season. The average CTC values ranged between 2.16 × 10−5/°C and 2.74 × 10−5/°C, with standard deviations of 0.53 × 10−5/°C, 0.29 × 10−5/°C, 0.57 × 10−5/°C, and 0.42 × 10−5/°C, for the control, HEB Mix-1, HEB Mix-2, and HEB Mix-3, respectively. Similarly, the CTE values ranged between 2.23 × 10−5/°C and 2.89 × 10−5/°C, with standard deviations of 0.28 × 10−5/°C, 0.35 × 10−5/°C, 0.38 × 10−5/°C, and 0.30 × 10−5/°C, for the respective mixtures. During summer, all mixtures remain in a viscoelastic state as a result of elevated pavement temperatures. Under these conditions, the asphalt material exhibits enhanced stress relaxation behavior, allowing it to dissipate thermally induced stresses and slightly reduce the rate of strain change with temperature.
In addition, the SBS polymer network in HEBs provides sufficient stiffness to maintain the structural capacity while enabling viscoelastic relaxation within the binder phase. This viscoelastic response allows the mixtures to withstand the daily thermal fluctuations, which can be observed in Figure 20. This observation can also be supported by the high PG data determined for the HEBs. HEB Mix-1 exhibited higher expansion–contraction phenomenon (CTC and CTE values) during the summer, potentially because of the dominating nature of the softening agent (i.e., HO), which can also be observed in Figure 20.
The calculated CTE/CTC values obtained in this study fall within the range reported in prior literature. For instance, Islam and Tarefder ( 27 ) reported field-derived CTE/CTC values generally between approximately 2.4 × 10−5/°C and 2.8 × 10−5/°C for dense-graded asphalt mixtures, and Biswas et al. ( 29 ) reported thermal coefficients typically ranging from 2.5 × 10−5/°C to 5 × 10−5/°C, depending on temperature range. The values obtained in this study are within these reported ranges. However, it should be noted that these coefficients are based on field measurements where the asphalt layer is restrained by the base and surrounding structure, and therefore they do not represent friction-free material properties. Overall, HEB mixtures exhibited significant improvement in thermal resilience in both field and laboratory investigations, and across both cold and warm weather conditions. HEBs demonstrated reduced accumulation in thermal strains during winter and improved strain recovery behavior during summer seasons. The combined effects of high SBS content and softening agents allowed HEB mixtures to sustain a reversible thermal response, confirming their effectiveness and durability in extreme cold climates.
Summary and Conclusions
The current study discusses construction experience and field performance monitoring of control and HEB asphalt mixtures at Fairbanks, Alaska to assess their resistance against thermal cracking under extreme cold conditions. This research performed a comprehensive evaluation of the thermal response of one control and three HEB mixtures to temperature fluctuations and the ability of HEB mixtures produced using high SBS polymer content and softening agents including HO and CO. The ambient air and HMA temperatures, and thermal strains induced in HMA layers were analyzed to understand the thermal contraction and expansion behavior of HEB mixtures. The following conclusions were drawn based on the findings of this study:
HEB mixtures can be successfully produced in Alaska without any operational difficulties, confirming their production feasibility on a large scale. HEB mixtures demonstrated lower in-situ air voids as compared with the control mix during the compaction period. The required compaction efforts were found to be lower for HEB mixtures, indicating improved compaction characteristics.
DCT test results showed that HEB mixtures possess superior low-temperature cracking resistance with an increase in HEB Mix-2’s peak tensile strength by 24.2% as compared with the control mix. This improvement reflects more strain tolerance and the ability of HEBs to sustain larger deformations without undergoing brittle failures.
The daily cyclic temperature pattern diminished during the winter season, and rapid temperature fluctuations were less pronounced in HMA layers than ambient air temperatures. The difference between ambient and pavement temperatures reached 23.2°C during winter seasons, highlighting the impact of insulation resulting from snow cover.
All HMA mixtures exhibited delayed response to temperature changes and remained warmer than the ambient air temperatures throughout the monitoring period.
All HMA mixtures experienced tensile strains and compressive strains during the day–night thermal expansion and contraction cycles. Snow fall events resulted in drastic thermal compressive strains ranging from 20 µε to 45 µε.
HEB mixtures showed larger thermal contraction–expansion strains during the winter season and, in contrast, exhibited smaller thermal contraction–expansion strains during spring and early summer seasons.
The thermal contraction strain recovery was found to be significant for HEB Mix-3, followed by HEB Mix-2, HEB Mix-1, and the control mix because of their enhanced flexibility by softening agents.
HEB Mix-3 showed a thermal strain recovery of 172.3 µε from early winter to early summer, whereas the control mix displayed thermal contractions -11.5 µε, underscoring the improved ability of HEB mixtures to accommodate substantial thermal strains without developing potential crack-initiating stresses.
The daily CSD values of all HEB mixtures were observed to be higher and lower than the control mix during winter and summer seasons, respectively.
HEB mixtures exhibited higher CTE and CTC values than the control mix during winter, and lower CTE and CTC values during the summer season. This reflects enhanced flexibility and reversable thermal response of HEBs under colder conditions and better thermal stability under warmer temperatures.
Although the findings in this study support superior short-term performance of HEB mixtures, prolonged observations of HMA strains resulting from temperature variations over a longer time period are necessary to confirm the long-term cracking resistance of HEB mixtures.
Footnotes
Acknowledgements
The authors would like to thank the Cold Region Research and Engineering Laboratory (CRREL), U.S. Army Engineer Research and Development Center (ERDC) for their support and feedback on this research work.
Authors’ Note
It is declared that the authors used Large Language Model (LLM) to ONLY review and improve the grammar and sentence structure of the paper. No other AI or LLM tools were used to generate data/content/images/graphical elements/analysis/conclusions in the paper.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Arunkumar Goli, and Moayad Al Issa; data collection: Arunkumar Goli, and Moayad Al Issa; analysis and interpretation of results: Arunkumar Goli, Moayad Al Issa, and Bharat Gottumukkala; draft manuscript preparation: Arunkumar Goli, Moayad Al Issa, Ayman Ali, Yusuf Mehta, Wade Lein, and Bharat Gottumukkala. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Broad Agency Announcement Program and the U.S. Army Engineer Research and Development Center (ERDC) (W913E523C0007).
Data Accessibility Statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on request.
Any opinions, findings conclusions, or recommendations expressed in this material are those of the author(s) and do not necessarily reflect the views of the Broad Agency Announcement Program and the U.S. Army Engineer Research and Development Center (ERDC).