
Abstract
Triboluminescent materials are being harnessed to address the gaps in current structural health monitoring systems. Their innate ability to emit light when stressed or broken makes them ideal candidates for the ubiquitous and in situ monitoring of structures. The increasing use of advanced composites in critical structures, where subsurface damage initiation may go unnoticed, further highlights the urgency in developing efficient online monitoring technologies. This work looked at the manufacturing of composite laminates that have been doped with various concentrations (0 to 10 %wt.) of a triboluminescent material (ZnS:Mn). Laminates were manufactured using a vacuum infusion process. Dispersing the ZnS:Mn particulates was cumbersome because their density was higher than the resin that caused settling during resin infusion. The dispersion of ZnS:Mn is critical to their use in the health monitoring of the host structure. As such, a method for mechanical agitation using a rotational vacuum infusion apparatus was developed employing centrifugal motion. The degree of dispersion in the resulting laminates was determined using scanning electron microscopy and the energy dispersive scanning feature of the electron microscope for elemental mapping. A quantitative metric was established by computations of the Euclidean distance of EDS mapping. Studies of the effect of ZnS:Mn concentration on the tensile strength of laminates showed that increasing the ZnS:Mn concentration reduced the tensile strength. Key processing parameters were studied, and determined that curing kinetics were not altered by ZnS:Mn inclusion.
Keywords
Introduction
Advances in structural health monitoring are moving toward exploration into various research disciplines and utilization of technologies aimed at providing novelty in detection capabilities.1,2 For instance, exploits of the triboluminescent (TL) phenomenon have paved the way for intrinsic damage sensing in fiber-reinforced composites (FRCs). 3 Triboluminescence is a physics-based luminescent phenomenon initiated by mechanical duress in excess of 1 MPa.4,5 The synthesized material form of TL phosphor crystals allow for homogenization in resin, thus enabling the use of vacuum assisted resin transfer molding (VARTM) processes for the manufacturing of doped laminates. Sage et al. 6 used hand-layup procedures to manufacture composites for damage sensing in glass and carbon FRCs. Olawale et al. demonstrated the utilization of the TL phenomenon in damage detection in cementitious composites. 7 Xu et al. 8 and Hollerman et al. 9 also applied a homogenized mixture to fabricate sensor layers for optical measurements.
A critical issue with the manufacturing of composite laminates doped with TL crystals is the settling of the crystals during resin transfer and wetting, inhibiting uniform dispersion. Traditionally, fillers have been utilized for cheap volume exchange and matrix toughening agents. 10 Overall, in regards to damage initiation, a deficiency in dispersion will have an effect on the luminescent properties of the layered doped composite. For precise and accurate measurements of the TL phenomena, adequate dispersion must be clarified.
Triboluminescent-based damage detection
The feasibility of TL damage detection was validated through preliminary investigation (Figure 1) using glass-fiber-reinforced composite laminates doped with ZnS:Mn particulates. Figure 1(a) shows an illuminated path during an impact loading event. Figure 1 (b) shows the laminate after impact. The damage path (Figure 1(b)) clearly matches the TL emission observed in Figure 1(a) during impact. This demonstrates that the TL phenomenon may be viable for detecting damage in composite laminates. The emissions observed agreed with the reported wavelength of the TL substance (∼585 nm).9,11
Illumination along failure path.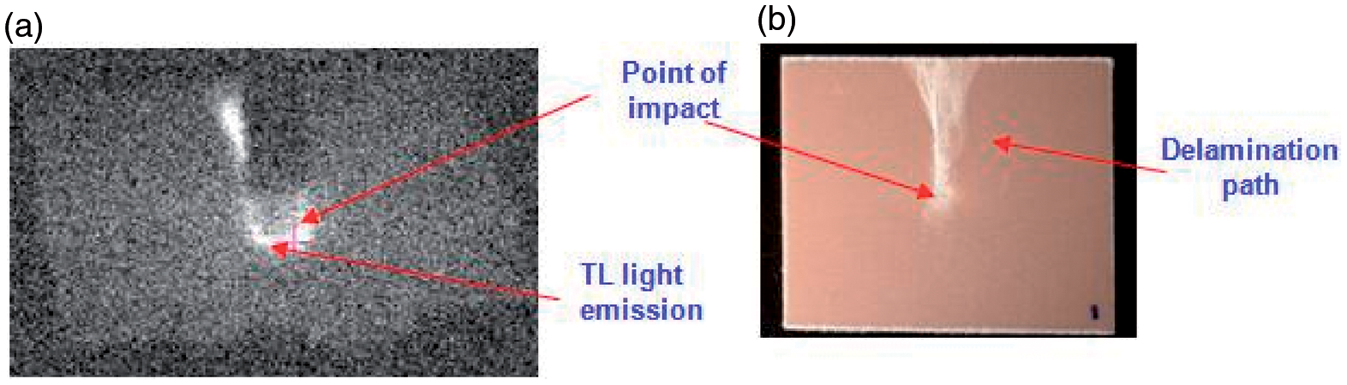
For effective determination of damage initiation and growth, the TL materials incorporated into composite laminates must be present in locations of damage, that is, they must be well dispersed throughout the composite. In this study, a method for critical dispersion is addressed by fabrication of a rotational mold for resin infusion.
Experimental
Armorstar vinyl ester resin (VER) and methyl-ether ketone peroxide (MEKP) from Norac Inc. were selected for this study. MEKP initiator required 2–3% wt. of resin constituent. The reinforcing fibers were 7781 satin weave glass fabrics. The TL material in use is a zinc sulphide manganese blend (ZnS:Mn) provided by Phosphor Technology (UK). The triboluminescent spectrum emits light around 585 nm, has a material density of 4.1 gm−3, and particle size range from 5–20 µm.
Viscosity was measured by a Brookfield digital viscometer. Thermal analysis on VER and ZnS:Mn samples were conducted on a differential scanning calorimetry (DSC) and dynamic mechanical analyzer (DMA) from TA Instruments. The standard procedure for thermal analysis followed a temperature ramp of 10°C min−1.
Tensile tests were performed on fabricated doped composites in accordance with ASTM standard D3039. The MTS 858 material testing machine was utilized in this examination. The MTS instrument is calibrated to a 2.5 kN force at a crosshead speed of 2.5 mmmin−1. In addition, an in-house drop-tower was used to conduct multi-velocity impacts on composite panels.
Rotational apparatus
With the TL crystal density higher than the resin properties, initial attempts to infuse doped resins through fiber preforms resulted in settling of the TL crystals. The design of liquid composite molding processes lends to settling of the crystals as resin flows through the fiber mesh, as well as through the duration of resin cure. The observed settling denigrates thorough dispersion of crystals that is necessary for TL damage sensing. As such, it was deemed necessary to fabricate a device to counteract the settling effects. Mechanical agitation by centripetal and centrifugal forces is standard in plastic molding industry.
12
If a rotational force is applied to the mold it will create a momentum of flow, allowing particles to be forced outward from the center platform. The addition of a secondary force applied perpendicular to the first rotational moment will cause elevation of particles. Figure 2 is an illustration and actual view of the 3D rotational apparatus.
The rotational mold apparatus (a) schematic and (b) fabricated 2D rotational mold apparatus for dispersing particulates.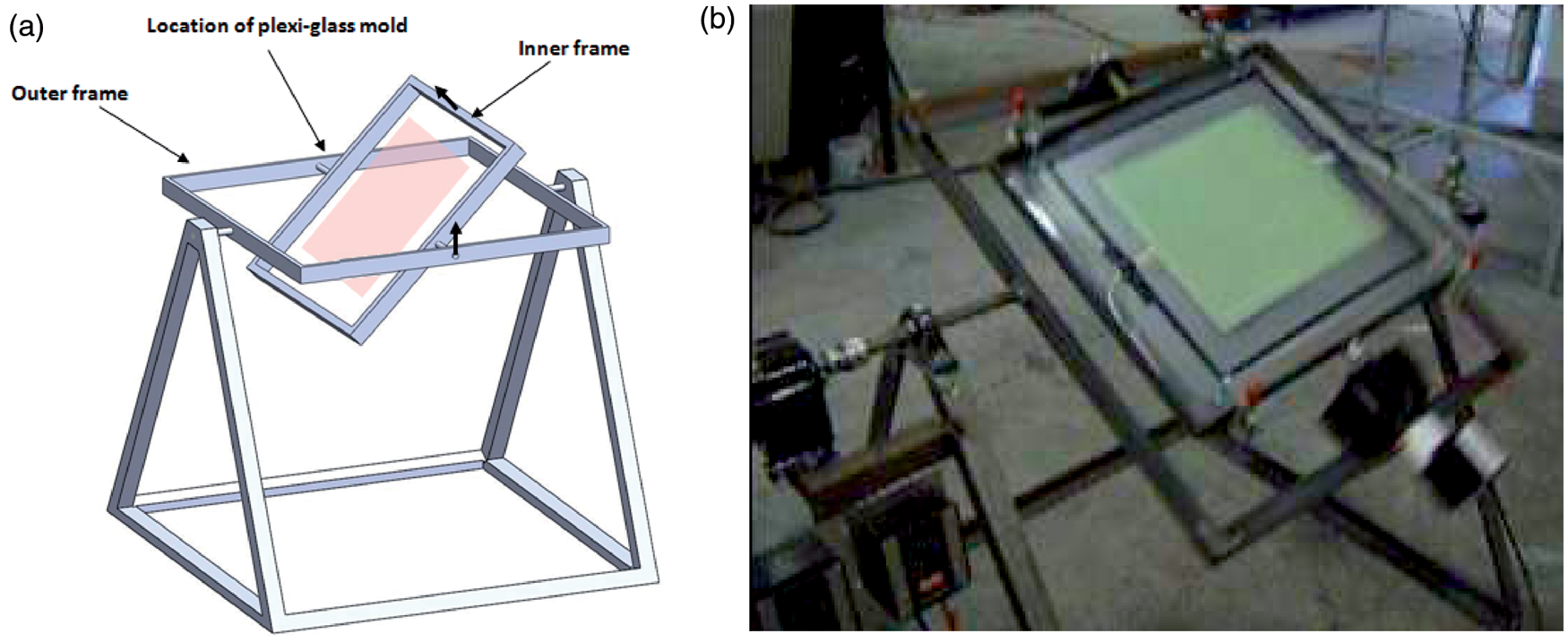
The design of the rotational machine was predicated on modern RTM processing. A (flat) mold is used to provide a rigid platform for vacuum infusion. In this case a PLEXIGLAS sheet was utilized and mounted to an inner frame, which was aligned with an outer rotating frame. The framework consisted of angled iron supports. A speed control box was connected to the two DC motors that were utilized to calibrate and regulate the speed of the rotational frames to a range of 9–20 rpm.
Fabrication of TL-doped GFRCs
Vinyl ester resin was weighed, and then heated to 37.8°C to reduce the viscosity and degas the resin of volatile air bubbles. Following degassing, the phosphor crystals were gradually added into the resin system. The resin-phosphor mixture was then stirred using a mechanical device for 5 to 10 min before infusion. This was done to ensure aggregated particles were broken up to reduce susceptibility to filtration during infusion, and to improve dispersion.
Prior to resin infusion, the prepared vacuum bagging system was attached to the rotational mechanism seen in Figure 1. Immediately after infusion, rotation was initiated and sustained until resin cure was accomplished. The total time from preparation to cure was approximately 2 h. Radiant heat lamps were used to hasten cure time. The laminates were post-cured at 200°C for 2 h after de-molding. The resulting doped laminates were 304 mm long by 304 mm wide.
Methodology and analysis
The ability to harness the phenomenon of triboluminescence for damage sensing largely depends on the adequacy of dispersed TL crystals throughout a laminate. Dispersion may be inhibited by a number of factors including infusion time, resin rheology, and duration of curing. The utilization of the rotational device is intended to suspend the crystals in space in order to defy the gravitational effects. As such, the rotational speeds of the equipment were critical.
Dispersion was characterized using two methods, a qualitative visual scan using black light analysis and processing of scanning electron microscopy (JSM 7401F-SEM) images throughout the laminate cross section by computational means.
Dispersion characterization through photoluminescence
The photoluminescent capabilities of ZnS:Mn phosphors enabled cross examination of the macroscopic state of dispersion on the surface of infused laminates. Ultra-violet light characterization was used to visually inspect the photoluminescent glow of doped panels.
On the macro-level, adequate dispersion is a relative function of crystal population near the surface plane. This loose assumption can be observed by comparing the different particle concentrations in the laminates shown in Figure 3. The pictorial demonstrates four different GFRC plates with levels of TL concentration ranging from 4–10% wt (counter-clockwise from the bottom left). The photoluminescent complexion of the panel with a 10% wt. TL concentration indicates a fairly dispersed case. The other composite panels however, are indicative of poor dispersion outlined by poor complexion and striations signifying higher levels of particulate concentration.
UV comparisons of 4, 5, 6, and 10 wt. % concentration of ZnS:Mn laminates.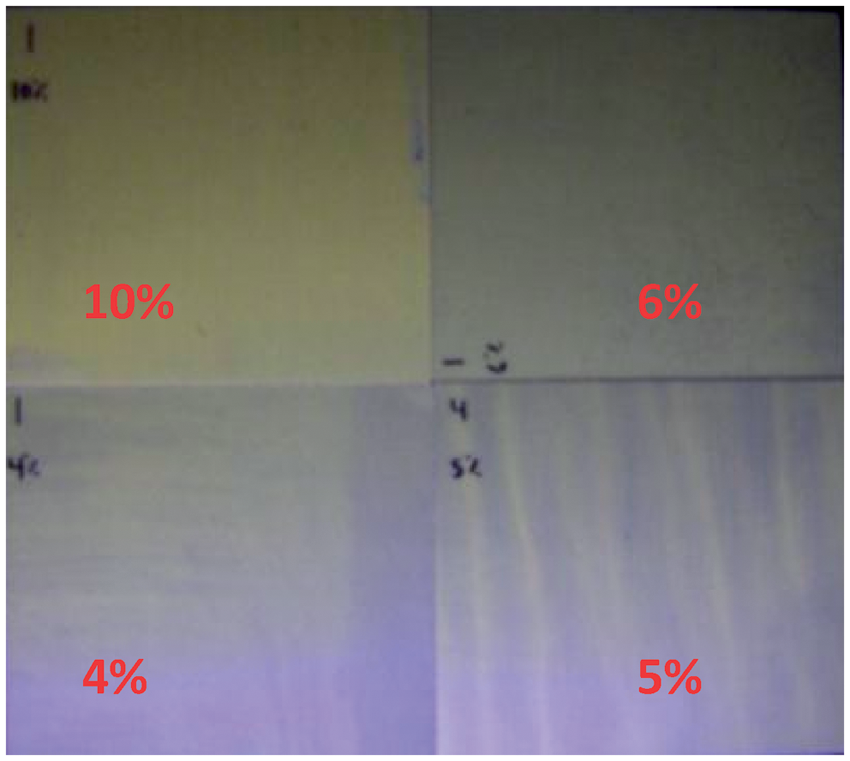
Figure 4 (a) clearly shows that inclusion of ZnS:Mn phosphors solely contribute to the distinct photoluminescent glow. At the lowest doping concentrations, color disparities in the photoluminescent glow are more prominent and appear less radiant than laminates at the highest doping (10%) levels. This is directly related to the population of TL crystals present at the viewing surface and sub-surfaces. The more crystals introduced within the system, the higher the probability of dispersed state of ZnS:Mn crystals and crystal density throughout the laminate. Therefore, macroscopic dispersion can be determined from examining the planar appearance on both faces of a doped laminate.
(a) UV comparison of the infused plate from view of bottom face (item 1) versus top face (item 2). (b) UV identifiable dispersion of the top-side (item 3) and bottom-side (item 4) infused panels.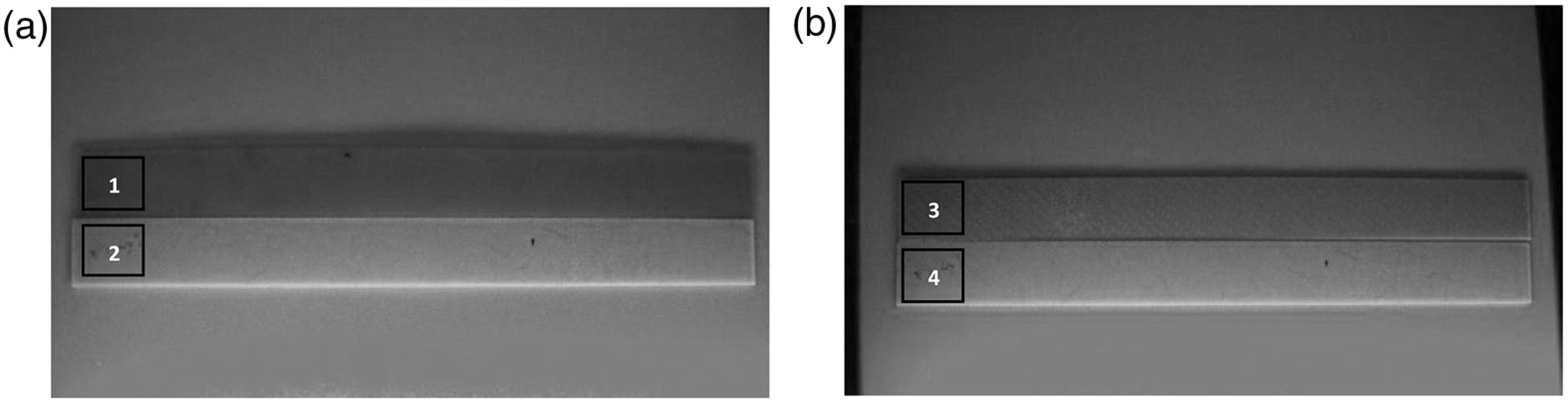
Characterizing dispersion by processing scanning electron microscopy images
Initial attempts to observe how well dispersed the TL crystals were in the polymer matrix using scanning electron microscopy proved difficult, as the phosphor crystals are not easily distinguished from the polymer matrix under routine SEM imaging. Micro-level dispersion was determined utilizing the energy dispersive scanning (EDS) feature of the electron microscope.
The elemental images of the Triboluminescent material ZnS can be traced by the EDS mapping system, colored in light-blue (Zn) in Figure 5 (c). The disadvantages produced during mapping are related to particle traces and the morphology of the physical SEM sample (Figure 5 (a)).
EDS mapping of elements in SEM micro-graph.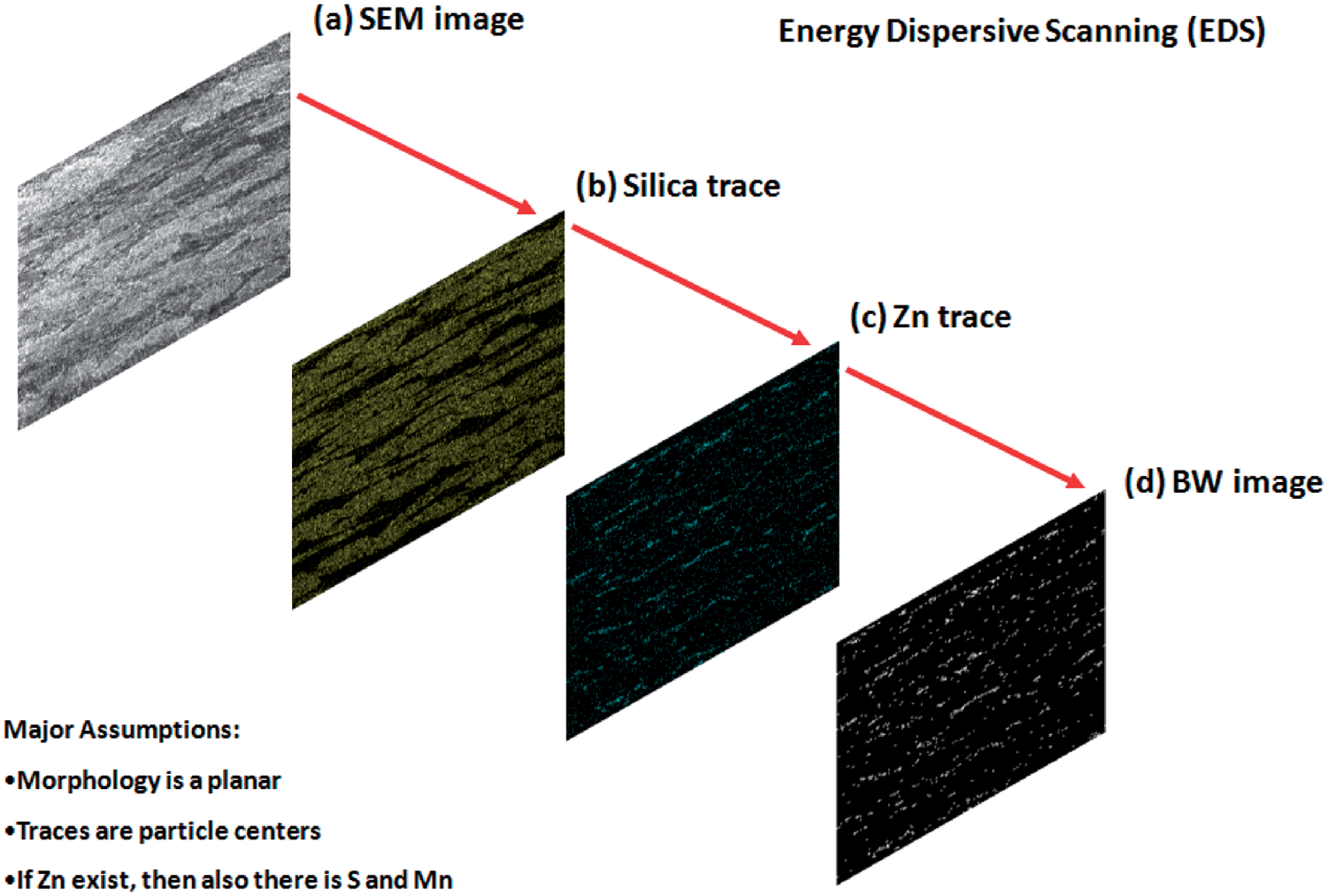
Using these trace images, MATLAB’s image processing (IP) toolbox was utilized to compute quantitative metrics for crystal concentration and spacing of trace elements. The Image Processing toolbox associated with MATLAB was used to measure particulate dispersion of the 2D pixel array.
The m-file containing the MATLAB programming is based on two-dimensional logic. It was assumed that the morphology of a specimen under SEM imaging is a flat and smooth EDS map showcasing individual crystal centers. With a given image concentration of TL crystals, the ideal spacing assuming similar sizes then becomes a subset of dispersion. The images produced by the EDAX system were in color format known as RGB images as shown in Figure 5 (c) and (d). Through MATLAB these images were converted into monochrome. Images converted to black and white consist of numerical values corresponding to 0 (black) or 1 (white) in an array displayed as pixels.
Spacing amidst white pixels can be determined in MATLAB by computing the Euclidean pair-wise distance. The Euclidean distance is the distance between desired pixels, where (x1, y1) are the coordinates that correspond to the nearest white non-zero pixel. Accordingly, (x2, y2) represent the coordinates of the opposing non-zero pixel. Upon resolving the approximate nearest neighbor or TL particle, the Euclidean distance is calculated in a stepwise manner for all pairs possible. From these pairs a mean or average distance is derived and likewise for an approximate variance. The mean and variance will serve as quantitative metric of dispersion with respect to TL particulates.
A third metric ensued from taking into account the crystal concentration throughout the laminate space. This particular metric is denoted the ‘D-ratio’, and is independent of the mean and variance derived metrics. The D-ratio is the ratio of image concentration to the actual doping concentration of the processed laminate. This ratio is based on the assumption that for any particular SEM image scan, the amount of particulates in any given image should be related to the processed concentration. Thus, values greater than ‘1’ are deemed an over abundance in crystal concentration as detected by EDS mapping, relative to the process concentration (%wt.). Values less than or equal to ‘1’, are favored more desirable because there advancing toward 100% agreement. This provides a quality check on the processing of the liquid composite molding approach.
Results and discussion
Results of dispersion methodology
DOE 2 k factorial design with center points
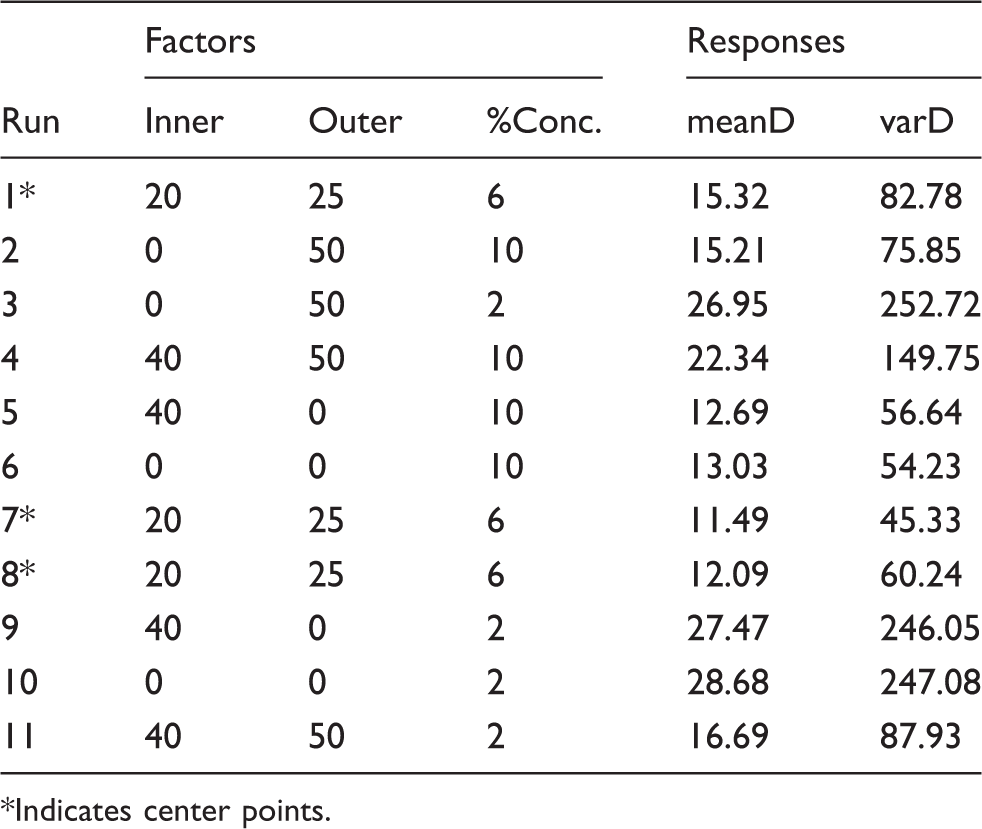
Indicates center points.
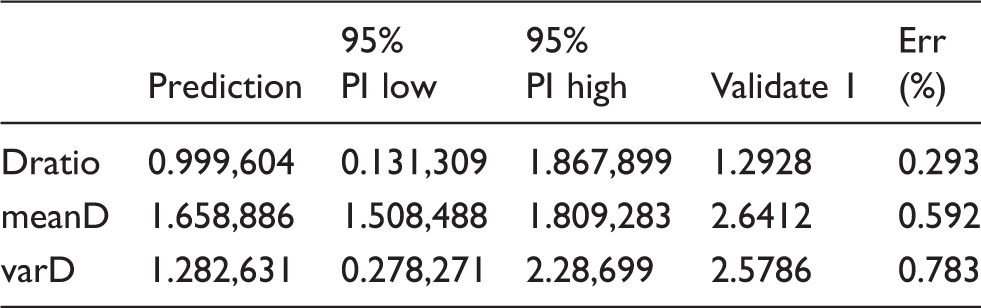
Point estimation for experimental validation
Dispersion of ZnS:Mn particles was demonstrated in the SEM analysis with the elemental scanning feature (Figure 5). Due to the difference in densities of the particles with respect to the resin they tended to settle rather quickly during the resin infusion process. However, the rotational apparatus prevented the particulate fillers from settling while the system was still in a pre-gel state of viscous flow. The resulting centripetal force was seen to improve particulate dispersion in GFRC panels, and prevent onset of massive particle settling.
Processability issues: RTM processing and cure kinetics of doped vinyl ester
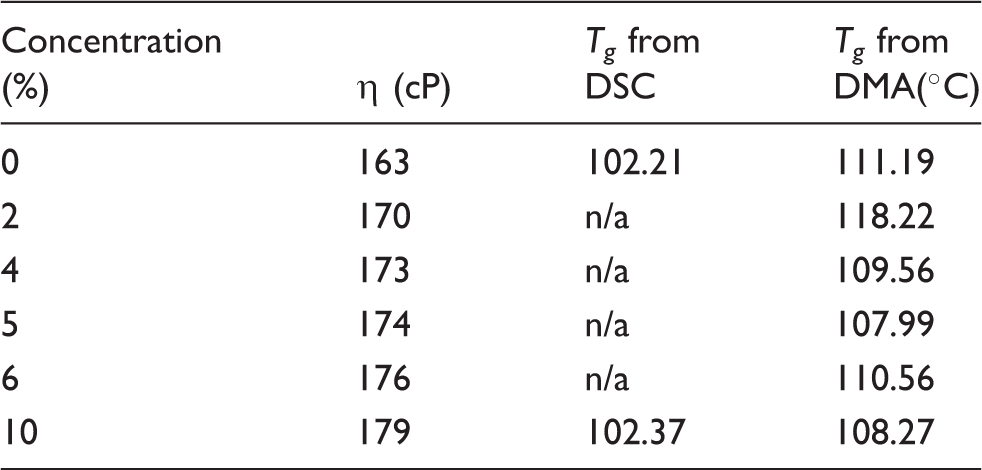
The successful integration of ZnS:Mn in resin systems during infusion is strongly affected by resin viscosity, duration of infusion, and cure kinetics. Based on Darcy’s law, resin viscosity can affect the flow rate and infusion times. Rheometry measurements revealed that the viscosity increased linearly with increasing ZnS:Mn concentration (0, 2, 4, 5, 6, and 10 %wt.) of the blended resin system in the range of 163 to 179 cP. However, resin temperature was increased during infusion to reduce the viscosity. The effect of doping concentration on viscosity and glass transition temperature is shown in Table 2.
The studied exothermic differential scanning calorimetry (DSC) peaks for 0% wt. and 10% wt. doped VERs are presented in Figure 6. The curing kinetics of polymer composites is based on the exothermic reactions found during the resin curing cycle. Glass transition temperature has been linked to degree of cure, based on the temperature history profile.
13
The addition of ZnS:Mn particles proved to have little or no effect on the internal heating profile of the DSC measurements within the range of concentration. The addition of ZnS:Mn reduces the heat capacity as seen by the lesser peak with particle addition, however, did not decrease the reaction temperature needed to complete polymerization.
DSC profile of ZnS:Mn doped vinyl ester.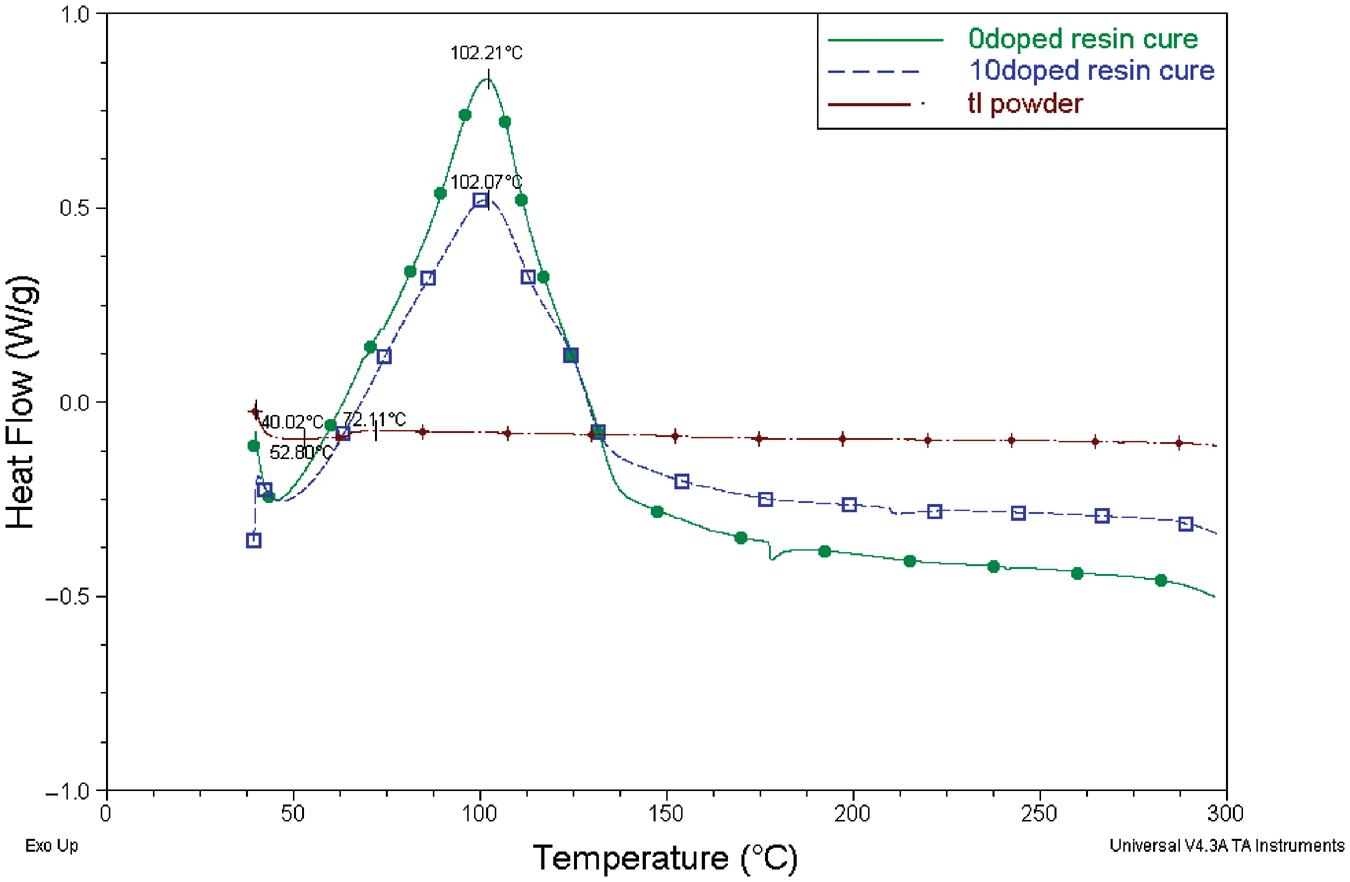
Influence of doping concentration on viscosity and Tg
Mechanical testing results
From prior knowledge of material behavior, it was assumed that fiber-matrix bonds would deteriorate with TL additives implying successive void formation with defect creation, or poor interfacial properties. GFRC laminates were fabricated without the addition of ZnS:Mn phosphors. This enabled the determination of the parasitic effects or material degradation experienced from integrating ZnS:Mn phosphors at differing concentrations. Figure 7 shows evidence of degradation in tensile strength with increasing concentration compared to the control sample at 0% filler content. It appeared that inclusion of TL materials, essentially acting as composite fillers, added no reinforcement concerning tensile strength.
Parasitic response of tensile strength.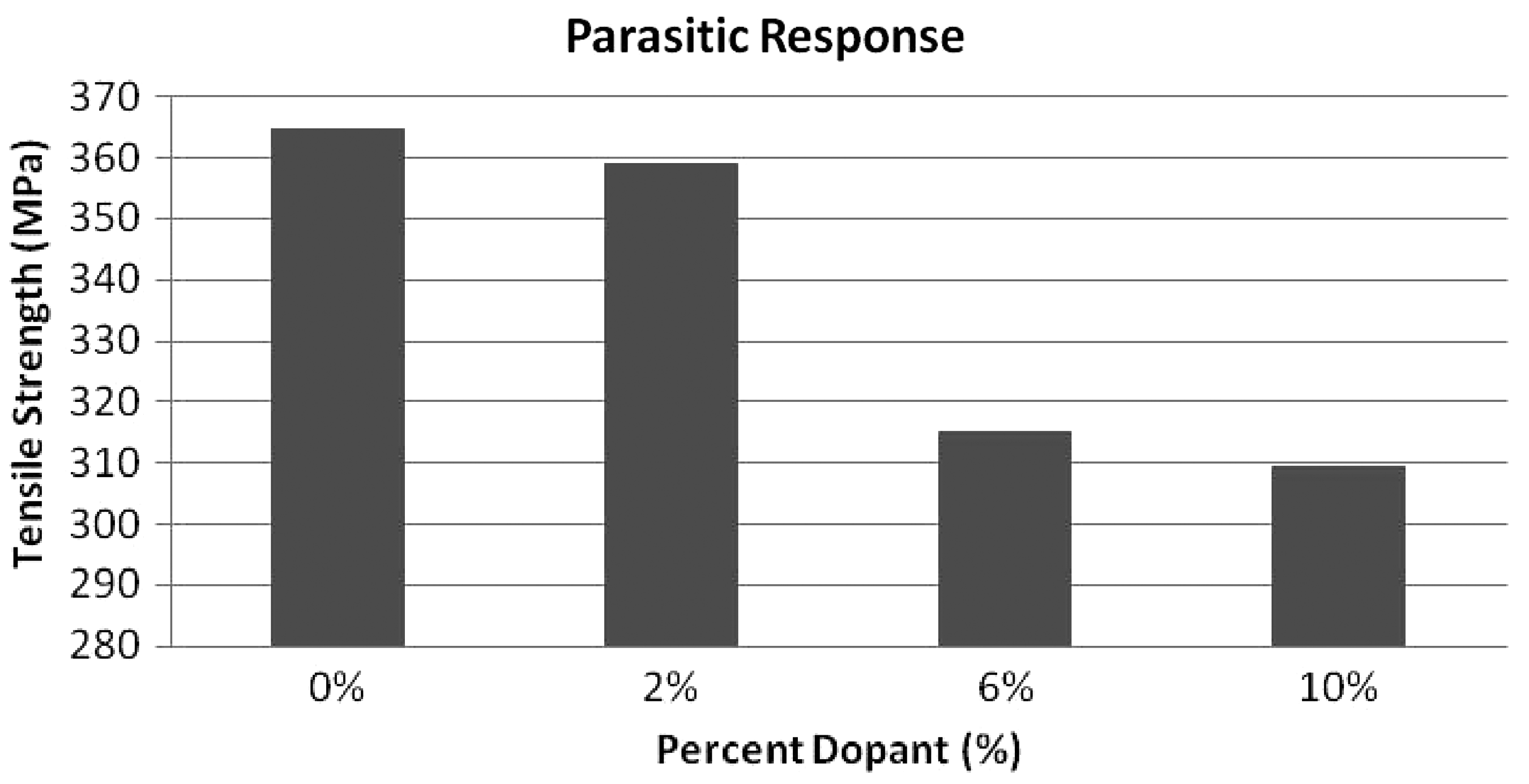
Conclusions
The two-dimensional mold rotational apparatus improves the dispersion of ZnS:Mn particles, where in normal fabrication of simple composite structures particle settling is prominent. The rotational fabrication method employed provided a low-level centrifuge for a vacuum bagging process with simple geometry. In part, the rotational apparatus was created to disperse ZnS:Mn crystals throughout a composite laminate. This type of agitation method has considerable potential through ‘Design of Experiment’ analysis in conjunction with SEM image analysis concerning the micro-dispersion characteristics of RTM processes for filler dispersion. An optimized fabrication procedure was established for inner and outer mold speeds at 30 and 35 settings, respectively. A concentration of 9 %wt. was shown to have amenable dispersed states considering the derived dispersion metric involving inter-particle spacing. The dispersion was also observed macroscopically through photoluminescent emissions resulting from exposure to a black light.
In summary, particulate inclusion presents a means for actively inundating FRCs with pain sensitive components as outlined. Although, particulates may have an adverse effect on tensile stress, their inclusion in resin matrices was found to be compatible. Excitation upon initial failure is a key factor when assessing the viability of a structural monitoring system. The TL doped composites have thus far proven as reliable illuminating centers. However, keeping the particulate concentration at a minimum will reduce parasitic responses such as weight, and loss of mechanical properties. This suggests rotational speeds in two dimensions is the paramount contributor to effectively dispersing TL particles. Ongoing work continues to determine suitable methods for collecting and transmitting the TL emissions from failure events and relate them to residual structural integrity.
Footnotes
Acknowledgement
This research received no specific grant from any specific funding agency in the public, commercial, or not-for-profit sectors.