
Abstract
Sisal fibers were pretreated by alkali and alkylation, and then mixed with polylactic acid to make sisal fiber-reinforced polylactic acid composites, respectively. The architecture and aspect ratio of sisal fibers before and after mixing, the micro-morphology of fracture surface, and the properties of composites were investigated. The results showed that surface treatment greatly impacted the fiber fracture behavior. Shearing fracture occurred to the untreated sisal fibers and alkali-treated sisal fibers, which led to a sharp reduction in the length of the fiber, while the shear-tear facture occurred to the alkylation-treated sisal fibers and resulted in obvious decrease in both length and diameter of alkylation-treated sisal fibers. The fiber aspect ratio of sisal fibers was affected first by the pretreatment method, then by the processing temperature, and the sisal fiber content. Furthermore, the mechanical properties of reinforcing fibers and sisal fiber-reinforced polylactic acid composites were influenced fundamentally by the pretreatment method.
Introduction
With the growing of the so-called ‘white pollution’ and the oil resource crisis, it has become a common sense that the development of biodegradable eco-friendly materials based on the natural resources could be of benefit to less dependence on petroleum and environmental preservation. In the last two decades, the bio-based polymer and biodegradable polymer composites have become a research focus. At present, natural fiber-reinforced composites are emerging as a viable alternative to glass fiber-reinforced composites, especially used as automotive parts, building materials, and other industrial consumables. Advantages of natural fiber over conventional glass fiber are such as low density, low cost, low energy consumption, and biodegradability. 1 – 5 The use of natural fiber-reinforced composites in automotive parts could reduce the component of glass fiber-reinforced composites and could lower the energy consumption in production. 6 – 8 Moreover, as building materials, they exhibit favorable non-brittle fracture on impact, non-easily deformation, and good durability. 9
Polylactic acid (PLA) is a kind of thermoplastic made from corn starch by a ‘two step’ polymerization and is the subject of many studies in recent years.
10
–
16
Among the available biopolymer, PLA is the natural resource based polymer produced at a large scale per year. As well, PLA-based biocomposites are widely investigated by the polymer scientists over the last decade. The synthesis process of PLA is shown in Figure 1.
‘Two step’ synthesis process of PLA. PLA: polylactic acid.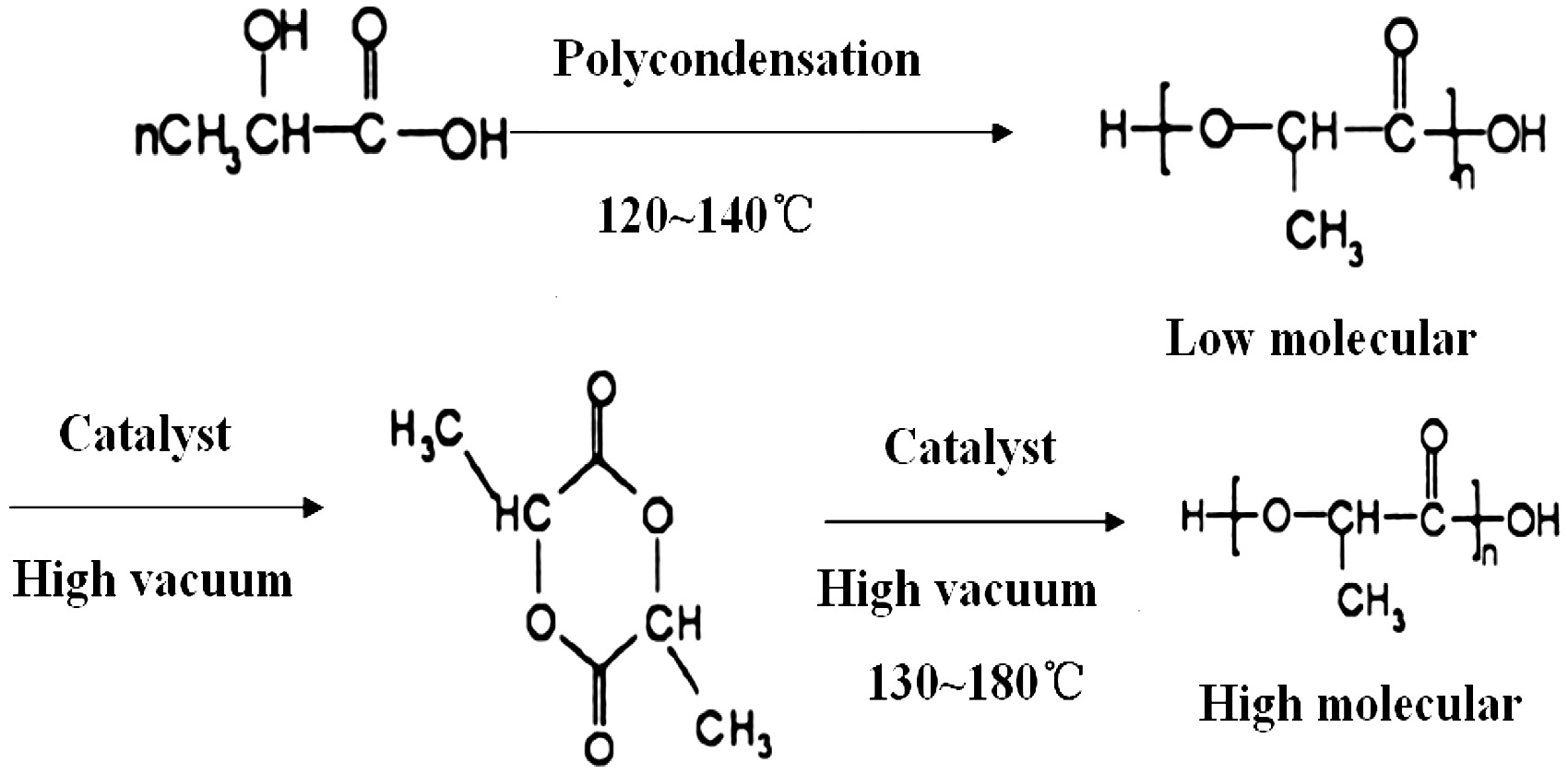
PLA has three outstanding properties17,18: renewable sources, full biodegradation, and reduction of environmental load. However, because of its brittleness and high price, PLA needs treatment for practical applications and commercialization. In order to lower the cost and to improve the quality of PLA products, PLA is usually blended with fibers or other filling materials to make composites. Glass fiber/PLA composites have been used in electronic, automobile, and building fields. Also, flax fiber/PLA, jute fiber/PLA, and bamboo fiber/PLA composites have also been investigated from different aspects.
Sisal fiber (SF) is extracted from the leaf of sisal plant. Sisal mainly grows in torrid and semi-tropical zones, thus it can be widely grown in south China. The tensile strength and Young’s modulus of SF are 468–640 MPa and 9.4–22.0 GPa, respectively. 19 Its outstanding properties such as low density, low cost, and high relative strength could offer SF-based composites low cost and high mechanical properties, and therefore SF is gaining much attention with respect to the development of natural fiber-reinforced composite material.
Like other natural fibers, SF contains impurities such as pectin, lignin, hemicellulose, ash, etc., which have great influence on the quality of the SF–matrix interface. 19 Among many factors which determine the final performance of the composite materials, the quality of the fiber–matrix interface is believed to be of the most importance. 19 The quality of the fiber–matrix interface depends on the characteristics of fibers and matrix resin, and also heavily depends upon the method of surface treatment of natural fiber. Other factors which should be taken into consideration during preparing fiber-reinforced composites include mixing and molding process technology.
In this article, alkali and alkylation treatment methods were used to improve the SF–matrix interface adhesion. The morphology of SF in the SF-reinforced PLA composites was investigated in terms of the effects of various surface treatments and processing conditions on the fiber–matrix interface.
Experimental
Materials
Mechanical properties of PLA 3051D
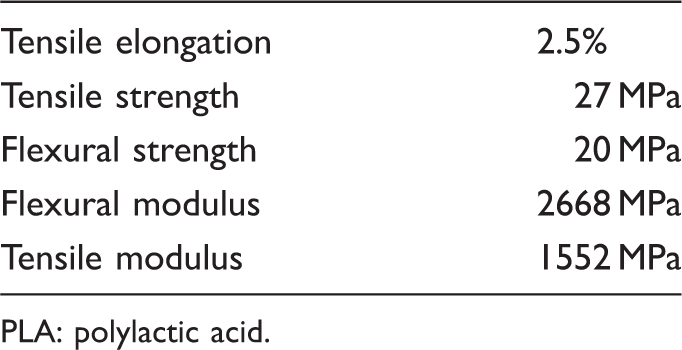
PLA: polylactic acid.
Surface treatment of SF
Alkali treatment is usually processed before SFs are blended with matrix resin in order to remove residual lignin, wax, and oils covering on the external surface of the fiber cell wall, depolymerizes the native cellulose structure, and exposes short-length crystallites. Furthermore, treatment with NaOH leads to a decrease in the spiral angle and an increase in molecular orientation. 19 In this study, the process was performed at room temperature of 25°C. First, the SF bundle was cut short in the lengths of 2, 4, 6, 8, and 10 mm with a cutting machine which has a ruler fixed on its platform. Adjusting the position of cutter according to the ruler, the fiber could be cut short in a specific length. Then, the fibers were submerged into 10% NaOH solution and mixed for 1 h. After that, the soaked SF was washed with water prior to pickling in 3% nitric acid solution. Then, the SF was washed with water again and finally dried in the open air for the sample preparation.
The purpose of alkylation treatment was to introduce plasticization into cellulosic fibers and to improve the fiber–matrix interfacial bonding. At ambient temperature, the SF in various lengths was submerged into 20% NaOH solution containing 1% isopropanol for 15 min. The soaked SF bundle was washed with water prior to pickling in 3% acetum, then washed with water again, and finally dried in the open air to prepare for the sample.
Sample preparation
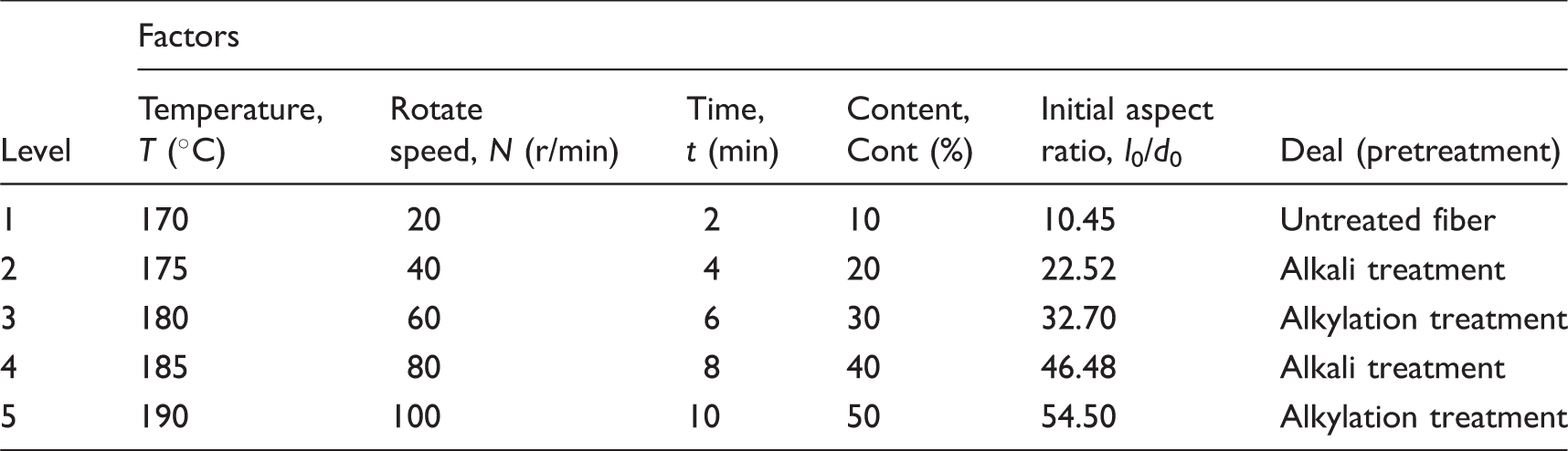
Factor combinations for orthogonal experiment
Performance testing
The dried fibers were put in the crucible container for differential scanning calorimetry (DSC) testing with a Netzsch DSC204C. Nitrogen gas was used to protect the fibers from oxidation degradation. The samples were scanned from 25°C to 500°C with a heating rate of 10°C/min. Using a Netzsch TG209, the dried fibers were put in crucible for thermogravimetric (TG) testing with the protection of nitrogen gas, also heated from 25°C to 500°C at the heating rate of 10°C/min. For observing the variation of groups before and after SF surface treatment, the dried fibers were cut into small pieces and then tested using an infrared spectrometer (Nicolet NEXUS670). The morphology and transparence of the fibers were observed using a polarizing microscope (Axioskop40). The aspect ratio of the fibers was measured with a stereomicroscope (Stemi2000-C).
Both the tension and flexural properties of the fibers and composites samples were tested using an Instron 5566 electronic all-powerful experiment machine. The tensile rate was 3 mm/min for fibers and 2 mm/min for composite samples. The loading speed was 3 mm/min when testing the flexural properties of composites. The impact strength was performed using a cylinder support beam impact testing machine (Dynatup POE2000).
Scanning electron microscopy
The prepared sheets compressed as described in ‘Sample preparation’ section were used in this test. The sheets were fractured in liquid nitrogen to get unaffected fractured surfaces. And then the fractured surfaces were sprayed with gold powder to prepare for scanning electron microscopic (SEM) observation by a SEM (S-3700N).
Results and discussion
Analysis of the surface treatment method
Figure 2 shows the Fourier transform-infrared spectra of untreated SFs, ASFs and alkylation-treated sisal fibers (AISFs). It can be observed that there are two evident additional characteristic peaks at 1731 and 1251 cm−1 in the curve of SF compared with those of ASF and AISF. It is known that the lignin structure contains many function groups, among which the methoxyl, phenolic hydroxyl, and carbonyl possess the stronger reactivity capacity, and the pectin contains aldehyde functional groups. The characteristic peak at 1731 cm−1 belongs to C=O in carbonyl group contained in the lignin, and the methoxy and carbonyl groups contained in the pectin. The characteristic peak at 1251 cm−1 belongs to C–O in phenolic hydroxyl group contained in the lignin. The results showed that the SF contained both lignin structure and pectin, which should be removed by surface treatment using alkali and acetylation treatments.
Fourier transform-infrared spectrum of SF, ASF, and AISF. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.
The DSC curves of SF, ASF, and AISF before processing are shown in Figure 3. The curves of ASF and AISF have obvious change compared with that of SF. However, the first absorption peak appears at about 100°C in all curves, which is due to the evaporation of the water in fibers. For the curve of SF, an exothermic peak appears at 297°C. This is probably because of the cross-linked reaction, crystallization of the lignin, and low polymerized hemicellulose. As heated further, an absorption peak appears at 325°C, owing to the degradation of the lignin and hemicellulose. For the curve of AISF, an absorption peak exhibits at 353°C resulting from the melting of a kind of crystal existing in cellulose. This kind of crystal was formed by introducing alkyl into the cellulose and very active.
21
For the ASF, an absorption peak appears at 388°C as a result of the degradation of recrystallized cellulose. The exothermic peaks on curves of ASF and AISF shift to higher temperature. This is only because of the cellulose recrystallization, while the hemicellulose was removed by strong lye in the pretreatment.
DSC curves of SF, ASF, and AISF. DSC: differential scanning calorimetry; SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.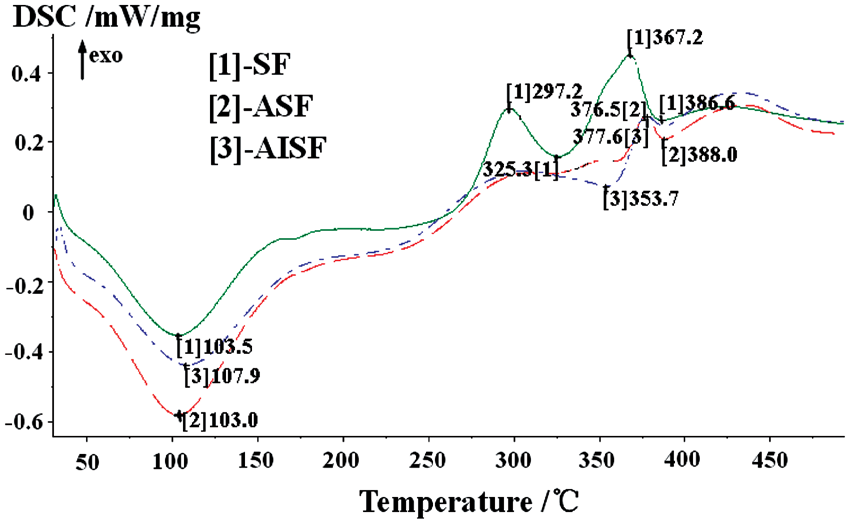
Figure 4 shows the TG curves of SF, ASF, and AISF before processing. It can be seen that the SF has a local maximum value of degradation rate at around 310°C, which proves the degradation of the hemicellulose and lignin. The degradation of cellulose accounts for the maximum degradation rate exhibited on the curves of SF, ASF, and AISF.
TG curves of SF, ASF, and AISF. TG: thermogravimetric; DTG: differential thermogravimetric; SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.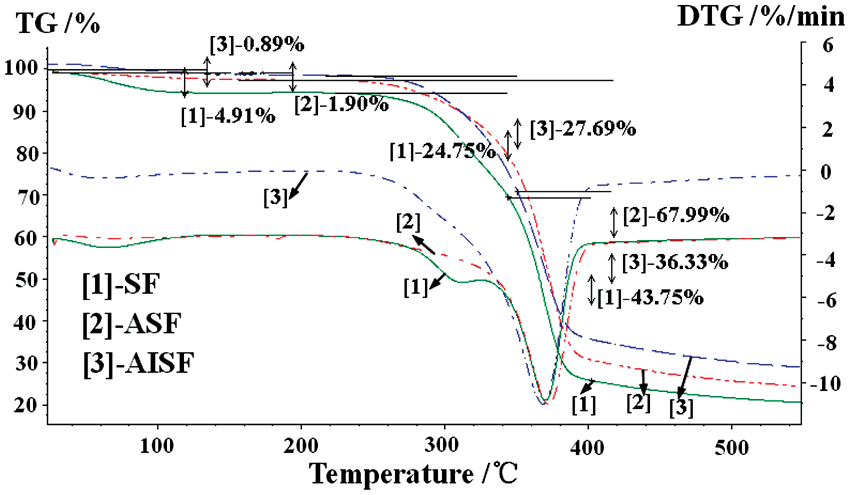
Analysis of SF morphology before and after treatment
The frequency distribution histogram of fiber diameter before processing is shown in Figure 5, which presents that the diameters of the fibers have a normal distribution with large divergence. It can also be seen that the diameter of SF is larger than those of ASF and AISF, and the diameter of AISF is larger than that of ASF. The phenomenon can also be proved by the transparence of SF, ASF, and AISF as shown in Figure 6. The color of the treated fibers is greatly different from that of untreated one. The untreated fiber looks white with surface gloss, while the treated one becomes yellow, more transparent, and less surface gloss. Moreover, the treated fiber is softer and easier to agglomerate. The reason for this is that the untreated SF contains more lignin, hemicellulose, pectin, and ash. When treated with alkali, some parts of the lignin, hemicellulose, and pectin were removed from the SF bundle by the strong lye, leading to some decrease of the fiber diameter, more erosion and fibrillation of the fibers, and more hydrogen bonds exposed. The alkylation treatment partially acted as the alkali treatment, and also introduced into alkyl substitution groups. When the strong lye was washed off, the alkyl substitution groups can prevent the highly expanded AISF from shrinking.
Frequency distribution histogram of fiber diameter before blending. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber. Surface morphology of (a) SF, (b) ASF, and (c) AISF. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.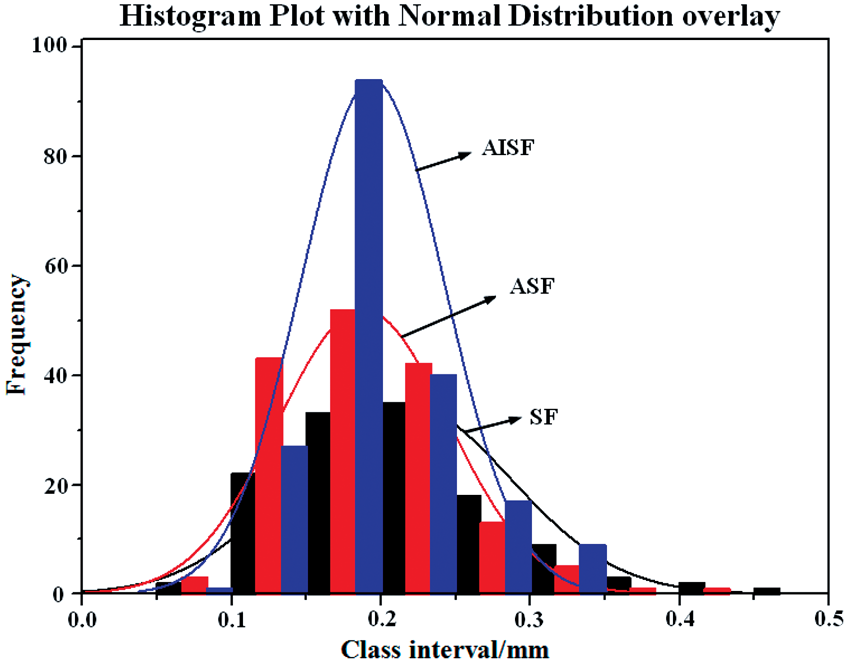
Analysis of fracture patterns
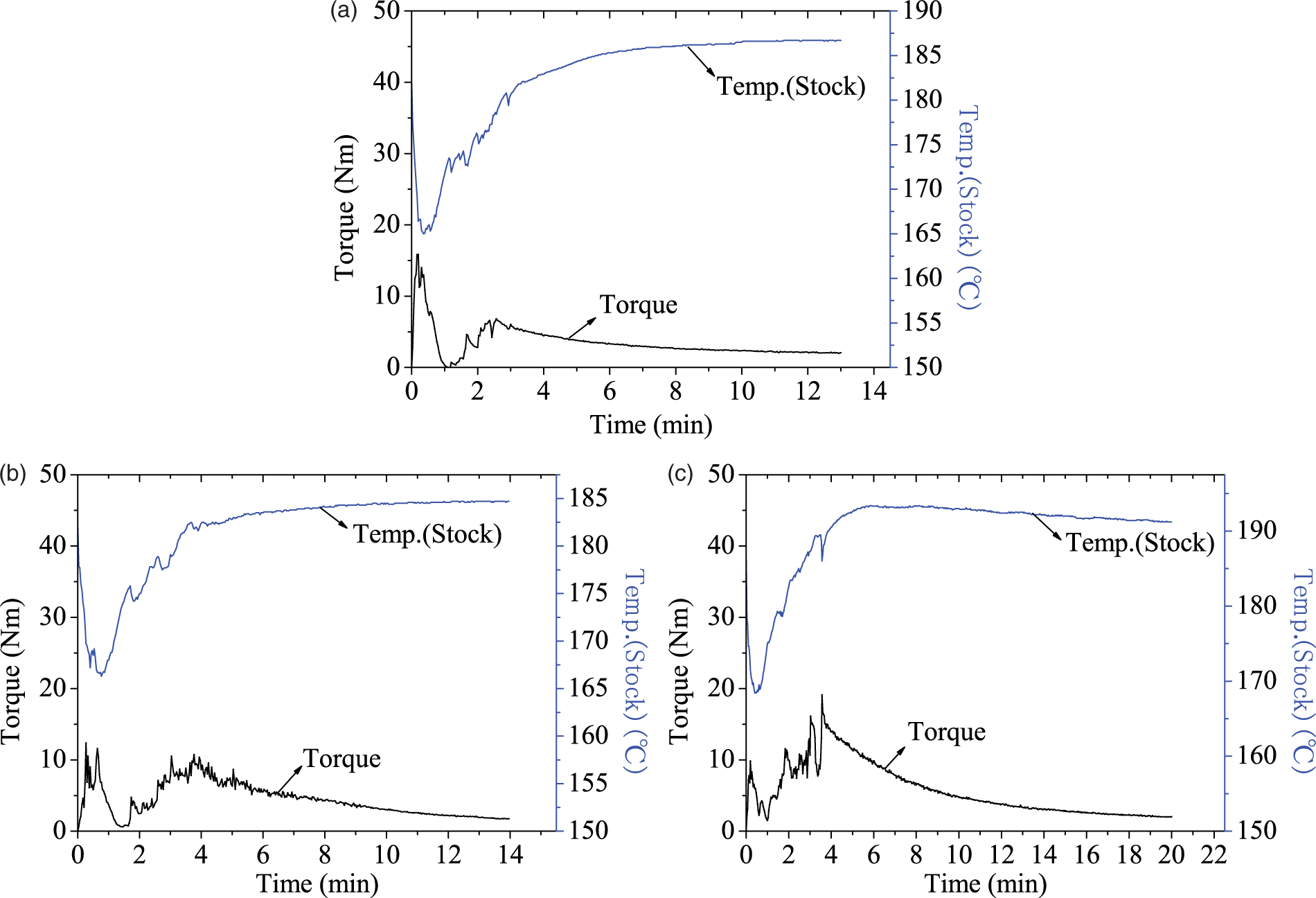
Fiber fracture mainly results from the shear stress and heating during the processing. It is obvious that the surface treatment method had great effect on the fracture pattern, as shown in Figure 7. Shear fracture only happened to SF and ASF, while AISF experienced shear-tear fracture as the shear fractrue occurred to avulsion fibril after the bundled fiber fractrue had been teared apart. The possible reason for this is as follows. The alkylation treatment not only removed the lignin, hemicellulose, and pectin on the fiber surface, but also brought in alkyl substitution groups, which prevented the hydrogen bonds from recombining, and led to the reduction of intermolecular force. Hence, the AISF tends to be teared apart first and then sheared apart under shearing force during mixing, which might result in small diameter of AISF in the composites. Moreover, the torque variation during the processing is related to the diameter and length of the fibers. Figure 8 shows the torque–temperature curves for representative blend process. As it can be seen in Figure 8, the larger the length and diameter of the fibers were, the larger corresponding torque will be needed. Also, the levelled-off torque implied that the fibers would not fracture any more. Thus, the dimension of fibers had a limitation and the fibers stopped fracturing further more once the limited dimension was reached.
Fiber fracture patterns: (a) SF, (b) ASF, and (c) AISF. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber. Torque–temperature curves: (a) SF content 20 wt%, (b) SF content 30 wt%, and (c) SF content 50 wt%. SF: sisal fiber.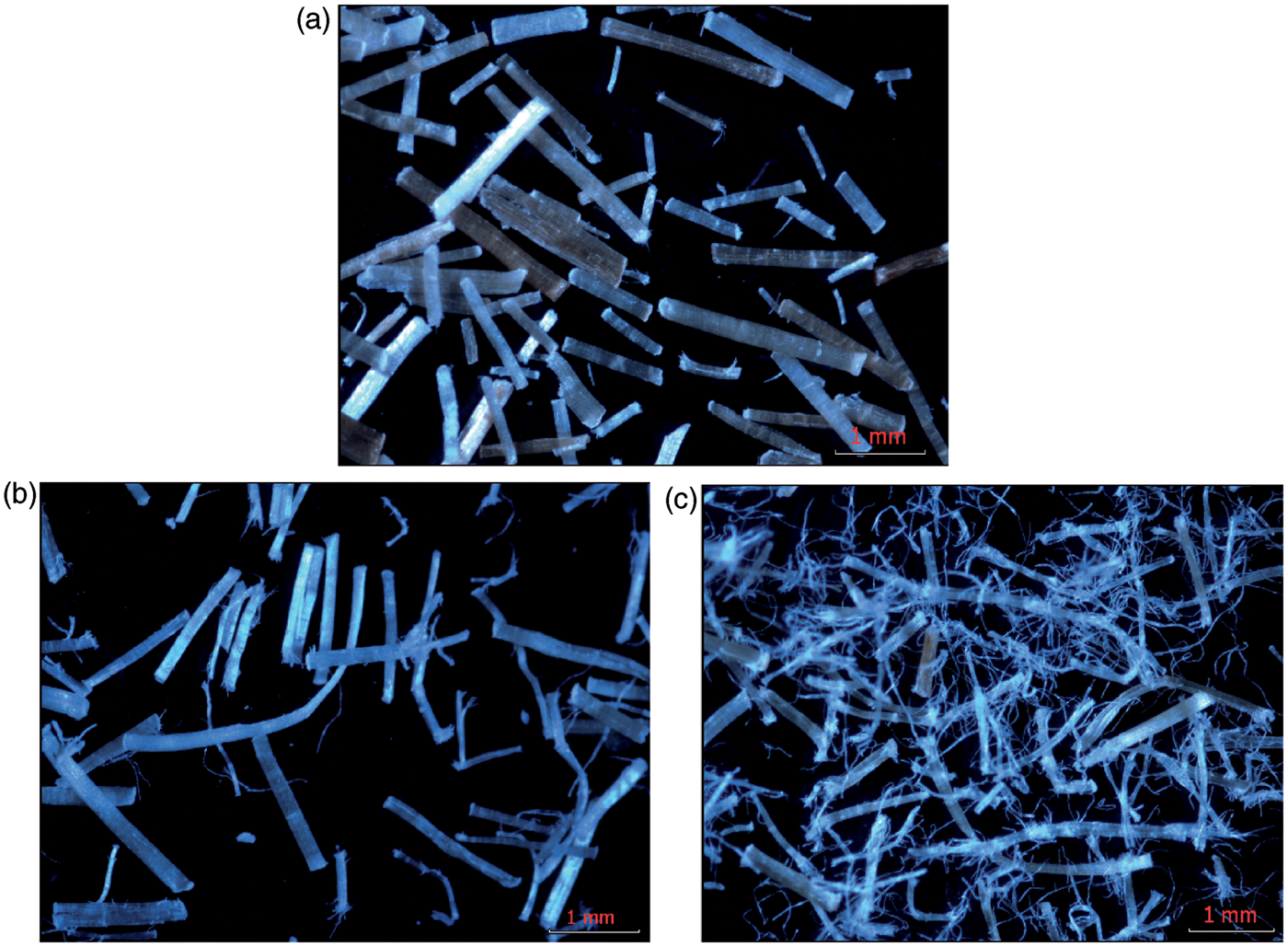
Analysis of factors influencing the fiber aspect ratio
Experimental design and the corresponding results
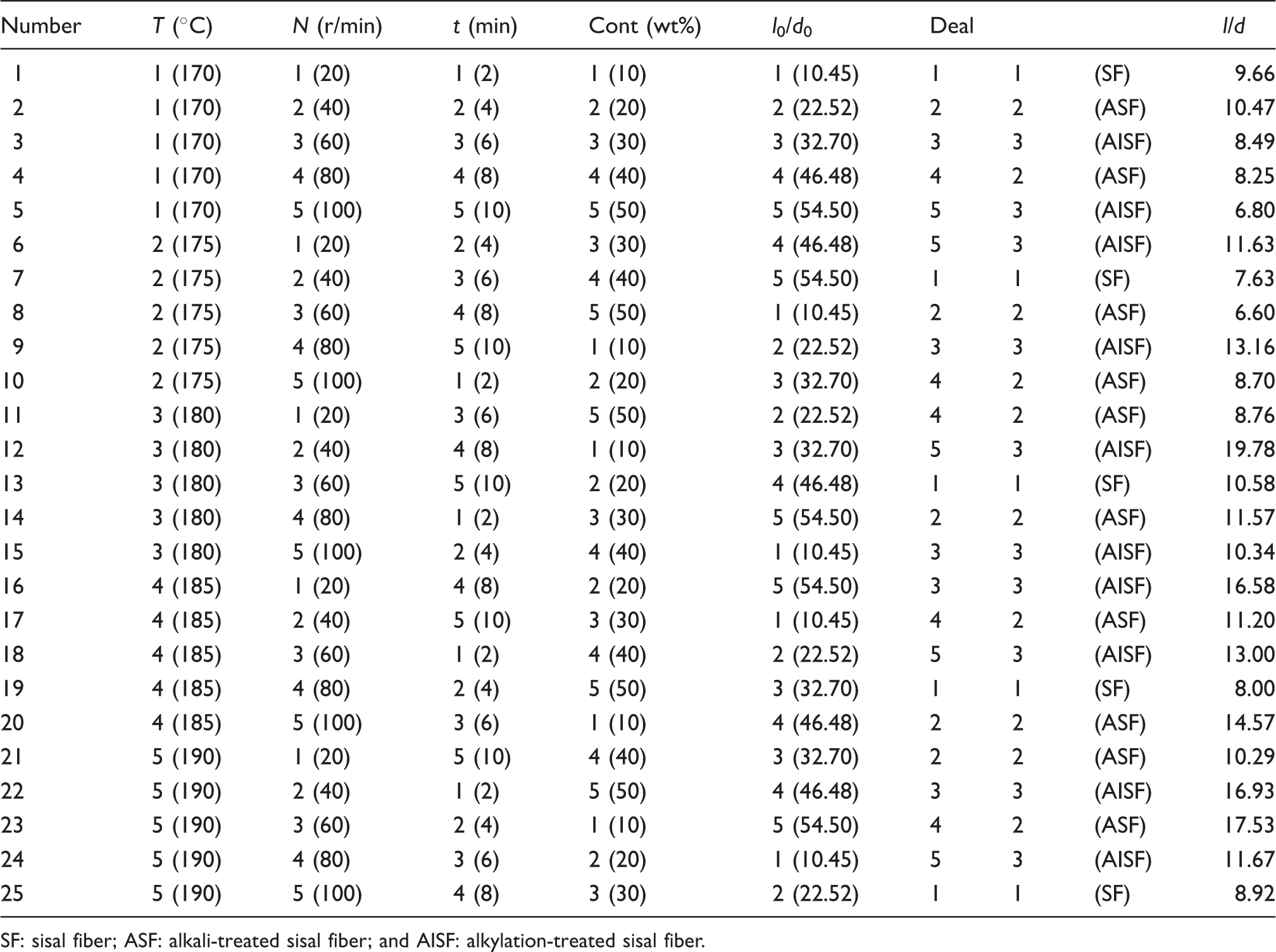
SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.
Variance analysis results
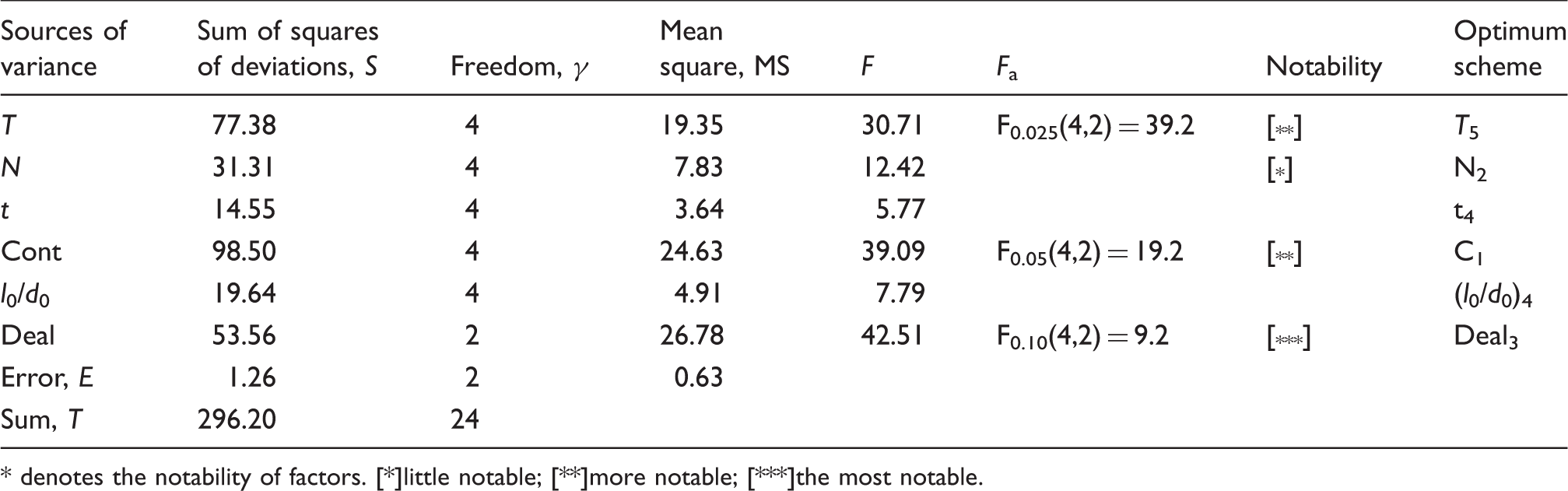
* denotes the notability of factors. [*]little notable; [**]more notable; [***]the most notable.
Analysis of mechanical properties of fibers and composites
The bald statistics of testing results show that the arithmetical average value of tensile strength of SF is 254.52 MPa. For ASF and AISF, they are 277.027 and 307.53 MPa, respectively, increasing by 9% and 21% compared with SF. According to the analysis of the surface treatment methods and fracture patterns, low molecular substances were removed by the strong lye. Therefore, the effect of fiber surface stress concentration on the tensile strength was diminished which in turn enhance the tensile strength. The difference between arithmetical average values of tensile strength of ASF and AISF could be attributed to the introduction of alkyl groups into AISF.
The SFs treated with strong lye exhibit better flexibility and are easy to curl together. The arithmetical average tensile modulus of SF, ASF, and AISF are 10534.77, 9892.431, and 8546.597 MPa, respectively. The tensile modulus reflects the ability of materials to resist deformation. Thus, the arithmetical average tensile modulus above implied that ASF and AISF are more easily to be deformed, comparing with SF. With the increase of fibers rigidity, the shear force and friction between fibers and fibers, fibers and inner surface of barrel, or fibers and rotors are increasing, and in turn will generate plentiful shear heat, make the temperature increase sharply. It was found that the color of SF had changed to be brown at 190°C during mixing processing, which illuminated that the SF started to degrade, while there was no such change found in ASF and AISF. This can also be explained by the variety of tensile modulus after treatment on SF. As well, it is feasible to heighten the processing temperature for ASF and AISF.
The arithmetical average of breaking elongation rate of PLA, SF, ASF, and AISF is 4.65%, 2.84%, 4.64%, and 6.31%, respectively. In the composite materials, fibers act as reinforcing phase, load transferrer, and stress dispersion, which requires the performance of fibers match that of matrix in order to obtain the best mechanical properties. Generally, when designing fibers reinforced composites, it is required that the breaking elongation rate of matrix should be double as that of reinforcement in order to fully exert fibers reinforcing effect. Accordingly, the untreated SFs have better reinforcing effect for SF/PLA composites, but not the ASF or AISF. Thereby, for ASF and AISF, it is necessary to balance the toughness of PLA with the fibers to utilize the fibers reinforcing effect.
According to the orthogonal experiment results, the tensile, flexural, and impact properties of the composites were tested and analyzed. The testing results show that both the tensile and flexural properties of the 50 wt% content untreated SFs-reinforced composite have the best results when the tensile stress and modulus are 12.476 and 3137.4734 MPa, respectively, and the flexural stress and flexural modulus are 26 and 6894.352 MPa, respectively. The tensile and flexural stresses increased by 102% and 158.3% than that of pure PLA, while the tensile and flexural moduli decreased by 29.5% and 55% than that of pure PLA, respectively. The result can be explained by the bad interfacial bonding of fibers and PLA matrix and the bad dispersion of fibers in composites. In addition, the 50 wt% content ASF-reinforced composites have the best impact property, increased by 124.4% than that of pure PLA at the same testing condition. However, the AISF-reinforced PLA composites do not offer some good mechanical properties as expected to. The causes may be that the performance of AISF does not match with that of PLA as metioned above, and that AISF have been teared apart much more during mixing which leads to more AISF fibrils in the composite. The AISF fibrils not only exhibit poor mechanical property, but also cause stress concentration due to agglomeration and poor disperation.
Analysis of micro-morphology of fibers
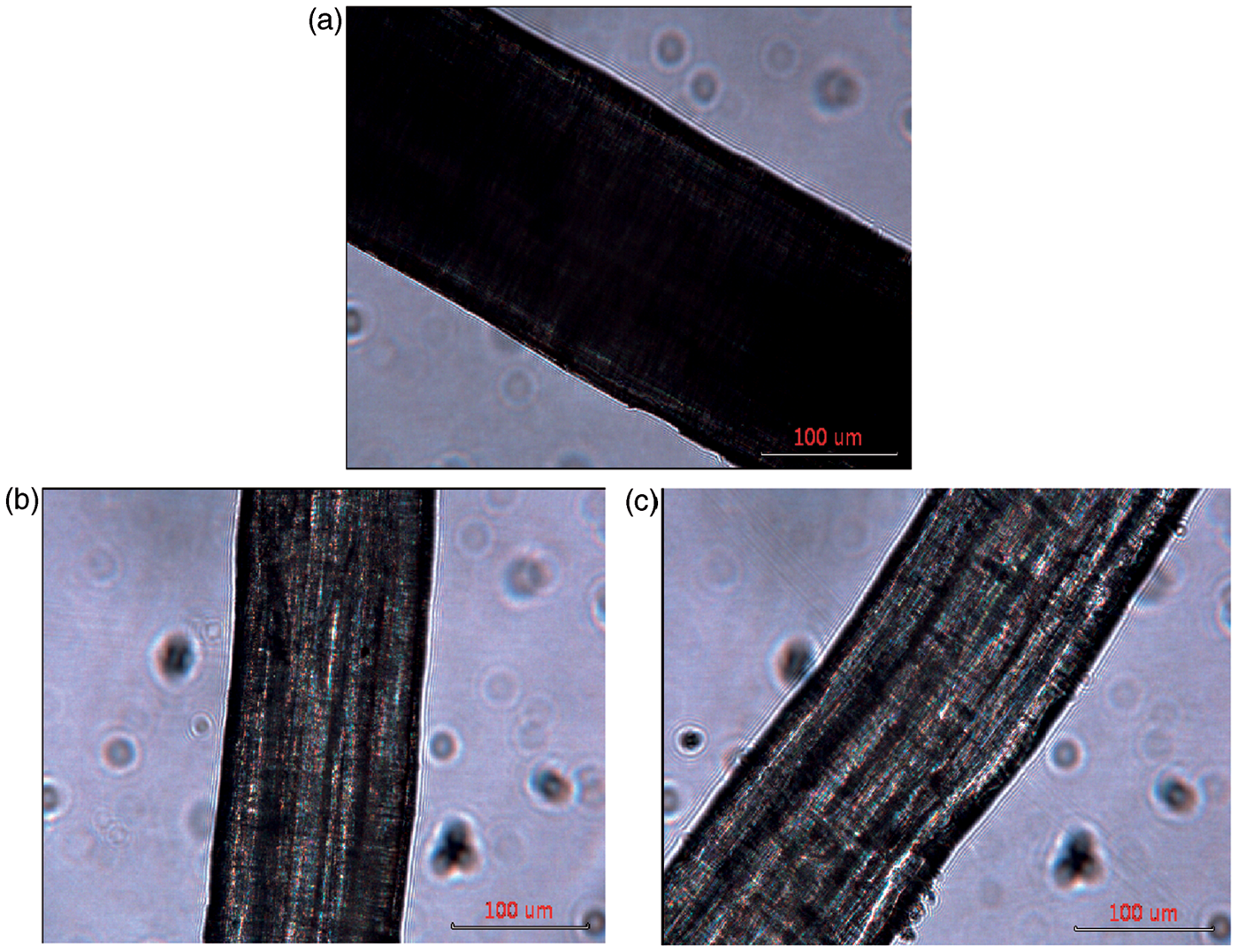
Figure 9 shows the micro-morphology of the SF surface. As shown in Figure 9(a), the untreated SF surface exhibits impurities and looks smooth, which would lead poor adhesion between fibers and polymer matrix. While the treated SF surface looks clear and rough with zigzag-like grooves, as shown in Figure 9(b) and (c). From the microscopic view standpoint, this observation proves that the impurities were removed from SF furface by strong lye, which in turn etched the fibers.
Micro-morphology of surface: (a) SF, (b) ASF, and (c) AISF. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.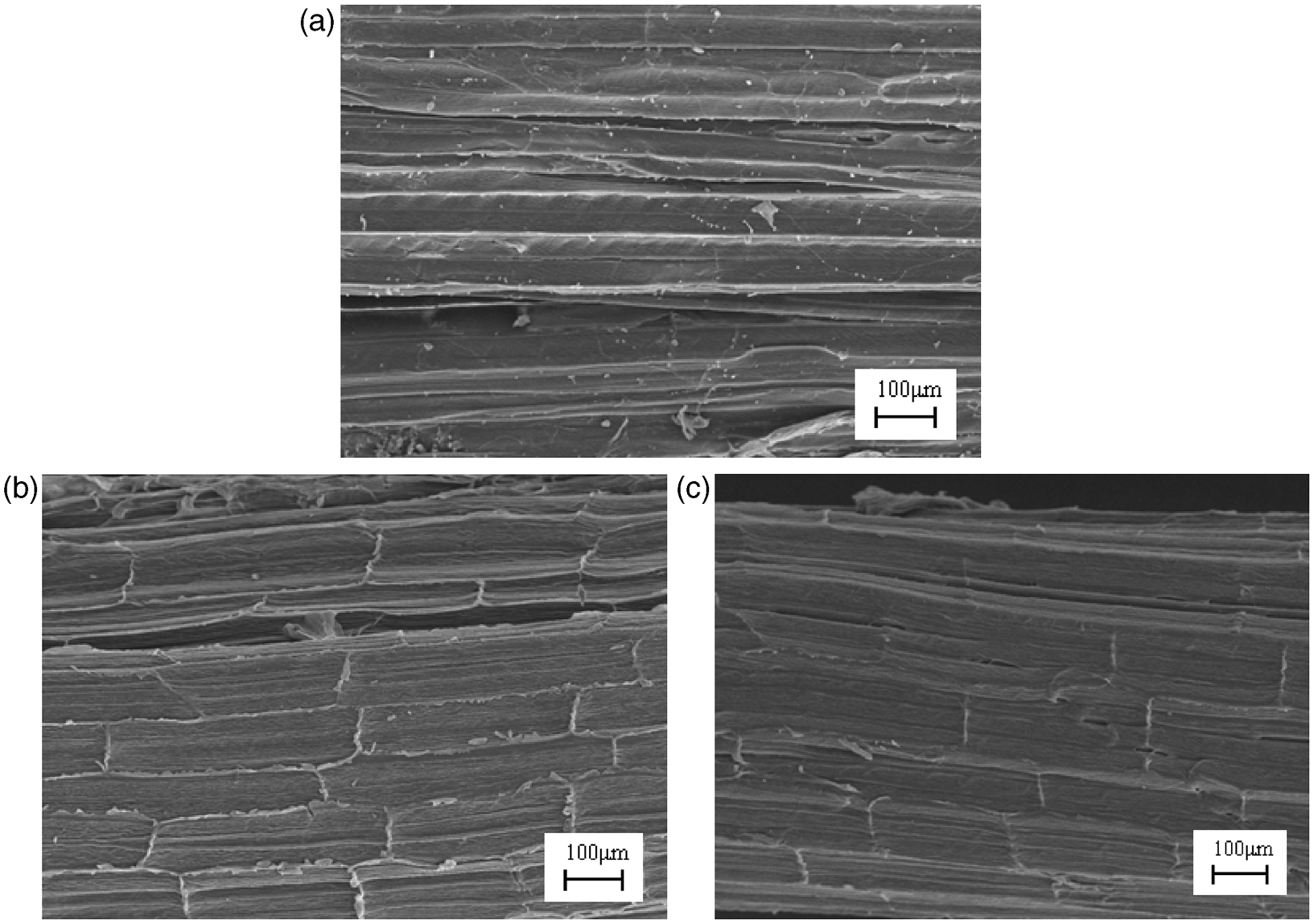
Figure 10 demonstrates the micro-morphology of fracture surface of the composites reinforced by SF, ASF, and AISF, respectively. As shown in Figure 10(a), the interface between the untreated SF and the PLA matrix is loose since no PLA matrix adhered to the SF surface. It could be obviously observed that there was smaller interstice between ASF and PLA matrix, while there was more matrix material adhered to the surface of ASF. This proved that the surface pretreatment of SF could improve the interfacial adhesion between fibers and PLA matrix and therefore ehance the mechanical properties of pretreated SF-reinforced PLA composites. However, Figure 10(b) also shows that there are still considerable interstices between the treated SF and PLA matrix. This implies it is not easy to gain good interfacial properties of SF/PLA composites only by simple pretreatment as alkali treatment. Although alkylation treatment could improve the interfacial adhesion between SF and PLA matrix, as it could introduce some bonding groups onto the surface of the SF, it contributes some disadvantages to SFs as well which limits the AISF reinforcing effect. Hence, the future work should consider adding the chemical coupling agent or interfacial modifier to form chemical bond between the SF and the matrix, and then improve the interface properties. In the meantime, it is well worth developing some novel methods of mixing and processing to preserve the properties of the natural fiber while engineering natural fiber-reinforced biocomposites.
The micro-morphology of composites fracture of different modified fiber: (a) SF, (b) ASF, and (c) AISF. SF: sisal fiber; ASF: alkali-treated sisal fiber; and AISF: alkylation-treated sisal fiber.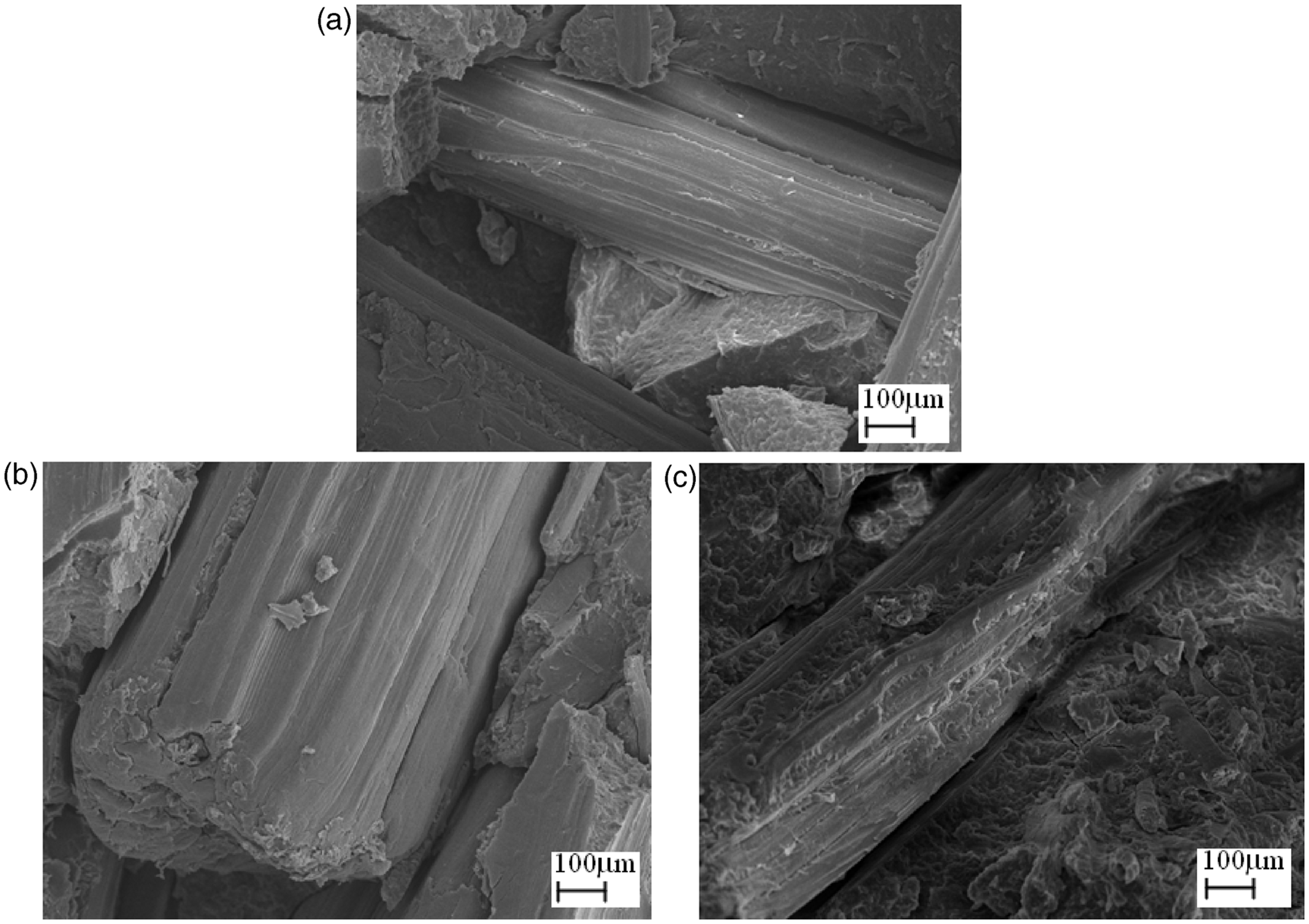
Conclusions
Two fiber surface treatment methods were studied in this article and the factors influencing fiber aspect ratio in processing were also analyzed. Alkali lye can remove hemicellulose, pectin, and lignin effectively, etch the fiber and enlarge the fiber–matrix surface area. Also, the fiber fracture pattern had been greatly influenced by surface treatment. Shearing fracture occurred to the untreated SFs and ASFs, leading to the marked reduction in the dimension of length, while the shear-tear facture occurred to the AISFs, resulting in obvious decrease in both length and diameter directions of AISF. The aspect ratio of SF was most significantly influenced by the pretreatment method, followed by the processing temperature and the fiber content. The rotation speed, initial aspect ratio, and mixing time had little effect on it. Additionally, the aspect ratio was maintained well with high processing temperature, low SF content, low rotation speed, and alkyl treatment. The mechanical properties of reinforcing fibers and the SF/PLA composites were greatly affected by the pretreatment method. The surface treatment of SFs by lye can enhance the tensile strength of SF, but debase its tensile modulus accordingly.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.