
Abstract
This article is devoted to the study of mechanical behaviour of a polypropylene reinforced with short hemp fibres available industrially. The main objective of this study is to understand the major physical phenomena to be taken into account to propose, in an upcoming work, a relevant modelling of these composites. Important experimental investigations were performed and revealed quasi-isotropic microstructure at fibres scale in terms of spatial distribution and orientation using X-ray tomography. Influence of hemp fibres on behaviour of polypropylene/hemp composites was examined at controlled temperature upon monotonic and complex path uniaxial tensile loading at different strain rates (10−4, 10−3 and 10−2 s−1) and fibres weight fraction (0, 5, 10 and 20%w/w). Resulting stress–strain curves pointed out a reinforcing effect of hemp fibres at initial stage. Furthermore, the noted high strain rate sensitivity is accounted for quasi-brittle failure. Use of infrared thermography technique highlighted the presence of ‘two breaking modes’ depending on strain rate, i.e. at low strain rate one single damaged zone appeared, on the contrary at higher strain rate many damaged areas occurred in all calibrated zone. In accordance of all conducted experiments, non-linear behaviour of polypropylene/hemp composites is mainly attributed to matrix behaviour.
Introduction
Owing to environmental and economic situations, natural fibres have gained a huge interest as reinforcement for thermoplastics during the past two decades. 1 This reinforcing material is expected to have the ability to replace synthetic fibres like glass fibre in many sectors. Some works are devoted to highlight and to argue this capacity 2 – 4 and suggest that natural fibre composites have a potential to replace glass in many applications that do not require very high load bearing capabilities.
Over the traditional fibre, the natural has some advantages such as lower cost, lighter weight, and environmental friendliness. Nevertheless, its lower degradation temperature imposes a lower processing temperature and consequently a well-chosen matrix. 5 The matrix is, therefore, usually thermoplastic with low melting temperature like polyolefin (polyethylene or polypropylene (PP)) – the most common material used with natural fibres is still PP.
It is worth noting that most common thermoplastics are incompatible with cellulose-based fibres because of their opposite polarity. As a consequence, coupling agent is necessary to increase performance of cellulosic fibres reinforced composites to improve the interface quality (Beckermann and Pickering 6 ). This study was enhanced more recently by Franco-Marquès et al. 7 which proved that coupling agent efficiency is due to its molecular weight and acid number.
Moreover, an excellent overview of factors governing properties of natural fibres reinforced composites is given by Nunna et al. 8 These complex interactions are usually explained by incompatibility between the components or manufacturing, as noted by Barkoula et al. 9 Ku et al. 10 synthesized in their review the different trends observed when evaluating properties of natural fibres reinforced composites. For instance, Hajnalka et al. 11 showed that tensile strength of their PP/hemp fibres decreases with fibre loading whereas Li et al. 12 studied high density polyethylene/flax and showed that tensile strength increases until an optimal value and then decreases.
The objective of this study is to understand major physical phenomena to be taken into account to propose, in an upcoming work, a relevant modelling of mechanical behaviour of industrial short hemp fibres reinforced PP. Common testing methods with particular emphasis on the effect on strain rate and fibre loading were carried out. The approach adopted in this article is first to focus on the description of the microstructure at fibres scale. Next contribution of hemp fibres as reinforcing materials for PP matrix was assessed using uniaxial tensile loading at different strain rates (10−4, 10−3 and 10−2 s−1) and since the works, found in the literature are often limited to monotonic tensile stress, this study is enhanced by tensile complex path. The last part is consecrated to the presentation of damage in the concerned materials.
Experiments
Materials
The polymer used as a matrix in PP/hemp composite was a commercial block copolymer PP Sabic® PP 314MNK40 with a density of 0.905 g/cm3 and a melt flow index of 90 g/10 min at 230°C and 2.16 kg (according to the ISO standard ISO1133). Different industrial available compositions of short hemp reinforced PP were purchased from Valagro® (research centre in Poitiers, France). The fibre’s length is less than 1 mm and the average length is about 250 µm, with an average aspect ratio of 8. Four different compositions were used; virgin PP (PPC0) and composites reinforced by 5%, 10% and 20% in weight of short hemp fibres called PPC5, PPC10 and PPC20, respectively.
Processing
The compounds were made by an extrusion process using a co-rotative twin-screw model Clextral BC21 with screw length of 600 mm and length to diameter ratio L/D of 25. The obtained pellets were then maintained at 70°C for 12 h to remove residual water. All the compositions were moulded in a dumbbell shape, according to the ISO standard 3167 (type 1) using an injection moulding machine press model ARBURG® Allrounder 1000-420C-250. All the processing was done by Valagro® and all moulding parameters were almost identical for all compositions to limit process effect on composites behaviour; hence, the conclusions drawn later in this article are only related to the hemp presence (screw temperature 190°C/180°C/170°C/160°C, injection pressure 1100 bars, holding pressure 950 bars and cooling time 20 s).
X-ray tomography observations showed that volume fraction of microporosities were less than 2%. Water content of moulded specimens was inspected before testing and no significant difference was found between composites (0.18% ± 0.08%, 0.22% ± 0.08%, 0.25% ± 0.08% for PPC5, PPC10, and PPC20, respectively).
Microstructure characterization by X-ray tomography
X-ray microtomography is nowadays a non-destructive technique used to obtain three-dimensional (3D) information about material such as damage or microstructure for reinforced composites. X-ray tomography is based on X-ray radiography and according to the Beer–Lambert law, the recorded radiography is a projection of attenuation coefficient along the path of X beam. A large number of images are recorded while rotating the sample between 0° and 360° to reconstruct the entire volume using filtered back-projection algorithm. A complete microstructure description, i.e. spatial distribution and orientation, had been obtained using X-ray microtomography acquisitions with an X-ray beam power of 13.6 W given a spatial resolution of 6.25 µm on a laboratory apparatus model Nanotom Pheonix X-ray.
Mechanical testing
Dynamic mechanical analysis
Rectangular specimens (50 × 10 × 4 mm3) were used for dynamic mechanical analysis (DMA) experiments. The storage modulus and the loss factor were measured as a function of temperature (−60°C to 100°C) and at four different frequencies (0.5, 2, 5 and 10 Hz) in a three-point bending mode using analyser Netzsch DMA 242C. Several samples were tested upon the same conditions so all plotted figures showed the averaged results, the error bars corresponding to the minimal and the maximal values obtained among all specimens.
Uniaxial tensile test
Several uniaxial tensile tests (monotonic and complex path loading) at controlled temperature of 30°C using an environmental chamber (controller Eurotherm 2408) were conducted to understand the influence of hemp fibres on the behaviour of PP matrix up to failure. Uniaxial tensile tests were carried out using an Instron tensile apparatus model Instron 5585 H with a load cell of 10 kN, mounted with an optical extensometer model Instron AVE 2663-821. Three strain rates in the quasi-static domain were applied to monotonic testing (10−4, 10−3 and 10−2 s−1), while complex path loading tensile tests were piloted by calculated traverse speed to ensure initial strain rates were close to those used in monotonic tensile tests, i.e. 10−4 and 10−2 s−1. Several samples were tested upon the same conditions so all plotted figures showed the averaged results, error bars corresponding to the minimal and the maximal values obtained among all specimens.
Infrared thermography technique
As investigated by Krishnapillai et al. 13 thermography is a convenient tool to assess damage. Two classes of infrared (IR) thermography techniques exist. The first is called active IR thermography technique, an external source of excitation is used and the specimen’s thermal response is analysed. In the second technique, passive IR thermography, no external source is used and the ‘natural’ thermal field is recorded. Apparition and evolution of dissipation areas linked to temperature evolution of specimens, in a passive IR thermography mode, was recorded during tensile tests controlled by traverse speed, using an IR camera model FLIR SC7000 mounted with a 50 mm lens.
Results and discussion
Microstructure analysis
Hajnalka et al. 11 studied hemp fibre reinforced PP and reported that specimens’ tensile strength load in the direction of fibres are 20–40% higher than composites test in a direction perpendicular to the fibres. In fibre-reinforced materials, it is necessary to control the spatial distribution and the orientation of reinforcing materials, indeed the resulting mechanical properties are strongly dependent on the microstructure, e.g. aggregates can act as a weak zone by increasing the stress intensity.
The microstructure in terms of fibres spatial repartition and orientation was characterized by X-ray tomography analyses (see the representation of the volume of PPC5 proposed in Figure 1).
(a) Volume representation of PPC5 and (b) tomography image of PPC5.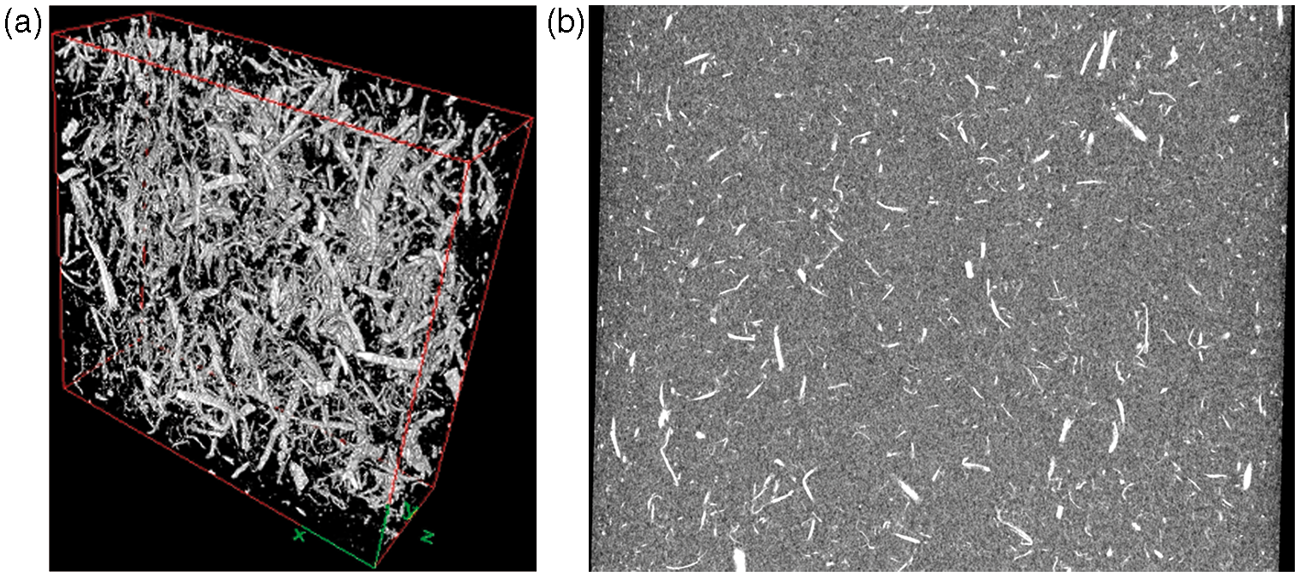
Among all the techniques developed to analyse the spatial distribution of fibres (Karnezis et al.
14
applied to SiCp reinforced aluminium cast composites), a 3D extended radial distribution function Schematic representation of the method used to determine the function h(r).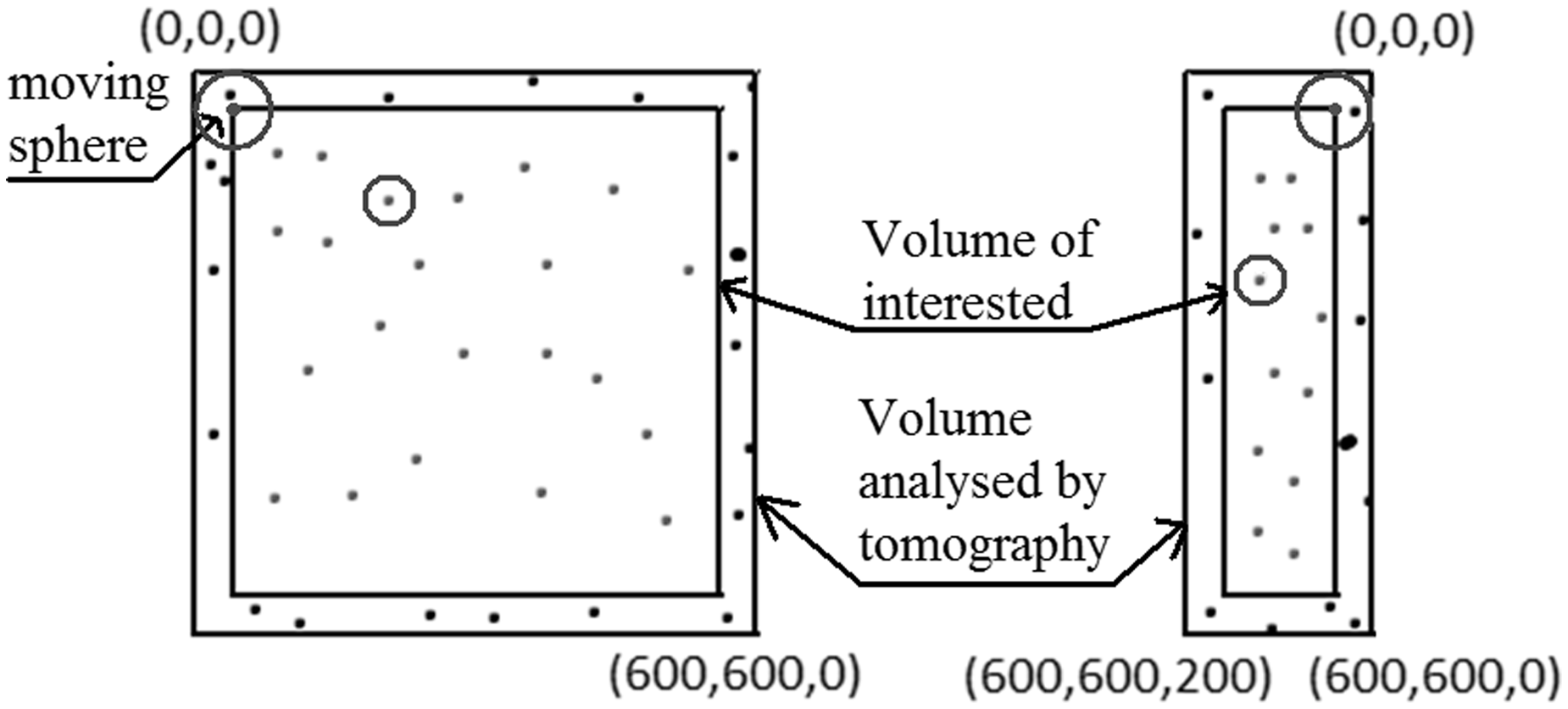
Statistical information for distribution functions
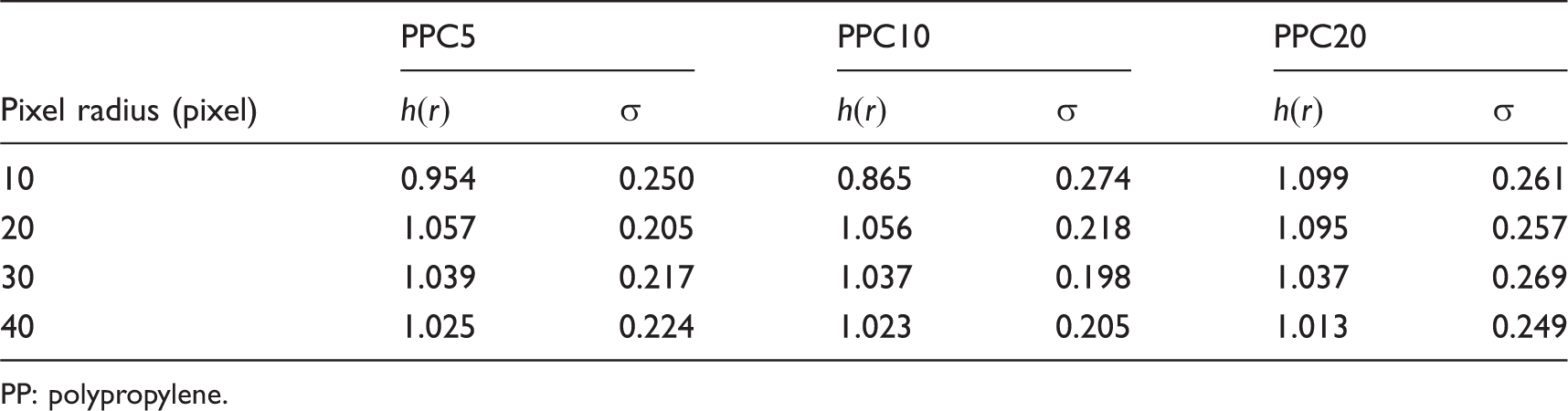
PP: polypropylene.
The global fibres’ orientation plays a crucial role with regard to the loading direction when analysing the composite strength. Only the fibres laid parallel to the loading direction can carry the total charge. The direction vector ϕ angle distribution function of PPC5.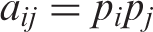
The two angles θ and ϕ (see insert of Figure 3) needed to describe orientation of each fibre in PP/hemp fibre composites were obtained by analysing the volume by X-ray tomography.
The half orientation sphere was sufficient to describe all possible orientations of fibres and had been divided into 324 different classes, and the orientation distribution function for each composite was drawn. Each fibre with an orientation between (θ, ϕ) and (θ + dθ, ϕ + dϕ) was considered to belong to the same class of orientation. Injection moulding of short fibres usually lead to a so-called shell–core structure with complex orientation layers 17 where the orientation is due to fountain flow effect. 16 Three different layers are classically admitted. The frozen layers close to the mould surfaces where no preferential orientation can be found due to rapid temperature decrease of the melt. Fibres tend to be oriented along the direction of the injection flow18,19 in the shell layers. Finally, in the core layer at the centre of the specimen fibres lead to be oriented at 90° according to flow direction. Fibres’ orientation in moulded specimens is highly controlled by the processing parameters and the melt fluidity, optimized the processing parameters can reduced the shell–core structure. The melt fluidity of composites is expected to decrease with fibres content due to partial misalignment that occurred. 17 However, studied composites were obtained using the same sets of parameters (see processing section) and no significant difference was found concerning the melt flow index (90, 87, 86 and 82 g/10 min for PPC0, PPC5, PPC10 and PPC20, respectively). Orientation was, therefore, expected to be the same for all compositions. This hypothesis was confirmed, indeed same trends were found for all composites, but for sake of readability only one angle distribution for PPC5 is plotted on Figure 3. Owing to conducted experimental testing, the probability to find a fibre with an orientation parallel to the x-direction and the y-direction were equivalent. Moreover, tomography images of specimen taken through thickness suggested a quasi-isotropic orientation in injection plane (Figure 1). But the average ϕ angle is around 70° that differs from theory (Figure 3). One explanation could be the length of fibres: indeed very small fibres were integrated into composites, and the mobility of such fibres was sufficient to get an orientation out of the injection plane. Due to the obtained microstructure, that is to say well-dispersed fibres with quasi-isotropic orientation, reinforcing effect of hemp fibres is expected.
DMA analysis
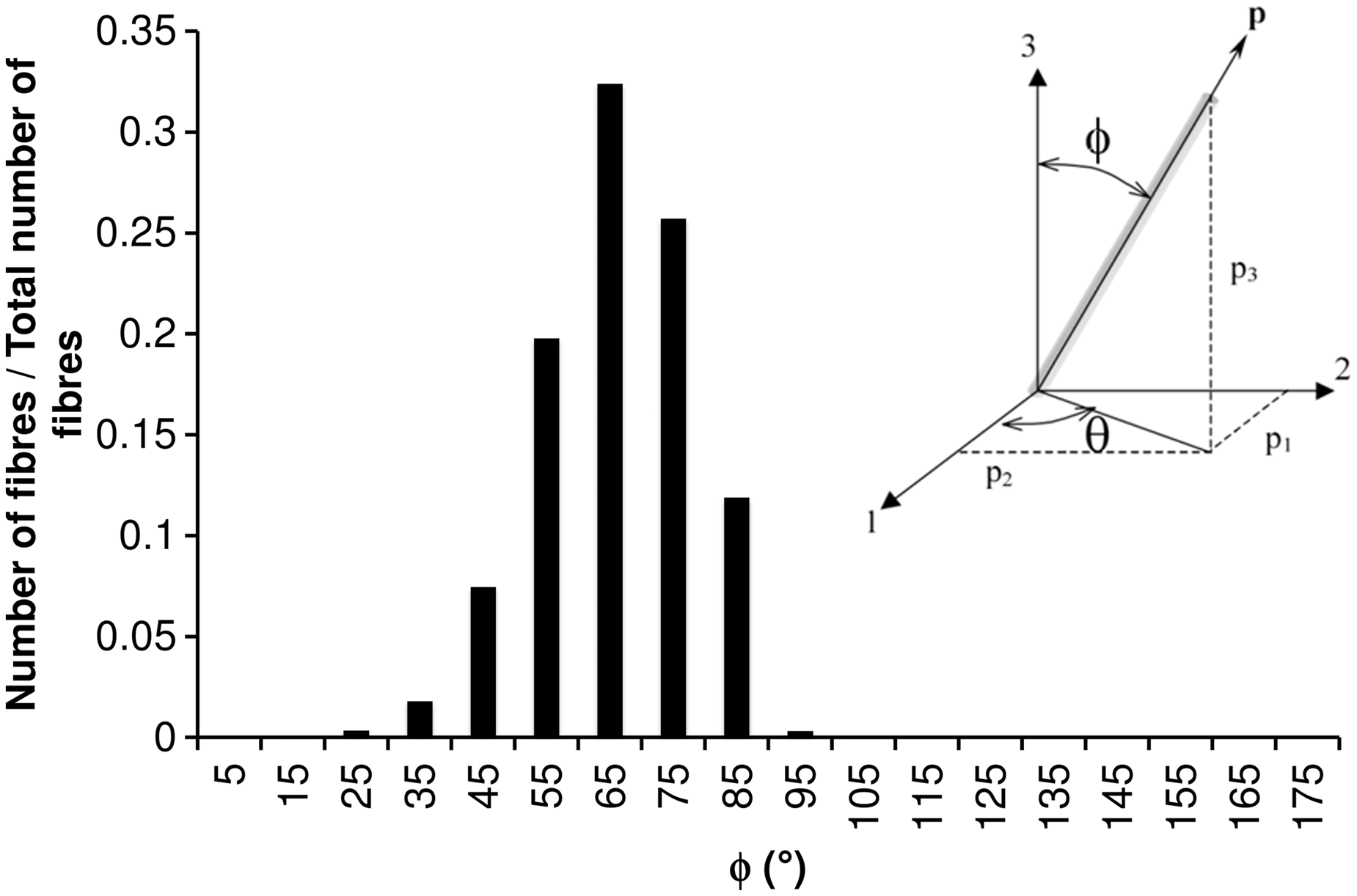
DMA analyses were conducted in order to observe the visco-elastic behaviour of short hemp fibres reinforced PP composites at small strain. As expected, the addition of hemp fibres tended to increase the storage modulus and decreased the loss factor which showed the reinforcing action role of hemp fibre at small strain without damage. This reinforcing action is drawn in Figure 4 only for one frequency (5 Hz) for sake of readability. Moreover, the benefit obtained by increase the fibre content from 5 to 10%w/w is very small, the above mentioned curves in Figure 4 are closed to each other. Processing parameter taking apart, more reinforcing effect could be obtained by increasing the weight fraction of fibre. Additionally, two peaks are distinguished on loss factor curves for all compositions. The first one is around −45°C the second associated to glass transition of polymer is around 25°C. Small value of loss factors is found (less than 0.2) indicates that no huge shifting effect of frequency is found. Therefore, the visco-elastic part of strain is small.
(a) Storage modulus and (b) loss factor of hemp fibre composites at 5 Hz.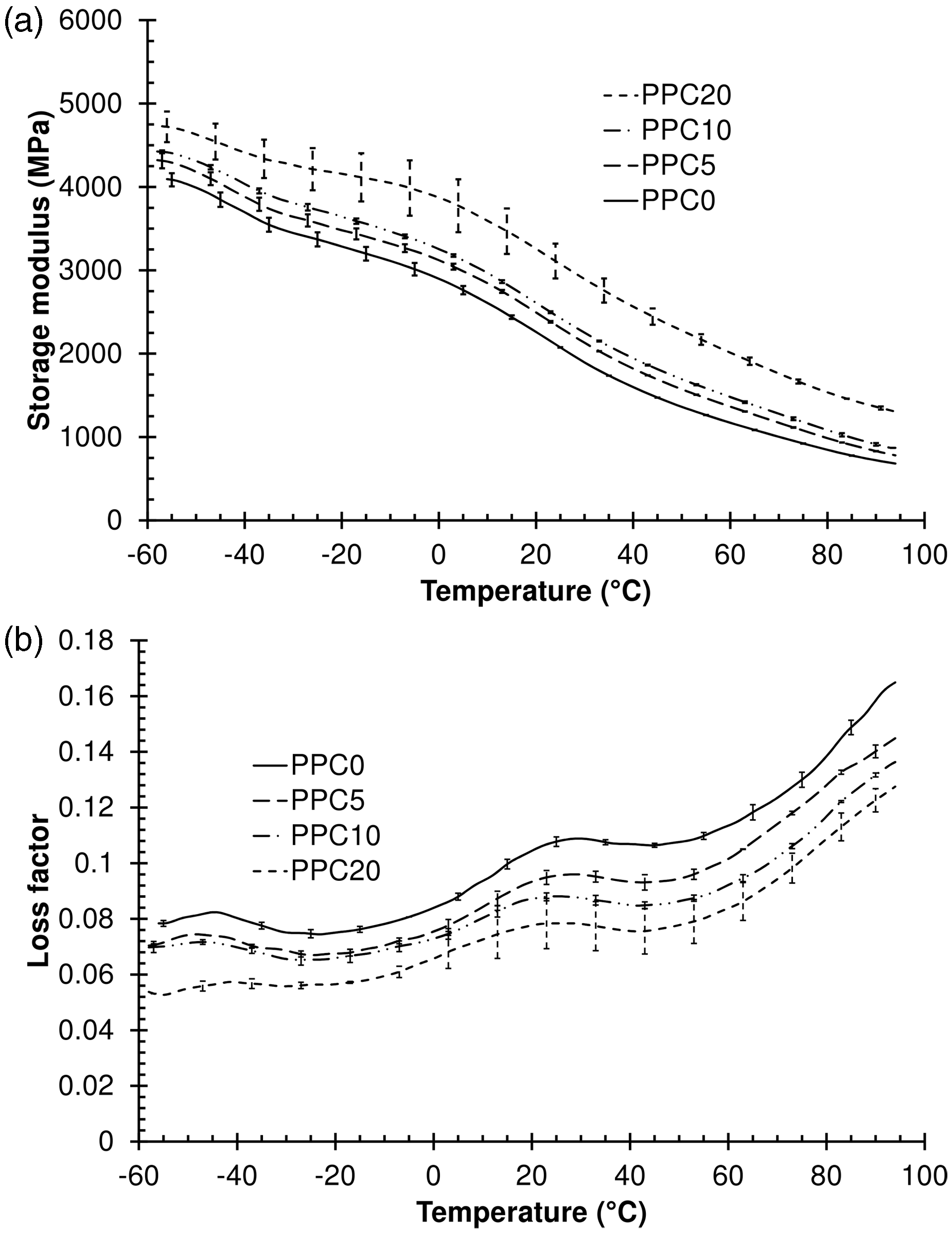
Tensile tests at controlled temperature
Monotonic uniaxial tensile tests were performed at several strain rates on all four compositions to observe behaviour of short hemp fibres reinforced PP matrix, at controlled temperature of 30°C. Stress–strain curves plotted in Figure 5 point out an increase of the maximal stress supported by the materials with an increased strain rate, common remark in the field of material study. Moreover, failure occurred without necking in a quasi-brittle mode which revealed to be very sensitive to strain rate. Observed mechanical responses of virgin PP and PP/hemp composites show, therefore, a high sensitivity to the strain rate up to failure, contrary to DMA analyses, due to the brittle failure mode.
Influence of the strain rate on (a) virgin PP and (b) PP reinforced by 20%w/w of hemp fibres.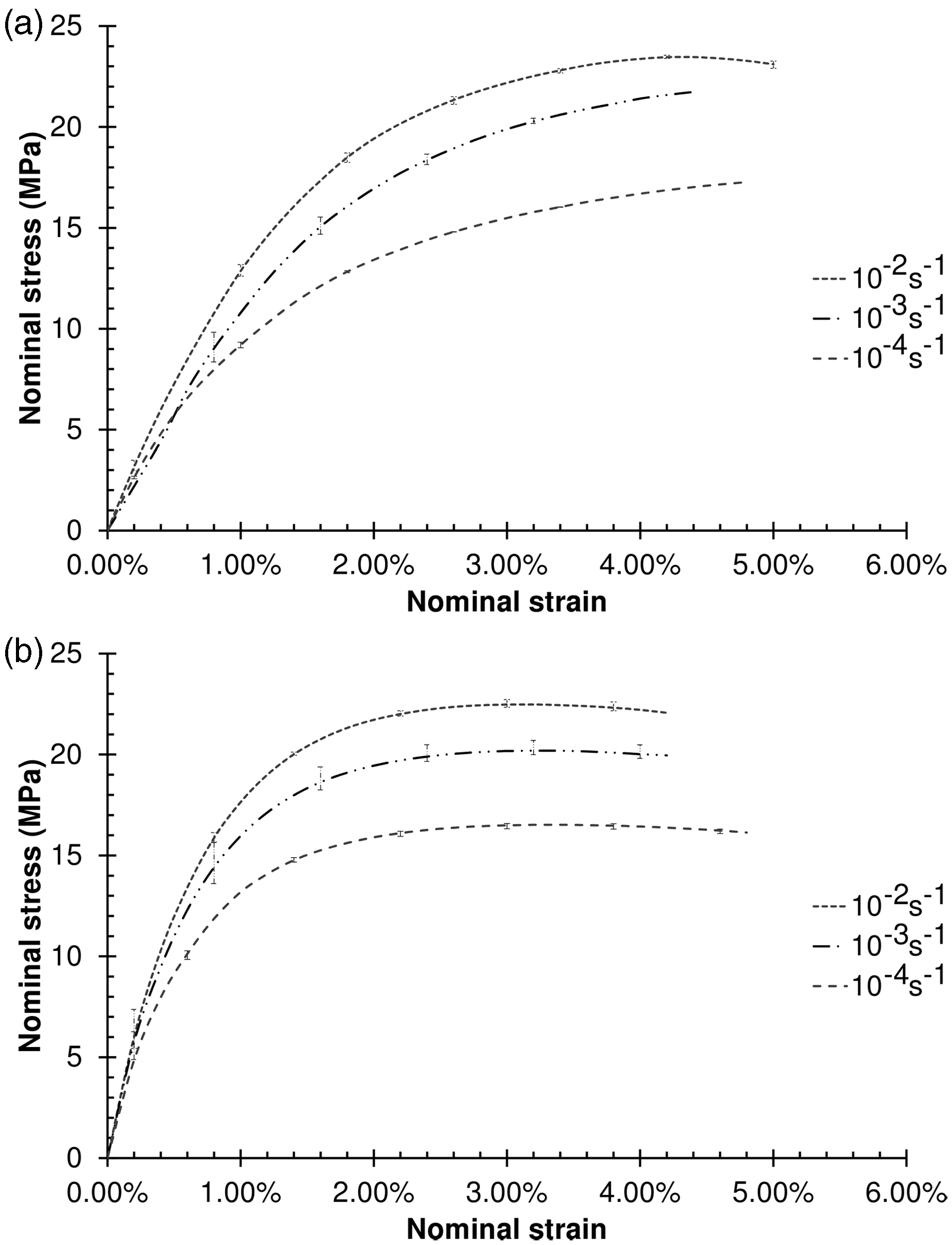
All compositions’ stress–strain curves at same strain rate are plotted on Figure 6 and reveal that the addition of hemp fibres to PP matrix had no effect on ultimate stress of composite, this is widely reported on the relevant literature on natural fibres
10
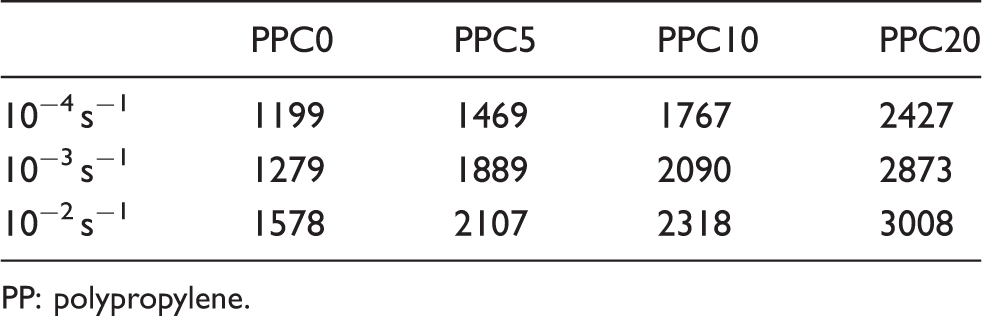
and it is explained by the quality of fibres and adhesion with matrix. Furthermore, initial slope of stress–strain curves increased with addition of hemp fibres (Figure 6) indicating higher stiffness and values are reported in Table 2. Whereas for a high strain (more than 2%), slopes seemed to decrease with weight fraction of fibres.
Hemp fibres effect on tensile behaviour at (a) Initial tangent modulus (MPa) PP: polypropylene.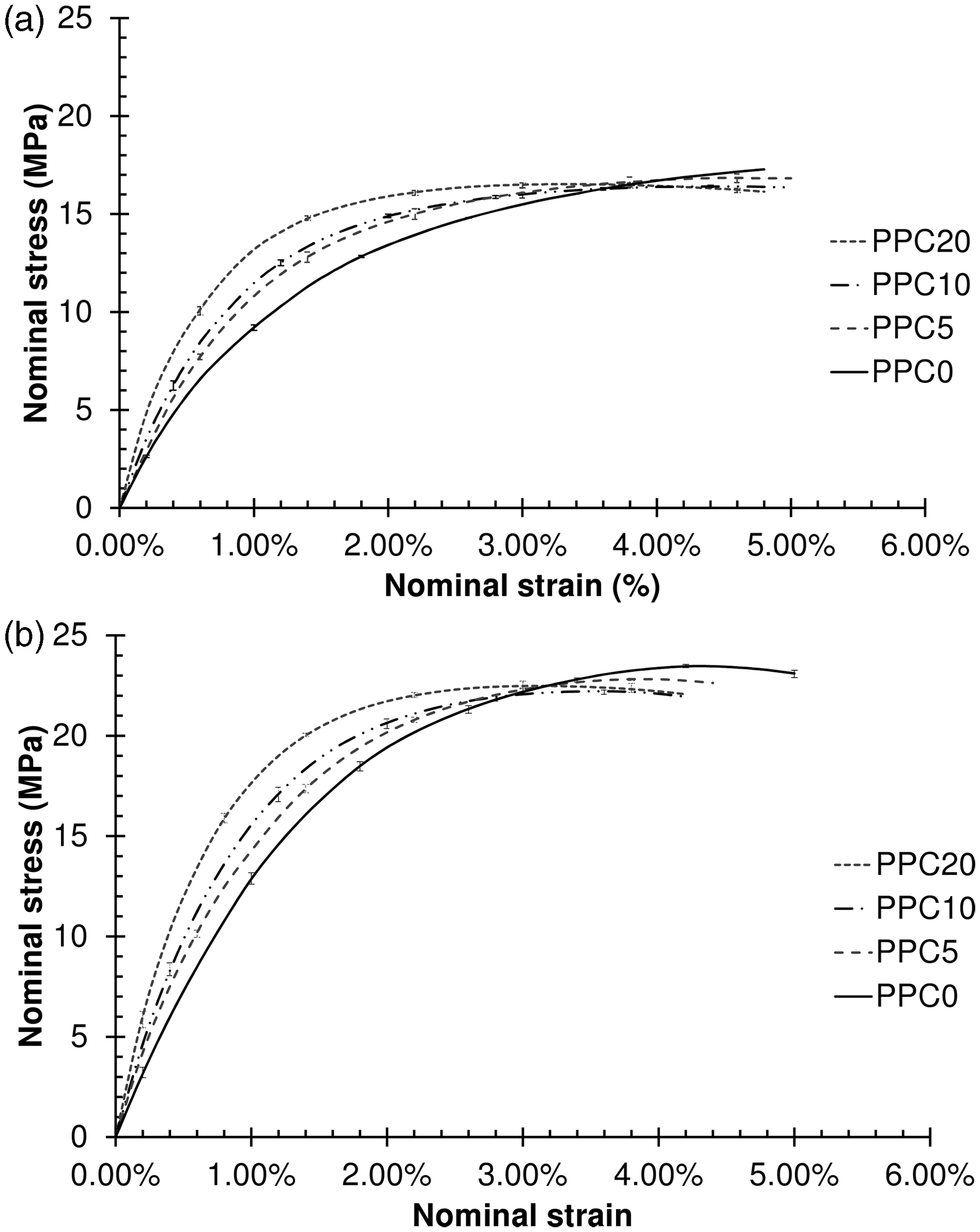
Slope decrease was studied at different strains (i.e. 2% and 3%) by evaluating the tangent modulus. Regardless to the strain rate, tangent modulus decreased with the addition of hemp fibres, as shown in Figure 7.
Hemp fibres reinforced PP tangent modulus for fixed strain.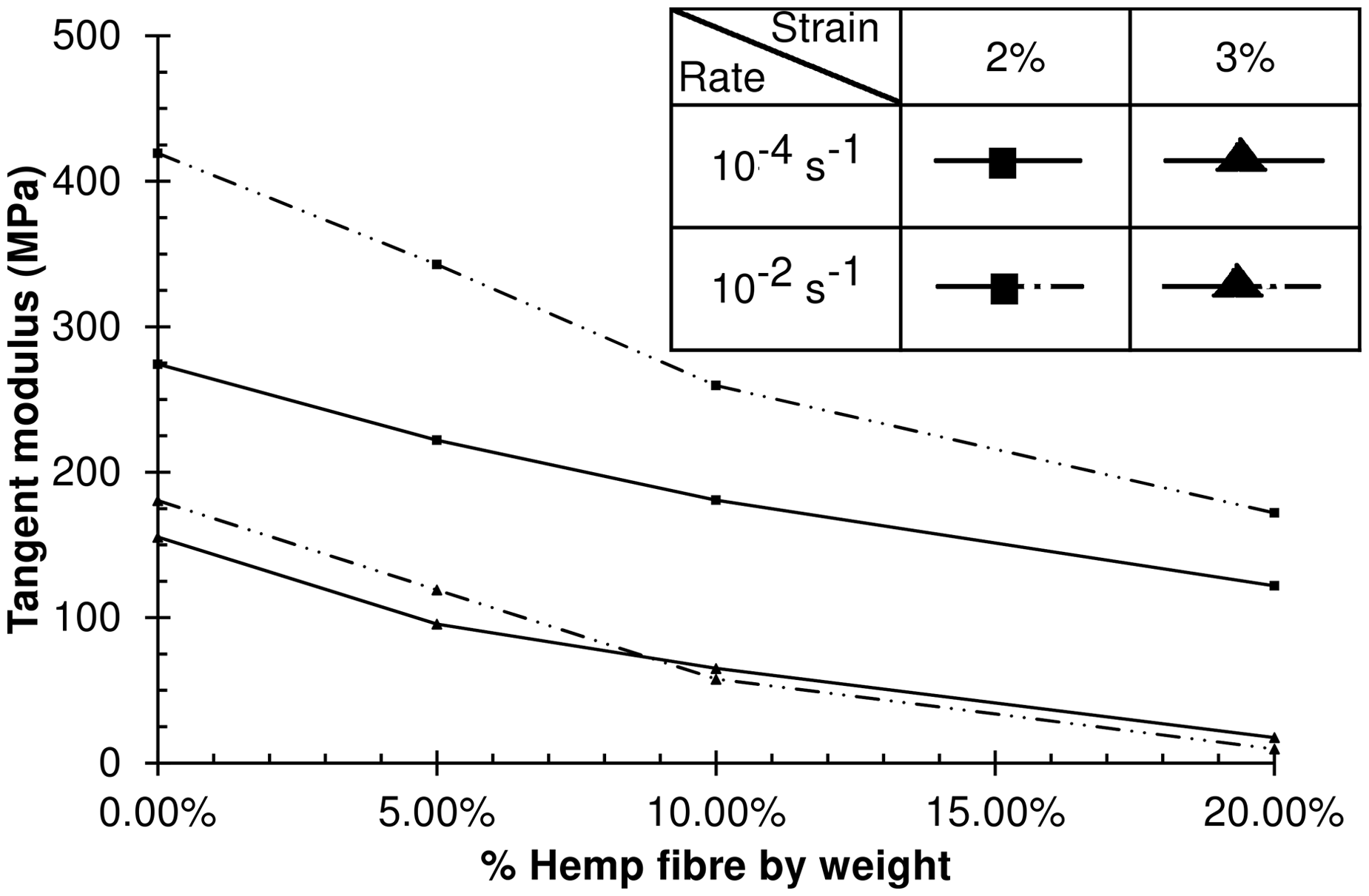
No significant changes in composites were induced by the processing, the water content and the initial porosity, so the above conclusions on the reinforcing effects at initial stage of stress–strain curves and the softening effect for strain higher than 2% are exclusively due to the addition of hemp fibres.
Further investigations were performed by carrying out uniaxial complex tensile tests to assess effect of dissipative phenomena on mechanical behaviour. These tests consisted by a loading at a stress, which increased per cycle, followed by an unloading at 1 MPa and so on until failure occurred at controlled traverse speed (Figure 8). At each cycle, resulting strain rate was ensured to be close to those used for monotonic testing. An example of the mechanical response due to such cycling is given in Figure 8 for virgin PP at both strain rates.
Mechanical response to load and unload path.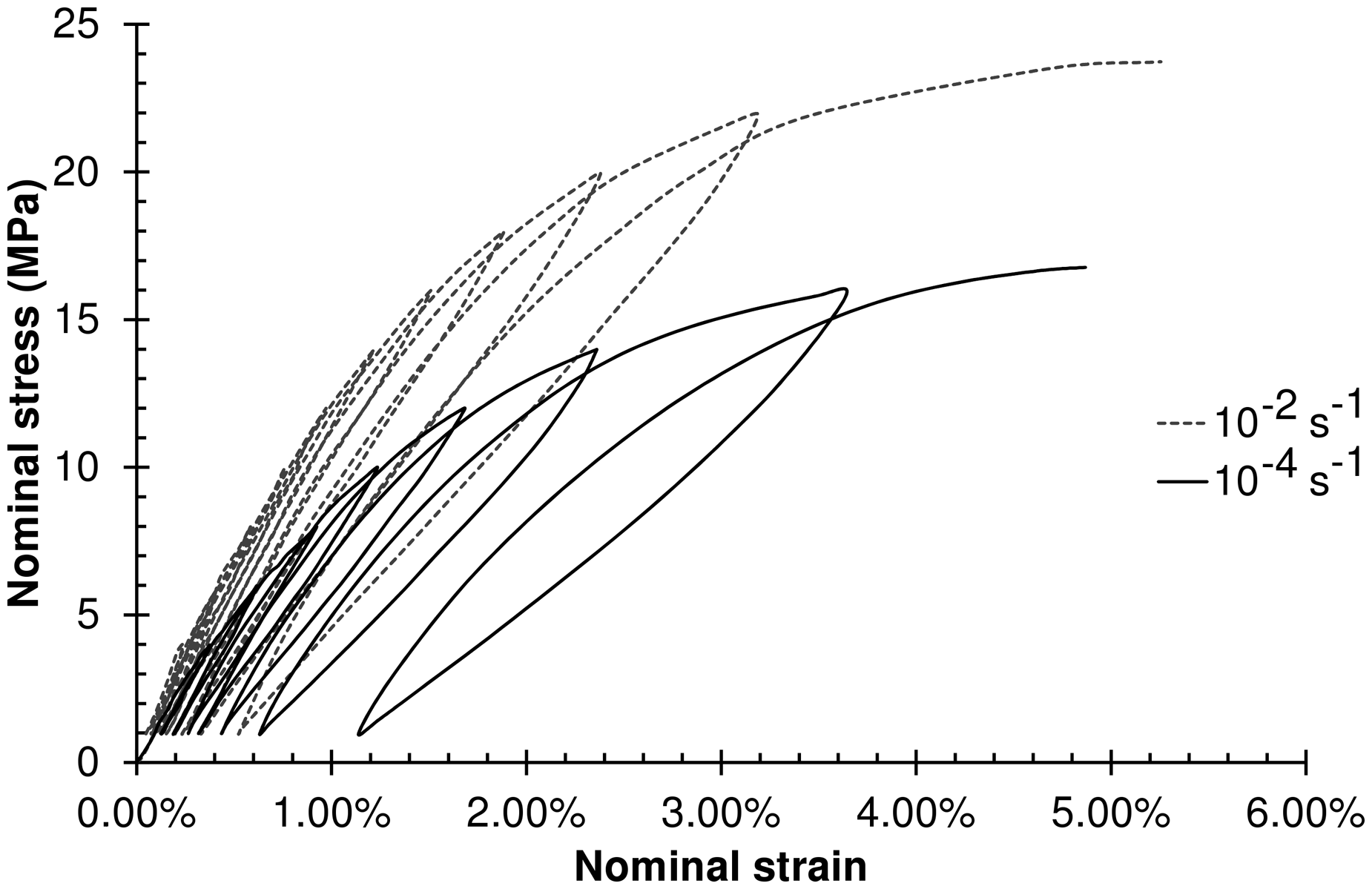
The evolution of dissipated energy between the loading and unloading curves per cycle along the tensile path in regard to the strain rate is plotted on Figure 9 and points out an increase along the path indicating an increase of dissipative phenomena. Dissipated energy calculated for one stress level was smaller for high strain rate (10−2 s−1) than small strain rate (10−4 s−1) due to higher stiffness at higher strain rate. Indeed, the mechanical path undergone by the material is, therefore, smaller. In addition, this study showed that the hemp fibres did not modify significantly the value of consumed energy per cycle denoting that all the major dissipative phenomena were governed by the behaviour of the matrix. The efficiency of the stress transfer between fibres and matrix is limited; therefore, the stress in the matrix is sufficient to preferentially initiate the dissipative phenomena in the latter. The stress transfer between fibres and matrix needs to be improved to increase performance of such composite.
Evolution of dissipated energy along the tensile path.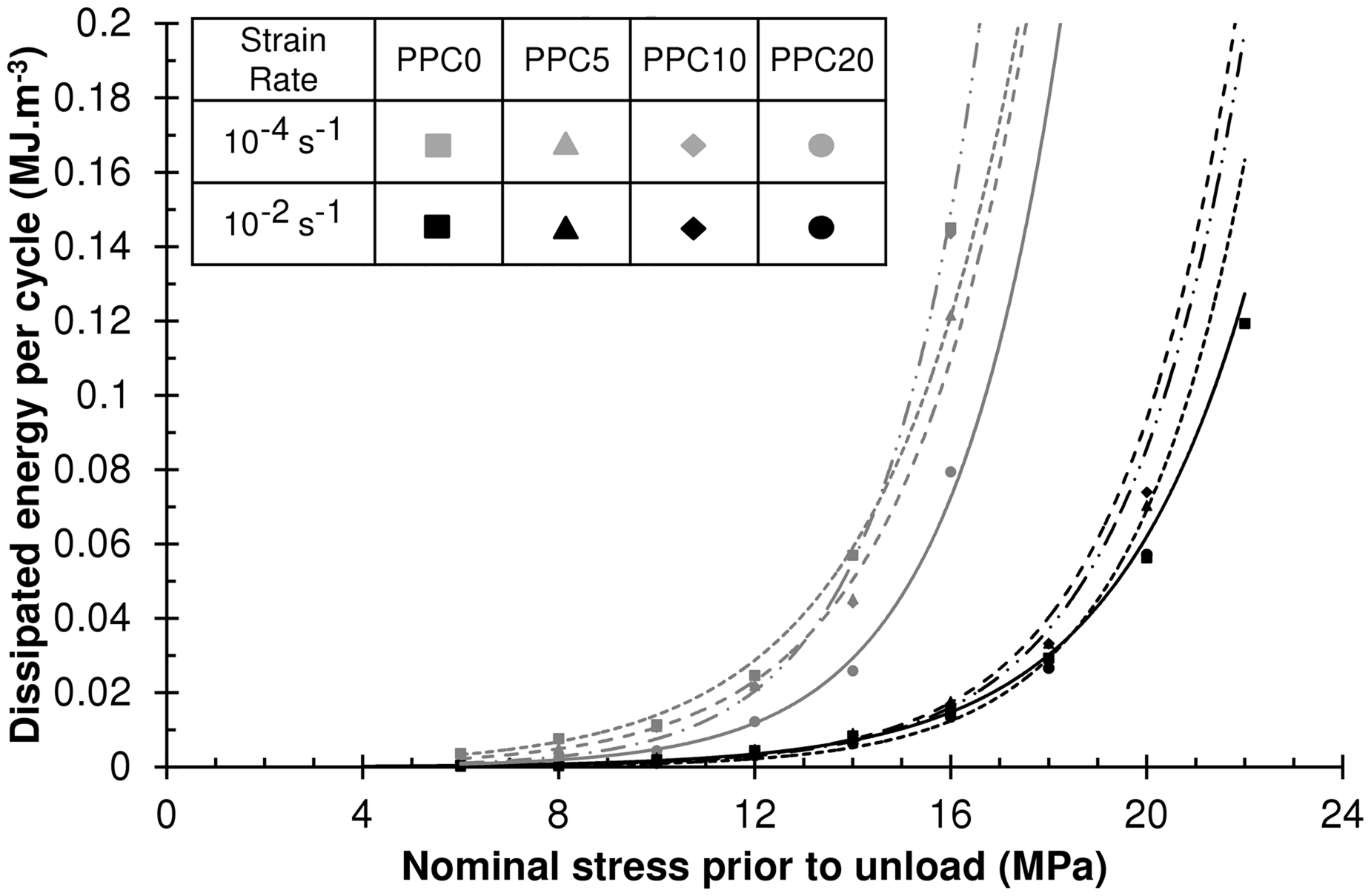
In order to analyse viscosity, several constant stress plateaus of 1 MPa during 20 min were added after each unloading of previous tensile path (reported in Figure 8). The recovered strain was monitored along the testing path and Figure 10 shows the evolution of strain versus time during constant stress level. During the first stress plateau, the strain was constant which suggested small value of visco-elastic strain at small strain, already observed by DMA. The recovered strain increased with the stress increase prior to unloading and stress level but residual strain is observed. Dash lines on Figure 10 correspond to the value of strain that should be measured without residual strain.
Evolution of the strain at constant stress plateau of 1 MPa for PPC0.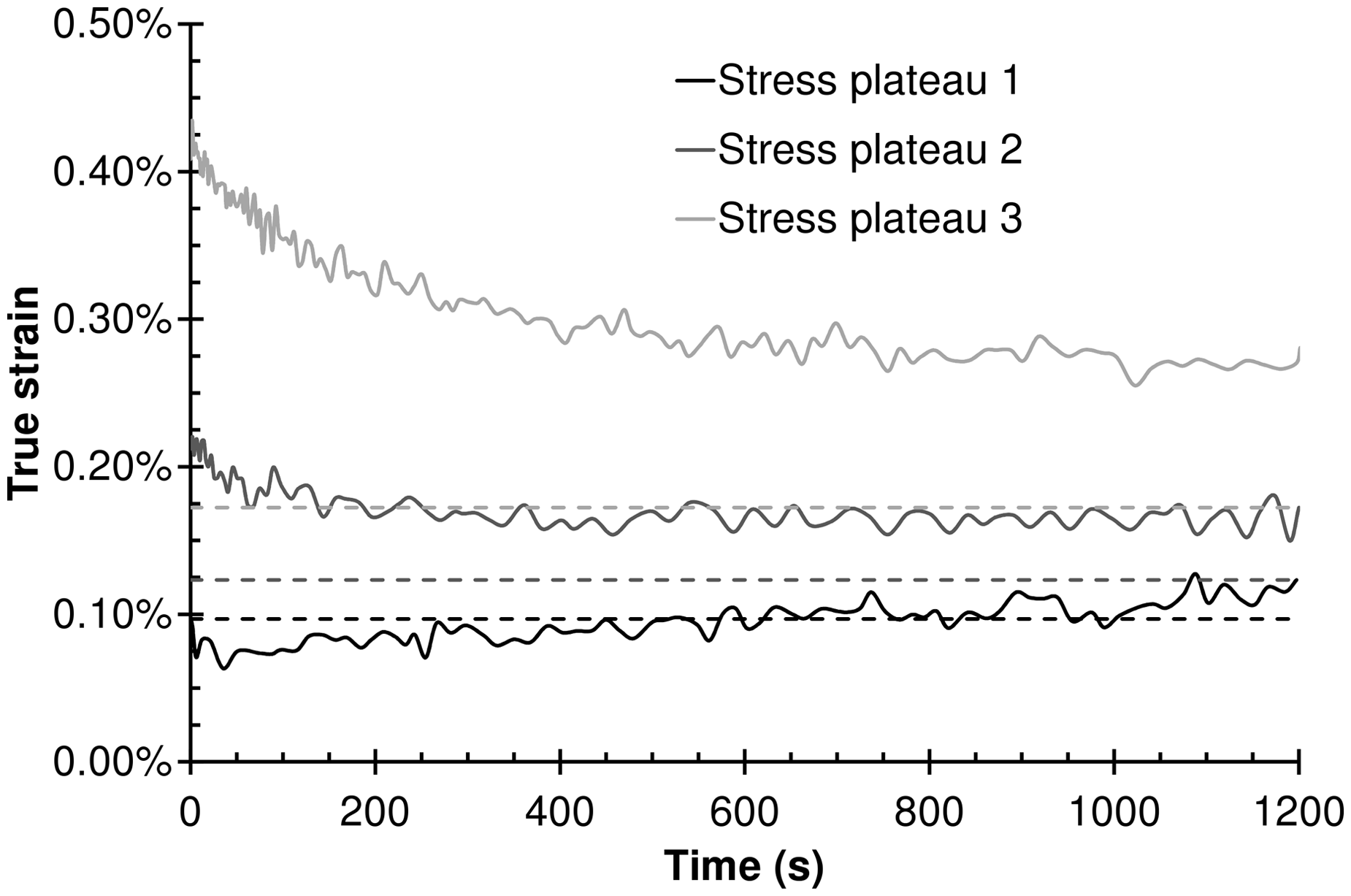
This section confirmed that dissipative phenomena governing mechanical response of PP/short hemp fibres composites were a combination of damage and visco-elastic strain of the matrix.
Damage observation
Tangent moduli had been estimated at each unload of path described in Figure 8 to quantify the damage mechanisms and results are reported for the virgin PP and the composites in Figure 11.
Evolution of non-dimensional modulus in regard to strain rate.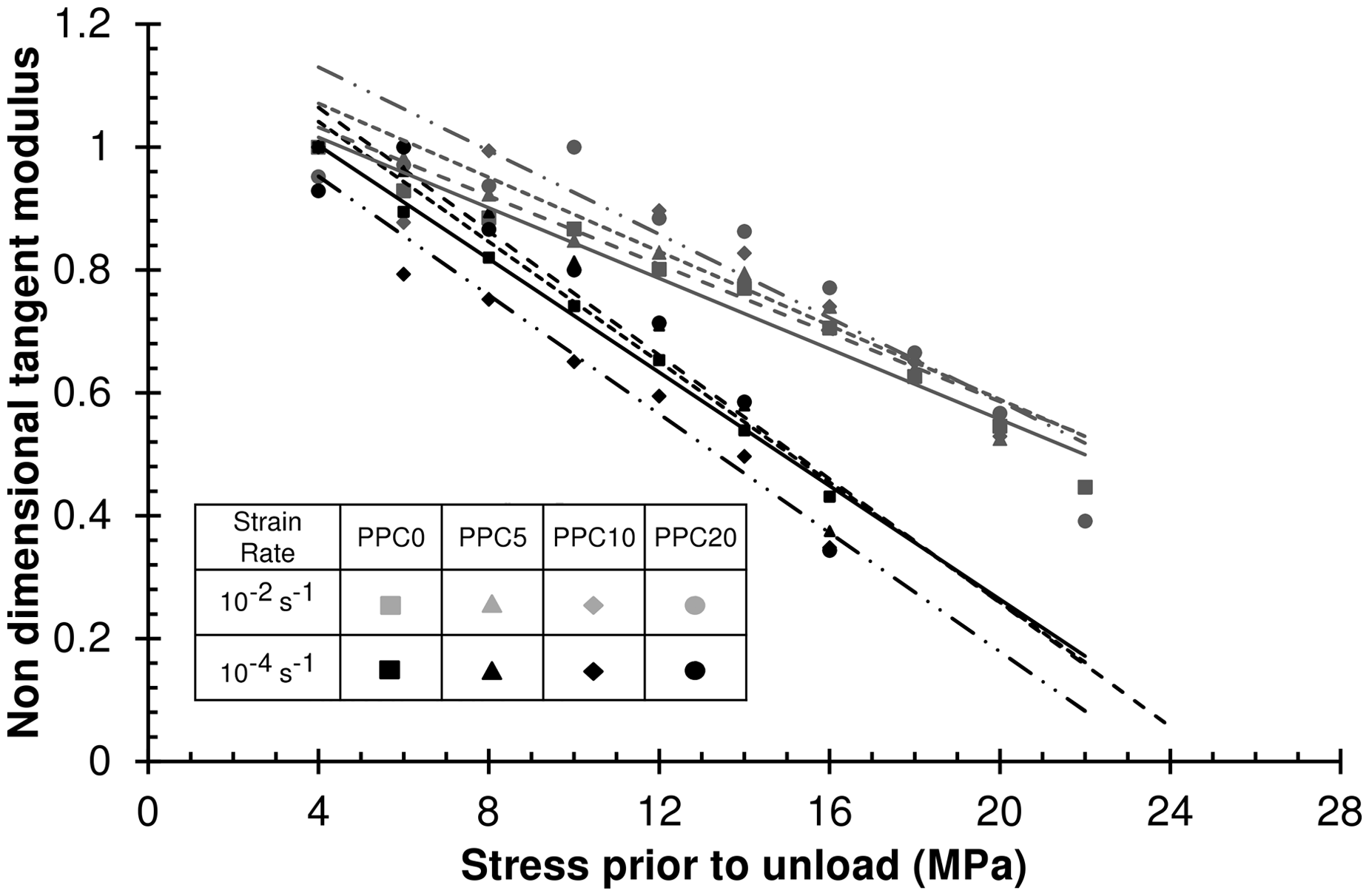
As mentioned earlier, the addition of hemp fibres did not modify the evolution of dissipative phenomena (Figure 9), non-dimensional tangent moduli, plotted on Figure 11, gave further conclusions about the damage. Addition of hemp fibres did not change significantly the evolution of damage; indeed slopes drawn in Figure 11 for all four compositions depend only on the strain rate and not on the weight fraction of fibres. Moreover, visual examination of testing specimens (Figure 12) and slopes of non-dimensional modulus (Figure 11) revealed two different modes of failure depending on strain rate. Indeed at low strain rate, all specimens (virgin or reinforced composites) broke without any sign of damage, whereas at higher strain rate all tested samples showed ‘damage zones’ which looked like ‘light bands’ in all calibrated zone (Figure 12).
Samples’ photographs after testing.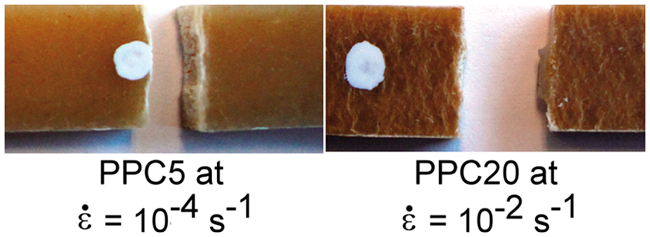
The hypothesis proposed by the authors is that two damage modes exist depending on the strain rate. Tensile tests coupled IR thermography recorder were, therefore, conducted at calculated traverse speed, to ensure the initial strain rate to be equivalent to those used in tensile tests in the latter section. Temperature evolutions of specimens showed a quasi-brittle failure of all compositions (virgin and reinforced composites). Indeed three steps are distinguishable on thermal evolution given in Figure 13, one step corresponding to the ‘quasi-elastic’ domain with temperature decreasing
20
followed by the second corresponding to the dissipation domains with temperature increases. This latter domain corresponded to the damage initiation and it was immediately followed by the sample’s fracture, the third step. Thermal images taken at the beginning of dissipation (Figure 13) confirmed the earlier hypothesis, i.e. at low strain rate Temperature evolution and thermal images at the beginning of dissipation zone for PPC20 at (a) 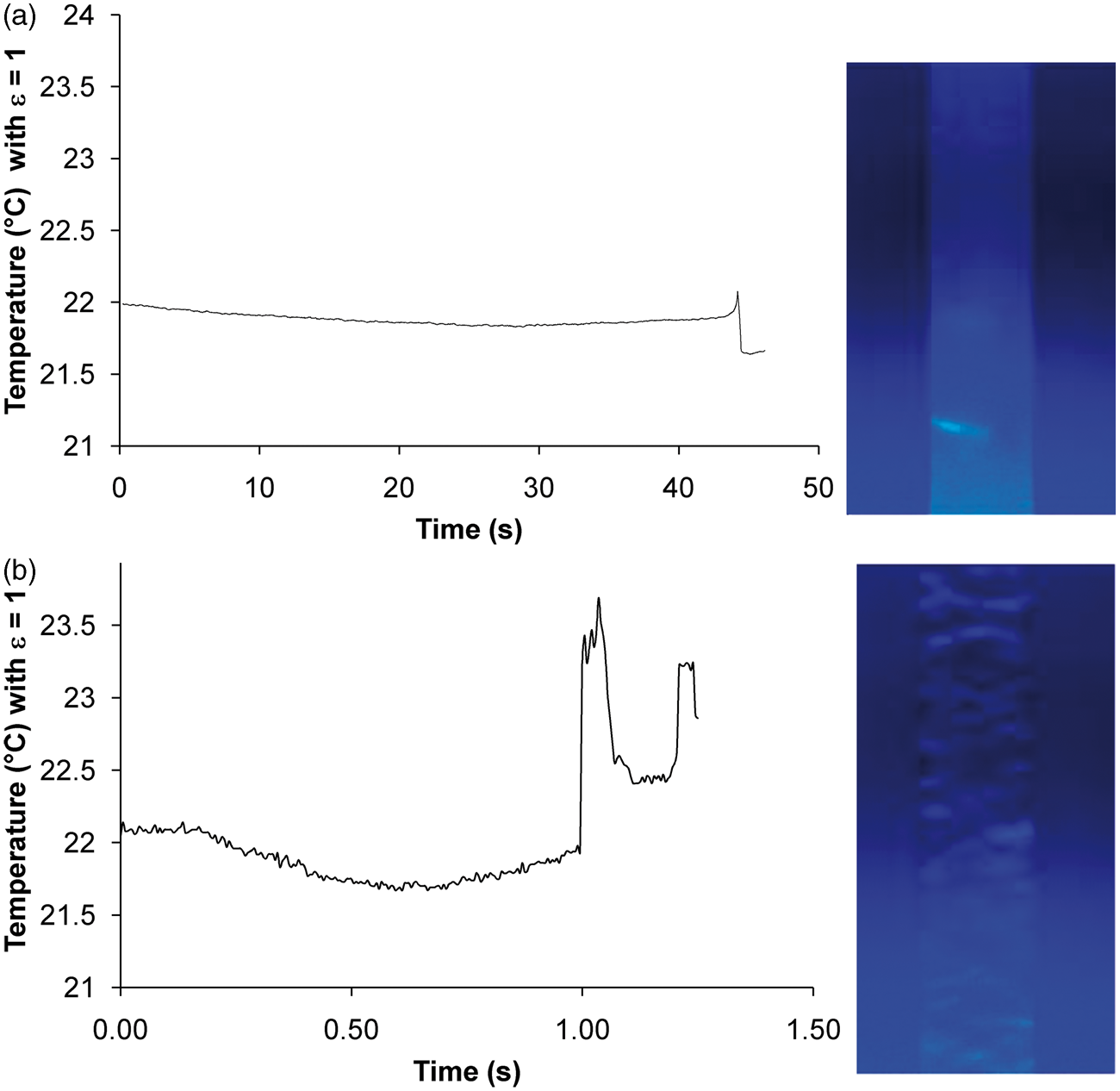
These findings indicate that initiation of damage take two forms depending on the strain rate. At low strain rate, damage is localized at one place and it is instantly followed by failure. On the contrary, at high strain rate, many damaged areas occur even if the failure ensues quasi-immediately in a brittle manner.
Recent review of De Rosa et al.
21
about natural fibres damage outlined that matrix cracking, fibres debonding and fibres damage (longitudinal or transverse wall failure) can occur when dealing with the damage of natural fibres reinforced thermoplastics. Tomography observations of post-mortem specimens at several strain rates were conducted. The images taken suggested that failure mechanism governing material failure is initiated in the matrix and damage mechanism is matrix cracking (Figure 14 where cracks are coloured in red).
Post-mortem images obtained by tomography of PPC10 tested at 10−2 s−1.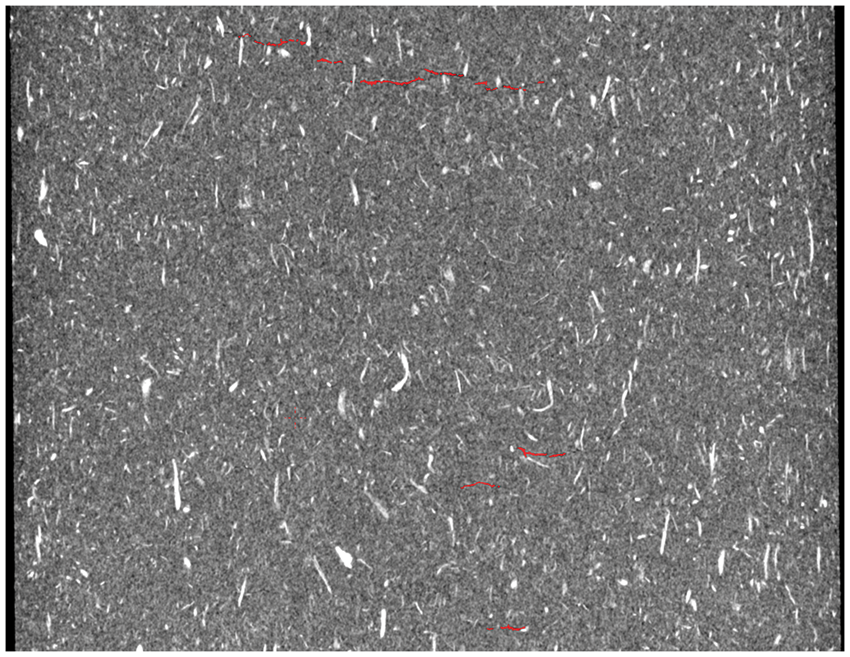
Conclusions
The main objective of this study was to observe mechanical behaviour of short hemp fibres reinforced PP composites depending on the strain rate, weight fraction of fibre and temperature. Complete microstructure characterization was conducted and showed a random spatial distribution and an orientation close to the theory of injection moulding due to very short fibres with sufficient mobility to get an orientation out of plane. DMA analyses showed the potential reinforcing effect of hemp fibres and showed a small frequency shifting effect indicating that the visco-elastic part of strain is low at small strain. Uniaxial tensile tests showed high strain rate sensibility due to the brittle failure mode and pointed out the potential reinforcing effect of hemp fibres, moreover a decreasing tangent modulus with fibre content was revealed for strains close to the strain of break. Load and unload tensile tests highlighted that major dissipative phenomena that occurred in short hemp fibres reinforced PP were due to the behaviour of the matrix. These dissipative phenomena were mainly owing to damage. Damage assessment using IR thermography emphasized two damage modes, at lower strain rate the damage initiated and propagated in a unique weak zone, contrary to the high strain rate, where multi-damaged zone appeared in the entire calibrated zone.
All these observations are necessary to propose, in an upcoming work, a spatial model of the thermo-mechanical behaviour of short hemp fibre reinforced PP composites by modelling finely their microstructure in order to have a local approach to localized damage mechanisms in matrix and in fibre–matrix interface of this composite.
Footnotes
Acknowledgement
The authors greatly acknowledge Dr Raphäel Pesci from LEM3, Arts et Métiers Paris Tech for interesting discussions about the damage observations.