
Abstract
For good vibration alleviating properties, polymer concrete has attracted much attention in the field of elementary machine components. In this article, glass fiber and carbon fiber were applied to improve the mechanical properties of polymer concrete. Seen from the experimental results, as far as compression strength is concerned, fiber-reinforced polymer concrete is better than polymer concrete, and carbon fiber-reinforced polymer concrete is better than glass fiber reinforced polymer concrete. However, considering both technical and economical factors, it could be concluded that glass fiber is the proper strengthening fiber for polymer concrete.
Introduction
High-speed and high-precision machining has attracted much attention in the field of mechanical engineering, and unlike the past, it is no longer restricted in national defense and aviation. 1 High-speed and high-precision machining could provide mechanical products of better precision and surface quality, as well as more precise equipments for other branches of this industry. Vibration generated in the machining process has much influence on the dimensional precision and surface quality of the work piece. Vibration-alleviating properties of the materials for elementary machine parts would be important for high-speed and high-precision machining. 2 Some proper material with better damping properties would take the place of cast iron for elementary machine parts in the future. This technique would be beneficial for the development of high-speed and high-precision machining and the entire industry. 3
Vibration in the machining process is an important factor affecting machining precision, which prohibits high-speed and high-precision machining from developing rapidly. Polymer concrete (PC) is used more and more frequently in high-speed or high-precision machine tools for elementary machine parts. 4 Compared to cast iron, PC has better vibration alleviating properties, thus PC better absorbs vibrations generated in the machining process. However, application of PC is restricted by its limitation in mechanical strength, and much research should be done to improve its properties in order to satisfy the requirements of high-speed and high-precision machining.
Glass fibers and carbon fibers are high-strength fibers usually used in fiber-reinforced organic composites and fiber-reinforced cement concrete.5–8 The tensile strength of glass fiber is about 600–1410 MPa and that of carbon fiber is about 800–3000 MPa. Current studies show that glass fiber and carbon fiber have significant effects in strengthening organic composites and cement concrete. As well, mechanical properties of those materials increase significantly when strengthening fibers are added.9–13 However, little research has been done to compare glass fiber-reinforced PC (GFRPC) or carbon fiber-reinforced PC (CFRPC) up until now. This paper concerns the effect of glass fiber in GFRPC as well as the effect of carbon fiber in CFRPC.
The interface between the strengthening fibers and the epoxy resin bears the internal shearing stress within the material matrix. After the pretreatment of the fibers, there are many active organic radicals on the surface, so that chemical bonds would be formed between the epoxy resin matrix and the strengthening fibers. The interface must be strong enough to bear the shearing stress to prevent the fibers from being pulled out. Much work should be done on the interfacial behavior of FRPC. FRPC would be the proper material for elementary machine parts in high-speed or high-precision machine tools because of its excellent vibration-alleviating properties. High-speed or high machine tools and machining technology would rapidly improve with the excellent properties of FRPC. The national industry could be brought to a new phase as high-speed and high-precision machining technology develops.
Experimental procedures
A series of FRPC samples were prepared to check the strengthening effect of glass fibers and carbon fibers in FRPC. The length and mass fraction of fiber applied in the samples were decided based on the orthogonal table. Properties of the FRPC samples were tested, so that the effects of length and mass fraction of strengthening fibers on the properties of PC could be analyzed.
Preparation of the samples
The aggregates used were granite particles produced in Jinan, China. These aggregates are classified into five groups according to the diameter. The epoxy resin applied was 615 A, the stabilizer used was ethylenediamine, and flexibilizer used was dibutyl phthalate (DBP). Acetone was used as the diluent to make the liquid composite less mucous.
The surface of the strengthening fibers should be pretreated before being added into PC, in order to make sure that there are a large number of active radicals that are prepared to form enough chemical bonds. Glass fibers should be marinated in solutions of silane coupling agent for about 20 min so that more chemical radicals could be formed on the surface.
The surface pretreatment of carbon fibers applied in this experiment was a gas-oxidation process. Carbon fibers were put in the calcar and warmed up to about 450℃, and then it was kept below the temperature for about 8 h. The surface of carbon fibers became coarse, and active radicals were formed. Then, the fibers were soaked in the solutions for about 20 min. After the pretreatment, stable, strong chemical bonds could be formed between the carbon fibers and the epoxy resin system.14,15
The preparation of FRPC samples was composed of the composite forming process and machining process after the sample is formed. Solidification of epoxy resin is exothermic, and so the moisture among the granite particles might cause too many air bubbles. Thus, the granite particles are to be dried before weighing. The weight of all components must be ensured before the preparation. Both liquid and solid raw materials were mixed evenly, and then they were mixed together and set on the vibration table. Vibration lasted during the whole mixing process and continued for another 20 min after the mixing process ended.
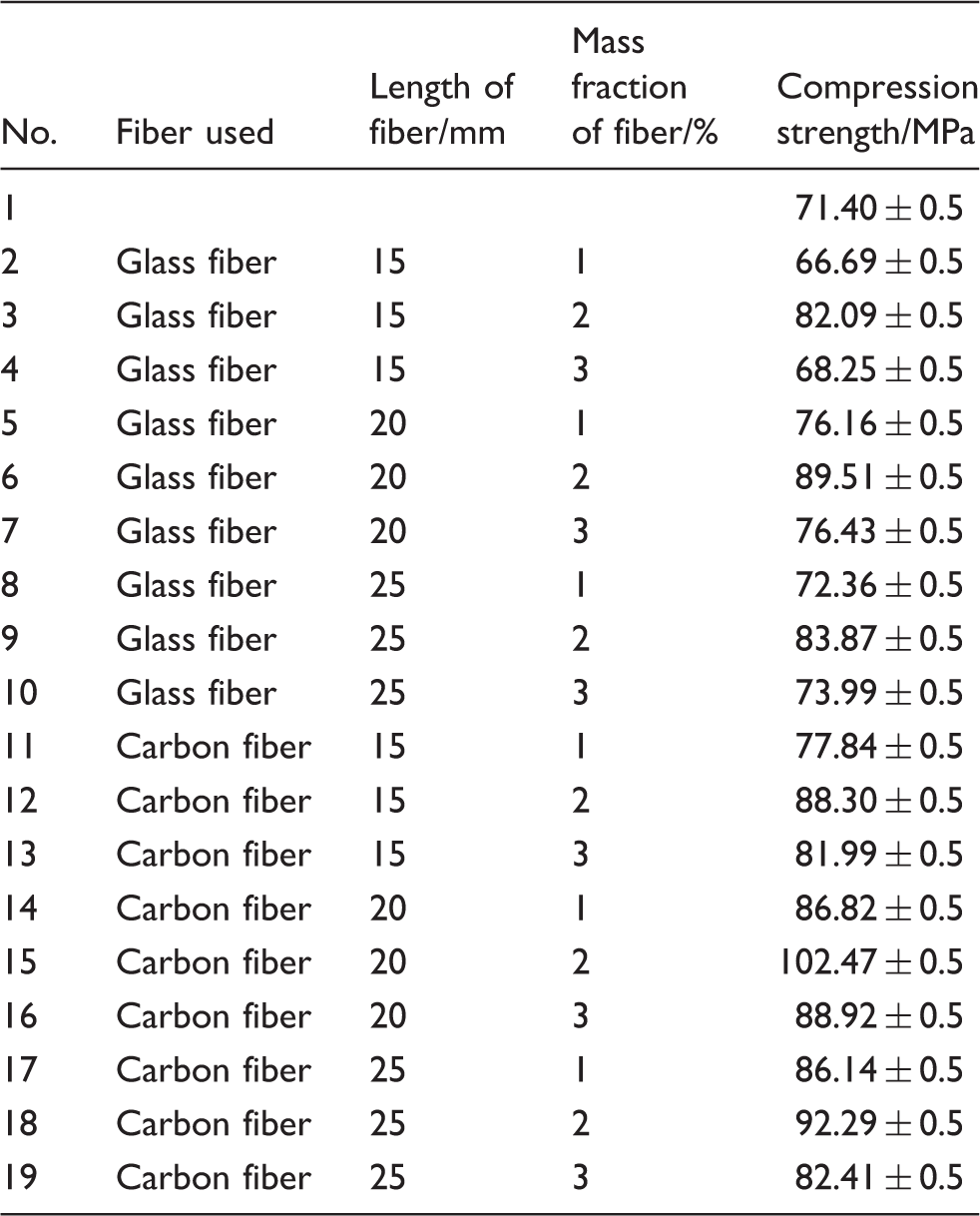
Experimental scheme and compression strength results.
Property testing
Elementary machine parts have to withstand various kinds of loads, including pressure, extrusion, bending loads, etc. Many aspects of mechanical properties have to be considered, including compression strength, tensile strength, elastic module, etc. Parameters of the properties mentioned above are not independent, and relationships among the main mechanical properties are shown in equations (1) and (2).
16


In equations (1) and (2), R is compression strength, RL is split tensile strength, E is elastic module and γ is density of the composite.
Concluding from equations (1) and (2), compression strength could be measured to estimate the mechanical properties of FRPC. Meanwhile, compression strength could be taken as the goal for proportion and process optimization.
The equipment used to test compression strength was YE-2000 hydraulic pressure test machine. The maximum pressure allowed was 2000 kN. FRPC samples of 100 mm × 100 mm × 100 mm were prepared for compression strength tests. Compression strength was calculated based on the pressure and the area that has to bear the pressure.
Results and discussions
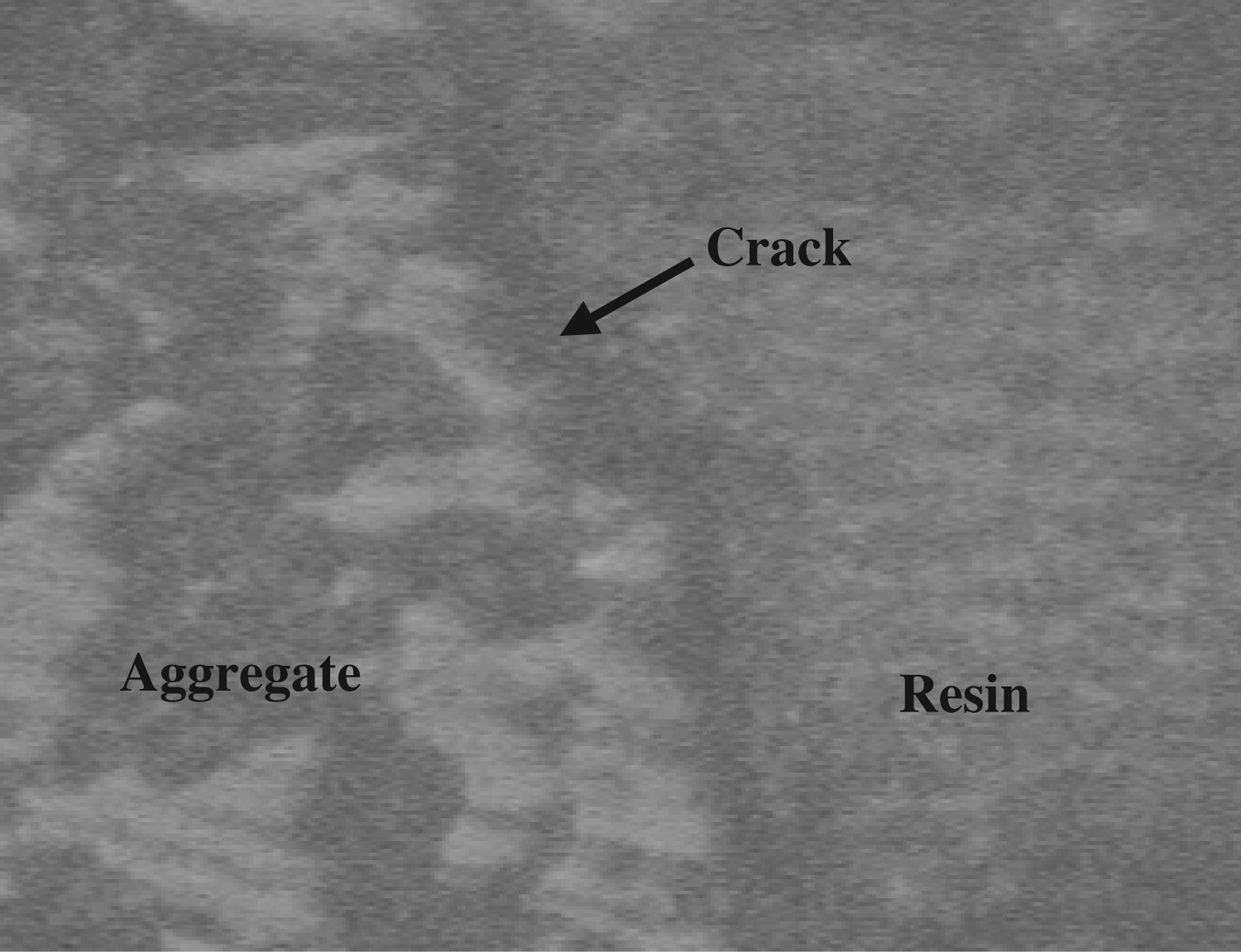
Figures 1 and 2 show the fracture appearance of FRPC samples after the compression test. Figure 1 was taken by a digital camera and Figure 2 was taken under the MH-6 microscope sclerometer. From Figure 1, a crack could be seen clearly on the surface of the FRPC specimen. Direction of the crack is along the interface between granite aggregates and the epoxy resin. No crack was found inside the epoxy resin matrix or across the granite aggregate. Figure 2 shows the fracture appearance under an MH-6 microscope sclerometer, and the magnitude was ×1600. There was a crack between the granite aggregates and epoxy resin matrix. Also, no micro-crack was found inside the epoxy resin matrix or across the granite aggregate. The photos of the crack indicate that the interface between epoxy resin matrix and the granite aggregates tends to fail under pressure from outside.
Fracture appearance. Fracture appearance of ×1600.
The results of compression strength test of the FRPC samples are shown in Table 1. In order to study The results of compression strength test of the FRPC samples are shown in Table 1. In order to study how fiber type, the length and mass fraction of fiber affect the compression strength of FRPC, the mean values of compression strength in accordance with the same fiber length or mass fraction have to be calculated. The mean values of compression strength of FRPC samples with the same fiber type and the same fiber length were calculated. Meanwhile, the average of compression strength of FRPC samples with the same fiber type and the same amount of fiber were calculated. Curves were drawn to show the effect of fiber length and fiber mass fraction on compression strength of FRPC, as is shown in Figures 3 and 4.
How length of glass fiber affect compression strength. How mass fraction of glass fiber affect compression strength.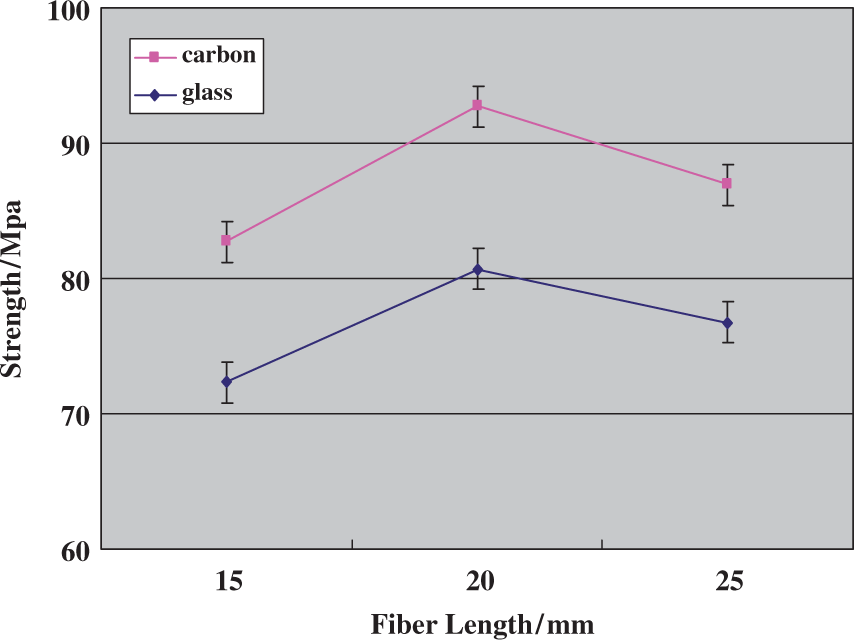

It is clearly shown in Figure 3 that as glass fiber length increases, compression strength of GFRPC first increases and later decreases. The best compression strength of the GFRPC sample can be obtained when the glass fiber length is about 20 mm. Carbon fibers also possess the same trend in CFRPC – as carbon fiber length increases, compression strength first increases and then decreases. The optimized fiber length is also about 20 mm. Clearly, compression strength of CFRPC is better than that of GFRPC. When the strengthening fiber is too short, the interface bond between the fiber and epoxy resin matrix would not be firm enough to bear the shear strength of the FRPC matrix, thus it tends to be pulled out of epoxy resin matrix (Figure 5). FRPC is more likely to break after the strengthening fiber is pulled out of the epoxy resin matrix (Figure 6). If glass fiber length is comparatively longer, it would rupture under tensile strength after the epoxy resin matrix is destroyed. Length of the strengthening fiber should neither be too short nor too long to obtain the optimized mechanical properties.
One strengthening fiber is pulled out of the epoxy resin matrix. Rupture of the strengthening fiber.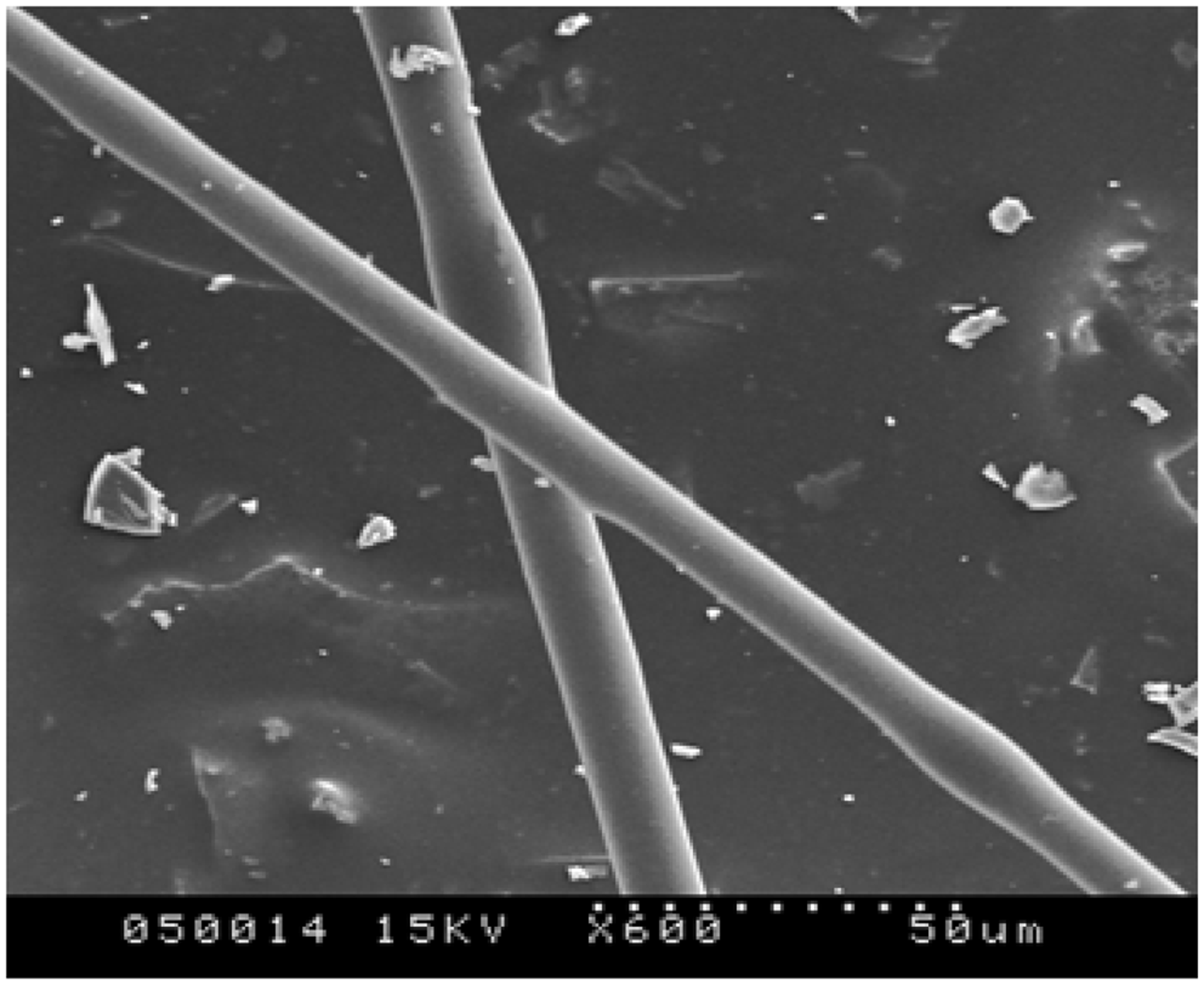
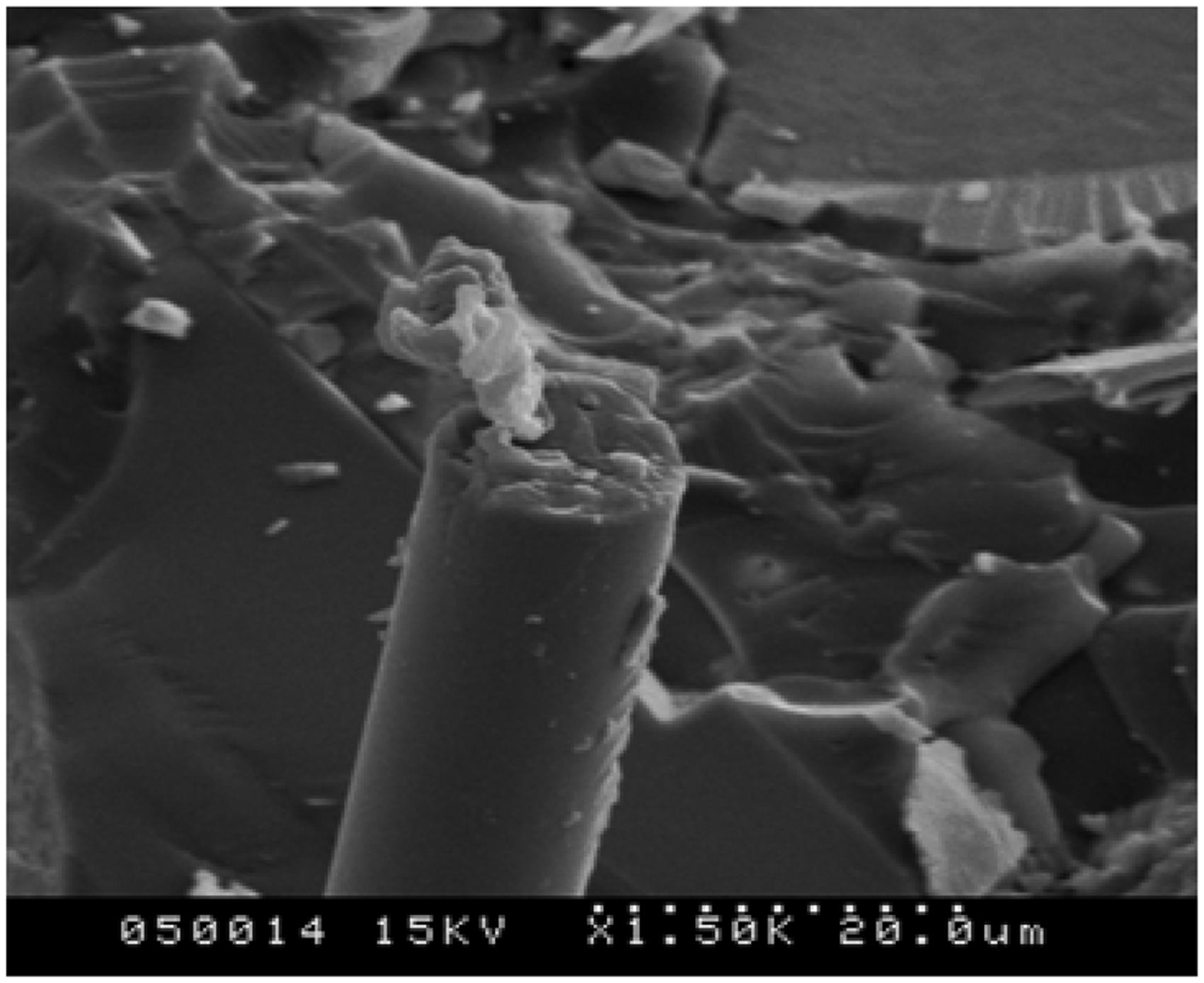
The mass fraction of fiber also plays an important role in determining properties of FRPC. Figure 4 show that compression strength first increases and then decreases when the strengthening fiber mass fraction increases. Strengthening fibers are to fill the space inside the PC matrix. When more strengthening fiber is used in FRPC, more space inside the PC matrix would be filled with fibers, so that the strengthening would be effective in these parts. However, when too much glass fiber is used, the fiber tends to twist together during the mixing process, and the twisted fiber would not be able to bear the internal stress (Figure 7). On the other hand, when the fiber mass fraction is not enough, most of the PC matrix would not benefit from the strengthening effect of the fibers. Under both occasions, the strengthening effect would not be ideal. As a result, an appropriate mass fraction of strengthening fiber is needed in order to reach the optimized compression strength of FRPC.
Twisted strengthening fibers.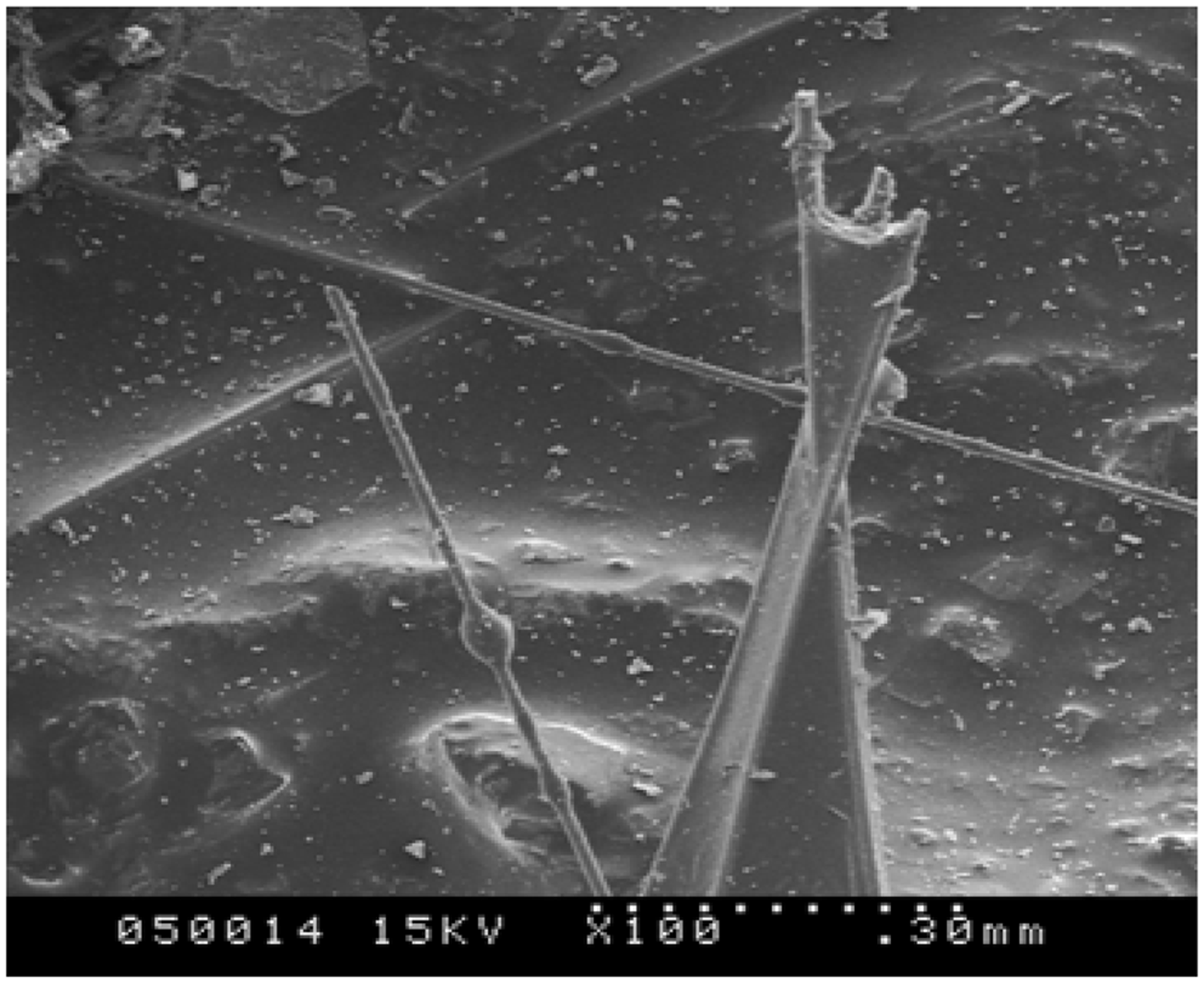
Conclusions
Experimental results show that glass fiber and carbon fiber are effective in strengthening PC. CFRPC is better than GFRPC when the same fiber length and fiber mass fraction is applied, because tensile strength of carbon fiber is better than that of glass fiber. As fiber length increases, compression strength first increases and then decreases. The maximum compression strength is obtained at an appropriate length. When fiber mass fraction increases, compression also witnesses a process of increasing and decreasing. The effect of glass fiber and carbon fiber in strengthening PC is analyzed in this research, which can be used for analysis in consequent studies. FRPC would be a perfect material for elementary machine parts in high-precision and high-speed machine tools.
Footnotes
Funding
The work of this paper is supported by the National Natural Science Foundation of China (Grant No. 51175308) and the National Science and Technology Major Project of China (Grant No. 2012ZX04010032).
Acknowledgements
The author thanks editors and anonymous reviewers for helpful comments and suggestions.