
Abstract
A polyethylene glycol/ NaOH system has been used for chemical recycling of fiber/epoxy resin composites. Solvolysis of the composites based on different fibers, i.e. two PAN-based carbon fibers (Torry T300, T700S) and two glass fibers (non-alkali glass fiber and medium-alkali glass fiber), have been compared. The solubilization degree increases with rising reaction temperature, reaction time, as well as NaOH amount. After reacting at atmospheric pressure for 4 h at 200℃ with 0.1 g NaOH/g composite, a high decomposition efficiency of 84.1–93.0% has been obtained. Scanning electron microscopy analysis shows that the two recovered carbon fibers and the non-alkali glass fiber have a texture similar to the as-received fibers, except that some residual resin adheres to the surface, while the medium-alkali glass fiber is damaged during recycling. Accordingly, the recycled carbon fibers and the non-alkali glass fiber retain 94–96% of their original strength, while the tensile strength of the recycled medium-alkali glass fiber decreases to below 90% of this value. The two carbon fibers were further characterized using X-ray photoelectron spectroscopy and X-ray diffraction. The carbon structure is slightly oxidized and the degree of graphitization of the recovered carbon fibers slightly decreases.
Introduction
Polymer recycling assists in environmental protection as well as in petroleum resources conservation.1,2 Generally, thermoplastic polymers such as polyethylene and propylene can be recycled through mechanical recycling, which involves remelting/spinning of the polymers. For thermosetting composites such as fiber-reinforced composites (FRCs), however, mechanical recycling is difficult because of the cross-linked nature of the resin. 3 On the other hand, these FRCs possess excellent properties and high values. If they can be recycled in an economical way, instead of ending up in landfills or being incinerated after their functional use, a lot of energy will be saved. One solution is to create a reversible thermosetting matrix for those FRCs that combine the desirable thermal and chemical stability of conventional thermosets with recyclability and reprocessability.4,5 However, complex synthetic methods are generally required and the recyclability has to be further confirmed. Another solution is through chemical recycling. Especially, solvolysis, using reactive solvents to break down chemical bonds in thermoset resins, can effectively keep the properties of the fibers, therefore being regarded as one of the most promising recycling methods for those FRCs.6,7
Our previous work has developed a polyethylene glycol (PEG)/NaOH system for solvolysis of the anhydride-cured epoxy resin. 8 It shows a much higher solubilization efficiency than the typical catalytic systems reported in the literature, e.g. monoethanolamine (MEA), 9 titanium(IV) n-butoxide / diethyleneglycol (TBT/DEG) 9 and p-toluenesulfonic acid/butandiol (PTSA/BDO). 10 It is also simpler and safer than that using subcritical/supercritical fluids 11 or hydrogen solvent such as tetralin, decalin, or cyclohexanol. 12
The object of this paper is to evaluate the recycling of fibers from the FRCs using this PEG/NaOH system. Two PAN based carbon fibers: T700S and T300, and two glass fibers: non-alkali glass fiber and medium-alkali glass fiber were recycled from epoxy resin composites. The tensile properties and surface properties of the fibers were characterized, which is important for renewed application of the recycled fibers. The solubilization of the composites based on different fibers was compared, and suitable reaction conditions have been explored.
Experimental
Materials and preparation of fiber-reinforced epoxy composites
The matrix resin is bisphenol A diglycidyl ether type epoxy resin (ER-51, Bluestar New Chemical Materials Co. China). Methyl tetrahydrophthalic anhydride (MeTHPA, Do Ying Co. China) is used as a curing agent. Tris(dimethylaminomethyl)phenol (DMP-30, Cheng Guang Co. China) is used as an accelerator. Two types of carbon fibers (Toray T300 and T700S, Mankate Technology CO. LTD. China), one non-alkali glass fiber (NA-GF, Jiujiang huirong Trade CO. LTD. China) and one medium-alkali glass fiber (MA-GF, Chendu Shunmei fiberglass products CO. LTD. China) were used. The average diameter of fibers: T300 (7.73 ± 0.79 µm), T700S (6.86 ± 0.26 µm), NA-GF (12.29 ± 1.49 µm), and MA-GF (14.59 ± 0.65 µm). ER-51, MeTHPA and DMP-30 were mixed at room temperature with a 23:16:0.25 weight ratio. The mixture was soaked through the fiber layers and cured at 100℃ for 1 h, and then at 150℃ for 5 h. The content of resin component in the composite sample was 35.4 ± 1.6 wt%. The obtained fiber-reinforced epoxy composites (FRCs) was cut into 6 cm × 8 mm × 4 mm pieces.
Solvolysis of the fiber-reinforced epoxy composites
Solvolysis was carried out in a 250 mL three-necked round-bottomed flask, equipped with a reflux condenser and a mechanical stirrer. Experimental details have been described previously. 8 Typically, NaOH, fiber composite and PEG200 were mixed in a 0.1:1:20 weight ratio. After reacting, the solid products including fiber and unreacted composite were separated from liquid products by filtration. The solid products were first thoroughly washed with water, then with ethanol and immersed in ethanol for 24 h. After that, the solid phase was dried in a vacuum oven at 60℃ for 24 h. The fiber and the unreacted resins were separated manually.
The solubilization degree of epoxy resin in composite was calculated as:

Carbon fibers characterization
Surface characteristics and diameter of the fibers were explored using a JEOL JSM-5900LV (JEOL Japan) scanning electron microscope (SEM). X-ray Photoelectron Spectroscopy (XPS) was applied using a XSAM80, using Mg Kα excitation radiation, operated at 210 W (14 kV and 15 mA) under a high vacuum between 10−5 and 10−6 Pa.
The microstructure was analyzed using a DX-1000 X-ray diffraction analyzer equipped with a graphite monochromator and Cu Kα (λ = 1.5418 Å) radiation. The generator was operated at 40 kV and 25 mA. The samples were scanned at diffraction angles from 2° to 40° and at a scanning rate of 0.06°/s.
The tensile test of the fibers was carried out at room temperature using a universal test machine CMT4104 (Shenzhen SANS Testing Machine Co. Ltd., China) at a crosshead speed of 10 mm/min as specified in ASTM-D3379. Each test was conducted based on the results from 20 single fibers.
Results and discussion
Solvolysis of the fiber/epoxy resin composites has been performed using the PEG / NaOH system. The de-crosslinking of the epoxy resin proceeds through ester hydrolysis accompanied by transetherification.
8
During this process, PEG could form chelates with a crown-like structure and located at the end of the polymer chain, therefore resulting in the effective solvation of the cation that increases the reactivity of the base.
13
Figure 1 shows that a high decomposition efficiency of 59.2–77.7% has been obtained for the composites, using this system at 200℃ in 2 h under atmospheric pressure. The recovered fibers maintain the shape of the pieces and it has no matrix resin on the surface. This process requires no additional organic solvents or pressure, which is interesting for industrial application.
Solvolysis of the fiber/epoxy resin composites using the PEG/NaOH system (SD: solubilization degree; 200℃, 2 h, 0.1 g NaOH/g FRC).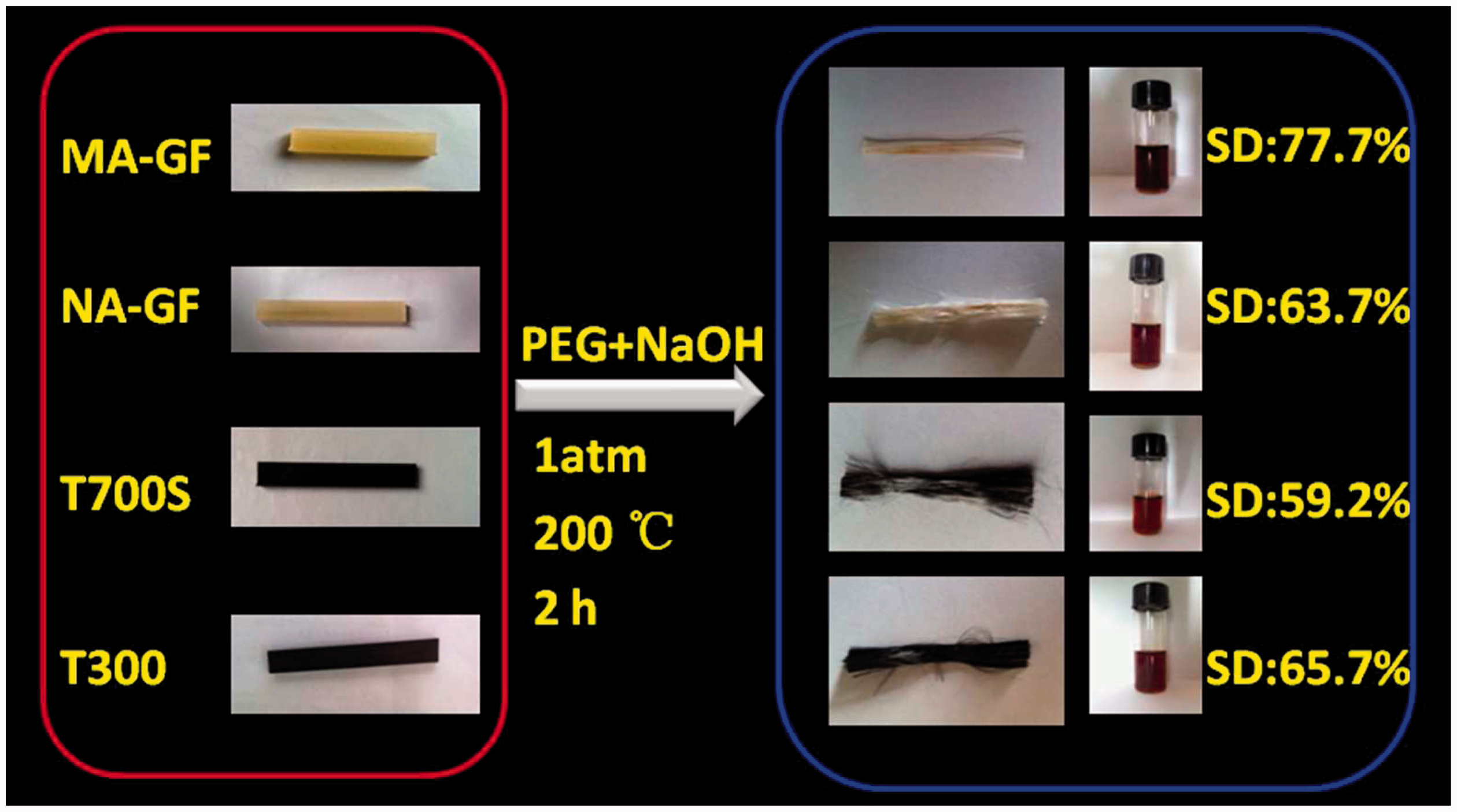
It is necessary to optimize the reaction conditions to increase the solvolysis efficiency of the composites. The effects of reaction conditions such as reaction temperature, reaction time and NaOH amount, as well as fiber types on the solubilization of the composites have been investigated. Figure 2 shows that the solubilization degree increases at the beginning with the reaction temperature, without affecting the mechanical properties of the produced fibers (except the medium-alkali FRCs). When the temperature is more than 200℃, the solubilization degree only increases slightly, while the tensile strength of the fibers shows a trend of decreasing, suggesting high temperature deteriorate the fibers.
Effect of reaction temperature on: (a) solubilization of composites; (b) tensile strength of the recycled fibers (2 h, 0.1 g NaOH/g FRC).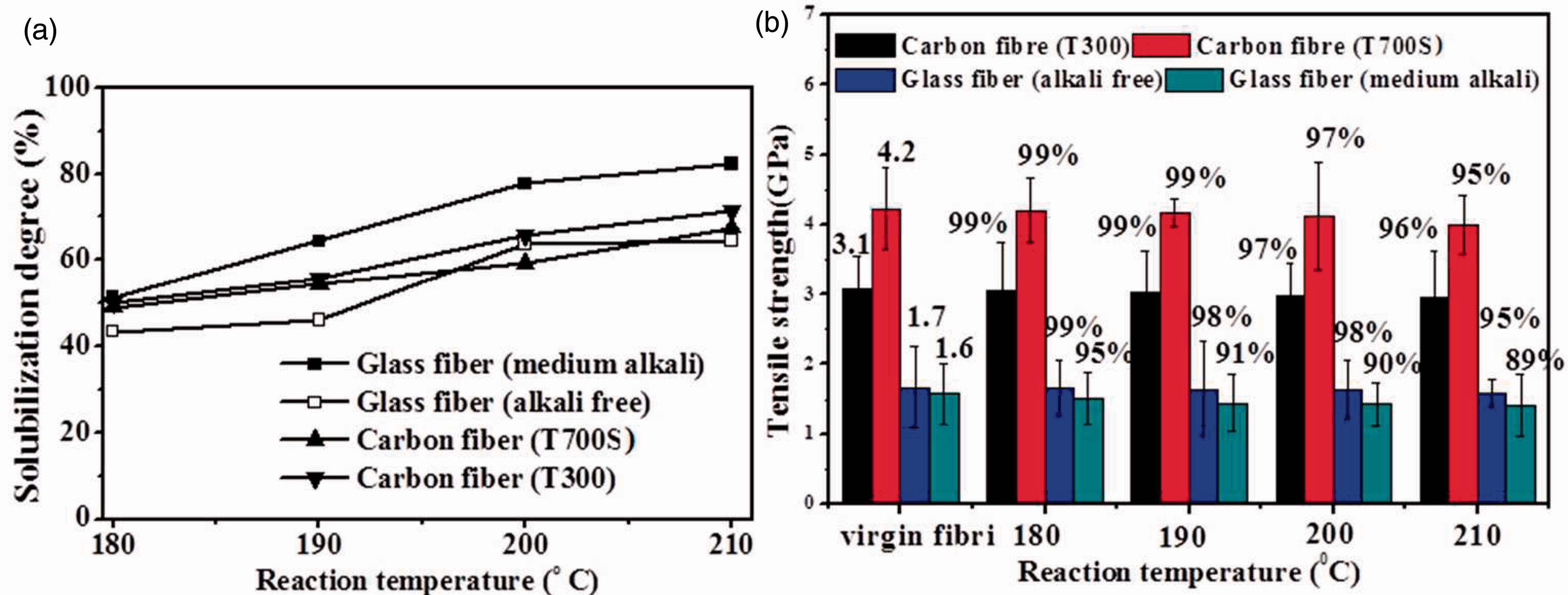
Similarly, the solubilization degree of the composites increases with the reaction time, but the tensile strength of the fibers decreases (Figure 3). After reacting for 4 h at 200℃, still 96% of the original tensile strength is retained for both carbon fibers; for non-alkali glass fibers, 94% of tensile strength is retained; yet, only 89% is retained for the medium-alkaline glass fibers.
Effect of reaction time on: (a) solubilization of composites; (b) tensile strength of the recycled fibers (200℃, 0.1 g NaOH/g FRC).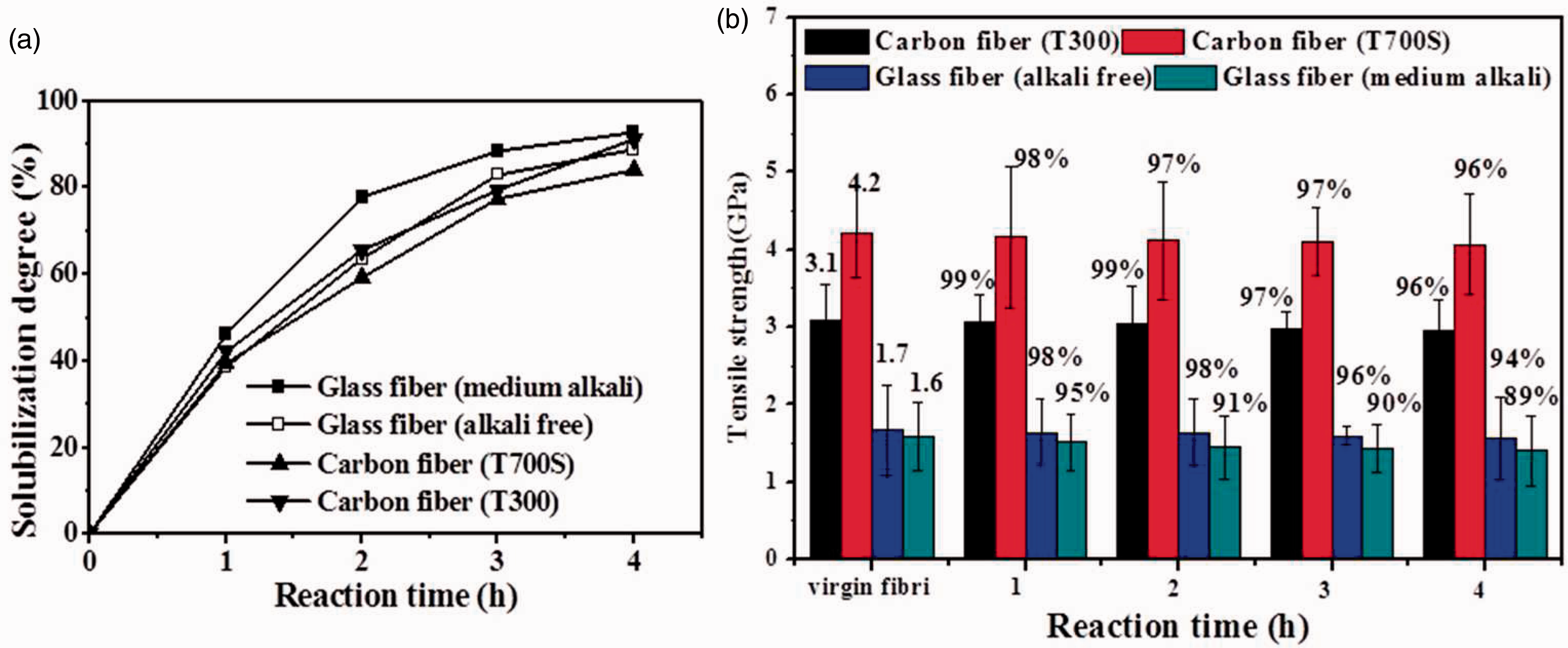
We have proved that the amount of NaOH affects the solubilization efficiency of epoxy resin.
8
Figure 4 shows that for the composites, the solubilization rate increases with the NaOH amount and that it reaches the highest point when the NaOH amount is 0.1 g NaOH/g FRC. It can be calculated that there are 4.9 mmol of ester units in 1 g of cured epoxy resin using METHPA as curing agent. After ester (the curing bond) hydrolysis, the formed dicarboxylic acid will react with NaOH. Theoretically, at least 0.07 g (1.8 mmol) NaOH is needed for complete conversion 1 g FRC with 35.4 wt% of epoxy resins. In our case, a slightly over amount of NaOH is beneficial to the solubilization. For the recycled fibers (Figure 4) around 96–99 % of tensile strength can be retained after reaction for carbon fibers and the non-alkali fibers, which is not obviously affected by the NaOH amount. However, even with small NaOH amount (0.03 g NaOH/g FRC), around 6% of tensile strength is lost for the medium-alkali glass fiber. It even reaches as high as 21% tensile strength loss when large amount of NaOH is used (0.2 g NaOH/g FRC).
Effect of NaOH amount on: (a) solubilization of composites; (b) tensile strength of the recycled fibers (200℃, 2 h).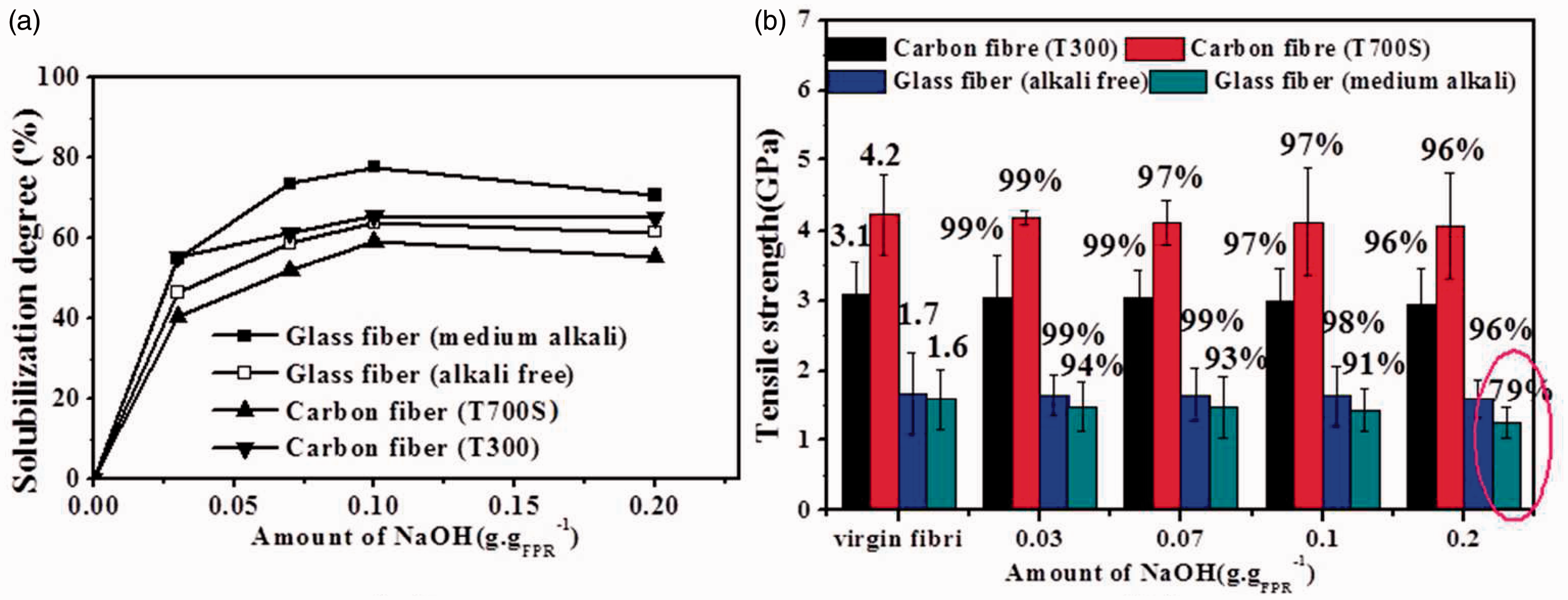
The fiber surface was examined by SEM before and after reaction, as shown in Figure 5. The carbon fiber T700S and the two glass fibers have a smooth surface, while the carbon fiber T300 has shallow striations on the surface. The recovered carbon fibers (T700S and T300) and the non-alkali glass fiber have similar textures to the as-received fibers except that some residual resin adheres to their surface. For these fibers, the fiber diameter is near that of the virgin fibers, and there is no apparent damage observed. In contrast, on the medium-alkali glass fiber surface, there is obvious damage, such as etching, pitting and cracking. Generally, around 6–12% alkali metal oxide is contained in the medium-alkali glass fiber.
14
Alkaline NaOH was used in our solubilization process, which will destroy the backbone of glass molecules through breaking the Si–O–Si network and form dissolvable products.
15
This result is consistent with the reductions of the tensile properties for the medium-alkali glass fiber after reaction.
SEM images of virgin and recycled fibers (V: virgin fibers; R: recycled fibers (200℃, 2 h, 0.1 g NaOH/g FRC).
On the other hand, under all the reaction conditions, the composite with medium-alkaline glass fiber presents a higher solubilization degree than other fibers. The alkaline components contained in the medium-alkaline glass fibers could enhance the fiber/resin interface degradation as well as hydrolysis of the epoxy resin, therefore leading to higher solubilization degree of this composite.
The surface properties of the two carbon fibers are further investigated using XPS (Figures 6 and 7). The sizing was removed from the virgin carbon fiber according to Jiang et al.
16
The XPS spectra of the as-received carbon fibers show two main peaks, i.e. carbon (284.6 eV) and oxyen (532.9 eV). After size removal, nitrogen (400.8 eV) from polyacrylonitrile precursor is detected. According to the surface elemental composition shown in Table 1, for both fibers, the ratio of (N + O)/C for the virgin fibers after size removal is comparable with that of the recycled fibers, indicating a fully size removal of the fibers. Moreover, the O/C value for the recycled fiber is comparable with that of the virgin fibers after size removal, indicating the recycling did not change the oxygen content significantly. To clarify the change of the distribution of various oxygenated functional groups due to recycling, C1s spectra are curve-fitted (Figures 6 and 7, Table 2). The major peak is 284.6 eV that is assigned to C–C (C–H) group. Other small peaks of 285.8 ± 0.1, 287.6 ± 0.4, 289.1 ± 0.3 correspond to C–OH, C = O, and COOH, respectively. For both carbon fibers, after recycling the content of C–C group decreases, while the C = O and COOH group increases, indicating the exposure of the carbon fibers to PEG/NaOH during recycling slightly oxidizes the carbon structure.
XPS spectra of T300 carbon fiber (V: virgin carbon fiber; R: recycled carbon fiber (200℃, 2 h, 0.1 g NaOH/g FRC)). XPS spectra of T700S carbon fiber (V: virgin carbon fiber; R: recycled carbon fiber (200℃, 2 h, 0.1 g NaOH/g FRC)). The surface elemental composition of the different carbon fibers determined by XPS spectra. V: virgin carbon fiber; R: recycled carbon fiber (200℃, 2 h, 0.1 g NaOH/g FRC). Percentage of functional groups on the surface of various carbon fibers. V: virgin carbon fiber; R: recycled carbon fiber (200℃, 2 h, 0.1 g NaOH/g FRC).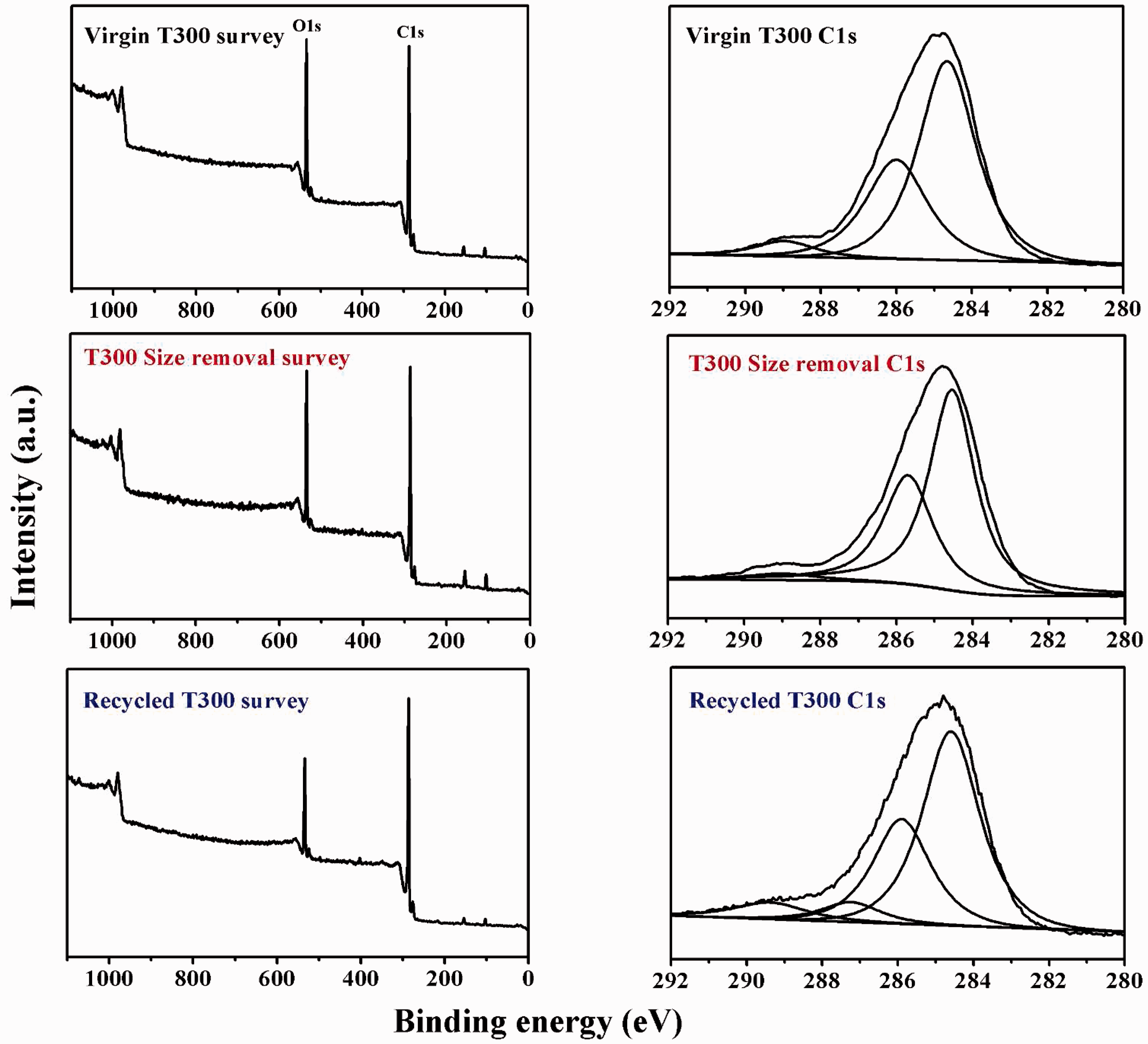
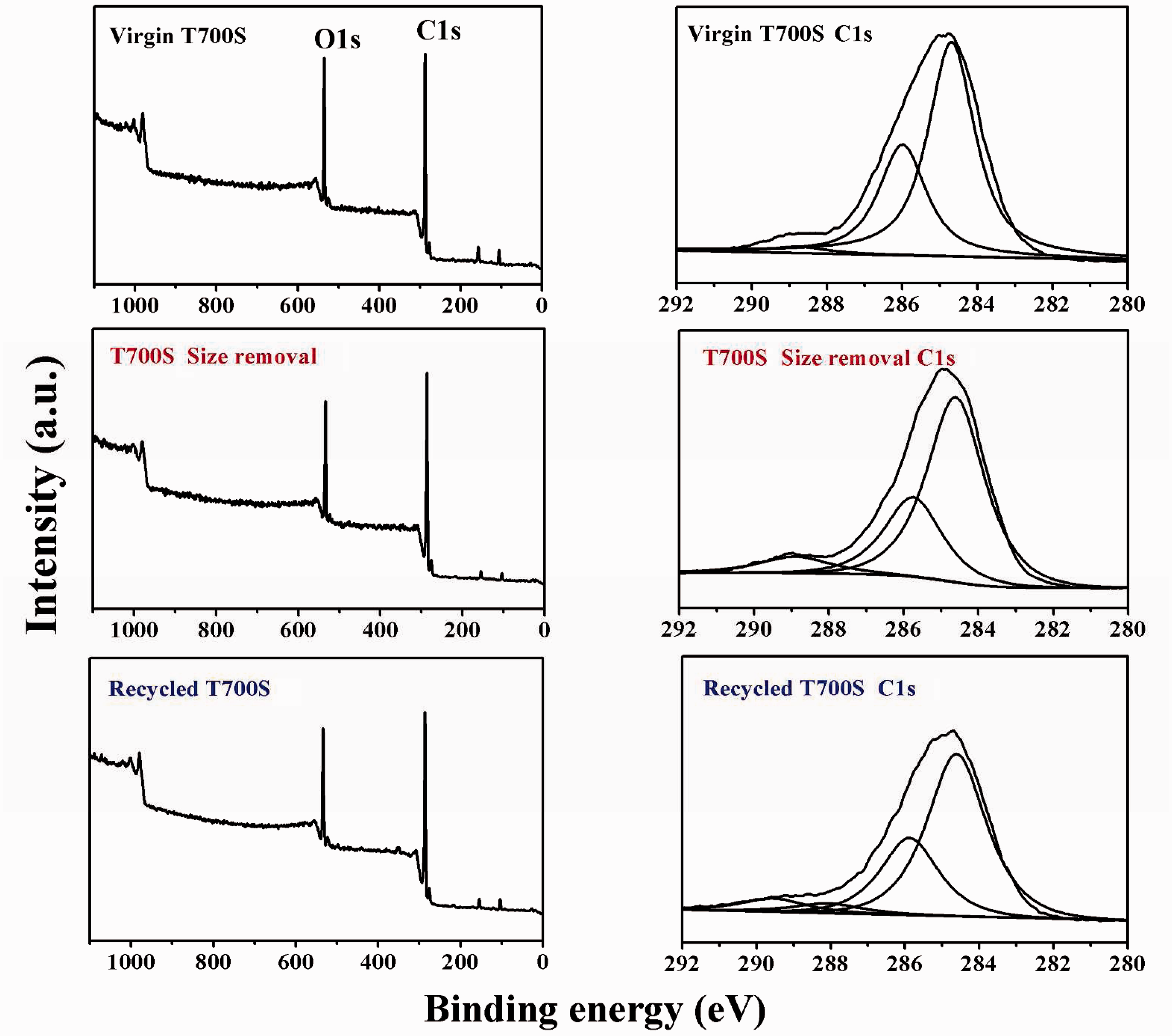
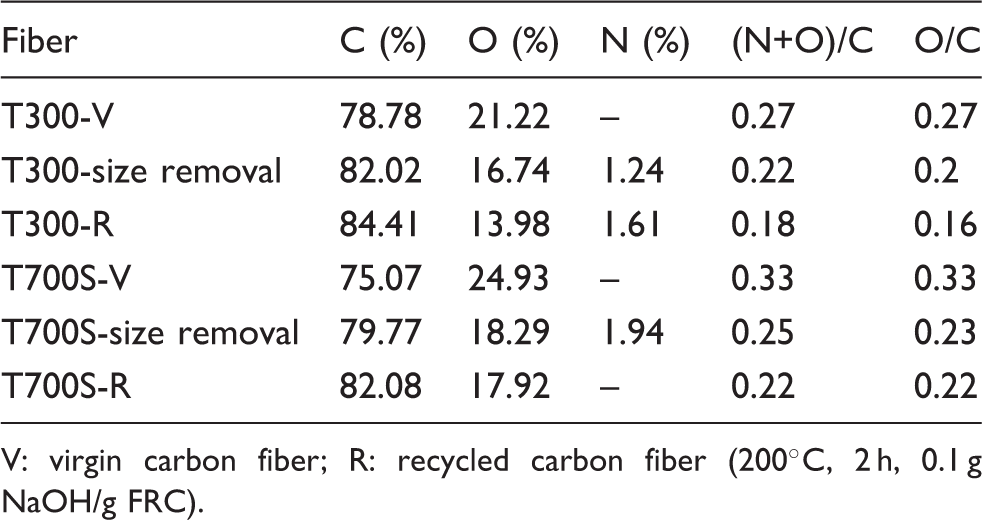
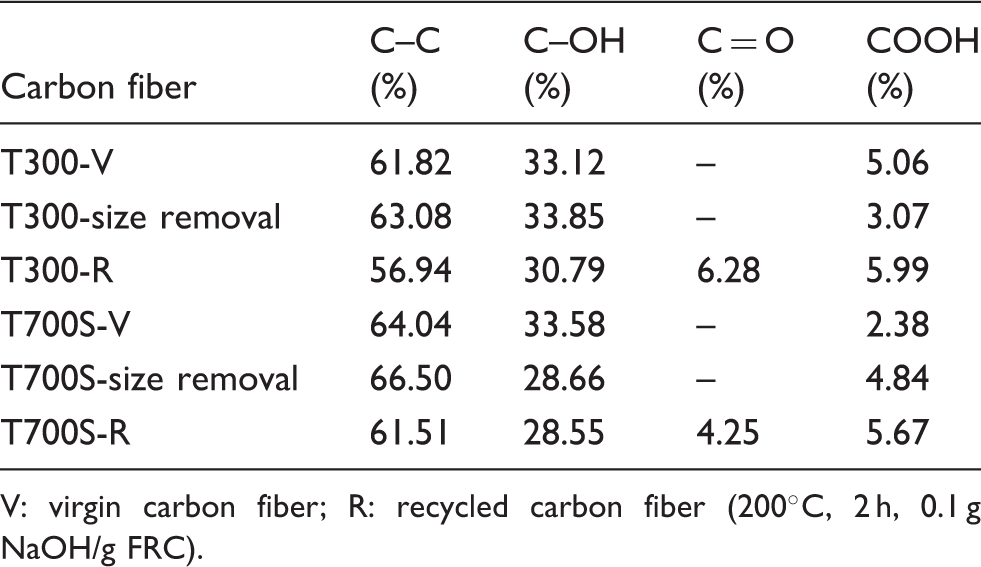
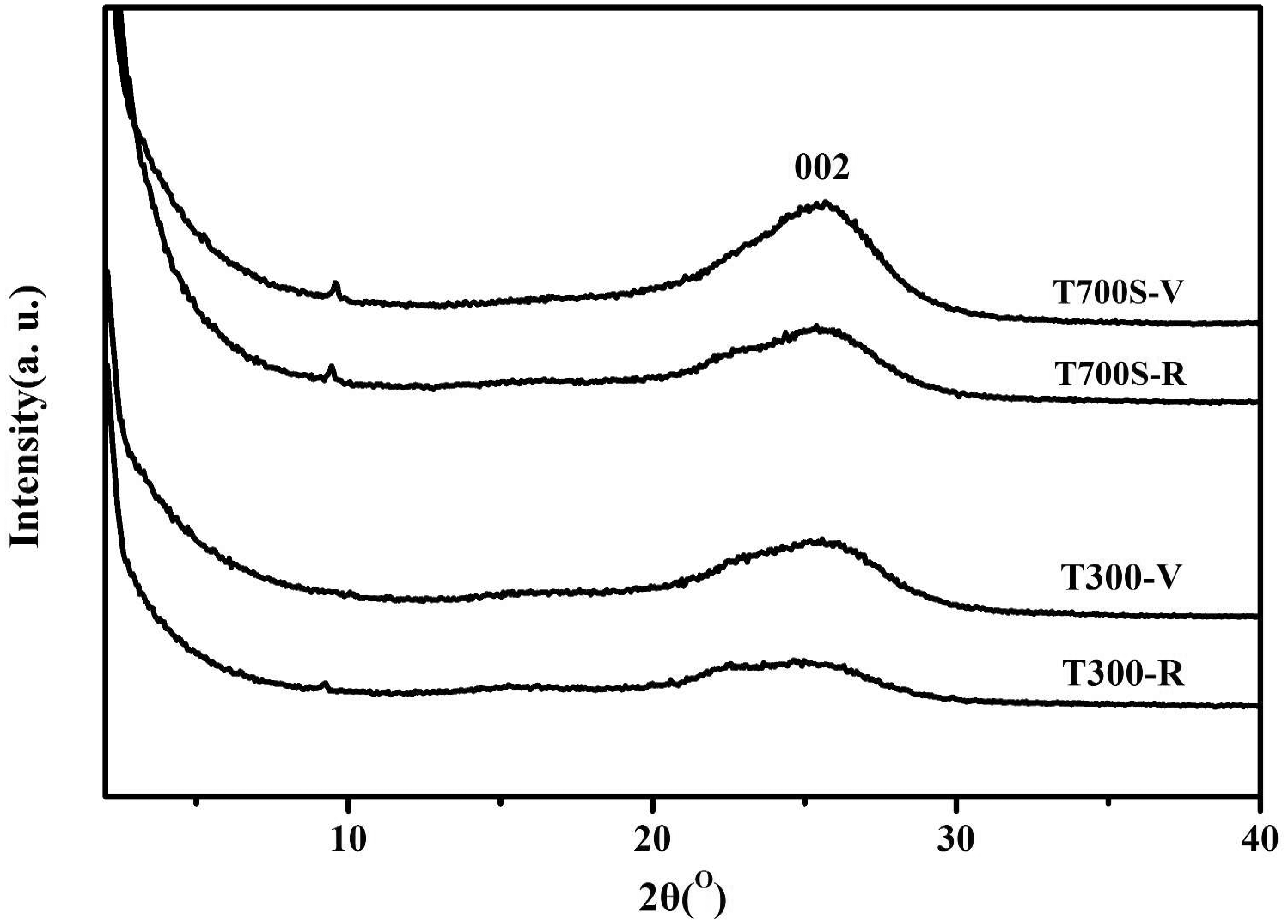
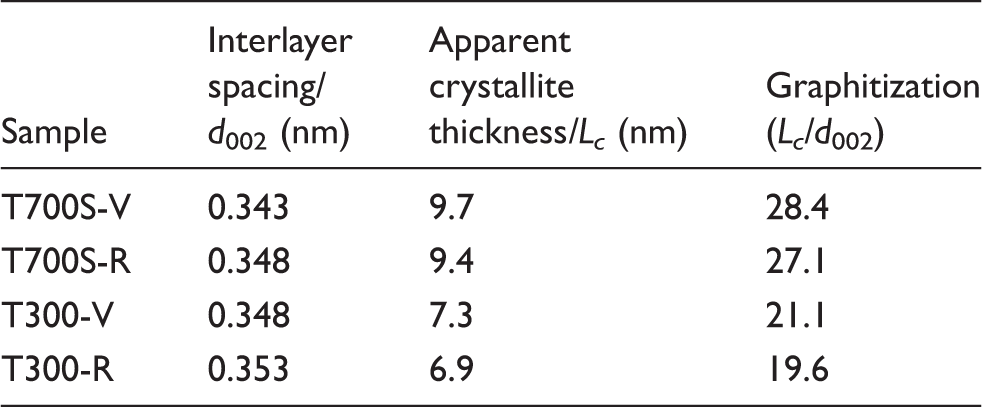
Figure 8 shows XRD spectra of carbon fibers. A strong peak ((002) plane) exists at ca. 2θ = 25.7°. The interlayer spacing (d002), apparent crystallite thickness (Lc), and the degree of graphitization of fibers, which is determined by Lc/d002,17,18 are used to assess the structural properties of the fibers. By comparing T700S with T300, T700S has smaller d002, larger Lc, and higher graphitization degree than T300 (see Table 3). After recycling, for both carbon fibers d002 increases, crystallite size and graphitization degree slightly decreases, suggesting that the structures of the carbon fibers are slightly damaged. This result is consistent with the results from tensile strength tests of these carbon fibers.
XRD spectra of virgin and recovered carbon fibers (200℃, 2 h, 0.1 g NaOH/g FRC). XRD results of virgin and recovered carbon fibers (200℃, 2h, 0.1 g NaOH/g FRC
1
).
Conclusions
In summary, we have demonstrated an effective method for solvolysis of the fiber/epoxy resin composites using the PEG/NaOH system. A high decomposition efficiency of 84.1–93.0% can be obtained after reacting at 200℃ for 4 h with 0.1 g NaOH/g composite under atmospheric pressure. This method is especially useful for the recycling of the epoxy composites based on carbon fibers and non-alkali glass fiber, which can retain the strength of these fibers. For the composite based on the medium-alkali glass, the tensile strength of the recovered fibers decreases to below 90% after recycling. This method does not require additional organic solvents or pressure, which is interesting for industrial application. In our future work, degradation commercial resins such as printed circuit boards using this NaOH/PEG system will be explored. Moreover, an exploration of new base to obtain higher degradation efficiency is underway.
Footnotes
Conflict of interest
None declared.
Funding
This study was funded by the 863 program (Contract No: 2007AA06Z325), the Program for New Century Excellent Talents in University (NCET-08-0366), the Program for Changjiang Scholars and Innovative Research Team in University of Ministry of Education of China (IRT1026).