
Abstract
A genetic programming technique was employed to develop empirical models for predicting specific wear rate and coefficient of friction on brake friction materials. The models consist of independent variables representing the volume fraction of the ingredients. The average absolute relative error for specific wear rate and coefficient of friction were found to be 1.93% and 1.92%, respectively. The models were also verified by the experimental data used for further control of the formulation. Utilizing Tornado plots, the models were found to be able to properly demonstrate the role of the ingredients on overall tribological performance of the brake friction materials. Moreover, a non-dominated sorting genetic algorithm II method was utilized to optimize the formulation of the brake friction materials in terms of braking performance and final cost of the materials.
Introduction
Friction materials are essential components in automotive braking systems, providing stopping performance and safety of the vehicle. An effective friction material is expected to have the capacity to provide a stable coefficient of friction (COF) over a wide range of operating conditions, sufficient structural integrity against mechanical and thermal loads, preferential wear resistance to avoid hot spots and excessive material loss, low cost of the materials, and easy processing. To meet such stringent requirements, commercial brake friction materials are generally made of polymer composites composed of various, typically more than 20, ingredients. These include a wide range of particulate and fibrous materials serving different functions such as reinforcing fibers, fillers, abrasives, lubricants, and friction modifiers. Such ingredients are normally bound together by a suitable thermosetting resin, e.g. Phenolic resin. 1
Because of diversity of the ingredients in terms of particle shapes and their inherent properties as well as complicated interaction of these constituents in friction materials, the formulation process has been a challenging step in developing any commercial friction material. The cost of materials should be also considered in the formulation process of friction materials as it is a commercial concern. As a matter of fact, the design of the formulation has now become far more challenging since the elimination of Asbestos fiber, which served as an incredibly unique ingredient in friction materials for such a long time, and has been prohibited due to health issues. The problem in this case is raised out of the fact that a single fiber or ingredient cannot be directly substituted for Asbestos fiber in the existing formulations and a wise combination of binder, fibers and particles should be considered for any successful replacement. 2 Currently, most of the commercial friction materials have been entirely developed based on the experimental data taken from frictional tests on many trial formulations. Whereas this procedure is time consuming and costly, it still appears to be the only reliable technique in the brake friction materials industry.3,4
In order to reduce such experimental workloads, relatively high costs of screening ingredients in the friction materials and obtaining a more reliable formulation, attempts have been taken to predict the behavior of friction materials using appropriate theoretical models. So far, several methods have been presented to design and optimize friction materials including: one variable at a time method (OVAT design), 5 using a database, 6 combinatorial approach,7–9 Taguchi design, 10 uniform design, 11 application of chemometrics, 12 golden section principle coupled with relational grade analysis,3,4,13 multi-criteria optimization, 14 and application of neural networks.15,16 However, reliability of most of these techniques in terms of accuracy and efficiency is still controversial because of significant nonlinear behavior and strong interactions between ingredients. 16 For instance, combinatorial or OVAT type methods do not offer a comprehensive description about the behavior of composites. In addition, a large number of experiments would be required to achieve a reasonable definition of the ingredient interactions. In golden section coupled with relational grade analysis, seeking the best formulation is finally carried out in existing formulations regardless of many other potential conditions. Consequently, the optimal formulations offered by this method might not be considered thoroughly reliable.
In the above-mentioned methods, a predictive model for estimating new points or analyzing the behavior of brake pads is not presented. Even though the ANN method has resolved the lack of predictive models in this field, however, this method does not offer a simple mathematical expression, consequently analyzing the proposed model is relatively complex. Moreover, over-fitting is another problem in this method that must be prevented. 17
In this research, we have tried to utilize the genetic programming (GP) technique for predicting contribution of individual ingredients on the overall tribological properties, i.e. specific wear rate (SW) and COF, of automotive friction materials, The capability of this technique has been examined in different engineering systems. 18 However, this is the first time that GP technique is adapted for the modeling of friction materials where the number of variables could be much more than the current engineering systems studied. Such characteristics of friction materials make coding and defining the parameters of GP more complex. Accordingly, COF and SW were associated with volume fraction of the ingredients using the GP technique. Subsequently, the models were applied for optimization of the formulation with a non-dominated sorting genetic algorithm II (NSGA II) method. A practical model for prediction and evaluation of the components and also reliable optimization of the formulation can be achieved by this approach.
GP
GP is a relatively new method in the field of evolutionary algorithms developed based on GA. This method, first introduced by Koza, 19 is able to generate automatically nonlinear input-output models irrespective of detailed information about the system studied. The programs in GP are illustrated by tree arrangements, and such tree-like structures let GP become very flexible for solving complicated problems. 20
GP generates a population of various models with random structures by combining some variables, functions, and constants. The variables and the functions are defined for GP at the beginning; however, some constants are automatically created via GP. The generated models are evaluated by applying an effective fitness function, and this evaluation is utilized to produce the next generation. Models with accurate prediction of output data have more chance to survive in the next generation. Qualified models survive (reproduction) and the rest are changed to produce new models until an acceptable model is achieved. The procedure for creating new populations is carried out by genetic operators such as crossover and mutation in which probability of each operator is defined for GP at the beginning. 21 Detailed information about GP can be found elsewhere.22,23
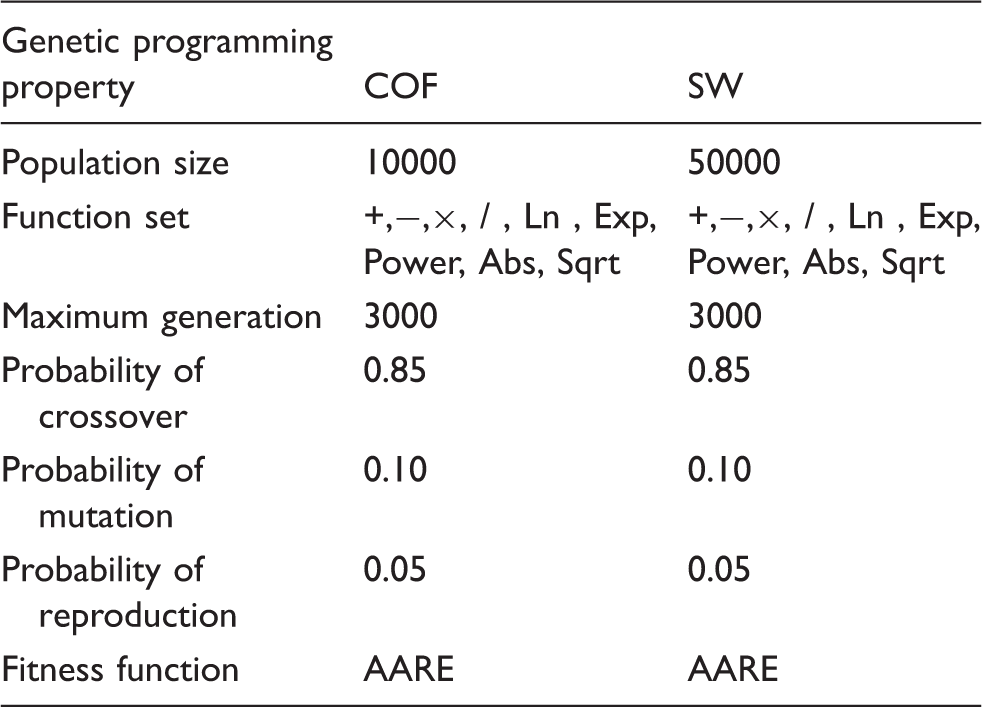
In order to utilize GP for modeling of a system, five important factors must be defined. (1) A set of terminals: a list of input/output variables and constants. (2) A set of functions: a list of functions connecting the terminals in order to produce an equation to solve problem. The function set can consist of mathematical expressions (such as +, −, /, ×, ∧, sqrt, sin, exp, log, etc), Boolean, or conditional operators. (3) A fitness function applied for evaluating the capability of the produced model for calculation of the output data. An equation for defining the errors, e.g. root-mean-square error (RMSE) or average absolute relative error (AARE), could be used as a fitness function, and this parameter might also have a term to simplify the complex models. (4) Parameters for controlling the run, such as population size and probability of reproduction and the genetic operators (crossover and mutation). (5) A strategy within the GP for terminating the run and selecting the results, such as defining a limitation for fitness of the individuals or determining maximum number of generations. 18
Experimental
Formulations of the friction material
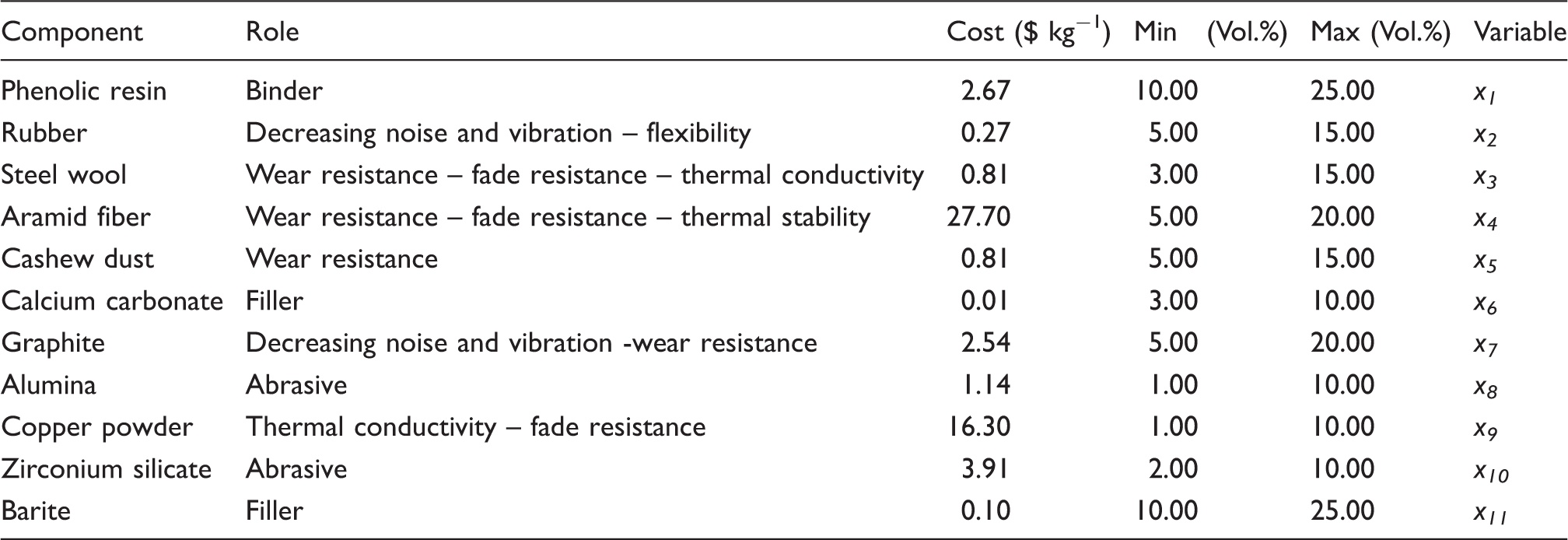
The selected components, their functions and costs, volume fraction domains in brake friction material formulations, as well as the corresponding variables in genetic programming (GP).
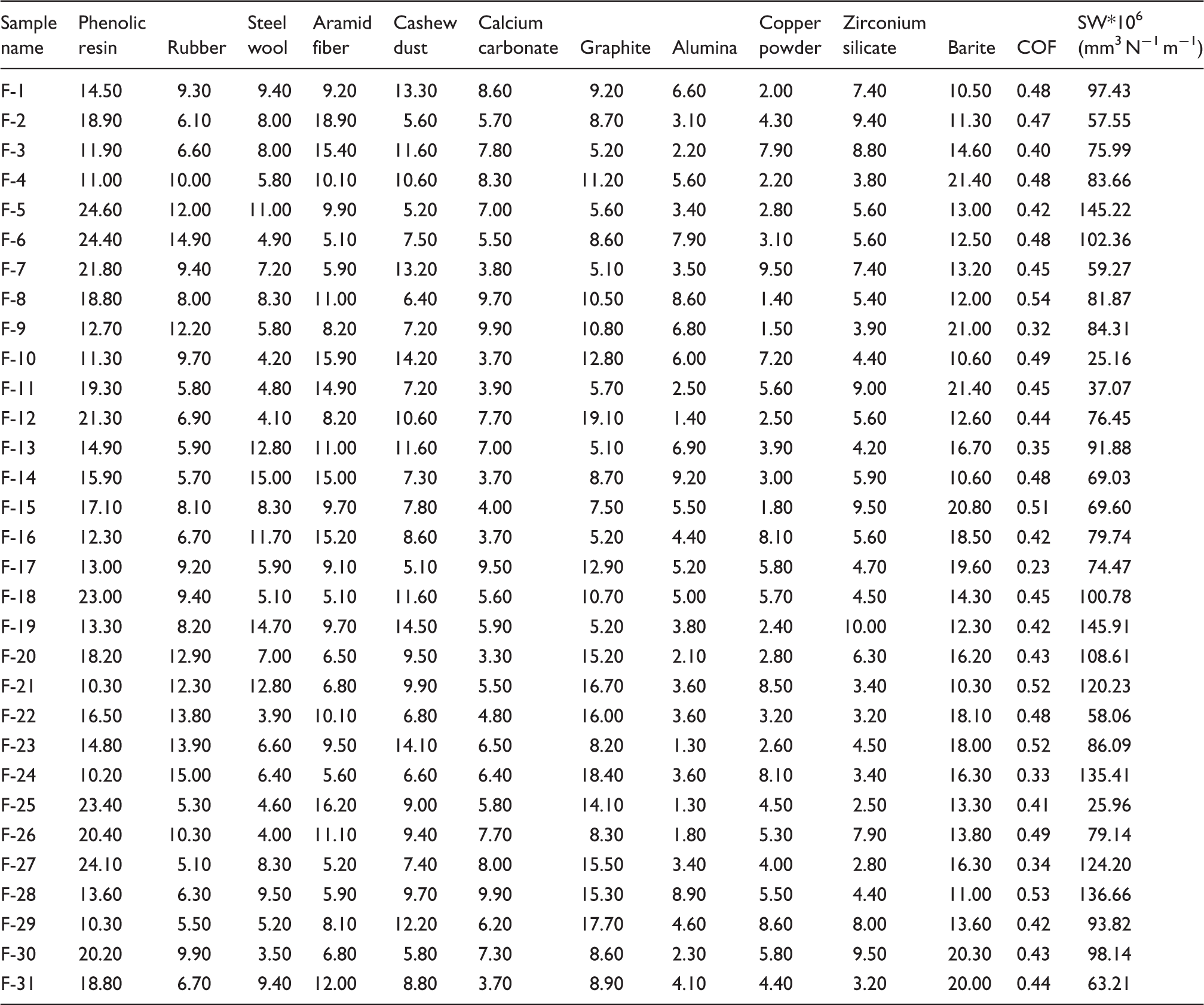
The formulations (by volume percent) prepared in this study and their relevant frictional data.
Preparation of the samples and friction tests
All of the samples were prepared according to the following procedure: (1) mixing the ingredients with a high-speed small-scale blender for 45 seconds, (2) molding the premixed compounds at a temperature of 150℃ and under a pressure of 150 MPa for 30 minutes with a few periodic breathings for degassing, (3) post-curing at 150℃ for 10 hours, and (4) cutting the samples into dimensions of 27 mm × 25 mm × 6 mm slabs for friction tests.
Friction tests were carried out using a chase-type friction tester equipped with a cast iron drum and thermal elements. The nominal diameter of the cast iron drum was 300 mm (Figure 1). The friction tester was connected to software for analyzing the data and controlling the machine. All of the friction tests were performed at 700 r/min drum speed at three sequential thermal steps of 150℃–350℃–150℃. More details concerning the Chase-type machine and the friction tests procedure are given in our previous publications.25,36 COF and SW were measured for each of the samples. In order to provide conditions closer to the reality of the braking process, an average of the COFs in the last thermal step was utilized. For generating more accurate and dependable experimental data, the friction tester was calibrated before each test. Moreover, it should be noted that the COF data are very reliable because they have been obtained by averaging from 20 sets of brakes data.
Friction tester.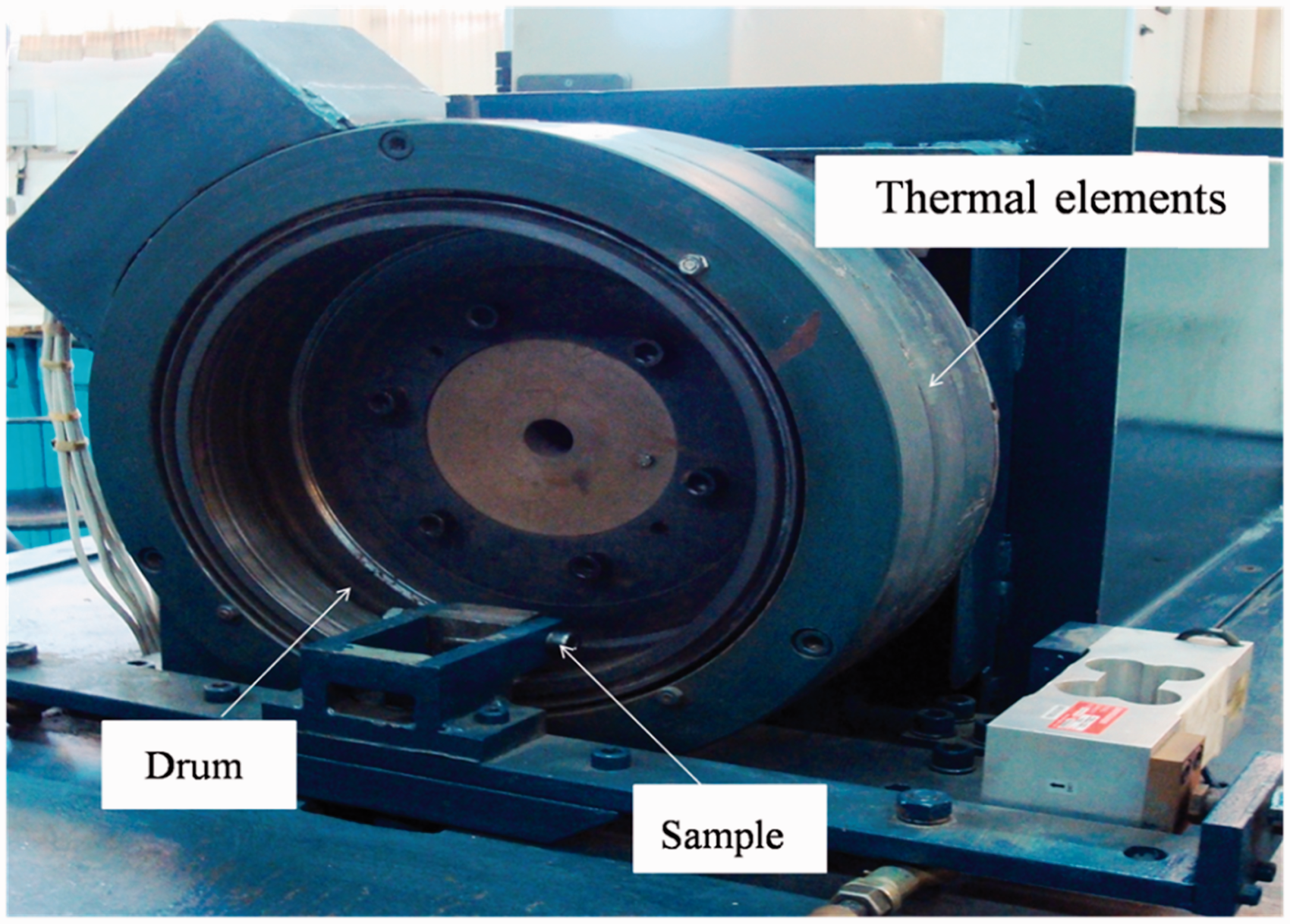
Results and discussion
GP modeling
Table 2 illustrates the COF and SW of the formulations obtained by friction tests and utilized for GP modeling. Samples F-1 to F-26 were utilized for training the models and the rest, samples F-27 to F-31, were used to validate the models.

Characteristics of the applied genetic programming (GP) model.
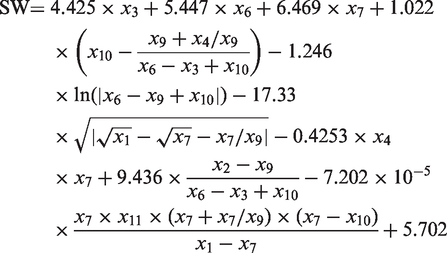
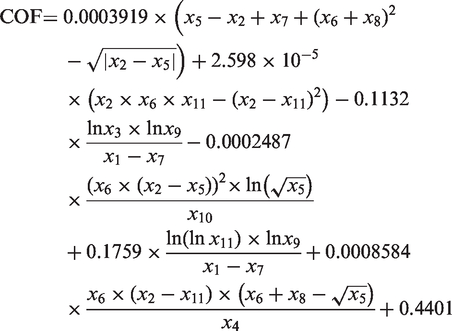
In equations (2) and (3), xis denote volume fraction of the ingredients, also the value obtained from equation (2) should be multiplied by 10−6 to calculate SW in terms of mm3 N−1 m−1.
Evaluation of the models
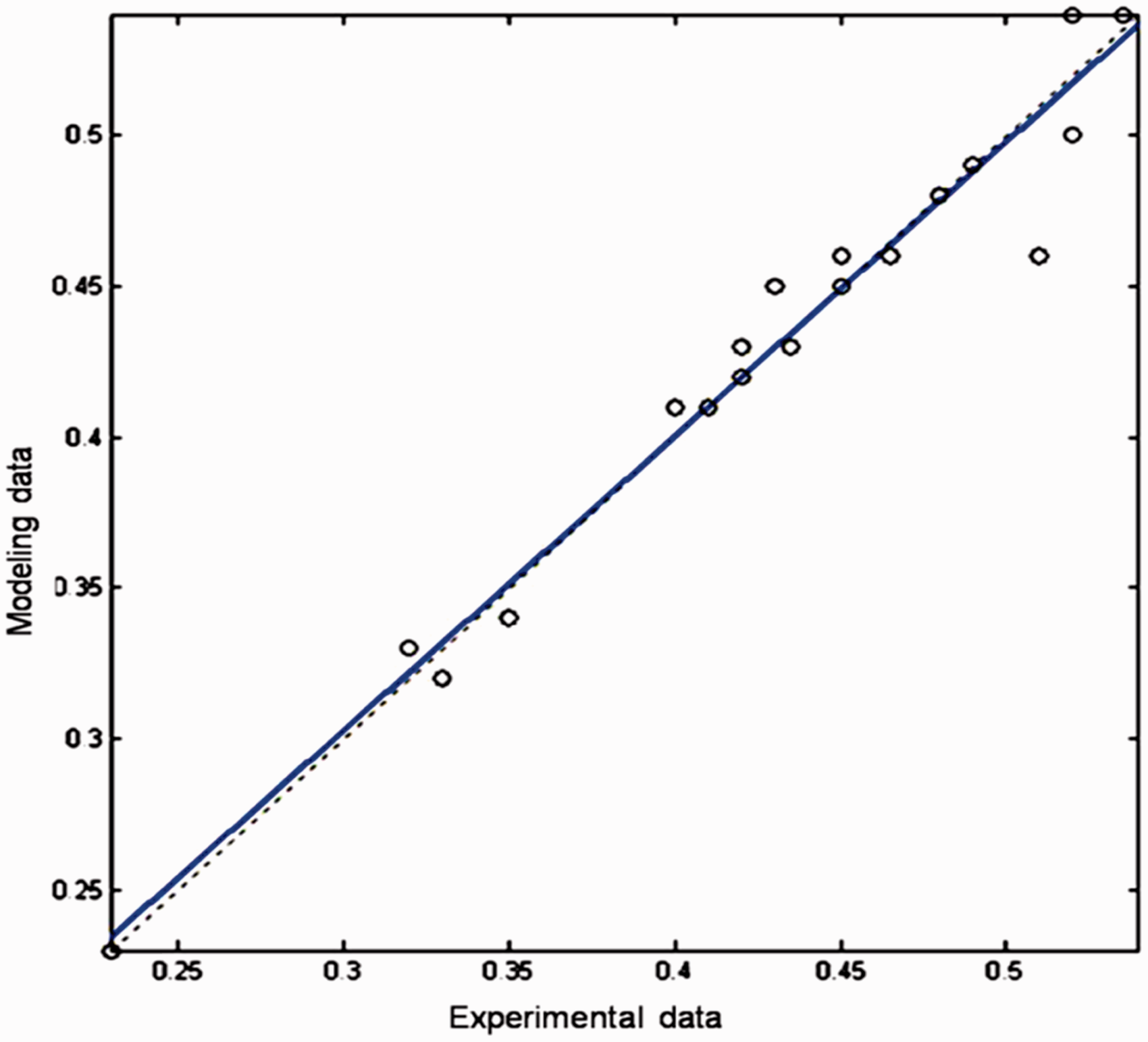
Figures 2 and 3 show regression of the experimental and predicted data in the training step for the SW and COF models, respectively. The AAREs in the training step were found to be 1.93% for the SW and 1.92% for the COF models. To evaluate the capability of the models for predicting new data sets, the COF and SW of samples F-27 to F-31, predicted by the corresponding models, were compared with experimental data. The AAREs of test data were found to be 2.39% and 1.42%, for the SW and COF models, respectively, which seems to be reasonably acceptable.
Regression of the experimental and predicted SW (in terms of 106 mm3/N.m) data for the training step. Regression of the experimental and predicted COF data for the training step.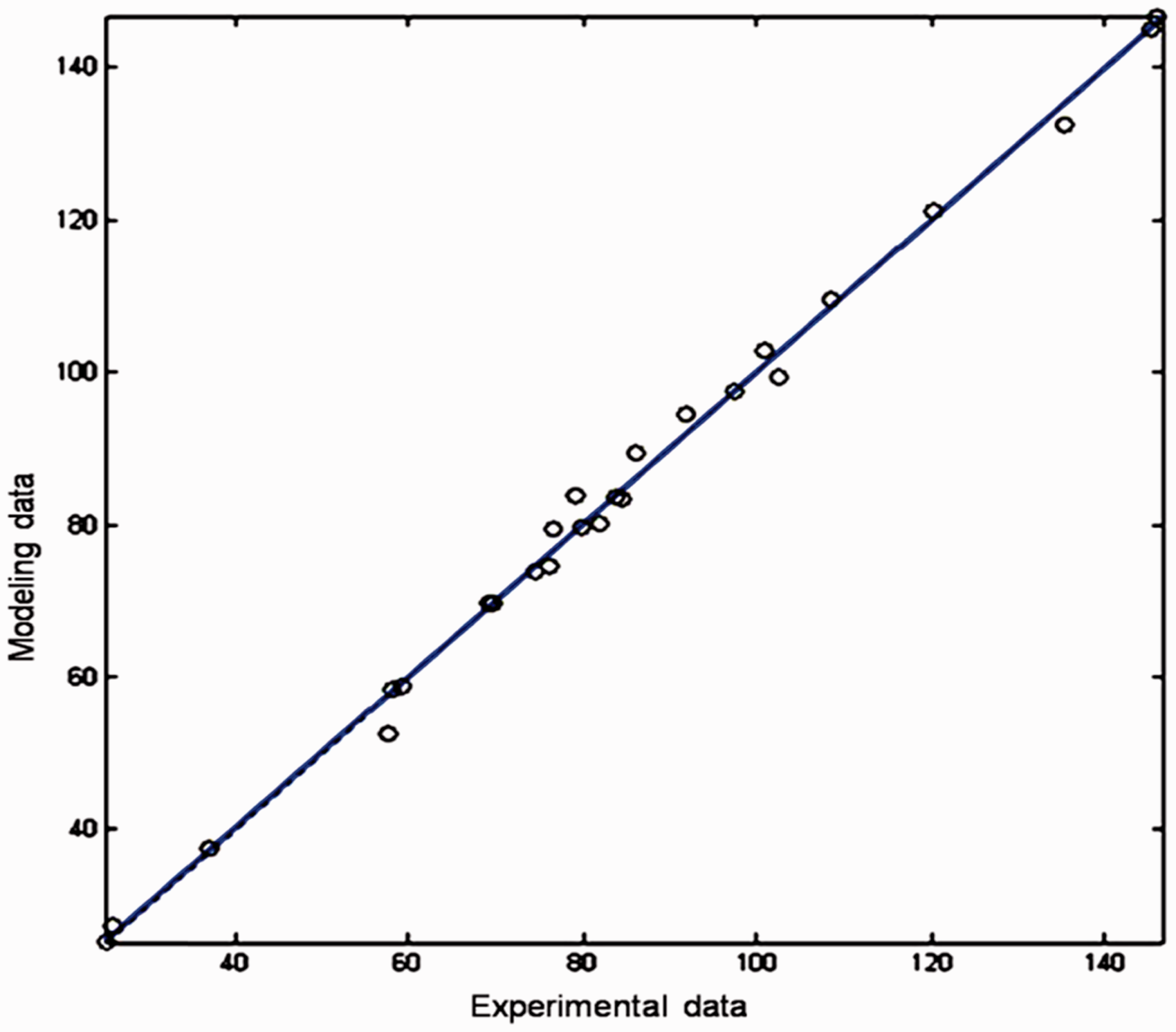
Figures 4 and 5 illustrate the sensitivity analysis utilizing Tornado plots demonstrating the influence of input variables on outputs for the obtained models.
37
In order to investigate this analysis, the inputs are assumed to be independent to prevent unbalanced volume fractions. From Figure 4, it is clear that calcium carbonate, aramid fiber, and zirconium silicate all have high impact on the SW. Calcium carbonate as a filler and zirconium silicate as an abrasive increase SW while aramid fiber decreases this property, as was expected. In addition, it is obvious that only aramid fiber and graphite (as a lubricant) cause a decrease in the SW (whereas barite has a negligible effect on SW). Equation (2) shows that cashew dust (x5) and alumina (x8) have no influence on SW of the composite, because as it is shown, the relevant variables do not appear in the model. Increase of the SW by incorporating rubber, calcium carbonate, copper powder, and zirconium silicate and decreasing this property with increasing aramid fiber, graphite, and barite have all been reported in the literature as well.4,5,9,13,24,25,34,35
Influence of the ingredients on the SW predicted by empirical model based on GP. Influence of the ingredients on the COF predicted by empirical model based on GP.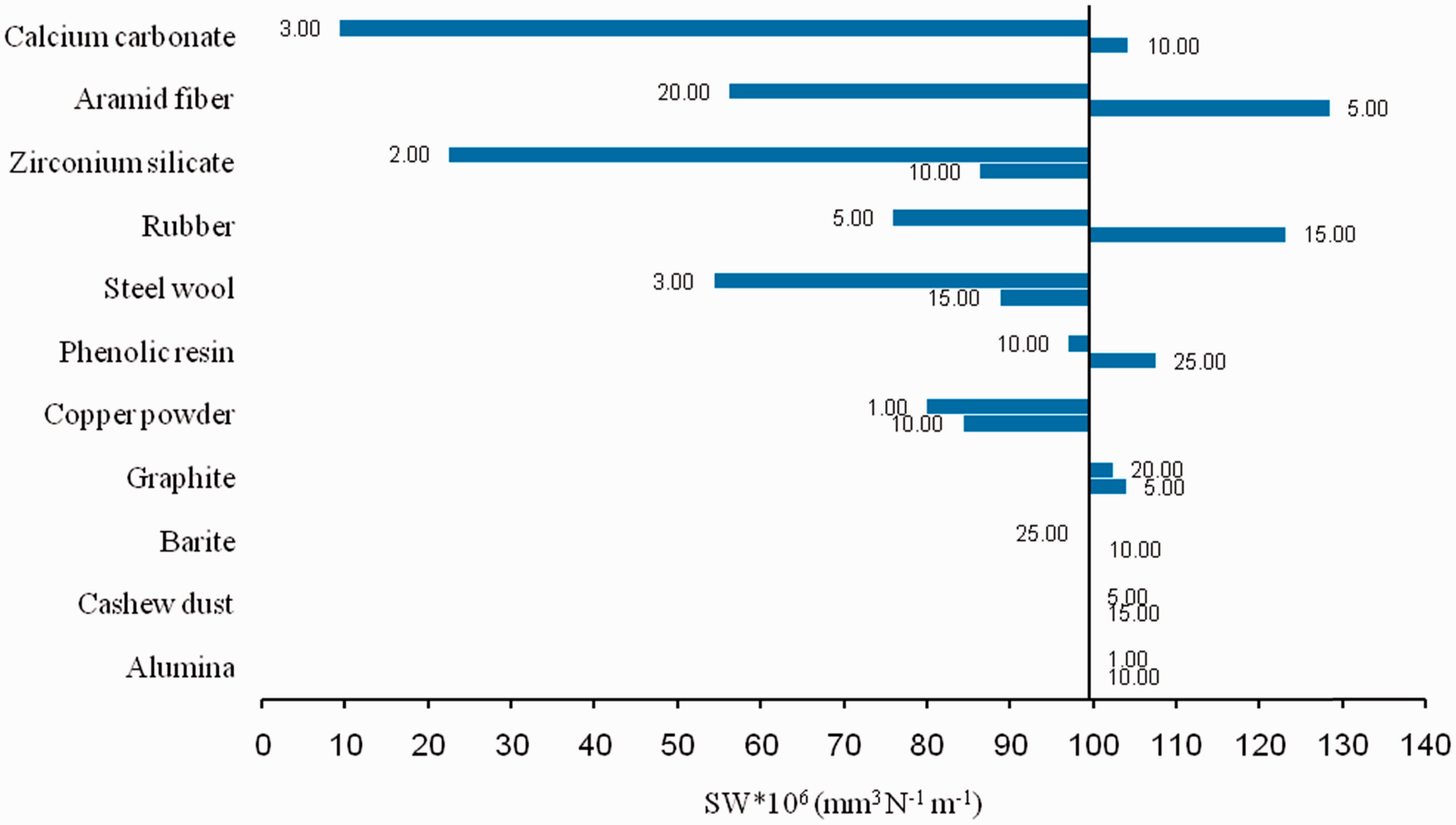
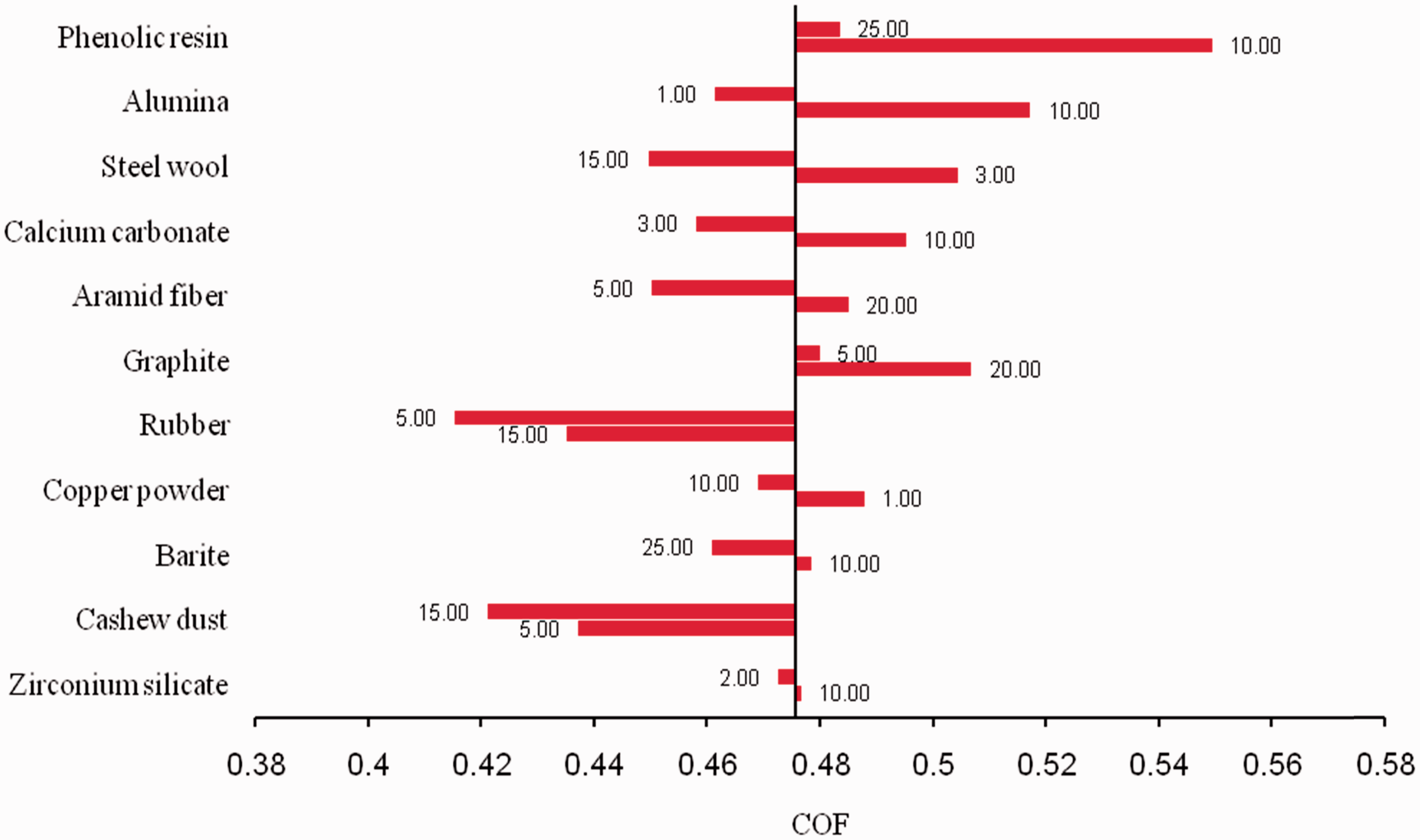
Equation (3) includes all 11 variables, i.e. x1 to x11, showing that all of the ingredients have an influence on the COF. Figure 5 indicates that alumina (as the main abrasive) has the largest impact on increasing the COF while zirconium silicate does not fulfill expectations with a low impact on the COF. It is obvious from Figure 5 that increasing alumina, zirconium silicate, calcium carbonate, aramid fiber, graphite, and rubber lead to increase of the COF, among other ingredients. The literature shows the same effects by phenolic resin, rubber, aramid fiber, graphite, alumina, copper powder, zirconium silicate, and barite on the COF.4,9,13,25,30,34,35
In addition, Tornado plots depict that the expectations were not absolutely accomplished in some cases such as steel wool and cashew dust.9,29,30,34 Such discrepancies have also been reported in the literature, for instance, zirconium silicate (as an abrasive) can decrease the COF 34 , MgO (as an abrasive) has a poor effect on the friction, 2 and alumina has improved the wear resistance. 9 Such unexpected behaviors might be associated to different factors, e.g. individuality of the system, complex interaction between ingredients,4,15or morphological effects. 34
This emphasizes that the models proposed here are reliable for the ingredients used in this study considering their special size, morphology, and the interactions that occur for these combinations of the ingredients. This means that comparison of the current approach with previous studies must remain qualitative and not quantitative (see Conclusions section).
This suggests that even though the GP is able to provide a reliable empirical model to predict tribological characteristics of the composite friction materials, the models are only applicable for the material set utilized to develop the GP.
Optimization of the brake friction material formulation
NSGA-II was utilized to optimize the formulation of brake pad material. This method is one of the most accepted techniques for multi-objective optimization due to its unique characteristics such as simplicity, reliability, and high performance. NSGA-II has repeatedly proved to have superior capability for achieving global optimum points. In recent years, some notable studies have been accomplished using this method for optimum design of composite materials.38,39 The basic steps for an optimization process are to define effective objective functions, variables, and limitations. Three objective functions were considered for the optimization of both SW, COF, and the equation representing the cost of samples (formulation cost function). The objective functions for SW and COF are given by equations (2) and (3), respectively. In order to provide the formulation cost function, a set of component price data were collected on the basis of the average local commercial costs obtained from different local marketplaces (see Table 1). Accordingly, price of the friction materials (FC) in terms of $ per cm3 was calculated as follows:
Properties of the NSGA-II used in this study.
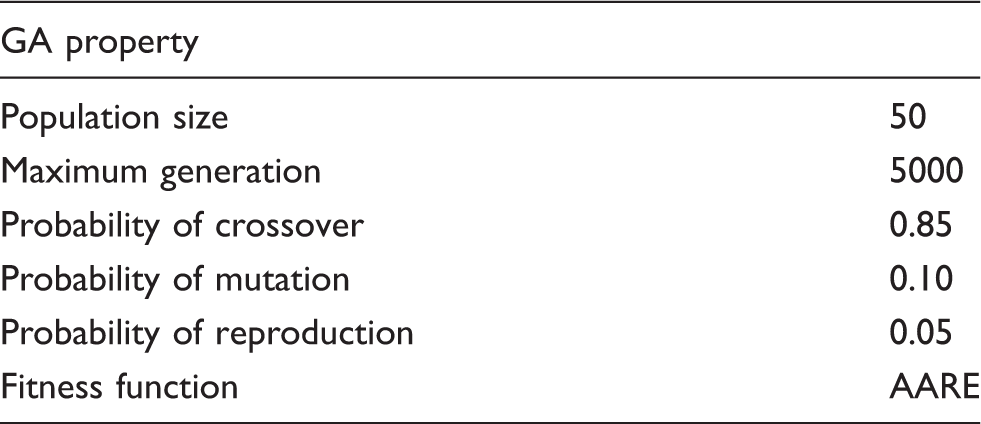
Figure 6 shows Pareto solutions for two cost levels. In this figure, each point represents a specific formulation. It could be stated that the resulting points have not been dominated by other points after 5000 generations, considering the procedure of the non-dominated sorting algorithm.
39
As shown, the high-cost formulations have lower SW in comparison with the low-cost ones, which is a significant parameter to determine qualification of the brake pad.
Pareto front solutions for the low-cost (♦) and high-cost (▴) formulations.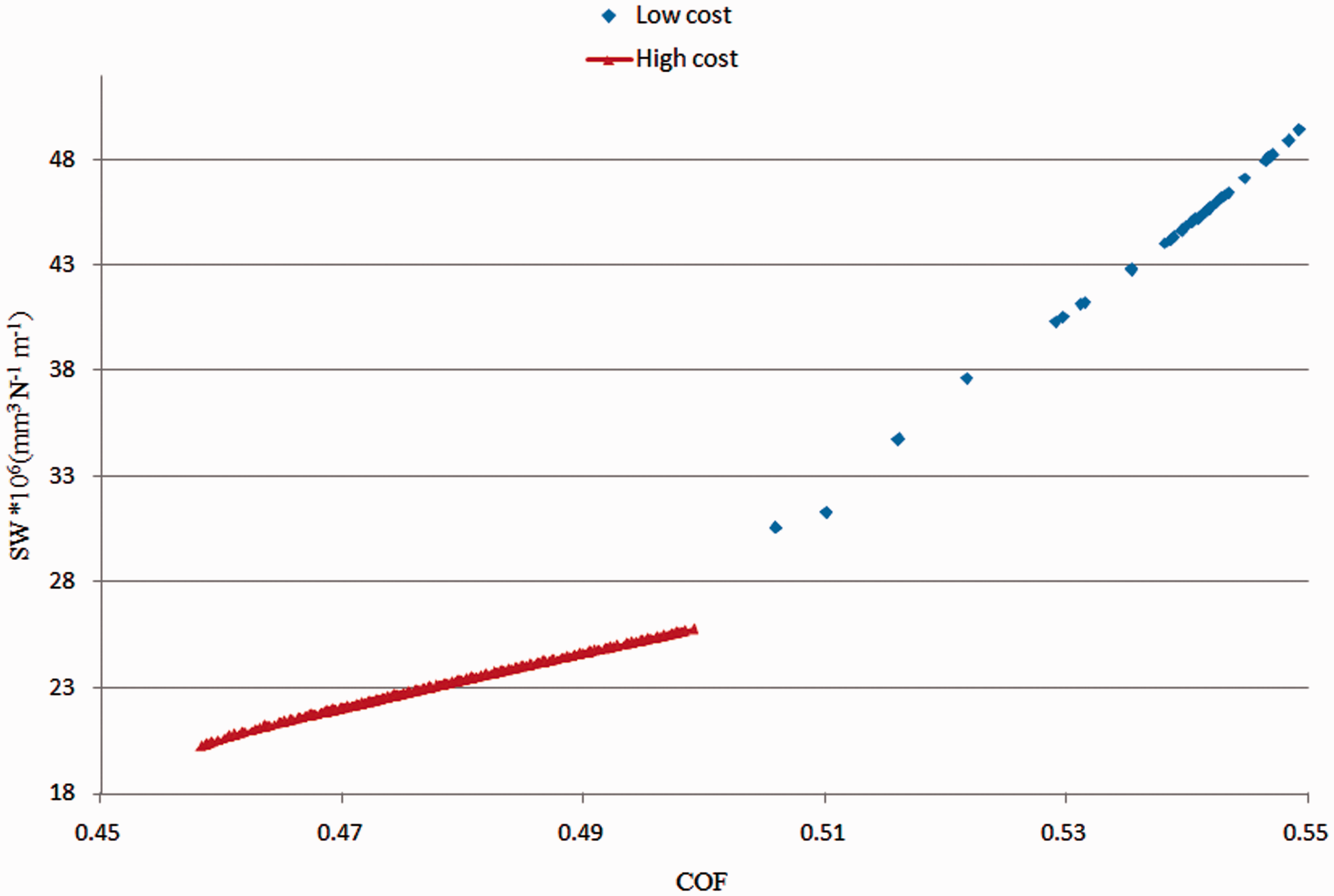
Conclusions
The GP approach supported with experimental friction data was utilized for the first time for modeling and optimization of the SW and COF of friction materials. The following conclusions were achieved as the result of this study:
It is shown that GP is a quite reliable technique, in terms of accuracy and correct description, to define behavior of a system even for nonlinear and complex cases like friction materials. Using 31 experimental data, AAREs of the models for the SW and COF were found to be 1.93% and 1.92% in the training step, and also 2.39% and 1.42% in the testing step. Sensitivity analysis showed that behavior of the system predicted by the models is closely consistent with the literature data. For example, it was shown that alumina is the most effective component for increasing COF and aramid fiber is the main component for decreasing SW in this system, as frequently reported in the literature. Compared with existing techniques, the most important feature of the GP is to offer precise mathematical expressions (predictive models). Such predictive models are expected to be very helpful for designing and optimizing the formulation of brake friction materials in terms of material costs and tribological performance. An optimization technique can be coupled with the GP models to make an effective optimization. In this study, NSGA-II method along with a formulation cost function was applied. Accordingly, Pareto front solutions were attained for high COF and low SW formulations at two different cost levels. It is shown that the SW for high-cost formulations is more suitable than for low-cost ones. The desired formulations can be selected from Pareto solutions according to requirements.
Footnotes
Acknowledgement
The authors thank the help of Mr H Parhizgar (Department of Chemical Engineering, Shiraz University of Technology, Shiraz, Iran) in this work for developing the GP.
Conflict of interest
None declared.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.