
Abstract
This article includes the results of blast tests that were performed with the aim of comparing the energy absorption and protection efficiencies of protective boots with different sole configurations. The tests were performed using a frangible leg model vestured with protective boots. Strain values were measured during the blast tests to determine the protection efficiencies of different sole configurations of the protective boots. Filling honeycomb cells with glass microspheres dramatically increased the energy absorption. In the type-3 samples, which were produced with these microspheres, the strain through the tibia axis decreased 83–47% for different explosive weights compared with the type-1 samples and 52–13% for different explosive weights compared with the type-2 samples; the type-1 and type-2 samples do not have glass microspheres. Bone damage and mine trauma score values show that the type-3 boot provides absolute protection against 40 g of Trinitrotoluene (TNT) and that the injuries that occurred in the tests performed using 70 and 110 g of TNT can be reduced to a curable level without amputation.
Introduction
Anti-personnel (AP) landmines are a global problem that affects many countries. Despite the recent attempts to prohibit the usage of these weapons, there are still a large number of landmines in the field and stockpiled that pose a constant threat to soldiers and civilians alike.
The design of protective footwear against AP mines requires a specialized material design. The most widely used materials in such applications are fiber-reinforced composites such as Kevlar or Dyneema, which can absorb the blast and provide enough ballistic strength to minimize any secondary shrapnel effects.
There are a few successful applications of anti-mine boots available. The “Spider Boot,” which was developed to protect against AP mines, is a commercialized design.1,2 These boots keep the foot above the ground at a particular height. However, walking with these boots is difficult, and running is almost impossible. Use for long periods is not a possibility due to lack of mobility and comfort.
The boots known as “Over Boots” are worn over a normal or protective boot. This design keeps the feet above the ground due to the thickness of the boot sole.3,4 Again, they are not suitable for long-term use due to the lack of mobility.
Recent studies of protective boots have generally focused on designs that are similar to conventional army personnel boots. The early designs were reinforced with metal plates in their soles.5,6 Later studies have developed lighter constructions by using Kevlar and Dyneema fabric layers with light metal alloys.7,8 The ones built without any metal reinforcement had multiple layers of Kevlar and Dyneema composite plates. 9 However, in these designs, the soles of the boots were not flexible because of the stiff composite layers. One of the commercially successful models developed by Zeman Company included Kevlar layers in the sole that provide protection against a maximum of 50-g AP mines.10,11 All of these studies show that the protective capability of the composite layers is limited by the transmitted force, which directly relates to the consequent injury and cannot be lowered by increasing the composite thickness or using high strength fibers due to low compressibility under impulsive loads. Therefore, the latest designs have an energy absorbing material below the composite layers to reduce the magnitude of the incident wave simply by inelastic deformation.12–14 Such parts are generally in the form of V-shaped deflectors in the sole to reflect the incident blast wave, thus reducing the momentum transmitted to the feet. 15
The common characteristics of protective boots or footwear are that they have polymer composite materials in their soles to protect against the blast effects. However, the use of only composite layers cannot provide sufficient energy absorption for use against AP landmines. Using plastically deformable and compressible foam and honeycomb materials with composite layers considerably increases the ultimate energy absorption. 16
The foremost aim of evaluating the protection against AP landmines is determining the possible injuries that can occur on limbs against the specific explosive/protective material. For this purpose, various test equipment and methods are used. It is a good approach to use strain gauges, load cells, and accelerometers to determine the forces exerted on legs during blasts to evaluate the protection level. To achieve this goal, metal mechanical leg models were employed for several tests. Mechanical leg models are appropriate for economically screening various types of protection but may not provide a detailed assessment of injury or a realistic backing for protection concepts. Increased accuracy of assessment requires more detailed models, such as frangible legs, which have the added benefit of experimental consistency due to control of the material properties. A frangible leg with a geometry corresponding to the 50th percentile of Australian males has been developed. 17 This leg includes all of the major bones, which are cast using a synthetic material. The bones are then assembled with adhesive and simulated tendon materials. The resulting structure is then placed in a larger mold corresponding to the outer shape of the human leg, and gelatin is cast around the structure to simulate the soft tissues.17,18
Frangible leg models (FLM) require a medical assessment after the blast test to evaluate the protection level. The mine trauma scoring system (MTS) is the only option that can be applied to synthetic models and with sufficient sensitivity to differentiate between various levels of lower leg mine trauma. This scoring system was designed for injury mechanisms other than the explosion of a blast mine below the lower extremity. 19
This study is part of a research series. The protection efficacy of different protective boots has been researched with a mechanical leg in the previous study. 20 In the current study, the protective efficacy of protective boots with the same configuration will be researched in a more realistic way to observe the injury level that may occur on a leg. In this way, the protection efficacy of the innovative sandwich composite structure with a high energy absorption capacity that was claimed in the previous study will be proven. The study will be performed with a single use FLM, and the injury level will be evaluated using the MTS system.
Materials and methods
Sole and protective boot design
In this study, three types of boots were used. One of these types is a standard military boot. 21 It was used as a reference for comparison with the protection levels of the other boots. There are no protective insert layers in the sole or shoe upper of this boot. The other types are protective boots with reinforced soles.
The general appearance of the protective boots used in the tests is shown in Figure 1. According to this, the boot sole consists of two layers. The first layer, which is the bottom layer, has a deflector to redirect the shockwave. The second layer, which is on the deflector, consists of composite inserted plates. The shoe upper of the boot is strengthened using two-ply aramid woven fabric between the lining and the leather.
Schematic views (a) and sole views of the protective boots (b); representative boot segments (c).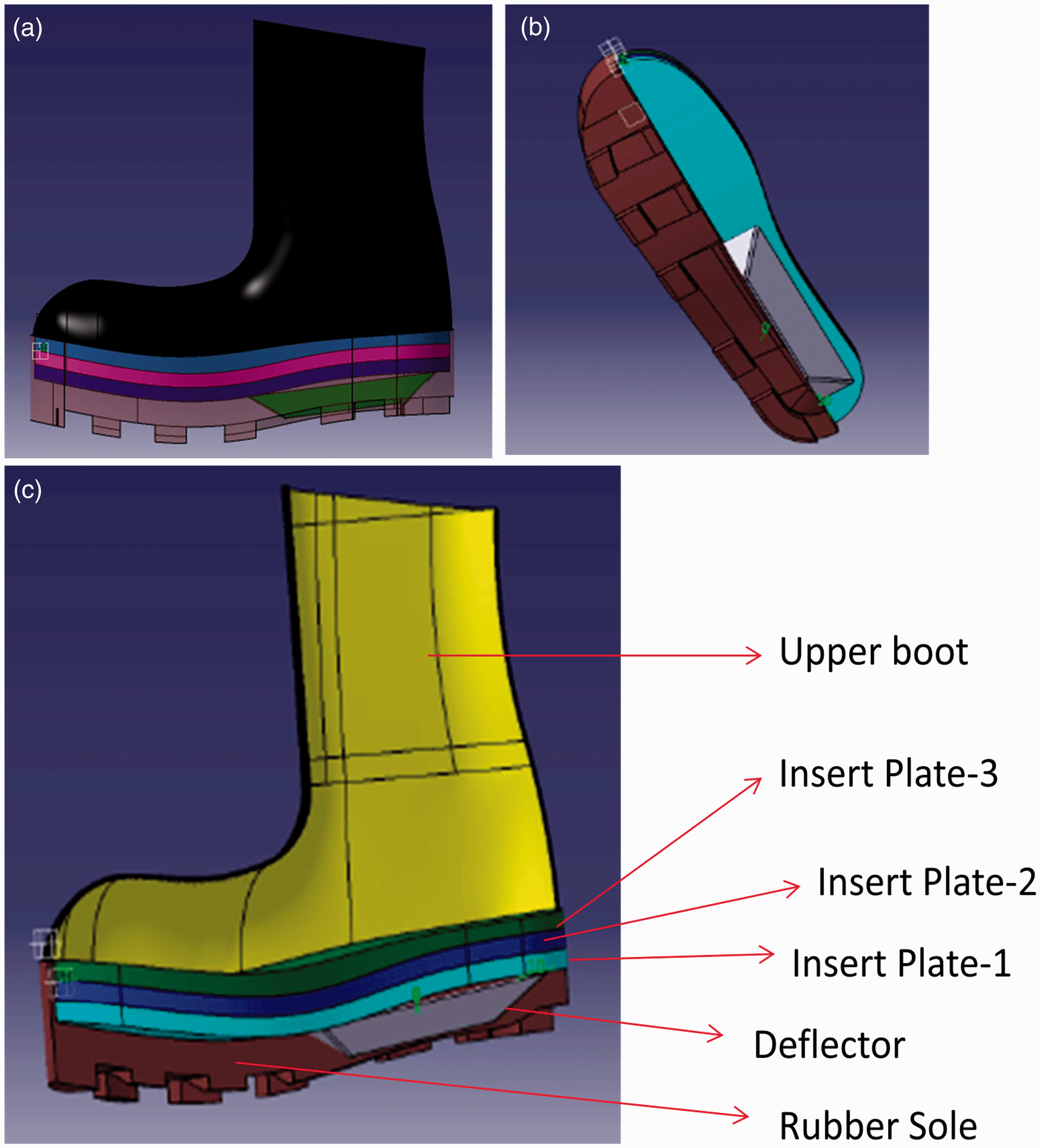
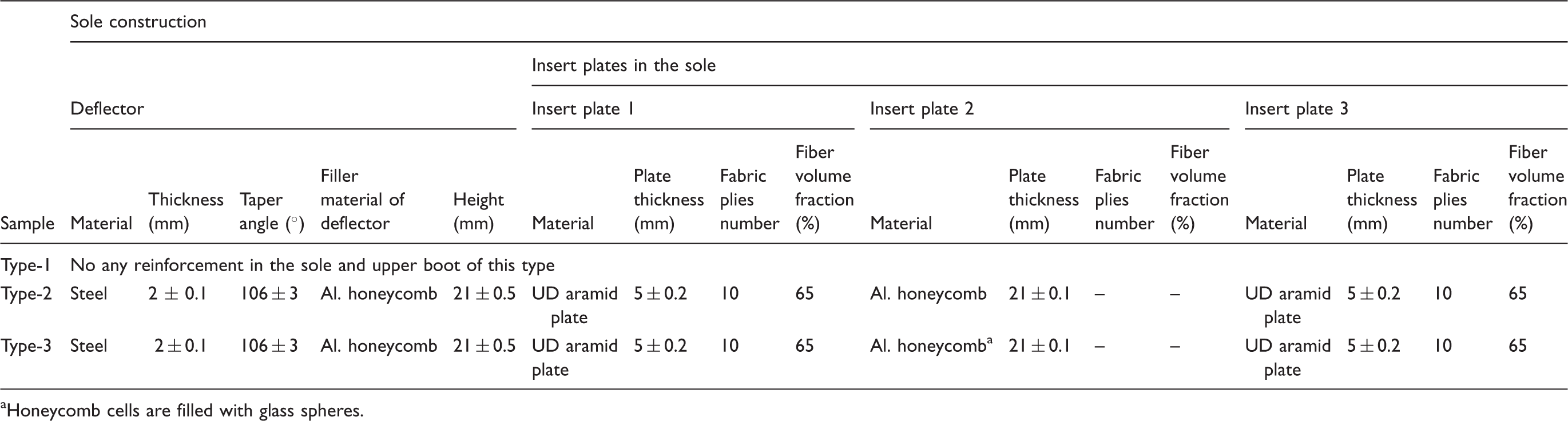
The definitions for all of the samples used in the tests are given in Table 1. The deflectors, which were used in the mentioned samples, consist of 2-mm-thick steel plates, and the inner parts were filled aluminum honeycomb cores with 3-mm cells.
14
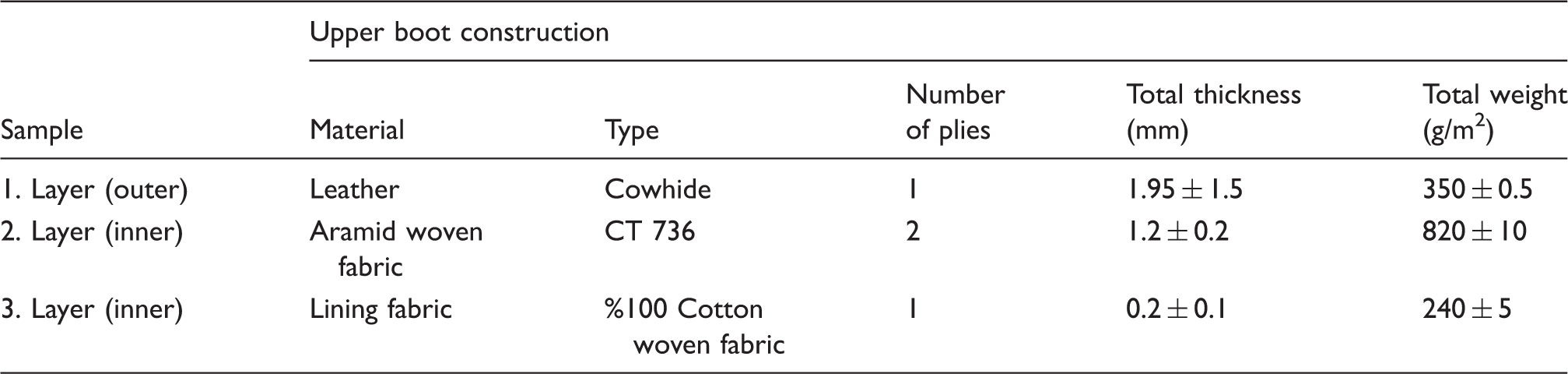
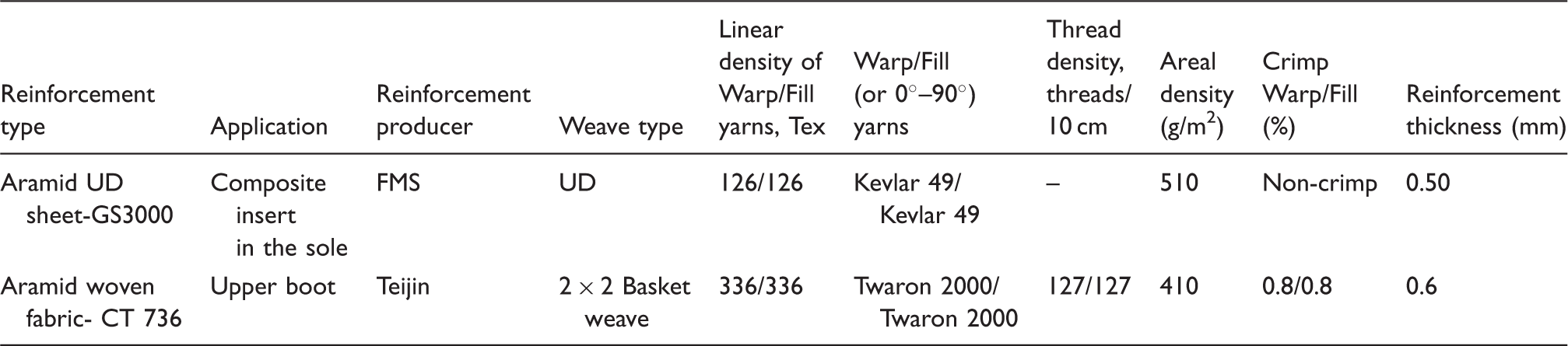
The top of the deflector was covered with a 1-mm-thick steel plate after placing honeycomb inside the deflector. The deflector was placed on the heels of the boots. The sizes and schematic representations of the deflectors are given in Figure 2. The properties of the deflectors and composite materials used in the sole are given in Table 1. The shoe vamps consisted of three layers. The outmost layer is cow leather, and the innermost layer is lining. Between the leather and the lining, aramid fabric was used for reinforcement. Table 2 shows the materials used in the boot vamps.
Views and sizes of the deflectors: (a) schematic representations and sizes of the deflectors: 1, 2, and 3 indicate the sizes in the front view, cross section, and isometric view, respectively; (b) real image of a deflector; 1 shows the deflector outer body and top cover; and 2 shows the aluminum honeycomb filler used in the deflector. Definitions of the sole construction and production parameters of the boot samples used in this study. Honeycomb cells are filled with glass spheres. Definitions of the boot upper constructions of the Type-2 and Type 3 boot samples used in this study.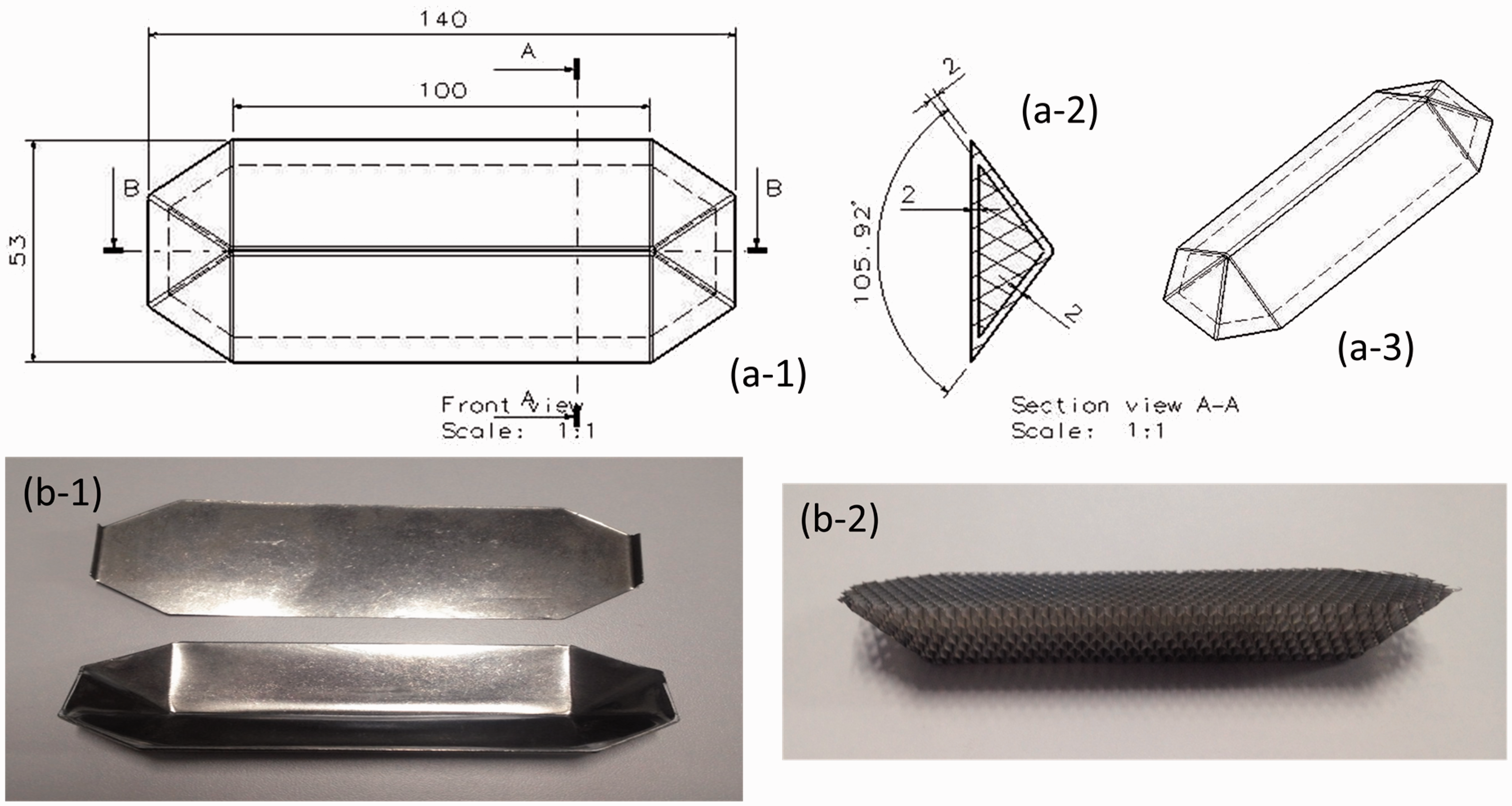
Properties of the reinforcements used in this study.
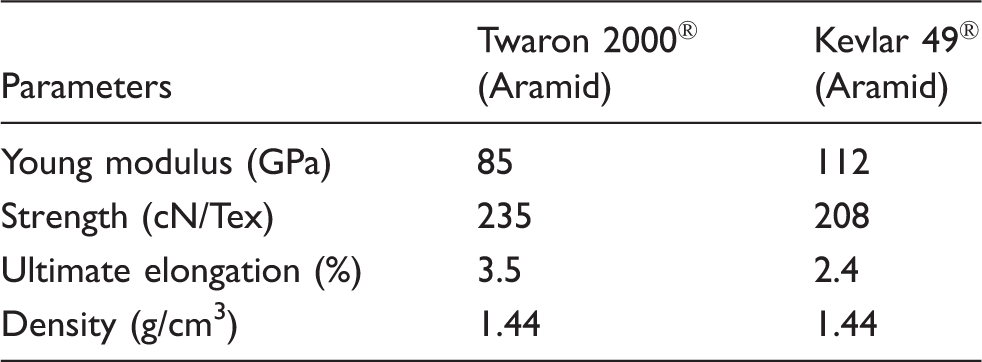
Parameters of the fibers used in the reinforcement fabrics.
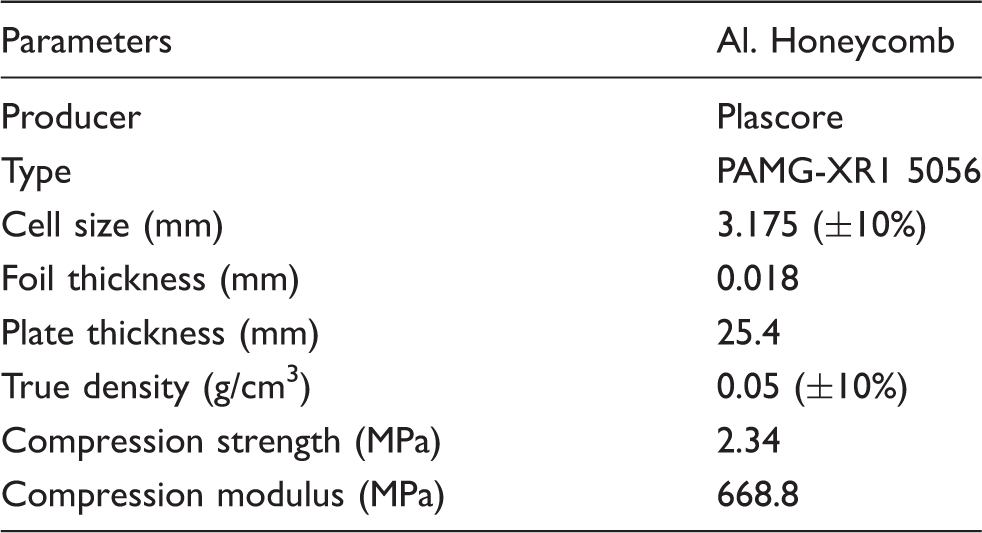
Parameters of the aluminum honeycomb material used in the sole of the boots.
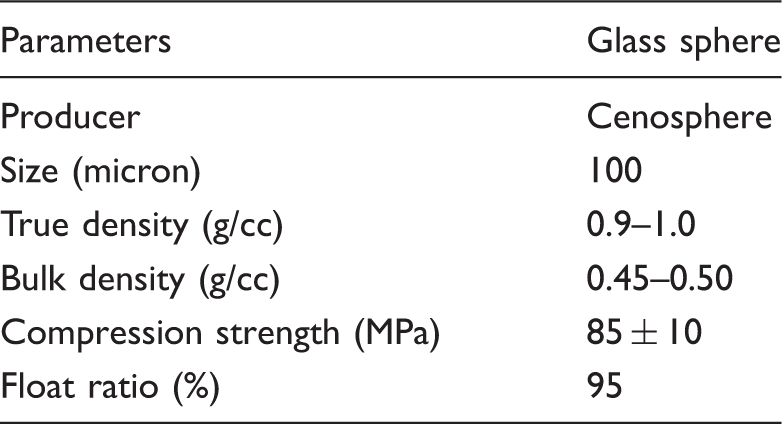
Parameters of the glass spheres used as filler in the honeycomb cells.
Manufacturing of the protective boots
All of the composite plates used in the soles were produced using an autoclave process. During the manufacturing, the temperature of the process was kept at 110℃, and the pressure was kept at 14.8 bar. The composite skins have a fiber volume fraction of approximately 65%. The composite insert and the honeycomb were cut using a water jet before assembly of the soles.
For the production of the boots, the first vamp was sewn using aramid fabric between the leather and the lining. Later, the inserts and the deflectors were joined to each other and the vamps. SikaBond constructive adhesive was used to bond the composite skins, honeycombs, and deflectors. This adhesive is based on a special moisture-cured polyurethane with an accelerated curing time. After assembling the vamp, the deflector, and insert were placed in the mold, and rubber was injected into the mold. The injection method that squeezes the rubber material at high pressure into the sole mold produces a permanent high strength bond between the upper and the sole as the two parts are combined. After curing, edge burrs were removed. The manufacturing steps of the boots are shown in Figure 3.
Manufacturing steps of the boots: (a) indicates the vamp and (b) indicates the rubber injection process.
Frangible leg and blast tests
Based on the observations from the first series of tests, it was determined that the injury behavior response should be investigated to evaluate the protective boots.
The FLM used tibia and fibula bones that were virtually identical to the 42th percentile human leg based on bone size and geometry (Figure 4). Strain gauges were fitted to the middles of the tibia with a tape. The bones of the legs were manufactured using poly(methyl methacrylate) (PMMA) or acrylic and constructed around a porous core, so that the overall static strengths of these soft bones were comparable with the strengths of their human counterparts.
View of the frangible leg model with PMMA bones and covered with ballistic gelatin as well as the location of the strain gauge.
The FLM specimens were also fitted with adaptor plates to mount the test frames. These plates were fixed to the tops of the tibia using nylon threaded inserts and nuts. The upper ends were drilled and tapped to fit an eyebolt so that the finished FLM specimens could be attached to the crossbeam above the test platform.
The next step was to add gelatin to completely cover the FLM. The FLM was fitted inside a mold and placed vertically on the floor. Melted ballistic gelatin was poured into the mold, which was then placed in a freezer at 4℃ overnight for curing. Once curing of the gelatin was complete, the FLM was removed from the mold, and gelatin was trimmed from the upper part of the FLM to adjust total mass to approximately 9 kg (Figure 4(a)). Nylon skin was then fitted over the FLM in four layers. The wires used for data gathering were protected by hoses (Figure 4(b) and (c)).
After the FLM was placed in a boot, an explosive was placed in the soil with the center of the heel barely touching it, which is considered to be the worst case (Figure 5). The soil, which was placed into plastic containers for these tests, was medium sand that was purchased locally in bags. The humidity level was very low (less than 1%), and 40-, 70-, and 110-g TNT explosives were used in the tests. The tests were repeated 4 times for every sample and carried out at the General Security Department's blast test facility. An eight-channel LTT data acquisition system was used in the experiments.
Total test setup consisting of the test frame, frangible leg model, and data acquisition system.
Post-test medical assessments
The specimens were examined in detail, paying particular attention to the completeness of the specimen, perforations in the nylon mesh, evidence of contamination, joint stability, splits, and defects in the gelatin, and the integrity of the surrogate bones.
Detail explanation of the MTS system. 22
Notes: Closed injury: Any injury to the lower extremity that does not violate the skin, thereby minimizing the risk of infection. Open contained injury: Any injury to the lower extremity that violates the skin (lacerations, tears), but is not contaminated by the outside environment because the inner footwear was not compromised. Open contaminated injury: Any injury to the lower extremity that does violate the skin and has contamination of the soft tissues and bones from the environment where the blast occurred.
Results and discussion
Strain gauge results
Blast test results.

There are no reinforcements in the soles or vamps of standard military boots, which are used in the tests as a reference sample. Therefore, these boots were severely deformed, and the energy released during the explosion was transferred directly into the tibia axis. This is the worst case for an injury. 20
The maximum and minimum strain values are very high. While the maximum strain value obtained from Type-1 standard military boots for 40 g of TNT is 107.000, the values for 70 and 110 g are 121.420 and 151.900, respectively. Depending on the weight increase of the explosives, the strain values transmitted to the tibia axis also show a proportional increase. The minimum strain values for 40-, 70-, and 100-g explosives are −80.600, −52.800, and −77.000, respectively. The increase in the negative peak values does not depend on the weight increase of the explosives. Figure 6 shows the time-dependent change in the strain values for the Type-1 samples. The curves show that the load induces sudden positive and negative peaks during the blast. The sudden changes in the curve prove that the energy is not absorbed in anyway.
Typical strain-time curves for the tests on Type-1 samples with 40 g (a), 70 g (b), and 110 g (c) of TNT.
Because there is not any reinforcing or energy absorbing material in standard military boot soles, the effects of the blast were transmitted directly to the tibia axis. Previous studies14,20 found that deformable composite structures should be used for effective energy absorption. The energy absorption properties of the type-2 and type-3 samples that were used in previous experiments had been studied in detailed using a mechanical leg model. 20 The protection efficiencies of boots and the characteristics of the injuries that might occur in reality had also been researched using the same constructions in this study with different weights of explosives and the FLM.
Deformable and energy absorbing structures as well as composite layers are necessary in the boot soles. Metallic foam and honeycomb materials are generally employed for this purpose.23–25 The boot soles in the type-2 samples were reinforced with conical deflectors and honeycomb sandwich composites. Therefore, these samples are capable of absorbing a certain amount of energy. The maximum strain values obtained in the type-2 samples for 40, 70, and 110 g of explosive decreased by 65, 59, and 39%, respectively, compared with the type-1 samples. This indicates that the deformable honeycomb sandwich composite layer provides effective protection and energy absorption in the boot sole. However, the protection efficiency of the sandwich composite layer decreases for the same thickness as the amount of explosive increases. In this case, the thickness of the honeycomb structure used as the reinforcement material in the sole should increase. The minimum strain values for type-2 also decreased significantly compared with type-1. This indicates that the honeycomb sandwich material absorbs the negative pressure during blasts. Figure 7 shows the strain curves for the type-2 samples. There is not a sudden leap in positive and negative peaks over the load in these curves, which indicates effective energy absorption.
Typical strain-time curves for the tests on Type-2 samples with 40 g (a), 70 g (b), and 110 g (c) of TNT.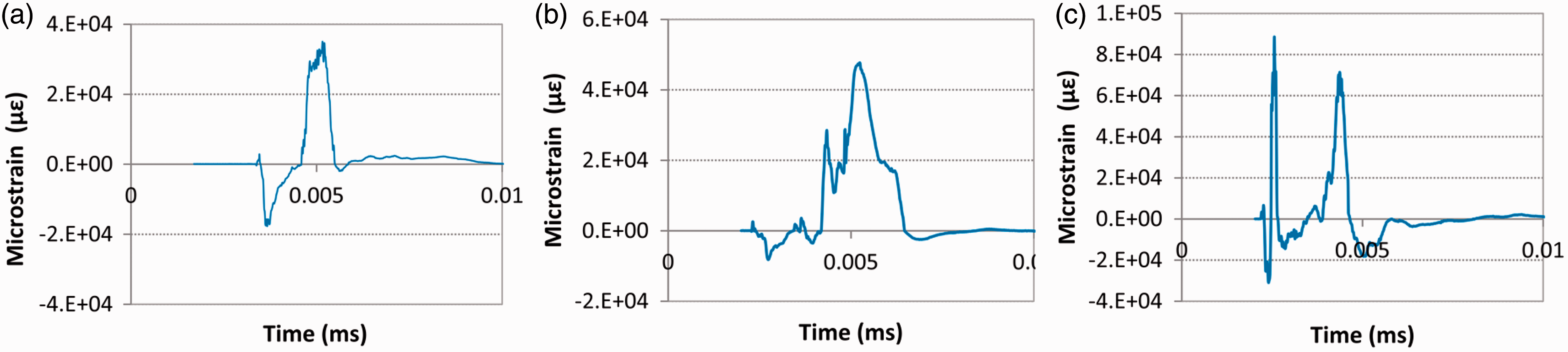
Despite the previously mentioned advantages of metallic honeycomb and foam core sandwich composites, their compression strength is very low, which is the reason for the limited energy absorption properties of these materials. Although there are different approaches for improving the energy absorption capacities of these materials, many of these approaches only concentrate on increasing the compression strength. For instance, corrugated and lattice truss cores are advantageous because of their higher compression strengths.25,26 However, their costs are higher, and manufacturing is difficult. Another approach is filling the honeycomb cells with foam, which is the best solution.27,28 However, this method provides only a limited improvement in compression strength.
In the previous study, 20 the use of glass microspheres in honeycomb sandwich composites was shown to increase the energy absorption critically. In this study, the effects of the addition of glass microspheres on the injuries was researched via the tests being repeated with the FLM. To achieve this goal, the cells of the honeycomb core were filled with glass microspheres to approximately 75% of the cell height, which is different from the type-3 samples.
The maximum strain values in the tests performed on the type-3 samples using 40, 70, and 110 g of explosive decreased by 83, 77, and 47%, respectively, compared with the type-1 samples. The maximum strain values of the type-3 samples decreased by 52, 43, and 13% for 40, 70, and 110 g of explosive, respectively, compared with the type-2 samples. A decrease of approximately 50% in strain values due to only the addition of glass microspheres indicates more effective energy absorption. However, depending on the weight increase of the explosives, the decrease in energy absorption efficiency shows that the sandwich composite structure should be optimized in terms of thickness and glass microsphere amount according to the explosive weight. Figure 8 shows the strain-time curves. It can be observed from the curves that the replacement results in sudden decreases in the strain values, and the energy absorption increased.
Typical strain-time curves for the tests on Type-3 samples with 40 g (a), 70 g (b), and 110 g (c) of TNT.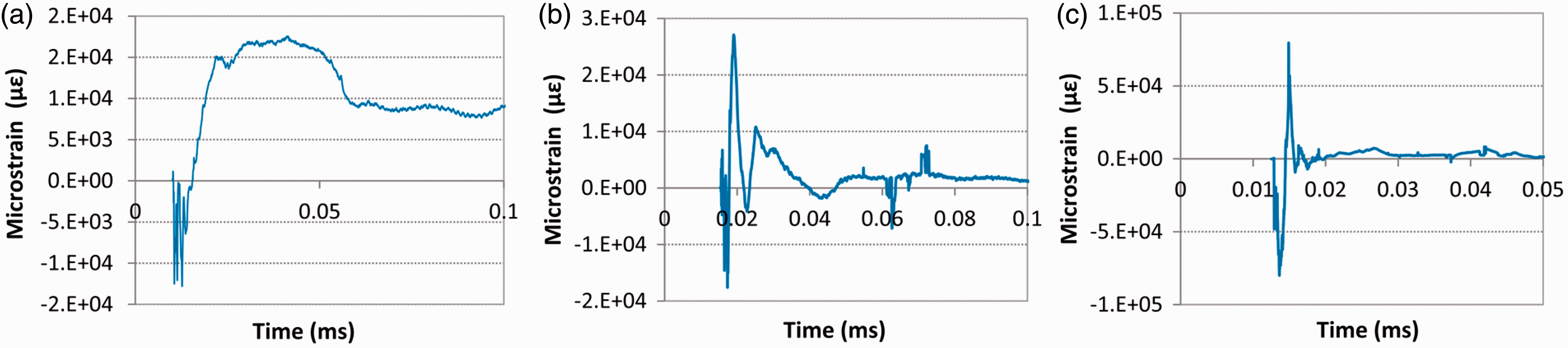
The energy absorption mechanism of the glass microspheres can be explained by the breakage of the spheres in first stage and then distorting the energy by sliding over each other. However, an impact of approximately 50% shows that there can be different energy absorption mechanisms. No studies were found about this issue. However, it can be assumed that due to the sudden compression under blast shock, glass can absorb more energy via the glass transition softening mechanism. Glass microspheres are considered semi-amorphous and semi-crystalline, and they undergo phase transformation even at room temperature under high pressure. This phase transformation of the amorphous structure is called the glass-liquid transition or, more succinctly, the glass transition. The glass transition, which is a rapid and reversible reaction, is normally defined as the transformation from a semi-crystalline structure to the semi-liquid phase below the melting temperature without any melting. Under a great pressure wave, such as an explosion, the glass microspheres can undergo this phase transition. Because the solid–liquid phase transition is generally endothermic, the glass microspheres exhibit serious energy absorption characteristics. 29 Because the glass microspheres are light, easily affordable and applicable for sandwich composites, they show a significant energy absorption potential. This approach will be a quite innovative and remarkable development for energy absorber materials.
Boot damage assessment
The damage taken by the boots after the blast was evaluated separately for the sole, vamp, and deflector, and the mass before and after the blast were compared. The Type-1 boot had catastrophic damage for all tests. For the Type-2 and Type-3 boots, damage was only observed on heels of the boots where the mines were placed. These boots were not ruptured completely after the blast and so the frangible leg inside the boots had no contact with the released dust particles or by products such as gases or smoke. The damage that occurred on the heels of the boots appeared as tears and ruptures of the rubber. The vamp and shoelace were not damaged or torn on any of the Type-2 and Type-3 boots. The vamp kept its integrity completely after the blast and was not torn.
The Type-1 boot samples suffered serious damage in all three tests with different amounts of explosives, and the FLM inside them were directly exposed to the effects of the blast. Therefore, there were burns on the foot bones and tibia axis, and the bones were disintegrated and scattered in the tests performed using the type-1 samples. Figure 9 shows the damage in the tests done with the type-1 boot samples. In all three tests with different explosive weights, the type-1 boot samples showed considerable damage on the heel of the foot, and the explosive effects extended toward the front.
Damage pattern for the Type-1 samples after the blast test with 40 g (a), 70 g (b), and 110 g (c) of TNT.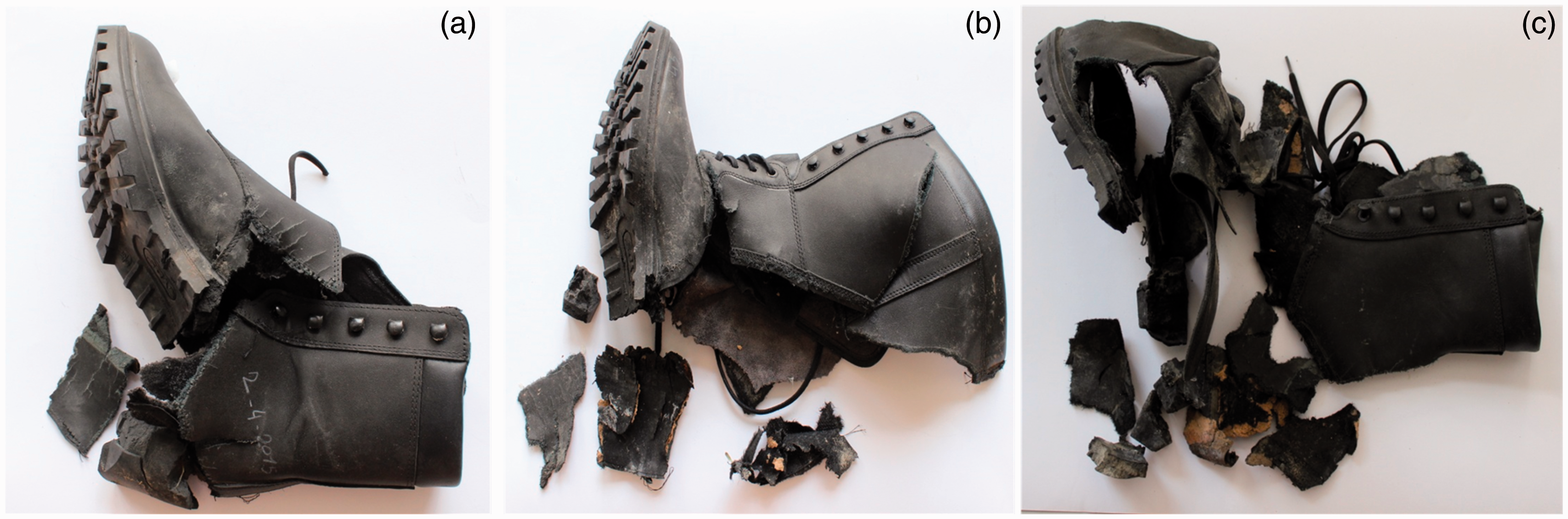
In the tests performed with 40 g of explosive, the boot sole at the heel where the explosive was placed was torn completely. The shoe vamp was also torn toward the eyelet flap part of the sole. The leather uppers were also torn where the vamp joins the rubber base. More serious damage occurred in the tests performed with 70 g of explosive. The boot sole was completely destroyed toward the middle of boot from the location where the explosive was placed. The joints of the vamp and sole were opened, and the leather shoe vamp was destroyed. The shoe vamp was also torn toward the eyelet flap on the sole. The vamp was torn and disintegrated completely from the back joint. Not all parts could be found because large amounts of the boots scattered around in the tests performed with 110 g of explosive. The sole was destroyed up to the toe. The vamps were torn from different parts depending on the effects of the explosive and were disintegrated. The weight losses in the boots with 40, 70, and 110 g of explosive were 48, 63, and 81%, respectively. The weight losses were caused by the destruction and scattering of the boots.
The damage in the type-2 samples does not show significant differences for different explosive weights. In the tests with 40 g of explosive, the deflector remained in place, and some degradation occurred on the rubber sole of the heel. In the tests with 70 and 110 g of explosive, the deflector came off (Figure 10) and bent inward. Nevertheless, the disintegration of the rubber sole was not significantly different. This result was due to the deflector severely decreasing the force applied to the sole due to the deflection of the shock wave. Only the upward compression force increases as the explosive weight increases. The weight losses in the boots for 40, 70, and 110 g of TNT were 5.5, 7.2, and 8.5%, respectively.
Damage pattern for the Type-2 samples after the blast test with 40 g (a), 70 g (b), and 110 g (c) of TNT.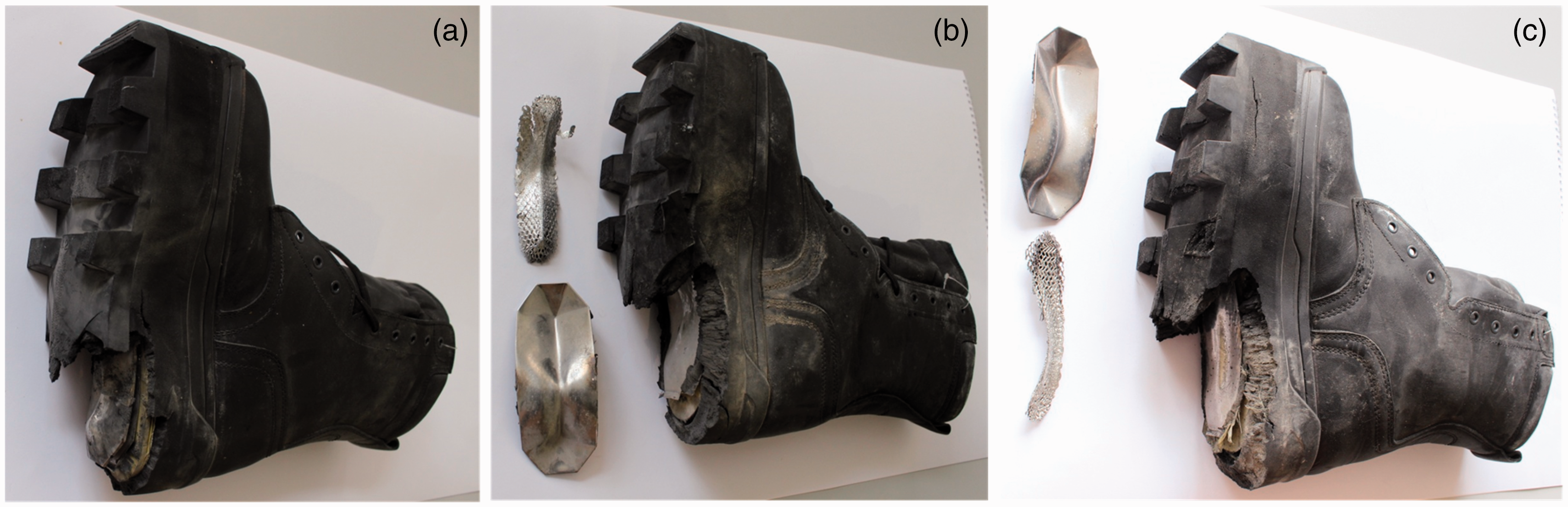
In the tests performed with the type-3 samples, the boots feature substantially similar damage to the type-2 samples. In the tests with all three explosives, the deflector did not come out in some tests (Figure 11). For all three explosive amounts, the disintegration of the sole is not significantly different. This result was due to the deflector severely decreasing the force applied on the sole and deflecting the shock wave. The weight losses in the boots with 40, 70, and 110 g of TNT were 6.1, 5.8, and 9%, respectively.
Damage pattern for the Type-3 samples after the blast test with 40 g (a), 70 g (b), and 110 g (c) of TNT.
Bone damages and mine trauma scoring
According to the tests performed on the type-1 samples, all of the effects of the blast, such as flame, dust, gunpowder smoke and particles, affect the foot because the boot was completely destroyed. In this condition, irreversible damage and burns occurred in the soft tissues. The dust, gunpowder smoke and particles can penetrate into the soft tissues and bones. Burns were detected on the lower parts of the bone exposed to the blast effects, which corresponds to an irreversible or incurable injury (Figure 12). Serious fractures and even chipping can occur in the bones. In the tests performed with 40 and 70 g of TNT, the tibia, fibula, and foot bones were broken, and some parts of the foot bones could not be found because they were scattered around during the blast. In the tests performed with 110 g of TNT, the tibia, fibula, foot, and distal femur bones were broken. In addition to normal fractures, the destruction occurred in the form of chipping, especially in the foot bones, and most of the foot bones could not be found because they were scattered around during the blast. Irreversible or incurable results occurred requiring tibia amputation in the tests performed with the three different amounts of explosive (Figure 13). The injury levels for the tests done with 40, 70, and 110 g of TNT correspond to the 2B, 2B-3, and 3 levels, respectively, according to the mine trauma scoring system.
Damage pattern for the FLM wearing the Type-1 boot after the blast tests with 40 g (a), 70 g (b), and 110 g (c) of TNT. Examples of the damage and burning of the FLM wearing the Type-1 boot after the blast test.
In the tests performed using the type-2 samples, the effects of the blast, such as dust, gunpowder smoke and particles, did not directly affect the foot because the boot maintained its integrity during the blast. The damage to the foot occurred only due to the load of the blast (Figure 14). In the tests performed with 40 g of TNT, after the blast, there was breakage in the tibia, fibula, and foot bones. Open injuries did not occur. However, in the tests performed with 70 g of TNT, more breakage occurred in the tibia and fibula, and a small amount of fracturing occurred as spallation. While fractures, which are difficult to treat, occur in tibia and fibula in the tests performed with 110 g of TNT, open injuries and fractures as spallation, which are not possible to treat, occurred especially in the foot bones. In the tests performed with the type-2 samples, the injury levels for the 40, 70, and 110 g of TNT experiments correspond to the 1, 1 A, and 2 levels, respectively, according to the mine trauma scoring system.
Damage pattern for the FLM wearing the Type-2 boot after the blast test with 40 g (a), 70 g (b), and 110 g (c) of TNT.
In the tests performed on the type-3 samples, because the boots maintained their integrities during the blasts, the effects of the explosions, such as dust, gunpowder smoke and particles, did not affect the foot directly. Damage in the foot occurred only due to the load of the blast (Figure 15). The tibia bone was not broken, but there were breakages in the foot; a simple breakage in the fibula after the blast in the tests with 40 g of TNT. Open injuries did not occur. In the tests performed with 70 g of TNT, simple breakages were identified in the tibia and fibula. In addition, there were fractures in the foot with no spallation. In both tests with 40 and 70 g of TNT, the damages are recoverable with treatment and do not require amputation. However, in the tests performed with 110 g of TNT, fractures in the tibia and fibula increase, but they are still possible to treat. There are also fractures in the foot bones but with no spallation. Open injuries were not observed even in the tests with 110 g of TNT.
Damage pattern for the FLM wearing the Type-3 boot after the blast test with 40 g (a), 70 g (b), and 110 g (c) of TNT.
In the tests performed on the type-3 samples, the injury levels for 40, 70, and 110 g of TNT correspond to the 0, 1, and 1 A levels, respectively, according to the mine trauma scoring system.
The results above verify the energy absorption capacity of the type-3 samples, which was suggested in the previous study, 20 based on the effects of injuries directly on a biological model. However, it is obvious that the thickness of the sandwich layer and the amount of glass microspheres must be increased depending on the weight of the explosives. The injury results obtained are directly proportional to the load and acceleration data detected in the previous study 20 and the strain values detected in the current study.
Conclusions
This study includes the test results of experiments performed using a FLM to compare the protection and energy absorption efficiencies of different boots. The applied test method was compatible with previous studies.18,19,30 The results that were achieved are follows.
Using sandwich composites with a compressible core material on the protective boot soles provides better energy absorption. In the type-2 boot samples, which had soles that had this form, the strain through the tibia axis was reduced by 65–39% for different explosive weights compared with the type-1 boots, which had unreinforced soles. Filling the honeycomb cells with glass microspheres dramatically increased the energy absorption. In the type-3 samples, which were produced in this way, the strain through the tibia axis decreased by 83–47% for different explosive weights compared with the type-1 samples and 52–13% for different explosive weights compared with the type-2 samples, which do not have glass microspheres. The bone damage and mine trauma scoring values indicate that the type-3 boots provide certain protectivity against 40 g of TNT and lowered injuries to a curable level without amputation in the tests performed with 70 and 110 g of TNT. The energy absorption capacity of the sandwich composite material decreases depending on the increase in the explosive weight. This situation shows that the thickness of the sandwich layer must be increased depending on the explosive weight. The honeycomb core sandwich composite material filled with glass microspheres, which was employed in the type-3 samples, is an innovative candidate for the production of blast protective armor, as well as mine boots, due to its high energy absorption capability.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.