
Abstract
For both environmental and economic consideration, the use of recycled glass fiber-reinforced flame retardant poly(butylene terephthalate) (RGFFRPBT) is of significant importance. In the study, the mechanical, thermal, rheological, and flame retardant properties of RGFFRPBT granulated by different extruders were evaluated. To explore the relationship between the screw structure and the properties of the extruded RGFFRPBT, the carboxyl content (CC), and intrinsic viscosity (
Introduction
Poly(butylene terephthalate) (PBT) is an important engineering polymer with a wide range of applications because of its good performance characteristics, strong dimensional stability, thermal resistance, creep resistance, high strength, and good processability.1,2 For these reasons, PBT is widely used in a variety of applications, including automotive underhood components, electrical connectors, and enclosures for outdoor telecommunications equipment. To improve the mechanical and thermal properties of PBT, it has also been employed in the form of fiber-reinforced composite materials. Mohd Ishak et al.1,3,4 reported that the glass fiber (GF) also provides a function of preventing the PBT matrix from being hydrolyzed. The complex orientation of short GF obstructed the diffusion of absorbed water molecules into the matrix and hence reduced the extent of the hydrolysis of PBT matrix. The use of GFs significantly affects the flammability of PBT, such that burning PBT is not readily removed by melt flow or dripping during combustion. When GF-reinforced PBT (GFPBT) is used in a wide range of electrical engineering devices and electronic components, the flame retardant properties are required. There have been many reports of the fabrication of improved GF flame retardant PBT (GFFRPBT) and both halogen-containing and halogen-free additives have been found to be very efficient fire retardants in GFPBT. Typical flame retardant additives for GFPBT include halogenated compounds, organic and inorganic chemicals containing phosphorus, inorganic metal hydroxides, and boron and nitrogen-based compounds, as well as combinations of the above.4–8
Microinjection molding is capable of providing precise control over the dimensions of products in conjunction with minimal manufacturing time and cost.1,7 When GFFRPBT is prepared for various electrical engineering and electronic applications by microinjection molding, more than 50% of the material is turned into recyclable GFFRPBT (RGFFRPBT) as a result of the use of “runner and gate” molding systems and the production of defective items. Recent environmental legislations, such as the EU directive 2008/98/EC, have caused an increasing demand for the recycling of waste electrical and electronic equipment (WEEE). 9 Both the economic and environmental demands make the reuse of this RGFFRPBT to an important topic. Different shaped pieces of RGFFRPBT are often granulated to a uniform size so that they can be processed by microinjection molding accurately. Because the mechanical, thermal, and flame-retardant properties of the granulated RGFFRPBT are retained, this material can be readily reprocessed by microinjection molding to fabricate many different electronic products.
It has been reported that the mechanical and thermal properties of RGFFRPBT are dependent on the fiber length and distribution in the material.10,11 As the percentage of GFs (Vj) with lengths greater than a critical length (Lc) decreases, the efficiency of the GF reinforcement reduces, resulting in a decrease in mechanical and thermal properties. This is important because when GF-reinforced composites are prepared by certain processing methods the GFs can be broken. Franzen et al. 12 prepared fiber-reinforced composites with different processing machines, they found that composites compounded with a Buss Kneader (the Buss Kneader is a compounding extruder with a rotating-oscillating screw interacting with static kneading pins in the barrel) had shorter average fiber lengths compared with those made with a twin screw extruder. Rozman et al. 13 demonstrated that composites prepared by an internal mixer displayed higher flexural properties than those prepared using a high speed mixer plus a twin screw extruder. Ville et al. 14 studied the glass fiber breakage during the compounding of a polyamide matrix in a Buss kneader. The results indicated a drastic decrease in GF length (from 3500 to 350 µm) during compounding. These previous studies demonstrated that the extent of fiber breakage was reduced when an extruder was employed to prepare the GF-reinforced composites. Srinivasan et al. 15 examined the fiber fracture mechanism in extruding fiber-reinforced composites and concluded that the residence time and intensity of mixing during extrusion compounding both had significant effects on fiber fracture. Zhuang et al. 16 investigated the effect of the screw shear force on fiber degradation by varying the screw speeds and channel depths. The reason of fiber breakdown was attributed to fiber fracture from shear screw–fiber interactions, fiber attrition through fiber–fiber interactions during the compression–solidification phase. During processing, the high shear forces imparted to the molten polymer are transferred to the fibers, causing the fiber length to decrease by fiber fracture and hence reducing the reinforcement effect. Additionally, polyesters undergo thermo-mechanical degradation during processing, and this effect also contributes to a decrease in the mechanical and thermal properties. 17
In the present study, PBT-3316 (a standard GFFRPBT provided by the Polyplastic Co., Ltd., Japan) was injection molded to fabricate relay covers. Subsequent to this molding, defective products and “runner and gate” parts, designated as recycled PBT-3316 (RPBT-3316) were crushed and then extruded using either a co-rotating twin screw or three different single screws. During extrusion, the reinforcing GFs were inadvertently damaged, potentially adversely affecting the properties of the products. The relationship between the structure and properties of the various extruded RPBT-3316 was examined by studying various parameters, including the carboxyl content (CC) and the intrinsic viscosity (
Experimental setup
Materials
PBT-3316, loaded with 30% GFs and incorporating 10.2% flame retardants (brominated polystyrenics (BPS) and Sb2O3), was purchased from the Polyplastic Co., Ltd. and used as-received. All analytical reagents, including phenol, tetrachloroethane, benzyl alcohol, chloroform, and sodium hydroxide, were purchased from the Third Chemical Reagent Factory of Tianjin (China) and were used as-received.
Sample preparation
The raw material (PBT-3316) was dried at 120℃ for 4 h prior to injection molding. Relay covers (15.7 mm × 12.5 mm × 14 mm, wall thickness 0.4 mm) were injection molded (Germany, ARBUR Co., Ltd., model 420M, ø = 25 mm, L/D = 28) using a two-plate mold and employing feed inlet to nozzle temperatures of 265℃, 270℃, 270℃, 275℃, and 280℃. The mold temperature was maintained at 55℃ and the nozzle and mold sprue diameters were 2.5 and 2.8 mm, respectively. The screw rotation rate was 25 m/min and the three-stage injection rate was 80, 120, or 100 mm/s. The injection pressure and reserve pressure were 1850 ± 100 bar and 2000 ± 100 bar, respectively. The injection volume was 12.8 ± 0.5 cm3 and the injection pressure, reserve pressure and screw back pressure were 1600 ± 80 bar, 1700 ± 50 bar and 4 bar, respectively. A 14 s processing cycle time was applied, together with plasticizing, injection, reserve pressure, and cooling times of 0.85, 1.1, 0.6, and 10 s, respectively. Approximately 140 kg of RPBT-3316, including scraps and defective products, were collected and subsequently crushed into pieces as 5 mm × 3 mm × 2 mm in size using a low speed crusher (PMD-2L, Rapid Co Ltd, Sweden).
The RPBT-3316 was dried at 120℃ for 4 h before being reprocessed using four different laboratory extruders (Nanjing GIANT Machinery Co., Ltd, China). Figure 1 presents the screw structures of the four extruder types employed in this study. The first device was a single screw extruder (S30, Figure 1(a)), with screw diameter (D), ratio of length to diameter (L/D), and die diameter (D0) values of 30, 30, and 3 mm, respectively. The screw speed and feed rate of this extruder were set to 100 r/min and 10 kg/h. The second device was also a single screw extruder (S40, Figure 1(b)), having D, L/D, and D0 values of 40, 40, and 3 mm. The screw speed and feed rate of this device were 100 r/min and 15 kg/h. The third device was again a single screw extruder (S50, Figure 1(c)), having D, L/D, and D0 values of 50, 40, and 3 mm, respectively and screw speed and feed rate of 100 r/min and 20 kg/h. The temperature profile along each of these extruders (S30, S40, and S50) was set at 250℃, 255℃, 260℃, 260℃, and 255℃, respectively. The last device was a co-rotating twin-screw extruder (T30). The screw configuration is shown in Figure 1(d). Here, the D, L/D, and D0 values were 30, 40, and 3 mm, respectively, and the screw speed and feed rate were set to 100 r/min and 20 kg/h. The temperature profile along the extruder was 250℃, 255℃, 260℃, 260℃, 255℃, and 255℃. The extruded products generated by the S30, S40, S50, and T30 are denoted as RPBT-3316-S30, RPBT-3316-S40, RPBT-3316-S50, and RPBT-3316-T30, respectively. The physical parameters of the four extruders, such as screw length, shear rate, theoretical average time of transit (ttransit) to go over the screw are listed in Table 1.
Screw structure of different extruder. (a) SJ30: D = 30.0 mm, L/D = 30.0, Compression rate = 3.0, 1 = D, H1 = 0.15D, H2 = 0.07D, H3 = 0.05D, θ = 19°. (b) SJ40: D = 40.0 mm, L/D = 40.0, Compression rate = 3.0, 1 = D, H1 = 0.15D, H2 = 0.07D, H3 = 0.05D, θ = 19°. (c) SJ50: D = 50.0 mm, L/D = 40.0, Compression rate = 3.0, 1 = D, H1 = 0.15D, H2 = 0.07D, H3 = 0.05D, θ = 19°. (d) T-30: D = 30.0 mm, L/D = 40.0, Compression rate = 3.0, 1 = D, H1 = 0.15D, H2 = 0.07D, H3 = 0.05D, θ = 19°. Physical parameters of the different extruders.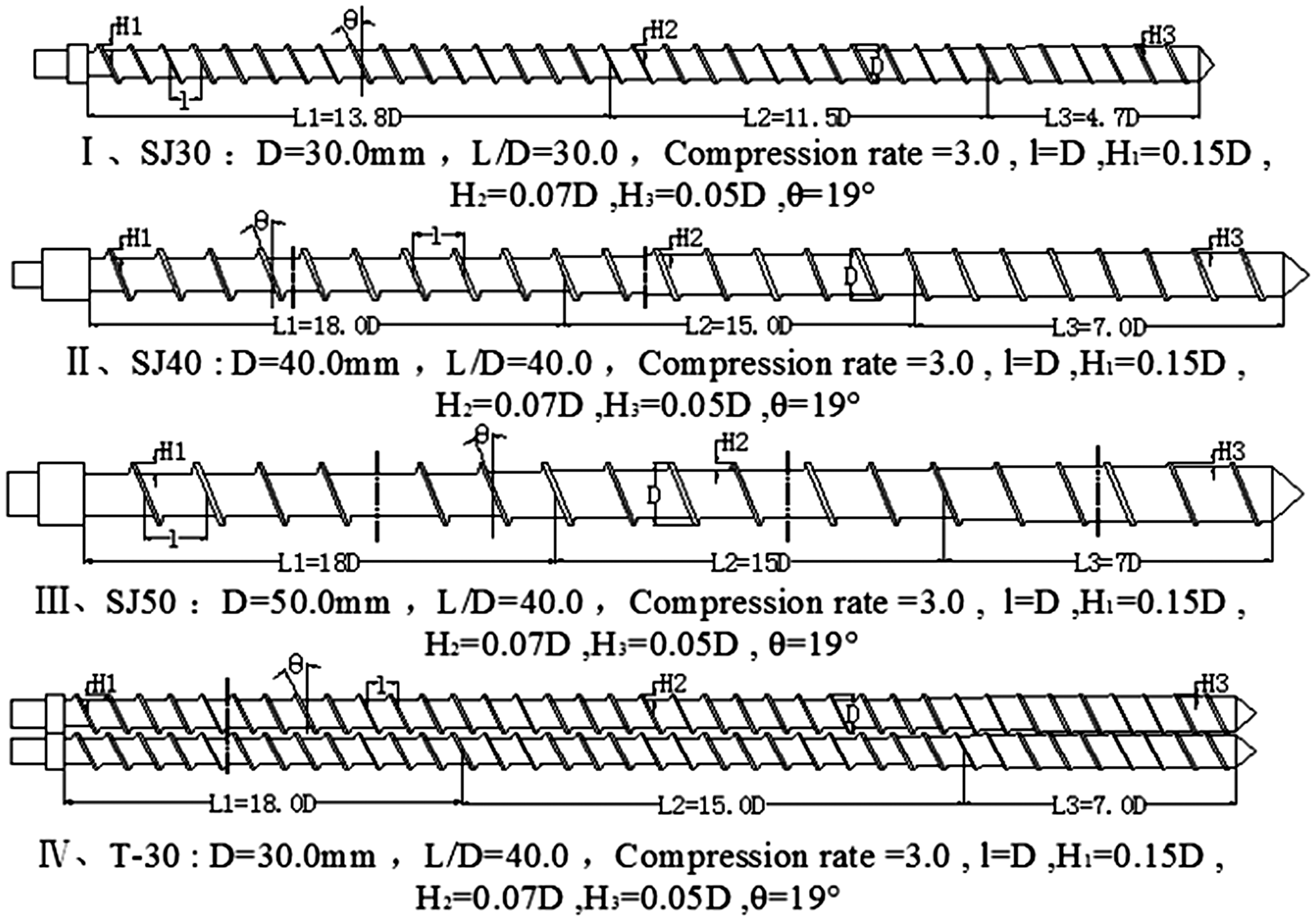
The RPBT-3316 and its extruded products were dried at 120℃ for 4 h prior to use. Subsequently, mechanical, thermal, and flammability test specimens were injection molded from the dried RPBT-3316 and its extruded products using the same ARBUR machine. A processing cycle time of 16 s was applied, including injection, reserve pressure and cooling times of 1.2, 2.1, and 12 s. Ten specimens were produced from each sample type to measure the various properties.
The RPBT-3316 and its extruded products were ground using a high speed knapper (Taiwang, Rong Tsong Precision Technology Co.Ltd, RT-02B) and 0.2 g quantities of the resulting powdered samples were dispersed in 500 ml 1,2-dichloroethane at 40℃ for 12 h with ultrasonic irradiation to extract the brominated polystyrenics (BPS) flame retardant. The solution was subsequently cooled to room temperature and filtered through a disposable Teflon membrane. The resulting solid was washed three times with 100 ml portions of ethanol and then dried at 100℃ for 12 h. The dried solid was dispersed in 1000 ml of a mixture of phenol and 1,1,2,2-tetrachloroethane (50/50, w/w) at 80℃ for 24 h to achieve complete dissolution of the PBT resin. Finally, the solution was cooled to room temperature and filtered. The filtered solution was evaporated under reduced pressure to remove the organic solvents and the resulting solid PBT was collected to allow measurements of the CC and
Characterization
Carboxyl end-group content and viscosity measurements
The CC values of the various PBT samples were determined by titrating a solution of the polymer in a benzyl alcohol/chloroform mixture with 0.05 N NaOH in benzyl alcohol in the presence of phenol red as an indicator. The
GF length measurement
A burn out (or ashing) test was used to estimate the average GF length according to a standard procedure.
18
In this test, a 10.0 g sample of the RPBT-3316 or its extruded products was held in a muffle furnace at 500℃ for 3 h to burn off the PBT matrix. Then the ash was removed and the lengths of the residual GF were measured using SEM (Japan, Hitachi Co. Ltd, S-3700) with the sampling of at least 1000 fibers. The average length (
Scanning electron microscopy of RGFFRPBT
The features of the fracture surfaces of test specimen following tensile failure at room temperature were assessed by the same SEM after gold sputtering.
Mechanical properties measurement
Test specimens of RPBT-3316 and its extruded products were injection molded in the form of standard bars, and the tensile and flexural properties of these specimens were measured using a universal test apparatus (China, Shenzhen Ruigeir Instrument Co. Ltd, RGT-20A) according to ASTM D638-03 and ASTM D790-07, respectively. Notched impact strength tests were also performed, based on ASTM D256, using an impact tester (China, Shenzhen SANS Testing Machine Co., Ltd, ZBC1400-2). In all cases a minimum of five specimens were tested to determine an average value.
Rheological measurements
The shear viscosities (
Thermal properties measurements
In preparation for these tests, the RPBT-3316 and its extruded products were crushed by RT-02B machine and then dried at 120℃ for 4 h. TG analysis was carried out using a TGA400 (USA, Perkin-Elmer Pyris Instrument Co. Ltd) under air at a heating rate of 10℃/min and a temperature range from 50℃ to 500℃. The HDT under loading (1.82 MPa) was assessed according to ASTM D-648 (China, Shenzhen SANS Testing Machine Co., Ltd, ZKW1302-1) at a heating rate of 2℃/min. At least three specimens were tested to determine an average value.
Flame retardancy measurements
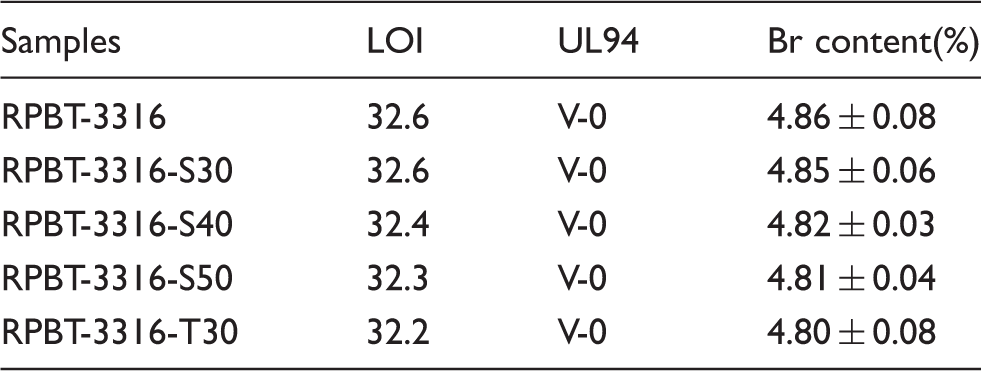
The LOI values of samples were measured according to ISO 4589-1984, using specimen dimensions of 130 mm × 6.5 mm × 3.2 mm. Vertical burning tests were performed according to UL-94 with 127 mm × 10 mm × 0.75 mm specimens. All the reported values represent the average of five tests.
Glow wire ignition temperature (GWIT) tests were performed in PZ1704 (Chian, Shanghai Pinzhong Testing Equipment Co. Ltd) accordance with IEC 606955-2-13:2000, this is a property associated with raw material used in the end product. This property is determined by conducting the glow wire test on a test plate of a raw material of a given thickness (using 80 mm × 80 mm × 0.75 mm specimens). The temperature of the glow wire is 775℃, ignition time is defined as the appearance of flames on the surface of the specimen for at least 5 s. Ignition time, extinguish time(s) and weight loss (wt) of the tested specimens is recorded, respectively.
Bromine content measurements
X-ray Fluorescence Spectrometers (XRF) (Japan, Shimadzu Co. Ltd, EDX-720) was applied to measure the bromine concentrations of the RPBT-3316 and its extruded products. The values reported reflect the averages from 10 replicates of each sample. The voltage and current values employed during XRF analysis were 5 kV and 5 µA.
Results and discussions
Carboxyl content and intrinsic viscosity of RPBT-3316 and its extruded products
The CC,

Note: All the decrement or increment percents were calculated by the following equation:
where V0is the properties parameters of RPBT-3316, and Vn is that of the extruded product.
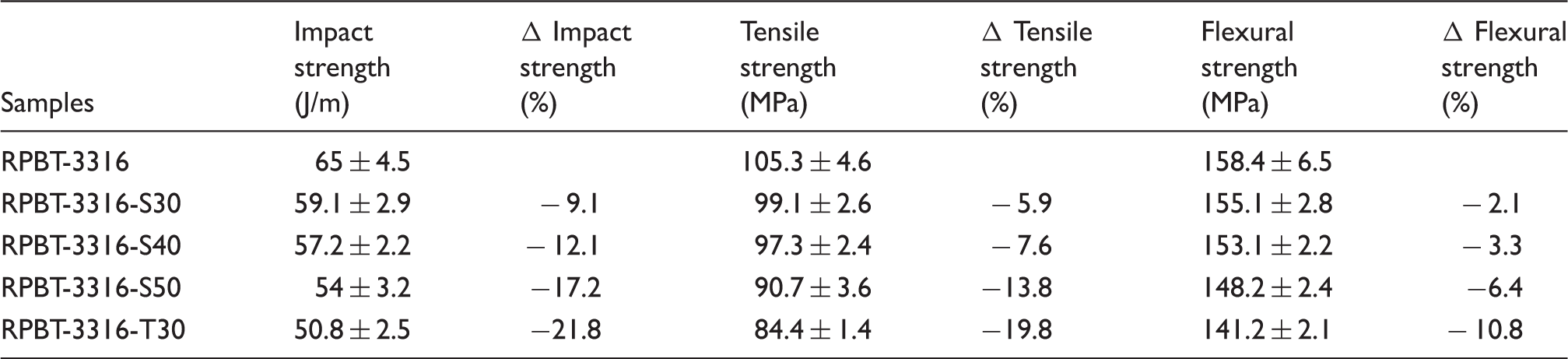
Mechanical properties and decrement percents of RPBT-3316 and its extruded products (RPBT-3316 as the control).
Average glass fiber length and its distribution
The mechanical and thermal properties of fiber-reinforced thermoplastic composites, such as GFPBT, are mainly dependent on both the fiber length and the length distribution.
18
To evaluate the effect of the extruder screw on GF breakage, variations in the GF length and length distribution were investigated. The
When 
Here, d is the fiber diameter (13.0 µm in the present case as determined by SEM observations of 50 GFs) and
The fiber length distribution which can be characterized the breakage of GFs during extrusion, established in Figure 2. The percentages of glass fibers with lengths greater than the critical value were calculated and the total values were defined as Vj, and the decrement in Vj (ΔVj) of the extruded products are summarized in Table 2. It is evident that Vj decreased with increases in both the screw length and the shear intensity. The Vj value of the RPBT-3316-S30 was higher than that of the other extruded products, while that of the RPBT-3316-T30 was the lowest, the Vj of the RPBT-3316-S30 was decreased from 0.386 for the original sample to 0.313. Furthermore, the percentage of GFs with larger lengths (above 450 µm) decreased significantly with increases in screw length and shear intensity, as shown in Figure 2(c) to (e). During the extrusion the shear forces generated during the screw preplasticization process tend to damage the GFs, inducing fiber attrition through fiber–fiber interactions and fracturing at the solid–melt interface.
26
As the preplasticization length in the S30 was lower than in the other single screw extruders, the degree of fiber breakage of the RPBT-3316-S30 was reduced. The reduction of both The GF length distribution of RPBT-3316 and its extruded products. (a) RPBT-3316. (b) RPBT-3316-S30. (c) RPBT-3316-S40. (d) RPBT-3316-50. (e) RPBT-3316-T30.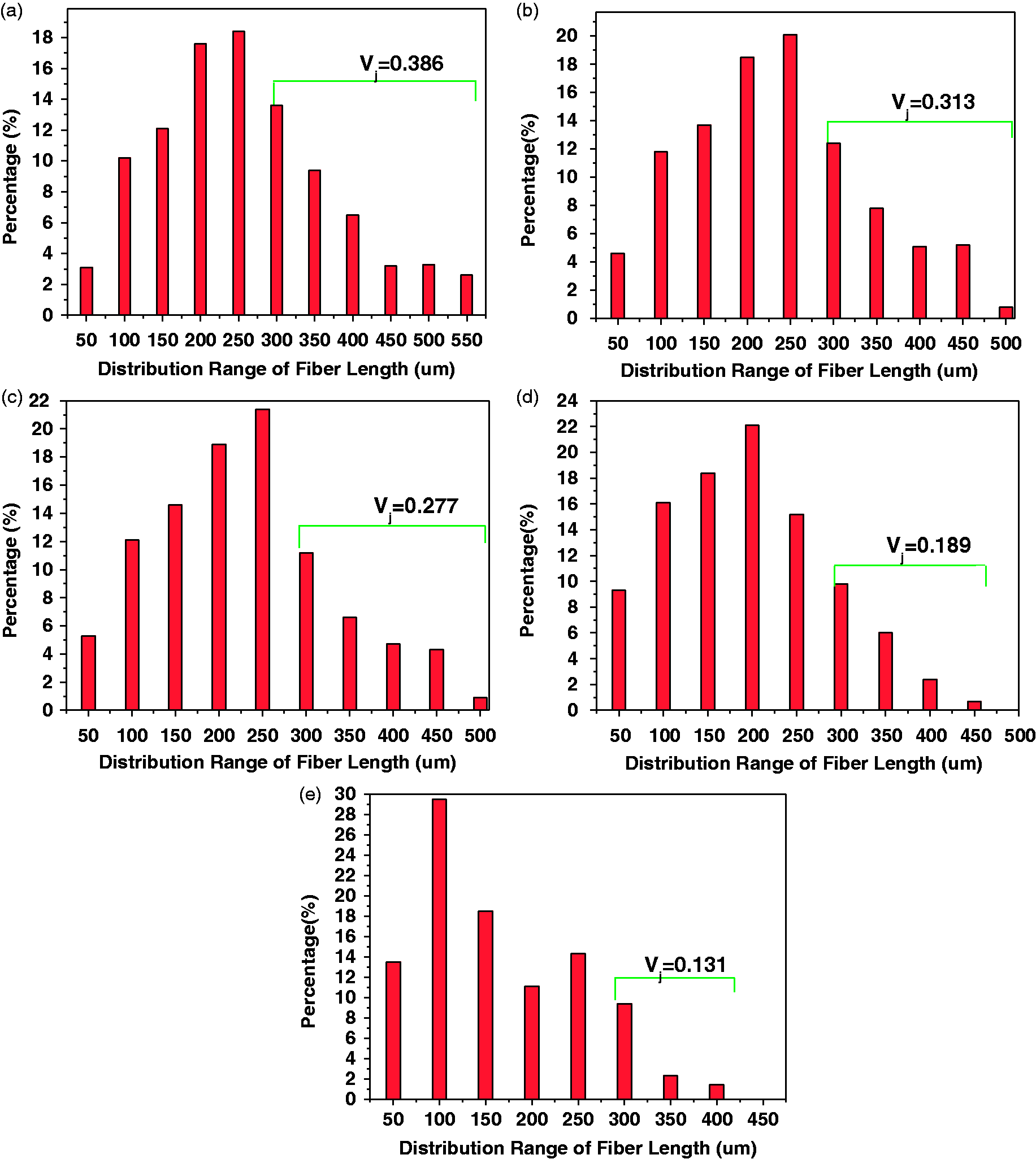
Morphology of samples
To study the effect of the different extruder screws on the interfacial adhesion between the GFs and the polymer matrix, the fracture surfaces of specimens were examined by SEM following tensile strength testing. It could be seen from Figure 3 that the fracture surface had little deformation, indicating brittle fracture behavior. Furthermore, Figure 3(a) and (b) presented a good adhesion between GF and PBT matrix and not many GFs exposure could be found in the fracture. It was noted that the surfaces of the GF became rougher and seem to be covered with a thin layer (the PBT matrix or coupling agent), indicating that most of the glass fibers were well trapped by PBT matrix.9,27 Compared to the morphology of RPBT-3316, RPBT-3316-S30 had an increased ratio of pulled out GF laid in the fracture. With an increase of single screw shear, fiber pull out can be seen in the fracture.
3
Furthermore, debonding between GF and PBT matrix became a common phenomenon and were clearly visible in the PBT matrix in Figure 3(e) to (h). It was found that the fracture of RPBT-3316-T30 show a brittleness matrix with GFs embedded into the PBT matrix.
4
The surface changed from rough to smooth without significant variation in the interfacial adhesion between GF and PBT matrix, however. During the extruded process, the shear by the twin screw would cut down the glass fiber accompanying the molecular degradation of PBT.
SEM of RPBT-3316 and its extruded products. (a, b) RPBT-3316. (c, d) RPBT-3316-S30. (e, f) RPBT-3316-S40. (g, h) RPBT-3316-S50; (i, j) RPBT-3316-T30.
Because the S30 generated the lowest shear force, the reductions in
Mechanical properties
Reductions in
The notched impact, tensile, flexural strengths and their percentage decreases of the RPBT-3316 and its extruded samples are listed in Table 3. The percent losses of the mechanical properties of the RPBT-3316-S30 about 9.1% were lower those of the other extruded RPBT-3316 samples. The decreases in GF are respondent to the reductions in mechanical properties. From Table 2 and Figure 2(b) to (d), it can be seen that the
Rheological behavior
The shear viscosity values, as functions of the shear rate, for the RPBT-3316 and its extruded products, measured at 240℃, 250℃, and 260℃, are presented in Figure 4. All samples exhibited shear thinning behavior and showed characteristics of non-Newtonian fluids. A significant reduction in the viscosity of the RPBT-3316 and its extruded products was observed at higher shear rates. When the processing stress is high enough to destroy the fiber–matrix–fiber network, fiber–fiber collisions are induced, the molten chains are free to move
28
and the shear viscosity of the extruded material decreases. In addition, the stress would be less it higher temperatures due to lower η, resulting in the slightly differ in Figure 4.
Rheological behavior of RPBT-3316 and its extruded products at different temperature. (a) T = 240 ℃, (b) T = 250 ℃ (c) T = 260 ℃ .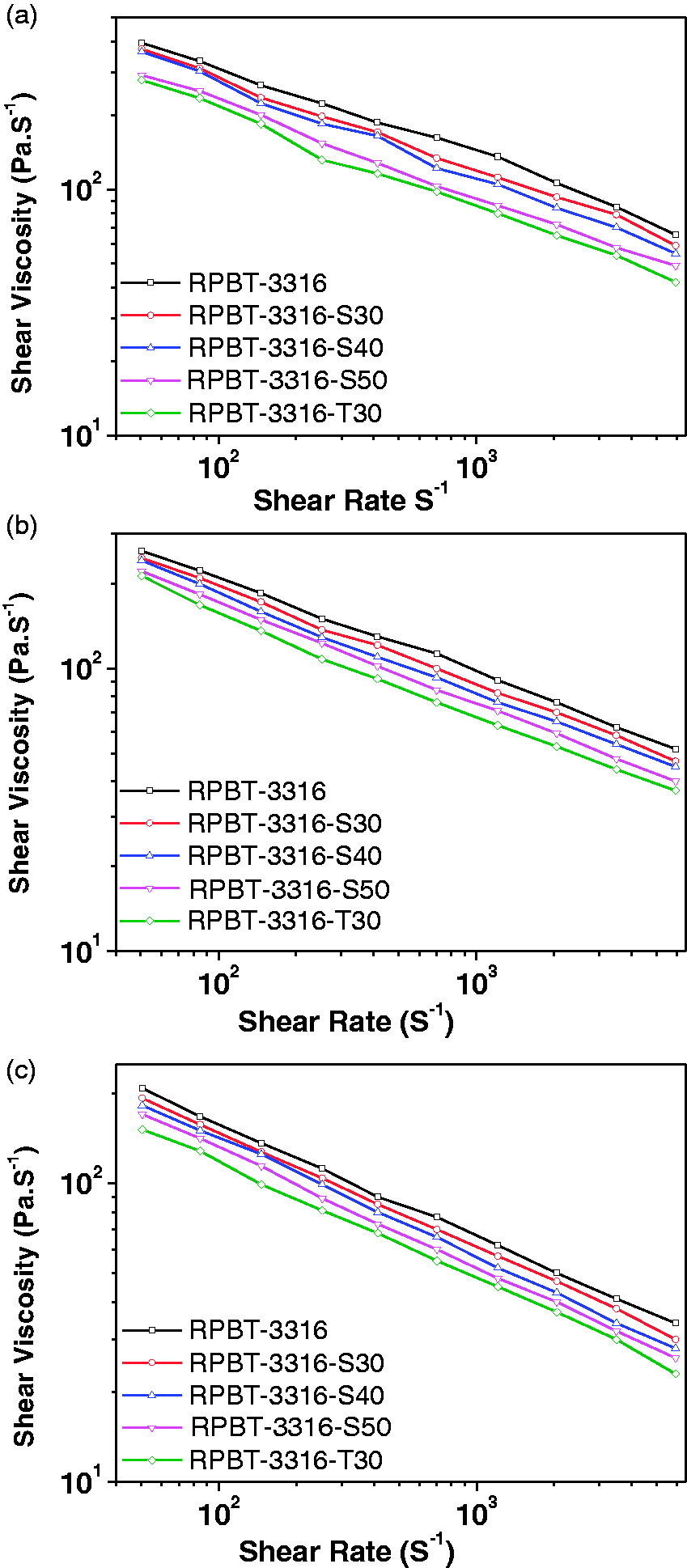
At the same temperature and shear rate, the shear viscosity values of the RPBT-3316 extruded products decreased, just like changed from S30 to S50. Compared with the products prepared by the single screw devices, the shear viscosity of the RPBT-3316-T30 was decreased significantly. According to the results presented in “Carboxyl content and intrinsic viscosity of RPBT-3316 and its extruded products,” “Average glass fiber length and its distribution,” and “Morphology of samples” sections, the
Thermal stability
The decomposition of pure PBT has been studied32,33 and it has been reported that the decomposition temperature necessary for 2% mass loss (T2%) and maximum mass loss rate (Tmax%) are 350℃ and 420℃,34–36 respectively. TGA has been performed to elucidate the thermal stability of the RPBT-3316 relative to it extruded products. The curves of samples are shown in Figure 5, the data from the TGA curves and the decrements are summarized in Table 4. It can be found that the T2% and Tmax% values of the extruded RPBT-3316 were shifted to lower temperatures. The thermal decomposition of the RPBT-3316 proceeded in a one-step process between 325℃ and 500℃. Weight loss ranging from 343℃ to 350℃ is due to the decomposition of the BPS.
32
Then the total mass loss of RPBT-3316 and the extruded RPBT-3316 increased significantly when the temperature ranged from 360℃ to 425℃. Tmax% values (with a total mass loss of over 60%) were between 380℃ and 390℃, attributed to a mass loss in the PBT resin. When the temperature ranged from 450℃ to 500℃, the residual weights were about 38%, it was attributed to the 30% GF, Sb2O3 and residual carbon.
Thermal decomposition of RPBT-3316 and its extruded products. T2%, Tmax, HDT, and decrement value of RPBT-3316 and its extruded products (RPBT-3316 as the control).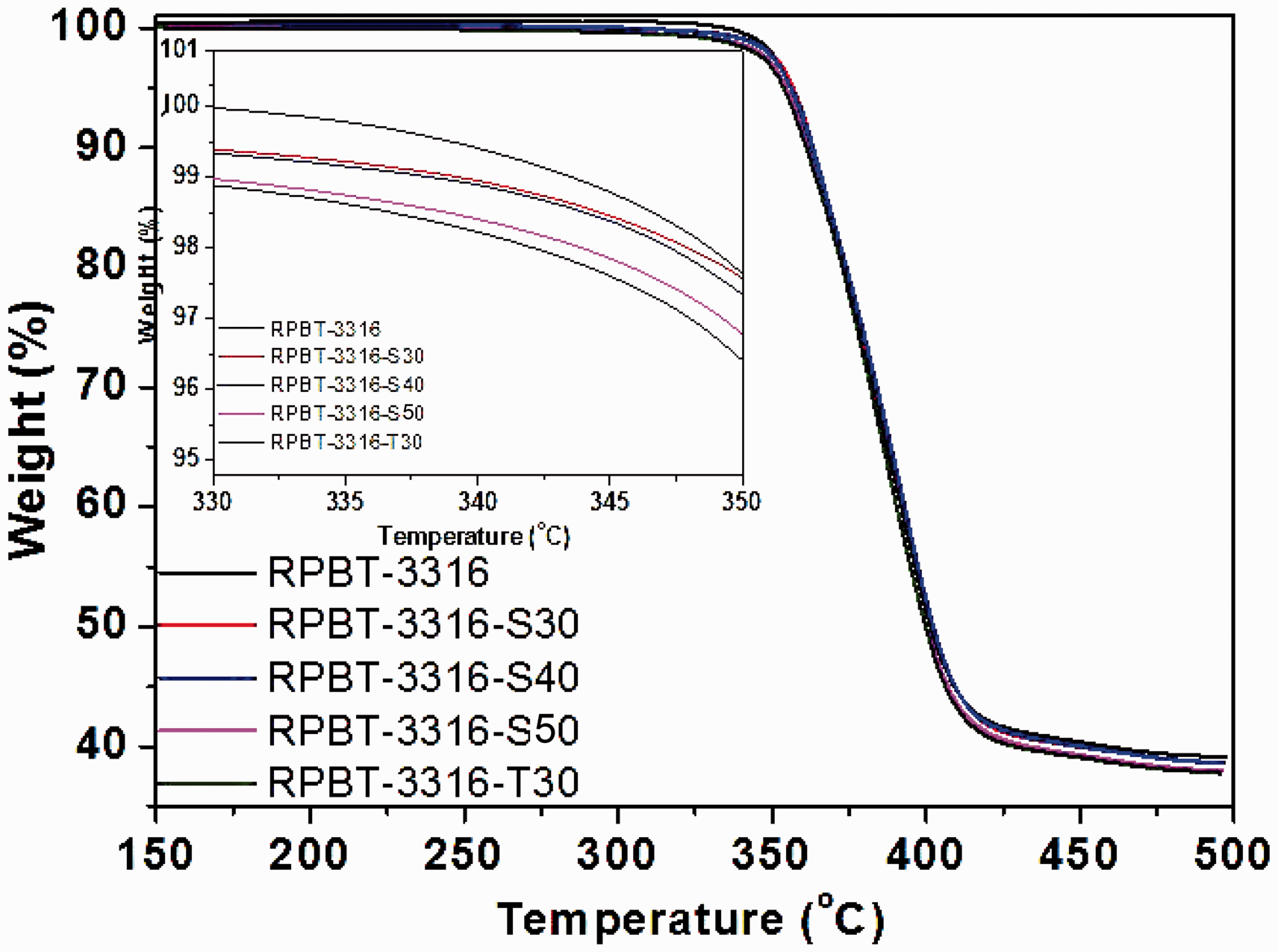
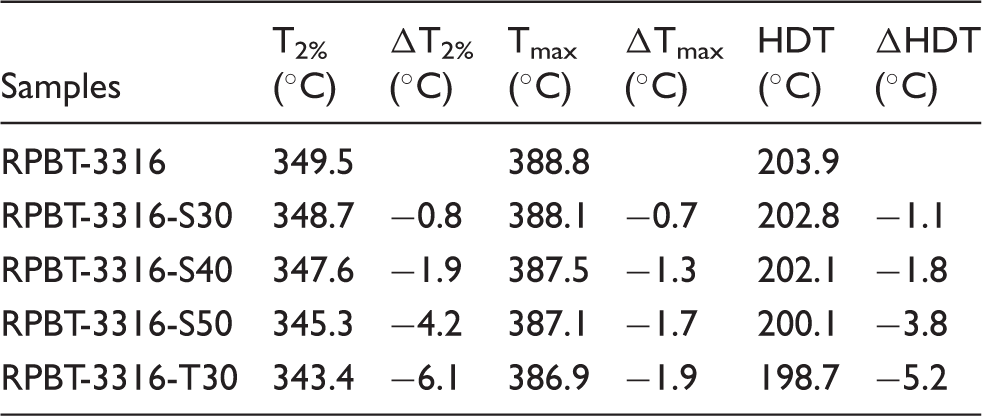
To evaluate the effect of screw shear force on the thermal stability of RPBT-3316, the decrements in TGA of extruded RPBT-3316 are listed in the Table 4. Compared with the RPBT-3316 data, the ΔT2% and ΔTmax for the RPBT-3316-S30 and RPBT-3316-S40 were only slightly decreased. However, the ΔT2% values for the RPBT-3316-T30 was about 6.1℃. With the increase in the shear force, the RPBT-3316-T30 showed increased CC values together with decreased molecular weights compared to the single screw samples. According to Table 2, the CC value increased from 96 to 171 mg/kg with an attendant small decrease in the thermal stability of the RPBT-3316-T30. According to Bikiaris et al., 37 a higher CC may contribute to lower stability in PBT. Thus, the thermal stability of the extruded RPBT-3316 decreased with increasing shear force. Meanwhile, the intrinsic viscosity of the PBT also decreased, from 0.82 to 0.51 dl/g (Table 2), meaning that the molecular weight of the PBT was simultaneously decreased during extrusion. Fortunately, the T2% value of the RPBT-3316-T30 (the lowest of all the values) was 343.4℃, guaranteeing that the RPBT-3316 would not occur significant degradation during macroinjection molding.
Flame retardant properties of RPBT-3316 and its extruded products.
The HDT data are summarized in Table 4 (column 4). It is obvious that each increase in extrusion shear processing led to a decrease in the HDT of the RPBT-3316. The HDT and ΔHDT values for the RPBT-3316-S30 were 202.8℃ and −1.1℃, respectively. The RPBT-3316 underwent more vigorous thermal processing when using the longer screws and the twin screw, both of which caused a further reduction in the HDT. For example, the ΔHDT values for the RPBT-3316-S50 and RPBT-3316-T30 were −3.8 and −5.2℃, respectively. Both the degradation of the PBT chains and the reduction of GF lengths increased with the increases in the shear force, causing the depression in the degree of entanglement between GF and PBT, GF and GF. Consistent with intuitive expectation, the RPBT-3316-T30 got the lowest values in
Flame retardant properties
GWIT values of RPBT-3316 (775℃) and its extruded products.
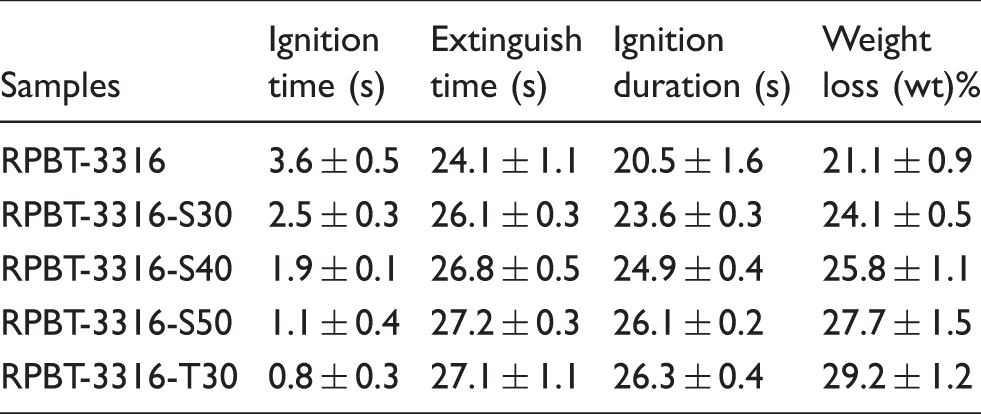
The GWIT value is defined as the temperature that is 25℃ above the maximum temperature of the glow wire and that does not ignite the material during three consecutive tests. Ignition is defined as the appearance of flames on the surface of the specimen for at least 5 s.38,39 Acquasanta et al. 40 proposes a model to explain polymer behavior during the glow wire test. In this model, three zones are presented in the specimen that is in contact with the wire: a pyrolysis zone (at a temperature above the decomposition temperature), a melt zone (in which the material is just melted and degradation proceeds more slowly), and a softening zone (in which the temperature is not high enough to melt the polymer but the material can be deformed because it is above its heat distortion temperature). Based on this model, the results of the GWIT are dependent on the characteristics of the pyrolysis zone. Obviously, rheological properties can have an important effect on the GWIT. The GWIT data for the RPBT-3316 and its extruded products are presented in Table 6. Compared with the PBT-3316, the ignition time for the RPBT-3316-T30 decreased (from 3.6 to 0.8 s), whereas the extinguish time, ignition duration and weight loss increased, respectively. According to the Acquasanta model, 40 the pyrolysis, melt, and softening zones of the extruded RPBT-3316 would have been wider than those of the RPBT-3316. The shear viscosity of the RPBT-3316-S50 and RPBT-3316-T30 were much lower than those of the RPBT-3316, indicating that they were more readily softened and melted during the GWIT test. For this reason, the hot wire was able to penetrate and ignite the more easily, thereby reducing the ignition times. Moreover, the greater mass of molten RPBT-3316-S50 and RPBT-3316-T30 wrapped around the hot tip of the wire would be expected to prolong the flame time. As a result, the extinguish time, ignition duration, and weight loss values of these samples were all increased. However, all of extruded RPBT-3316 products could pass the GWIT test, revealing that the flame retardant properties of the extruded RPBT-3316 were independent on the degradation of the PBT and GFs.
Conclusions
The screw shear force imparted to the RPBT-3316 increased with the increasing values of shear intensity and at higher values of L/D in the extrusion. Increases in the shear force deteriorated both GF breakage and PBT degradation. In the case of samples prepared using a single-screw extruder,
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China (No. U1633102 and U1333126), the Opening Project of State Key Laboratory of Polymer Materials Engineering (Sichuan University) (Grant No. sklpme2016-4-28) and the Fund Research Grant for Science and Technology in Guangzhou (2014J 4100038), China.