
Abstract
The functionalization of fiber-reinforced plastics has been improved continuously in recent years in order to broaden their application potential. By using shape memory alloys in fiber-reinforced plastics, adaptive fiber-reinforced plastics can be developed, which in turn can change their shape depending on the activation of shape memory alloys. In order to ensure the proper force transmission from shape memory alloys to fiber-reinforced plastic, these shape memory alloys need to be integrated into the reinforcing fabric. Hence, this paper presents the application of open reed weaving technology for the development of functionalized preforms for adaptive fiber-reinforced plastics. For an optimized shape memory effect during their thermal induced activation, the shape memory alloys were coated with release agent and then integrated into the woven fabric by open reed weaving technology. The hinged width of functionalized preforms was varied from 50 mm to 150 mm. These preforms were infused by a thermosetting resin matrix system with a modifier. Subsequently, the electro-mechanical testing of adaptive fiber-reinforced plastics was executed. Results show that the maximum deformation of adaptive fiber-reinforced plastics was proportional to their hinged width.
Introduction
Fiber-reinforced plastics (FRPs) are continuously gaining importance in the aerospace, automotive, and marine industries due to their lightweight, anti-corrosion properties, damping properties, as well as higher strength and stiffness. Fibers and matrix are two basic materials for the fabrication of FRPs. Fibers absorb the force applied onto the FRP components, while the matrix material maintains the cohesion of the reinforcing fibers. 1 Reinforcing fabrics for the fabrication of FRPs are produced by means of weaving, warp or weft knitting, braiding, or a non-woven process. Due to its high production rate and the possibility to produce a diverse range of fabric architectures, weaving is the most widely used process for producing reinforcing fabrics for FRPs. 2
A new innovation in weaving technology is open reed weaving (ORW). ORW combines two production processes, weaving and embroidering, into a single stage. The additional yarns are fed to the shedding unit using a bypass, which consists of warp stop motions, deflection systems, and yarn guiding elements. The additional yarn guiding elements are mounted on a rail, which moves perpendicularly to the production direction. The lateral offset is gained by the drive of the additional heald frame. 3 By using ORW technology, smart materials in the form of a yarn can be integrated into the reinforcing material in the width of the weaving direction.
Smart materials are characterized by the fact that their physical or chemical properties (e.g. shape, volume, stiffness, color, or temperature) can be actively changed. Actuators are an example of a functional material. An actuator is a material that converts electrical energy into mechanical energy. 4 Magnetostrictive materials, electroactive materials, shape memory polymers, and shape memory alloys (SMAs) are some examples of active materials.5–7 However, SMAs are superior due to their extremely high usable specific energy densities of 2·10³ J/kg compared to other actuator materials. 8 By integrating SMAs into reinforcing materials, adaptive FRPs can be developed, which change their form during the thermal induced activation of the SMA. The potential for application of FRP can be increased by the insertion of actuating functional material with reinforcing materials forming innovative shape variable FRP such as soft morphing hand, biomimetic robotic jellyfish, soft morphing winglets of unmanned aerial vehicles, or shape-morphing automobile structures.9–13
In recent years, the application of SMAs for the development of adaptive FRPs, especially with thermoset matrix system, has drawn considerable attention within the composite material community compared to thermoplastic matrix system because the processing temperature during the infusion of thermoset matrix is significantly lower compared to the transition temperature of SMA.14–29 However, the textile-technical integration of SMAs into the reinforcing fabrics is required in order to fully transmit the force generated by SMAs to adaptive FRPs during their thermal induced activation. The very first attempt at a textile-technical integration of SMAs into reinforcing fabrics by means of tailored fiber placement (TFP) technology was described by the authors.30–32 In Ashir et al., 30 the development and electro-bending characterization of adaptive 3D FRPs were found, where SMAs were embroidered into the reinforcing fabrics. The use of TFP technology for the integration of SMA into the reinforcing fabric for the development of an adaptive hinged FRP was also described in other scientific literature.31,32 However, a two-step process was developed, i.e. at first, the reinforcing fabrics have to be produced, and second, SMAs are embroidered on the reinforcing fabrics. In order to shorten and automate this process, it is necessary to produce the SMA containing reinforcing fabric in a single-step process. To successfully overcome this challenge, the next step of the authors was the textile-technical integration of SMAs into the reinforcing fabric during weaving. In this case, the SMA that was interlaced with the reinforcing fabrics was either interlaced with the warp 33 or weft yarns.34–37 However, for diverse application-related scenarios, the complex movement of the actuator network in the adaptive FRP is necessary. Such types of structures can be achieved either TFP technology with two-step process or ORW technology with single-step process, where the resultant maximum deformation of the adaptive structures produced by ORW technology is higher than those produced by TFP technology. 38 Thus, the use of ORW technology is a breakthrough in terms of the end-product-specific orientation of the SMA by means of interlacement with the reinforcing fabrics compared to TFP technology.
Hence, the aim of this work was the textile-technical integration of SMAs into reinforcing fabrics by means of ORW technology. The SMA was integrated into the fabric during the weaving process. Hinged functionalized preforms were produced by cutting the floating warp yarns after weaving. Next, the fabrics were infused to convert into adaptive FRP. Finally, the electrical testing of the adaptive FRP was executed by means of joule heating.
Theoretical concept for the development of adaptive FRPs
The theoretical concept for the development of adaptive FRPs by means of ORW technology is based on the interlacement of SMA with an offset in the weft direction. A hinged structure is developed in order to achieve higher deformation during the thermal induced activation of SMA in adaptive FRPs. The theoretical concept for the development of an adaptive hinged preform is shown in Figure 1. The hinged area of adaptive FRP is varied in order to derive a variant for the maximum deformation. The widths of the three hinged preforms are 50 mm (Var#1), 100 mm (Var#2), and 150 mm (Var#3).
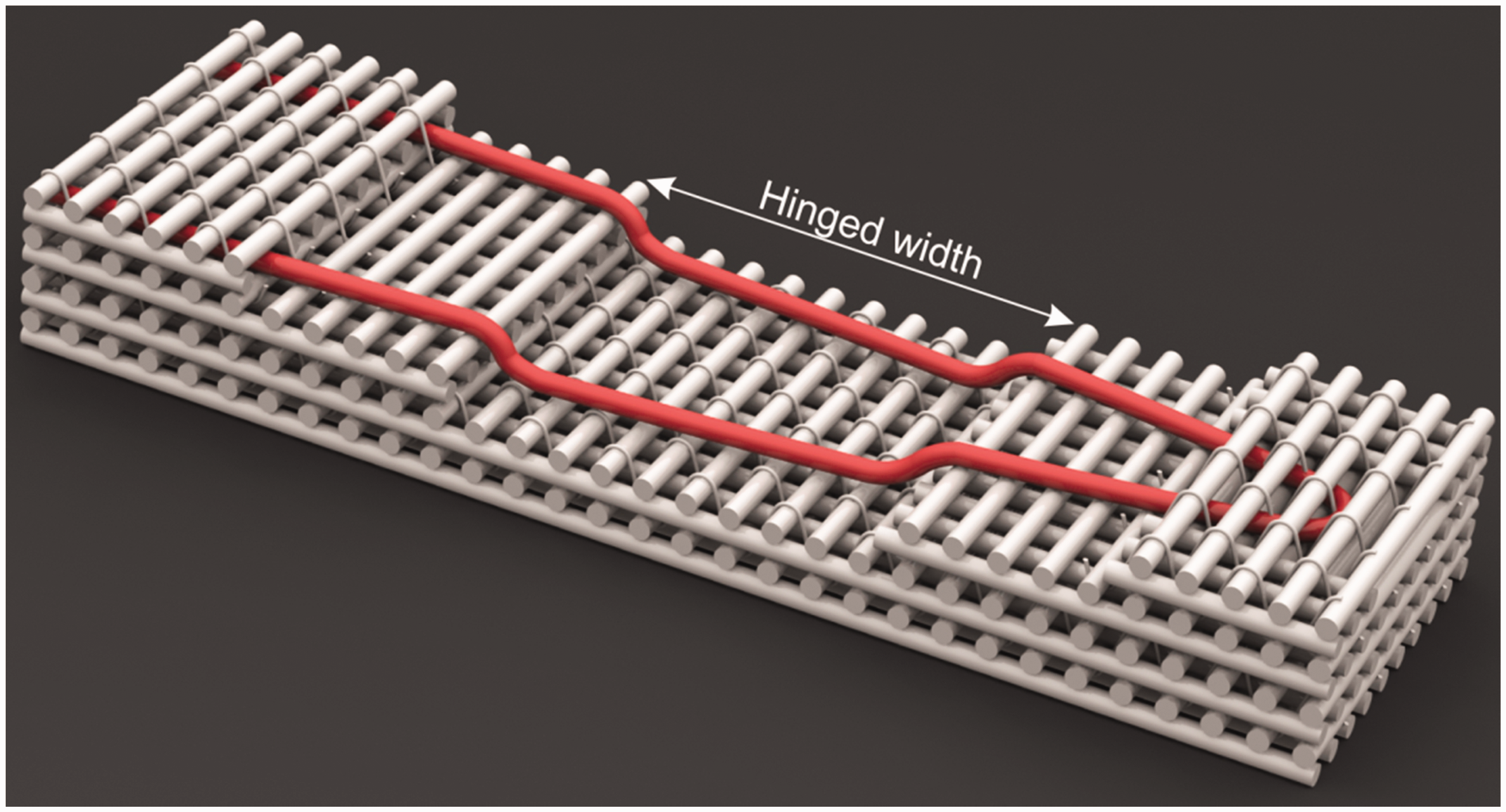
Concept for the realization of a functionalized preform based on ORW technology. Here, the SMA is marked by red color.
Materials and methods
Materials
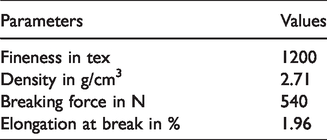
In this research, glass rovings of type EC17-1200-350 (P-D Glasseiden GmbH Oschatz, Germany) were selected for the formation of functionalized preforms. These glass rovings were sized (type: 350) with a material suitable for thermosetting matrix. The parameters of the glass rovings are stated in Table 1.
Parameters of glass rovings for the production of adaptive FRPs.
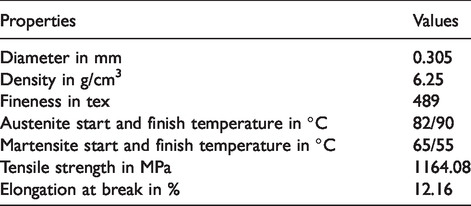
A nickel- (Ni) and titanium- (Ti)-based SMA (Memry GmbH, Germany), with a mass proportion of 54.8% and 45.2%, respectively, was used for the development of functionalized preforms. The typical tensile curve of the used SMA can be found in Ashir et al. 39 The surface of the SMA had an oxide layer, and the SMA was processed in a straight annealed condition. NiTi-based SMAs are technically used due to their high chemical stability, low brittleness, and good thermomechanical properties. 40 Further special features of these SMAs are their small temperature interval during the complete working process (approximately 10 K), extensive freedom in the design of the component, and the fact that the forming effect can be limited to certain element areas. 41 The properties of the SMA used are listed in Table 2.
Properties of NiTi-based SMA used.
The SMA was coated with the release agent of type DexCoat 8 (Tag Chemicals, Germany). The release agent minimized adhesion of the SMA to the composite structure so that desired properties and functions, e.g. the free movement of the SMA within the FRP to ensure long-term stable actuation capabilities, were ensured.
According to the coating material of glass rovings, an epoxy matrix system of resin MGS® RIMR 135 in combination with hardener RIMH® 137 (Hexion, Sokolov, Czech Republic) at a ratio of 10:3 by weight was used for the infusion to fabricate the adaptive FRP. 42 In order to convert the matrix into being more flexurally soft, a modifier named Heloxy at a ratio of 7:3 was mixed with the resin system. The deformation potential of adaptive FRP was increased by creating local soft bending areas, which is enabled by the mixing. 43
Weaving
The interlacement modeling of warp and weft yarn for the development of hinged structure was carried out under production aspects with the DesignScope Victor software, which represent only the woven base fabric structure without the ORW pattern. The hinged properties for creating flexible and rigid areas of the structures were designed by the systematic variation of the yarn densities in the warp and weft direction, the weave (inlay and multi-layer areas, flotation), and the position of the reinforcing yarn relative to the neutral zone. An example for the interlacement modeling of woven base fabric structure with a hinged width of 100 mm using the DesignScope Victor software is shown in Figure 2. The interlacement modeling was the basis for the development of functionalized preforms.
Example for interlacement modeling using the DesignScope Victor software.
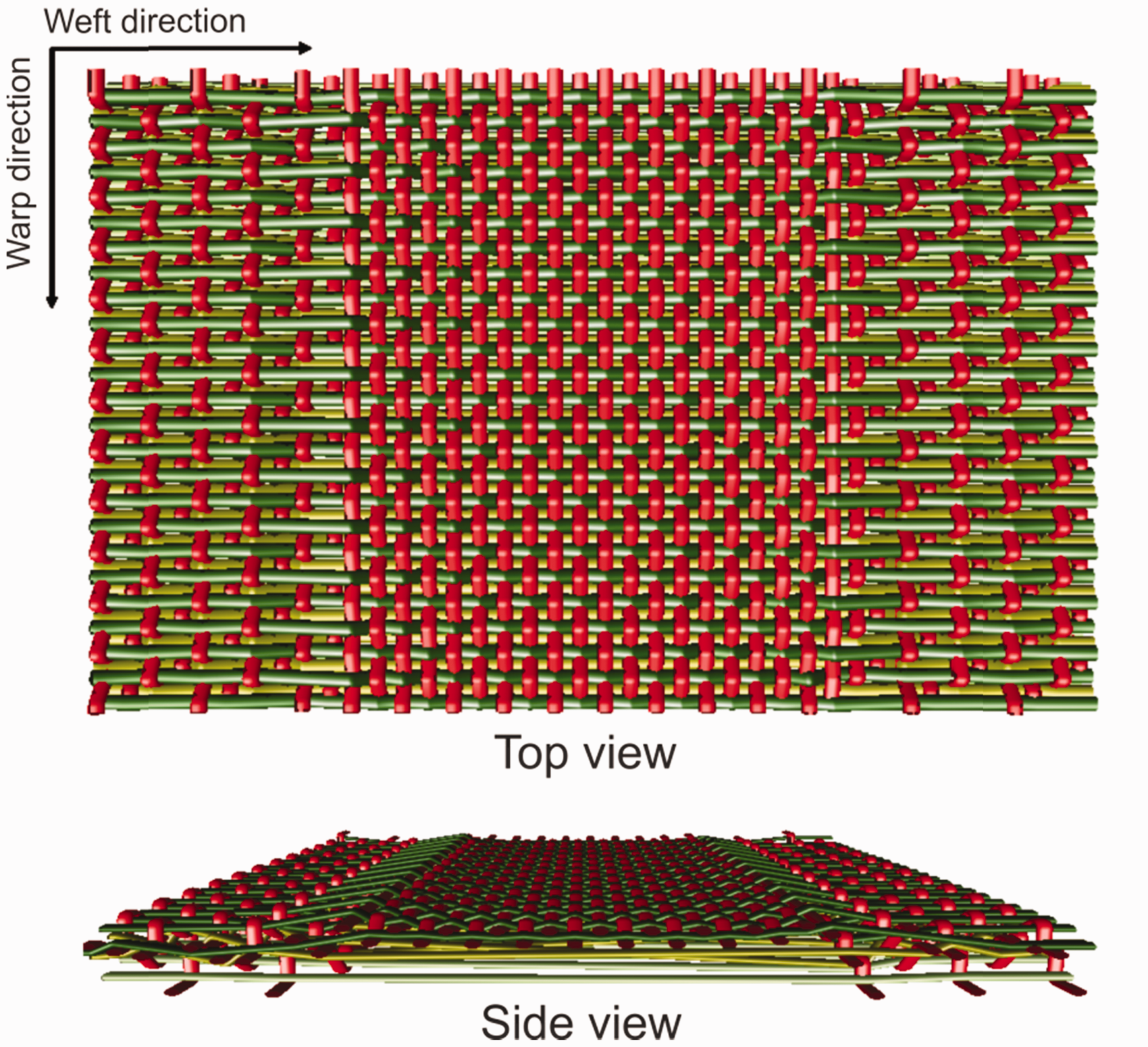
The interlacement modeling was implemented on a rapier weaving machine P1 (Lindauer Dornier GmbH, Germany). The hinged property of the fabric was realized by varying the interlacement and the warp and weft yarn density. In the flexible area, the interlacement was a plain fabric type, whereas the interlacement of the stiff area was a multilayer woven fabric with three weft yarns. The warp and weft yarn densities in the flexible and stiff areas were 4 and 7.2 yarns/cm, respectively. The width of the fabric was 1.1 m with a total number of 440 warp yarns. The tension of the warp yarn was 450 cN. The offset of SMA was 20 mm. The flexible area of the fabric was implemented by plain weaving, and the stiff area of the fabric was weaved as a multi-layer fabric with three weft yarn systems as a 3D warp interlock fabric, which is described by the binding warp yarns inside the fabric thickness coupled with the number of weft layers. 44 The produced fabrics are shown in Figure 3.
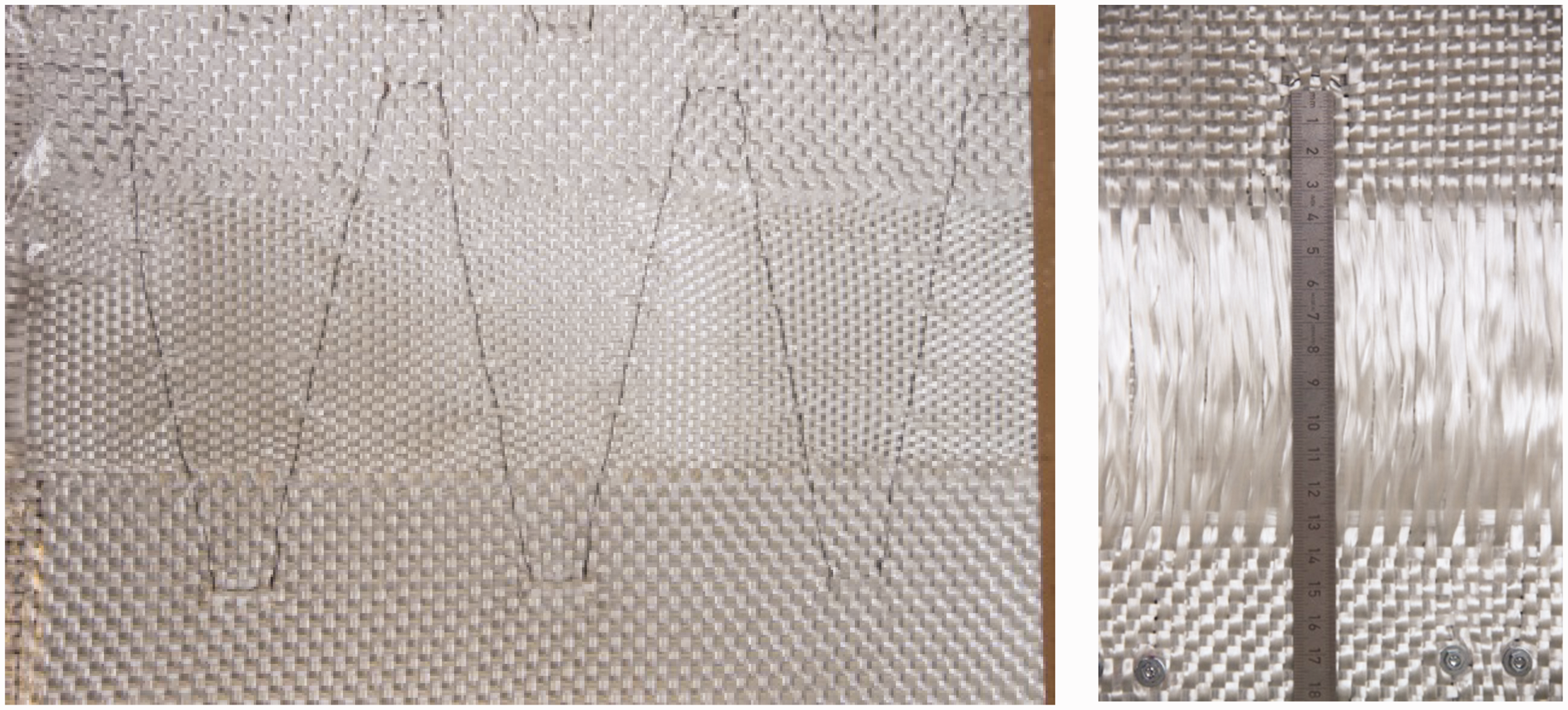
Fabrics after open reed weaving. Left: top view and right: bottom view.
Since SMAs were contracted during thermal induced activation, the free end must be secured against slippage. In order to convert the SMA contraction into a buckling movement, the free ends of the SMA were fixed with an insert (screw).
Infusion
The infusion of the functionalized preform was carried out by means of the Seemann Composites Resin Infusion Moulding Process (SCRIMP) technology, derived from Vacuum Assisted Resin Infusion since this process offers a cost-effective method of manufacturing high quality and high strength composite parts that are required in relatively low quantities compared to other processes such as resin transfer molding or hand lamination. 45 Prior to the infusion, the functionalized preform was prepared by cutting the floating yarns at the bottom side of the fabric, which ensured the hinged geometry in the final product. Subsequently, the fabric was placed on a cleaned metal plate, where the bottom of the fabric was in contact with the metal plate. Then, the perforated foil, flow aid, and vacuum foil were placed over the fabric in that order. So as to enable electrical connecting, the free end of the SMA was covered with tacky tape, which ensured that the SMA was not infiltrated into the fabric. A schematic of the infusion system are shown in Figure 4. The infusion process was conducted on a hot plate at 50°C to promote proper resin flow. The system was cured for 15 h in a laboratory oven at 50°C to allow for proper matrix cross-linking reactions.

Infusion of adaptive FRPs (schematic diagram).
Characterization
Mechanical characterization
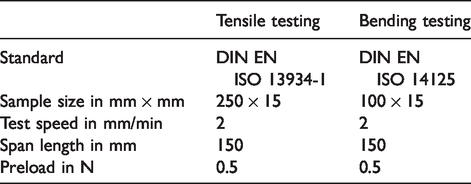
The mechanical characterization of adaptive FRP is achieved by means of the tensile and bending testing. These tests have been carried out to examine the effect of the hinged width on the mechanical performance of adaptive FRP and to derive structure–property relationship. The tensile and bending tests are implemented using the testing device Zwick Z 100 (Zwick GmbH & Co. KG, Germany) with bending arrangement. A three-point bending test is executed to define the bending modulus of the specimens. The elongation of the sample has been measured by an optical sensor. The stress-elongation and flexural-displacement curves of all specimens are evaluated and recorded by means of the testXpart® software and an attached computer. Each sample was tested seven times, and their average was calculated in order to achieve statistically reliable values. The parameters of mechanical testing are stated in Table 3.
Parameters and their values during the mechanical characterization of adaptive FRP.
Deformation characterization
One end of the adaptive FRP was clamped orthogonally to the SMA wire direction on the test stand as shown in Figure 5. The distance between the clamp area and the measuring unit was 185 mm. The deformation behavior of the adaptive FRP was measured by means of a laser triangulator of type Keyence LJ-V7200 (Keyence, Itasca, IL) connected with a 24 V DC/1 A power supply. The data transmission rate was 10 Hz.
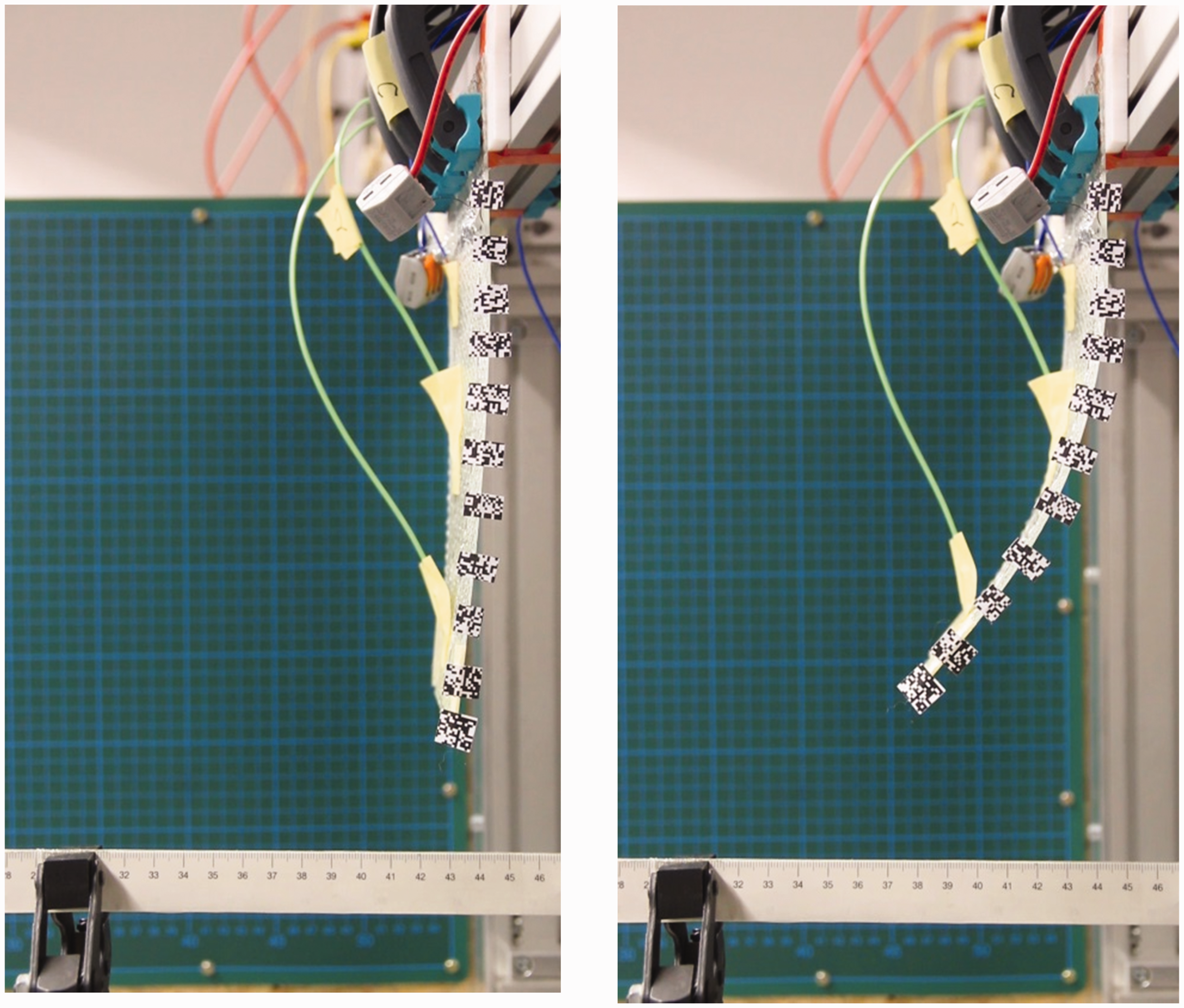
Characterization of the adaptive FRP. Left: deactivated SMA and right: activated SMA.
In order to achieve the thermal induced activation of the SMA in the adaptive FRP, a laboratory power supply unit of Thurlby Thandar Instruments (Germany) was employed. The maximum capability of this unit was 32 V. However, based on a different preliminary experiment for the thermal induced activation of the SMA, 10 V was used, which was found to be suitable for maximum deformation. During the cooling of the SMA, no current was flowing. However, the cooling of the adaptive FRP was conducted by means of ambient temperature. The ambient temperature during sample testing was 24°C. The periodic switching of the electric potential was controlled by a LilyPad Arduino unit due to the ease of use and flexibility. According to preliminary trials, the on- and off-time of the LilyPad was set to 40 s. In order to investigate the long-term stability, the total test duration for each sample was 1500 s, corresponding to 13 heating and 12 cooling cycles.
Results and discussion
The mechanical characterization result and the maximum deformation produced by the adaptive FRP are discussed in the following sections.
Mechanical characterization
The Young’s modulus of hinged FRP in the weft direction during the tensile testing with hinged widths of 50, 100, and 150 mm are shown in Figure 6 (left). A decrease in Young’s modulus can be detected by increasing the hinged width according to Figure 6. This can be attributed to the reduced reinforcing fiber content in the hinged area. Additionally, a negative linear relationship is found between the hinged width and the decreases in Young’s modulus. The negative linear relationship is shown in Figure 6 (right).
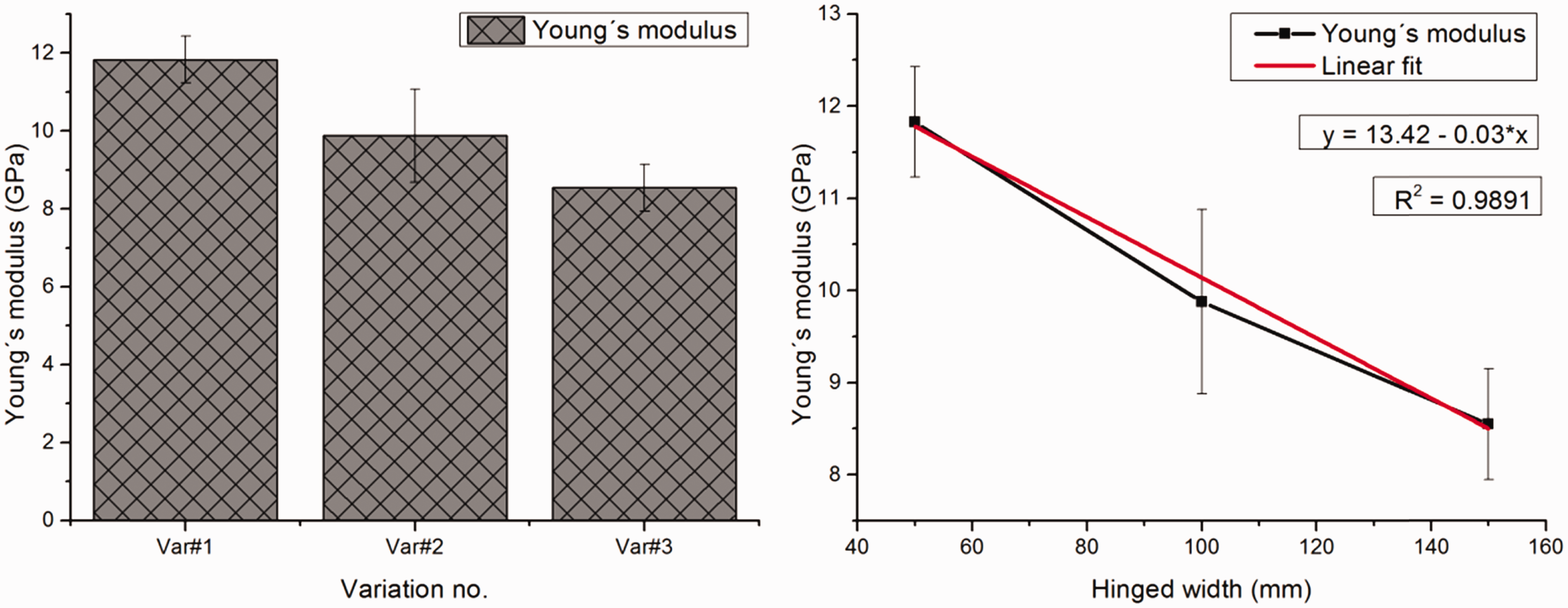
Young’s modulus of adaptive FRP (left) and relationship between Young’s modulus of adaptive FRP during the tensile testing with varying hinged widths from 50 mm to 150 mm (right).
The bending testing result of adaptive FRP shows the same tendency as of tensile testing result. The test results in terms of the bending properties of adaptive FRP with variable hinged width are presented in Figure 7 (left). It shows that the hinged width has a significant influence on the bending properties of the adaptive FRP. The bending modulus of adaptive FRP is inversely proportional to its hinged width. An indirectly proportional relationship can be derived between hinged width and bending modulus as shown in Figure 7 (right).
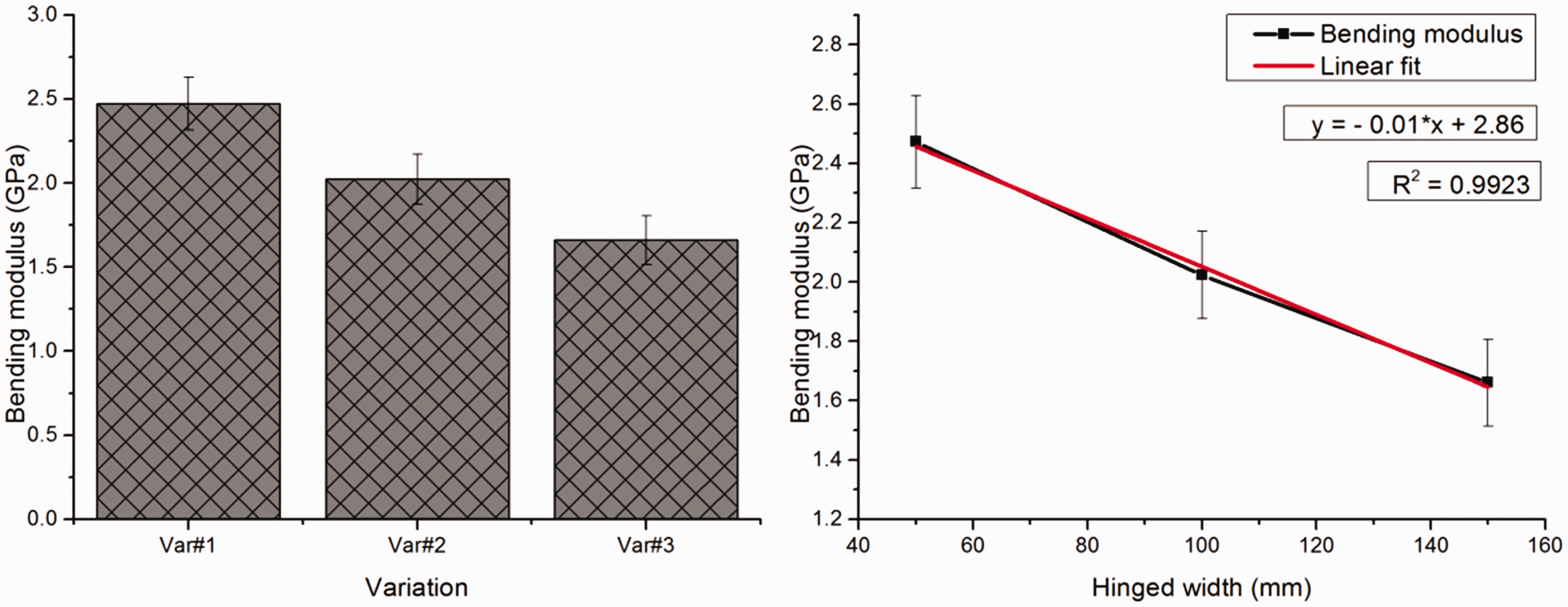
The bending properties of adaptive FRP (left) and linear relationship between hinged width and bending modulus (right).
Based on the tensile and bending test results, during the thermal induced activation of SMA in the adaptive FRP, the sample with a 150 mm width was expected to deform more compared to the sample with a 50 mm width, since the Young’s modulus and bending modulus of Var#3 was less than that of other samples.
Maximum deformation
The deformation curves of adaptive FRPs that result from varying hinged widths is shown in Figure 8. The figure reveals that, at the beginning of the test, the deformation curve is not homogeneous. However, after the 10th heating and cooling cycle, it becomes relatively homogeneous. At the beginning of the electro-mechanical characterization, the SMA could not fully utilize the deformation potential, which is the reason for this phenomenon.
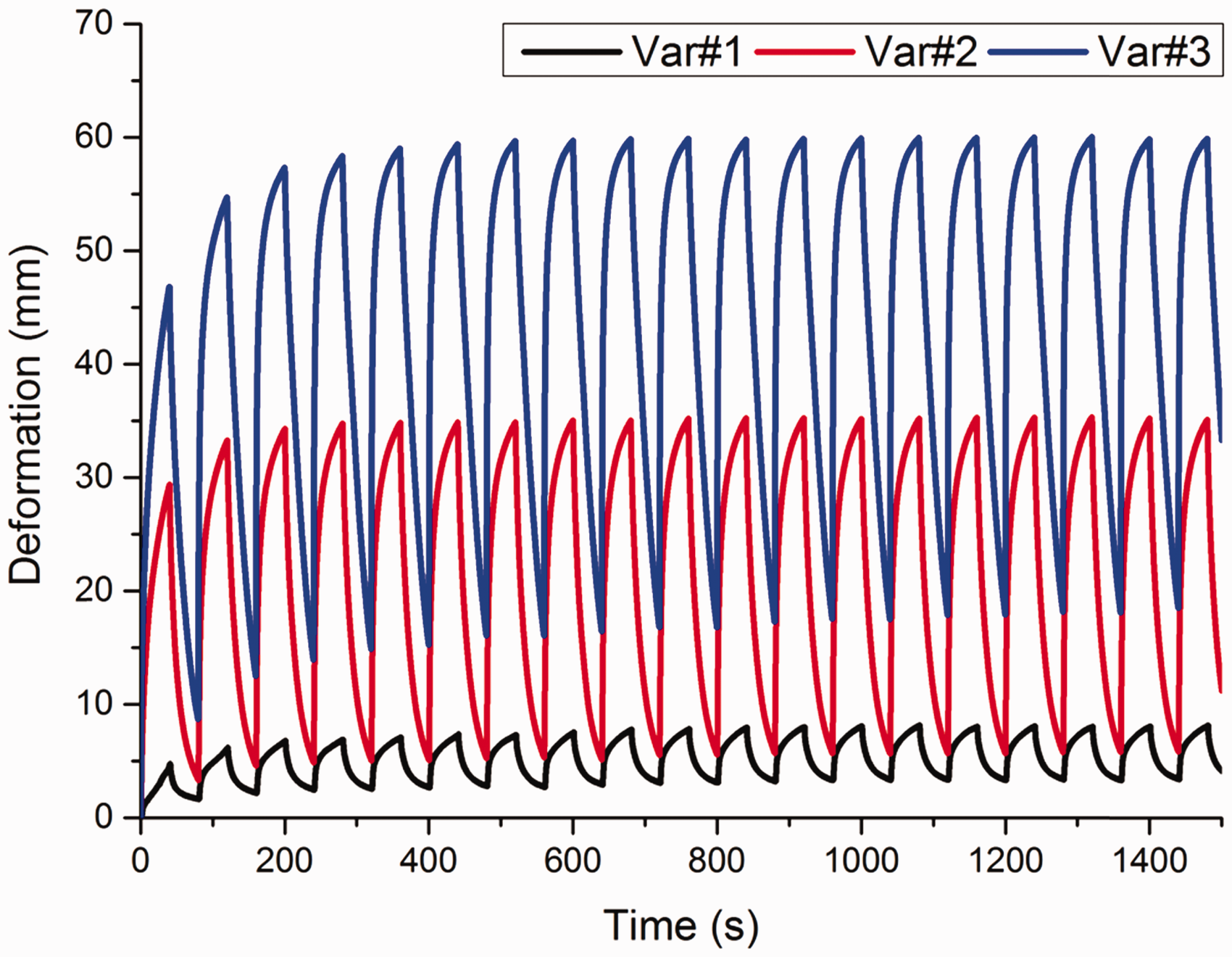
Maximum deformation of adaptive FRP by 10 V electric potential and 40 s switching time. Var#1: hinged width of 50 mm, Var#2: hinged width of 100 mm, and Var#3: hinged width of 150 mm.
The maximum deformation of the adaptive FRPs is shown in Figure 9 derived from Figure 8. The values of this diagram were obtained from the 10th heating and cooling cycle of adaptive FRPs. This cycle was selected because the deformation curve of adaptive FRPs did not show significant change after this point. It can be concluded from Figure 9 that the maximum deformation of Var#3 was higher than that of Var#1. The variation of the hinged width is responsible for this phenomenon. The higher hinged width represented a lower resistance to bending during thermal induced activation of SMA in adaptive FRP as the SMA generated force was distributed over a lower mean cross-sectional area and consequently higher deformation of adaptive FRP. Another reason behind this phenomenon is the tensile and bending strength of adaptive FRP. The tensile and bending strength of Var#3 was the least among three variations, as shown in Figures 6 and 7, respectively. Therefore, the maximum deformation of Var#3 was higher, and this phenomenon is vice versa for Var#1.
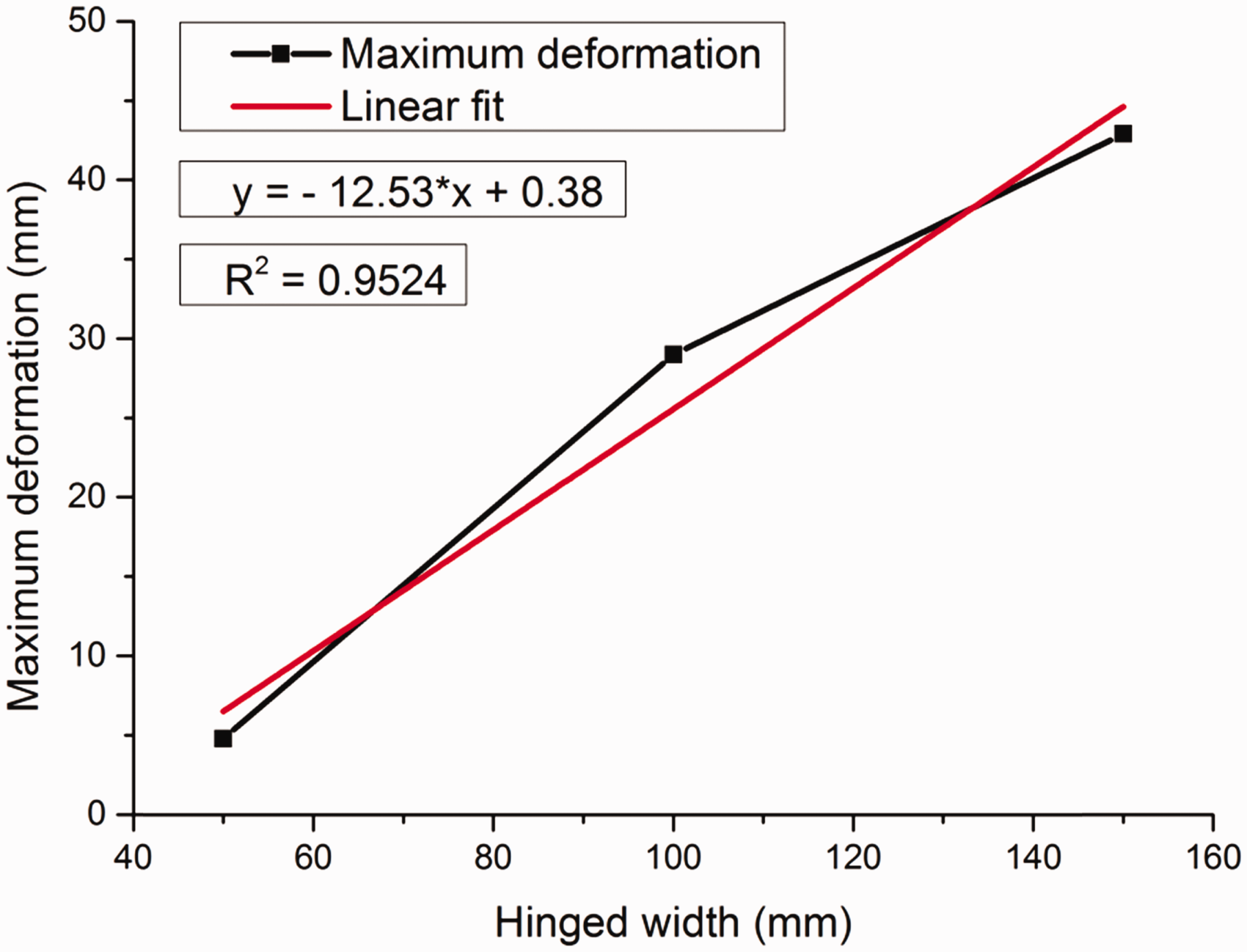
Relationship between the hinged width and the maximum deformation of adaptive FRP.
A relationship can be obtained between the hinged width of adaptive FRP and the maximum deformation, as shown in Figure 9. It suggests that the maximum deformation is linearly proportional to the hinged width.
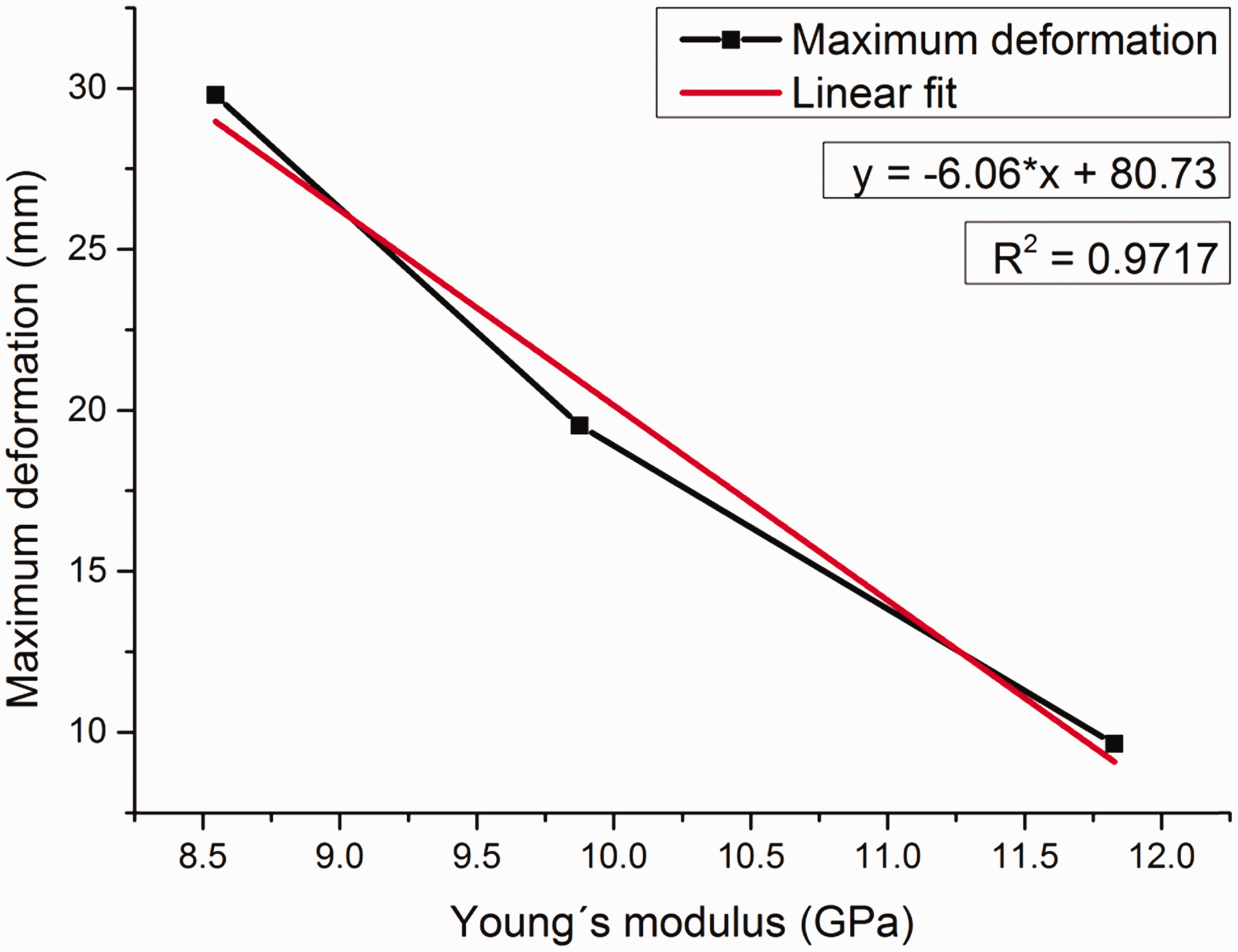
For the same hinged width, the Young’s modulus of the adaptive FRP decreased and the maximum deformation of the adaptive FRP increased. Thus, a relation between the tensile strength and the maximum deformation of adaptive FRP can be derived. A linear relation between the Young’s modulus and the maximum deformation of the adaptive FRP is shown in Figure 10.
Relation between Young’s modulus and the maximum deformation of adaptive FRPs.
Similar to Figure 10, a relation between the bending modulus and the maximum deformation of adaptive FRP can be derived. A linear relation between the bending modulus and the maximum deformation of the adaptive FRP is shown in Figure 11.
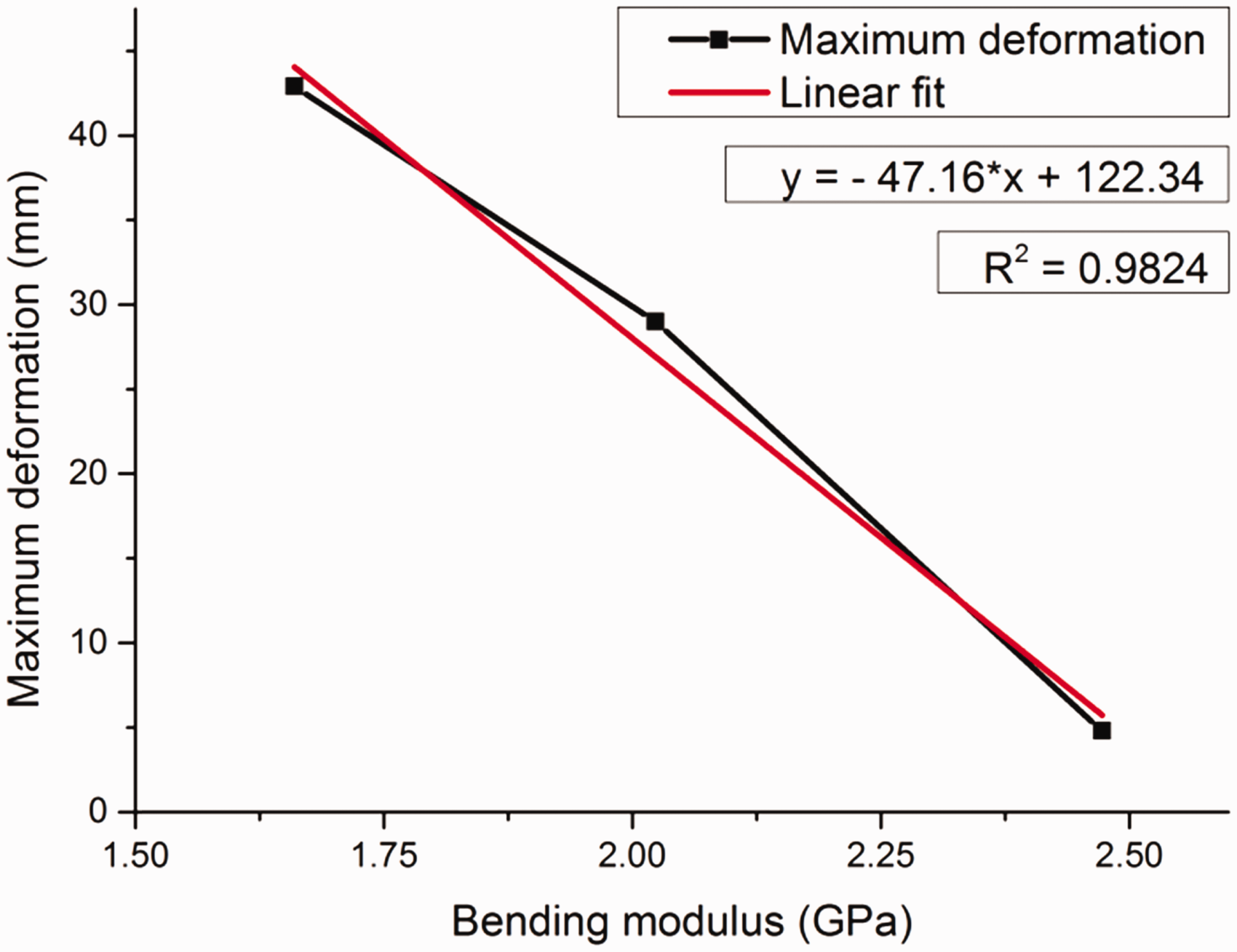
Relation between the bending modulus and the maximum deformation of adaptive FRP.
Thus, it can be concluded from Figures 10 and 11 that the maximum deformation of adaptive FRP changes linearly on their tensile and bending stiffness.
Conclusion
The aim of this research work was the development of adaptive FRP by means of ORW technology. For this reason, the SMAs were integrated into the reinforcing fabrics by ORW functionalization. The functionalized fabrics were varied in terms of their hinged width from 50 mm to 150 mm, with incremental steps of 50 mm. They were infiltrated by the SCRIMP process. The adaptive FRPs were characterized by their deformation behavior during the thermal induced activation of the SMAs. Results reveal that maximum deformation of the adaptive FRP was proportional to the hinged width. The maximum deformation of 24% with regard to the component length was obtained by the adaptive FRPs with 150 mm hinged width. The developed adaptive FRPs can be used in robotic arms or grippers, or for medical products in the osthotic or prosthetic sectors. In order to realize the complex deformation patterns of adaptive FRPs, further research will need to be focused on the development of adaptive FRPs with actuator network.
Footnotes
Acknowledgements
We like to thank all the participating companies for their technical support and the supply of test material as well as all further partners supporting our research work within this application area.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The IGF research projects 18808 BR and 19832 BR of the Forschungsvereinigung “Forschungskuratorium Textil e. V.” are funded through the AiF within the program for supporting the “Industrielle Gemeinschaftsforschung (IGF)” from funds of the Federal Ministry of Economics and Energy (BMWi) by a resolution of the German Bundestag.