
Abstract
This study was conducted to evaluate the curing temperature effect on the mechanical properties of high-strength strain-hardening cementitious composite (SHCC) containing waste supplementary cementitious materials (SCMs) and polyethylene (PE) fibers. High-strength SHCC is developed to extend the strain-hardening interval by simultaneously inducing multiple cracks and ensuring the durability and strength of high-strength concrete. The starting point of this study was to enhance the tensile performance and durability of high-strength SHCC by utilizing various SCMs. In addition, the optimal curing conditions were investigated to derive the maximum material potential of each SCM, which aims to advance the performance of high-strength SHCC. The temperatures employed for the curing process were 20, 40, and 90°C. Moreover, ground granulated blast-furnace slag (GGBS), silica fume (SF), and cement kiln dust (CKD), were used as a partial replacement for cement to determine the best mix for achieving optimal tensile performance. Four mix designs were prepared, including a plain test specimen composed entirely of cement as binder; therefore, a total of 12 types of specimens were set considering the three curing temperatures. A compressive strength test was conducted with cube specimens, and a direct tensile test was performed with dog-bone-shaped specimens. Derivative thermogravimetry (DTG) and energy dispersive X-ray spectroscopy (EDS) mapping were conducted to identify the microstructures. The SF-containing SHCC cured at 90°C exhibited the best tensile performance in terms of deformability and energy absorption capacity by achieving the highest strain capacity of 4.37% and g-value of 294.5 kJ/m3. In addition, the performance of each specimen was reconfirmed based on the DTG, EDS mapping, and crack pattern results. Through these results, the optimal SCM mixing amount and curing conditions that led to noticeable performance improvement of high-strength SHCC were identified.
Keywords
Research highlights
• Higher tensile strength of SHCC is obtained at higher curing temperature of 90°C. • The highest strain capacity of 4.37% and g -value of 294.5 kJ/m3 are achieved at 90°C curing condition. • No influence of SCM on the amounts of C-S-H and AFt at curing temperatures of 20 and 40°C. • SF leads to much higher amounts of C-S-H and AFt at 90°C than the other SCMs and OPC. • The combined use of OPC and SF for high-strength SHCC cured at 90°C for 3 days is recommended.
Introduction
Research background
The importance of concrete as a construction material in modern society is unrivaled. The excellent compressive strength and cost-effectiveness of concrete enable it to be used widely as a construction material. The scope of concrete usage is extremely broad, ranging from common facilities such as houses and roads to special-purpose structures such as skyscrapers, powerplants, and military installations. Countless studies have focused on developing alternative building materials to replace concrete. However, the dependence on concrete has only grown over time. In this context, efforts have also been made to improve the properties of concrete. Specifically, in-depth and extensive studies are being conducted to enhance the tensile performance, which has been a chronic weakness of concrete materials. Because of its favorable bond performance and coefficient of thermal expansion (CTE), reinforced concrete (RC) is widely used to compensate for the brittleness of concrete. The CTE of concrete and steel are virtually the same, which ensures that RC can be used for various purposes without being affected by changes in temperature.
Fiber-reinforced concrete (FRC) is a high-performance building material designed to address the low durability (due to steel rebar corrosion) and improve cracking performance of RC through the use of fiber as a reinforcement material.1–5 Various types of fibers can be incorporated into concrete mixes, such as steel, carbon, glass, and synthetic fibers. Polymer synthetic fibers have high strength and are non-corrosive, and they can effectively control microstructures, such as internal defects and cracks. According to Li et al., 5 FRC can be classified into three types based on the fiber content. A fiber content between 1% and 2% is defined as medium level, and the corresponding FRCs are evaluated so that they can be used as structural materials. Strain-hardening cementitious composites (SHCCs) are representative FRC materials with medium-level fiber contents.6–13 SHCCs have attracted attention because of their high ductility, which results from the optimal fiber content. They exhibit a strain-hardening behavior that supports higher loads even after the first crack, and the main objective of researches SHCC is to ensure strain-hardening behavior through multiple cracks. 10 Despite this advancement, it is still difficult for SHCC to be used as independent structural materials without continuous reinforcement.
Because of its superior performance in terms of strength and durability, high-strength concrete (HSC) is widely used for the construction of skyscrapers and power-generation facilities.14–16 This is possible because of the high density and compactness of HSC that are attained at the expense of certain economic benefits, that is, by reducing the content of water and excluding coarse aggregates. In the most recent studies on concrete materials, the characteristics of HSC have been incorporated into SHCC to develop high-strength SHCC, which is a strong, durable, and high-toughness composite.17–25 Kamal et al. 17 suggested using high-strength SHCC as a repair material because of the significant reduction of material penetration due to fine multiple cracks. Kunieda et al. 18 highlighted the limitations of high-strength SHCC in terms of its crack-producing capability and strain capacity in practical situations. In another study, 19 a numerical model of high-strength SHCC was presented to enable prediction of failure behavior. Curosu et al. 20 investigated interactions between high-strength SHCC matrix and several types of polymer fibers. According to the study, high wettability of the fibers positively influenced the bond between matrix and fiber, which allows higher tensile strength and more distinct multiple cracking of composites. Chen et al. 21 suggested high-strength SHCC as a practical construction material by assessing the behavior of high-strength SHCC containing steel rebars. Under these circumstances, supplementary cementitious materials (SCMs) represent an important research topic in the domain of SHCC. It is possible to promote or enhance the hardening of cement through the unique properties of SCMs. Typical SCMs, such as fly ash, blast-furnace slag, and silica fume, which are common industrial byproducts or recycled materials, are used in SCM mixes. These materials can contribute to the development of concrete with types of properties, such as reduced permeability and increased compactness to ensure high durability and strength. SCMs also represent a cost-effective alternative to cement.26–34 According to Choi et al., 33 moisture curing process can decrease the tensile strain capacity of calcium-based alkali-activated slag composites although the strength was improved in both compressive and tensile test. Kim et al. 34 noted that cement kiln dust remarkably enhanced the tensile performance of SHCC. The curing of SHCC was conducted in 40°C moisture tank for 7 or 28 days. The initial performance of SHCC was not been identified because no specimens were cured for less than 3 days. Even in recent studies, the use of high-strength SHCC containing SCMs in various conditions is currently limited due to insufficient research regarding the curing conditions. Therefore, finding the optimal curing temperature should be a priority for future research on incorporating SCMs in cement composites and development of cement mixtures retaining high tensile performance.
The aim of this study was to determine the optimal manufacturing conditions for high-strength SHCC containing various types of SCMs. Therefore, four different types of SHCC mixes, with and without SCMs, and three different curing temperatures—20, 40, and 90°C—were considered. The mechanical performance of high-strength SHCC was evaluated, and the microstructural properties were investigated by analyzing derivative thermogravimetry (DTG) and energy dispersive X-ray spectroscopy (EDS) mapping images to confirm the test results. The type of SCM and curing temperature clearly influenced the tensile performance of the SHCC.
Research significance
It has been confirmed that SCMs can improve the performance of cement composites under certain conditions by many studies. Accordingly, SCMs have become major materials for developing high-performance cement composites. In particular, the purpose of utilizing SCM for SHCC was to extend the strain hardening interval and consequently develop high-strength SHCC with high tensile performance. However, most studies have focused only on the input amount of SCMs; nevertheless, the conditions that the SCMs can achieve maximum performance were diverse. What this study noted was that an SCM exhibits different hydration process depending on the curing temperature. Therefore, the mechanical performance of various SCM-containing SHCCs produced in different curing temperatures was evaluated to recommend the optimal curing conditions maximizing the performance of SHCC for each SCM.
Test program
Properties of materials
Chemical composition and physical properties of cementitious materials.
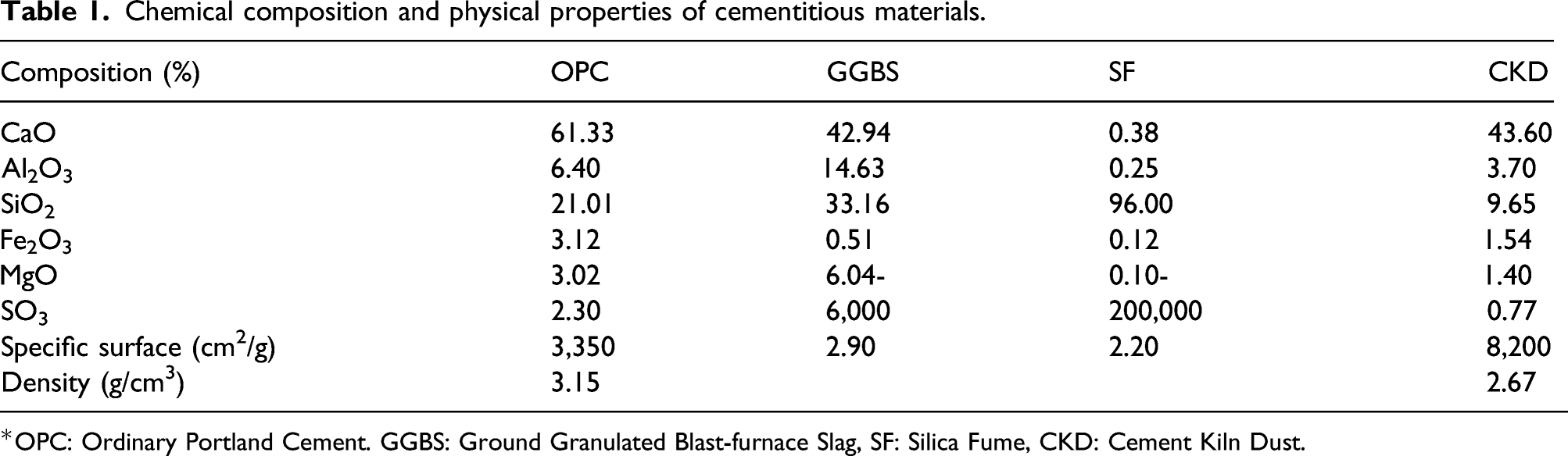
*OPC: Ordinary Portland Cement. GGBS: Ground Granulated Blast-furnace Slag, SF: Silica Fume, CKD: Cement Kiln Dust.
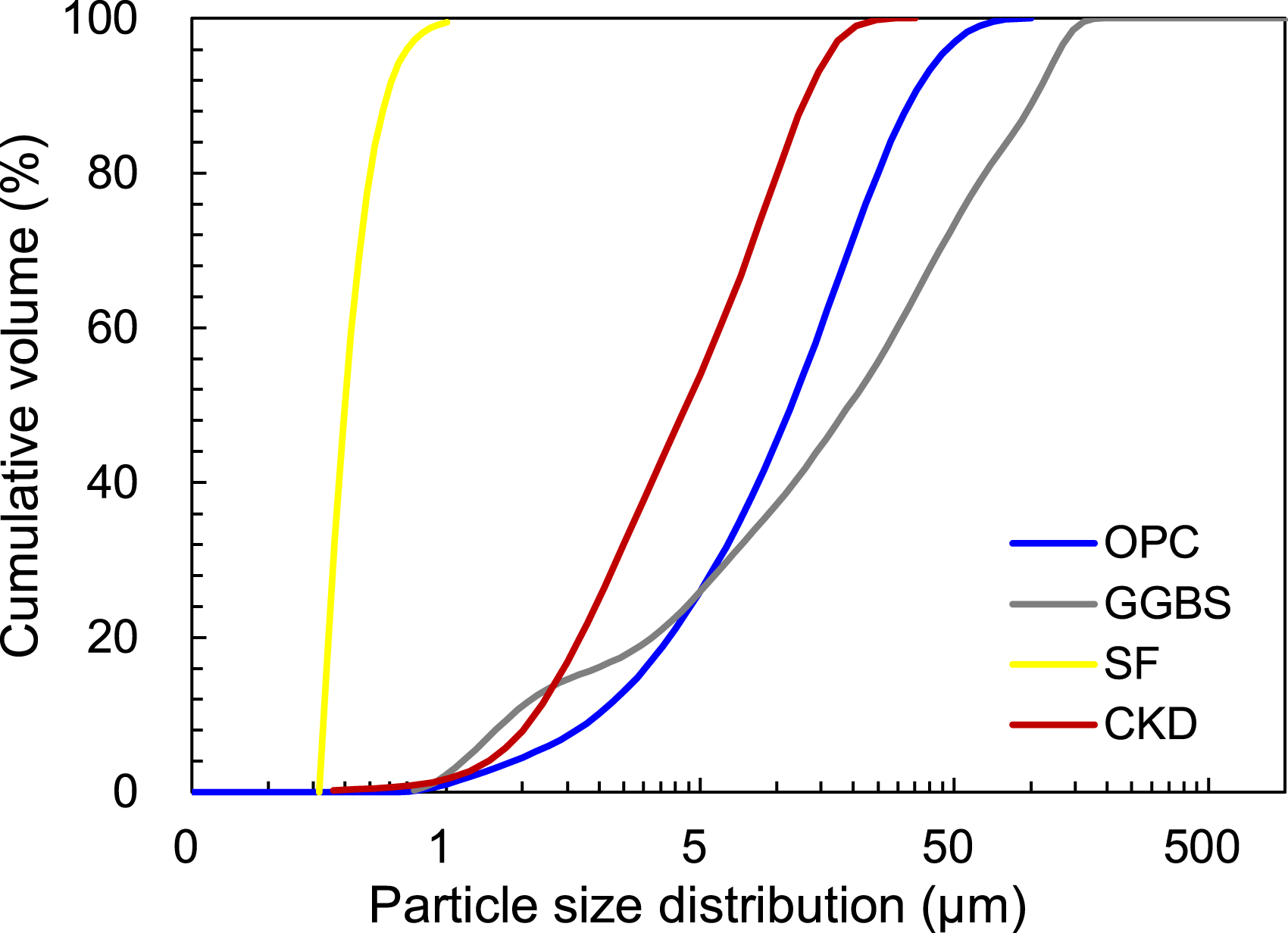
Particle size distribution of cementitious materials.
Images of cementitious materials: (a) OPC, (b) GGBS, (c) SF, and (d) CKD.
A superplasticizer of the polycarboxylate series was used to ensure sufficient flowability for the mix. The main role of this high-range water-reducing admixture is to impart a self-compacting ability to the early cast mix. The superplasticizer consisted primarily (70% by mass) of pure water. This value was included in the water content when calculating the water–binder (W/B) ratio. For enhanced performance and durability, the W/B ratio was set to a relatively low value of 0.2.
Physical and geometrical properties of PE fiber.

*PE: Polyethylene.

Image of PE fiber.
Composition and mixing procedure
Mix design of SHCC with different types of cementitious material.
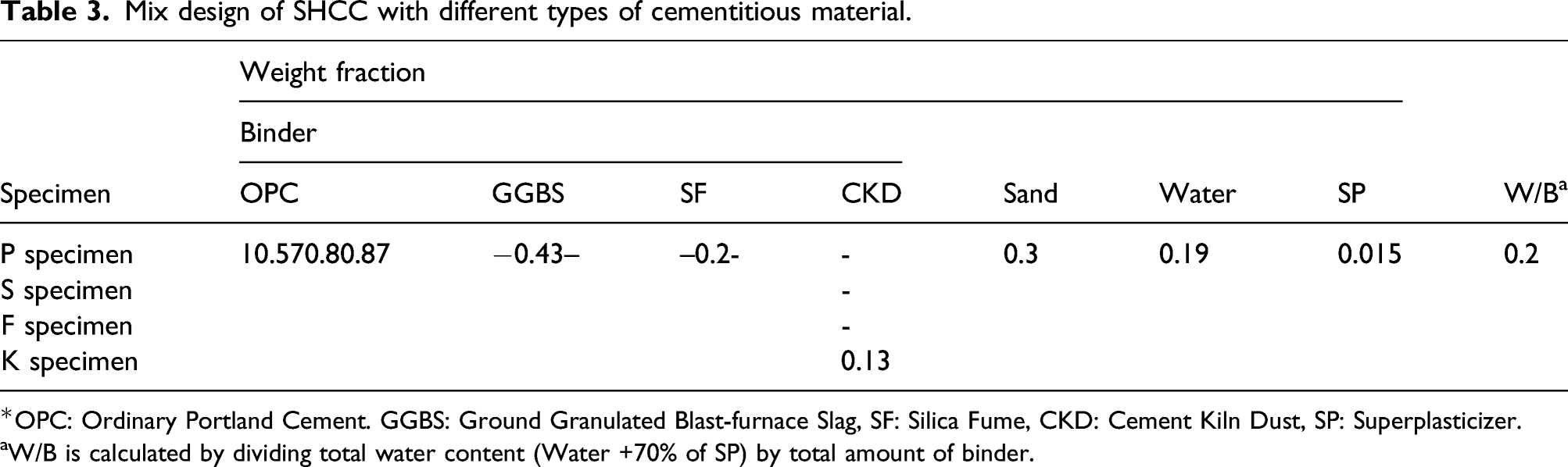
*OPC: Ordinary Portland Cement. GGBS: Ground Granulated Blast-furnace Slag, SF: Silica Fume, CKD: Cement Kiln Dust, SP: Superplasticizer.
aW/B is calculated by dividing total water content (Water +70% of SP) by total amount of binder.
The mixing process was divided into three stages—dry mixing, wet mixing, and mixing with fiber. First, the binder and sand were mixed for approximately 5 min in the dry mix stage. Then, water was added along with a superplasticizer for the wet mixing. After 5 min, the fiber was added when the mix began to retain a certain level of fluidity and viscosity. To ensure a suitable distribution of fibers, the total amount of fibers was introduced incrementally. After another 5 min of mixing, the mix was poured into a prepared plastic mold. The pouring was conducted uniformly in the longitudinal direction in consideration of the fiber orientation. A compaction process was performed using a vibration shelf, following which the mold was covered with vinyl to prevent evaporation of water.
Curing regime
Honma et al. 51 suggested 20, 40, and 90°C as the temperatures and 7, 28, and 91 days as the durations for curing UHPC, a type of SHCC. At each temperature, they observed a significant increase in strength up to 28 days, but the difference thereafter was insignificant. Park et al. 52 investigated the effect of early curing conditions on strength development of concrete. Curing temperatures of 20, 40, 60, and 90°C and curing periods of 12, 24, 48, and 72 hours were employed. Additionally, delays of 12, 24, and 48 hours between dry and steam curing were suggested. According to the aforementioned study, a higher curing temperature accelerates the enhancement in strength. Moreover, the strength is more closely related to time than to temperature, and the effect of curing delay is minimal, except under extremely dry conditions. 52
To evaluate the effects of curing conditions on the performance of high-strength SHCC, three different moisture-curing conditions were employed in this study. 20°C water curing process is conducted at the same temperature as the dry curing condition. 40°C water curing process is conducted at relatively higher temperature comparing with room temperature, which could not be considered as the level of steam curing. 90°C water curing condition is the same as the popular steam curing condition of UHPC. This curing process ensures high strength and durability of specimen in a short curing duration. Curing duration of specimens was 3 days in 90°C referring to previous studies,52,53 while the same curing process was conducted for 28 days in the other two conditions to achieve a certain level of performance. For these reasons, three water tanks were prepared to establish the different curing conditions.
Compressive strength and direct tensile tests
A compressive strength test was conducted in accordance with the ASTM C109 standard test method. 54 A cube test specimen with dimensions of 50 mm × 50 mm × 50 mm was used for the compressive strength test. The average compressive strength was calculated from the strengths of three cubic specimens for each variable. A universal testing machine (UTM) with a maximum load capacity of 3000 kN was used. The stroke speed was constant at 0.1 mm/min, with a uniaxial load being steadily applied.
The Japan Society of Civil Engineers (JSCE) test method
55
was adopted for direct tensile tests. The shape of the test specimen and the setup of the tensile test are shown in Figure 4. The test specimen was cast in the shape of a large dog bone to concentrate the cracks. Both ends of the specimen had a width of 60 mm, while the width at the waist was set to 30 mm to induce stress vulnerability. The length of the waist part was 80 mm, and the thicknesses of the specimens were maintained at 13 mm. Four specimens were prepared for each variable. The UTM was operated in the same manner as in the compressive strength test; however, its maximum load capacity was relatively low, at 250 kN. Moreover, unlike in the compressive test, a stroke speed of 0.4 mm/min was employed in the tensile test. Under these conditions, a linear variable displacement transformer (LVDT) was used to record subtle temporal variations in the tensile stress and strain. The equipment was mounted on the tensile test specimens with an aluminum frame, and it measured deformations of up to 10 mm. Referring to Kanakubo’s research,
56
both ends of the UTM were composed of pin support and fixed support to reduce the effect of secondary moments after cracking. After the tensile test, the specimens were coated with polyurethane to observe cracks visually. By investigating the cracks, the ductility of each specimen could be indirectly assessed, and several tensile parameters considered in the analysis of tensile behavior could be verified. Tensile test setup and specimen design.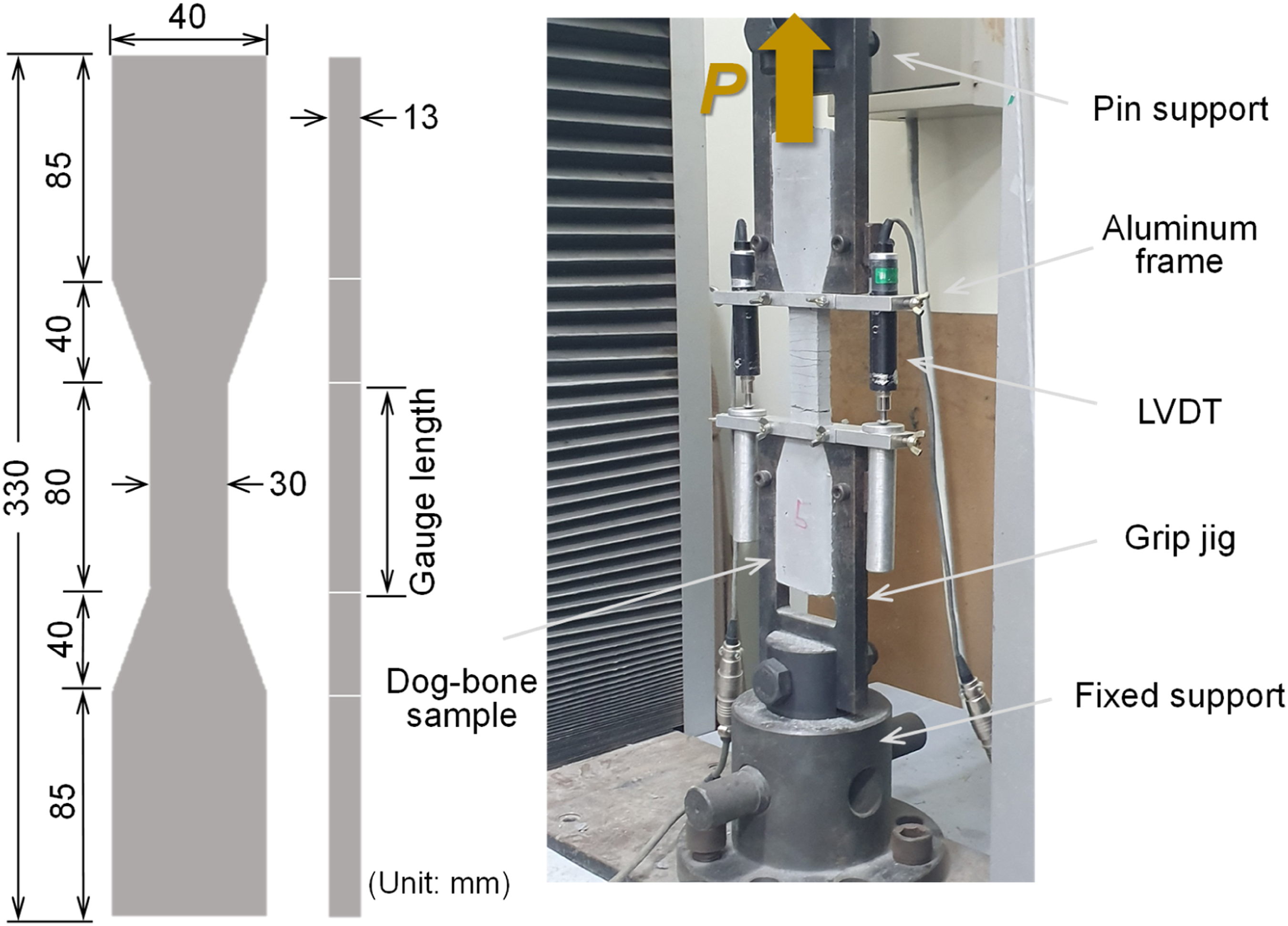
Thermogravimetry and scanning electron microscopy analyses
Thermogravimetry (TG) and DTG analyses were conducted to determine the hydration products of each specimen. Given the increasing temperature conditions, the content of a particular substance could be measured by determining the temperature resulting from the change in state. A total of 12 powder samples (three curing temperatures and four mix types) were heated from 0°C to 1000°C in ambient air. The heating rate was set to 10 °C/min.
Scanning electron microscopy (SEM) images of the PE fibers were captured to evaluate the bond strength between the cement matrix and PE fiber. After conducting the direct tensile tests, PE fibers from the tensile specimens were collected to capture SEM images. More scratches from surface of PE fiber found in the SEM images indicate much harsh friction between composite matrix and fiber. Additionally, the EDS spectra allowed for checking and comparing the distributions of elements on the surface of the specimens. This indirectly enabled the measurement of friction between the matrix and fibers through identification of the matrix fragments present on the fiber surface.
Test results and discussion
Compressive strength
The results of the compressive strength test are shown in Figure 5. As evident from the figure, the compressive strength did not exhibit any clear tendency. The “P” specimen achieved its highest compressive strength of 123 MPa under 90°C curing, while the “GGBS” specimen exhibited its highest strength under 40°C curing. In the case of the “SF” and “CKD” specimens, the 20°C curing temperature led to the highest compressive strength. This was caused by the insufficient hydration of SCMs with water and Ca(OH)2, because of which 3-days curing at 90°C was insufficient for full development of the strength. In terms of the curing temperature, the highest compressive strength under 20°C curing was achieved by CKD-20 (114.3 MPa). The compressive strength of CKD-20 exceeded that of SF-20 (100.6 MPa). As reported by Kim et al.,
34
this seems to be due to the fact that various sizes of hydrates produced by CKD densely packed the matrix of the specimens. In contrast, the lowest strength was exhibited by GGBS-20 (51.9 MPa). A similar overall trend was observed for the 40°C curing condition. The highest compressive strength was achieved by GGBS-40 (97.6 MPa), followed by P-40 (97.3 MPa). In contrast to CKD-20, which recorded the highest compressive strength under 20°C curing conditions, CKD-40 exhibited the lowest compressive strength (80.2 MPa). Finally, the highest compressive strength under 90°C curing was achieved by P-90. This specimen attained a compressive strength of 123 MPa, which was the highest overall value among all cases. Except P-90, no specimen achieved a compressive strength exceeding 100 MPa. The lowest overall compressive strength was observed in GGBS-90, which indicates that the “GGBS” specimens showed drastically different results under different curing temperatures. While GGBS-20 and GGBS-90 achieved the lowest compressive strength under 20 and 90°C curing, respectively, GGBS-40 showed the highest compressive strength under 40°C curing. Previous research which selected 40°C curing condition has shown that the deviation of compressive strength was evident shown in 7-days curing while the deviation was noticeably reduced when specimens were cured for 28 days
34
Therefore, it is reconfirmed that the condition to ensure stable compressive strength is 40°C 28-days curing. Summary of compressive strength.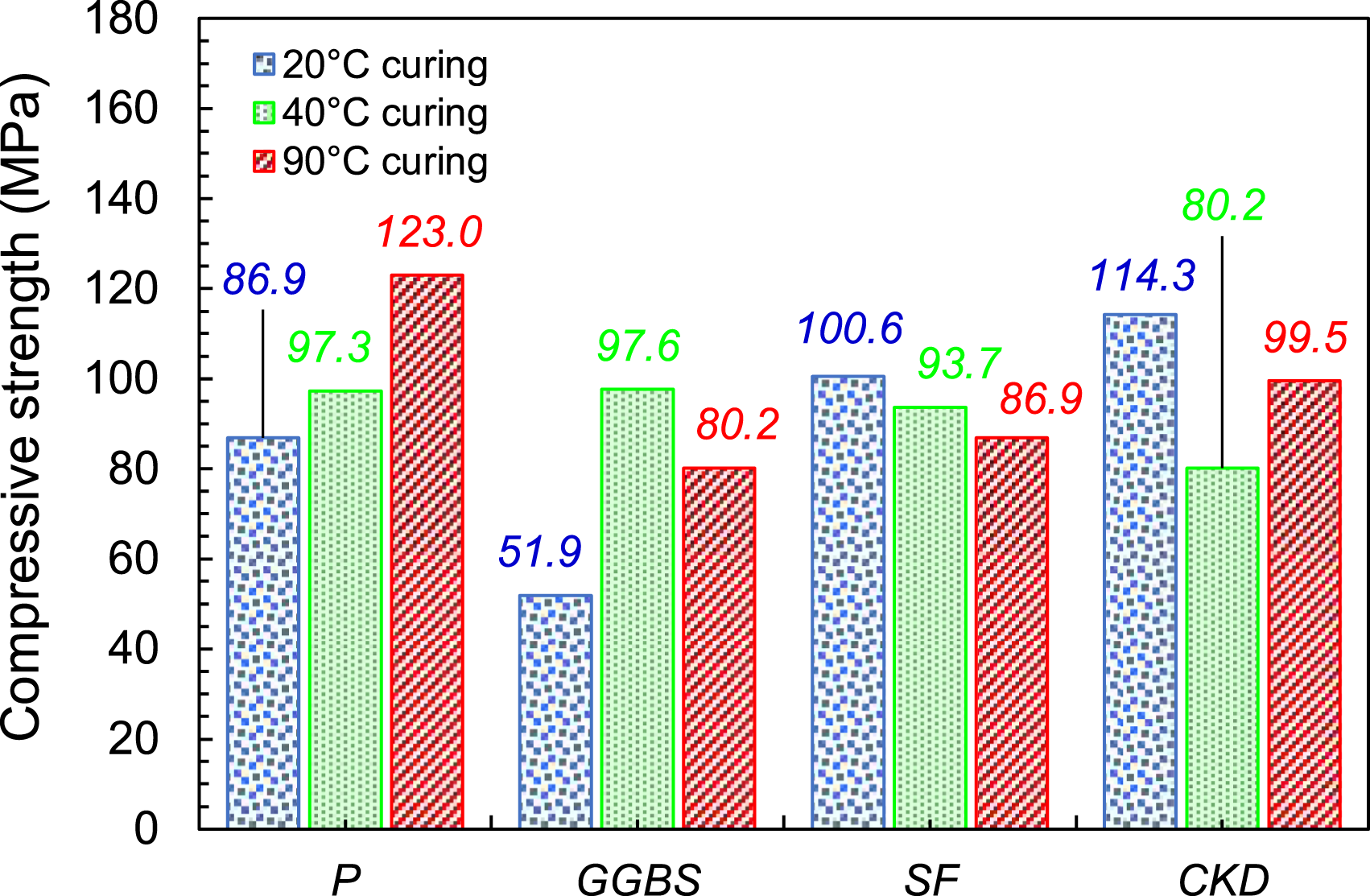
Tensile behavior
Tensile stress–strain response
The tensile stress–strain curves are shown in Figure 6. The curves were sorted by different curing conditions to ensure better visibility. The average curves were calculated using three specimens for each variable, and the full curves of all specimens are presented in the Appendix with the average curve of each variable to ensure the reliability of the test results. The strain-hardening behavior was confirmed in all the test specimens. Among them, the curve of SF-90 represents an unrivaled high strain capacity. Additionally, several tensile parameters derived from the tensile test are shown in Figure 7. Such parameters are represented as bars for an intuitive comparison of the proposed variables. In all SCM variables, a similar trend was observed. The tensile strength under 20°C curing conditions was always higher than that under 40°C curing conditions. In addition, similar levels of tensile strength were observed between the two curing conditions. Generally, a high level of tensile strength was achieved under 90°C curing conditions, regardless of the type of SCMs. This confirms that 90°C curing is suitable for achieving high tensile strength, related to the bridging effect of PE fibers. Because the SHCC used in this study exhibited strain-hardening behavior, the ultimate tensile strength was mainly influenced by fibers bridging the planes where cracks appeared, instead of the matrix strength. The lowest tensile strength recorded under all conditions was limited to the “SF” specimens. For example, the tensile strengths of SF-20, SF-40, and SF-90 were 57%, 59%, and 89%, respectively, of the corresponding “P” specimens, which recorded the highest tensile strength among all cases. Based on checking strain capacity and the calcium content remaining on the surface of the PE fiber used, hydration of silica fume appears to have progressed sufficiently. This allows for the assumption that relatively low input amount and small particle size of silica fume decreased the overall strength. Comparative tensile stress versus strain curves of SHCCs under curing temperature (a) 20°C, (b) 40°C, and (c) 90°C. Summary of tensile parameters: (a) tensile strength, (b) strain capacity, and (c) 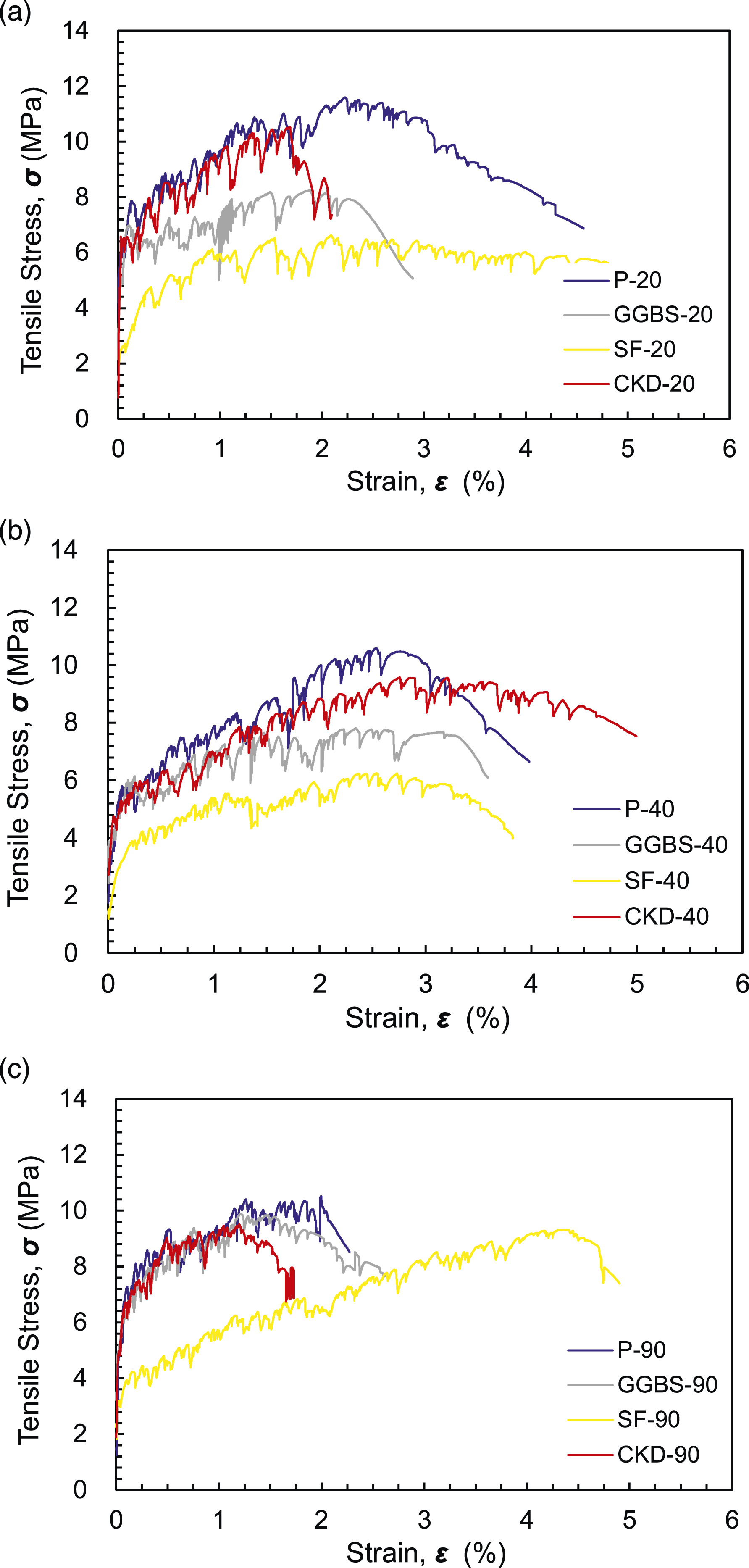
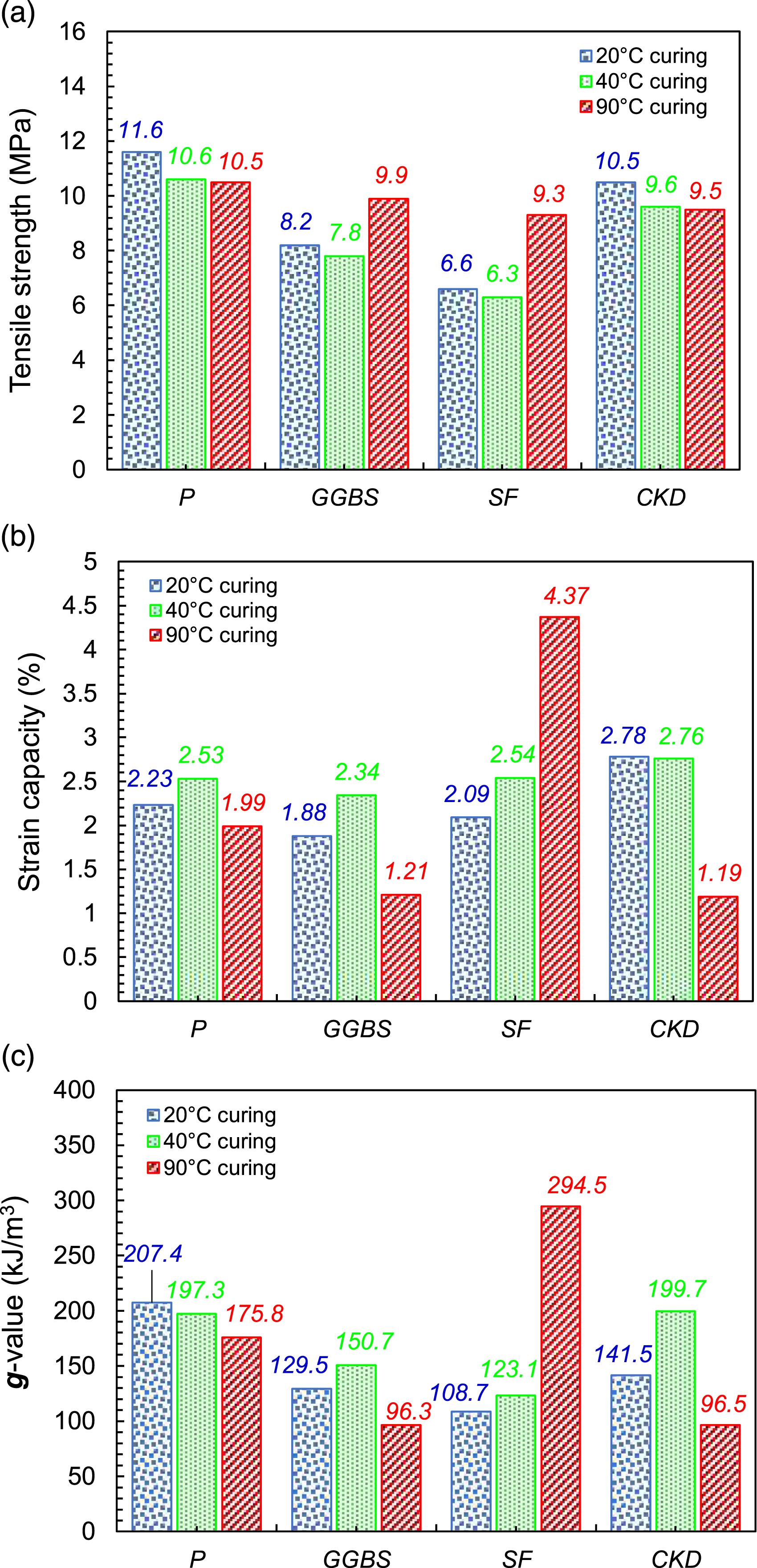
In contrast to the tensile strength, the strain capacity under 40°C curing conditions was generally higher than that under 20°C curing conditions. The only exception was the “CKD” specimen, which showed almost the same strain capacity under both curing conditions. Under 40°C curing conditions, it can be seen that comparable levels of strain capacity were recorded regardless of the type of SCM used. The steady-state multiple cracks behavior in FRC can be achieved when the fracture toughness of the matrix is much lower than the fiber bridging strength. 57 Therefore, the lower strength at 40°C curing led to higher strain capacities of high-strength SHCC. Under the 40°C curing condition, GGBS-40 had the lowest strain capacity of 2.34%, which was not much different from the highest strain capacity of 2.76% for CKD-40. It is also noteworthy that the strain capacity was difficult to express under 90°C curing conditions. CKD-90 had the lowest strain capacity of 1.19%, less than half of the 2.78% and 2.76% recorded by CKD-20 and CKD-40, respectively. SF-90 showed an exceptionally high strain capacity of 4.37%, which is more than twice that of 1.99% recorded by P-90.
As expected, the highest
Thermogravimetric and microstructural analyses
TG and DTG curves sorted by curing temperatures are presented in Figure 8. The peaks near 100°C in the DTG curves indicate the amounts of calcium silicate hydrate (C-S-H) and ettringite (AFt) produced. C-S-H and AFt produced by hydration reaction make the matrix dense through filling the voids inside the mixture, so that the stress is not concentrated on single part. C-S-H and AFt significantly affect long-term and early strength, respectively, which leads to the overall enhancement of tensile strength. There were no significant differences in the amounts of C-S-H and AFt produced between each specimen under curing conditions of 20 and 40°C, while stark differences were found after curing at 90°C. The derivative weight loss of the SF-90 specimen was approximately 0.158%/°C. This is more than twice as high as the derivative weight loss in the other three specimens, with values between 0.03 and 0.07%/°C. This is the reason for the specimen showing excellent tensile performance. The “P” and “CKD” specimens produced much smaller C-S-H and AFt peaks at the curing temperature of 90°C compared to the lower temperatures of 20° and 40°C, which is consistent with the lower tensile strengths obtained at 90°C. The peaks near 400°C of the DTG curves indicate the amount of Ca(OH)2, which is an initial hydration product of cement and water. Ca(OH)2 is influenced by the pozzolanic reaction to produce C-S-H, which affects the tensile performance positively. The low residual amount of Ca(OH)2 is evidence of sufficient pozzolanic reactions. The derivative weight loss of the “GGBS” and “SF” specimens was relatively low compared to that of the “CKD” specimen, because the GGBS and SF are pozzolanic materials. CKD is a byproduct of the OPC manufacturing process and has a chemical composition similar to that of the cement kiln raw feed. Thus, it has hydraulic properties. Therefore, the “GGBS” and “SF” specimens showed a noticeably lower DTG peak of Ca(OH)2 than that of the “CKD” specimens. The peaks near 650–750°C of the DTG curves indicate the amount of CaCO3. Because CKD mainly consists of CaCO3 and SiO2, similar to the cement kiln raw feed, the “CKD” specimens exhibited much higher CaCO3 peaks compared to other specimens under all curing conditions of 20, 40, and 90°C. Large amounts of C-S-H and AFt were produced in SF-90, given that the specimen exhibited high strain capacity and TG and DTG curves of specimens under curing temperature (a) 20°C, (b) 40°C, and (c) 90°C.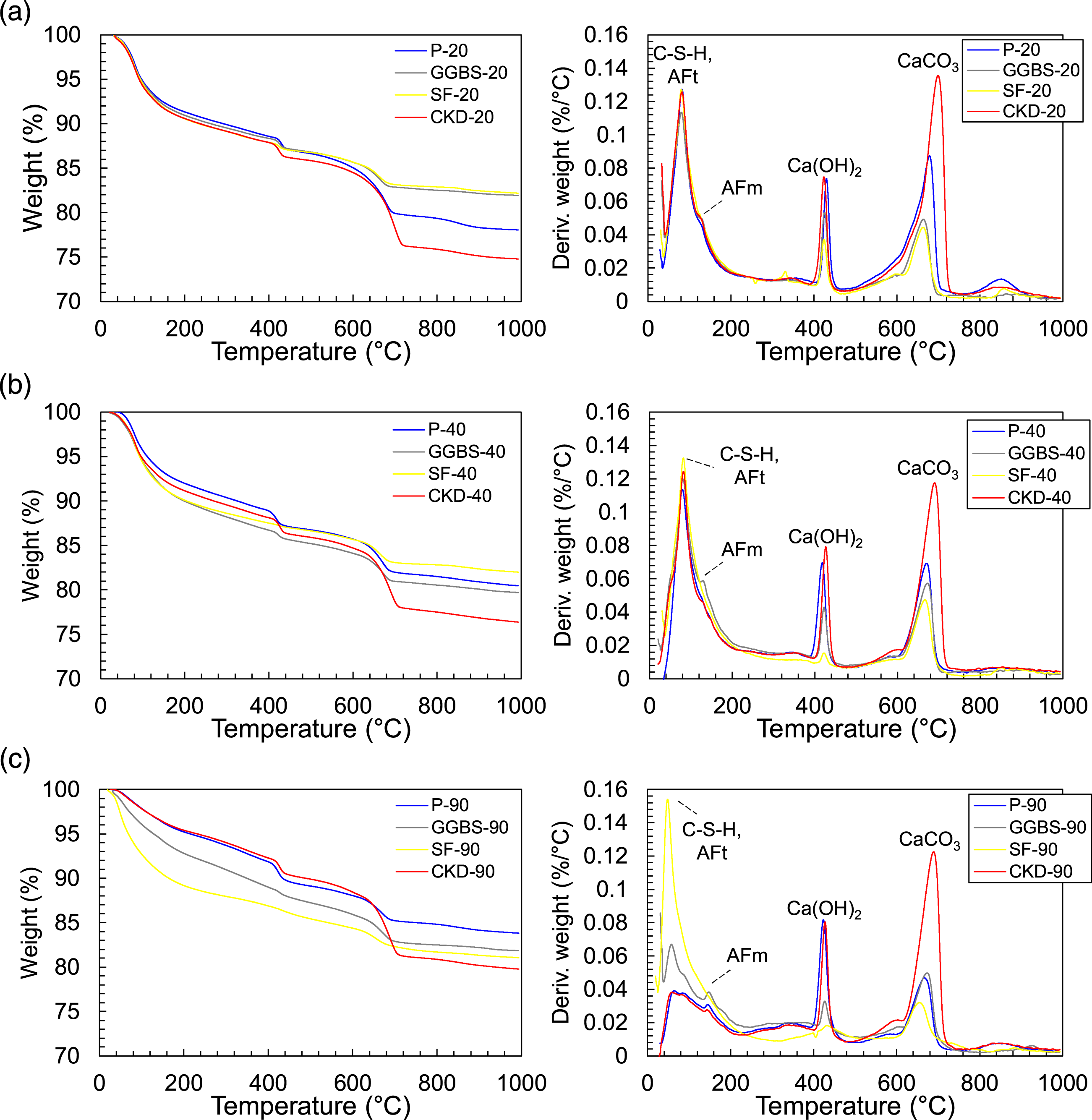
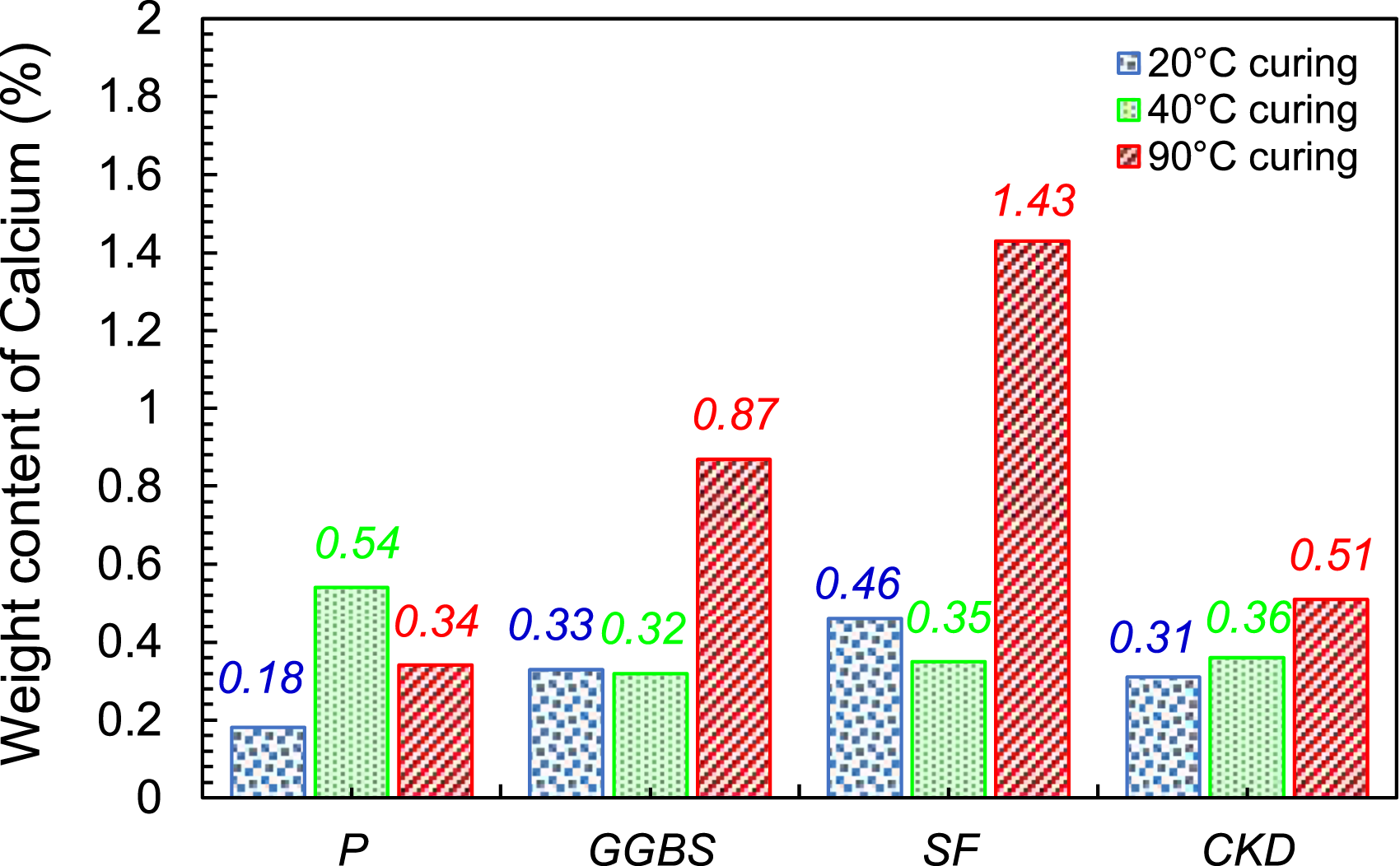
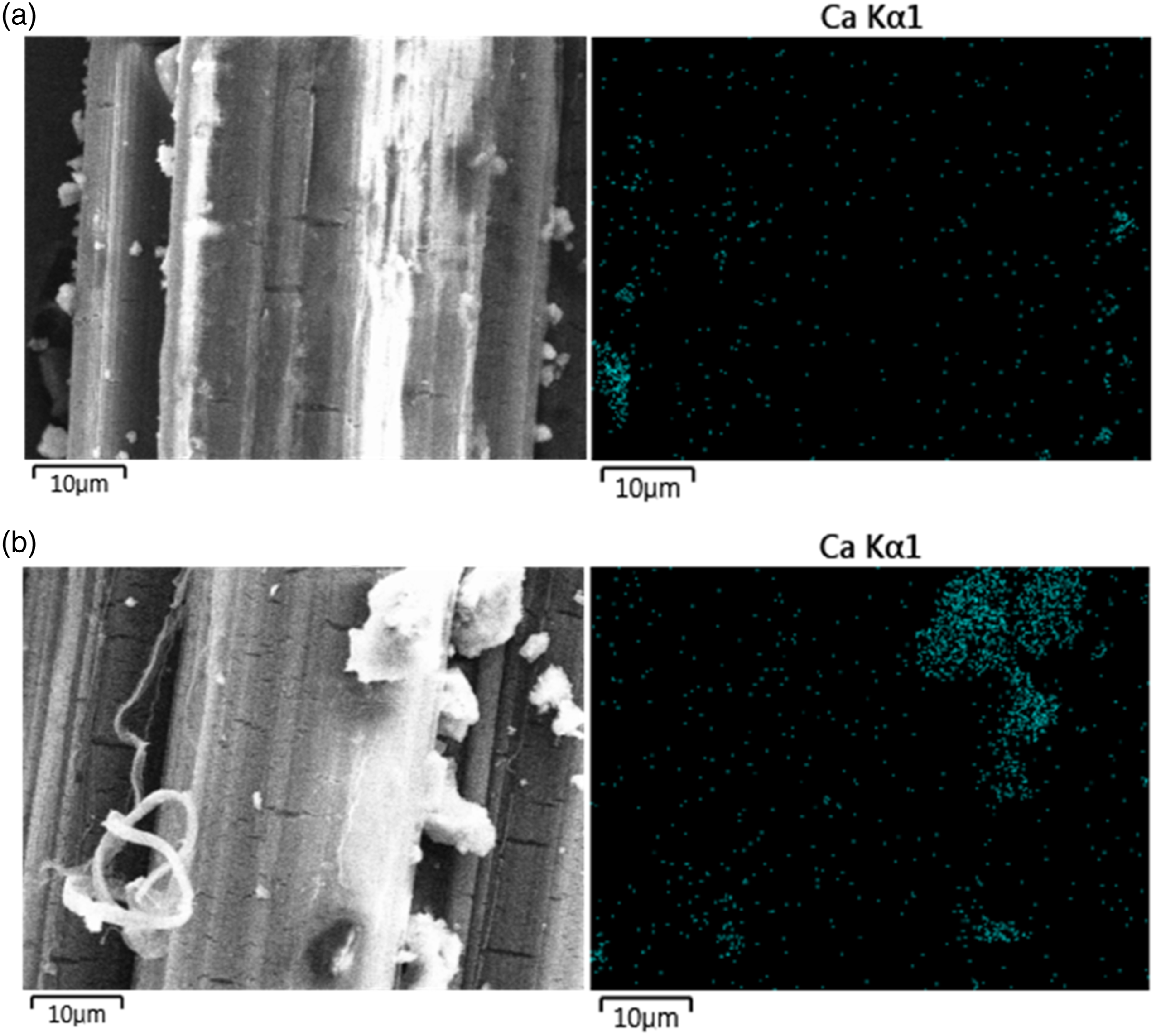
The SEM images of the pulled-out PE fibers from high-strength SHCC are shown in Figure 9. The calcium contents on the fiber surface were calculated using EDS mapping configured through the SEM images. The relative content of calcium on the fiber surface is presented in Figure 10. In general, the relative calcium content is approximately 0.3%. The highest calcium content was 1.43% recorded in fibers extracted from SF-90. This was the only case with a content of more than 1%. This result, similar to the DTG analysis, is considered to be the evidence to support the superior tensile performance of SF-90. Better hydration, especially at the fiber–matrix interface, can improve the interfacial frictional resistance and post-cracking tensile performance. The SEM and calcium mapping images of the fiber surface from SF-90 are presented in Figure 11, along with those of P-90 for comparison. It is observed that more hydrates were attached to the surface of the PE fibers pulled out from the SF-90 specimen. For the “GGBS” and “SF” specimens, the surface of the PE fibers was more scratched at the 90°C curing temperature, compared to those at lower temperatures, owing to the higher tensile strength. The increased strength of adherent matrix particles suppressed the pull-out of PE fibers from the matrix, leading to an increase in tensile strength and more severe damage to their surface. Because the surface stiffness of the PE fiber is lower than that of the adherent particles, surface abrasion in the fiber is observed, which can be verified from the SEM images in Figure 9. Thus, all high-strength SHCCs provided distinct strain-hardening behavior under tension. SEM images on fiber surface at curing temperature (a) 20°C, (b) 40°C, and (c) 90°C. Summary of the relative calcium content from fiber surface. EDS mapping for calcium on fiber surface of (a) P-90 and (b) SF-90.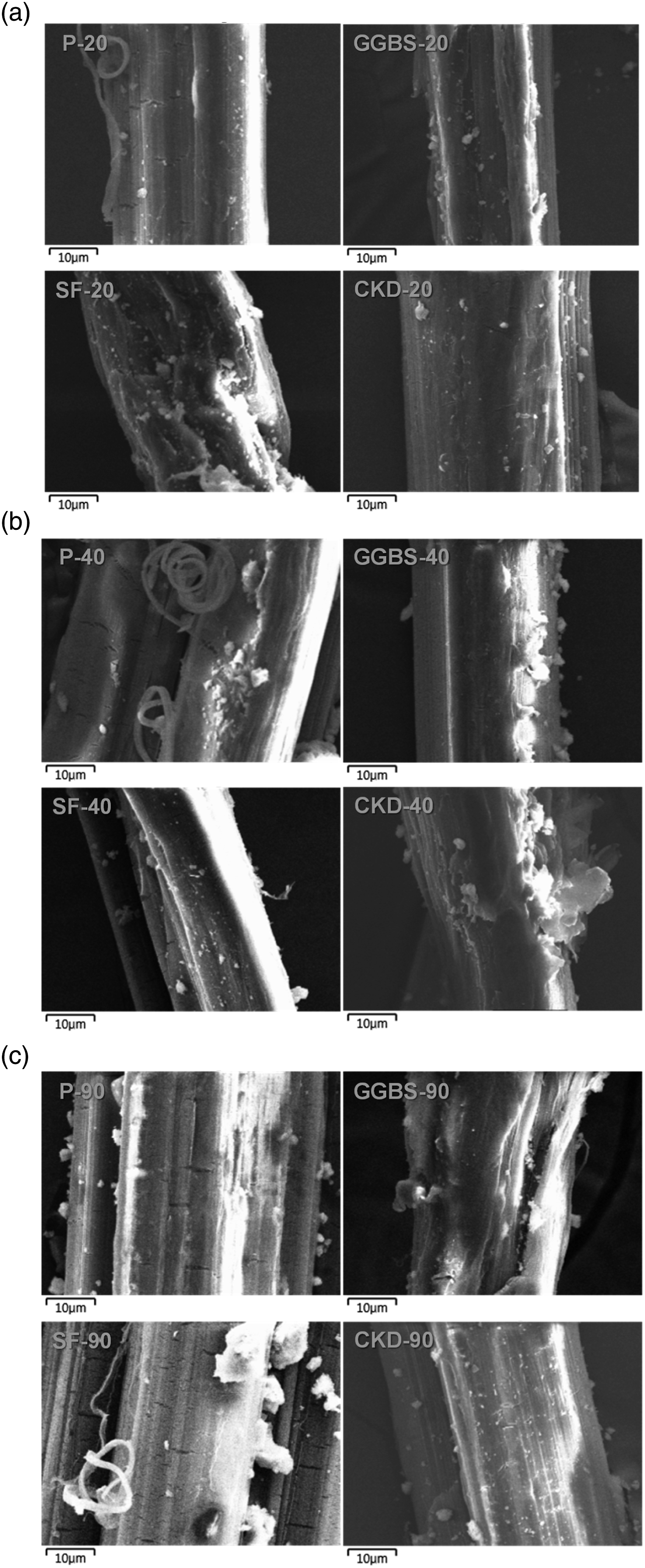
Crack response
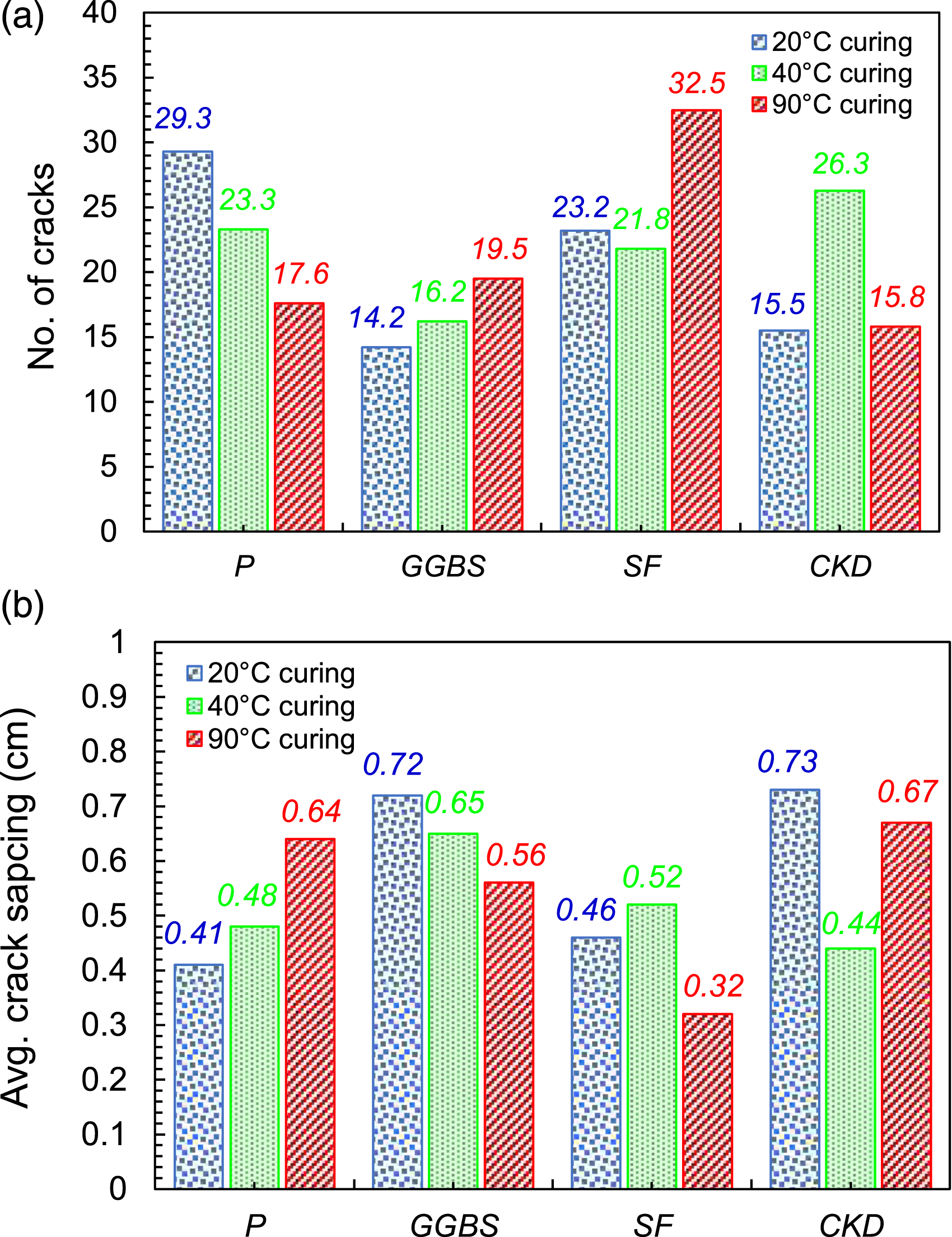
Figure 12 shows the crack patterns of typical specimens. Owing to the strain-hardening tensile behavior of the SHCC, all tested specimens produced multiple microcracks within the gauge length. Figure 13 presents the number of cracks and average crack spacing of all specimens. Comparing the crack patterns of the “P” specimens, it is seen that the number of cracks decreases and the average crack spacing increases as the curing temperature increases. These correspond to the Images for cracking behavior of (a) P-20, (b) P-40, (c) CKD-40, (d) P-90, and (e) SF-90. Summary of crack patterns: (a) the number of cracks, and (b) average crack spacing.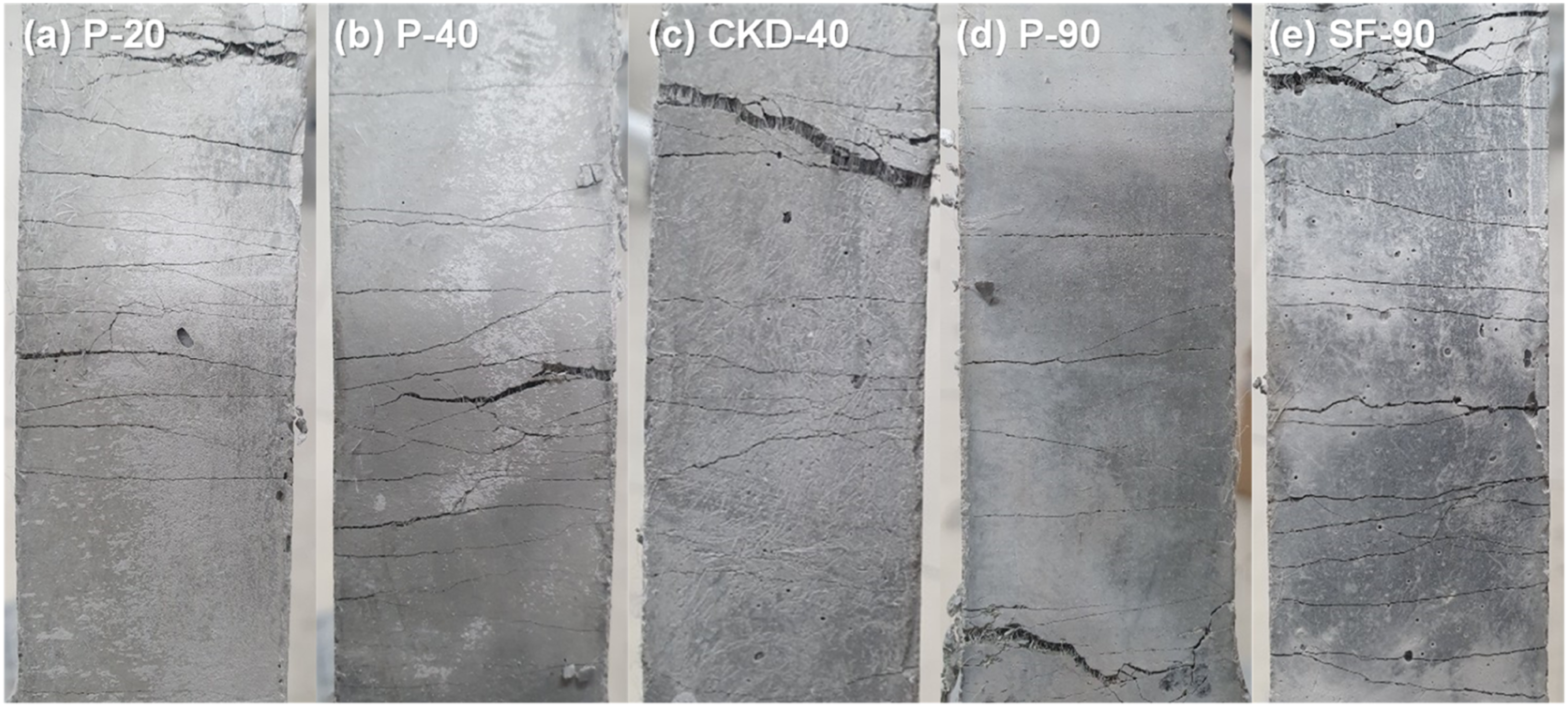
Conclusions
In this study, the characteristics of high-strength SHCC incorporating different types of SCMs according to curing conditions were investigated. The three curing temperatures for observation were 20, 40, and 90°C, and the tensile reinforcement material used was PE fiber. From the above test results and discussion, the following conclusions can be drawn: 1) When comparing the compressive strength, no constant relationship was found in terms of curing temperature and the type of SCMs. The highest compressive strength of 123.0 MPa was found in P-90, while the lowest strength was 51.9 MPa in GGBS-20. 2) The tensile strength of the SHCC was clearly high at the higher curing temperature of 90°C regardless of the type of SCM, whereas the strain capacity was lower at this curing temperature. The SF-90 achieved the highest strain capacity of 4.37% and g -value of 294.5 kJ/m3. At curing temperatures of 40°C or below, the highest g -value was nearly 200 kJ/m3 found in the plain specimens. 3) There was no significant influence of the SCMs on the amounts of C-S-H and AFt at curing temperatures of 20 and 40°C, whereas the SF-series showed significantly higher (more than twice) amounts of C-S-H and AFt at 90°C than the other specimens. The higher calcium content on the surface of the PE fibers pulled out from SF-90 and its better crack patterns supported its outstanding deformability and energy absorption capacity. 4) The combined use of OPC and SF for high-strength SHCC, cured at 90°C for 3 days, was found to be the optimal mix design and curing regime in terms of tensile performance. Further study is needed to support this finding as a general conclusion.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by a Grant (21SCIP-B146646-04) from the Construction Technology Research Project funded by the Ministry of Land, Infrastructure, and Transport of the Korean government.
Appendix
Figure A1 presents the average tensile stress–strain curves of each variable along with the curves of all specimens. Three tensile specimens were used for each variable to acquire an average curve.