
Abstract
This paper summarizes our work aimed at applying different methods sequentially in the evaluation of GFRP (glass fiber reinforced polyester) waste, which is a composite waste according to circular economy assumptions. For this aim, the management alternatives that are defined as mechanical recycling, chemical recycling, pyrolysis, and incineration methods are compared using the ANP (Analytic Network Process) and the VIKOR (Vise Kriterijumska Optimizacija I Kompromisno Resenje) methods. To show the applicability of the pyrolysis, which was determined as the most appropriate method, experiments were carried out at different temperatures. After the general characterization of the products was conducted, the solid product was used to reproduce GFRP. After a tensile strength test of the GFRP, which was produced using fibers obtained from pyrolysis at 500°C, it was found that it had approximately 43.15% more tensile strength than polyester cast without fiber. Following a further oxidation step, the tensile strength increased by 61.50%. The liquid products have the potential to be used as fuel oil, and the gas product is sufficient to provide the energy requirements of a process plant. Pyrolysis proved to be a profoundly feasible method for not only recovering glass fiber, but also energy from GFRP waste.
Keywords
Introduction
Composites are materials that are obtained by combining the positive properties of multiple materials in one material or by combining them at a macro level to create a new feature. GFRP, which was developed in the late 1940s, is the most widely-used and the first modern polymer-based composite material. GFRP is a high-quality composite engineering material that is obtained by combining plastic with insufficient mechanical strength and glass fiber with high mechanical strength. As a result, the physical properties of plastics such as tensile strength, flexural strength, rigidity, and impact strength can be increased. The most common thermoset resins used in the composite industry are unsaturated polyesters, epoxies, vinyl esters, polyurethanes, and phenolics. Unsaturated polyester resin is the most important polymer in the composite industry, and it represents approximately 75% of the resins used. 1
The generation of serious waste for GFRP, the mass production of which started in the 1970s and continue to be used increasingly, started from the beginning of the 2000s. Over one million tons of thermoset composites are produced each year and GFRP is the main production among these composites. 2 The first problem with GFRP waste recycling is the use of thermoset resins. Thermoset resins are liquids that are solidified by a chemical reaction cross-linked to resin molecules. This reaction is irreversible; the cooked solid resin does not return to its original liquid by heating, as with thermoplastics. Unlike thermoplastics, GFRP waste cannot be melted or kneaded. 3
There are successful applications for thermoset composites in the literature, but it has been pointed out that recycling of the product is a challenging problem after it is converted to waste. In addition, it is stated that the problems in recycling increase their importance and this problem prevents the development of thermoset products, even causing them to not be used in certain sectors.4 As can be seen from Figure 1, mechanical, chemical, and thermal methods can be used for GFRP waste management. GFRP waste management methods (adopted from Kostopoulos et al., 2008.
5
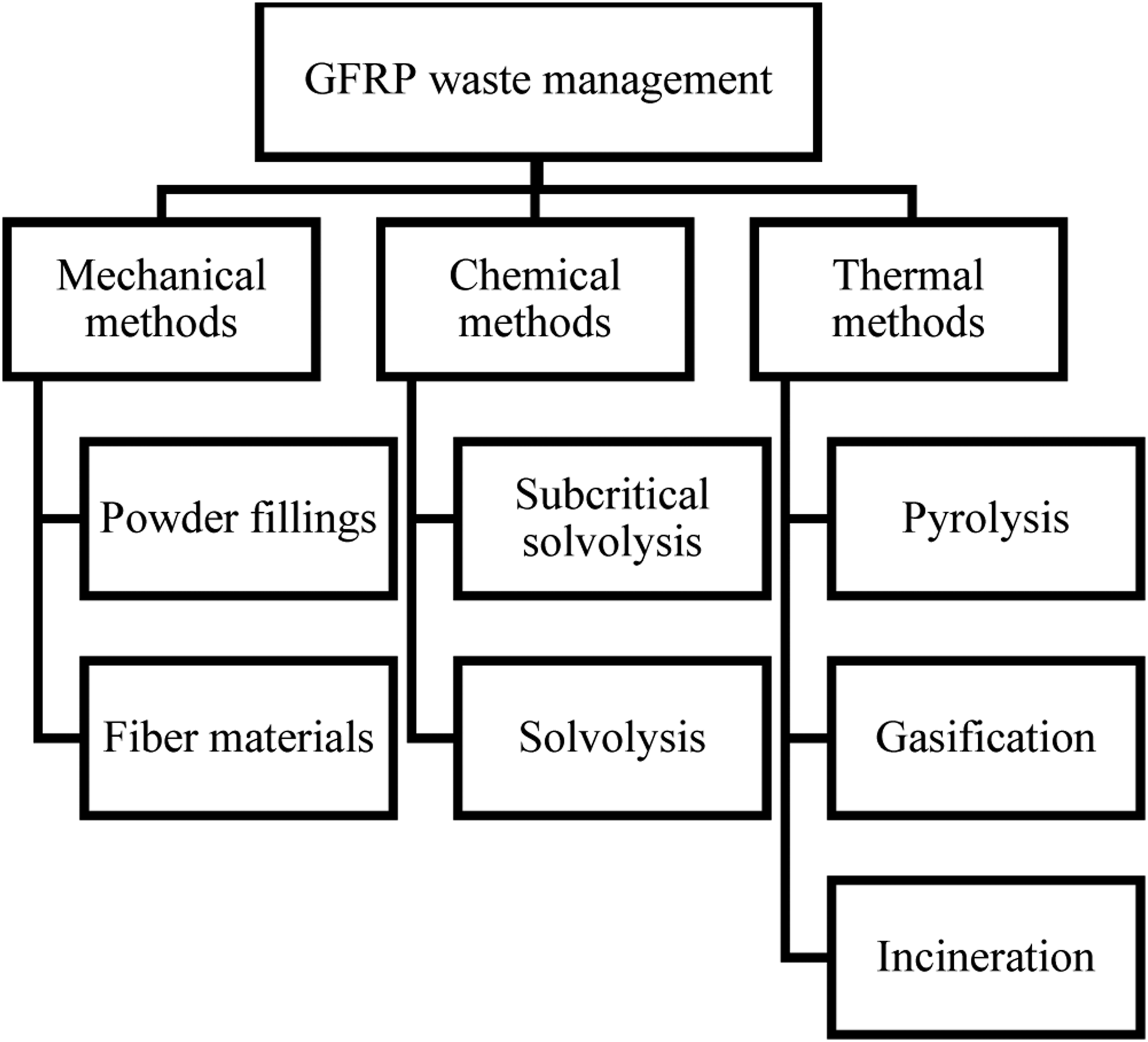
There have been studies on the use of waste as filling and fiber material as mechanical methods. Bledzki et al. (1999), 6 Bartholomew (2004), 3 Palmer (2009), 7 and Yazdanbakhsh et al. (2018) 8 have worked on the use of waste as a filling material in the building sector. Derosa and Telfeyan (2005), 9 Kostopoulos et al. (2008), 5 Rahimizadeh et al. (2021) 10 and Pickering (2006) 11 investigate the potential of using fibers obtained from waste instead of raw fiber in different applications. In fibers obtained by mechanical recycling; undesirable properties such as low density, single fiber, variable fiber length, and decreased fiber strength are observed. 12
The purpose of chemical methods is to separate the fibers from the resin and to make them reusable with the help of a chemical. For this purpose, maleic anhydrides, 13 acids, alkalis,5,14,15 and organic solvents such as dichloromethane, ethanol, acetone,16,17 and subcritical water 18 are used. The common idea in these studies is that the quality of the fiber obtained from the chemical conversion is reduced. Additionally, chemical recycling has limited commercial applications, with large investment costs and potential for significant waste streams. 9
The two basic methods of thermal methods are pyrolysis and incineration. Kostopoulos et al. (2008) 5 argues that pyrolysis is the best method in thermal processes with regard to GFRP recycling, while Rahimizadeh et al. (2020) 19 states that while pyrolysis can significantly degrade recovered fibers. According to Wong et al. (2017), 20 compared to other commonly adopted industrial processes, energy consumption (30 MJ/kg) of the pyrolysis process is moderate. 400–700°C is generally used for the pyrolysis temperature. It has been stated that the presence of aromatics is high in the liquid products, CO and CO2 are present in the gas product, glass fibers are recovered in the solid product and that these glass fibers can be purified by oxidation.11,21,22
Pickering (2006) 11 states that incineration with energy recovery is also a viable option for GFRP waste due to its high calorific value. He also states that if coal and waste composites are burned together in a fluidized bed incinerator, the filler calcium carbonate in the composites will absorb sulfur oxides from the combustion of the coal, thereby reducing sulfur emissions. However, air emissions, metal, and fiber contents in ash are also seen as disadvantages of incineration. 3
As can be seen, there are different methods for the management of GFRP waste and they have both advantages and disadvantages. In studies on the general evaluation of these methods, different factors that should be considered have been identified.23–28 From this point on, MCDM (Multi-Criteria Decision-Making) is a good option in evaluating all the methods by considering various factors.
MCDM applications on waste management in the literature.
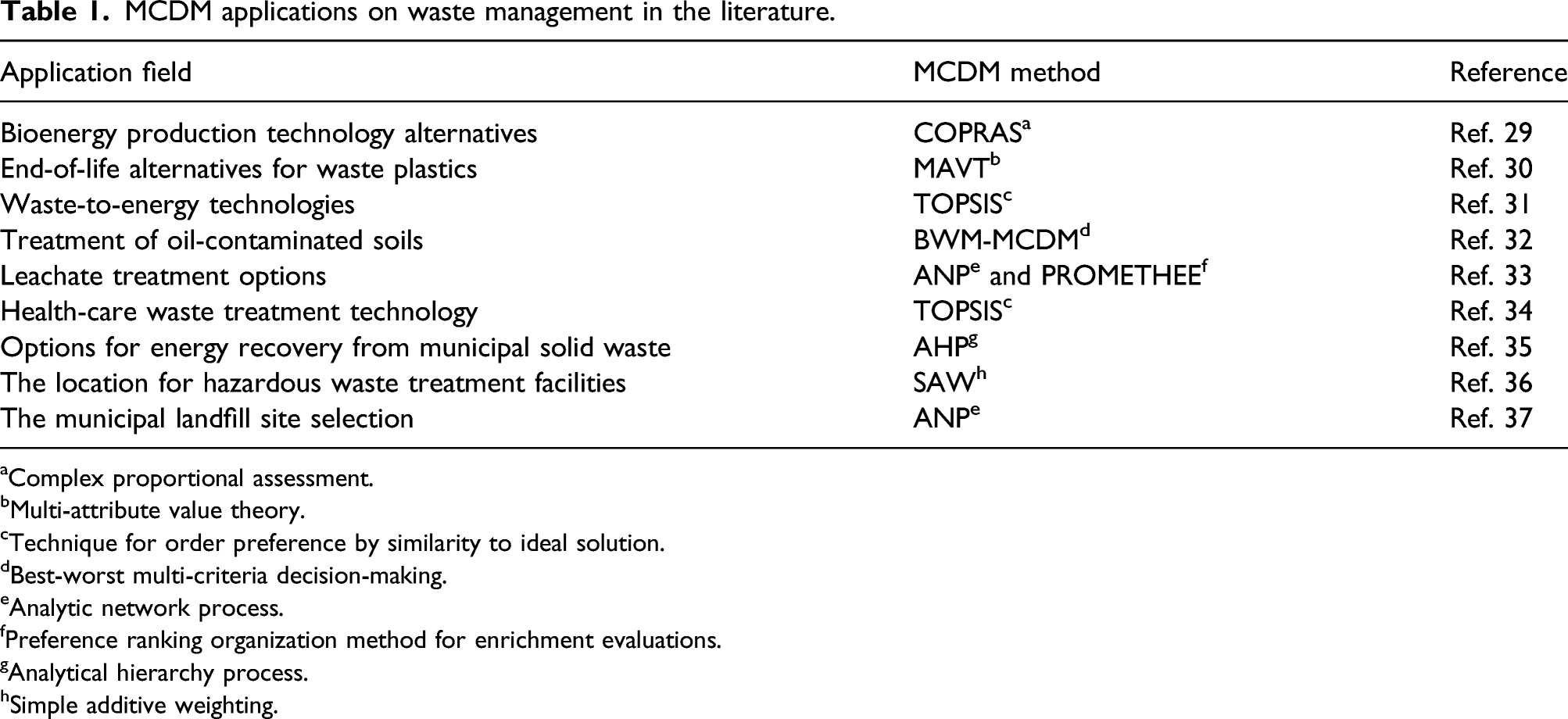
aComplex proportional assessment.
bMulti-attribute value theory.
cTechnique for order preference by similarity to ideal solution.
dBest-worst multi-criteria decision-making.
eAnalytic network process.
fPreference ranking organization method for enrichment evaluations.
gAnalytical hierarchy process.
hSimple additive weighting.
On the other hand, there is just one study related to MCDM for waste composite materials; mechanical recycling, pyrolysis, microwave pyrolysis, and solvolysis for carbon and glass fiber reinforced plastic wastes were evaluated by the AHP and the TOPSIS methods. 38 Contrary to this, in this study, the ANP and the VIKOR methods are used with different criteria and methods. At the end of the MCDM studies, the most appropriate method was found to be pyrolysis. To show the applicability of the pyrolysis, pyrolysis experiments were conducted with GFRP waste at various temperatures. Finally, a composite material with the solid product obtained from pyrolysis was produced and its properties were determined.
Materials and methods
Figure 2 shows the flowchart of the study. This study includes three basic stages: ANP and VIKOR studies, testing the applicability of the selected method, and reproduction of the composite material. Flowchart of the study.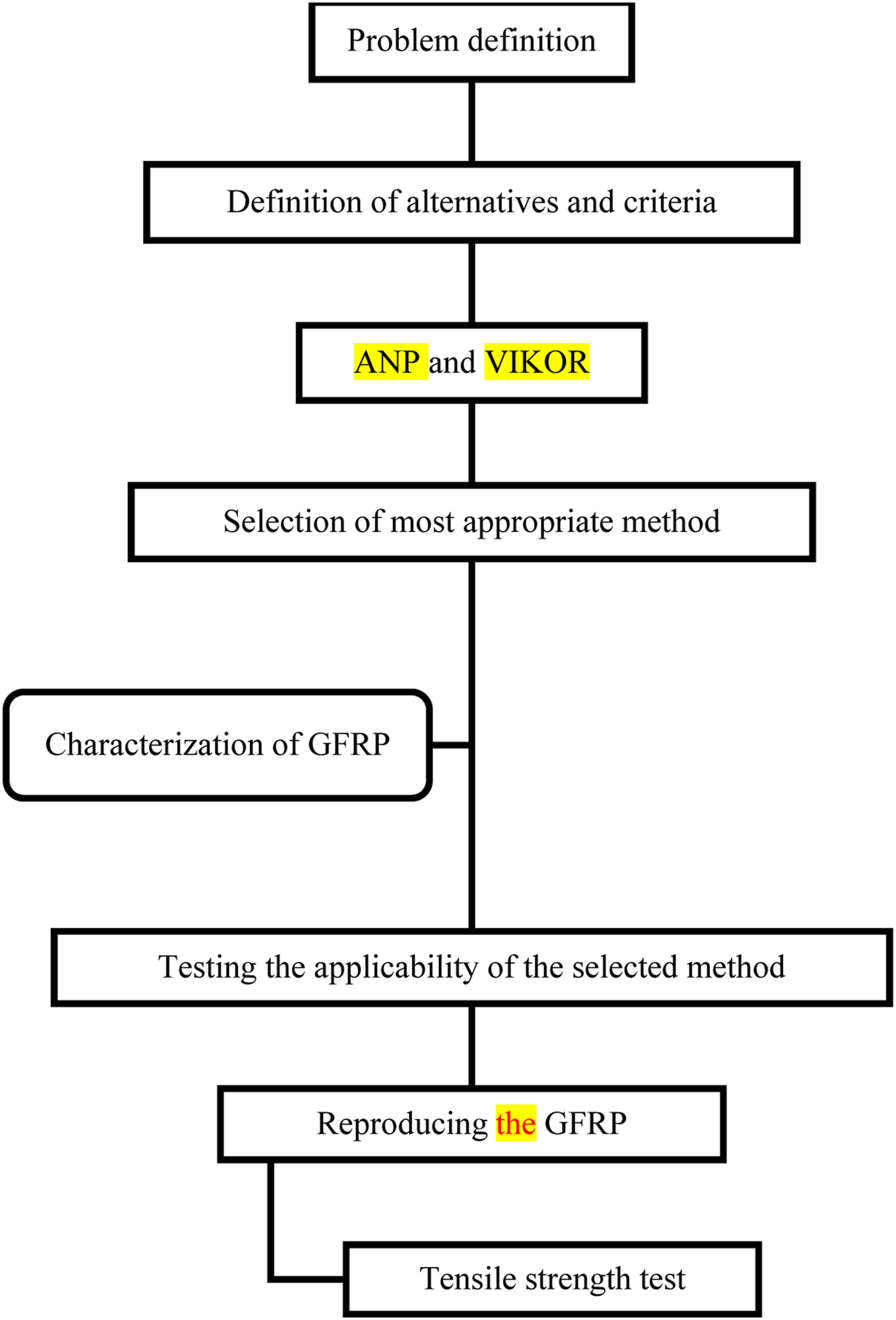
Problem definition
In this study, the aim was to recover glass fiber from GFRP waste, which is difficult to recycle. As an example, a 1.5 mm thick GFRP waste plate, which is a transparent panel used for roofing and siding with a glass fiber content of 25 wt %, was used (Figure 3). It is estimated that the waste occurs after approximately 30 years of use. Its weight is about 2 kg/m2 and its density is 1.2 g/cm3. According to the information obtained from the manufacturer, the tensile strength of the unused GFRP was 52 MPa. GFRP waste sample.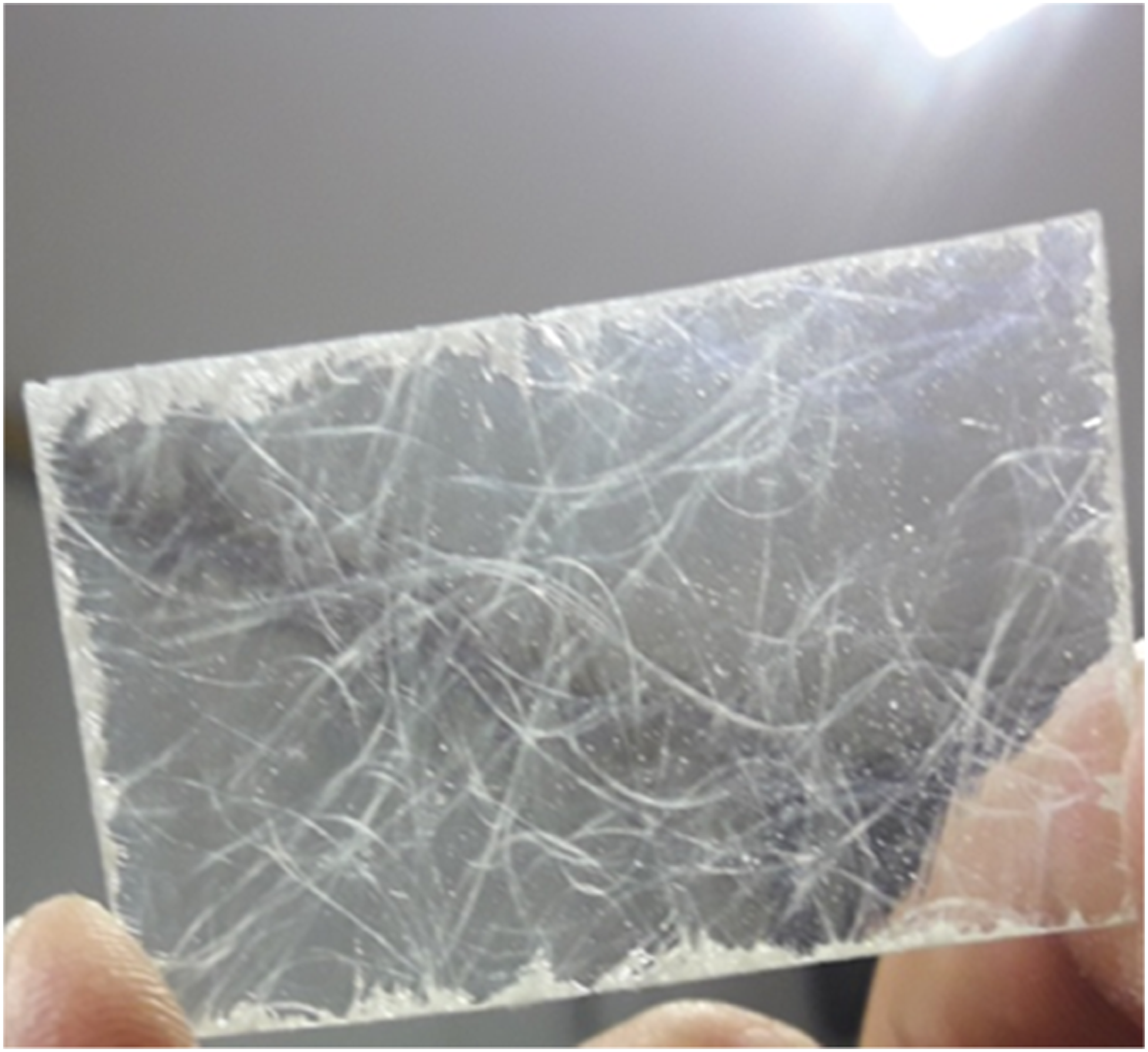
The ANP and the VIKOR application
In this study, the ANP and VIKOR were preferred as the MCDM method because of the different approach involved. In ANP studies, binary comparisons are conducted to assess the relative importance of criteria and alternatives. Pairwise comparison matrices are constructed in the ANP using the 1–9 relative importance scale proposed by Saaty. 39 To verify the consistency of the judgments of the pairwise comparison matrices, the consistency ratio of the matrices is calculated in a similar way to the AHP method. The consistency ratio should be less than or equal to 0.1. 40 At the last stage, the importance weights of alternatives, factors, and sub-factors can be determined from the limited super matrix. The highest importance weight indicates the best alternative. 41
In this study, a BCR (Benefit-Cost-Risk) model was created. First, criteria and alternatives are defined. After this, certain criteria are presented as strategic criteria for evaluating the priorities of the BCR model. The pairwise comparisons during the assessment process are based on literature surveys, the stakeholders' experience, and common knowledge. The weights of the benefits (b), costs(c), and risks(r) models are determined as 1/2, 1/6, and 1/3, respectively. The priorities of the alternatives are obtained by combining the results from the benefits, costs, and risks models using a reciprocal formula ($NormalNet (Benefits) * $SmartAlt (Benefits) + $NormalNet (Costs) * $SmartInvAlt (Costs)+$NormalNet(Risks)*$SmartInvAlt(Risks)). In this formula, Normal means normalized so that the values in the vector sum to 1.000 and Smart means which uses the best of the three (ideal, normal, total) for a given situation.
The VIKOR is a method developed by Opricovic (1998) for multi-criteria optimization of complex systems. Closeness to the ideal solution is a key part of the VIKOR method. Ideal alternatives are comparisons according to a closeness measure.
42
The steps of the VIKOR method are listed as follows: • Finding the Best (fj+) and Worst (fj−) Values • Creation of the normalization matrix • Calculation of the weighted normalization decision matrix • Calculation of Si and Ri Values • Calculation of the VIKOR index (Qi) • Determining the final ranking of alternatives • Determination of acceptable advantage and acceptable stability clusters
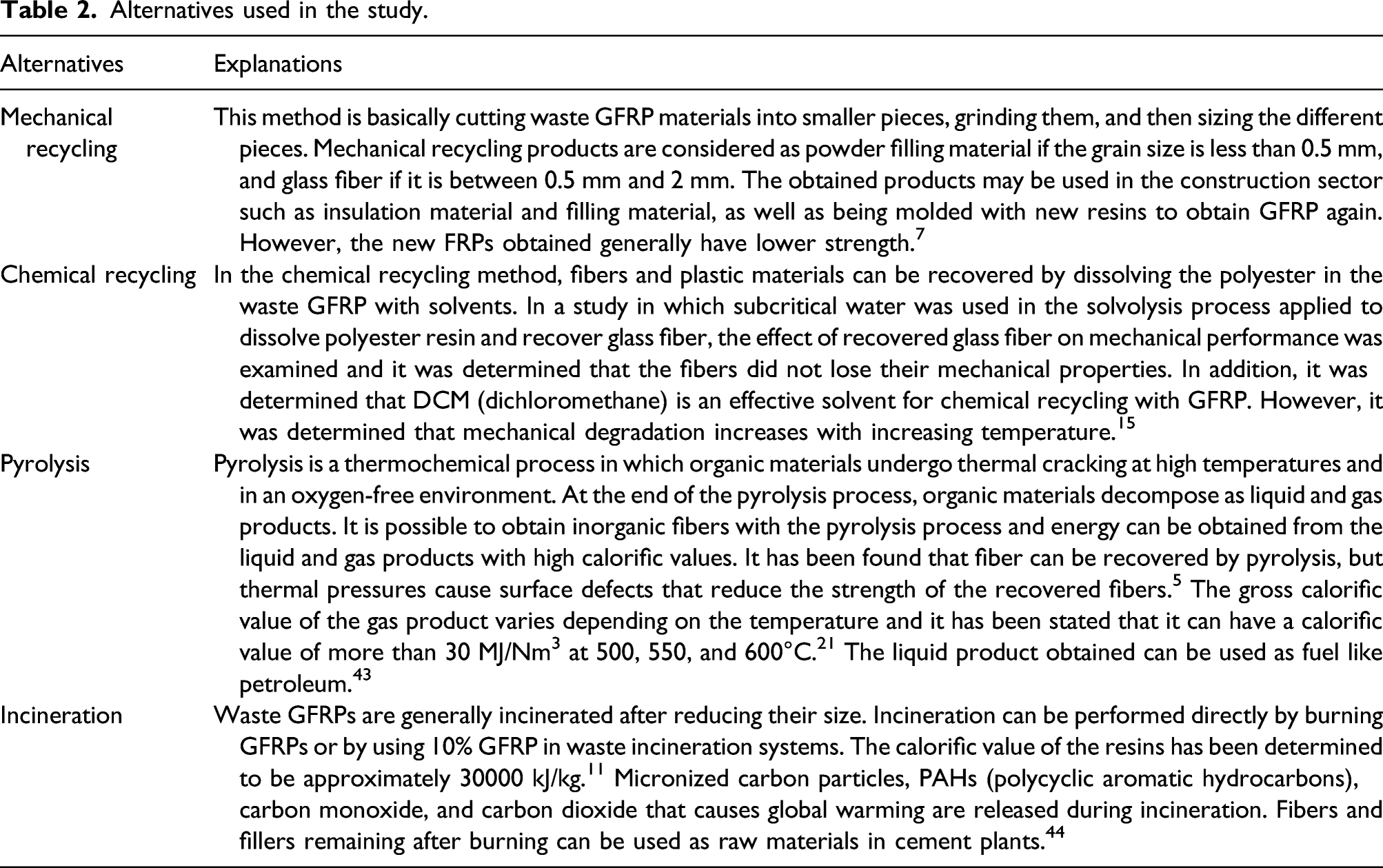
Alternatives used in the study.
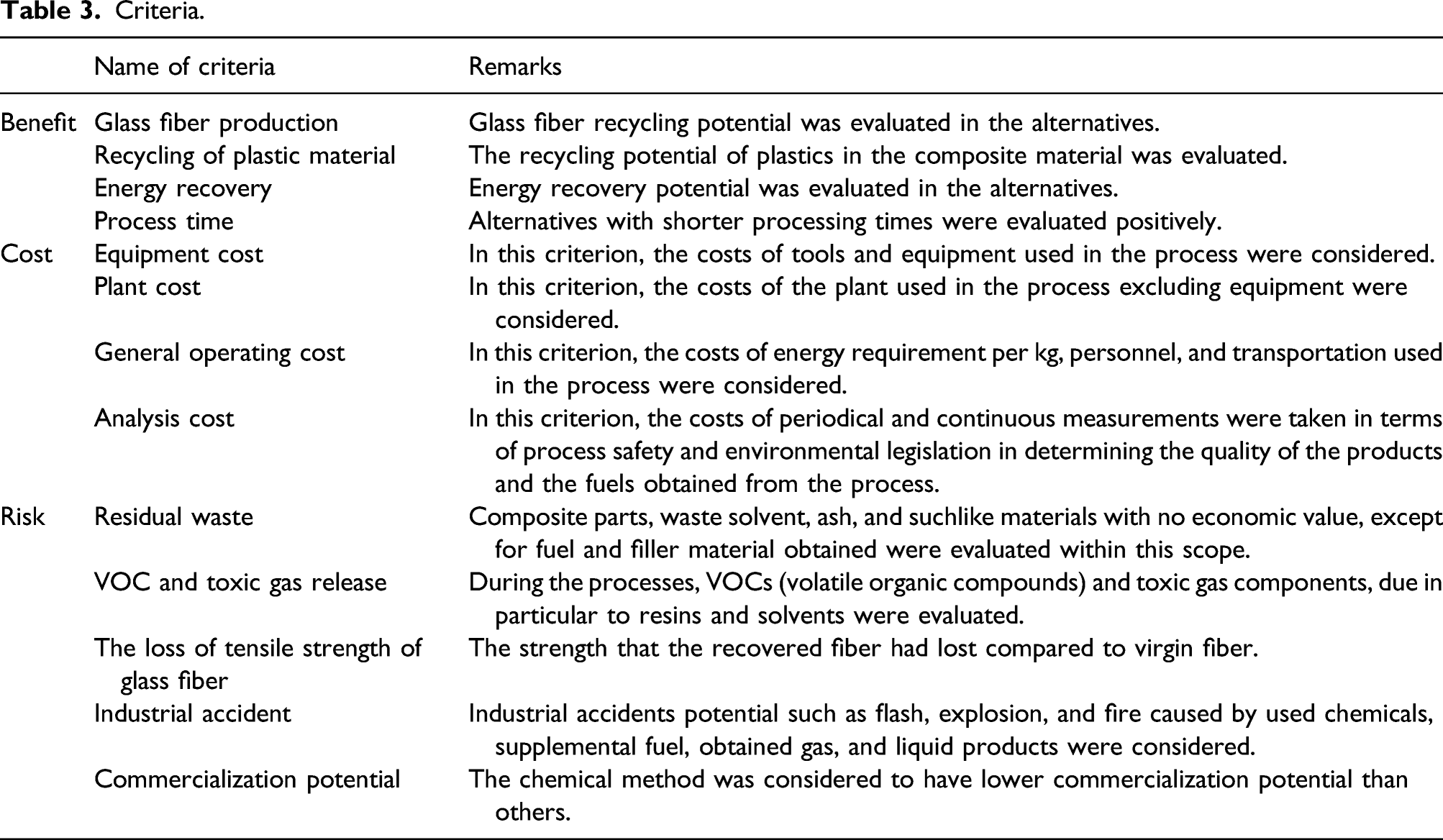
Criteria.
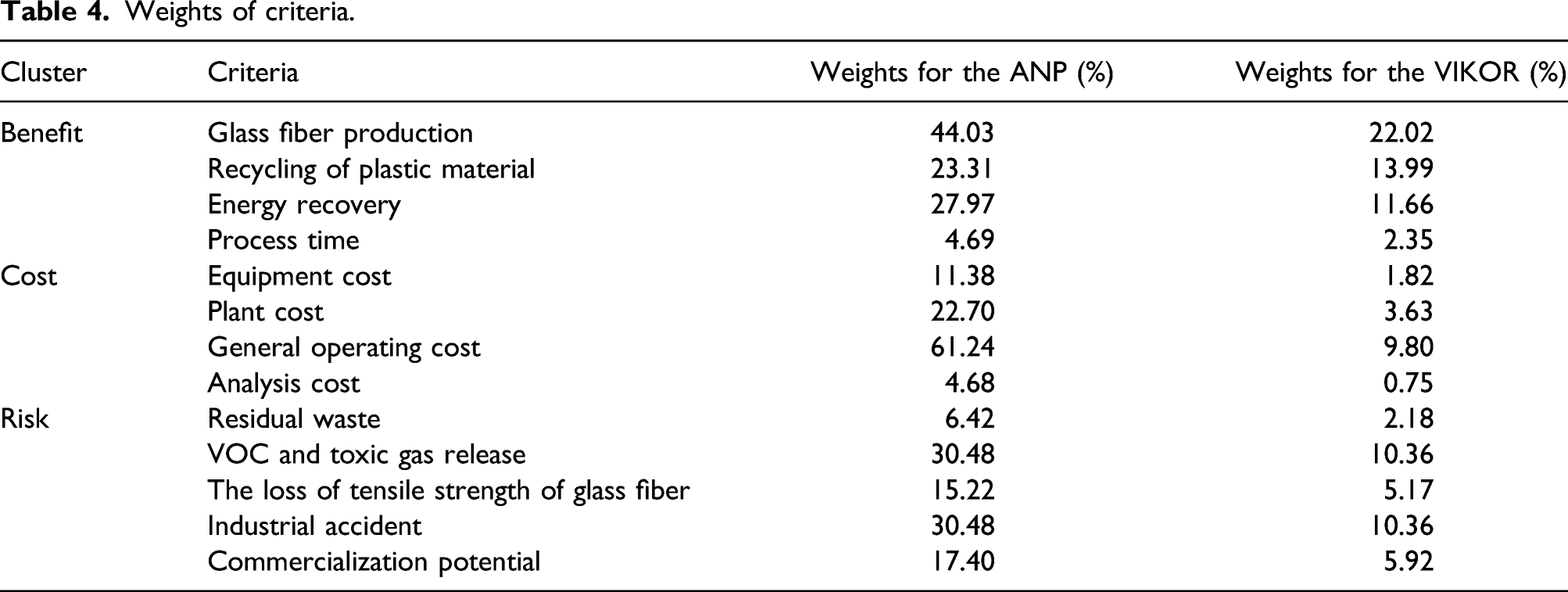
Weights of criteria.
GFRP characterization
As can be seen in the results section, since the most suitable method according to the ANP and VIKOR results is found to be pyrolysis, the GFRP waste plate was sheared to a size of 20–30 mm for evaluation by pyrolysis. The proximate analyses (moisture, ash, volatile matter, and fixed carbon content) of the analytical sample were determined. The elemental composition (C, H, N, and S) of the sample was determined using a Leco TruSpec CHN and S (USA).
Testing the applicability of the selected method
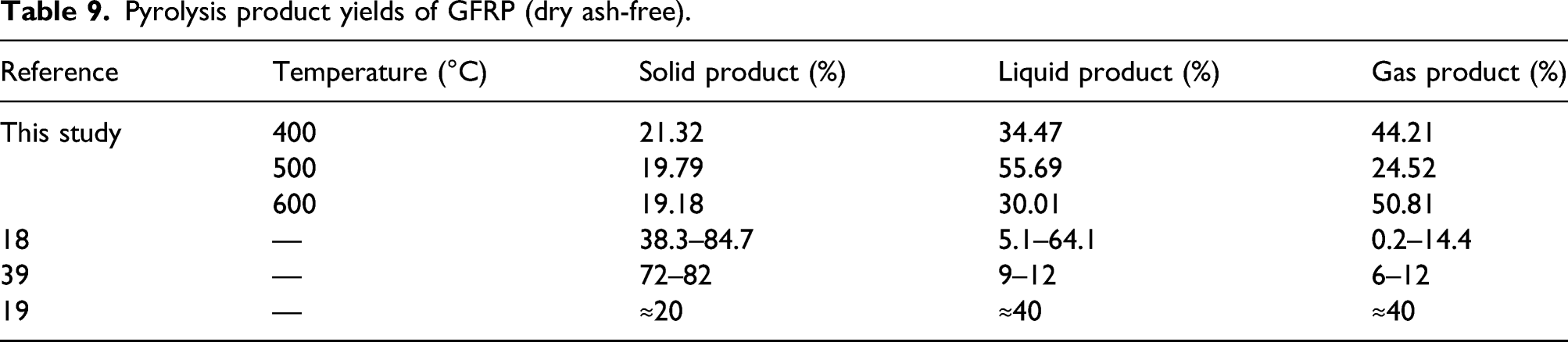
When studies in the literature are examined, it can be seen that pyrolysis temperatures vary between 300 and 1000°C, but that the most effective degradation is between 400 and 600°C. 27 The pyrolysis experiments were carried out under atmospheric pressure at temperatures of 400, 500, and 600°C with a 10°C/min heating rate in a fixed bed stainless steel (380 S) 240 cm3 reactor that was well-swept with nitrogen before pyrolysis. All of the experiments were carried out in typical runs where 10 g of a sample was placed in the reactor and kept there for 1 h after the reactor had reached the target temperature. The liquid phase was collected in a cold trap kept at approximately 0°C using ice. The solid and liquid product yields were determined gravimetrically, while the gas yields were determined by mass difference. All of the yields were expressed on a dry ash-free basis using the average yields of at least three experiments.
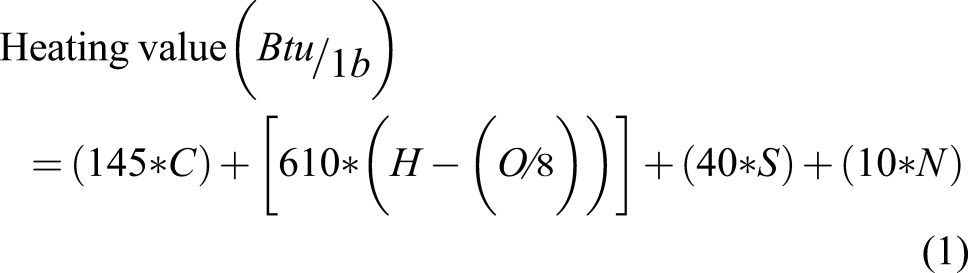
The elemental composition of the solid and liquid products was determined using a LECO TruSpec CHN and S, and the HHVs (Higher Heating Values) of liquid products were calculated using the weight percentage of the elements according to the Dulong equation Eq. (1).
45
For post-pyrolysis in the presence of air, 450–600°C has been defined as the appropriate temperature range for the oxidation of pyrolytic char and for cleaning the fiber surface.20,27 In this study, the organic residue in the solid products was removed by burning in a muffle furnace at 500°C for 30 min.
Reproduction of composite material
Glass fiber obtained by the pyrolysis of GFRP at different temperatures was remolded with ortho-phthalic polyester resin by the hand lay-up method. A gel coat was applied by brush on the surface of a rectangular mold of 2 mm depth. After the gel coat hardened, the reinforcing glass fiber 25% (by weight) was molded. Polyester resin mixed with 2% methyl ethyl ketone (MEK) was poured onto the fiber, dispersed by brush, and air bubbles were removed. This process was repeated after each coat application of the reinforcing material. The mold was covered and left for 4 h to harden at room temperature. To compare tensile strengths, the polyester resin was also molded without fiber reinforcement.
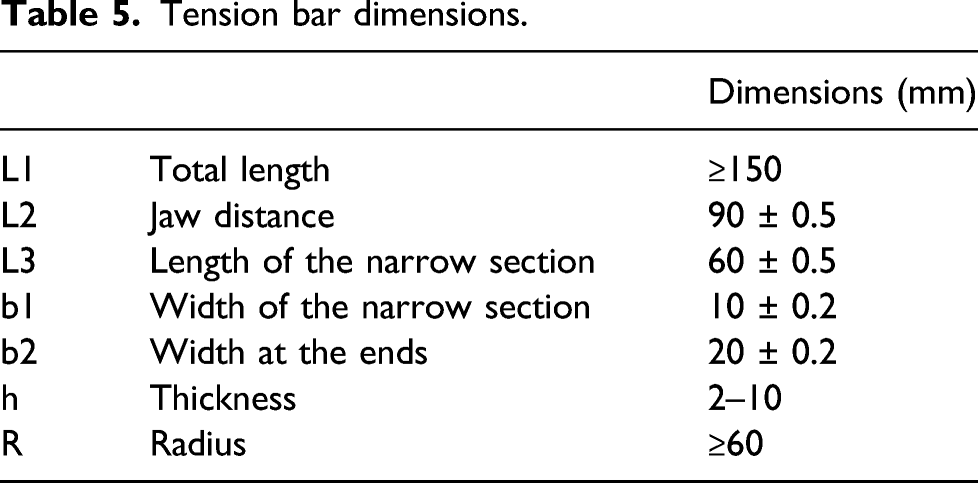
The tension bars were cut from the produced materials according to TS EN ISO 527-4 (Test conditions for isotropic and orthotropic fiber-reinforced plastic composites) as shown in Figure 4 and the dimensions given in Table 5. The shape of the tension bar. Tension bar dimensions.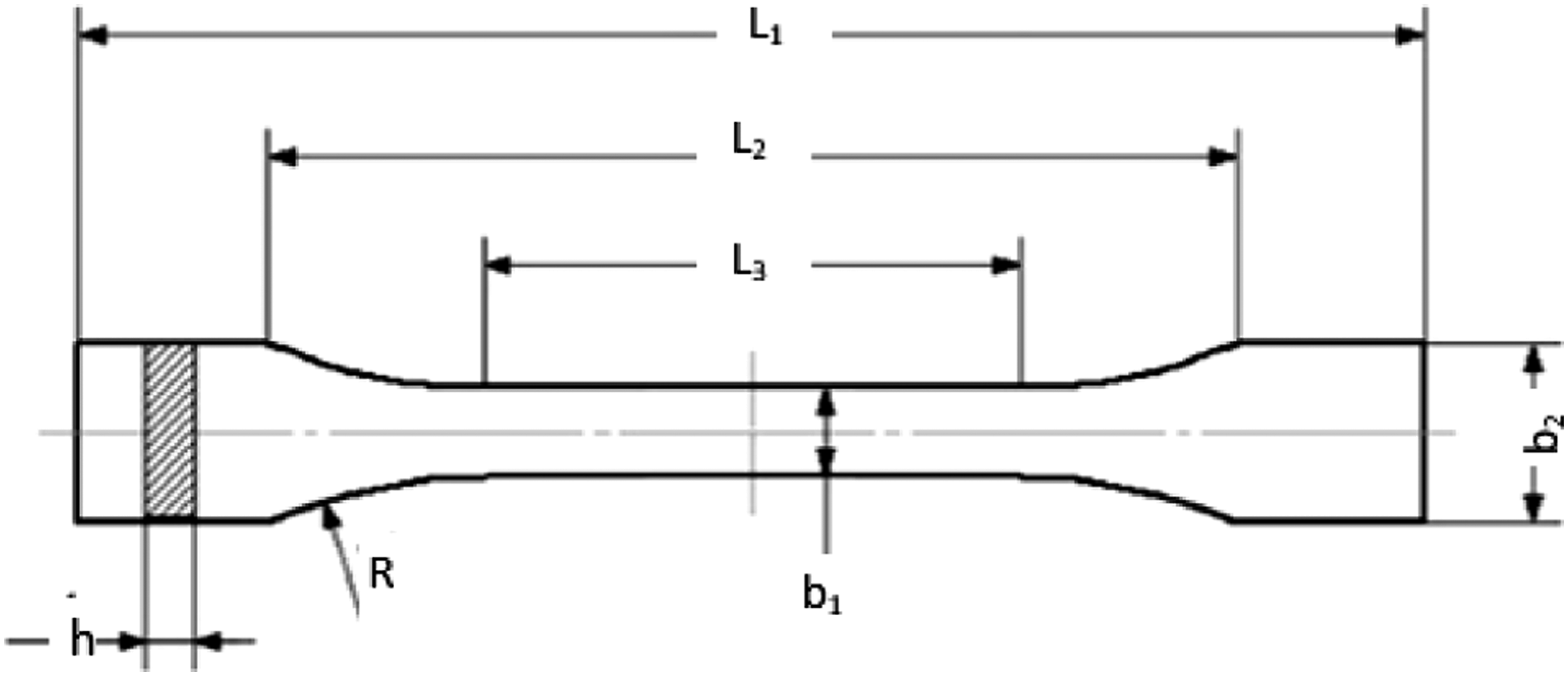
First, three samples were prepared with the non-oxidized solid product obtained from pyrolysis studies carried out at 400, 500, and 600°C temperature, considering minimum energy consumption, then a new sample was produced by oxidizing the pyrolysis solid product with the best result (Figure 5). A glass fiber-free sample was prepared as a reference sample. Samples of reproduced composite materials.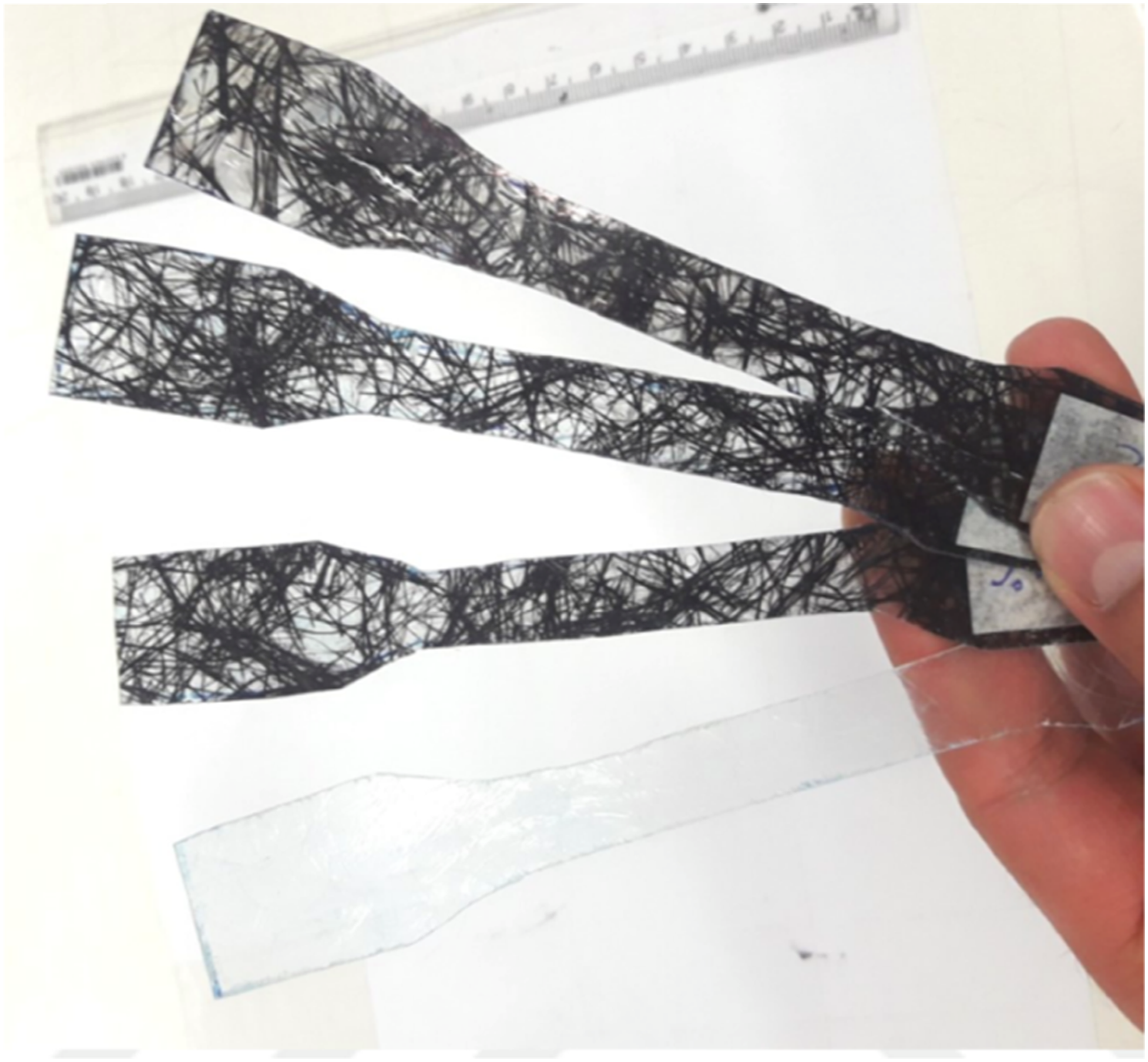
Each produced material was fixed to the grips of the tensile testing device and tested in tension at 2 mm/min in an INSTRON 5581 Mechanical Test Device until failure. This test was carried out three times for each sample. A stress-strain curve was obtained during the tension test using BlueHill Software.
Results and Discussion
The results are given following sections according to the flowchart in Figure 2.
The ANP and VIKOR results
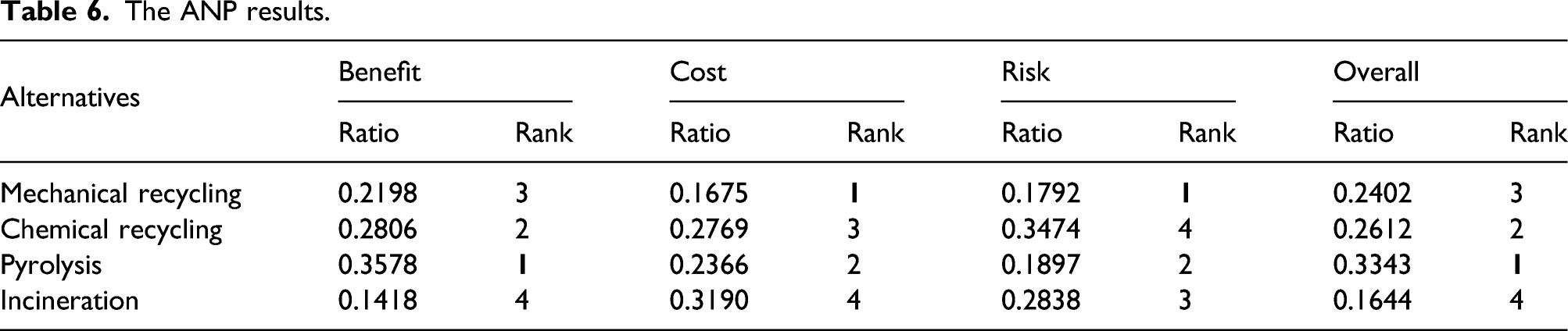
The ANP results.
Si, Ri, Qi values and rankings of the alternatives.
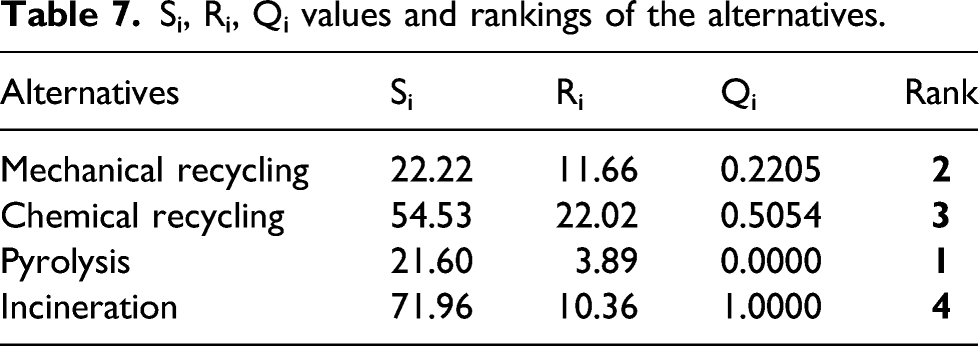
The case related to the acceptable advantage and acceptable stability of the obtained results was checked and it was determined that both conditions were met. For condition 1, the difference of A1 (best alternative) and A2 (second best alternative) is less than 1/(m-1) (Here, “m” is the number of alternatives). For condition 2, the A1 (pyrolysis) alternative with the best Q value has achieved the best score of both the S and R values.
GFRP characterization results
The proximate and elemental analysis results of the GFRP.
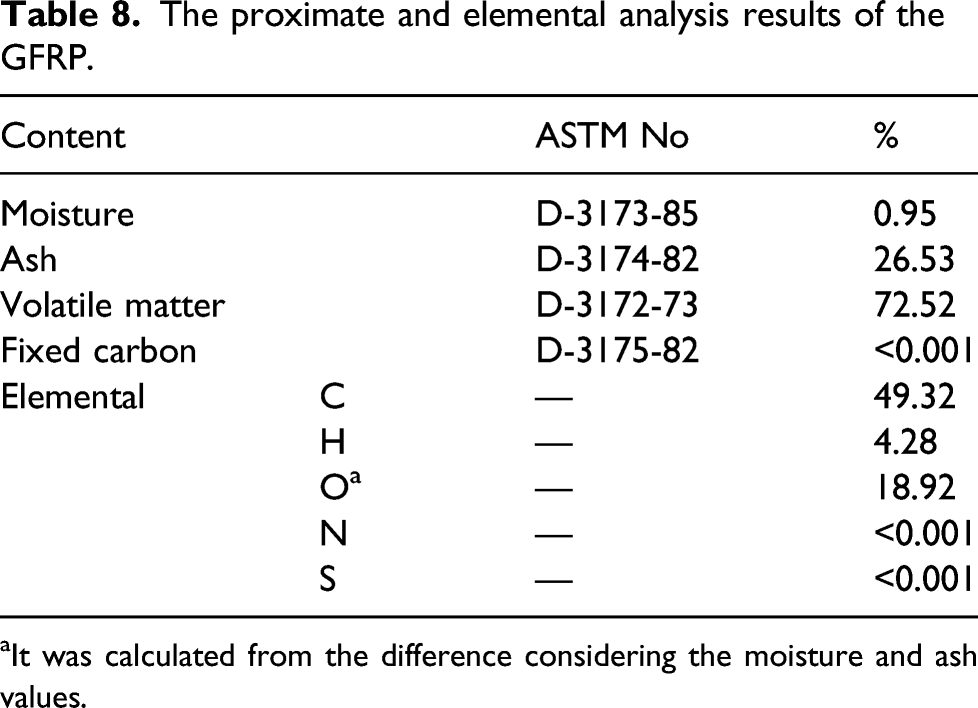
aIt was calculated from the difference considering the moisture and ash values.
Pyrolysis results
Pyrolysis product yields of GFRP (dry ash-free).
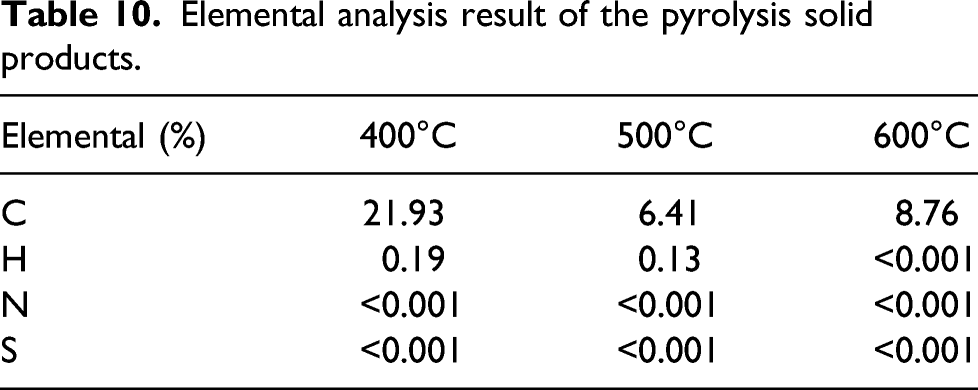
Elemental analysis result of the pyrolysis solid products.

Recovered glass fiber after oxidizing.
Elemental analysis and HHV results of the pyrolysis liquid products.
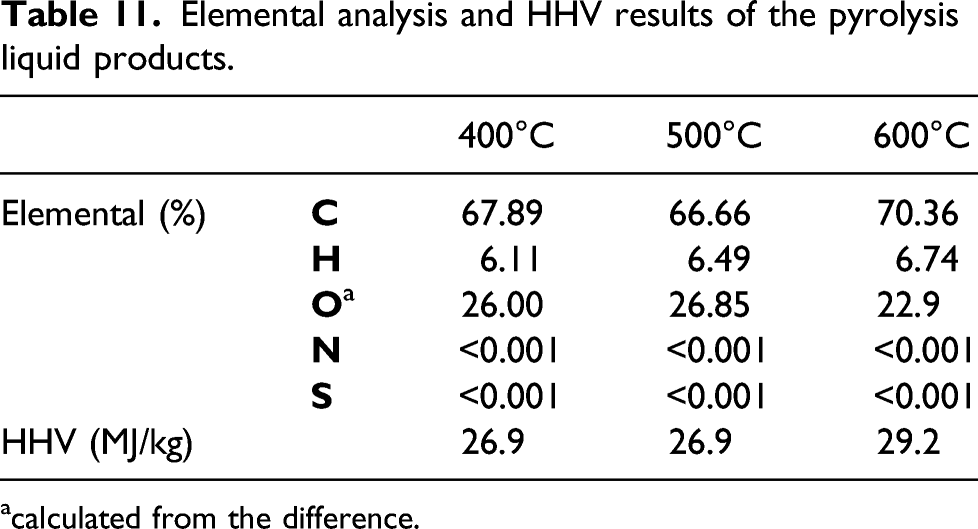
acalculated from the difference.
In terms of gas products, the data in the literature show that the gas also has a content which can be evaluated. Cunliffe et al. (2003) 50 obtain a gas product with a 14.5 MJ/m3 calorific value consisting of 62.3% carbon dioxide, 2.8% carbon monoxide, 9.3% hydrogen, 10.5% ethane, and ethylene by pyrolyzing polyester resin composite waste at 500°C. Torres et al. (2000) 43 pyrolyze a fiberglass reinforced ortho-phthalic polyester at 500°C and obtain a gas product with a 14.6 MJ/m3 calorific value consisting of 58.9% carbon dioxide, 33.4% carbon monoxide, and 7.7% C1-C4.
Tensile strength test results
The stress-strain curves are given in Figure 7 and the tensile strengths of the samples are given in Table 12. According to the figure, it is seen that the extensions are similar in GFRPs reproduced with the solid product at 500°C and oxidized solid product, and similar in reproduced GFRPs with the solid product at 400 and 600°C. It has been found that the recovered glass fiber with the pyrolysis of GFRP at 500°C increases the strength of polyester the most. This is thought to be due to the low carbon content of the solid product at 500°C. After this, the tensile strength was found to be 17.28 MPa in the composite material obtained by oxidizing the product at 500°C. Approximately, a13% improvement in tensile strength was achieved with the oxidation process. Similarly, it was found that the tensile strength for reproduced GFRP with non-additive, non-oxidized, and oxidized fibers after pyrolysis was 11 MPa, 15.3 MPa, and 18.5 MPa by Onwudili et al. (2016).
51
Kouparitsas et al. (2002)
52
recovered short fibers from polyester-based glass fiber composites by mechanical recycling and prepared a new thermoplastic composite with polypropylene at a content level of 40 wt %. They report that the tensile strength of the new composite is 25 MPa. Pickering et al. (2000)
44
also find that strength is not only dependent on fiber strength, but also on fiber length and binder content. Stress-strain curves of the samples. Tensile strength values of the samples.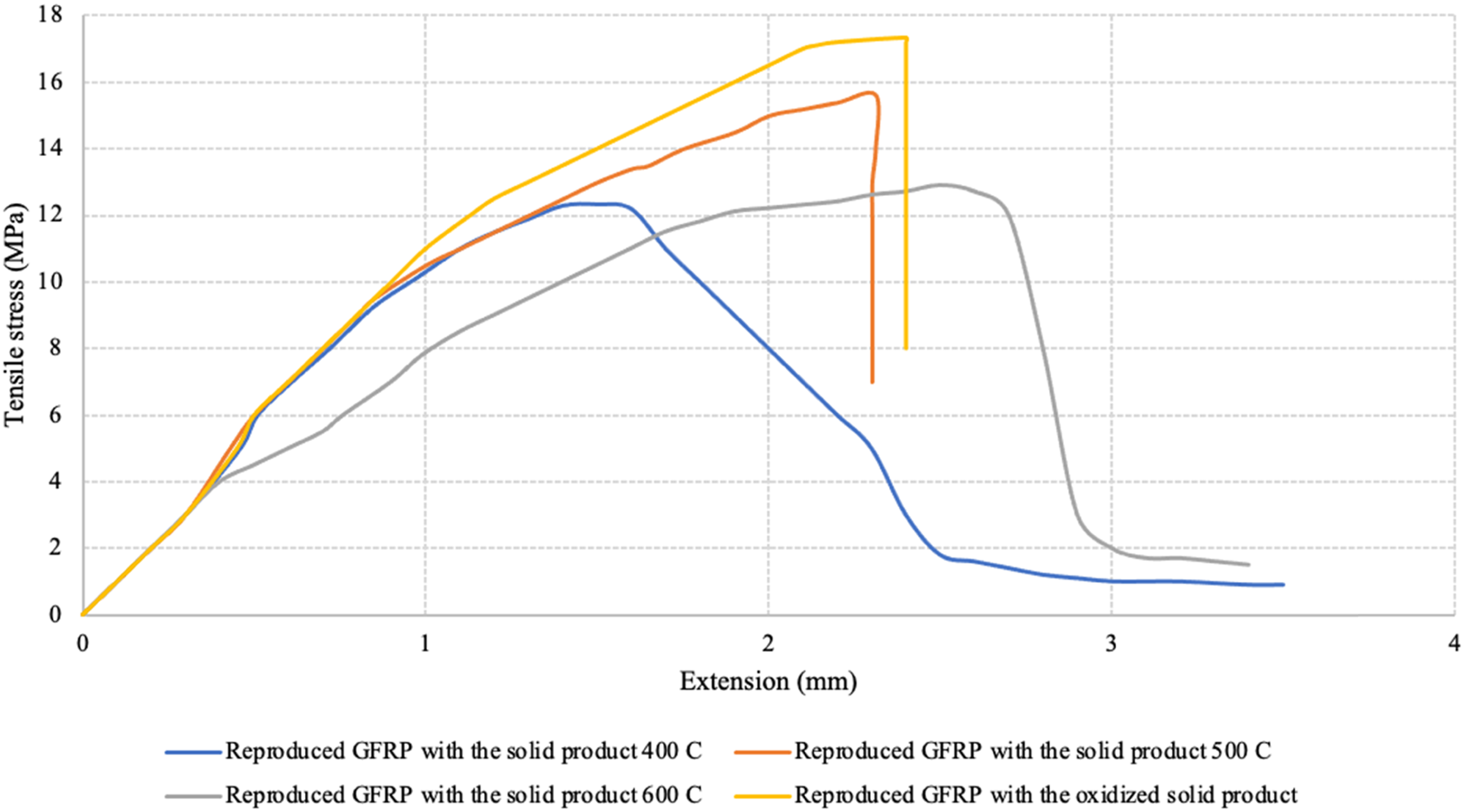

Considering that the tensile strength of unused GFRP is 52 MPa, the strength of the composite produced with recovered fibers is low. However, light-duty parts, such as vehicle headlight housings and instrument panels, offer significant potential for commercial applications. Torres et al. (2009) 53 also report that pyrolysis solids can be recycled in a proportion of 6 wt % in a bulk molding compound to replace virgin filler and fiberglass, with no damaging effect on mechanical properties. Cunlife et al. (2003) 47 find that glass fiber recovered from solid residue could replace up to 20 wt % of virgin glass fiber in a dough molding compound.
Conclusion
For the recycling of GFRP waste used as roofing material; mechanical recycling, chemical recycling, pyrolysis, and incineration methods were examined using the Multi-Criteria Decision-Making technique. Of these four processes, pyrolysis was found to be the most convenient method in both of the ANP and the VIKOR methods. To show the applicability of the pyrolysis, pyrolysis experiments were conducted with GFRP waste at different temperatures, with solid, liquid, and gas products being obtained. The major results and conclusions regarding the observed criteria are summarized as follows: (1) The solid residue mostly consisted of glass fiber and a certain amount of carbonaceous material. (2) Recycling of plastic material was achieved through the transformation of plastic material into liquid and gaseous products. (3) Glass fiber production from the solid residue was conducted and has been successfully used in reproduction. The strength test of the reproduced GFRPs show that the solid product obtained after pyrolysis is usable. After the tensile strength test of the GFRP, which was produced by using fibers obtained from pyrolysis at 500°C, it was found that it had approximately 43.15% more tensile strength than polyester cast without fiber. With a further oxidation step, tensile strength increased by 61.50%. Glass fiber recovered from solid residue can replace virgin fiber in certain proportions in composite molding. In cases where aesthetics is not important and strength is sufficient, fiberglass can also be used in the production of composites without further oxidation. (4) It was found that the liquid product, created by the pyrolysis process at different temperatures differed quantitatively. However, when the elemental analysis was conducted, they had similar content. It was found that the carbon content varied by approximately 4% and the hydrogen content varied by approximately 0.5%. The heating values of the liquid product obtained after pyrolysis at 400°C, 500°C, and 600°C were calculated as 26.9 MJ/kg, 26.9 MJ/kg, and 29.2 MJ/kg, respectively. Therefore, liquid products have the potential to be used as a fuel oil for energy recovery. (5) The data in the literature show that the gas product with 14.5 MJ/m3 calorific value mostly consisting of carbon dioxide, carbon monoxide, and C1-C4, is sufficient to provide the energy requirements of a process plant.
Pyrolysis proves to be a profoundly feasible method, not only for the recovery of glass fiber, but also for energy from GFRP waste. In future studies, life cycle assessment and life cycle cost of GFRP recycling by pyrolysis may be evaluated from an environmental and economic perspective.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.