
Abstract
Polypropylene (PP) hybrid composites were prepared by the combination of three reinforcing (carbon, glass, and wood) and a synthetic (PVA) fiber. Tensile and impact testing, acoustic emission measurements, and scanning electron microscopy (SEM) were used for the characterization of the composites as well as to follow deformation and failure processes. The results obtained prove that the novel concept of using synthetic fibers for impact modification can be applied successfully also with PVA fibers. The extent of improvement in impact strength depends on fiber type and content, but also on interfacial adhesion which strongly influences the local deformation processes occurring around the fibers during fracture. Both the reinforcing and the synthetic fibers take part in these processes and contribute to energy consumption. Debonding and the subsequent plastic deformation of the matrix consumes energy the most efficiently, but the fracture of the PVA fibers also requires energy; thus, PVA fibers improve impact resistance both at poor and good adhesion. This approach allows the design of materials for structural applications; the combination of a stiffness of 4–6 GPa and an impact resistance of 20–25 kJ/m2 exceeds the properties of most PP composites available on the market.
Introduction
In spite of the setback caused by the present pandemic, the automotive industry is a very important segment of the economy. 1 In order to achieve higher quality, better performance, and efficiency, the materials used must also improve and attain a better combination of properties. Polypropylene (PP) is a commodity polymer with very good balance of properties and excellent price/performance ratio; thus, it is one of the favored raw materials of the automotive industry.2–7 Further advantages of PP are its easy recyclability8,9 and modification in a number of ways to extend its range of applications.2,10–12 PP can be blended with elastomers to achieve larger impact strength,13–15 while its stiffness as well as dimensional stability can be improved by the addition of fillers and fibers.11,16–18 However, modification alters all properties, some characteristics change in the desired direction, while others deteriorate. Although elastomers improve impact resistance, their addition leads to decreased stiffness.14,19 Although the modification with fibers or fillers increases stiffness considerably, it often results in the decrease of fracture resistance.10,20–22
However, frequently large stiffness and impact resistance are required from materials used in structural applications. The combination of a stiffness of 2–4 GPa and impact resistance larger than 15 kJ/m2 is often the targeted property profile of the material used. The approximately 1.5 GPa modulus and 2 kJ/m2 impact strength of a neat PP homopolymer obviously do not satisfy this requirement, modification is needed. Since the usual modifications change only one property into the desired direction, frequently a different approach is used, that is, hybrid materials are prepared.23–26 Multicomponent PP materials containing an elastomer and a filler or fiber simultaneously achieve the desired goal of increased stiffness and toughness to some extent.23–25,27 Unfortunately, the approach does not work with natural fiber and wood reinforcements,28,29 which are the preferred reinforcements in most applications these days,30–33 and the extent of property improvement is frequently not sufficiently large.
In order to overcome the deficiencies of the traditional approach, that is, the use of elastomers and fillers or fibers, hybrid materials containing synthetic fibers were prepared recently. 34 Synthetic polymer fibers, poly(ethylene terephthalate), PET and poly(vinyl alcohol), PVA, increased the impact resistance of PP when they were used as a single additive, 35 and the PET fibers proved efficient impact modifiers in hybrid composites reinforced either with traditional glass or carbon fibers, 36 or various natural fibers like flax, sugar palm fiber or wood flour as well. 37 In these hybrid composites, the stiffness of the material was determined by the amount of the stiff, reinforcing fibers, while impact resistance by that of the synthetic fiber. A detailed analysis of the local deformation and failure processes taking place during the deformation of the hybrid composites proved that the debonding, that is, the separation of the interface between the PET fiber and the PP matrix, is responsible for the considerable improvement in impact strength. Debonding results in the change of local stress distribution and facilitates the plastic deformation of the matrix, which consumes considerable energy. The addition of the PET fibers does not change stiffness practically at !novel concept of using synthetic fibers for the impact modification of PP could be used with all kinds of reinforcing fibers and PET.36,37 Although PVA fibers were also effective in two-component PP composites, 35 no proof is so far available that they improve impact resistance in the presence of reinforcing fibers as well. The traditional approach of using an elastomer and a filler or fiber worked with inorganic fillers and glass or carbon fibers, but proved to be completely inefficient for wood composites. Although the impact strength of an elastomer modified PP was very large, around 50 kJ/m2, in the absence of wood, it decreased to very small values already at 10 vol% wood content.28,29 Consequently the goal of the present work was to check and—if possible—verify the concept of using PVA fibers for the impact modification of PP composites reinforced with the most frequently used fibers, that is, with glass, carbon and wood. Since the key property is impact strength, the attention is focused on the fracture process and its mechanism, while other properties are discussed to a much lesser extent. Moreover, we also hoped that even better property combinations can be achieved with PVA fibers than with PET. Relevance for practice is also considered in the final section of the paper.
Experimental
Materials
The polypropylene used as matrix in the experiments was the Daplen HJ 325 MO grade homopolymer (hPP) of Borealis GmbH with an MFR value of 50 g/10 min (2.16 kg, 230 °C) and a density of 0.91 g/cm3. A polypropylene functionalized with maleic anhydride (MAPP) was used for coupling to improve interfacial adhesion. The Scona 6102 grade with an MFR of 25 g/10 min (2.16 kg, 190 °C) and MA content of >0.9 wt% was obtained from Byk-Chemie GmbH. The amount of the functionalized PP was always 10 wt% calculated for the total amount of fibers.
The most important characteristics of the fibers used in the experiments.
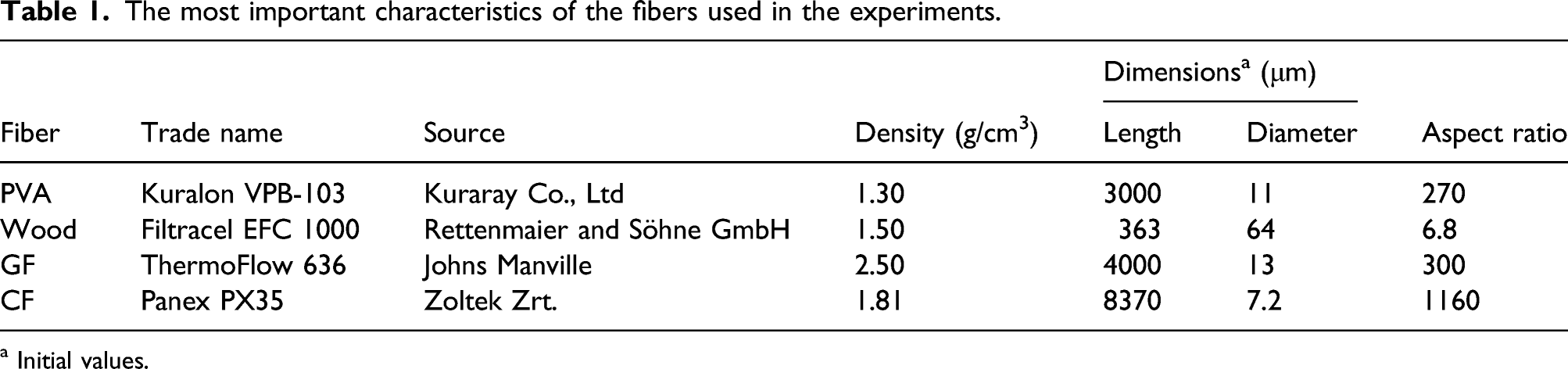
a Initial values.
Sample preparation
The fibers and the polymers were homogenized using a twin-screw compounder (Brabender DSK 42/7, Brabender, Germany) at the set temperatures of 170–180–190–195 °C and 40 rpm. Before extrusion, the wood flour was dried at 105 °C for 4 hours in an air-circulating oven, while the PVA fibers were dried at 80 °C for 4 hours in a vacuum oven. Extrusion was repeated once in order to increase homogeneity. The granulated composites were dried at 80 °C for 4 hours and then they were injection molded into standard (ISO 527 1A) tensile bars of 4 mm thickness using a Demag IntElect 50/330-100 machine. Processing parameters were 40–175–185–190–200 °C set temperatures, 300–1200 bar injection pressure, depending on fiber type and content, 50 bar back pressure, 50 mm/s injection speed, 25 s holding time, and 30 s cooling time. The temperature of the mold was set to 40 °C. The specimens were stored at ambient temperature (23 °C, 50% RH) for a week before further testing.
Characterization and measurements
The mechanical properties of the composites were characterized by tensile and impact testing. Tensile tests were carried out according to the ISO 527 standard using an Instron 5566 universal testing machine with a gauge length of 115 mm and 5 mm/min crosshead speed. Modulus, yield properties (yield stress and yield strain), tensile strength and elongation-at-break were derived from recorded stress versus elongation traces. Local deformation processes were followed by acoustic emission testing. Acoustic emission (AE) signals were recorded with a Sensophone AED 404 apparatus. A single a11 resonance detector with the resonance frequency of 150 kHz was attached to the center of the specimen. The threshold level of detection was set to 20 dB. Impact resistance was characterized by the notched Charpy impact strength, which was determined according to the ISO 179 standard at 23 °C at 2 mm notch depth. The unnotched impact strength of the specimens was also determined under the same conditions. Instrumented impact testing was carried out using a Ceast Resil 5.5 apparatus (Ceast SpA, Pianezza, Italy) with a 4 J hammer on both notched and unnotched specimens. The appearance of broken surfaces was studied by scanning electron microscopy (Jeol JSM 6380 LA, Jeol Ltd., Tokyo, Japan). Micrographs were recorded on fracture surfaces created during tensile and fracture testing, respectively. The possible attrition of the fibers was checked by digital optical microscopy (DOM). Thin films of about 100 μm thickness were prepared by compression molding, and the length of at least 200 fibers was measured on micrographs recorded on the films.
Results and Discussion
The properties of heterogeneous polymeric materials are determined by several factors including their structure. 38 The structure of injection molded specimens prepared from fiber reinforced composites is complicated, anisotropic fibers have a complex orientation distribution which changes in space.39–42 Fiber orientation is determined by the flow pattern in the mold, which is controlled by processing conditions.39,43 Since the latter were practically the same for all composites, we did not analyze structure in detail but assumed that fiber orientation and its change with composition are similar in the four composites. Fiber length and length distribution also change during processing, considerable attrition takes place.39,40,44,45 Fiber length was determined after processing, but since the final length of the fibers did not depend considerably on composition, we do not discuss these changes. After presenting tensile and impact properties, we focus our attention on the fracture process, local deformation processes, and the effect of interactions instead. General correlations and consequences for practice are discussed briefly in the final section of the paper.
Tensile properties
As mentioned earlier, this work focuses on the fracture resistance of hybrid PP composites including the analysis of the fracture process and the mechanism of failure. Accordingly, relatively limited attention is paid to tensile properties, only those possibly having some relevance will be discussed to some extent. Impact resistance is usually inversely proportional to stiffness, that is, with increasing modulus fracture strength decreases.28,29 The influence of PVA fiber content on the stiffness of the hybrid PP composites is presented in Figure 1. The stiffness of the three sets of composites differs considerably from each other. We must remind the reader here that in this case the matrix material is the composite containing the reinforcing fiber at 20 wt%. PP reinforced with wood have a relatively small modulus of about 2.5 GPa, that containing glass fibers is stiffer with a modulus of almost 4.0 GPa, while the PP/CF composite is very stiff having a modulus close to 9.0 GPa. Effect of PVA fiber content on the Young’s modulus of hybrid PP composites. Symbols: (△,▲) wood, (□,■) GF, (○,•) CF; empty symbols: no MAPP, poor adhesion; full symbols: with MAPP, good adhesion.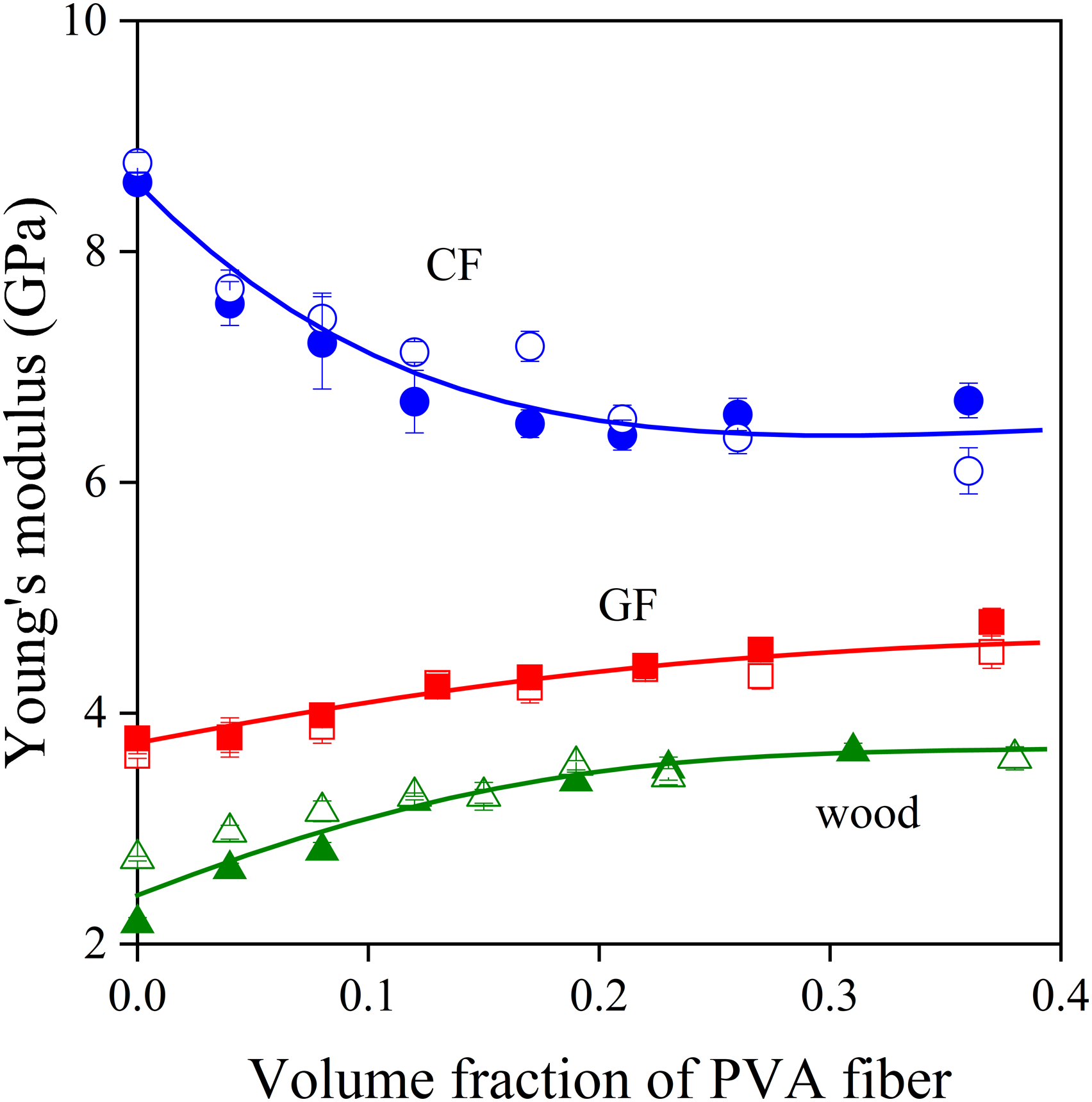
The modulus of the PVA fibers is around 10 GPa, but this value is measured in the direction of the load; thus, they reinforce the polymer only when they are oriented in the direction of the load. In the injection-molded specimens, the fibers are oriented randomly, and they twist and turn and occasionally entangle with each other just like all synthetic fibers 46 (see also later in Figure 10). Consequently, the reinforcing effect of the PVA fibers is moderate, modulus increases slightly with the amount of PVA fibers in the wood and GF hybrid composites and decreases in the case of the very stiff PP/CF composites. Based on these results, larger improvement can be expected in impact strength upon the addition of the PVA fibers in the case of wood and GF than in the presence of CF.
Strength determined at larger deformation than stiffness has less direct relationship to fracture resistance, but its composition dependence can offer information on the adhesion of the components. Tensile strength is plotted against the amount of PVA fibers in Figure 2. Only the composites containing the GF fibers are shown in order to avoid confusion. The effect of coupling, that is, interfacial adhesion is the same in all three cases. Tensile strength decreases slightly with increasing PVA fiber content in the absence of the MAPP coupling agent. The decrease is somewhat more pronounced in the case of the wood and CF composites since the sizing of the glass fibers is relatively effective and adhesion is also reasonably good without coupling.
36
The addition of MAPP increases tensile strength considerably showing that coupling is effective; interfacial adhesion and thus the load-bearing capacity of the fibers increase considerably upon coupling. We can deduce from these results that interfacial adhesion and coupling influence the failure process and thus possibly also fracture resistance. Dependence of the tensile strength of PP/GF hybrid composites on PVA fiber content. Symbols: (□) no MAPP, (■) with MAPP.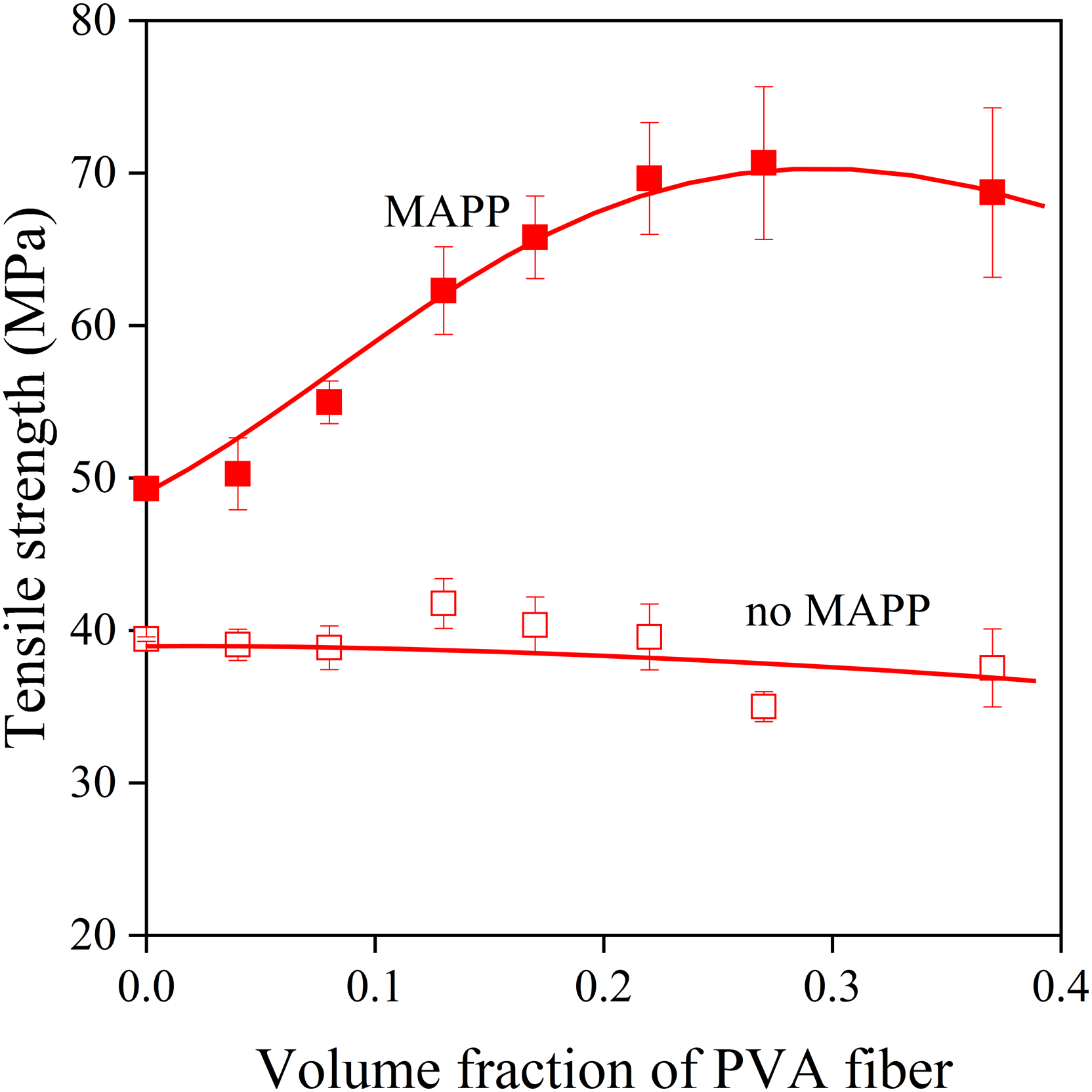
The other characteristic of the composites important for fracture resistance is their deformability. The elongation-at-break of the composites is plotted against the amount of the PVA fiber in Figure 3. Deformability increases with PVA fiber content in all composites, irrespectively of the strength of adhesion, and goes through a maximum. Although the absolute value of elongation is not large, the increase forecasts some improvement in fracture resistance as well since the largest energy absorption process during fracture is the plastic deformation of the matrix. The maximum in deformability can be the result of some structural effect, like changing orientation, orientation distribution, and the entanglement of the fibers. Wood composites possess the largest deformability; thus, we may expect the largest fracture resistance in this case, even if the relationship of elongation-at-break and impact resistance is not really straightforward, since the two properties are determined at very different velocities. Influence of the amount of PVA fibers on the deformability of hybrid PP composites. Symbols: (△,▲) wood, (□,■) GF, (○,⋅) CF; empty symbols: no MAPP, poor adhesion; full symbols: with MAPP, good adhesion.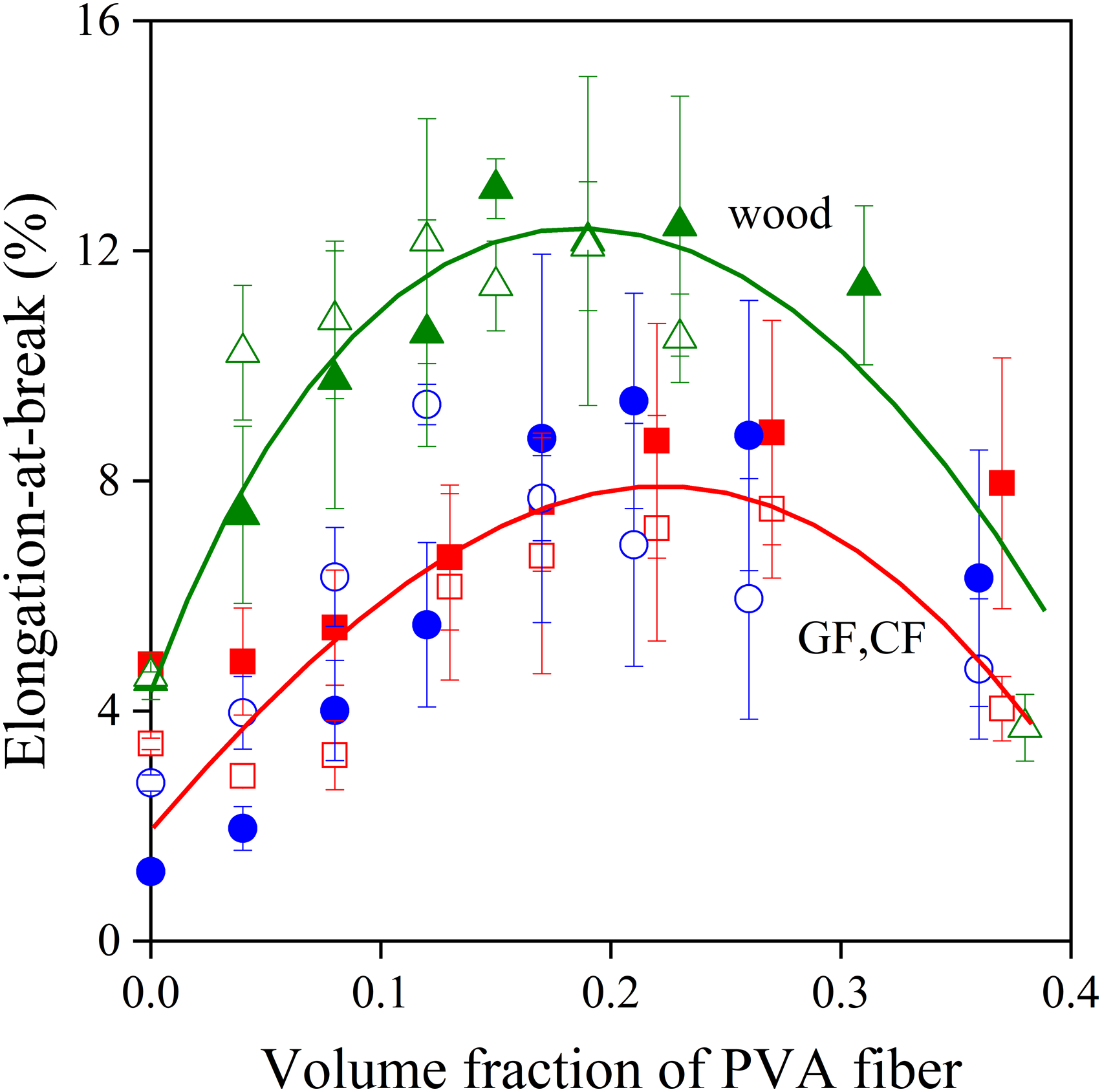
Impact resistance
The dependence of the notched Charpy impact strength on the amount of PVA fiber in the composite is presented in Figure 4. Impact resistance increases quite strongly with increasing fiber content as expected. A similar maximum appears in impact strength as in deformability, but not at the same composition. As mentioned earlier, the decrease at larger PVA fiber contents must be the result of some structural phenomenon like the entanglement and/or bundling at fiber contents above 30 wt%. Apart from the effect of fiber content, the most prominent feature of Figure 4 is the effect of coupling. Impact strength is definitely larger without coupling, that is, at weak matrix-fiber adhesion, than in the presence of the coupling agent, and this statement is valid in the case of all three reinforcing fibers. The effect of increased adhesion is in accordance with earlier observations showing that better interfacial adhesion usually leads to smaller impact resistance.
47
We must also call the attention here to the absolute values of impact resistance, the 25 kJ/m2 measured at around the maximum is extremely good and very difficult to achieve in fiber reinforced PP composites. Notched Charpy impact resistance plotted against the PVA fiber content of hybrid PP composites. Symbols: (△,▲) wood, (□,■) GF, (○,•) CF; empty symbols: no MAPP, poor adhesion; full symbols: with MAPP, good adhesion.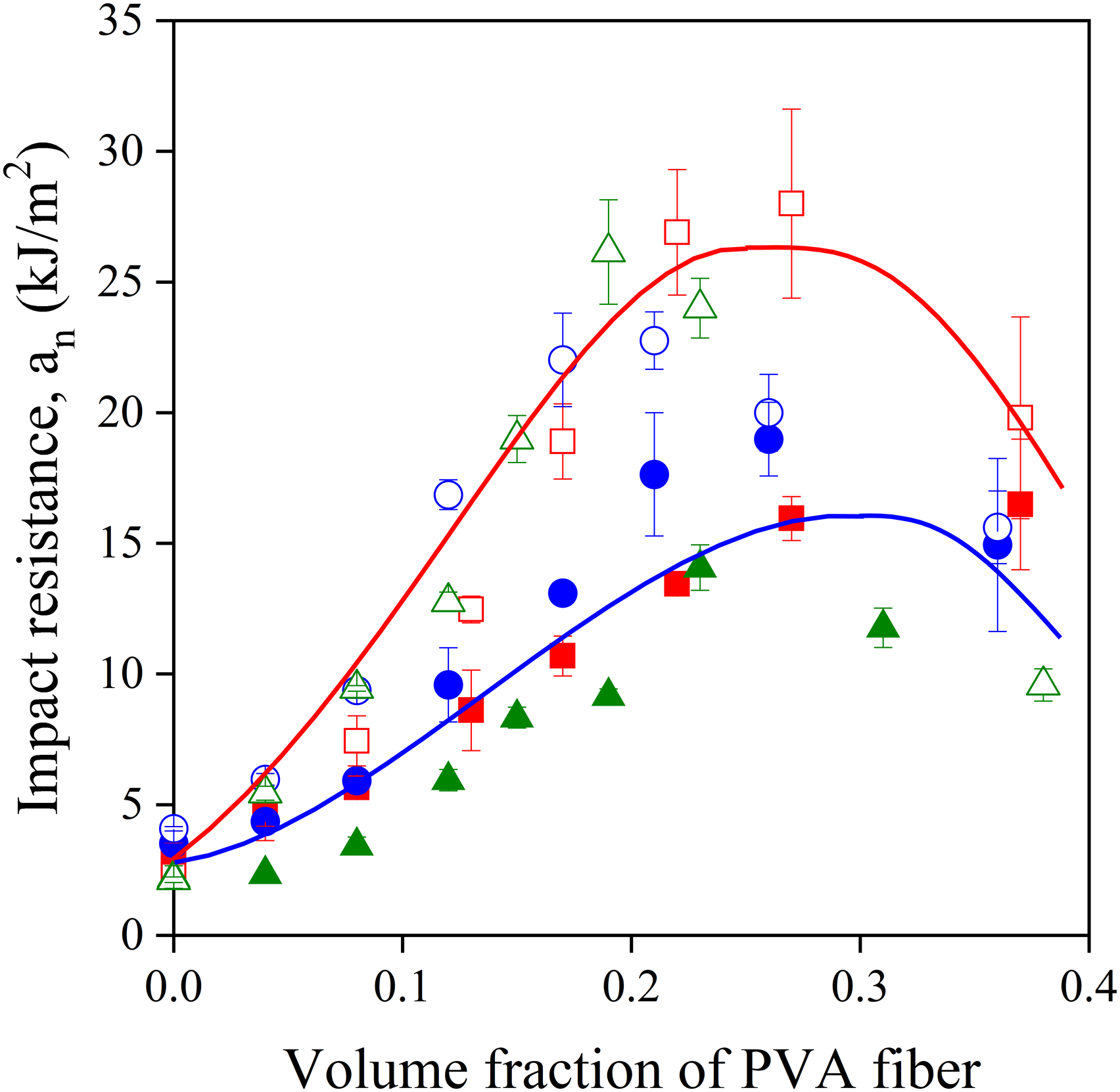
Impact strength measured on unnotched specimens is plotted against PVA fiber content in Figure 5 for the three sets of composites. In the absence of the notch, the importance of crack initiation increases and it plays a more important role both in the fracture process and in the value of fracture resistance. The general tendency is the same as in the case of the notched specimens; impact strength increases with PVA fiber content and the correlation exhibits a maximum. However, the effect of coupling is completely different in this case. Impact strength is larger in the presence of the coupling agent in all cases and the difference is especially large for the wood and maybe the CF composites. The small difference in the case of the composites containing the GF fibers can be explained with the efficiency of the sizing. The different behavior of notched and unnotched specimens and the influence of interfacial adhesion must be related to the local deformation processes occurring around the fibers during fracture. These will be discussed later (see the section Local Processes and Mechanism). Effect of the amount of PVA fiber on the unnotched impact strength of the hybrid PP composites studied. Symbols: (△,▲) wood, (□,■) GF, (○,•) CF; empty symbols: no MAPP, poor adhesion; full symbols: with MAPP, good adhesion.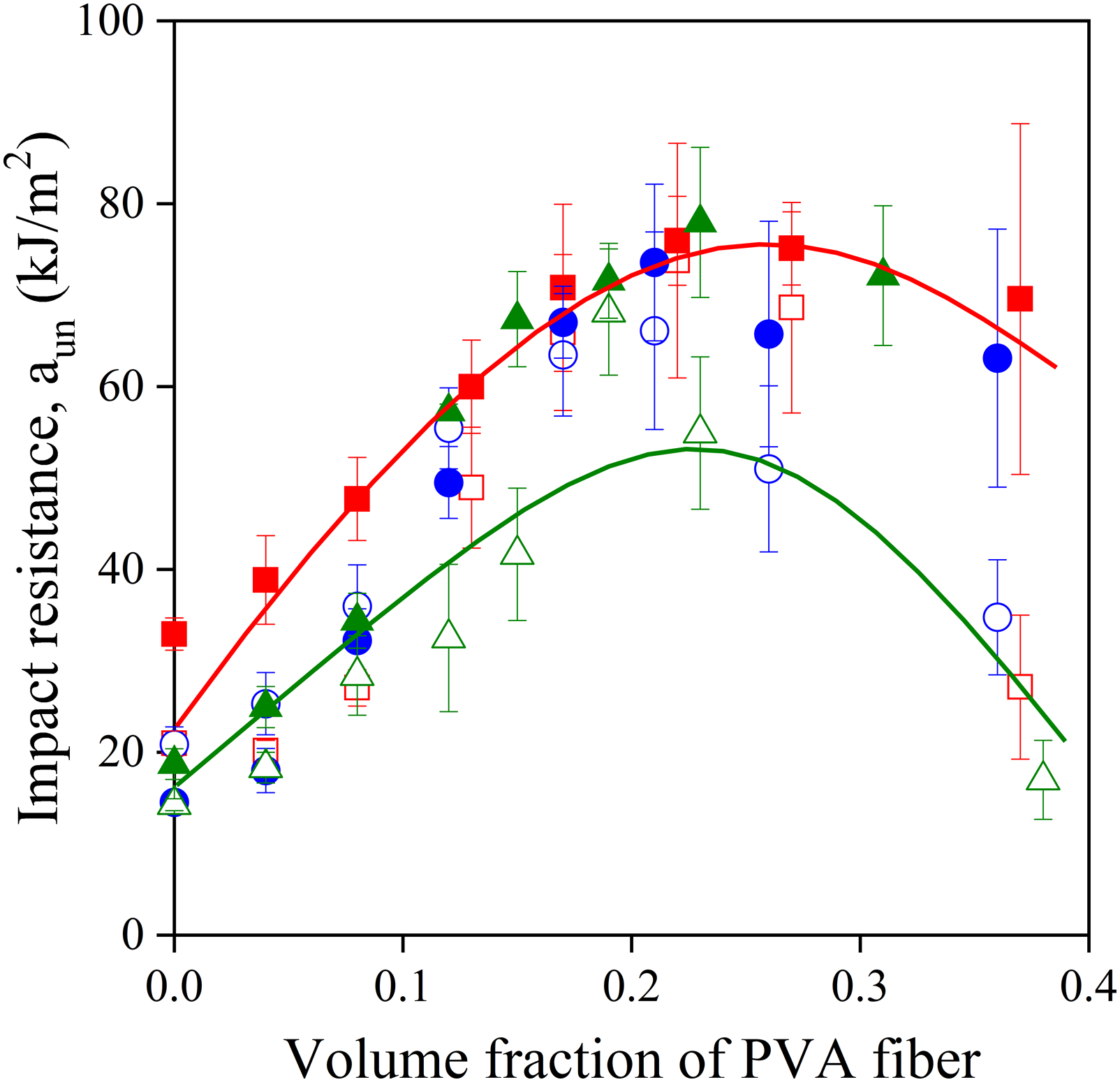
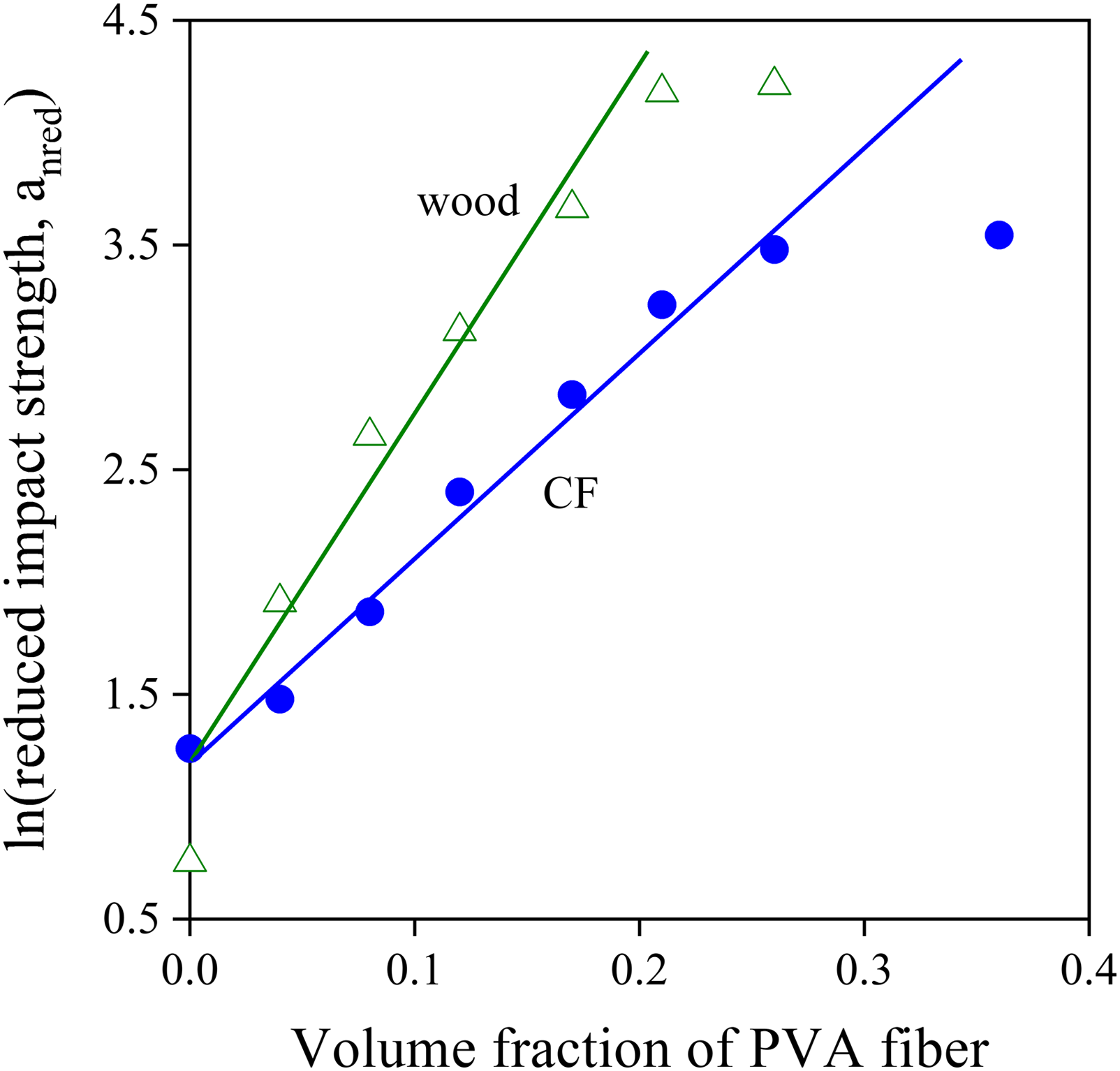
The results presented in Figures 4 and 5 undoubtedly prove that PVA fibers efficiently improve the impact resistance of fiber reinforced PP composites. However, the extent and efficiency of the improvement is difficult to estimate quantitatively by the direct observation of the composition dependence of impact resistance. A model developed earlier offers quantitative information on the reinforcing effect of a second component, impact modifier, filler, or fiber.
48
The model can be expressed in the form of equation (1)

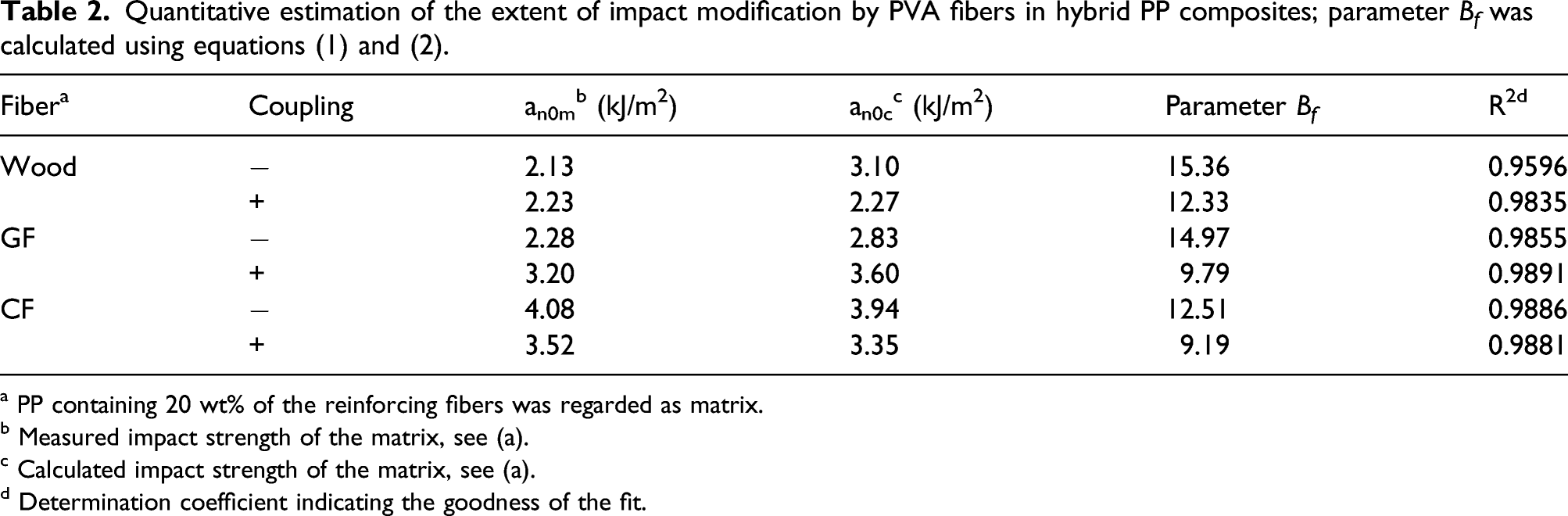
a PP containing 20 wt% of the reinforcing fibers was regarded as matrix.
b Measured impact strength of the matrix, see (a).
c Calculated impact strength of the matrix, see (a).
d Determination coefficient indicating the goodness of the fit.
The fracture process
The fracture of an object consists of two steps: crack initiation and propagation. The first step is assisted in notched specimens by the preparation of the notch. In unnotched specimens, initiation is random, and it occurs at flaws or at around heterogeneities through local processes. Usually crack propagation consumes more energy and impact modifiers influence mainly the propagation step. Instrumented impact testing offers more detailed information about the two steps compared to standard impact tests. The traces recorded during the instrumented impact testing of the composites containing the glass fibers are presented in Figure 7. The measurements were done on notched Charpy specimens. In the absence of the coupling agent Figure 7(a), the PVA fibers increase both the maximum force needed for crack initiation and the area under the traces related to the energy of crack propagation. It is more or less obvious that PVA fibers hinder crack propagation considerably thus increasing impact resistance. The effect is more or less proportional to the amount of the PVA fiber added. The addition of the MAPP coupling agent does not change the effect of the PVA fibers much, that is, both the maximum force and the area under the curve increases with increasing PVA fiber content, but the shape of the traces changes somewhat (Figure 7b). Maximum force increases, but the area under the traces decreases compared to the composites without MAPP with the net effect of slightly smaller impact resistance at good adhesion (see Figure 4). Instrumented impact testing of PP/GF hybrid composites. Notched Charpy specimens. Effect of PVA fiber content and adhesion. PVA content increases from left to right. (a) poor adhesion, without MAPP and (b) good adhesion, with MAPP.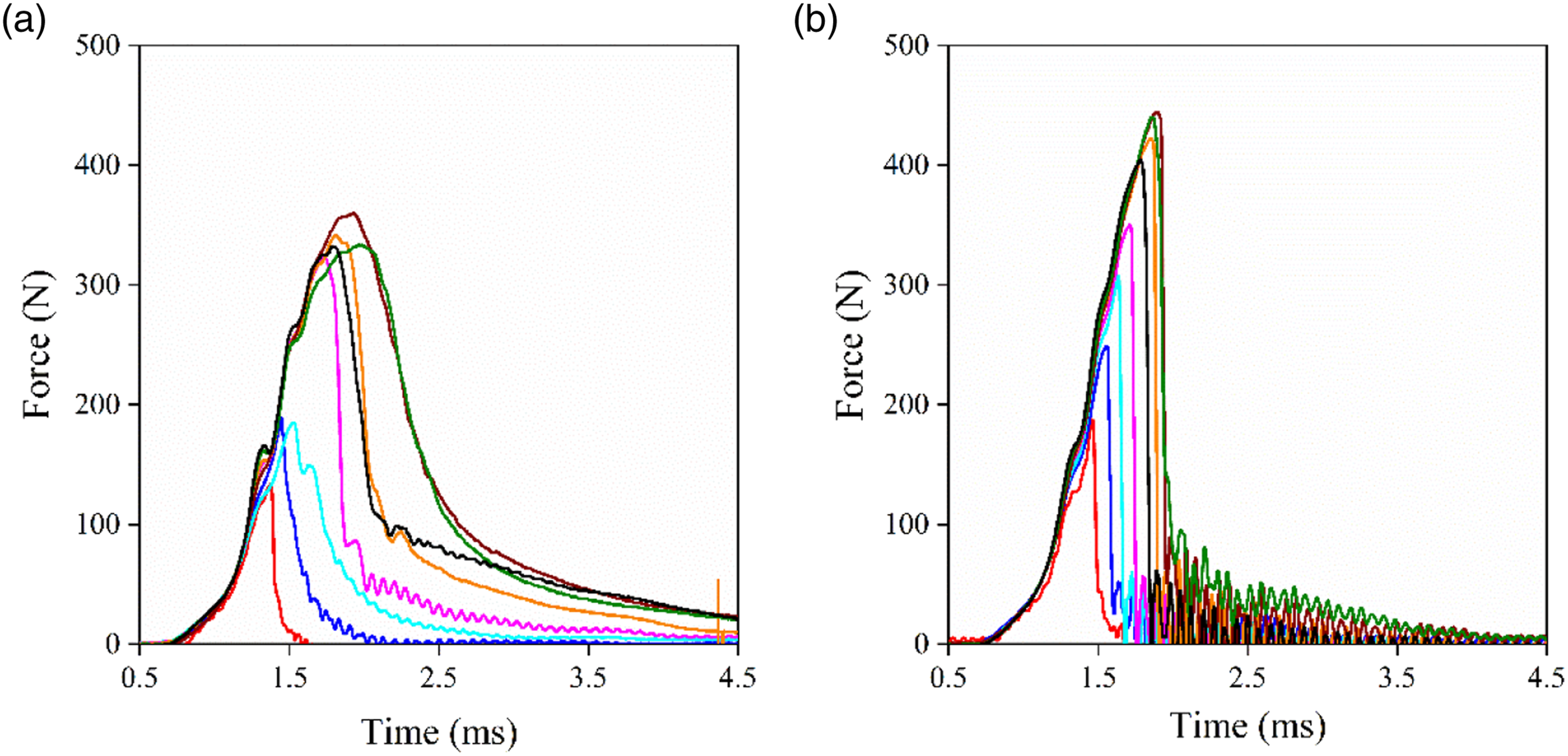
The picture is slightly different in the case of unnotched specimens prepared from PP/wood hybrid composites (Figure 8). In this case, maximum force is slightly larger than for notched samples since fracture initiation is more difficult, and the area under the traces is larger (Figure 8a). The stochastic nature of fracture initiation is also shown by the fact that a clear correlation cannot be established between the characteristic quantities of fracture (maximum force and area) and PVA fiber content. Accordingly, in the case of unnotched specimens, the critical stage of fracture is the initiation of the crack. The stochastic nature of initiation remains the same at good adhesion, in the presence of MAPP as well. Maximum force increases drastically, while the time of fracture remains approximately the same as without MAPP (Figure 8b) leading to slightly increasing fracture resistances as shown by Figure 5. Instrumented impact testing clearly revealed that the PVA fibers influence crack propagation first of all, but crack initiation also plays a role in the determination of impact resistance. Interfacial adhesion has an opposite effect for notched and unnotched specimens because of the larger importance of crack initiation in the latter case. Instrumented impact testing of unnotched samples prepared from PP/wood hybrid composites. The numbers on the traces indicate PVA fiber content. (a) without MAPP and (b) with MAPP.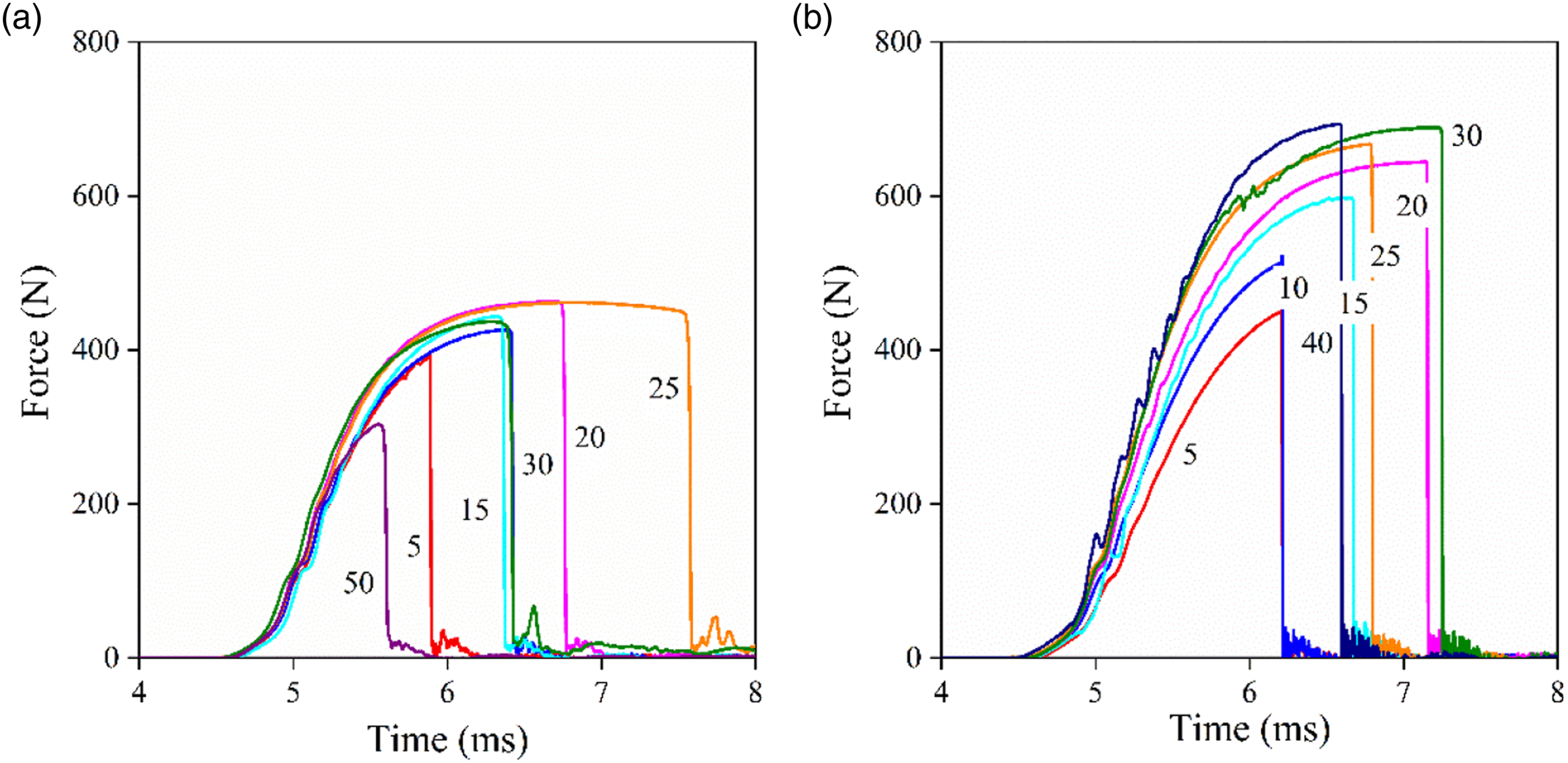
Local processes and mechanism
Fiber reinforced composites are heterogeneous materials prepared from components with dissimilar elastic properties. Under the effect of external load, heterogeneous stress fields develop around the fibers initiating different local processes, which usually start at local stress maxima. The results presented in the previous sections indicate the important role of these processes in the fracture process. Interfacial adhesion and coupling may change the dominating local process thus modifying fracture resistance. The effect of coupling is shown in previous figures and in Table 2.
Some of these local processes are burst-like events, which can be detected by acoustic emission testing. In fiber-reinforced composites, such events can be the debonding or pullout of the fibers and their fracture. The plastic deformation of the matrix does not release elastic waves. Local processes related to both fibers may occur in our hybrid composites. In order to prove the existence of these processes, the result of an acoustic emission test is presented in Figure 9. The signals were recorded during the tensile testing of the PP/GF composite containing 15 wt% PVA fiber in the absence of the coupling agent. The small circles in the figure are individual acoustic events (signals, hits), while the two solid curves are the cumulative number of signal correlation (right axis) summing up all events up to a given strain, and the stress versus strain correlation (left axis) plotted as reference. The figure clearly shows that three consecutive local processes take place in this composite during its testing. This is indicated by the three groups of circles (signals) and the three stages or steps on the correlation between the cumulative number of signals and strain. Based on previous experience,34,35 the three processes are the debonding of the PVA fiber, the debonding of the glass fiber with better adhesion because of the sizing used, and the fracture of both fibers at the end of the test. Acoustic emission measurements clearly show that coupling modifies the local processes, the appearance of the plots change considerably. However, we refrain from presenting the acoustic emission results for all composites in order to keep the paper at reasonable length. The result of the acoustic emission testing of the PP/GF composite containing 15 wt% PVA fiber. Three consecutive local process. Symbols: (○) individual acoustic events, the solid lines are the cumulative number of signal trace (right axis) and the stress versus strain correlation (left axis).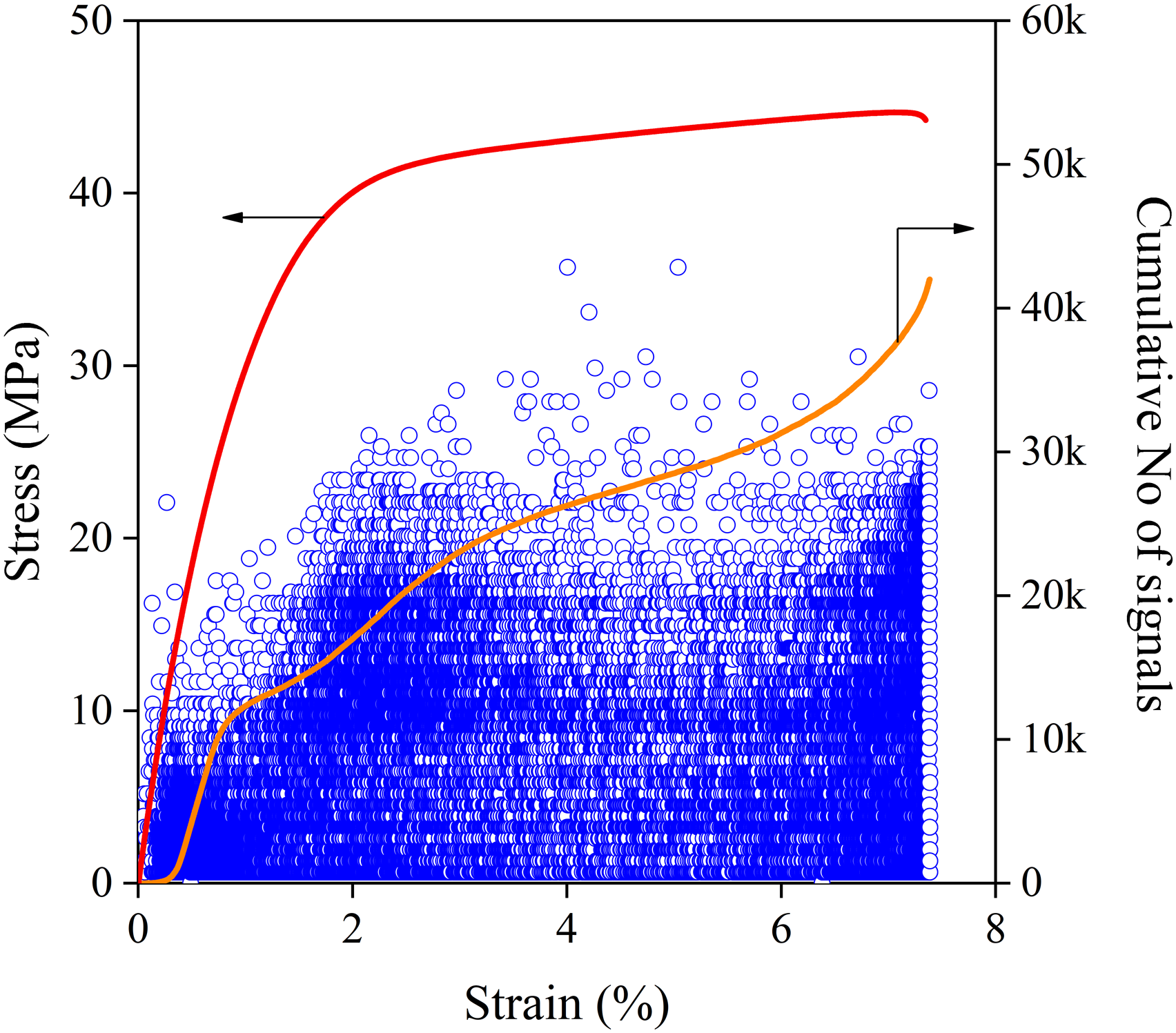
Acoustic emission testing may indicate the existence and number of processes taking place during deformation and failure, but those cannot be identified unambiguously based on the results. SEM micrographs offer additional information about these processes and help their identification (Figure 10). A micrograph recorded on the fracture surface of the PP/wood composite containing 20 wt% PVA fiber is presented in Figure 10a. The micrograph clearly shows that the dominating process in this case is debonding and fiber pullout, and the surface is covered by the debonded/pulled out PVA fibers. Previous experience shows that the wood particles predominantly debond in the absence of the coupling agent.
49
As mentioned above, coupling drastically changes the local processes; both PVA fibers and wood particles break in the presence of MAPP, as shown by Figure 10b. The main processes are basically the same in the other four sets of composites as well. Considerable debonding of PVA fibers, as well as pullout and fracture of the glass fibers are seen in the PP/GF/PVA composites at poor adhesion (Figure 10c), while fracture is the dominating process in the presence of MAPP (Figure 10d). The micrograph recorded on the PP/CF/PVA composite offers a very similar picture at poor adhesion (Figure 10e). Rather surprisingly, the fracture surface of the CF composites prepared with MAPP is different, and considerable pullout of the carbon fibers is seen in the micrograph indicating the inefficiency of coupling in this case (Figure 10f). The study of local processes by acoustic emission testing and SEM indicates that several processes take place during the deformation of the specimens parallel or consecutively and coupling changes the dominating process in most cases. The efficiency of impact modification depends on these processes, each one of them consuming different levels of energy. SEM micrographs recorded on the fracture surface of PP/reinforcing fiber/PVA hybrid composites. All composites contained 20 wt% of the reinforcing and 20 wt% PVA fiber. Magnification: 250×; (a) wood, no MAPP, (b) wood, MAPP, (c) GF, no MAPP, (d) GF, MAPP, (e) CF, no MAPP, and (f) CF, MAPP.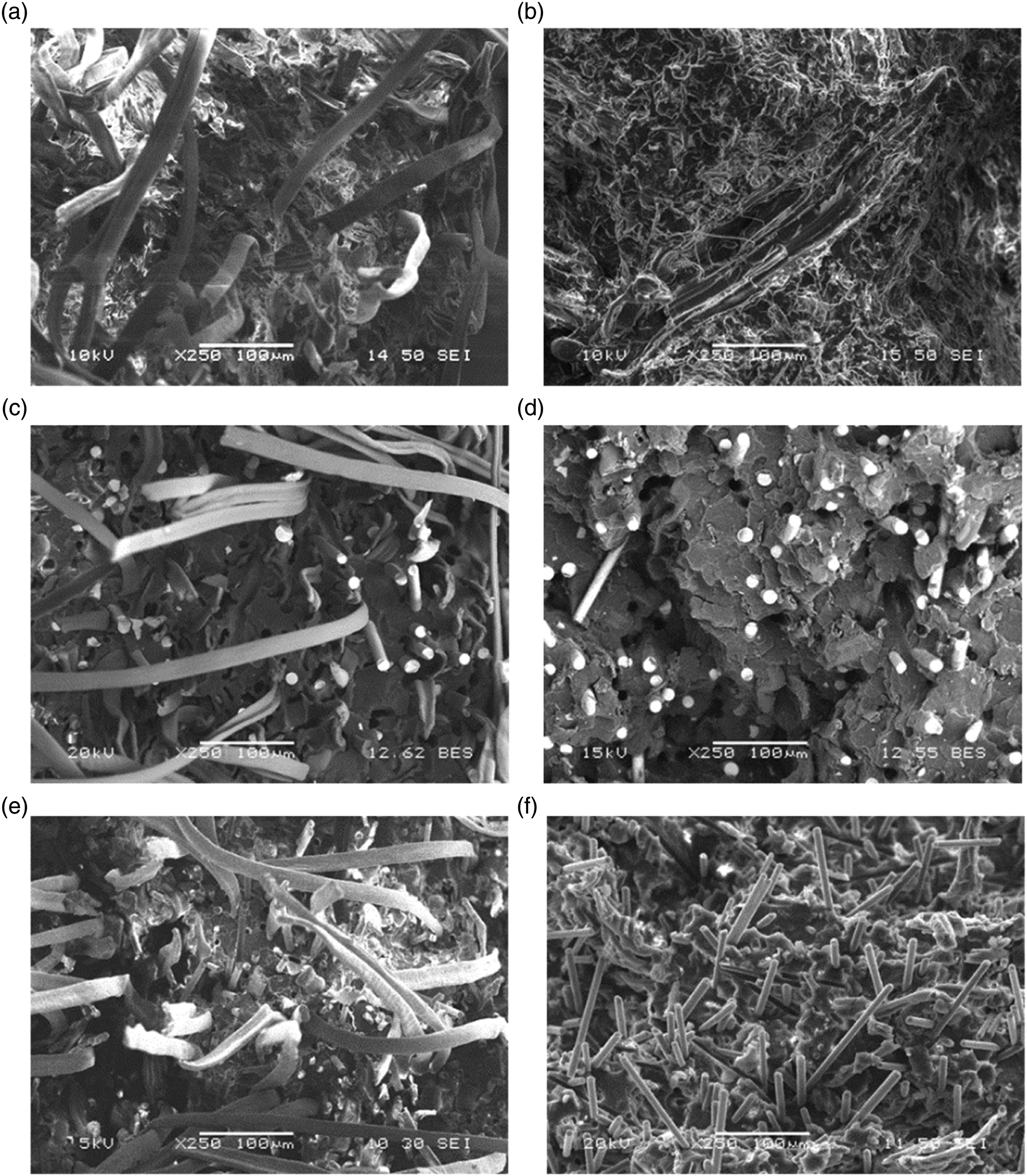
Discussion
Characteristic quantities of the composites related to interfacial adhesion (parameter B t ), local processes (signals), and impact resistance (an).
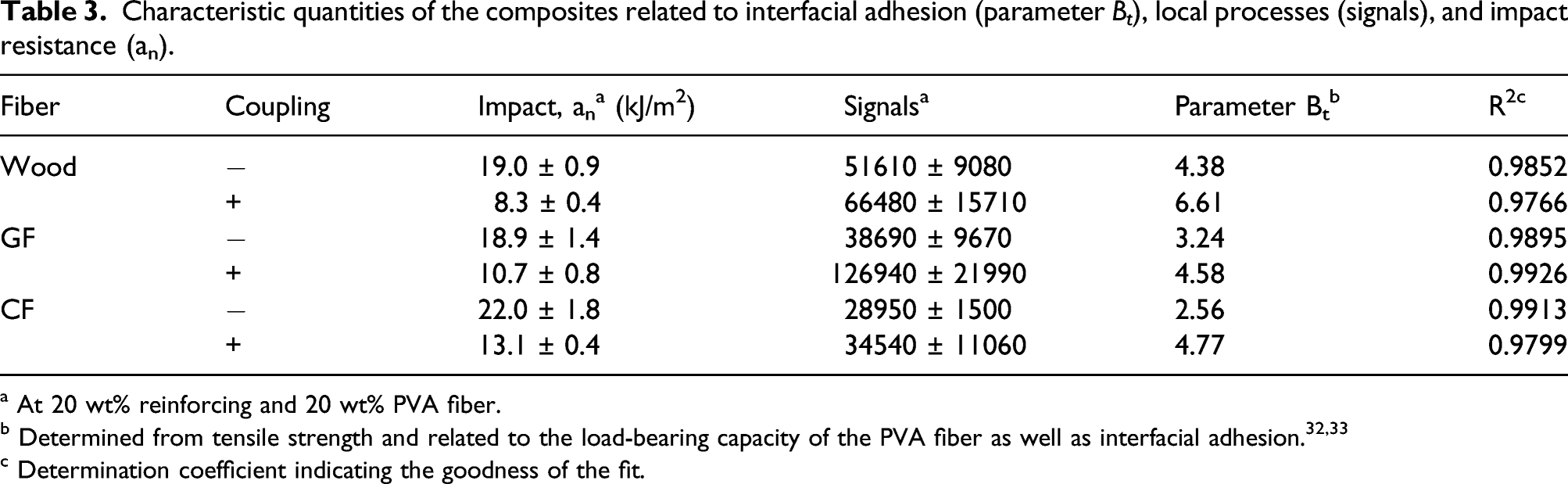
a At 20 wt% reinforcing and 20 wt% PVA fiber.
b Determined from tensile strength and related to the load-bearing capacity of the PVA fiber as well as interfacial adhesion.32,33
c Determination coefficient indicating the goodness of the fit.
The values of parameter B t show that coupling increases interfacial adhesion in all three cases, the largest increase is achieved in wood composites, while the smallest in those containing GF. The smaller effect can be explained by the fact that adhesion is inherently good in this case because of the sizing of the glass fibers. Coupling, that is, increased adhesion, decreases impact resistance drastically, approximately to half of the value measured at poor adhesion at least at the composition discussed here. On the other hand, the number of signals is always larger in the presence of the coupling agent, sometimes drastically (see GF). In the Local Processes and Mechanism section, we could identify the local processes generating these signals, the fracture of the fibers being the dominating process at good adhesion. Obviously, the debonding of the fibers, or more exactly the plastic deformation of the matrix initiated by debonding, consumes more energy than fiber fracture, but this latter process is also significant and an improvement of fracture resistance can be achieved with PVA fibers also in the case of good adhesion. Local processes are especially important in the case of the unnotched specimens, the debonding of wood particles is easy, flaws are created, which facilitate the initiation of cracks. Accordingly, fracture resistance is small in the absence of the MAPP coupling agent. At good adhesion, wood particles must be fractured to initiate fracture which requires more energy. The same considerations apply more or less also to carbon fibers.
The results clearly prove that the proper selection of composition, fiber type and interfacial adhesion allows the design of materials with very good property combinations. Moreover, properties can be modified in a relatively wide range according to the requirements of the intended application. The combination of a stiffness larger than 4 GPa, 6 GPa in the case of carbon fibers, and an impact resistance of 20–25 kJ/m2 is very useful if the material is used for structural purposes in any area of the industry, but especially in automotive.
Conclusions
The results obtained in this study on the impact modification of fiber reinforced hybrid composites prove that the novel concept of using synthetic fibers for the purpose can be applied successfully also with PVA fibers. The impact resistance of the composites increases with increasing PVA fiber content. The extent of improvement in impact strength depends on fiber type and content, but also on interfacial adhesion which strongly influences the local deformation processes occurring around the fibers during fracture. Both the reinforcing and the synthetic fiber take part in these processes and contribute to energy consumption. Debonding and the subsequent plastic deformation of the matrix consumes energy the most efficiently, but the fracture of the PVA fibers also requires energy; thus, PVA fibers improve impact resistance both at poor and good adhesion. The approach allows the design of materials for structural applications, the combination of a stiffness of 4–6 GPa and an impact resistance of 20–25 kJ/m2 exceeds the properties of most PP composites available on the market.
Footnotes
Acknowledgments
The significant help of Dóra Szemerszki and András Bartos in sample preparation and impact testing is highly appreciated.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support of the Comet program of Austria and that of the National Scientific Research Fund of Hungary (OTKA Grant No. FK 129270) for this project on the modification of polymeric materials. This work was also supported by the ÚNKP-20-4-I-BME-327 New National Excellence Program of the Ministry for Innovation and Technology from the source of the National Research, Development and Innovation Fund. One of the authors (RV) is grateful also to the Pro Progressio Foundation for its support.