
Abstract
Ballistic clothing is a crucial safety element that helps to save lives of its wearers. According to the protection level, the ballistic vest is reinforced by one or two armor panels designed to resist to attacks destinated to upper parts of the body. The resistance behavior of ballistic body armor depends on several factors. The most important factors are related to the ballistic fabric properties such as the type of fabric, its thickness, its structure, its strength and strain, and the type of the employed resin. In this review paper, the factors influencing the ballistic performances of soft armor panel and hard armor panel are presented. They are investigated based on an in-depth review of previous research studies and experimental test results. This paper also reports the various methods developed by the researchers to improve the performance of ballistic materials. Thus, ballistic material manufactures and researchers could find some guidelines on promising materials and structures that can be used to build efficient body armors.
Introduction
NIJ protection levels. 94
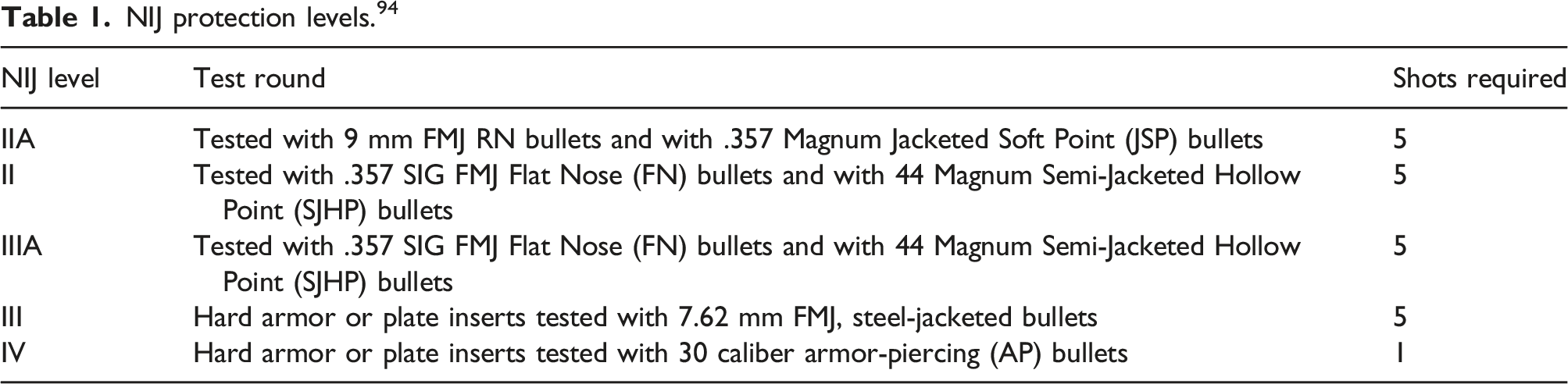
Different materials have been used to protect the user of the ballistic vest according to the threat degree of attacking weapons. 4 These materials are made as layered composites. Hard panels are principally made of metal, composite, or ceramic plates.5–7 Due to their important mechanical properties such as high hardness, low density, and high compressive strength, ceramic materials such as silicon carbide (SiC), boron carbine (B4C), or aluminum oxide (A12O3) have been extensively applied in hard panel design. 6
Moreover, the hard panel could be made with various combinations such as ceramics/composites, ceramics/metal, composites/metal, and ceramics/composites/metal. These combinations guarantee a considerable resistance to crushing against sharp forces and high degree of attacking weapons. However, the resulting body armors are heavy (more than 10 kg), prohibitive, and increase the thermophysiological discomfort on the wearer. Figure 1 illustrates an example of the combination of a hard panel.
8
Example of hard panel composition (ceramic/composite/metal).
8
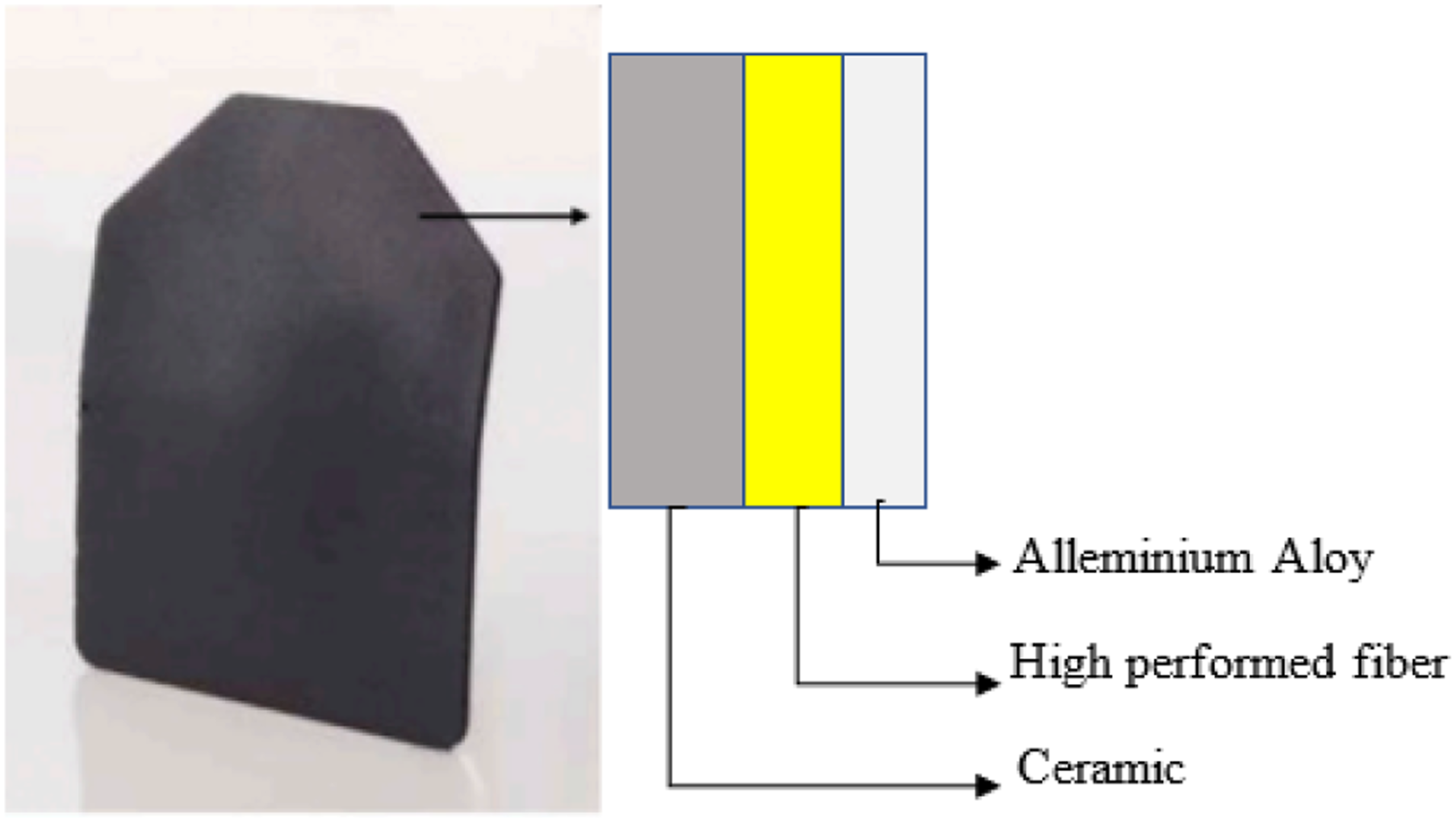
The projectile hitting a hard panel is remarkably deformed. This act causes the fragmentation of fragile hard protection and generates consequently a risk for the wearer. The function of the soft panel then is absorbing the remaining energy after the striking action.
The idea of using textile materials in bulletproof vests arose from the fact that some textiles can absorb large amounts of energy due to their high modulus of elasticity, low density, and high tenacity. 9 Today, there is a growing interest in strong and lightweight materials for new developments of ballistic protection. To assure protecting effect, soft ballistic panels are composed of 20–50 layers of woven or unidirectional fabrics, made from high-performance fibers. 10 Nevertheless, the panels remain massive and heavy enough to restrict the wearer’s movement. Consequently, these constraints present several defies in terms of reducing the armor weight and improving its effectiveness like decreasing the amount of deformation (back face signature) and handling multiple ballistic shots.
This review describes fabric-related parameters (fabric properties and fabric constructions) and performance characteristics (puncture penetration resistance, resilience, and durability) influencing the energy absorption. The different methods used to improve the performance of body armor panel materials are also highlighted.
Fibrous products for ballistic protection
Fibrous materials have been gaining importance in developing products used for ballistic protection. There are different types of fibers used for ballistic applications such as mineral, organic, and natural fibers.
Mineral fibers
Carbon fiber
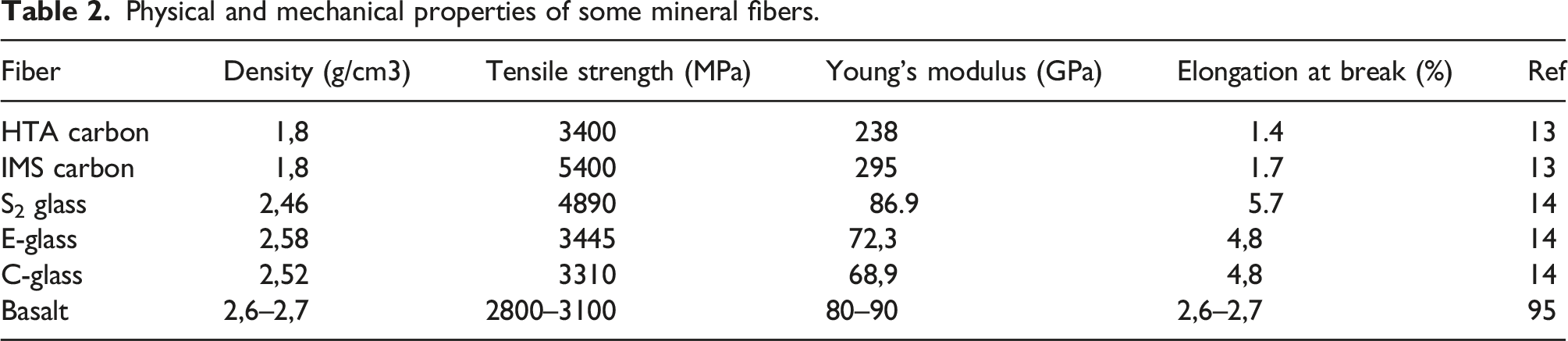
Physical and mechanical properties of some mineral fibers.
Glass fiber
Glass fiber having low cost production is the most widely used reinforcement in fields such as construction, boating, and non-structural aeronautical applications. In addition, it has an excellent ballistic performance. The principal advantages of glass fibers are high tensile strength, high chemical resistance, and excellent insulating properties. The disadvantages are relatively low tensile modulus and high density (among the commercial fibers), sensitivity to abrasion during handling, relatively low fatigue resistance, and high hardness. Table 2 presents physical and mechanical properties of different types of glass fibers. According to these characteristics, grade S2 is recommended for ballistic applications. 14
Basalt fiber
Basalt fiber is obtained from the fusion of the volcanic rock of the same name. The raw material is easily accessible and almost in unlimited quantities. Several publications have appeared in recent years documenting the importance of basalt fiber in protective clothes.15–18 Table 2 presents the physical and mechanical properties of this high-performance fiber. In the armor protection field, basalt fiber has excellent performances. Its chemical composition, including SiO2, Al2O3, CaO, MgO, Fe2O3, and FeO, is similar to glass fiber while basalt fiber is more stable in strong alkali conditions.
19
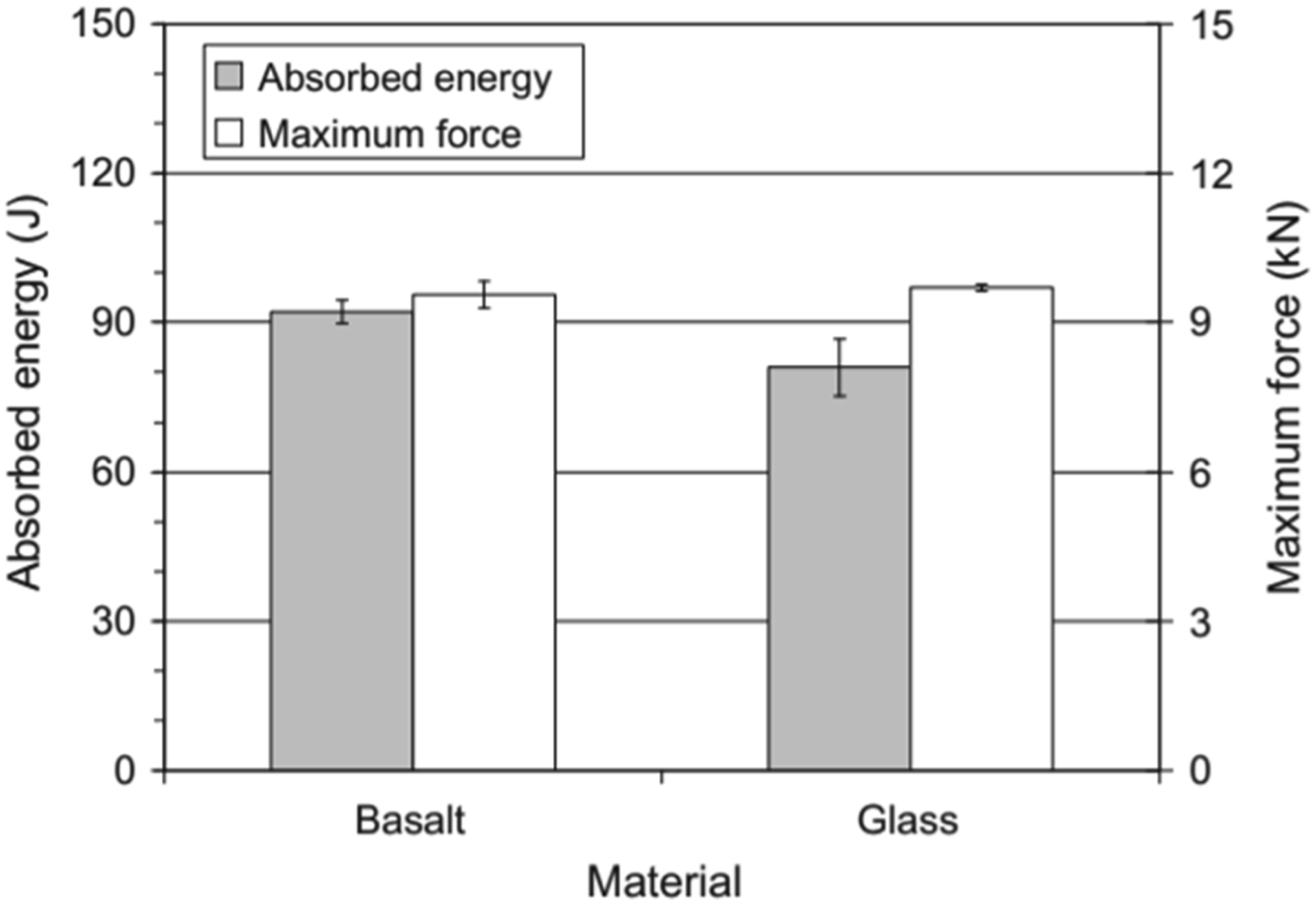
In addition, laminates reinforced with basalt fibers have indeed mechanical properties equivalent to those of composites reinforced with glass fibers or even superior20,21 as can be seen in Figure 2. According to the study of Lopresto et al.,
21
the energy absorbed by a laminate reinforced with woven basalt fibers during a low-speed impact is 11% higher than that absorbed by laminate reinforced with woven glass fibers. Absorbed energy and maximum force of basalt and E-glass composites.
21
Organic fiber
Aramid fiber
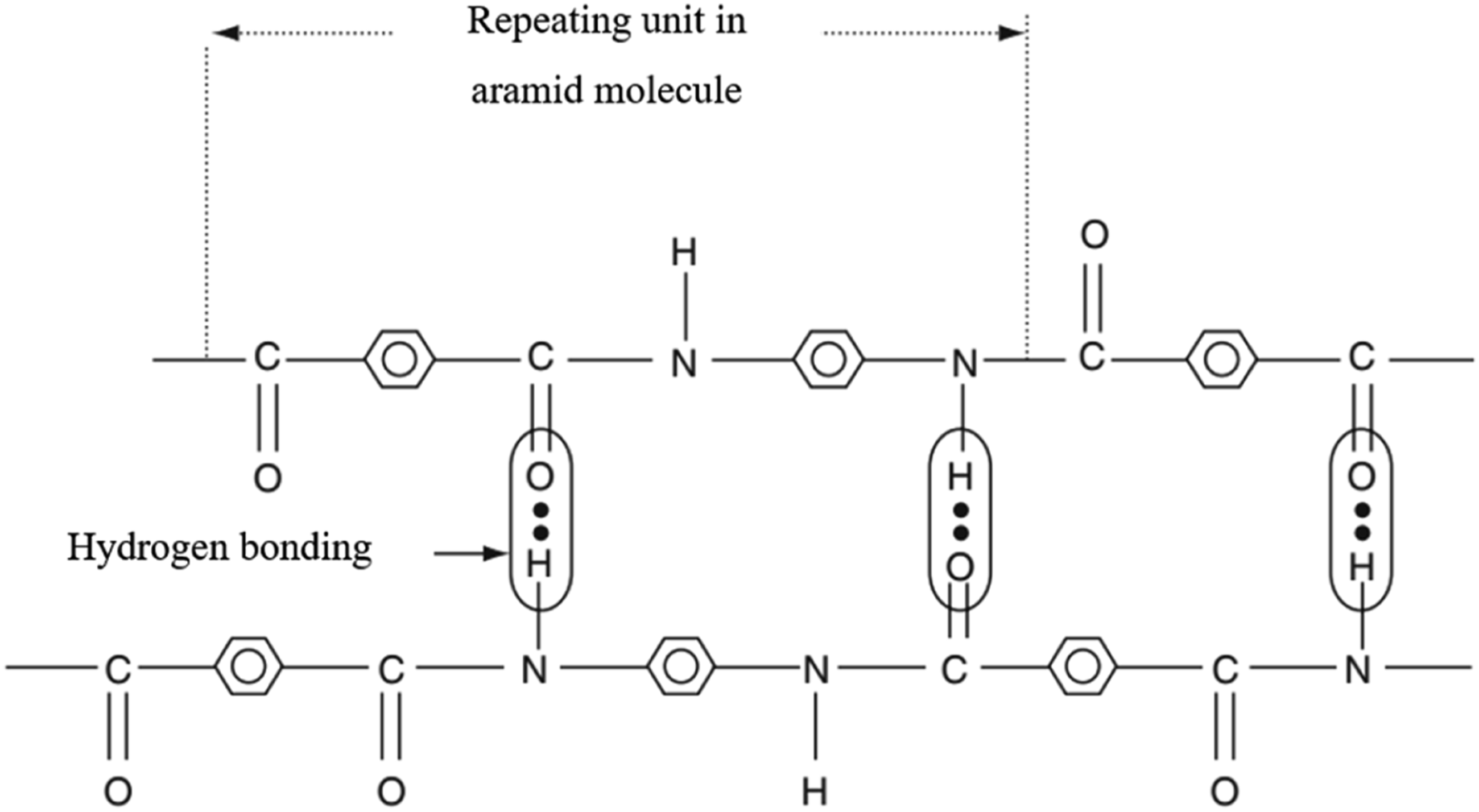
Aramid fiber is the most common material used for protective vests. It is an aromatic polyamide containing cyclic aromatic elements and amide group, namely, phenyl group, which is responsible for the high-performance properties as shown in Figure 3. The linear structure of the polymer chains is also responsible for these properties because they can form easily strong intermolecular bonds.
22
Aramid fibers have unique properties that set them apart from other fibers. Aramid fiber tensile strength and modulus are significantly higher than those of earlier organic fibers while fiber elongation is lower. They can be woven on fabric looms more easily than brittle fibers such as glass, carbon, or ceramic. They also exhibit inherent resistance to organic solvents, fuels, lubricants, and exposure to flame.
23
Molecular structure of aramid fiber (Kevlar 49).
12
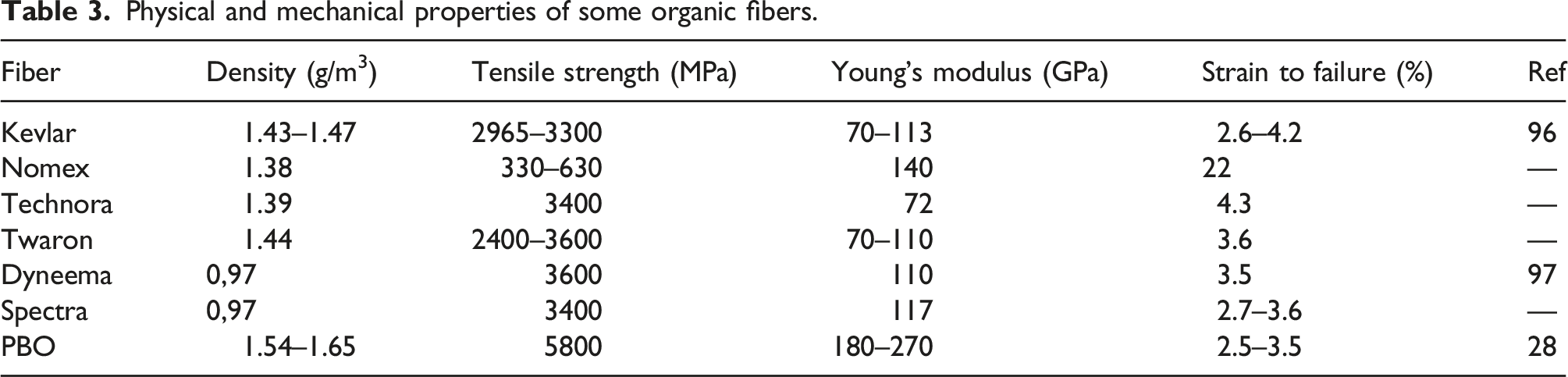
Physical and mechanical properties of some organic fibers.
Polyethylene fiber
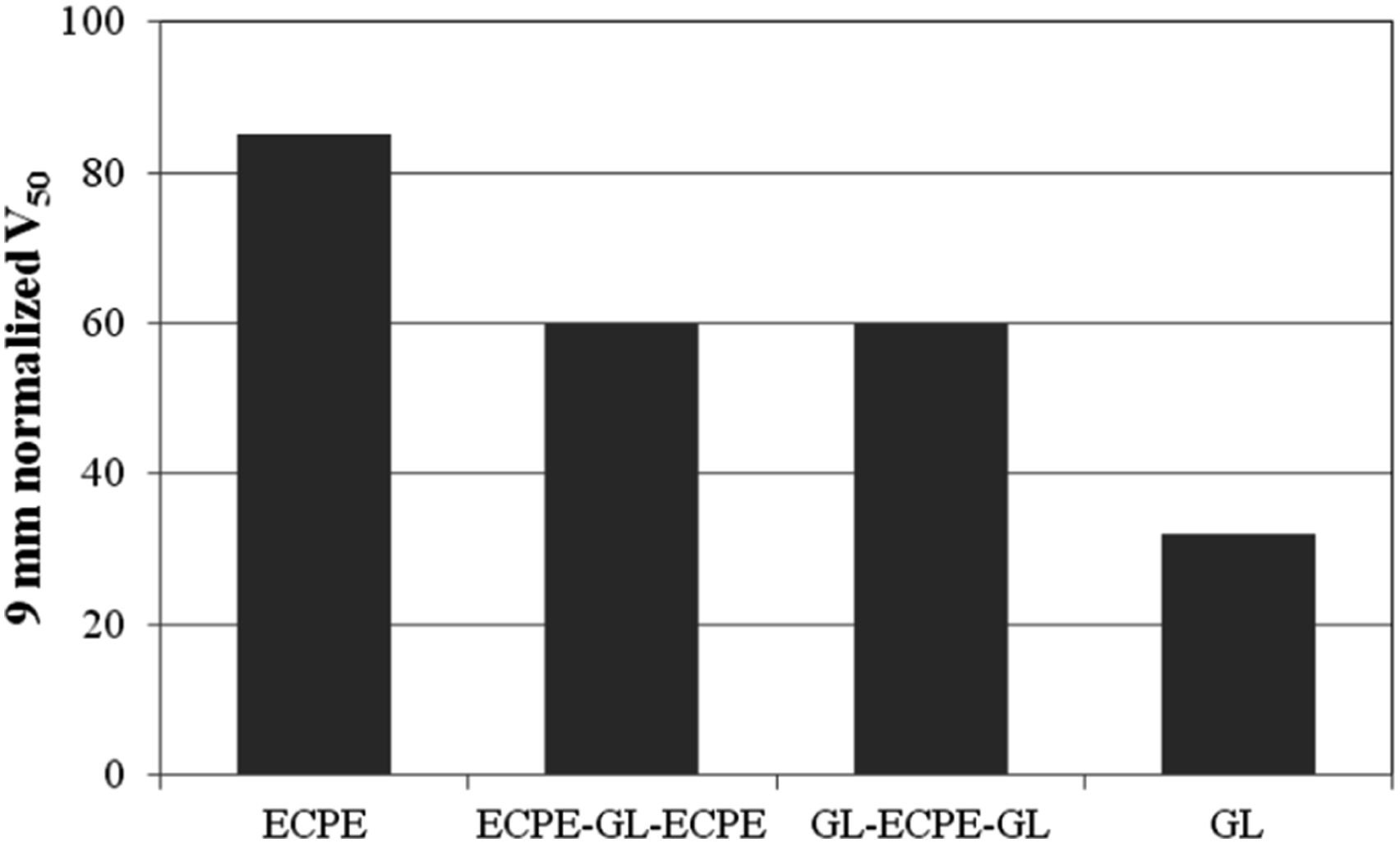
Polyethylene polymer requires gel spinning procedure for its formation as a ballistic-resistant material (Figure 4). It is widely known as ultra-high molecular weight polyethylene (UHMWPE). This fiber has extremely linear molecular chains, resulting in very high parallel orientation and crystallinity. Inside the fibers, these chains can reach 95% parallel orientation and crystallinity of over 85%, making these materials the most impact resistant of all existing thermoplastics. Normalized V50 of composite-reinforced PE and glass fibers: ECPE = PE (17 layers); GL = glass (17 layers); ECPE-GL-ECPE = 4 layers PE/8 layers glass/4 layers PE; GL-ECPEGL = 4 layers glass/8 layers PE/4 layers glass.
27
UHMWPE has very low specific gravity, and tensile strength is 15 times higher than steel. This family of fibers includes the Dyneema® products from DSM and the Spectra® products from Honeywell. The mechanical characteristics of the most common type of UHMWPE fibers are presented in Table 3.
The study made by Bhatnagar et al. 27 compares the impact resistance of glass fabric and Spectra® polyethylene fabric impregnated in an ester-vinyl resin. The results presented in Figure 4 show that, for a ballistic threat with a projectile weight of 8 g, the normalized ballistic velocity is twice more important for the PE fiber than glass fiber.
PBO fiber
PBO is the abbreviation of the para-phenylene benzobisoxazole fiber. It is made by the Toyobo Company (Osaka, Japan) under the trademark Zylon®. It has interesting performance in both mechanical properties and resistance to environmental effects such as heat, moisture, abrasion, and seawater corrosion. Table 3 summarizes some properties of PBO fiber. This high-performance fiber is promised to replace today’s aramids. 28 It can absorb nearly twice the energy per unit areal density than both Kevlar and Spectra fibers but costs several times as much as aramid or polyethylene. 29
Moreover, PBOs provide a vest with equivalent protection to aramid vests at half the thickness. However, PBO has been faced problem from vest manufacturing market due to performance decline at aging regardless of climate in a relatively mild environmental conditions of moisture 30 and sunlight heat 31 according to Toyobo test figures. The decline in performances due to aging was about 15%.
Natural fiber
Lately, natural fibers have gained interest in the ballistic application for several reasons. First, they are environment-friendly, which means that they are biodegradable. 32 In addition, the energy consumption used to produce them is very small compared to glass and carbon fibers. Moreover, the density of natural fibers is in the range of 1.25–1.5 g.cm−3 compared with 2.54 g.cm−3 for E-glass fibers and 1.8–2.1 g.cm−3 for carbon fibers. 33 The modulus–weight ratio of some natural fibers is greater than that of E-glass fibers, which means that they can be very competitive with E-glass fibers in stiffness-critical designs.34,35 Concerning the price, natural fibers are much less expensive than glass and carbon fibers.
Jute fiber
The jute fiber is extracted from the stem of the jute plant. This natural fiber presents a range of density 1.30–1.45 g.cm−3 and tensile strength between 393 and 800 MPa, which makes it suitable to replace synthetic fibers in polymer composites. In their study, Luz et al. compared the ballistic performances of plain Kevlar layers and 30 vol% jute fabric–reinforced epoxy composite used as an intermediate layer. The ballistic test with 7.62 caliber ammunition revealed that the jute fabric composite has a relatively similar performance to the Kevlar. The depth of penetration of the ball was also measured. They found that the depth penetration obtained using jute composite (21 mm) is lower than that obtained with Kevlar (23 mm). 36
Curaua fiber
Curaua fibers are extracted from the leaves of the curaua plant. They have a density of 0.92 g.cm−3 with an average tensile strength of 1250–3000 MPa and Young’s modulus of 27–80 GPa.12,37 Monterio et al. investigated the ballistic performance of armor panels composed of ceramic, aramid fabric, or curaua fiber composite and aluminum layers in terms of depth penetration into clay witness simulating a human body. They measured average depth of indentation in order to compare the performance of the different multilayered panels. They proved that the curaua/epoxy composite presents the best ballistic performance with an average 17.13 mm of depth penetration which is lower than that of aramid fabric with 22.67 mm. 38
Ramie fiber
Ramie is a natural fiber that exhibits a high strength when wet. 39 Braga et al. investigated two types of epoxy composites reinforced with raw ramie fibers and with aramid fabric layers as intermediate layer in the ballistic panel. They found that ramie fiber presents similar ballistic performance comparing to Kevlar. Moreover, the ramie fiber composite was the least expensive. 40
Despite all these performances, there are some limitations if the use of natural fibers as ballistic materials. In fact, the tensile strength of natural fibers is relatively low. They also have other limitations like low melting point and moisture absorption. At temperatures higher than 2008°C, natural fibers start to degrade, first by the degradation of hemicellulose and then by the degradation of lignin. The degradation leads to odor, discoloration, release of volatiles, and deterioration of mechanical properties.
Fabric structures used in ballistic applications
Soft ballistic panels are made from numerous layers of the unidirectional fabrics (UD), bidirectional fabrics (2D), triaxial fabrics (3D), braided fabrics, and nonwoven fabrics.
Unidirectional fabric (UD)
The unidirectional fabric is the extensively used structure for the ballistic applications. It is a non-woven structure composed of unidirectional bonded layers. The UD fabrics are produced by placing warp and weft fibers at right angles (at 0° and 90°) on the top of each other and then sticking them by using polyethylene film as shown in Figure 5. UD fabric structure formed by placing the yarns at 0° and 90° and sticking them using polyethylene (PE) film.
43

A UD layer of fabric could contain tow and even more layers of fibers. The obtained layers are laminated into a soft or a hard panel. Compared to woven fabrics, in the UD ones the fibers are totally straight without interlacement points. After bullet impact, the fibers respond directly to absorb and to propagate the weave stress. Recently, several research studies have demonstrated the ballistic performances of the unidirectional fabrics in terms of energy absorption and propagation.34,41,42 Karahan 43 tested woven Twaron fabric and UD K-Flex fabric. He showed that the unidirectional structure absorbed around 12.5–16.5% more energy than woven fabric panels for the unit panel weight. Moreover, because of the intersection point in woven fabrics, the projectile energy is restricted to be dissipated fastly. In fact, because of the absence of crimped yarn in UD fabrics, the longitudinal strain wave travels more faster.
Bidirectional fabrics (2D)
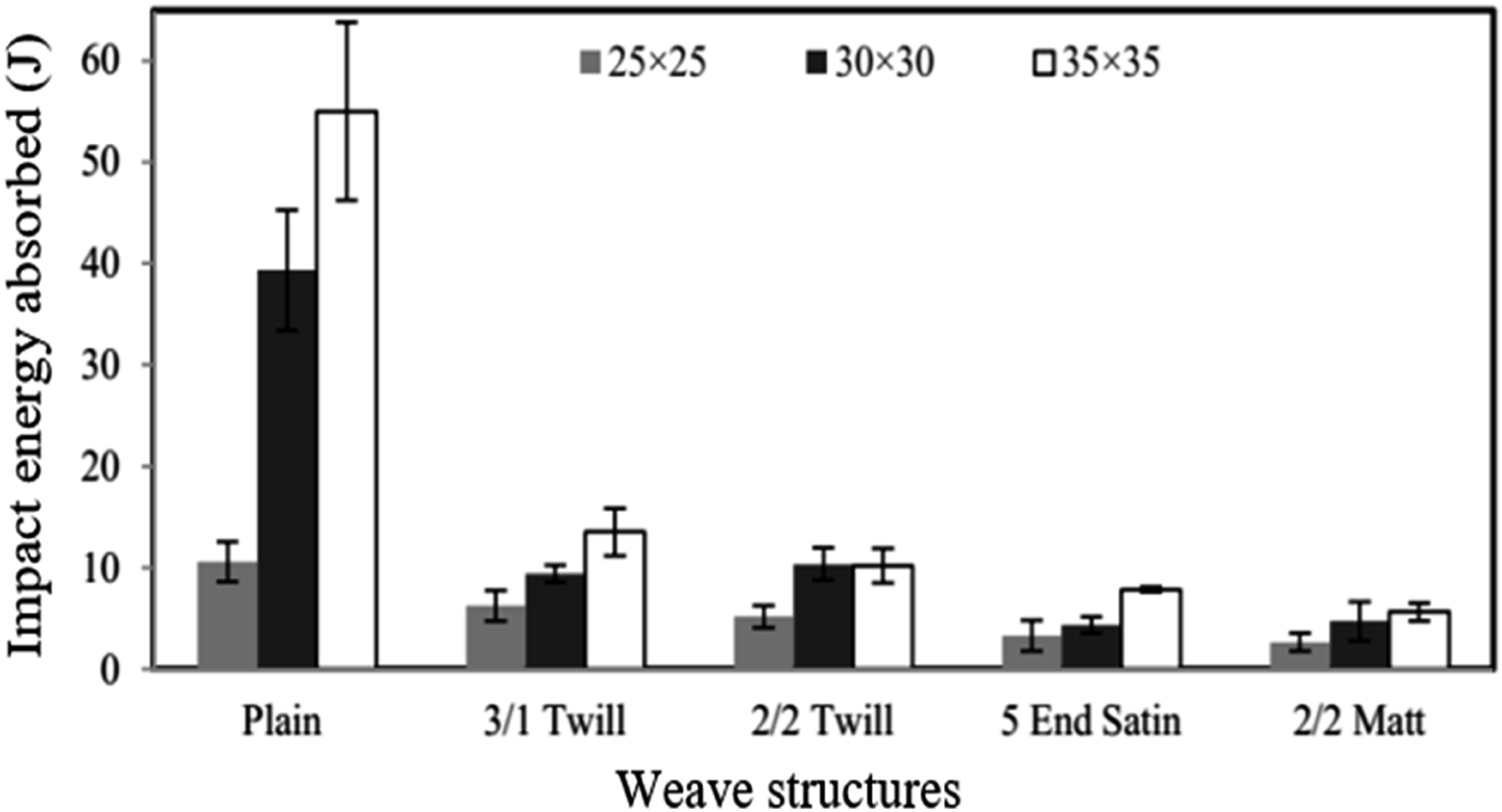
Bidirectional woven fabric is the traditional and most used structure for soft body armor. In addition to material characteristics, the weave structure has a significant influence on ballistic performance. Laha et al. studied the energy absorption of Technora ballistic fabrics with five different weave structures (Plain, 3/1 Twill, 2/2 Twill, 2/2 Matt, and 5 End Satin) with different densities (25 × 25, 30 × 30, and 35 × 35). They found that, by depending on the fabric density, the plain weave presents the highest impact resistance followed by 3/1 Twill, 2/2 Twill, 5 End Satin, and finally the 2/2 Matt as shown in Figure 6.
44
Impact of energy absorption for the studied weave structures
44
Chu et al. studied the ballistic performance of Kevlar woven fabrics with four weave structures (Plain, Twill, Satin, and 3 × 3 Basket). They proved that the Plain weave structure presents the best performances against armor-piercing and rifle bullets at low speeds. For the high-speed, the 2 × 2 Basket fabric had the higher ballistic resistance performance, followed by the Plain weave. Concerning the Satin woven fabric, it has the weakest bulletproof properties. 45 The major drawback of this approach is that woven fabrics with lower densities have a lower ballistic resistance. In fact, the bullet passes more easily through more fabric layer as the bullet does not spend its energy breaking the yarns. In particular, when the bullet speed is high and the bullet dimensions are low, this effect is more pronounced. Moreover, if the fabric is stiff or the weave structure is tight, the energy absorption will be restricted.
Triaxial fabric (3D)
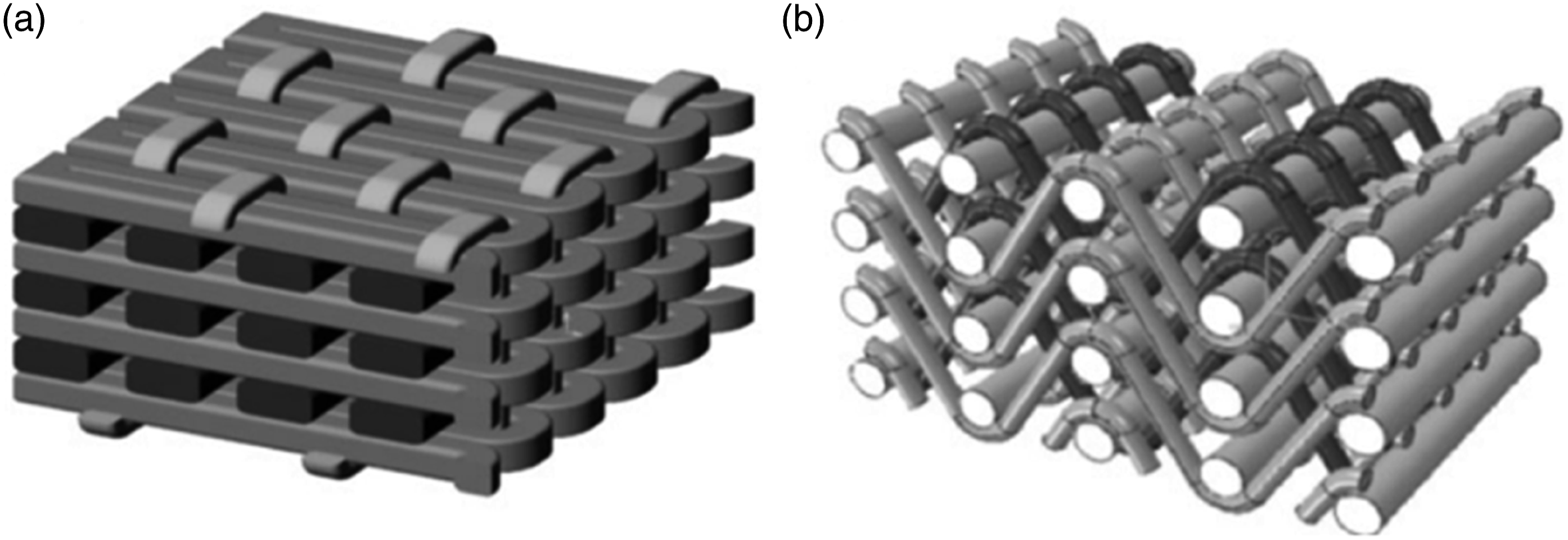
Triaxial woven fabrics (3D) have been widely applied in ballistic protection.30,31,46 Interlock angle and orthogonal weave architectures shown in Figure 7 are the most widely used weave structures in ballistic protection.
47
3D woven structures: (a) orthogonal weave and (b) interlock angle weave.
91
In the literature, it was proven that 3D woven fabrics have high impact resistance and high damage tolerance under low-velocity impact.
48
In a recent paper, Li et al.
49
highlighted that the UHMWPE fabric with the Orthogonal/Through-the-thickness (O/T) structure reveals better stab resistance than that of other main 3D warp interlock structures. Another advantage of the use of 3D woven fabrics is demonstrated by Chen et al.
50
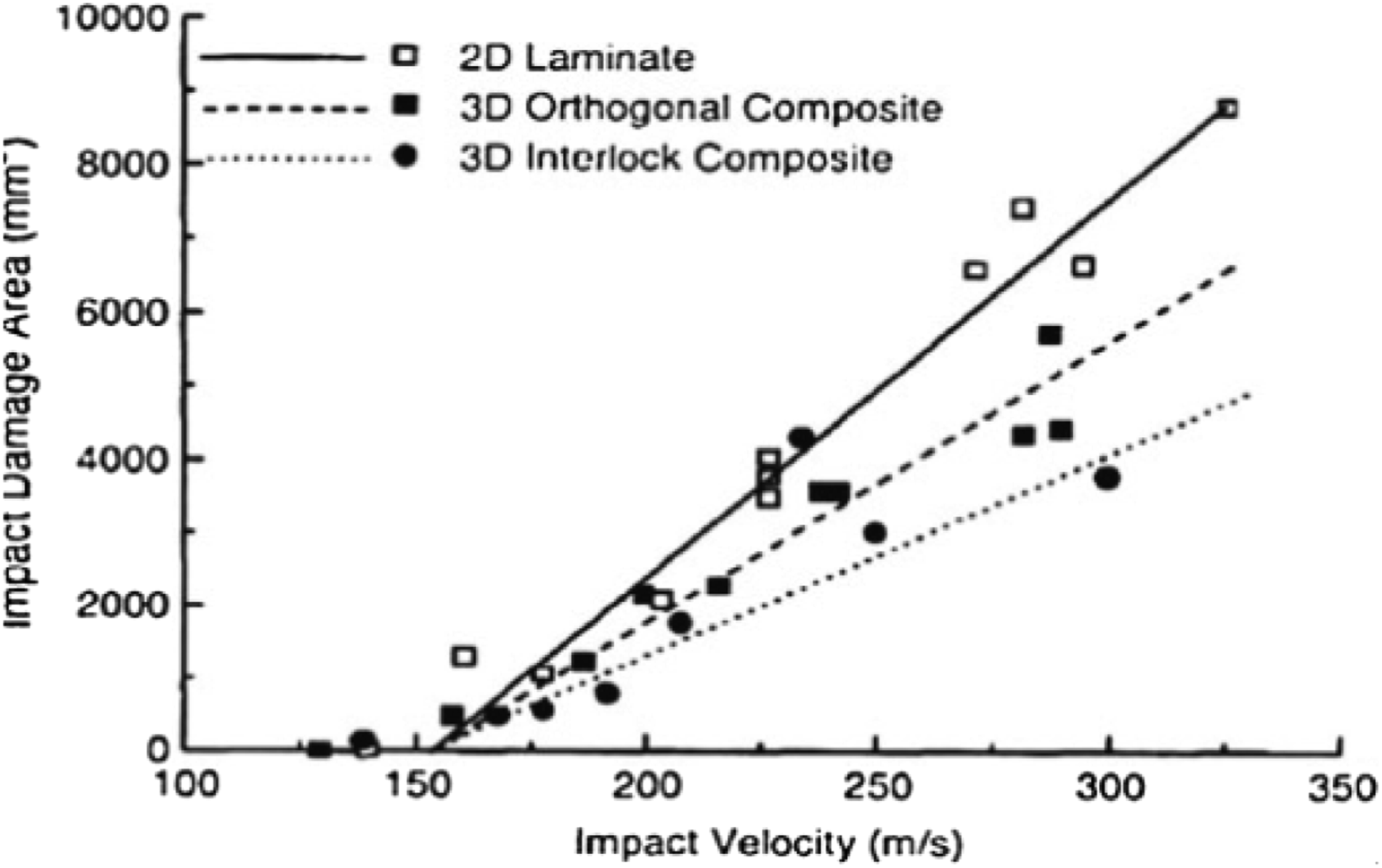
who presented the interlock angle woven fabric as an alternative to the plain woven fabrics in making female soft body armor panels due to their formability and moldability without the need of cutting or sewing. Moreover, the presence of Z-oriented yarns in 3D fabrics enhances in-plane properties due to the bias yarn layers so that could be the solution for the delamination problem in 2D and UD fabrics. Indeed, Hu et al. have proved that the 3D fabrics have a decrease in the delaminated area compared to 2D fabrics as shown in Figure 8.
51
Effect of weaving on the impact damage area.
51
Polymer-matrix used in ballistic applications
Because of their lightweight, flexibility, and mechanical performance, the cited high-performance fibers are exploited as reinforcement in polymer–matrix composites for body armor application. 25 To more enhance the protection level of the ballistic body armor, the choice of the appropriate matrix is crucial. In a composite material, the main role of the matrix is to distribute the forces between the fibers. However, it also governs its thermal and chemical resistance and plays an important role in its impact resistance. The matrix consists of a polymer resin to which fillers and additives are added. Its choice depends mainly on the conditions of use and the desired level of performance. Two main categories of resins can be distinguished: thermosets and thermoplastics. 52
Types of resin
Thermosetting resin
Thermoplastic resins
Thermoplastic resins are polymers with linear or branched chains (monodirectional or bidirectional). They are generally fusible and soluble, and this gives them the great advantage of being able to be alternately softened by heating and hardened by cooling and facilitates their molding by viscoplasticity. This transformation is also reversible, making it possible to recycle thermoplastic polymer materials. The processing temperature of amorphous thermoplastics is close to their glass transition temperature, whereas it can reach the melting point for semi-crystalline materials. Evolution of delaminated area of carbon/PEEK and carbon/epoxy composites with a [45/03/-45/02]S drape sequence after drop weight impact.
56
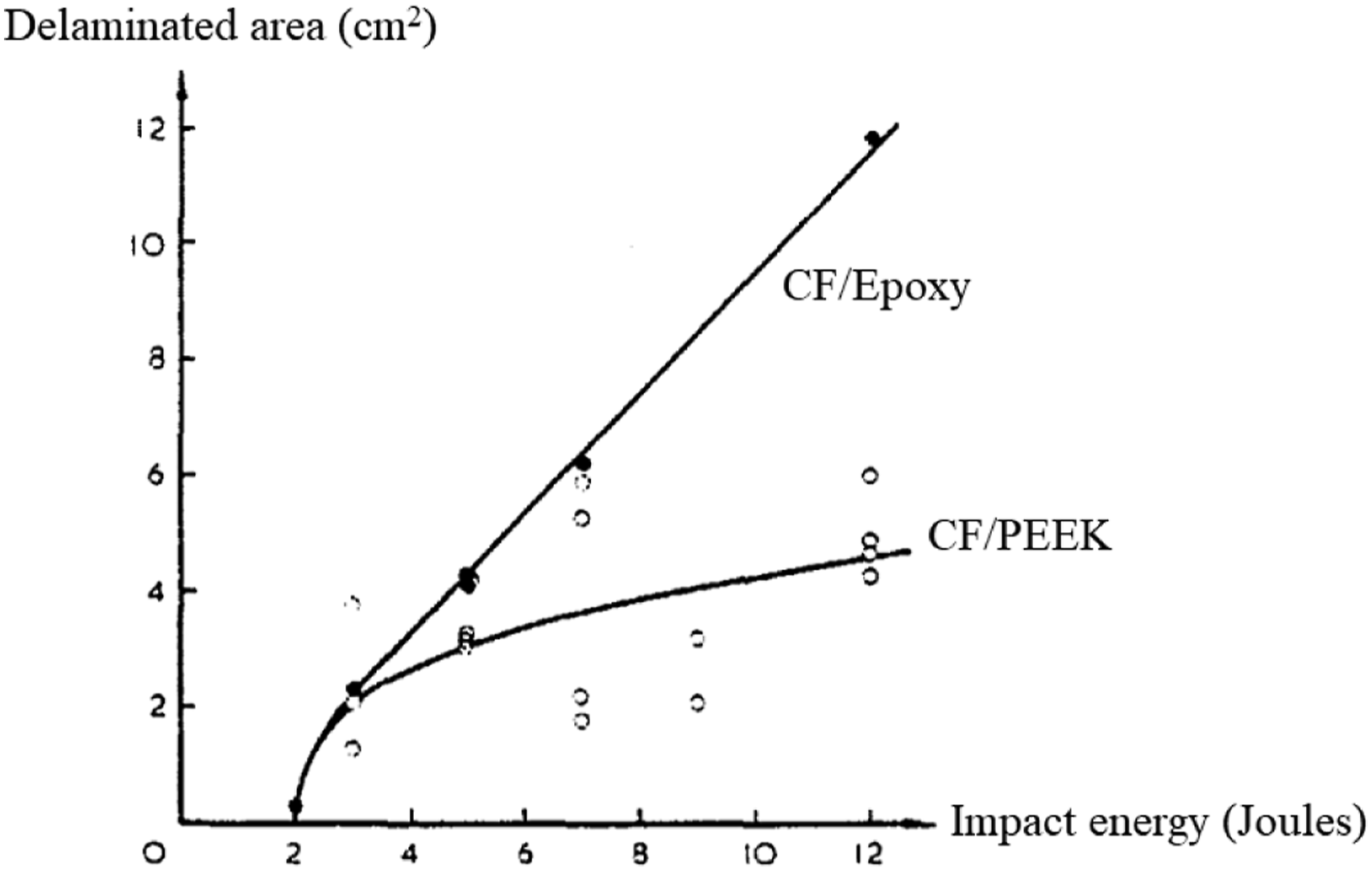
High-performance thermoplastic resins have been the subject of numerous studies.53–55 Indeed, these resins preserve a great rigidity of the obtained composite compared to the epoxy resin. Among the thermoplastic resins used in aeronautical composites, the most common are polyether ether ketone (PEEK), polyphenyl sulfide (PPS), polyetherimide (PEI), and polyethylene (PE). PEEK is a semi-crystalline thermoplastic with very good mechanical and physical properties, making it the ultimate structural thermoplastic. Bishop compared the low-velocity impact behavior of a PEEK matrix laminate reinforced with unidirectional carbon fiber versus with a similar epoxy matrix composite. As shown in Figure 9, the area damaged by delamination in the PEEK matrix composite is twice lower and its residual compressive strength after impact is thus higher. 56
Moreover, Korsacilar and Atas investigated the effects of glass fiber pre-impregnated with a polyethylene resin on the mechanical properties of the ballistic panel. In order to compare the fiber configuration effect on mechanical properties, unidirectional and biaxial prepregs were used. They proved that the resistance of prepreg bidirectional layers in glass fiber/PE resin (0o + 90o) composite was greatly improved. 55
Polymer matrix fillers
Polymer nanocomposites are advanced engineering materials in which nanoparticle fillers are incorporated in a polymer matrix. The role of fillers is to modify the mechanical, physicochemical, and electrical properties of the pure matrix. 57 The fillers have nano-sized scale such as elastomeric particles, nanosilica, carbon nanotubes, and graphenes. 58
Elastomeric particles
To improve the impact resistance of organic composites, the inclusion of a ductile phase within the matrix is necessary. These are generally elastomeric particles. 59 These particles allow energy dissipation because they present the area of stress concentrations that will boot the apparition of micro-cracks. Nanostrength® marketed by the French group Arkema is an example of these elastomeric nanoparticles. 60
Nanosilica
The nanosilica particles are defined by their high specific surface area, and due to their collective agglomeration, silane coupling agents modify nanosilica surface for their successful dispersion and deagglomeration causing the formation of chemical bonds between them and organic components. 61 Vashisth et al. studied the influence of a variable nanosilica content on the ballistic impact response of carbon/epoxy. They proved that the addition of nanosilica highly improved the impact damage resistance of the carbon/epoxy composite based on less damaged area and higher residual shear strength with nanosilica versus no nanosilica. 62
Carbon Nanotubes
Carbon nanotubes are considered as one of the strongest materials with a tensile strength varying from 11–63 GPa and an ultra-high Young’s modulus which is more than 1 TPa. Arash et al. demonstrated that the Young’s modulus of the PMMA polymer matrix composite reinforced by an infinite long (5, 5) CNT as a filler rises to 46.73 GPa, which means 16 times stiffer than a PMMA polymer material. In addition, the strength of CNT/polymer interfacial bonding increases with an increase in the aspect ratio of CNT fibers, which in turn leads to a high composite stiffness. 63 Besides, carbon nanotubes have a relative low density that guarantees better movability for the wearer of the ballistic vest.
Graphene and graphene-oxide
Graphene is material kind of carbon nanotechnology. It is known as one of the strongest materials. The monolayer graphene has a theoretical Young’s modulus of 1 TPa and a strength of 125 GPa. In their investigation, Naveen et al. studied the effect of graphene nanoplatelets on the ballistic performance of Kevlar/Cocos nucifera sheath–reinforced epoxy composites. Graphene nanoplatelets with different wt. % (0%, 0.25%, and 0.50%) were integrated into epoxy resin. The ballistic tests results showed that the addition of graphene nanoplatelets improved the energy absorption by 12.88% (12 plies) and the ballistic limit by 6.17% (12 plies). 64
It is important to mention that the presence of matrix has two competing influences. As we present in this section, it engages more yarns and prevents their relative sliding, thereby increasing the ballistic performance of the body armor. But, in the same time, it reduces the flexibility and interaction among various layers so that decreasing the ballistic performance of the body armor.
Multilayer ballistic systems
Most armor panels are manufactured using multilayered assemblies of fabric. In a multilayer ballistic system (MBS), each layer absorbs part of the kinetic energy resulting from the ball’s hitting. The goal of the multilayered system is to stop the projectile before damaging the final layer. Moreover, the multilayered system has been proven in several research studies to be effective in minimizing the effects of blunt trauma that can result in non-penetrative injuries such as bruising and bone breakage.65–67 Multilayer ballistic systems are used in hard panels as well as soft panels.
Hard MBS
The hard panel is generally composed of a ceramic front layer followed by a composite material usually composed of plies of synthetic fabric made from high performance fiber (UHMWPE, Kevlar, etc.). 67 Other kinds of hard panels use only a ductile composite material using the low-density high-performance fiber as reinforcement. Multilayered fabrics are combined together with a thermoset resin binder. After projectile impact, the ceramic plate abides the incident stresses, and this shatters the ceramic. This allows absorbing a large amount of the incident energy and spreading of the hitting load to a larger area. The consecutive layers collect the fragments and absorb some extra energy. The hard MBS aims not only to absorb the impact energy of the projectile but also to obstruct the penetration of fragments from both the projectile and ceramic spalls. A minimum energy is transmitted to the wearer aiming to prevent injuries and trauma.
It is important to mention that the choice of the suitable resin highly influences the hard panel’s ballistic performance. In fact, the resin presenting high ductility absorbs more energy. In their work, Ali et al. developed a hard multilayered ballistic composite from Kevlar 29 fiber and ramie fiber reinforced by polyester resin. They proved that a thirteen Kevlar 29-ramie layers reinforced polyester was successfully developed to meet the third protection level of NIJ standard with a projectile speed of 837.5 m/s.
68
Moreover, Luz et al. developed a multilayered hard armor system composed of ceramic front layer followed by a PALF-reinforced epoxy composite, both with the same thickness of 10 mm. These layers were joined by a thin layer of polyurethane (PU)-based adhesive as shown in Figure 10. A schematic presentation of the hard armor system proposed in reference.
59
After ballistic tests, they found that the obtained hard multilayered ballistic system exhibited a back surface signature depth of 26.6 mm, which meets the NIJ standard for ballistic protection against a rifle with 7.62 mm caliber ammunition. 69
Soft MBS
The soft body armor is composed of many layers of ballistic fabric joined together using different types of sewing seam without the use of a resin binder. The performance of the soft body armor is related to several parameters. The most important factors that have a noticeable influence of the soft MBS ballistic performance are the number of layers, the orientation of layers, and the hybrid composition of those layers.70–72
Number of fabric layers and stitching
The soft ballistic panel is generally composed of a number of layers of high-performance fabrics. When hitting by the projectile, the front layers are pushed because the striking velocity is beyond the ballistic limit of each of these layers. In their work, Karahan et al. compared the trauma depth of soft MBS having different numbers of layers. They proved that increasing fabric ply number from 20 to 32 decreased trauma depth by 35.40% and trauma diameter by 12.7%. 73 Also, the increase of layer number prevents the fabric deterioration. In fact, since more layers participate in the energy absorption process, less yarns are pulled from the fabric structure.
Furthermore, it is important to mention that the energy absorption and the transverse deflection differ between the consecutive layers. This is explained by the fact that the projectile velocity gets declined as it progressively perforating the consecutive layers. In their study, Cunnuff et al. approved that the energy absorption of a multilayer panel has been found less than the sum of energy absorption of an individual fabric layer having the same number of layers. This result is explained by the fact that the adherence and the movement between layers may avoid the mutilated layers from fulfilling the energy absorption by individual layers. 74 Yang et al. have demonstrated that when the panel is impacted, each layer displays different amounts of transverse extension and it occurs at different times. In addition, they proved that the last non-perforated layers continue to produce the transverse deformation until stopping the projectile. 75
Layer orientation
The superposing of ballistic layers to obtain a single soft panel could be done in various ways. Recently, several authors have studied the influence of layer orientation on the ballistic performance and energy absorption.76–79 In their research, Wang et al. investigated the ballistic impact resistance of multilayered woven aramid layers depending on the layers’ orientation. They proved that the ply orientations highly affect the capacity of energy absorption of the multilayered soft panel. In fact, the energy absorption using oriented layers was 15% greater, depending on the number of the plies.76,77 In another study, Pai et al. compared the effect of aramid fabric orientation angle on the mechanical characteristics of 2-D basalt-aramid/epoxy hybrid composites as shown in the figure (Figure 11). Schematic presentation of: (a) (01A/03B/01A), (b) (301A/03B/301A), and (c) (451A/03B/451A) interply hybrid composites.
78
They found that the mechanical strengths of hybrid panels decrease with the increase in the orientation angle of aramid layers. The (01A/03B/01A) multilayered possess the highest tensile, flexural, and impact properties followed by (301A/03B/301A) and (451A/03B/451A) composites. 78 However, Ahmed et al. proved in their study that the impact energy absorption decreases when all the fabric layers were aligned in 0°. The highest impact energy absorption was obtained for two-, three-, four-, and eight-layered fabric panels using the angle of orientations [0/45], [0/30/60], [0/22.5/45/67.5], and [(0/22.5/45/67.5)×2], respectively. 80
Failure mode of MBS under ballistic impact
The failure modes are defined as the reaction or the response of an armor panel after the ballistic impact. When a ballistic fabric is hitted by a projectile, the energy is absorbed through various mechanisms, depending on both material and projectile parameters.34,81–85 Generally, the MBS fails in two different ways. The first one is related to the intra-layer damage. At this stage, the failure could occur at the level of fiber, yarns, the matrix, or the interface between the fiber and the matrix. The second one is related to the inter-layer damage. In this stage, the failure could be defined as a delamination between the consecutive layers. These failure mode mechanisms explain the deceleration of the projectile. As shown in Figure 12, when the projectile punches the fiber, longitudinal and transverse waves propagate from the point of impact. These waves added to the displacement of the projectile lead to the progressive deformation of the target, in the form of a cone.
The fibers located in the axis of the projectile are called primary fibers. They provide the direct resistance to penetration. All the other fibers inside the cone are the secondary fibers. They absorb part of the incident energy by elastic deformation. The level of energy absorbed depends on the stress distribution within the fiber. The stress in the secondary fibers is maximal at the tip of the cone and then tends toward zero. After elastic deformation, the damage occurs at the level of the most weakened layers. In fact, when multilayered ballistic system is impacted, the first layers are punched out in the shape of the damaged surface and behave plastically. The other layers act as a laminate and behave elastically.
Moreover, Wing et al. studied the dynamic response of glass-reinforced polyester panel after a high-velocity impact. The failure mode was identified as punching, fiber breakage, and delamination as shown in Figure 13. Failure mode in glass-reinforced polyester composite after ballistic impact.
86
The initial penetration zone is dominated by transverse shear failure followed by ply tensile failure and then delamination. 86 Each mode of failure absorbs an amount of the kinetic energy of the projectile. During the ballistic impact, the first layers exhibit shear failure whilst the bottom layer failed through tensile mode failure. This damage can be explained by the fact that with high-velocity impact, the increase of the striking velocity results in the melting and fusion of the front fibers and yarns at the impact region which highlight the fiber and yarn rupture and layer deterioration.
In order to enhance the MBS performance, researchers have employed the shear thickening fluid (STF) in combination with the ballistic fabrics. This method has shown promising results against low- and high-velocity impact as well as against stab and puncture.87–89 Khodadadi et al. studied the response of composite material composed of woven Kevlar fabric impregnated with a shear thickening fluid (STF) under high-velocity impact loading. Various amounts of nanosilica particles (15, 25, 35, and 45 wt.%), as shown in Figure 14, were used in order to determine the effect of nanosilica particles loading in the STF on energy absorption.
90
Ballistic test under high-velocity impact: (a) neat fabric, (b) impregnated fabric with 15 wt. % STF, (c) impregnated fabric with 25 wt. % STF, (d) impregnated fabric with 35 wt. % STF, and (e) impregnated fabric with 45 wt. % STF.
90
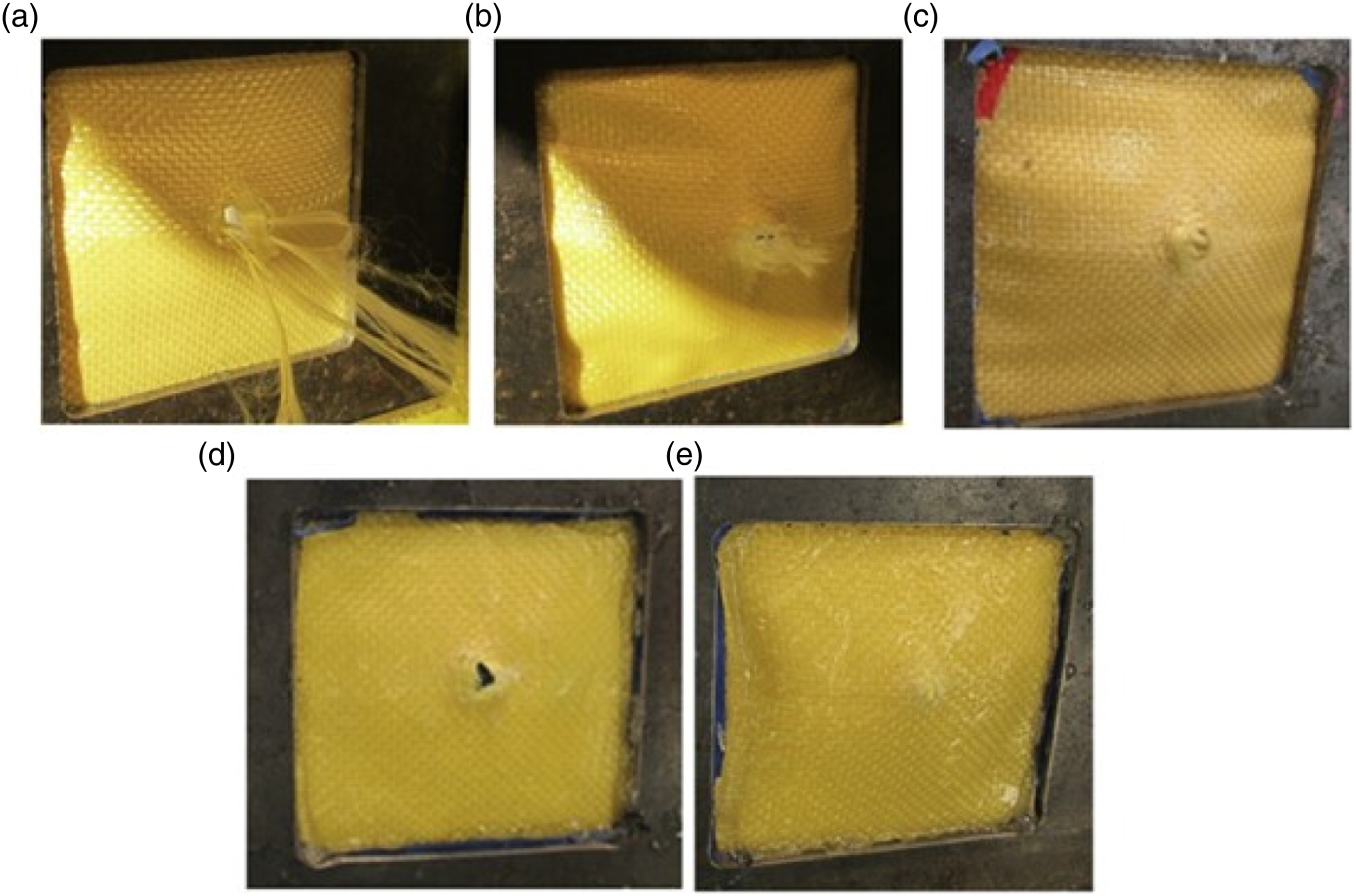
It can be seen that for the neat fabric, after the ballistic impact, the deterioration of the fibers is more accentuated compared to the STF-impregnated fabrics. This fiber breakage induces fiber pull-out and as a result a faster damage of ballistic panel composed by neat fabric comparing to the STF-treated samples occurs. Moreover, this phenomenon means that the force required to pull the fiber out from the STF-impregnated fabric rises and as a result the ballistic performance of Kevlar fabric is highly enhanced due to the use of STF.
Conclusion
This review paper presents a deep report of the materials deployed in ballistic applications. The most used high-performance fibers are described in order to more understand their performances on ballistic impact resistance behavior and the effect of fabric structure (UD, 2D, and 3D) was highlighted. Because of the absence of crimped yarns, UD fabrics are considered as the most performant in terms of impact energy dissipation and stress weave propagation. For this reason, UD fabrics are commonly used for the design of ballistic panels. We also explained why composite material offers high protection level and described the various types of resins used as matrix in ballistic applications as well as performances of the resultant multilayered ballistic systems. Thermoset resins are used to produce hard panels while thermoplastic resin is suitable to obtain flexible and soft ballistic panel. According to the reviews, different approaches were employed to enhance the performance of the composite multilayered ballistic materials. We outlined, in this review paper, the utilization of nanomaterials as fillers. Those nanoparticles modify the mechanical, physicochemical, and electrical properties of the composite ballistic material. We also highlighted the influence of layer number and orientation on the ballistic performance of the multilayered ballistic system. Recently, new research studies are concentrated on the application of shear thickening fluid and the addition of nanofillers such as graphene or carbon nanotubes to enhance panel performances.
Footnotes
Acknowledgment
The authors gratefully acknowledge the financial support for this Federated Research Project provided by the Tunisian Ministry of Higher Education and Scientific Research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.