
Abstract
The main objective of this work is to develop a robust cost-effective in-house coded non-dominated sorting differential evolution (NSDE) algorithm to optimize the thermal-cure process through the minimization of part thickness thermal gradients and cure time of glass fibre-vinyl ester-based automotive bonnet and a carbon fibre-RTM6-based aircraft wing flap composite parts. The efficacy of the proposed algorithm was examined with the in-house coded NSGA-II and trial and error process simulations in terms of thermal gradient, cure time, and cure progression at the applied temperature cycles. At first, the NSDE and NSGA-II algorithms were developed for the simultaneous minimization of thermal gradients and cure time. Subsequently, the optimized thermal-cure profiles were obtained from trial-error simulations by manually changing the mould heating parameters. From the results, NSDE algorithm was found to be effective in achieving faster convergence with less cure process and computational time when compared to the NSGA-II algorithm. The NSDE algorithm performed effectively in terms of thermal gradient and cure time with the automated predictions of the mould heating parameters when compared with the trial and error process. From the results, the NSDE algorithm predicted a lower thermal gradient of 0.0008 K and 0.0022 K as well as cure times of 40 min and 35 min for the bonnet and wing flap parts, respectively.
Keywords
Introduction
The composite processing techniques are extensively developed to manufacture large and complex thick-sectioned composite parts. 1 Curing is the crucial stage for the production of composite parts, despite the use of any manufacturing techniques. Extensive investigations on the curing phase are needed to develop the optimized manufacturing process for industrial composite components.2,3 During curing, the resin undergoes the formation of the 3D networked structure with exothermal heat with a state change from liquid to gel, then to rigid solid. 4 The exothermal heat generated during resin curing can lead to temperature overshoots and thus affects the quality of the manufactured composite part. 5 Hence, the optimal design of the curing phase requires a well-defined mould heating temperature profile to reduce thermal overshoots and gradients. 6
Several experimental works were reported monitoring the resin curing process using temperature and viscosity sensors.7,8 However, the development of an optimized composite production process using experimental trials with intricately embedded sensors was proven to be sub-optimized, laborious, costly, and time-consuming. Alternatively, cure process simulations and optimizations were proven to be an inexpensive and effective approach that results in optimal solutions with iterations. 9 From the literature, the commonly used finite element and control volume finite element method-based simulators were COMSOL Multi-physics, ABAQUS, and ANSYS for performing cure process simulations.10–12 The present authors determined the optimal cure process window for the aircraft wing flap composite part using a trial and error numerical simulation approach. The cure kinetics progression window between neat resin and the composite panel was developed at different isothermal mould temperatures. 13 From the literature review, it was found that the optimizations of the thermal-cure profile were addressed using different single and multi-objective optimization techniques. The extensively used optimization techniques were the simplex method, genetic algorithm (GA), ant swarm strategy, non-dominated sorting genetic algorithm-II (NSGA-II), and multi-objective optimization genetic algorithm (MOOGA) toolbox.14–18 Objective functions based on cure process time, temperature overshoot, residual stresses, setup cost, temperature gradient, and so on were considered for the cure process optimization.19,20
Struzziero and Skordos 18 developed the multi-objective optimization strategy by combining the finite element simulation package with the MOOGA for cure process optimization for both thick and ultra-thick composites. They considered three different structures for two different thicknesses and analysed the results obtained from the standard two-dwell and multi-dwell thermal profiles. From the results, they found with an increase in the thickness of composites the multi-dwell thermal profile performed better than the standard two-dwell thermal profile. Tifkitsis et al. 21 developed a stochastic multi-objective optimization algorithm by integrating GA with the coupled surrogate model and Monte Carlo simulator for optimizing the thermal-cure profile of thick composite parts. They compared the results obtained from the one-dwell and two-dwell mould heating profiles between deterministic and stochastic multi-objective optimization algorithms. Gao et al. 22 developed a multi-objective optimization strategy by combining the Latin hypercube sampling method with the neural network model and NSGA-II for optimizing the thermal-cure profile of ultra-thick composite parts. The cure time, maximum cure gradient, and maximum thermal gradient were simultaneously optimized and the results were compared with the manufacturer-recommended cure cycle (MRCC). Shevtsov et al. 23 developed a curing model for a helicopter rotor blade in the COMSOL multi-physics simulator and optimized the thermal profile for both the solidification and liquefaction stages using a built-in optimization toolbox. However, the built-in optimization toolbox is limited to a few traditional optimization techniques and the obtained results were dependent on the initial guesses which reduced the efficacy of obtained results. Also, the toolbox was limited to the use of advanced hybrid multi-objective optimization techniques. Jahromi et al. 24 designed the artificial neural network (ANN) toolbox to minimize the temperature differences between two selected points. The sequential quadratic programming (SQP) deterministic optimization technique was used to achieve the uniform temperature and degree of cure along the thickness of the fibre-reinforced composite part. Yuan et al. 25 developed a multi-objective strategy by combining the multi-physics finite element process model with the radial basis function (RBF) surrogate model and NSGA-II for cure process optimization of thick composites. They reported the efficacy of the developed optimization strategy over the MRCC by comparing the obtained thermal-cure profiles.
Researchers have handled cure phase optimization mainly using the variants of GA. However, from the comparative studies, the differential evolution (DE) algorithm performed significantly better than GA for multi-objective optimization problems. 26 According to the knowledge of the authors, there were no straight reports found in the literature that directly deals with the development of the non-dominated sorting differential evolution (NSDE) algorithm for the simultaneous optimization of the thermal gradient and cure time of composite processing technique. With problem specific, there are no published reports on the development of robust multi-objective optimization techniques with varied composite part thickness and resin-fibre properties for the automotive bonnet and aircraft wing flap composite parts. Precisely, there were no published works found in the literature that address the comparative analysis between trial and error process simulations and multi-objective optimization algorithms for the development of vinyl ester-glass fibre-reinforced automotive bonnet and RTM6-carbon fibre-reinforced aircraft wing flap composite parts.
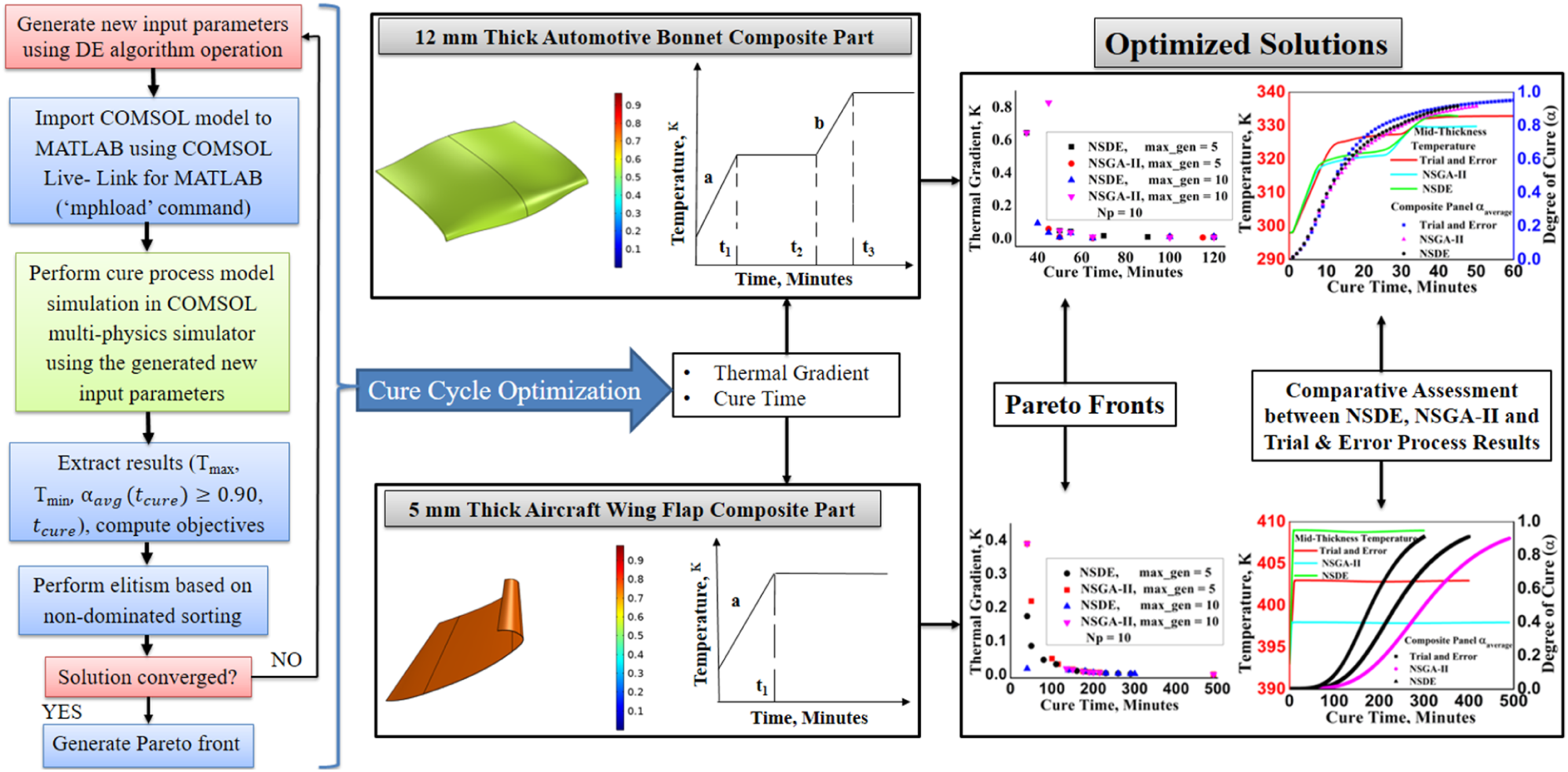
This work proposes the in-house coded multi-objective optimization algorithm for the development of the optimized cure process for vinyl ester-glass fibre-reinforced automotive bonnet and RTM6-carbon fibre-reinforced aircraft wing flap composite parts. Initially, the two-dwell and one-dwell thermal profile was designed for the 12 mm thick automotive bonnet and 5 mm thick aircraft wing flap composite parts, respectively. Then the newly proposed NSDE algorithm was developed to optimize the thermal-cure process through the minimization of part thickness thermal gradients and cure time for the studied composite structures. Subsequently, to evaluate the efficacy of the developed NSDE algorithm, the NSGA-II algorithm was in-house coded for the simultaneous minimization of thermal gradient and cure time for the studied composite structures. Then, the trial and error process model simulations were performed by manually changing the mould heating rates and dwell times for both the selected composite parts. Finally, comparisons between the optimized thermal-cure cycles obtained from the NSDE and NSGA-II optimization algorithms and the trial and error process were reported to ascertain the efficacy of developed NSDE algorithm
Thermo-chemical process model
In industrial practices, moulds are kept at elevated temperatures to enhance the cure reaction and to reduce the cure process time. In general, various temperature ramps and dwells are practiced to obtain the final isothermal temperatures. Hence, the resin curing analysis is analyzed with the multi-dwell mould heating profile. The transient energy balance for the cure analysis that includes conduction and resin cure is given in equation (1) in Cartesian coordinate system,

The thermal conductivity, specific heat, and density of the composite part are computed using the rule of mixture as given in equations (2)–(4), respectively.
27



The internal heat consumption sink term


The boundary conditions allied to address the equations (1)–(6) are as follows,


T0 represents the initial temperature and T mould represents the mould temperature.
A is the frequency factor, E is the activation energy, R is the ideal gas constant, T is the temperature, and m and n represent the order of reaction.
Materials and methods
Materials
Mono-component RTM6 epoxy resin supplied by Hexcel Company and vinyl ester Derakane 8084 epoxy resin supplied by Ashland Company were used as the resin matrices in this study. These resins have been specifically designed for use in advanced liquid composite moulding processes. The vinyl ester resin was cured by applying methyl ethyl ketone peroxide as the catalyst along with cobalt octate as the accelerator both of which were provided by Hexcel Company. A twill-weave carbon fibre mat having 400 g/m2 areal density and 46% porosity and a twill-weave glass fibre mat having 610 g/m2 areal density and 56% porosity were used as the reinforcement mats for this study. The reinforcement mats used in this study were supplied by Sree Industrial Composite Products, Hyderabad, India.
Resin characterization
Thermal characterization of neat RTM6 resin and vinyl ester resin was performed using the TA instrument DSC Q200 model. Isothermal DSC experiments were performed using temperatures between onset and peak resin cure from the dynamic DSC scan. In isothermal DSC experiments, heat flow was measured as a function of time until the completion of the resin cure. A protocol for obtaining a resin cure process window using the cure kinetics model and the respective RTM6 and vinyl ester resin cure process window was developed by Zade et al. and Kuppusamy et al.13,30 The thermal conductivity of Derakane 8084 epoxy vinyl ester resin was measured using the KD2 Pro thermal properties analyser (Decagon Devices, Inc., USA). 31 The thermal conductivity of neat vinyl ester resin was measured at a constant temperature.
Process simulation
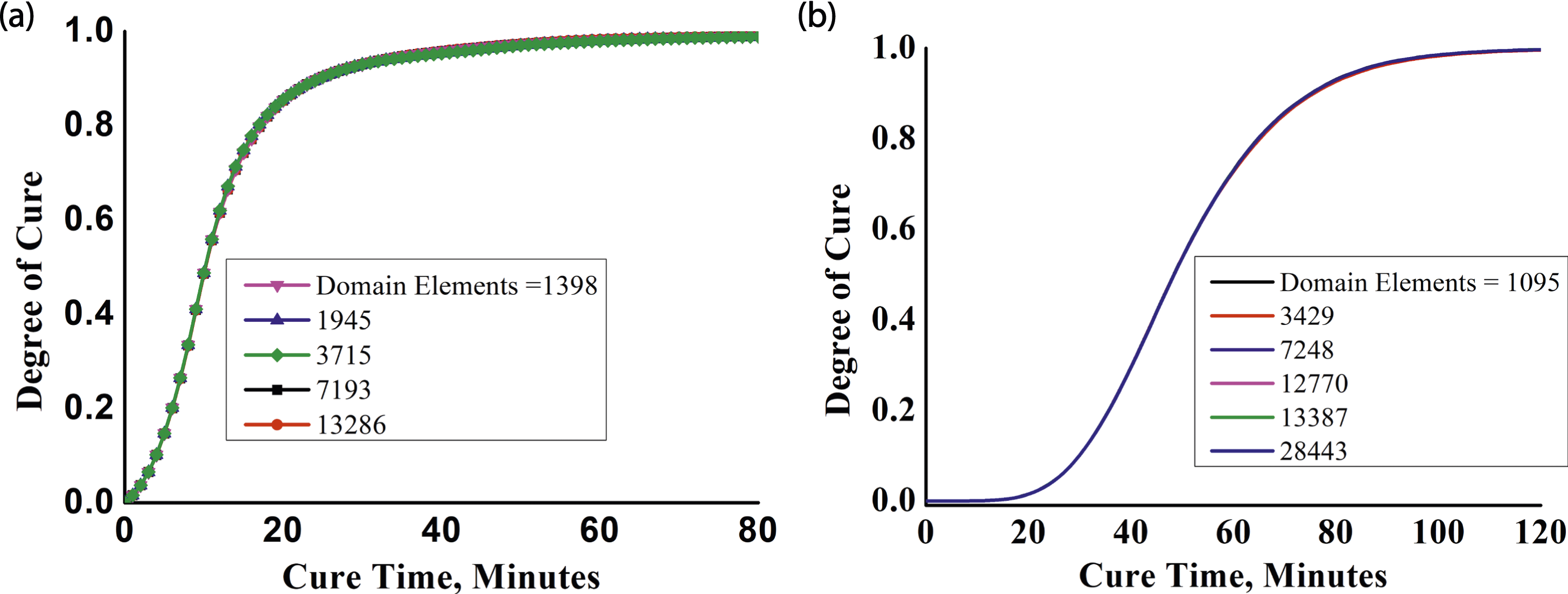
In this work, the RTM process was developed for the vinyl ester-glass fibre-reinforced automotive bonnet and the RTM6-carbon fibre-reinforced aircraft wing flap composite parts. Figure 1(a) and (b) show the dimensions of the automotive bonnet and aircraft wing flap structures, respectively. The thickness of the automotive bonnet and aircraft wing flap composite parts were used as 12 mm and 5 mm, respectively. A grid independence test was performed by varying domain elements as shown in Figures 2(a) and (b). From the grid analysis, there were no appreciable changes observed in cure process time within the domain element range studied. Tetrahedron mesh of domain elements 7193 and 7248 was used for the bonnet and wing flap structures, respectively, to perform the process simulations. The selected thickness of both the composite parts is very small compared to the other dimensions and hence, the part thickness nodal element was considered as a single element. The process models that are given in equations (1)–(6) with their associated initial and boundary conditions were used to perform the curing simulations and optimizations. (a) automotive bonnet structure and (b) aircraft wing flap structure. Grid independence study: (a) bonnet part and (b) wing flap part.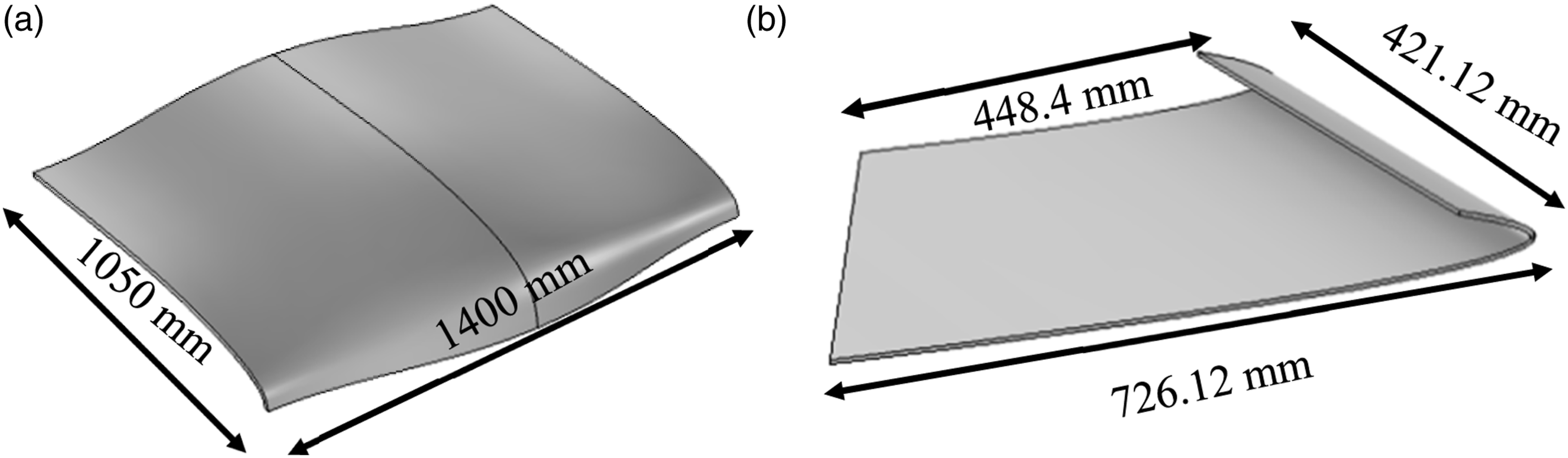
The initial temperature (T 0 ) of mould heating was selected based on the resin injection temperature during mo0075ld-filling experiments. The vinyl ester and RTM6 resin was injected at 25°C and 120°C, respectively, during mould filling experiments. The choice of resin injection temperature was selected using recommended process parameters from the RTM6 32 and vinyl ester 33 resins supplier technical datasheet.
The COMSOL multi-physics simulator was employed to simulate the composite parts curing process. The non-isothermal energy balance during the curing stage was computed using the COMSOL heat transfer module and the cure kinetics of the composite panel was studied by manually defining the cure rate model in the domain ordinary differential equations (ODEs) and differential algebraic equations (DAEs) module. The heat transfer in solids and domain ODEs and DAEs physics were coupled to address the cure reaction dependency on temperature. The relevant initial and boundary conditions corresponding to energy balance and cure kinetics were solved to analyse the thermal-cure profile of composites. The process flow for performing the curing simulation of the composite panel in the COMSOL multi-physics simulator is depicted in Figure 3. COMSOL model implementation for composite panel cure process simulation.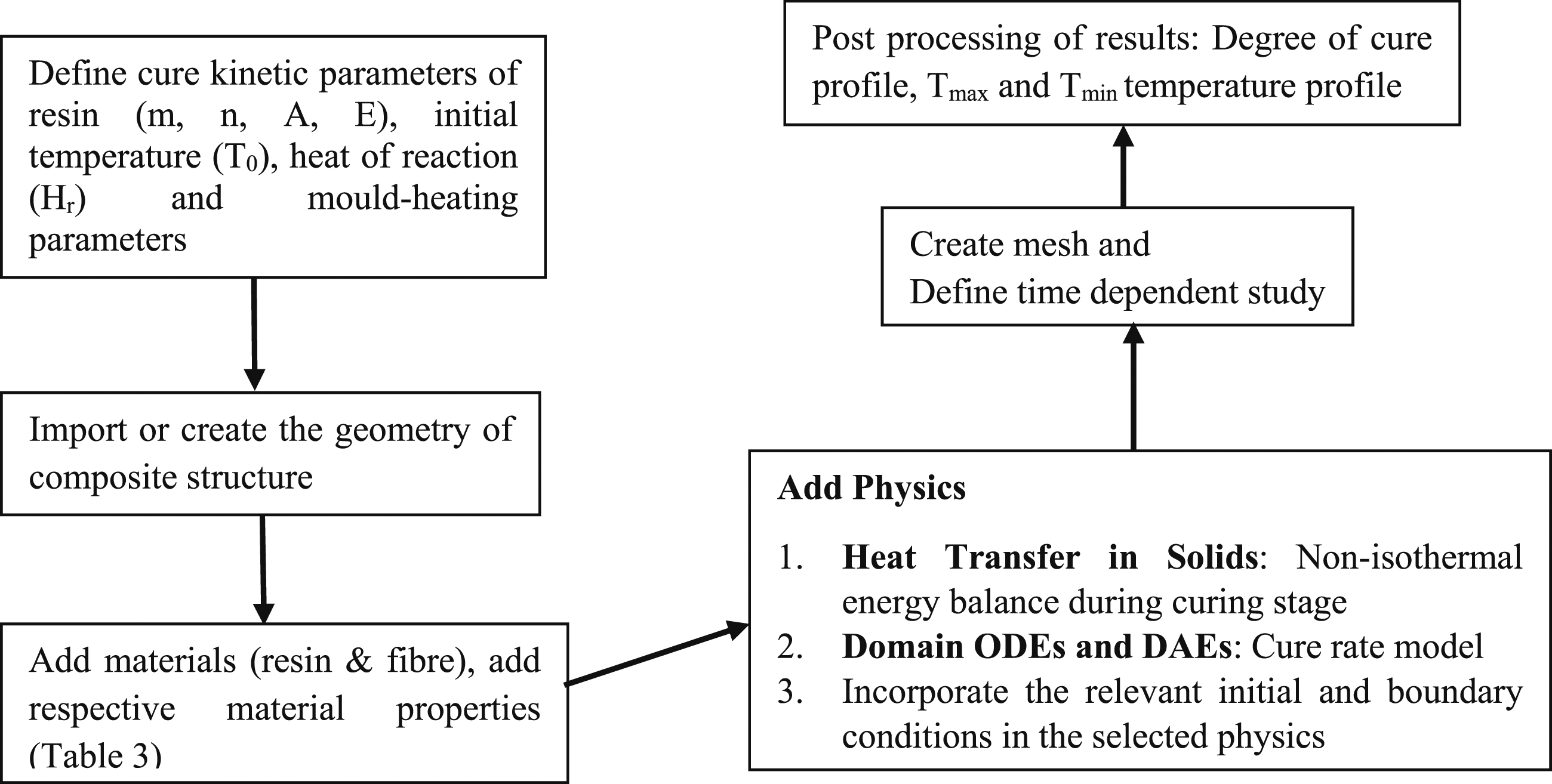
Trial and error cure process model simulations
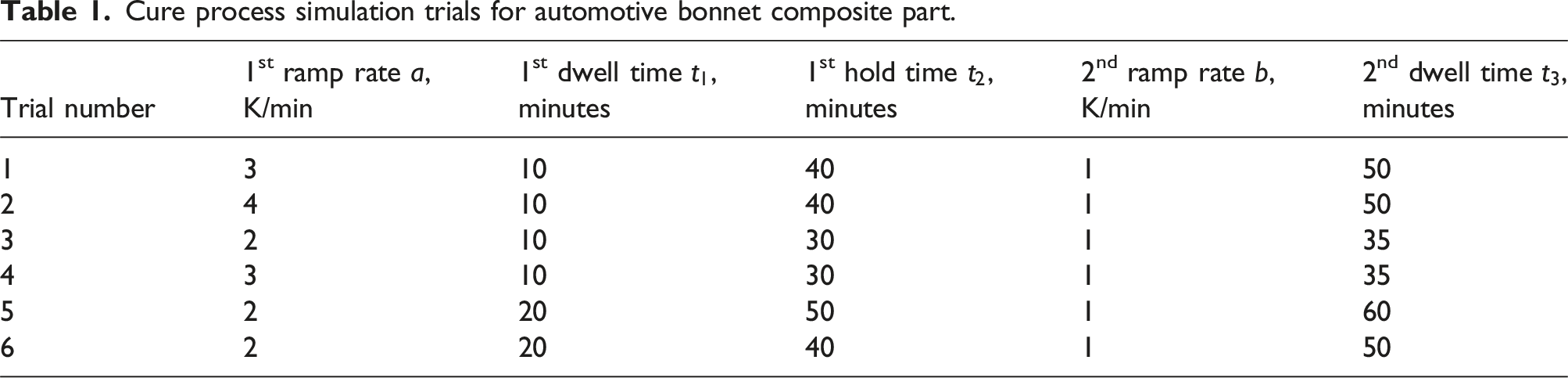
The objective of the trial and error cure process simulation is to search for optimum values of mould heating parameters to attain the minimum thermal gradient, cure differences, and cure time with negligible temperature overshoot. Usually, the components having a thickness greater than 10 mm and 50 mm were considered thick and ultra-thick components, respectively. From past studies, it was found that the multi-dwell heating profile is desirable for thick and ultra-thick components to reduce the temperature overshoot and thermal gradient within the composite part. However, with an increase in the number of dwells, the associated independent variables are increased and the thermal profile becomes more dependent on the mould heating parameters. In this work, an automotive bonnet part with 12 mm thickness was selected and a two-dwell temperature profile was used to cure this thick-sectioned composite part. In contrast, a thin-sectioned aircraft wing flap composite structure with 5 mm thickness was also selected and a one-dwell temperature profile was used to cure the composite part. Figures 4(a) and (b) show the two-dwell and one-dwell mould heating temperature profiles used for the cure process simulations of the automotive bonnet and aircraft wing flap composite parts, respectively. (a) Two-dwell mould heating profile for automotive bonnet composite part. (b) Two-dwell mould heating profile for aircraft wing flap composite part.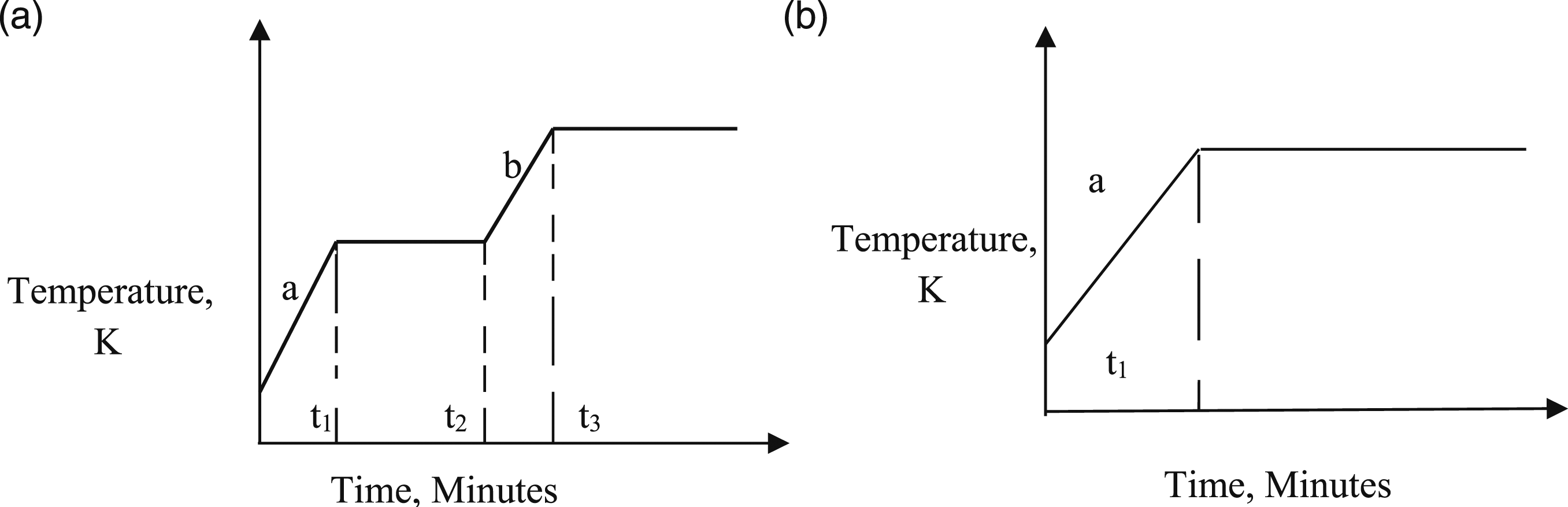
Cure process simulation trials for automotive bonnet composite part.
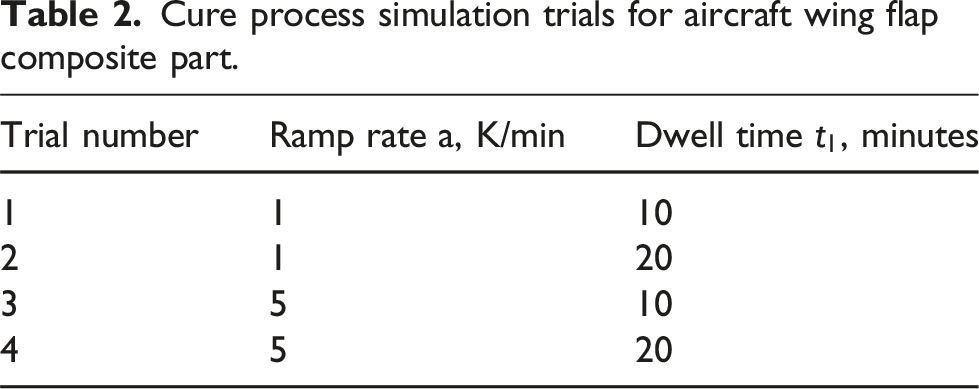
Cure process simulation trials for aircraft wing flap composite part.
Curing optimization using NSDE algorithm
The main objective of this optimization was to minimize the thermal gradient and cure time (


Minimization of the thermal gradient and cure time were the objective functions considered for the curing of the wing flap composite part using a one-dwell temperature profile. The mathematical formulation of the problem is given in equation (8).

A non-dominated sorting differential evolution (NSDE) algorithm coupled with finite element simulation was adopted to solve the curing multi-objective optimization problem. The generation of input parameters and elitism of dominated solutions based on the NSDE optimization algorithm was programmed in MATLAB. These generated input parameters were utilized to perform the cure process model simulations in COMSOL software. The integration of the optimization algorithm and cure process simulation was programmed in MATLAB using COMSOL Live-Link for MATLAB. This Live-Link interface enables the COMSOL simulation to be loaded into the MATLAB directory using the ‘mphload’ command. The implementation guidelines for the Live-Link interface were referenced from the user guidelines for Live-Link for MATLAB. 34 The following steps were incorporated for the implementation of the NSDE algorithm for simultaneous optimization of thermal gradient and cure time.
In this step, the process was initiated by defining parameters such as crossover probability (Cp), mutation factor (F), population size (Np), and the maximum number of generations (max_gen). Initially, dwell times and ramp rates were randomly generated within the specified limits. These randomly generated input parameter values were imported to COMSOL using the ‘model.param.set’ command and the cure process simulation was programmed using the ‘model.sol (“sol1”).runAll’ command function. The cure process model simulations were performed using the new input parameter values for ramp rates and dwell times at the cure time of t. Upon completion of the cure process simulation, the results of
This step involved mutation and crossover processes. Three random vectors were selected from the parent population (Pg) to generate a mutated population (Mg). The mutated vectors were obtained by applying mutation to the dwell time and ramp rate values as given in equation (9). Similar to Step 1, thermal gradient and cure time values were computed for the mutated population.

In this step, a selection process takes place to determine which solutions from the current generation will be part of the next generation or undergo further evolutionary steps. A dominance check was conducted between the parent population (Pg) and the child population (Qg). If a vector in the child population dominates a vector in the parent population, the child vector is included in the new population (Pg+1) for the next generation. Conversely, if a parent vector dominates a child vector, the parent vector is retained in the new population (Pg+1). After calculating the dominance of each solution in the population, the rankings are assigned to the new population (Pg+1) based on the dominance check. Typically, solutions that are not dominated by any other solution (Pareto front solutions) are given the highest rank (rank 1). Solutions that are dominated by rank 1 solutions but dominate other solutions are assigned the next rank (rank 2), and so forth. Additionally, the crowding distance measure is also computed to differentiate between solutions with the same rank. The crowding distance measures how close a solution is to its neighbours in the objective space. Solutions with higher crowding distances are preferred because they provide better coverage of the Pareto front. The dominance check of the NSDE algorithm was performed using the non-dominated sorting approach based on the NSGA-II algorithm.
36
Steps 2 and 3 were repeated for the defined maximum number of generations to iteratively improve the solution. The outcome was a Pareto front depicting the trade-offs between thermal gradient and cure time. The vector in rank 1 represents the Pareto optimal solution. Figure 5 illustrates the flow diagram for the implementation of an in-house coded NSDE algorithm to find the optimal thermal-cure profiles. The population size was set at 10 and the maximum number of generations was set to 20.
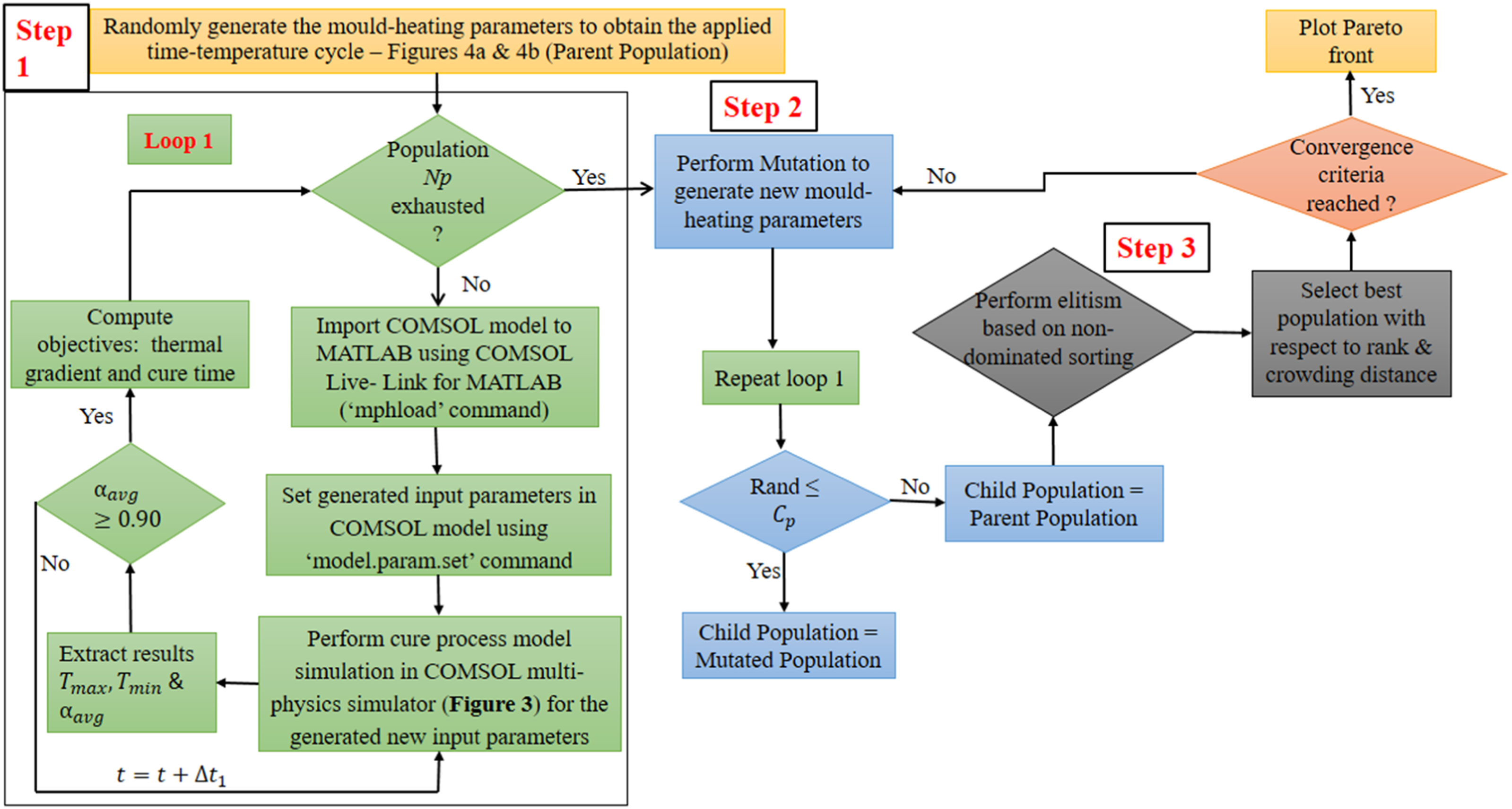
In-house coded NSDE algorithm to optimize the composite parts thermal-cure profile.
Curing optimization using NSGA-II algorithm
The NSGA-II algorithm was also employed to assess the effectiveness of the proposed NSDE algorithm. The problem formulation presented in equations (7) and (8) was addressed with the aim of simultaneously minimizing thermal gradient and cure time for the selected composite parts. The integration of the NSGA-II algorithm with the COMSOL multi-physics simulator followed a similar procedure to that of the NSDE algorithm. The implementation process was also similar to the NSDE algorithm except for the generation of mutated and crossover populations. Mutation and crossover were performed using a real-coded genetic algorithm with a two-point crossover and a mutation rate of 0.01. 36
Results and Discussion
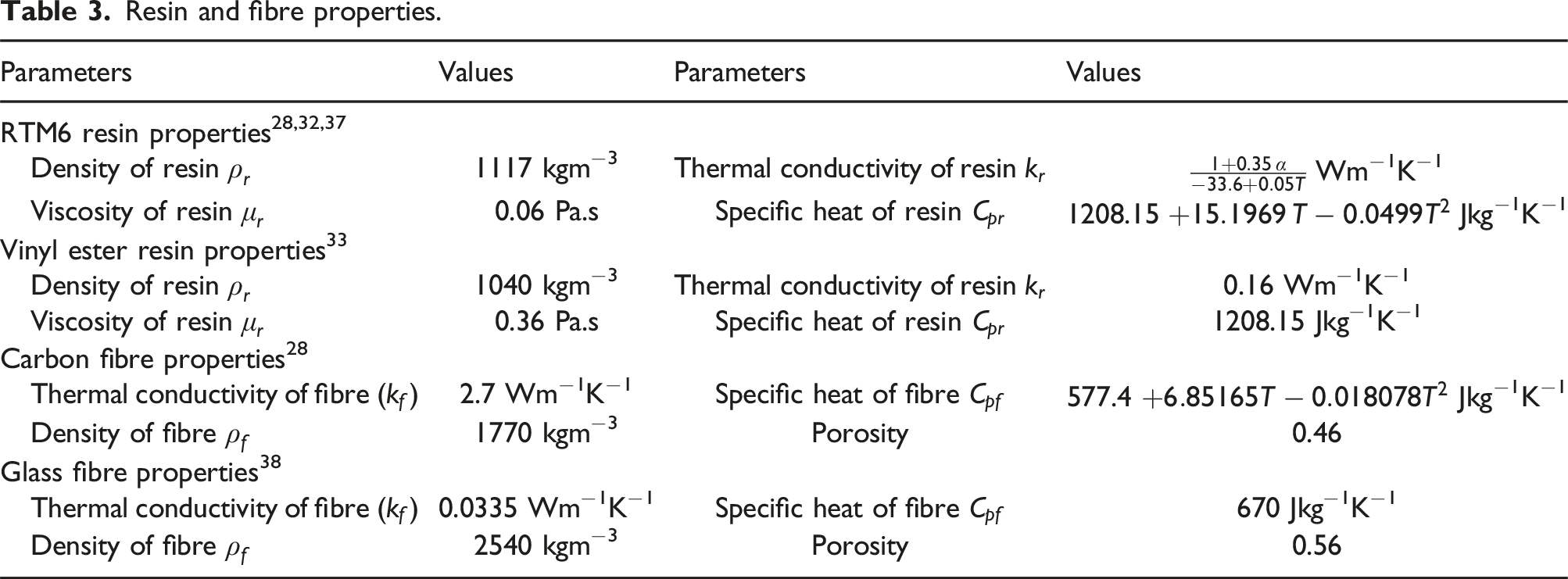
Raw material parameters
Resin and fibre properties.
Curing optimization using NSDE algorithm
The thermal-cure profiles were optimized using the in-house coded NSDE algorithm for both composite parts. The Pareto fronts were obtained between the thermal gradient and cure time. The effect of population size and the total number of generations were studied on the obtained rank 1 front as shown in Figures 6 and 7. The Pareto optimal fronts in Figures 6 and 7 are in the form of an L-shape curve. This encompasses three regions: (i) the vertical region corresponds to the significant change in thermal gradient values with a small change in cure time; (ii) the horizontal region corresponds to the significant change in cure time with small changes in thermal gradient values; and (iii) the curved region which delivers the good balance between the thermal gradient and curing time. Pareto front of thermal gradient vs. cure time for automotive bonnet composite part: (a) Np = 5 and max_gen = 5 and 10, (b) Np = 10 and max_gen = 5, 10, and 15, (c) effect of mould temperature on thermal gradient and cure time for Np = 10 and max_gen = 5, and (d) effect of ramp rate on thermal gradient and cure time for Np = 10 and max_gen = 5. Pareto front of thermal gradient vs. cure time for aircraft wing flap composite part: (a) Np = 5 and max_gen = 1 to 30 with a difference of 5 generations, (b) Np = 10 and max_gen = 1 to 20 with a difference of 5 generations, (c) Np = 20 and max_gen = 1 to 20 with a difference of 5 generations, and (d) effect of mould temperature on thermal gradient and cure time for Np = 20 and max_gen = 20.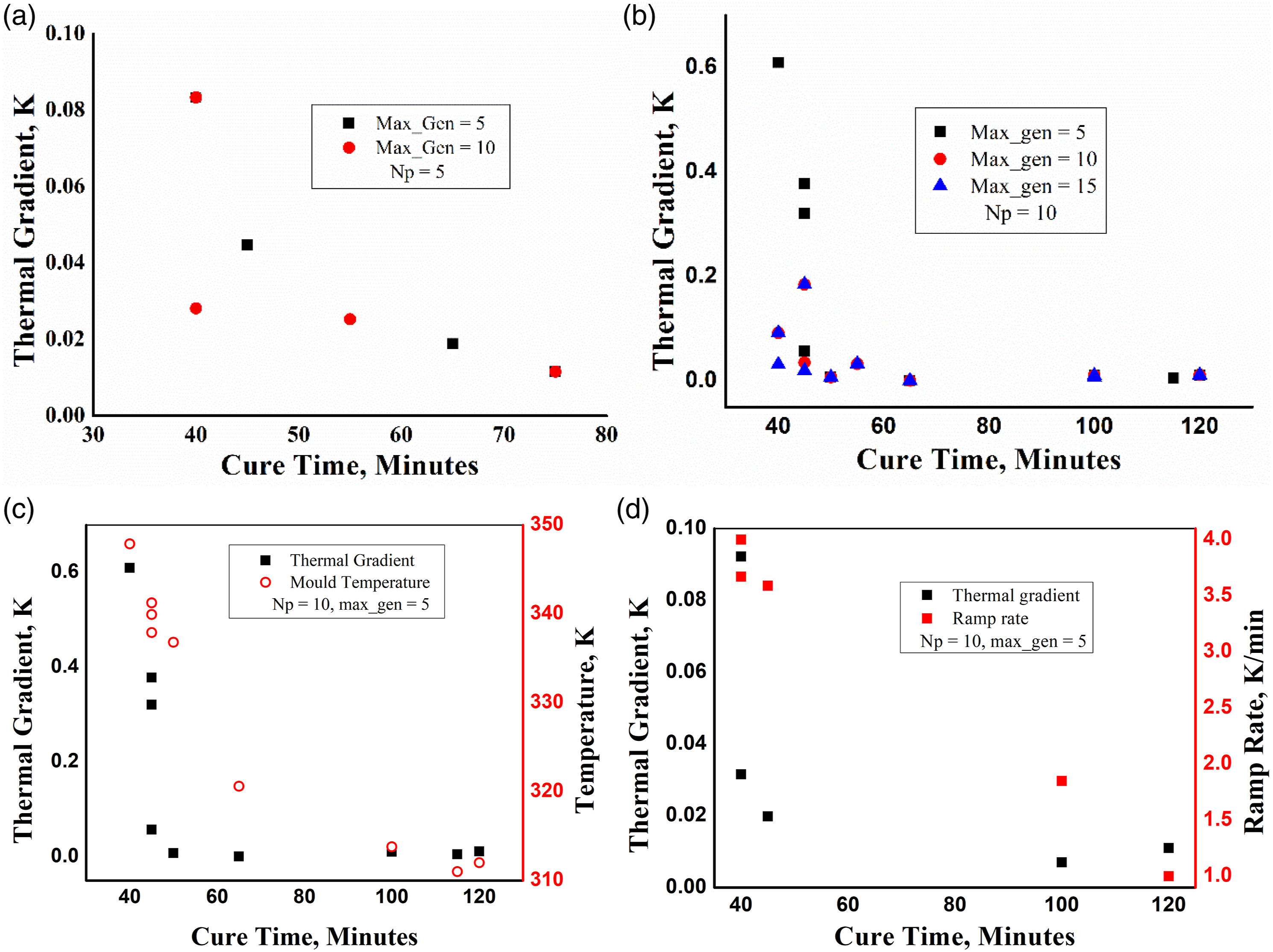
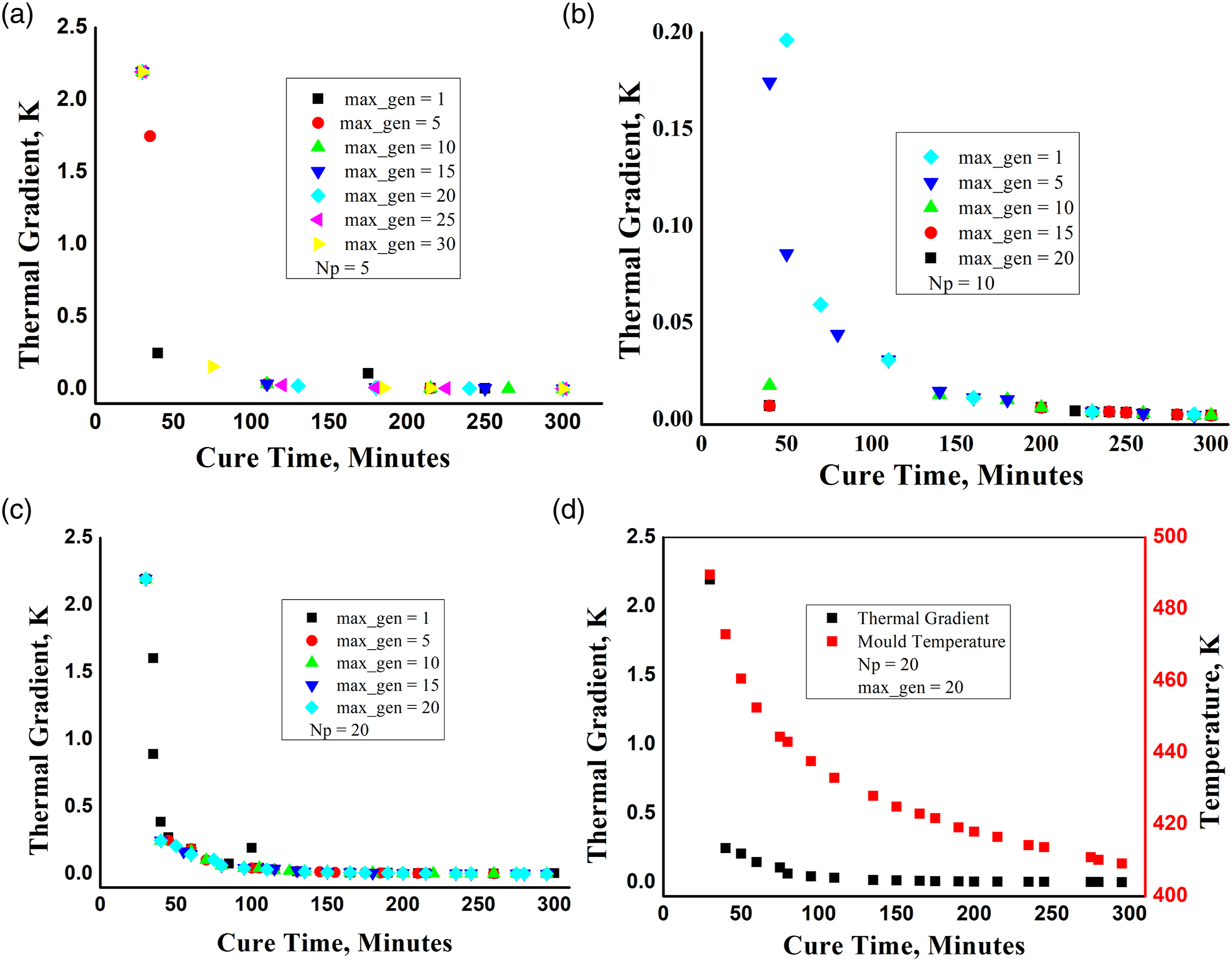
Figure 6 shows the Pareto front between the thermal gradient and cure time for the automotive bonnet composite part. From Figures 6(a) and (b), it was observed that an increase in population size increases the range of the optimal solutions. From Figure 6(a), at a population size of 5 and generation 10, the maximum thermal gradient and cure time was found to be 0.09 K and 75 min, respectively. From Figure 6(b), at a population size of 10 and generation 5, the maximum thermal gradient and cure time was observed to be 0.6 K and 120 min, respectively. This may be attributed to the widening of search space with an increase in population size. However, the extreme broadening of search space can delay the convergence rate and thus result in more generations. Therefore, a population size of 10 was used and the total number of generations varied from 5 to 15 and the results were analyzed for generations 5, 10, and 15. Figure 6(c) shows the effect of mould temperature on the Pareto front between thermal gradient and cure time at generation 5 and population size of 10. From Figure 6(c), it was observed that for a given mould temperature, the higher the thermal gradient the lesser the cure time and vice versa, as expected. Figure 6(d) shows the effect of ramp rate on the Pareto front between thermal gradient and cure time. From Figure 6(d), it was found an increase in thermal gradient and a decrease in cure time with the increase in ramp rates. This may be attributed to the increased exothermal heat with the increase in ramp rates and mould temperatures.
Figure 7 shows the Pareto front between the thermal gradient and cure time for the aircraft wing flap composite part. Figure 7(a)–(c) show the Pareto fronts for the population size of 5, 10, and 20, respectively, for different generations. From the results, it can be seen that with the decrease in thermal gradient, there perceived an increase in cure time and vice versa. The extreme minimum and maximum thermal gradients values range from 0.004 K to 1.49 K and the cure time value range from 30 min to 300 min, respectively. Figure 7(d) shows the effect of mould temperature variations on the Pareto front between thermal gradient and cure time. From the results, it can be seen that with the increase in mould temperature the thermal gradient values are increased, and cure time values are reduced. From the results, it was also found that the thermal gradients are significantly reduced after 50 min of cure time and more crowded solutions can be seen in the horizontal region for both the composite parts. This shows the efficacy of the NSDE algorithm for optimizing the thermal-cure profile for the studied composite parts.
Curing optimization using NSGA-II algorithm
Pareto fronts between thermal gradient and cure time were obtained using the NSGA-II algorithm. The population size and maximum number of generations were set to 10. The Pareto fronts obtained from the NSGA-II algorithm were compared with those obtained from the NSDE algorithm by using similar population size and number of generations as shown in Figure 8(a) and (b). Figure 8(a) and (b) shows the Pareto fronts obtained for the bonnet and wing flap parts, respectively. Pareto front of thermal gradient vs. cure time: (a) automotive bonnet composite part and (b) aircraft wing flap composite part.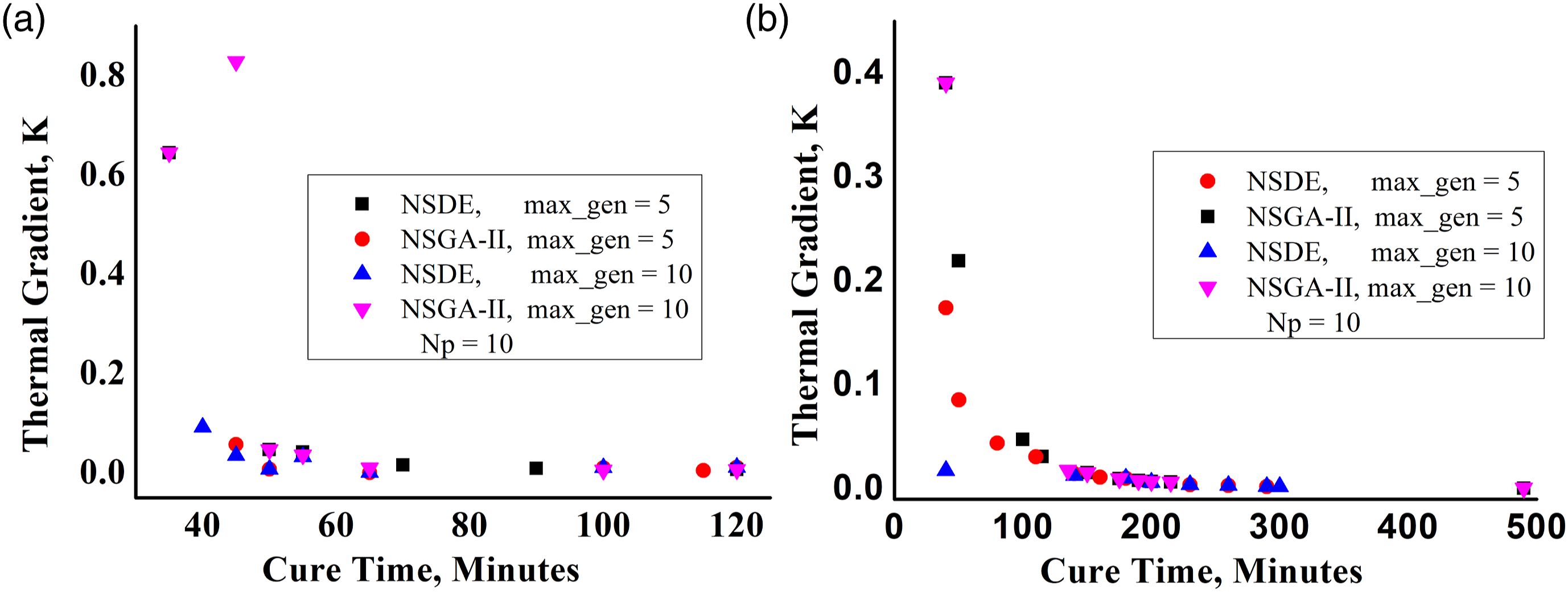
From the results, it can be seen that the Pareto fronts obtained from the NSGA-II algorithm also exhibit an L-shaped curve. From the results, it can be seen that with the increase in cure time thermal gradient values are decreased and vice versa. The extreme minimum and maximum thermal gradient values range from 0.0068 K to 0.828 K for the bonnet part and 0.007 K to 0.39 K for the wing flap part, respectively. Similarly, the extreme minimum and maximum cure time values range from 40 min to 120 min for the bonnet part and 40 min to 490 min for the wing flap part, respectively. From the results, it was also observed that with an increase in the number of generations, the NSGA-II algorithm explored the search space more extensively, resulting in slower convergence rates. This indicates that the NSGA-II algorithm excels in exploration but lags in exploitation leading to a higher number of function evaluations and increased computational time.
In comparison, most solutions obtained from the NSDE algorithm are concentrated in the curved region of the Pareto front. This indicates that the NSDE-obtained solutions achieve a good balance between thermal gradient and cure time. Additionally, the NSDE solutions converged relatively faster than those obtained from the NSGA-II algorithm. For the NSDE algorithm, the extreme minimum and maximum thermal gradient values range from 0.0008 K to 0.609 K for the bonnet part and 0.0022 K to 0.17 K for the wing flap part, respectively. Similarly, the extreme minimum and maximum cure time values range from 40 min to 120 min for the bonnet part and 35 min to 300 min for the wing flap part, respectively. This indicates that the NSDE algorithm is more effective in achieving faster convergence with less cure process and computational time when compared to the NSGA-II algorithm.
Trial and error cure process simulations
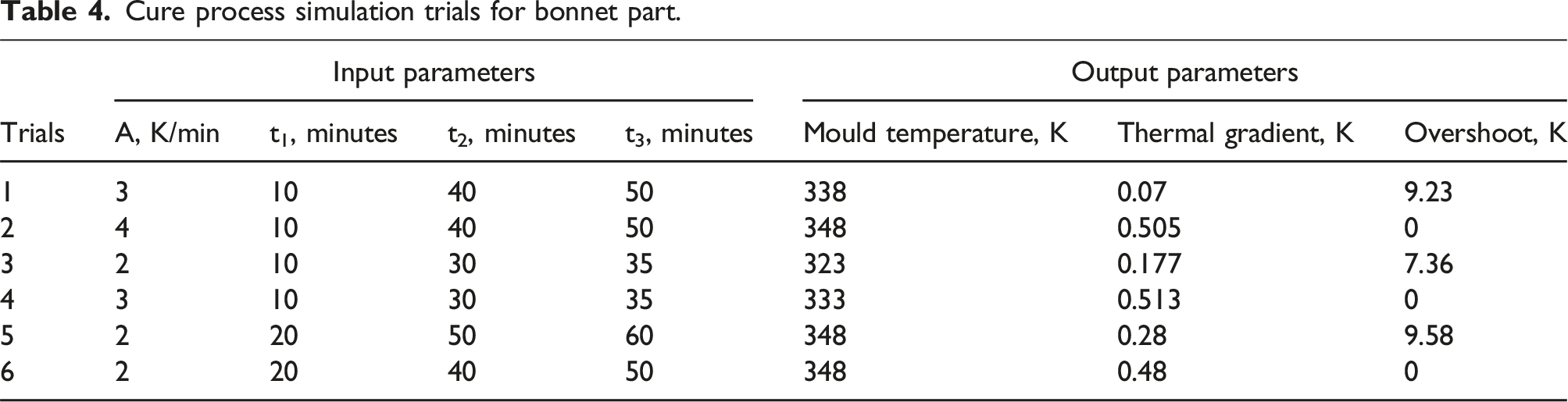
Cure process simulation trials for bonnet part.
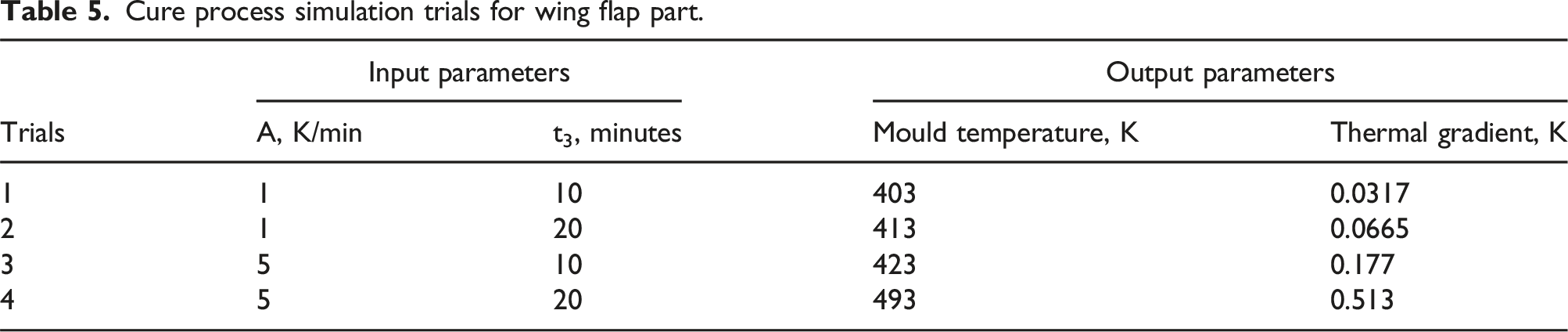
Cure process simulation trials for wing flap part.
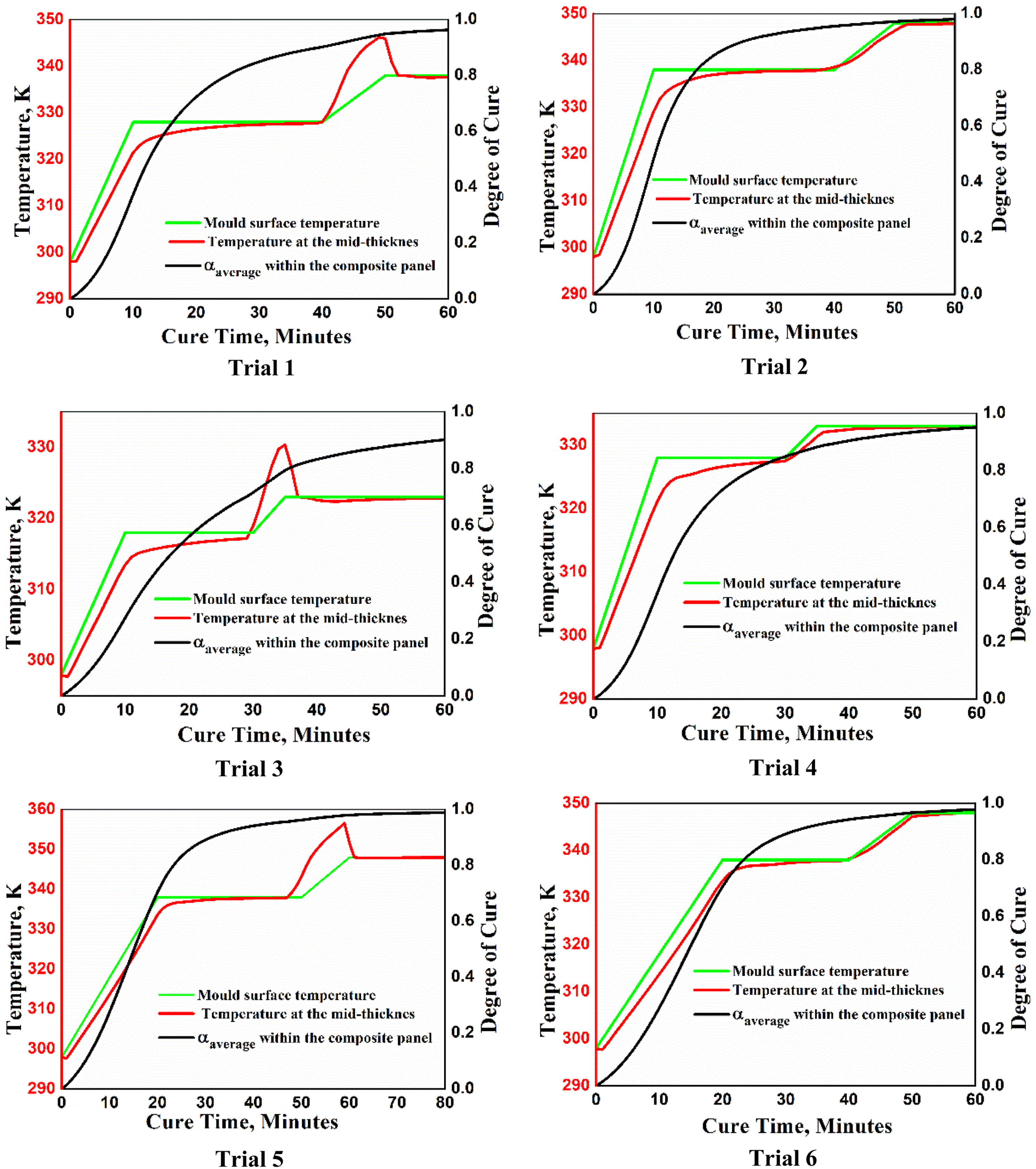
(Trials 1–6) Cure profiles for bonnet part.
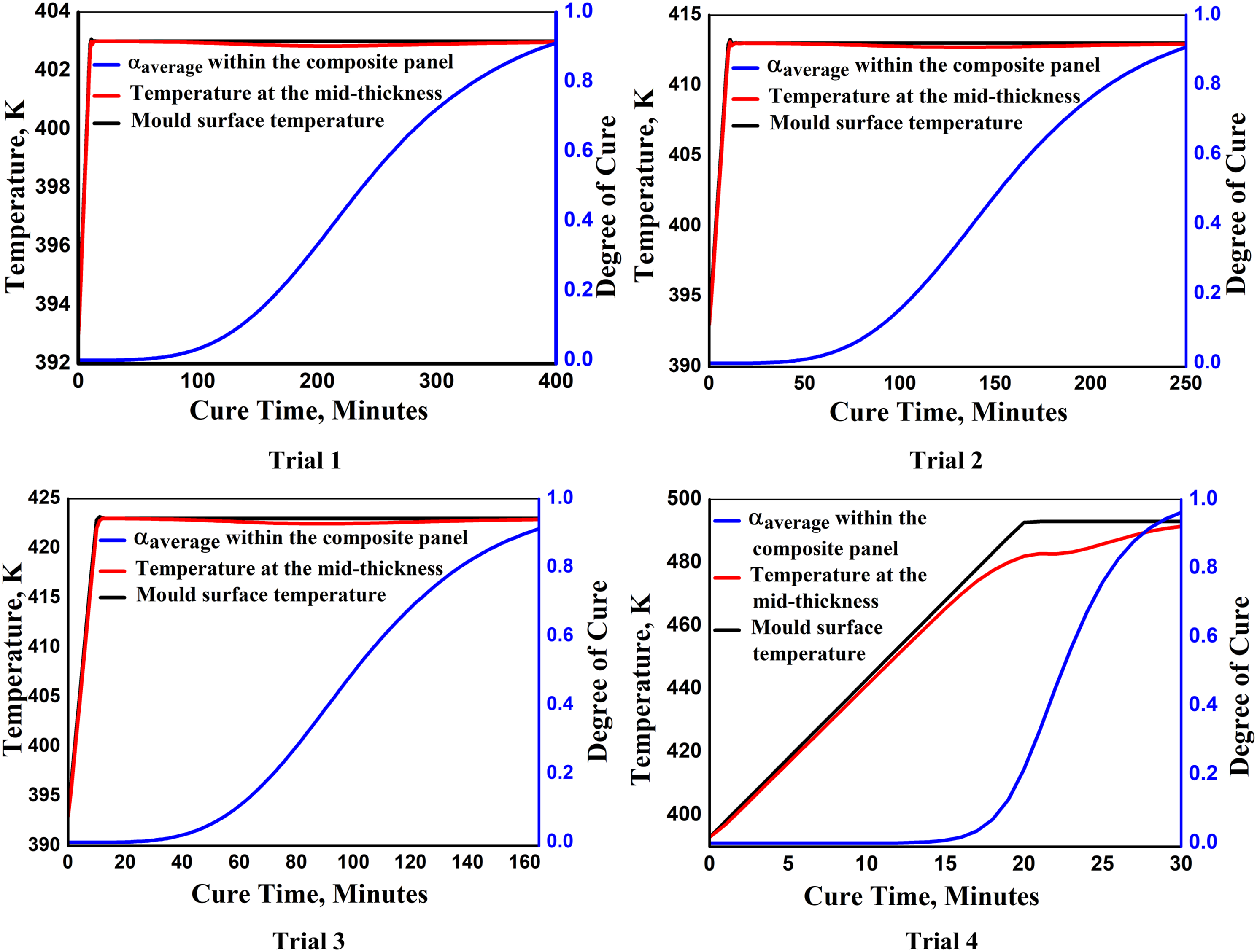
(Trials 1–4) Cure profiles for wing flap part.
Table 4 and Figure 9 show the two-dwell cure process simulation trials for the bonnet part. From the results, the mid-thickness temperature overshoot of 7 - 9 K was observed for trials 1, 3, and 5. This may be attributed to the increased exothermal heat at the ramp applied. Additionally, it was found either a faster onset cure rate or non-uniform cure progression at the cure curves due to the improper choice of mould heating parameters at these trials. In contrast, a negligible mid-thickness temperature overshoot along with uniform cure progression was found at trials 2, 4, and 5. This may be attributed to the temporal effect of exotherm and cure progression with applied mould temperatures obtained from the proper choice of mould heating parameters. With all the trials studied, trial 6 containing mould heating parameters of a = 2 K/min, t1 = 20 min, t2 = 40 min, and t3 = 50 min delivered a negligible temperature overshoot, a minimum thermal gradient of 0.48 K, and a minimum cure time of 60 min.
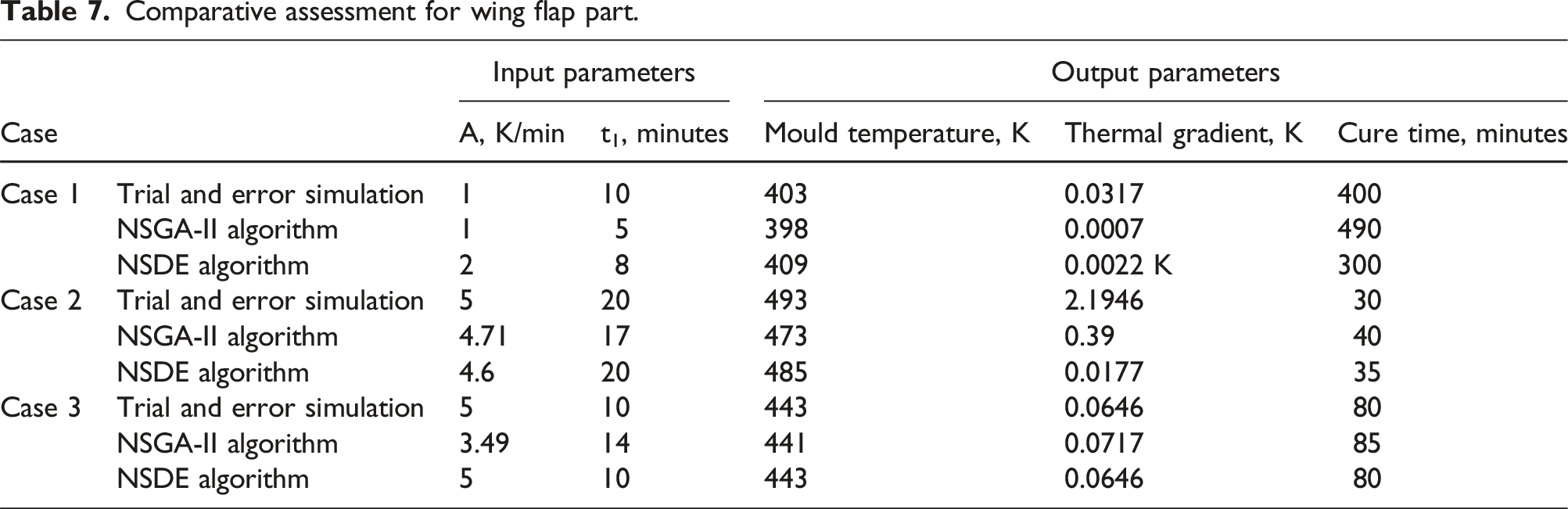
Table 5 and Figure 10 show the one-dwell trial and error cure process simulations for the wing flap part. In all trials studied, it was found an increase in thermal gradient and a decrease in cure time with the increase in ramp rate and dwell time. Trial 1 predicted the lowest thermal gradient of 0.0317 K and the highest cure time of 400 min to attain the target value of 90% cure extent. Also, trial 4 predicted the highest thermal gradient of 2.1946 K and the lowest cure time of 30 min to attain the target value of 90% cure extent. With all the trials studied, trial 3 containing mould heating parameters of a = 5 K/min and t1 = 10 min delivered a good balance between the thermal gradient and cure time which is 0.248 K and 80 min, respectively. From the results, the trial and error process was found significantly challenging to optimize the multiple parameters simultaneously for both the composite parts.
Comparative assessment between trial and error process simulations, NSDE, and NSGA-II optimization algorithms
The efficacy of the NSDE algorithm was evaluated by comparing the Pareto optimal solutions obtained from the NSDE algorithm with solutions obtained from the trial and error process simulations and the NSGA-II algorithm for both selected composite parts. The comparisons were made from the solutions obtained from either similar ramp rates or identical final mould temperatures at the cure cycle. The comparisons were analyzed in terms of a thermal gradient, cure time, and uniform cure progression at the applied temperature cycles.
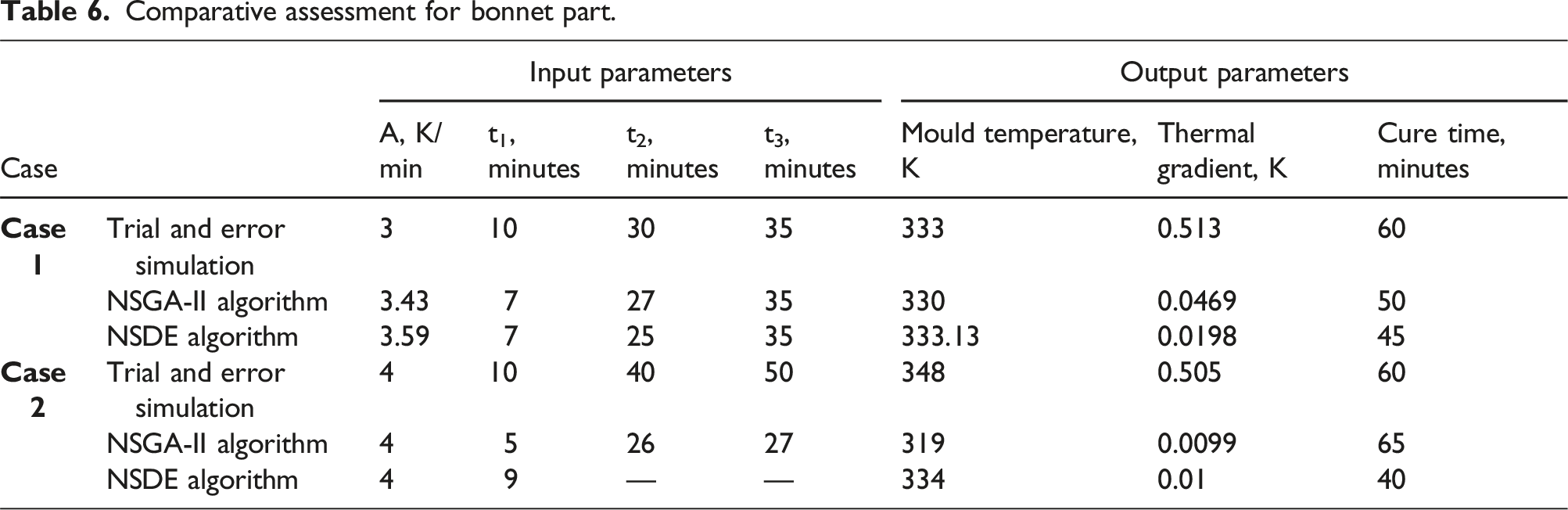
Case 1 in Figure 11 compares the thermal-cure cycles obtained for the bonnet part using closely identical final mould temperatures. From the Case 1 results, it can be seen that the composite panel mid-thickness temperatures predicted from the NSDE and NSGA-II algorithms were found to be uniformly progressive with the applied mould surface temperatures when compared to the trial and error predictions. Thus, the thermal gradient predicted using the NSDE and NSGA-II algorithms at the final cure time was significantly lesser than the trial and error process as can be seen in Table 6. However, thermal gradient predicted using NSDE algorithm was comparatively lesser than the NSGA-II algorithm. Case 2 in Figure 11 compares the thermal-cure cycles obtained for the bonnet part using identical ramp rates. From the Case 2 results, it can be seen that the NSDE algorithm predicted the targeted degree of cure at 90% within the 1st dwell and hence, there were no further computations found at the 2nd dwell. However, trial and error simulations predicted degrees of cure at both dwells due to its manual approach. Moreover, the NSGA-II algorithm predicted a lower value for dwell times, necessitating a two-dwell thermal profile and requiring more cure time as can be seen in Table 6. (Cases 1 and 2) Thermal-cure profiles comparative assessment for bonnet part. Comparative assessment for bonnet part.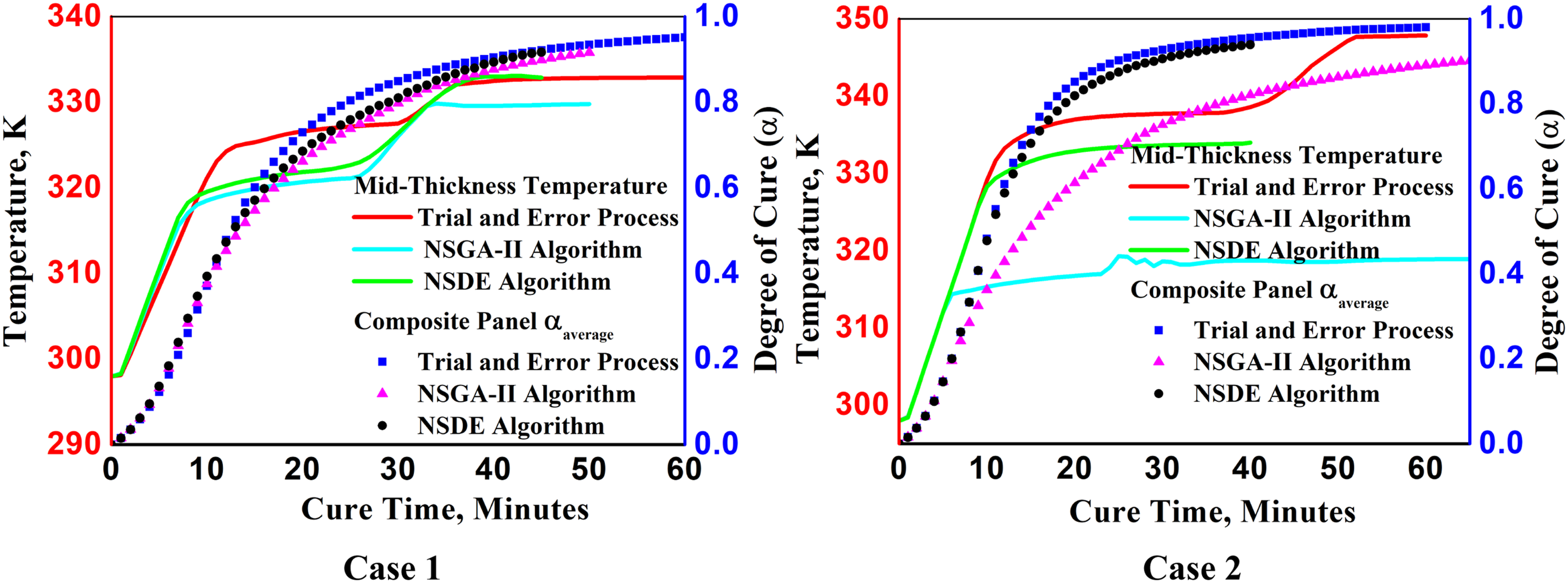
Comparative assessment for wing flap part.
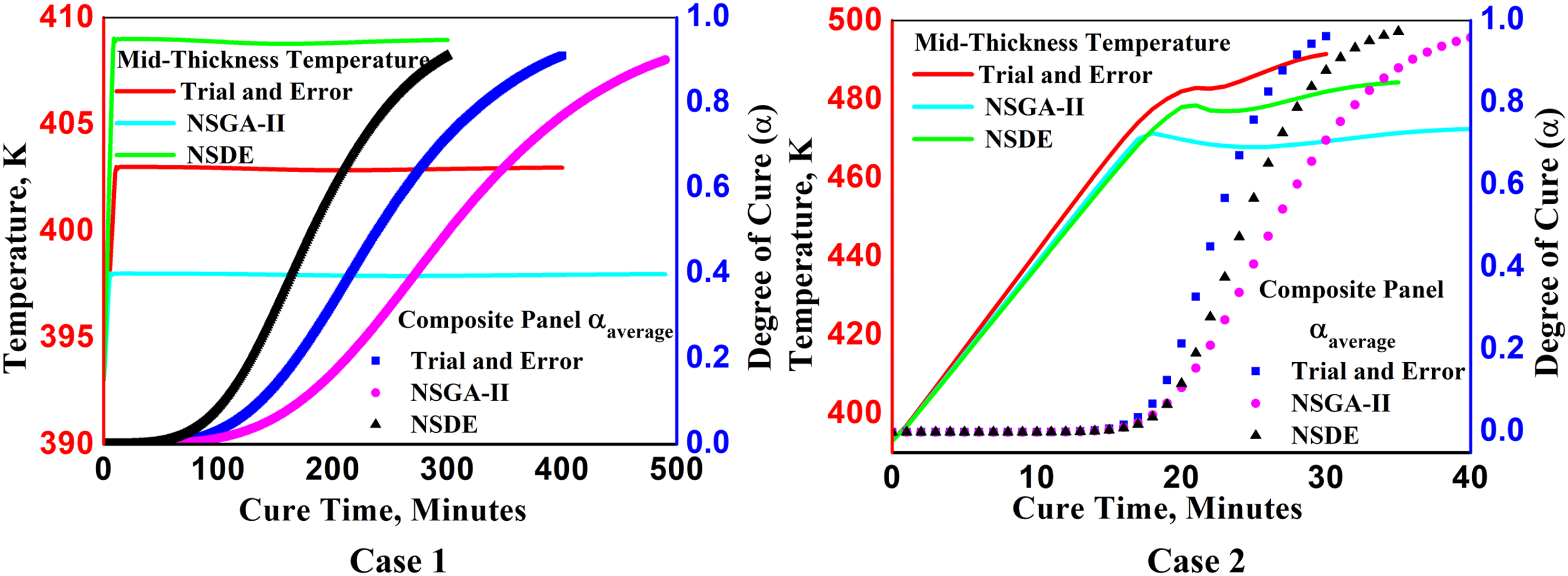
(Cases 1 and 2) Thermal-cure profiles comparative assessment for wing flap part.
From the results, it was found that the NSDE algorithm predictions were effective in terms of a thermal gradient, cure time, and automatic selection of the mould heating parameters when compared to the trial and error simulations and NSGA-II algorithm for both the studied composite parts. This may be attributed to the effective tuning of mould heating parameters through supervised learning iterations of the NSDE algorithm.
Conclusion
The main objective of this work was to develop simpler and cost-effective multi-objective optimization algorithm for the cure cycle optimization of industrial composite parts. A vinyl ester-glass fibre-reinforced automotive bonnet and an RTM6-carbon fibre-reinforced aircraft wing flap composite parts were used as the optimization case studies. At first, a novel in-house coded NSDE algorithm was developed and implemented for the simultaneous minimization of composite part thermal gradients and cure process time for both the studied composite parts. The thermal-cure process optimizations were performed using two-dwell and one-dwell mould heating parameters for 12 mm thick bonnet and 5 mm thick wing flap composite parts, respectively. To evaluate the efficacy of the developed NSDE algorithm, the NSGA-II algorithm was also in-house coded for the simultaneous optimization of framed objectives. In addition, trial and error cure process simulations were also performed by manually changing the mould heating parameters to optimize the composite part cure profile. The efficacy of the proposed algorithm was examined with the trial and error process model simulations and NSGA-II optimization algorithm in terms of a thermal gradient, cure time, and uniform cure progression at the applied temperature cycles.
From the trial and error cure process simulation results, the composite part thermal profiles were obtained with a mid-thickness temperature overshoot of 7 to 9 K due to the improper choice of mould heating parameters for the bonnet part. In all trials studied for the wing flap part, it was found an increase in thermal gradient and a decrease in cure time with the increase in ramp rate and dwell time. Importantly, the trial and error process was found significantly challenging to optimize the multiple parameters simultaneously for both the composite parts. From the optimization results, the NSGA-II algorithm predicted a thermal gradient of 0.0068 K and cure time of 40 min for the bonnet part and a thermal gradient of 0.007 K and cure time of 40 min for the wing flap part. The NSDE algorithm predicted a lesser thermal gradient of 0.0008 K and cure time of 40 min than trial and error cure simulation and NSGA-II algorithm for the bonnet part and a lesser thermal gradient of 0.0022 K and cure time of 35 min for the wing flap part.
From the comparative assessment, the NSGA-II algorithm was found to be good at exploration but lags in exploitation leading to an increased function evaluations and computational time. The NSDE algorithm was found to be effective in achieving faster convergence with less cure process and computational time when compared to the NSGA-II algorithm. The NSDE algorithm was observed to be effective in terms of a thermal gradient and cure time with the automated selection of the mould heating parameters when compared to the trial and error simulations. This may be attributed to the effective tuning of mould heating parameters through supervised learning iterations of the NSDE algorithm. However, the trial and error simulation-based optimizations were found to be significantly challenging and time-consuming with the iterative manual selection of thermal-cure process parameters.
Footnotes
CRediT author statement
Anita Zade: Conceptualization, methodology, software, investigation, data curation, and writing – original draft preparation. Raghu Raja Pandiyan Kuppusamy: Conceptualization, supervision, funding acquisition, and writing – reviewing and editing. Swati Neogi: Writing – reviewing and editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the This research was supported by ‘Extra Murral Research (EMR) Scheme’ of Science & Engineering Research Board (SERB), Department of Science and Technology (DST), India. File No.: EMR/2016/005562.
Data Availability Statement
The data that support the findings of this study are available on request from the corresponding author.