
Abstract
With the wide application of structural adhesives in the aerospace field, the structural adhesive films with only bonding property have not met the current needs. The structural-functional integrated adhesive films have become the current study hotspot. In this paper, an epoxy-based electromagnetic wave-absorbing adhesive film was prepared by adding the magnetite/SWCNTs as the absorbing agent to the epoxy adhesive. And then, it was subjected to hygrothermal aging for 1500h at 70°C and 90% RH. The results show that the absorbing filler was uniformly dispersed in the epoxy resin matrix. The reflection loss (RL) peak of the magnetite/SWCNTs/epoxy adhesive film reached −27.5 dB at the frequency of 8.75 GHz when the absorbing agent content was 20 wt%. The effective bandwidth was 3 GHz with 25 wt% absorbent content. Moreover, after 1000h of hygrothermal aging, the lap shear strength of the magnetite/SWCNTs/epoxy adhesive film decreased by 19.6%, indicating that it can perform excellent service under hygrothermal conditions.
Keywords
Introduction
In recent years, polymer-based adhesives have become increasingly important in the manufacturing industry, electronic information, aerospace, and other fields. 1 At present, there are many kinds of polymer adhesives. Among them, the epoxy adhesive has become the focus of research because of its excellent adhesion, high mechanical strength, flexible formulation, and good adsorption and bonding with a variety of different material surfaces. 2 Therefore, epoxy resin is widely used in the field of structural adhesives. 3
Compared with other forms of adhesives, the adhesive film has the advantages of easy application and processing, accurate control of adhesive thickness, less waste, and uniform bonding. 4 However, the epoxy resin itself does not have the film-forming property, and the toughness and heat resistance are not good. These shortcomings limit the progress of epoxy adhesives.5,6 Therefore, modification of epoxy adhesives is necessary. The experimental results show that the epoxy adhesive is modified by thermoplastic resin with high glass transition temperature, which makes the epoxy adhesive have film-forming properties and improves its toughness and heat resistance. 7 The epoxy adhesive film is more convenient in structural bonding and also increases its aging resistance and corrosion resistance. Li 8 et al. prepared a heat-resistant flame retardant epoxy mucosal system by using PES resin to modify epoxy resin. The addition of PES ensured its good toughness and the mechanical properties of the film did not decrease. When used as the adhesive for cured resin aluminum-honeycomb sandwich samples, the lap shear strength of the sample reached 35.6 MPa.
With the large-scale use of electronic components in many fields such as the telecommunications industry, aerospace, medical technology, and military applications, the impact of electromagnetic waves on human life and the environment has increased significantly. In order to solve a series of problems of electromagnetic waves, it has become common to use electromagnetic absorbing materials (EAMs) to absorb electromagnetic waves in different frequency bands. The main application of EAM is to absorb harmful electromagnetic waves. EAM is applied in the defense industry, medical field, key laboratories, and so on. EAM attenuates wave interference by converting electromagnetic energy into thermal energy. 9 With the further development of aerospace, the resin adhesive film is used increasingly, and the demand for wave absorption, conductivity, and other functions of the adhesive film increases. The study of functional film systems has become particularly important. Therefore, the development of epoxy-based absorbing film becomes crucial. There have been some studies on the absorption properties of resins by adding absorption fillers. Hafez Talebi 10 et al. prepared the Fe3O4/PAIN composite. It was used as an absorbing filler to combine with an epoxy resin matrix to prepare an aluminum-based epoxy absorbing coating. The maximum RL value of EP/1-Fe3O4/PANI/G at 11.2 GHz was 34.28 dB when the thickness of the coating was 2 mm. Liu 11 et al. prepared foam structure composites with epoxy resin as the matrix, carbon nanotubes (CNTs), and their hybrids with graphene oxide (GO-CNTs) as absorbers. The best performance of the reflection loss (RL) could be obtained for a foam structure with 0.5 wt% GO-CNTs, which had an RL peak value of −20 dB with a −10 dB range of 5.3 GHz (10.8–16.1 GHz).
At present, although there have been many studies on the application of absorbing materials in adhesives, the adhesive films had the advantages of convenient application and processing, precise control of the thickness of the adhesive layer, less waste, and uniform bonding. Therefore, the functionalization of the adhesive films was more valuable than the functionalization of the adhesive.
Among the practical applications of structural adhesive films, it is usually faced with the complex service environments, such as hygrothermal, and salt water12,13. These complex environments have a great impact on the service life of the adhesive film. Because epoxy resin contains a large number of hydrophilic groups, it is sensitive to the humid environment, especially hygrothermal environment, which has a significant effect on the mechanical properties of epoxy adhesive film. 14 Therefore, it is important to study the hygrothermal aging resistance of structural absorbing films. The research shows that two kinds of bound water molecules, type I and type II bound water, are formed in epoxy resin under the humid environment. The effects of type I and type II bound water on Tg changes are different. Type I bound water destroys the initial interchain van der Waals force and hydrogen bonds, increasing segment mobility. Therefore, the type I bound water increases the toughness of the resin system and reduces the Tg, and the type II bound water forms a secondary cross-linking network after water saturation in the epoxy system, thereby promoting the increase of Tg. 15 Then it is shown that wet aging is caused by the plasticization reaction of water. Under the condition of heating, the process of wet aging is accelerated, and the damage to the epoxy structure is more serious. Therefore, it is particularly important to study the hygrothermal aging of epoxy film. Olesja Starkova 16 et al. added amino-functionalized graphene oxide (mGO) nanoparticles to epoxy resin. Epoxy resin and graphene oxide nanoparticles can undergo cross-linking reactions and provide high interfacial adhesion to increase their resistance to hygrothermal aging.
Magnetite is a kind of magnetic material with mature application, which has good absorption performance in X-band. SWCNT is a relatively new material with good compatibility and lightweight. The unique structure of SWCNT makes it have the characteristics of tunneling effect and large specific surface area. SWCNT has good dielectric loss performance at a low content, which effectively compensates for the shortcomings of insufficient dielectric properties of magnetite. However, the small microwave permeability of SWCNTs limits its further development in absorbing materials. Magnetite has a good magnetic loss effect and low application cost. Therefore, the mixture of SWCNTs and magnetite powder was selected as absorption additives in our study.
In this study, the magnetite/SWCNTs/epoxy adhesive films with wave-absorbing properties were prepared. Epoxy resin toughened by polysulfone resin was used as matrix resin. The SWCNTs were mixed with magnetite powder used as the absorbent. The absorbent was evenly mixed into the epoxy adhesive by using a double roller mill. The wave-absorbing adhesive was pressed into adhesive film by the calendering method on the two-roll calender. The network vector analyzer is used to evaluate the wave-absorbing properties of the adhesive film. Hygrothermal aging and testing of lap shear specimens were carried out. The fracture morphology of the specimens under different hygrothermal aging times was characterized by scanning electron microscopy (SEM). The elemental composition of the adhesive film was analyzed by EDS. The weight loss of the adhesive films at high temperature was analyzed by TG.
Materials and methods
Materials
The epoxy resin used in this study was E51 and E20, which were purchased from Nantong Xingchen Synthetic Material Co., China. SWCNTs were purchased from Jiangsu Cnano Technology Co., Ltd, China. The purity of SWCNTs is ≥98.5%, the average diameter is 7.0–11.0 nm, and the length is 5–20 μm. Polysulfone (PSF) was purchased from BASF, Germany. Modified dicyandiamide was purchased from Dongguan Haosheng New Material Co., China, which was used as a curing agent for the epoxy system. Magnetite powder was purchased from Zhuotai New Material Technology Co., China. The average particle size of magnetite is 2 μm. Carbon fiber prepreg (USN20000) was purchased from Weihai Guangwei Composites Co., China. All the chemicals were used as received without any further treatment.
Preparation of magnetite/SWCNTs/epoxy adhesive film
As shown in Figure 1, the magnetite/SWCNTs/epoxy adhesive films were prepared by the following procedures. 20phr of PSF, 20phr of E-20, and 10phr modified dicyandiamide curing agent were used, determined by the weight of the E-51. E-51 was heated to 190°C, and PSF powder was added and mechanically stirred for 30min. E-20 resin was added and stirred for 20min. The modified dicyandiamide curing agent was added and stirred evenly while the mixture was cooling to 100°C and then poured on the release paper. The magnetite powder and SWCNTs were ultrasonically dispersed in acetone in a ratio of 20:1, stirred evenly, and poured onto the release paper. After the acetone was volatilized, the absorbing agent was obtained. The absorbing agent was uniformly mixed into the epoxy adhesive by using the twin-roll mill. The magnetite/SWCNTs/epoxy adhesive film was obtained by the calendering method on the two-roll calender. Preparation of magnetite/SWCNTs/epoxy adhesive film.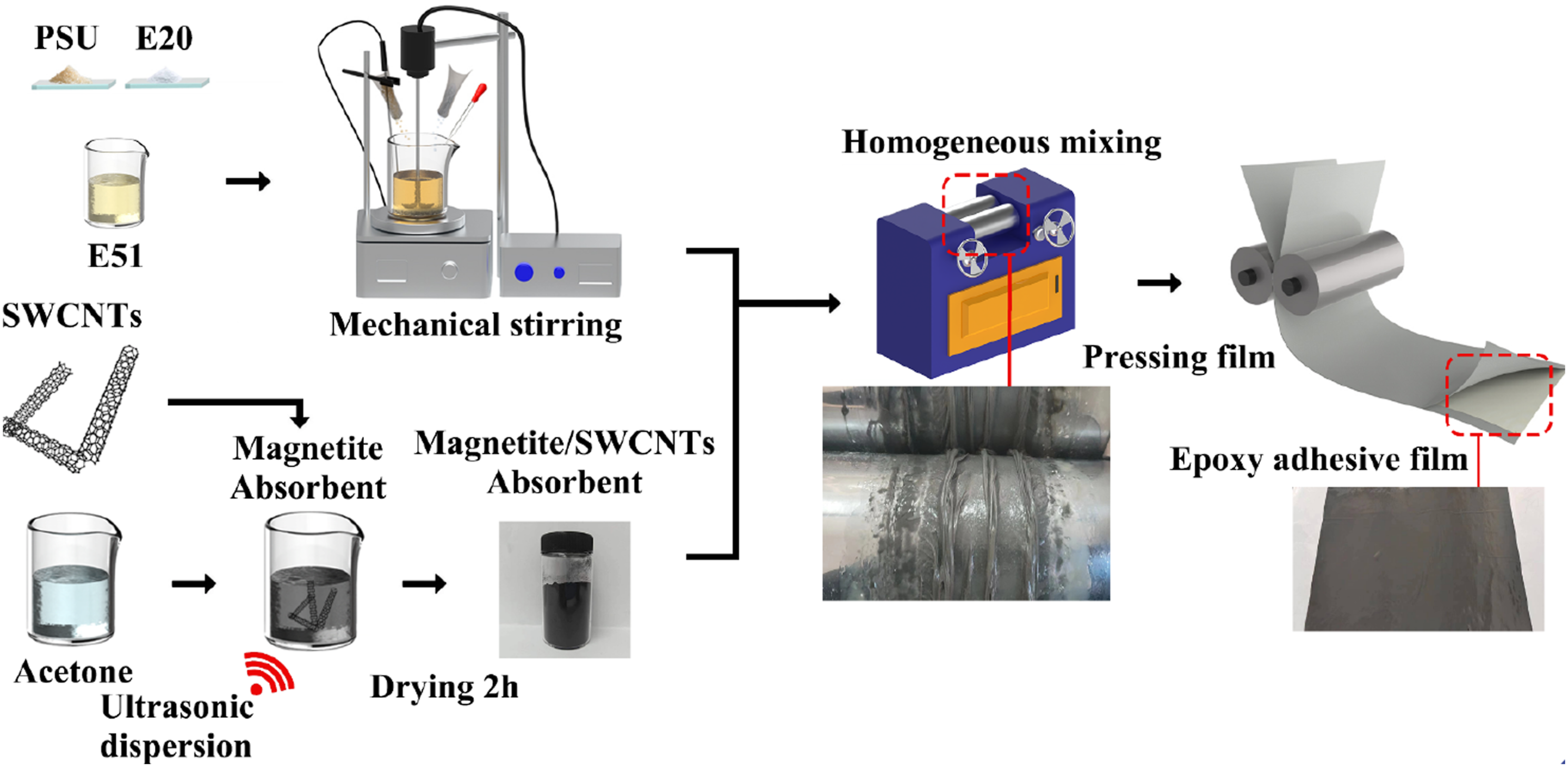
Preparation of CFRP adhesive joint specimens
The CFRP plate was prepared by 10 layers of unidirectional carbon fiber fabric with a size of 25 × 100 mm. The surface of CFRP was cleaned by a high-pressure air gun to remove residual dust. Subsequently, the bonding place was wiped clean with acetone to remove the surface grease. The adhesive film was uniformly pasted onto the bonding place of the specimens. The thickness of the adhesive layer in the specimen was controlled to 0.2 mm. Then the specimens were placed in an oven and cured at 130°C for 1h and 140°C for 0.5h.
Characterization
Scanning electron microscopy (SEM) micrographs were obtained with a NOVA NANOSEM 230 (FEI, USA). Thermogravimetric (TG) analysis was carried out with a TGA500 instrument (TA, USA) under nitrogen flow from 40°C to 800°C at a heating rate of 10°C/min. X-ray diffraction (XRD) analysis was carried out with a Bruker D8 Advance (Brook, Germany), the scanning rate was 10°/min, and the test angle range was 5–90°. The Programmable constant temperature and humidity test chamber (LRHS-101-LH, Shanghai Linpin Instrument Stock Co., China) was used for hygrothermal aging testing, according to the GB/T 35489-2017 standard, 70°C and 90%RH were selected for hygrothermal aging. The lap shear strength tests were carried out on the (DDL50, Changchun Institute of Machinery, China) universal testing machine following the GB/T 7124-2008. The tensile rate was 2.5 mm/min. At least six effective replicates were tested in each group and the average value was recorded.
Results and discussion
SEM, EDS, and XRD observations
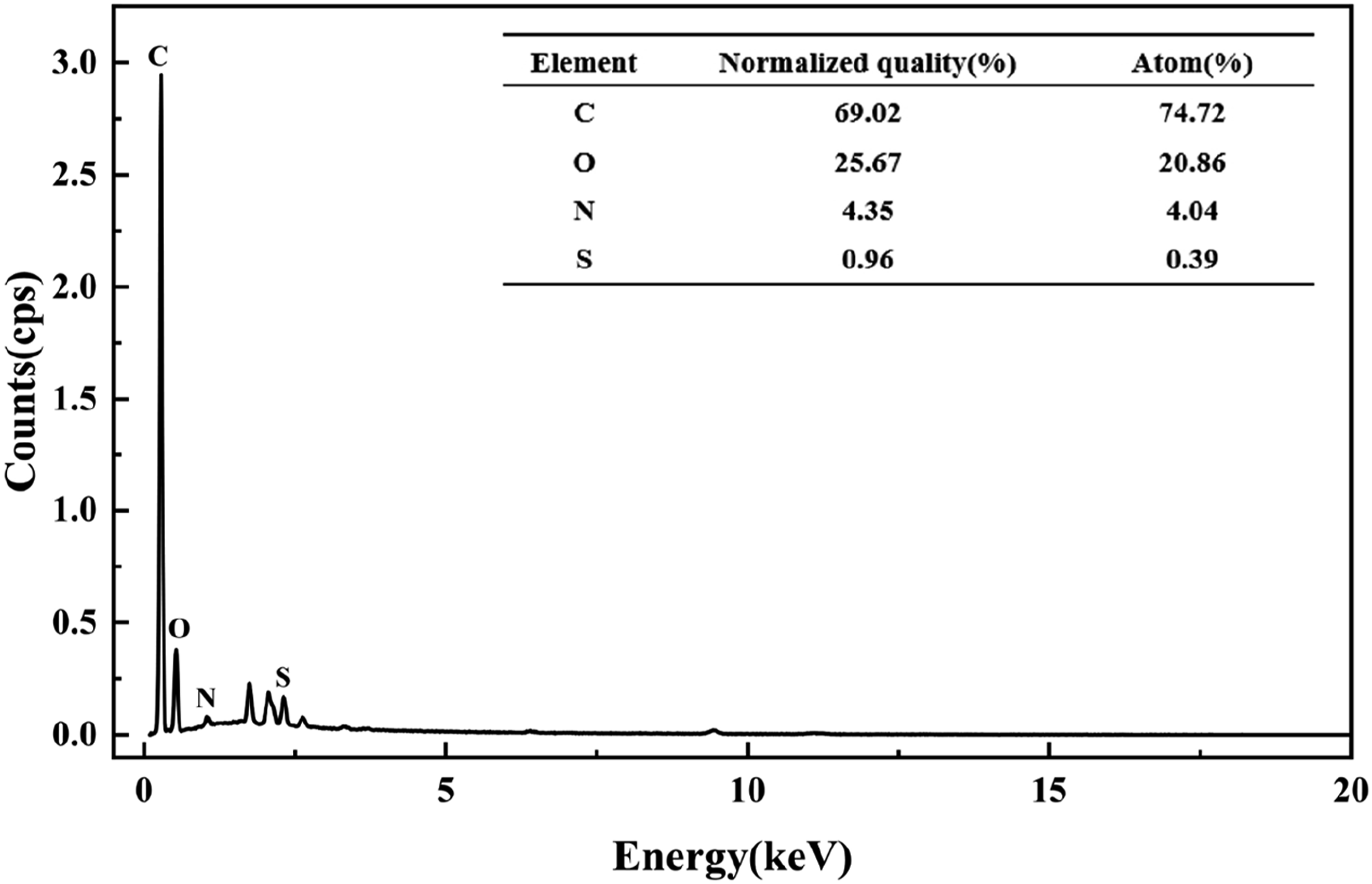
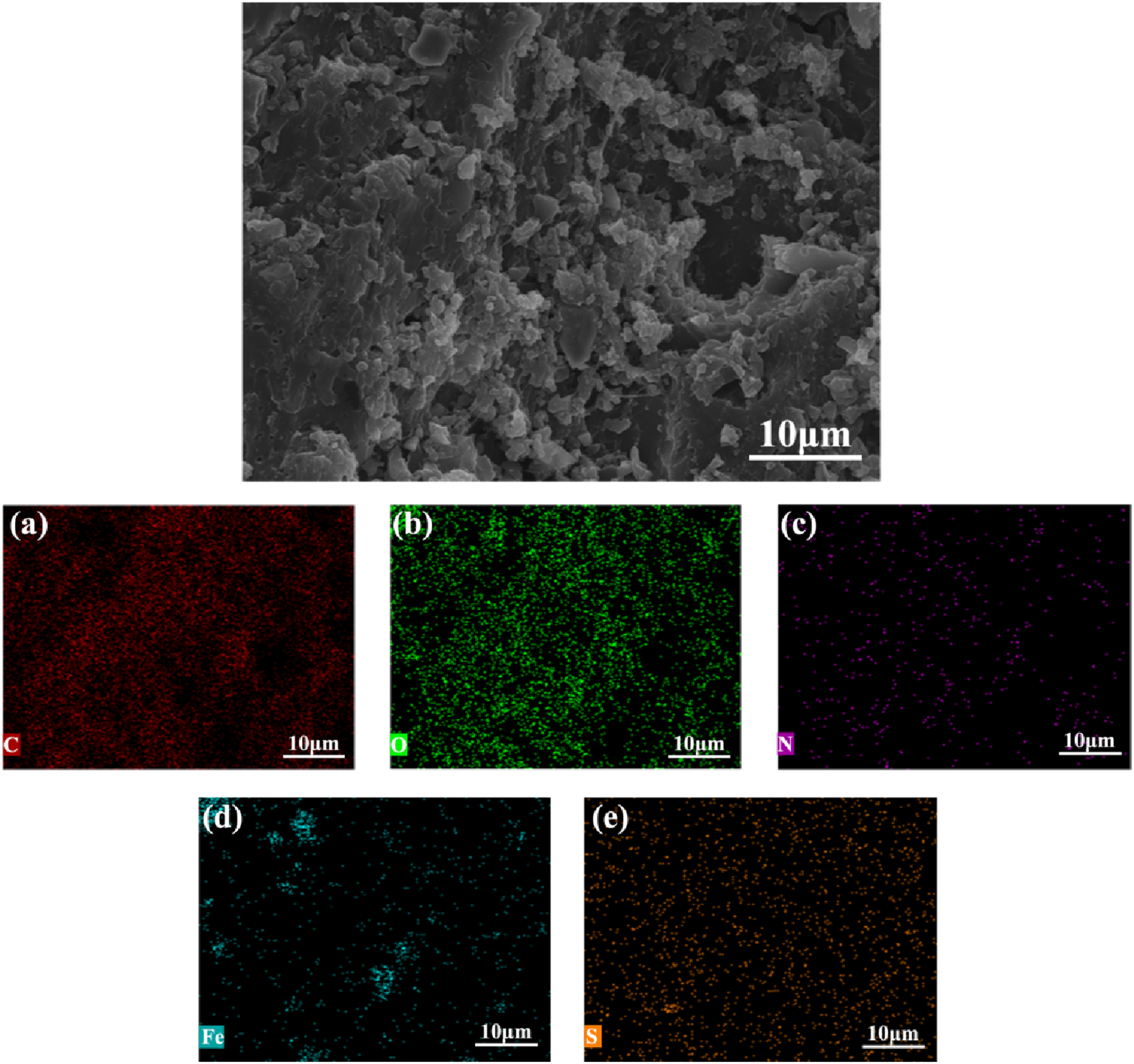
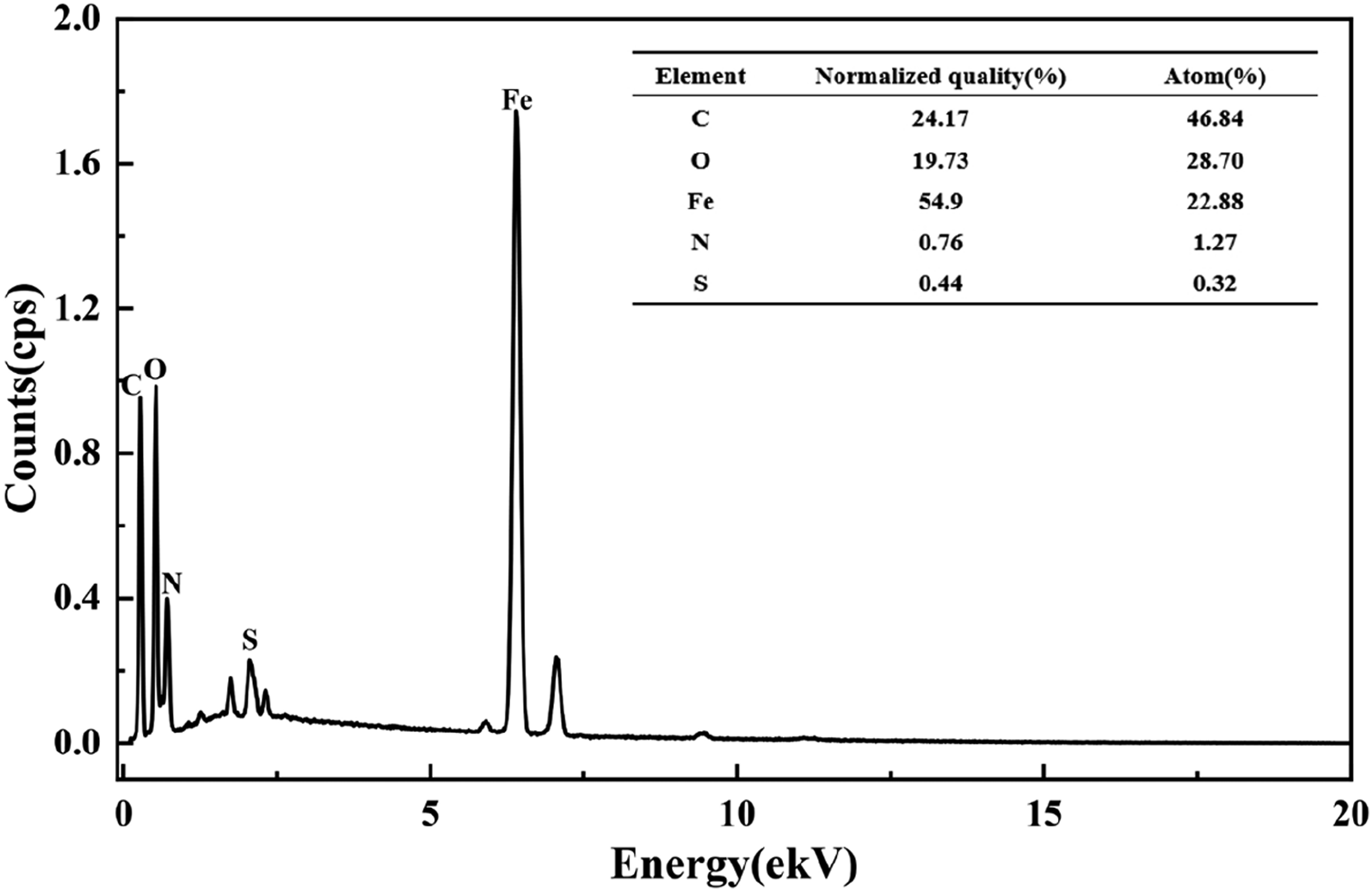
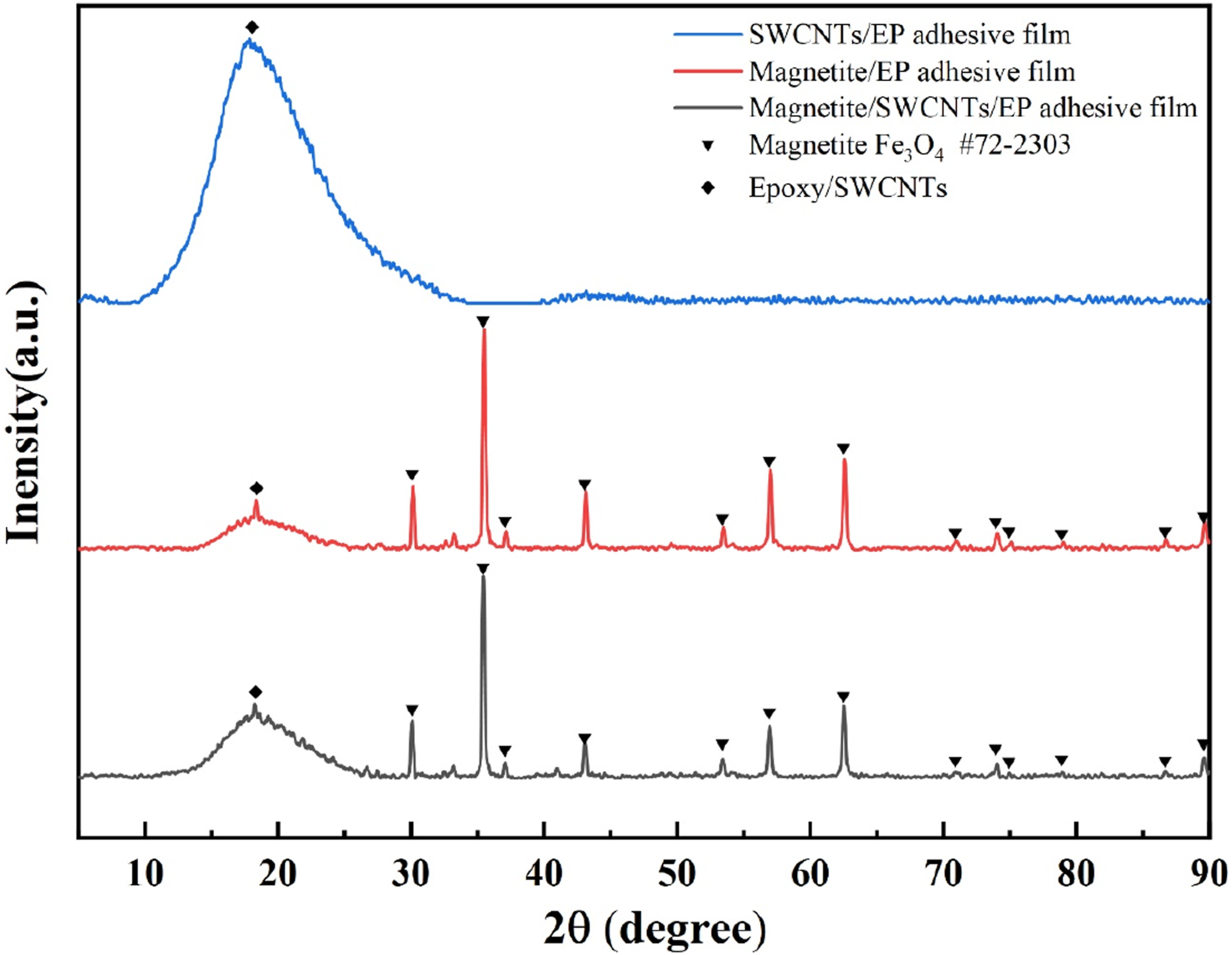
Figure 2 shows the fracture morphology of the magnetite/SWCNTs/epoxy adhesive films. Figure 2(c) clearly shows the morphology of the dispersed SWCNTs. The SWCNTs are connected between the magnetite particles. Figure 3 shows the EDS spectrum of epoxy adhesive film. The figure shows that the C element is the main element in the epoxy film, followed by the O element, and the content of the N element and S element is low. The S element is provided by PSF, and the N element is provided by the dicyandiamide curing agent. Figures 4 and 5 are EDS spectra of magnetite/SWCNTs/epoxy film. From Figure 4, it can be seen that the distribution of the Fe element is relatively uniform, which indicates that the magnetic particles are uniformly mixed in the epoxy adhesive. Figure 6 shows the XRD analysis of the three adhesive films. From the XRD curves, it can be seen that the triangular symbol represents magnetite, and its main component is Fe3O4. The peak at 2θ = 18° is the peak of C element in epoxy resin and SWCNTs. The wide peak indicates that the content of C element is high. SEM images of absorbent dispersed in adhesive film ((a–c): Morphology of SWCNTs and magnetite, (d): Morphology of magnetite in epoxy resin). EDS spectrum of epoxy adhesive film. SEM picture and map scanning of magnetite/SWCNTs/epoxy adhesive film. ((a): C element, (b): O element, (c): N element, (d): Fe element, (e): S element). EDS spectrum of magnetite/SWCNTs/epoxy adhesive film. XRD curves of adhesive films.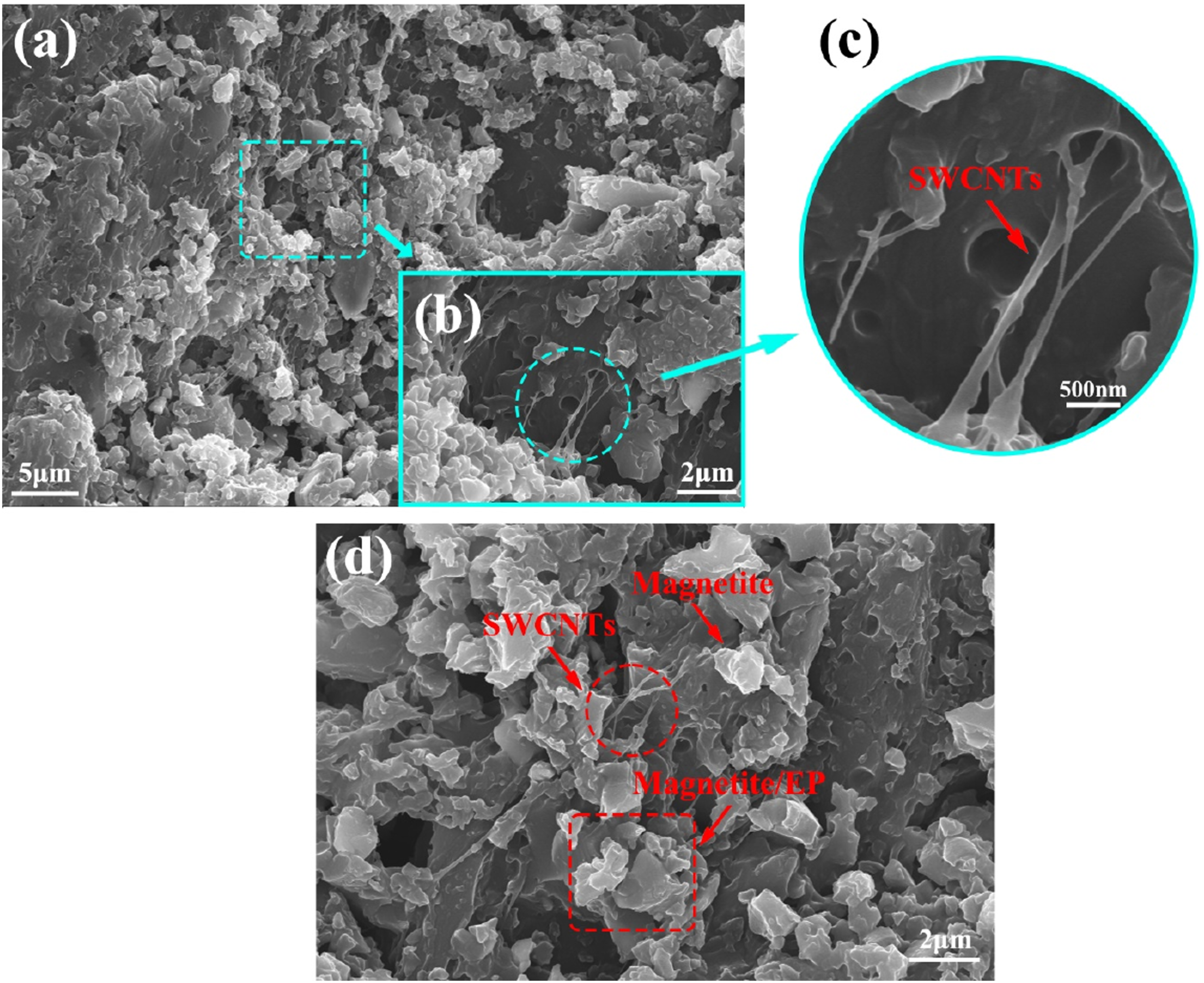
TGA analysis
TG curves of epoxy adhesive film and magnetite/SWCNTs/epoxy adhesive film are presented in Figure 7(a). The decomposition temperatures at 5% weight loss, 10% weight loss, 20% weight loss, and 50% weight loss (labeled as T−5%, T−10%, T−20%, and T−50%, respectively) of the epoxy adhesive film and magnetite/SWCNTs/epoxy adhesive film are given in Table 1. Compared with those of epoxy adhesive film, the T−5%, T−10%, T−20%, and T−50% of magnetite/SWCNTs/epoxy adhesive film with a filler decrease significantly.
17
Figure 7(b) is the DTG curves of the two kinds of adhesive films. It is shown that the DTG curves of the two adhesive films showed two peaks, respectively, indicating that the occurrence of degradation was divided into two stages. The first stage was 340°C–460°C. At this stage, the epoxy resin was degraded and the molecular chain was destroyed. In the second stage (460°C–520°C), the polysulfone resin was degraded. From the DTG curves, it is known that the maximum weight loss rate of magnetite/SWCNTs/epoxy adhesive film was −9.34%/min when the temperature is 392°C, and the maximum weight loss rate of epoxy adhesive film was −11.61%/min when the temperature is 428°C. The DTG curves also showed that the degradation temperature of magnetite/SWCNTs/epoxy adhesive film was lower than that of the epoxy adhesive film. Because the added absorption agent was beneficial to the heat conduction, the thermal degradation of the adhesive film was accelerated. (a) TG and (b) DTG of adhesive films. TG results of adhesive films.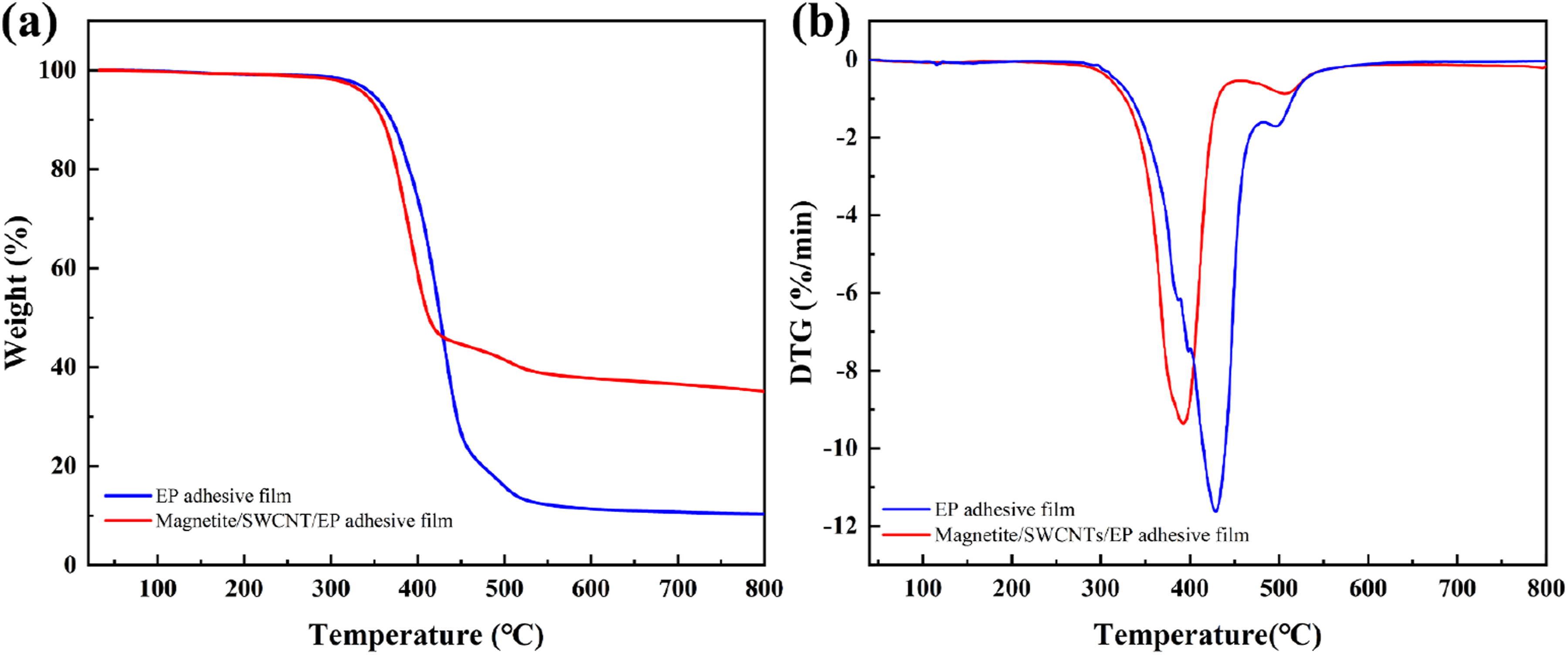

Wave absorption properties of adhesive films
Figure 8 shows the absorption performance test of magnetite/SWCNTs/epoxy adhesive films with different absorbent additions in the X-band when the thickness of the adhesive films is 2 mm. The results showed that when the amount of absorbing agent was 20 wt%, the RL peak was the highest (as shown in Figure 8(a)). At the frequency of 8.75 GHz, the RL peak reached the maximum value of −27.5 dB, and the bandwidth with reflectivity below −10 dB was 2.5 GHz. When the additional amount of the absorbent was 25 wt%, the RL peak was slightly lower and reached the maximum value of −24 dB at the frequency of 9 GHz. However, the bandwidth with reflectivity below −10 dB was 3 GHz, which was wider than that of the magnetite/SWCNTs/epoxy adhesive film with the additional amount of 20 wt% (as shown in Figure 8(b)). Figure 8 clearly shows that with the increase of the amount of absorbent added, the RL peak moves from low to high frequency, the absorbing performance shows a downward trend. The wave absorption performance of magnetite/SWCNTs/epoxy adhesives film with different content of absorbent in the X-band ((a):20 wt%, (b):25 wt%, (c):30 wt%, (d):35 wt%, (e):40%, (f):45 wt%).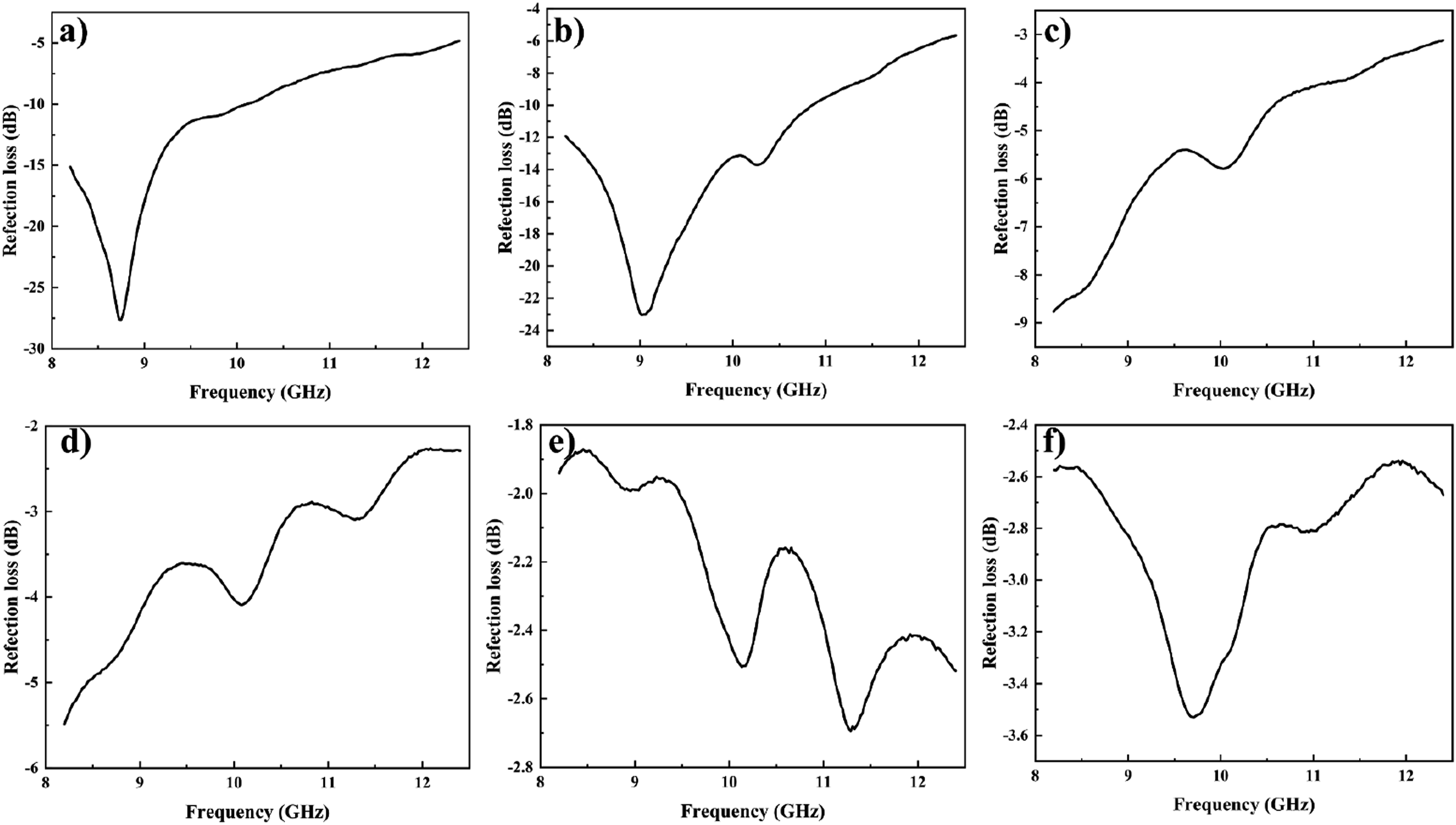
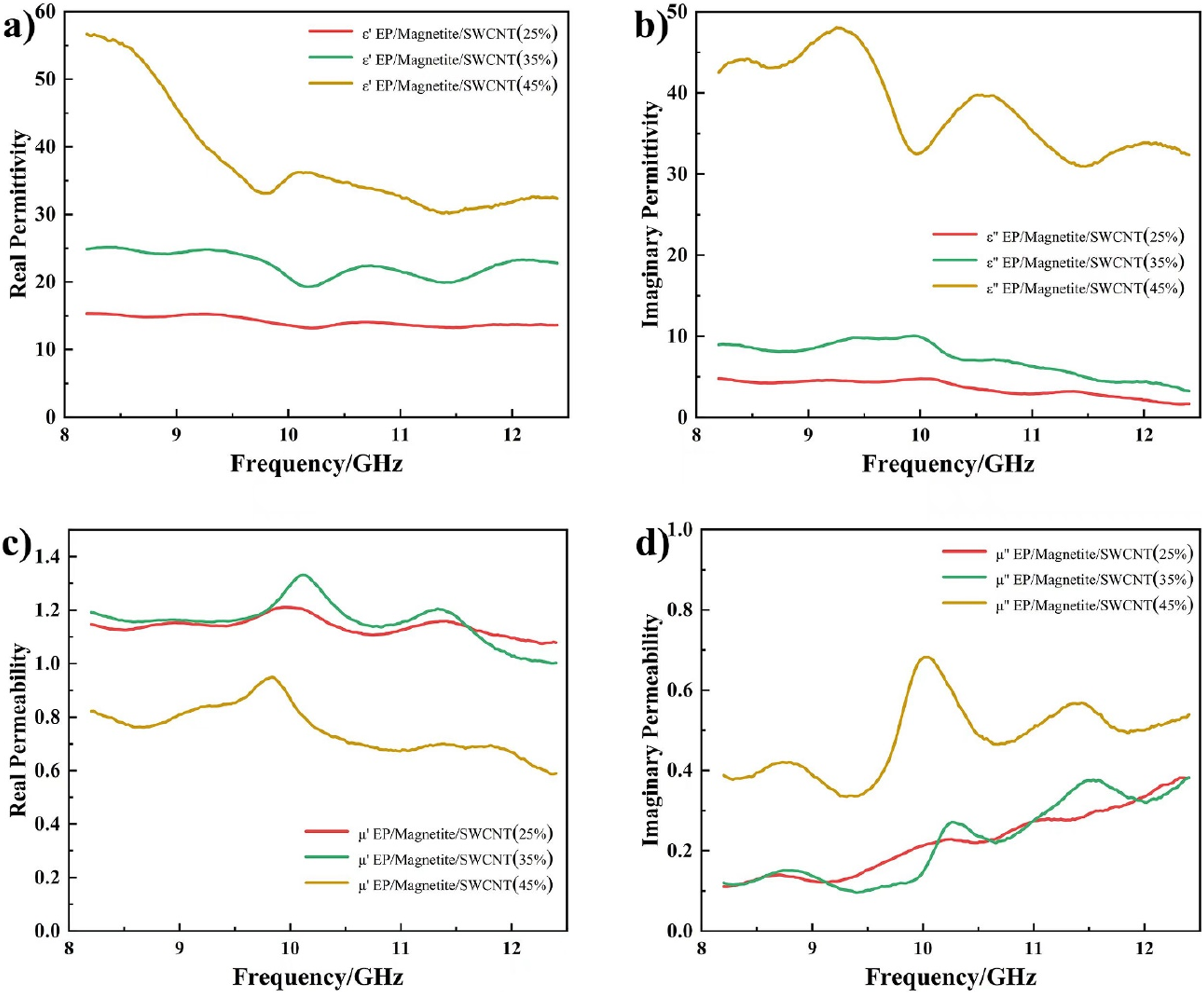
In order to analyze the absorption mechanism of magnetite/SWCNTs/epoxy adhesive films, taking 25 wt%, 35 wt%, and 45 wt% of the absorbent content as an example, the electromagnetic parameters of the films were calculated as shown in Figure 9. The dielectric properties of the material are the result of electrons, orientation, and space charge polarization. In the composite system, due to the heterogeneity of the material, the contribution of space charge polarization is dominant.
18
In magnetite/SWCNTs/epoxy adhesive films, the space charge polarization is obtained by the free movement of the polarons/bipolarons system along the chain. In Figure 9(a) and (b), Electromagnetic parameters of magnetite/SWCNTs/epoxy: ((a): real parts of permittivity, (b): imaginary parts of permittivity, (c): real parts of permeability, (d): imaginary parts of permeability).

Formula (1) shows that the RL value is determined by the input impedance of the absorbing material. The input impedance is closer to the free space wave impedance, the value tends to 0, and the RL value is larger. The The 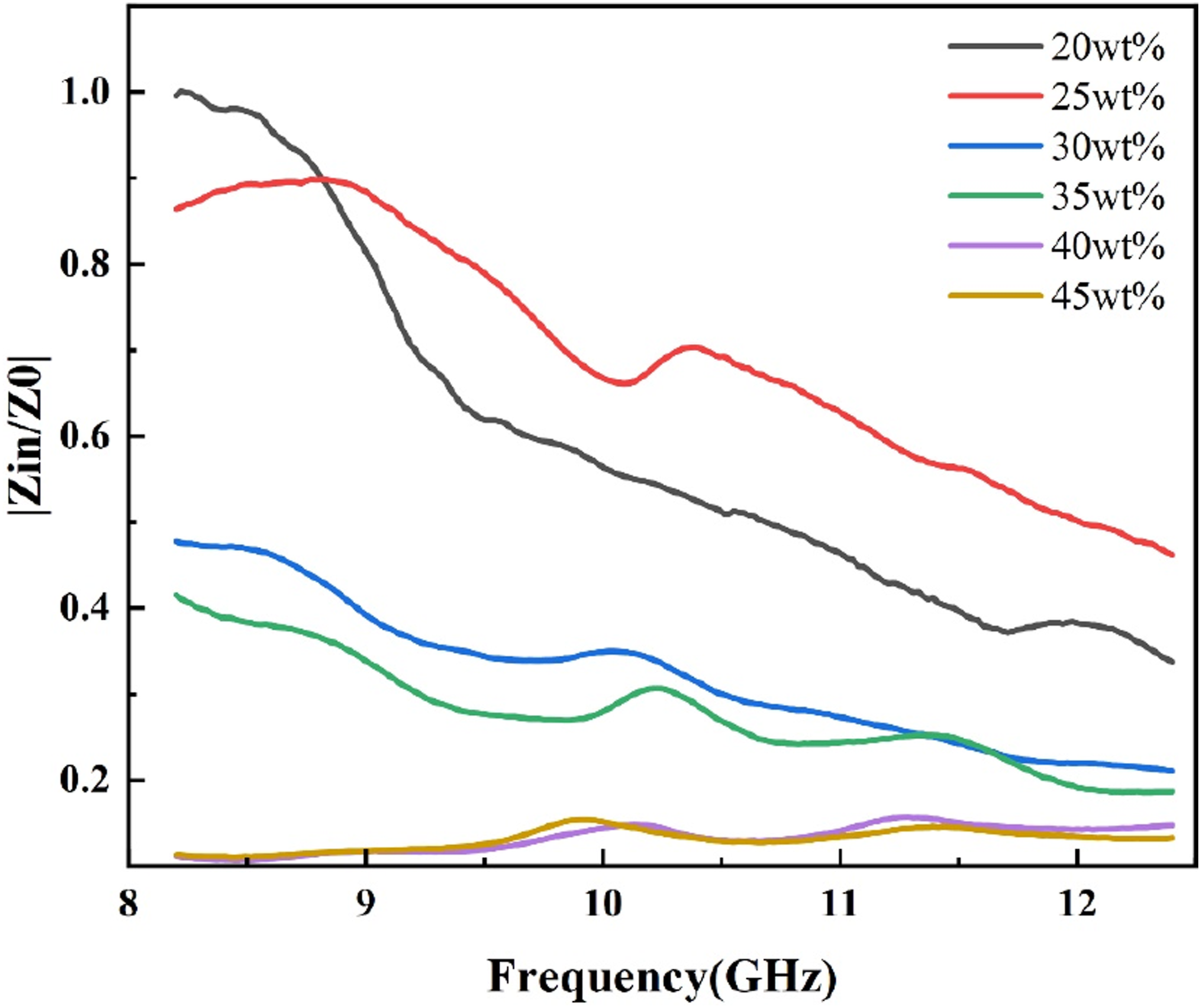
The absorbing performance is the best when the absorbent content is 25 wt%. The dielectric loss and magnetic loss in the whole frequency range prove the balance of EM matching of the composite material, indicating that the synergistic effect of SWCNTs and magnet powder significantly enhances the microwave absorption performance of the composite material.
Aging tensile shear properties analysis
The effects of different aging times on the lap shear properties of the adhesive films were measured, as shown in Figure 11. The lap shear performance of the epoxy adhesive film was better than that of magnetite/SWCNTs/epoxy adhesive film without aging, which was attributed to the fact that the addition of the absorbent reduced the amount of the epoxy resin. With the increase of aging time, the lap shear strength of the adhesive film increased first and then decreased. When the aging time was 400 h, the lap shear strength of the two adhesive films reached the maximum, which was 16.42 MPa and 23.12 MPa because the residual internal stress was generated during the preparation of the specimen. Through 400 h of heating, the residual internal stress was released, and the lap shear performance of the specimen was increased. When the aging time of the magnetite/SWCNTs/epoxy adhesive film was 1000 h, its lap shear strength decreased by 19%. After 1500 h of aging, the performance of the epoxy adhesive film decreased by 20%. Figure 11 clearly shows that with the increase of hygrothermal aging time, the lap shear strength performance of the magnetite/SWCNTs/epoxy adhesive film decreases less than that of the epoxy adhesive film. It was explained that the addition of the absorbing filler hinders the diffusion of water molecules to a certain extent, and its lap shear strength decreases slower than that of the epoxy adhesive film. Lap shear strength of epoxy and magnetite/SWCNTs/epoxy adhesive films.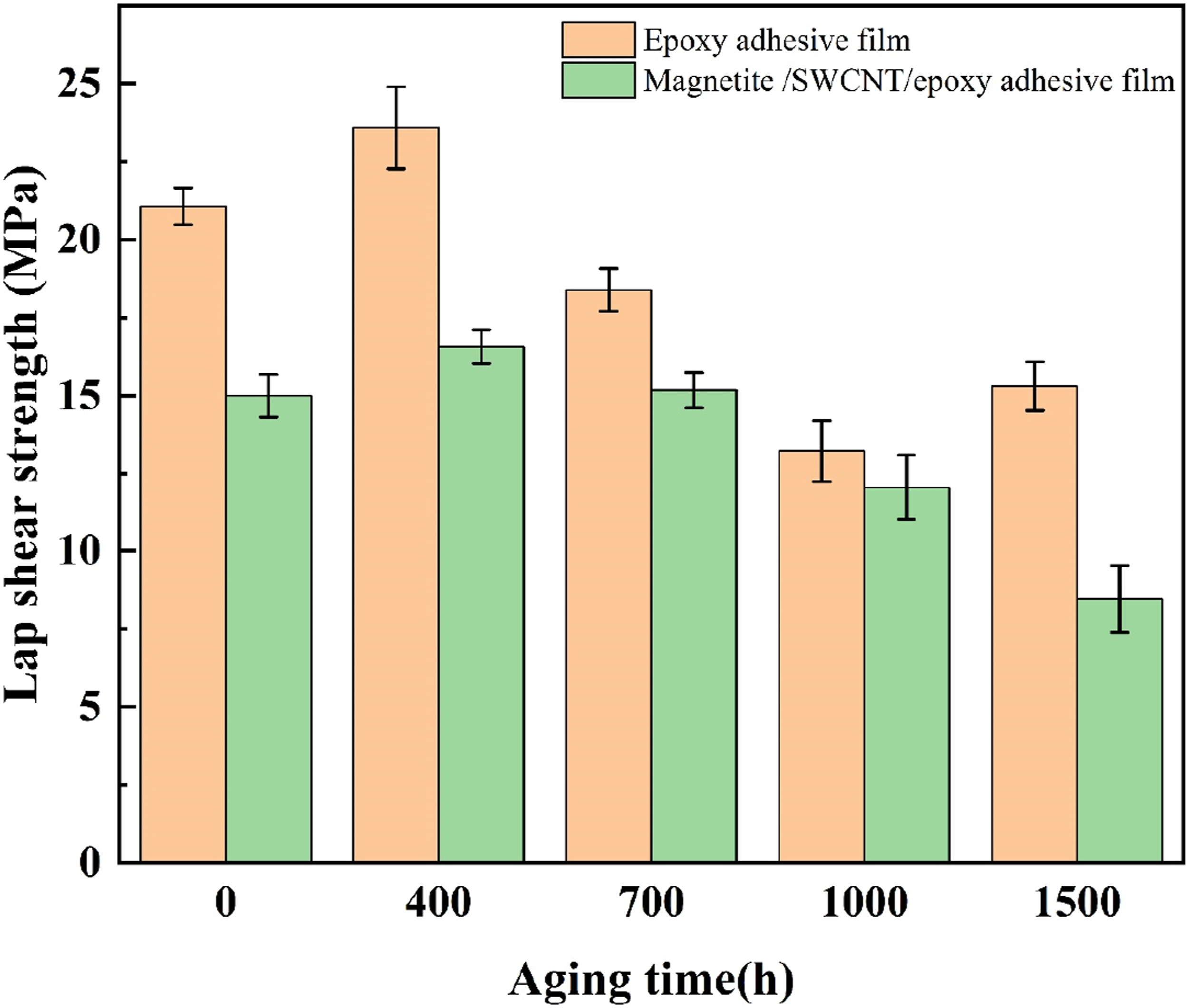
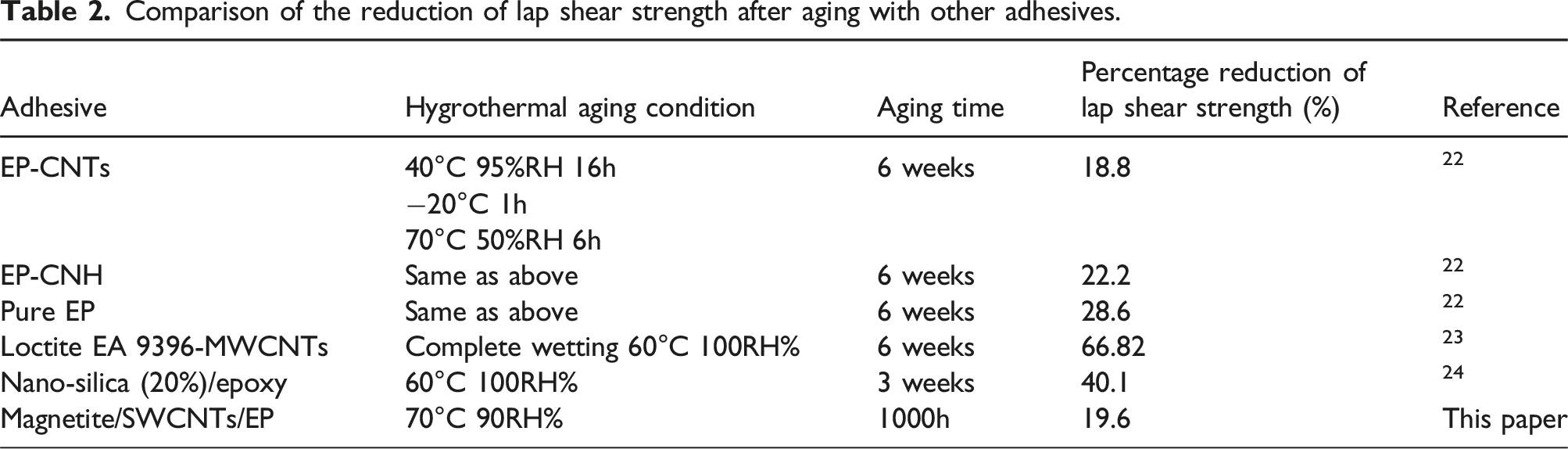
Some Some literatures were referenced, and the results were compared with the data in this paper. The results are listed in Table 2, which indicates that the magnetite/SWCNTs/epoxy adhesive film has good resistance to hygrothermal aging.
Comparison of the reduction of lap shear strength after aging with other adhesives.
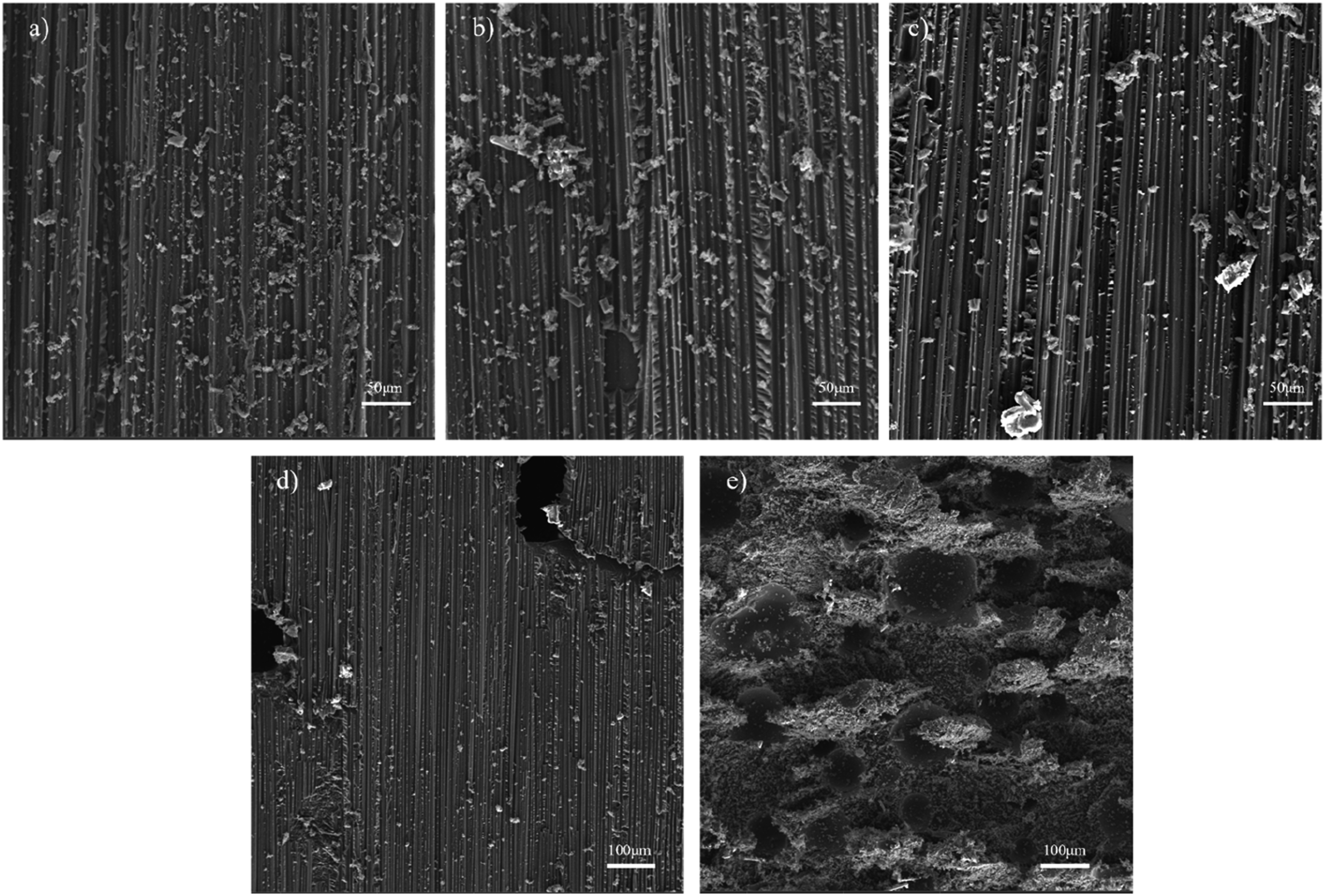
Figures 12 and 13 are the SEM of the lap shear specimens of the magnetite/SWCNTs/epoxy adhesive film and the epoxy adhesive film under different hygrothermal aging times. The diagram shows that the failure mode of the specimen was the cohesive failure before hygrothermal aging, which was the destruction of the adhesive’s structure. After 400 h of hygrothermal aging, the interface between the adhesive and the adherend failed, which formed a mixed failure. According to the SEM, the interface failure part was less, and the hygrothermal aging affected its performance, so its lap shear performance increased. After 700 and 1000 h of hygrothermal aging, it was found that the interface damage area increased, indicating that hygrothermal aging had more serious damage to the structure of the adhesive because water molecules diffused into epoxy resin when exposed to a hygrothermal environment. Some water molecules accumulated in the free volume of the epoxy resin, termed free water, and other water molecules reacted with the epoxy resin, termed bound water. Free water led to the plasticization of epoxy resin. The hydrolysis reaction and hydrogen bonding reaction occurred between the water molecules and the epoxy resin.
26
The structure of some adhesives was destroyed, and the adhesion between the adhesive and the adhesive was insufficient, forming interface damage. After 1500h of hygrothermal aging, the water absorption reached saturation, the plasticization of epoxy resin was enhanced, and the influence of hydrolysis was reduced, so the tensile shear performance decreased slightly. SEM images of the fracture of epoxy adhesive film CFPR bonded joints with different hygrothermal aging times. ((a):0h, (b):400h, (c):700h, (d):1000h, (e):1500h). SEM images of the fracture of magnetite/SWCNTs/epoxy adhesive film CFPR bonded joints with different hygrothermal aging times. ((a):0h, (b):400h, (c):700h, (d):1000h, (e):1500h).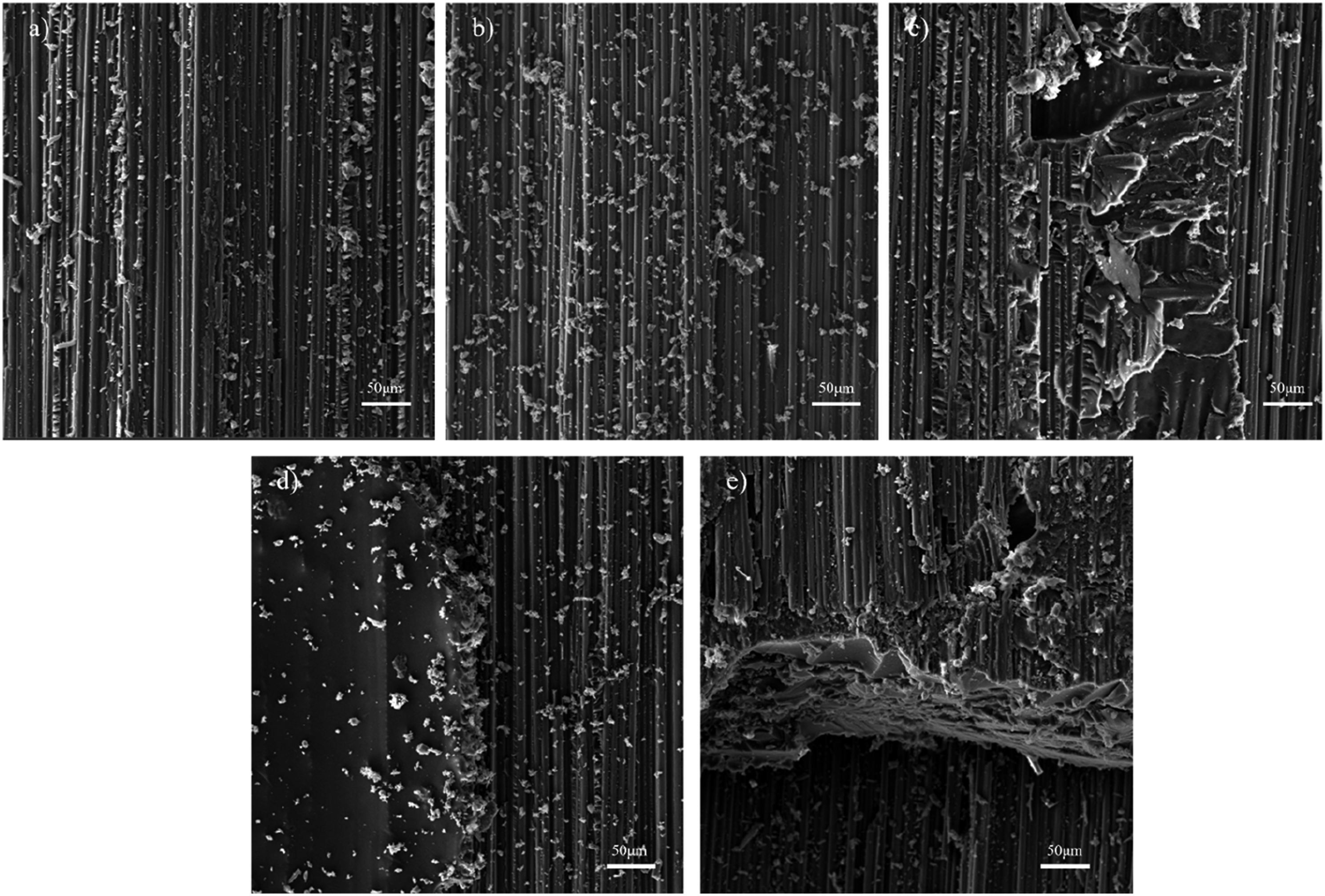
Conclusions
In this study, the magnetite/SWCNTs/epoxy adhesive film was prepared successfully. The RL peak reached −27.5 dB at the frequency of 8.75 GHz when the absorbent content was 20 wt%. The bandwidth below −10 dB reached 3 GHz with 25 wt% absorbent content at the X band. The TGA results showed that the thermal degradation rate of magnetite/SWCNTs/epoxy adhesive film was accelerated. The specimens were subjected to hygrothermal aging under the conditions of 70°C and 90%RH. With the increase in hygrothermal aging time, the section of the lap shear specimen changed from cohesive failure to mixed failure. Compared with other adhesive films, the addition of absorbent effectively reduced the diffusion of water molecules, and then reduced the percentage of decrease in the lap shear strength of the specimens under hygrothermal aging conditions. The results showed that the magnetite/SWCNTs/epoxy adhesive film had good absorbing properties and good resistance to hygrothermal aging.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Shenyang Natural Science Foundation Project (22-315-6-07), the Chunhui Project Foundation of Education Department of China (HZKY20220428), and the Science and Technology Project of Shenyang (23-407-3-22).