
Abstract
Glass fiber-reinforced polymers (GFRPs) made from thermoset polymers have been widely used across various industries. However, these composites have significant drawbacks, including poor interfacial adhesion between the fiber and matrix, as well as a substantial contribution to waste and environmental pollution due to the challenges in recycling, reprocessing, and reuse. Herein, firstly graphene oxide (GO) was incorporated in vitrimer matrix to fabricate recyclable vitrimer nanocomposites with improved interfacial interaction, high thermal stability, low dielectric constant, fast stress relaxation as well as rapid self-healing ability. The nanocomposite with 0.2 wt% GO is optimized to achieve excellent remoulding (89% of flexural strength) and self-healing (60 min for a 48 μm scratch) properties due to dynamic disulfide bond exchange mechanism. Furthermore, epoxy/GO matrix was used to develop glass fiber reinforced composites via vacuum assisted resin infusion molding process (VARIM). The developed composites demonstrate tremendous mechanical strength (250 MPa), shape-memory, weldability, and degradable properties. Due to the rapid chemical degradation of epoxy vitrimer under mild conditions in the thiol (2-mercaptoethanol and 1-otanethiol), facilitated by thiol disulfide exchange reaction, glass fibers (GFs) can be effectively recycled. The performance of recycled glass fibers closely matches that of original fibers, exhibiting nearly identical woven structure and mechanical properties. The single yarn of recycled glass fibers can achieve tensile strength of 85% (1-octanethiol) and 72% (2-mercaptoethanol) of the original glass fibers, thus, the recycling of glass fibers would be highly advantageous in terms of achieving the sustainability goals.
Introduction
Due to the rising environmental concerns, wind energy power plants are becoming increasingly crucial for sustainable development in modern society. 1 Wind turbines provide a green and renewable energy source with several benefits, such as low operating cost, scalability, and efficient land use. 2 A crucial part of wind turbines is the rotor blades and nacelles, made of glass fiber reinforced polymers (GFRPs) for the required strength-to-weight ratio. 3 GFRPs offer significant environmental and operational benefits for wind turbine blades, including a reduced carbon footprint due to their lightweight nature and high strength, which enable larger, more efficient blade designs. Operationally, GFRPs provide excellent corrosion and fatigue resistance, essential for long-term durability, especially in harsh environments like offshore wind farms, while their design flexibility allows for optimized blade shapes, enhancing overall wind turbine efficiency and reducing maintenance costs. Additionally, GFRPs act as insulating materials to ensure the reliability of electrical and electronic components and to maintain the operational stability of wind turbines. Epoxy stands out as the most commonly utilized thermoset material in wind turbine blades, prized for its excellent thermal, mechanical, and insulating characteristics, particularly when employed in fiber-reinforced composites (FRCs).4–6 Nevertheless, traditional epoxy becomes neither soluble nor fusible after curing due to creating a three-dimensional crosslinked network.7,8 Disposal methods for epoxy-based waste typically involve landfilling, pulverization, incineration, and pyrolysis, but these methods are hindered by their low cost-effectiveness, high energy consumption, and significant environmental risks.9–12 Particularly, the disposal of epoxy-based wind turbine blades presents significant challenges due to their durability and non-biodegradability, with current disposal methods, such as incineration and landfilling, having notable limitations. Incineration can release harmful emissions and requires substantial energy input, while landfilling contributes to the accumulation of non-biodegradable waste and is constrained by limited capacity. Moreover, dealing with epoxy-based FRCs makes the problem even more challenging.13,14
To tackle this challenge, a promising strategy for making these polymers recyclable involves incorporating dynamic covalent bonds (DCBs) into polymer networks with a permanent crosslink density, labeled as “vitrimers.”15–18 In 2011, Leibler and colleagues 19 pioneered the development of a malleable and recyclable epoxy thermosets via transesterification reaction based on the epoxy–acid interaction. The authors suggested that the exchange reaction could be accelerated by catalysts such as 1,5,7-triazabicyclo[4.4.0]dec-5-ene (TBD), 20 1,2-dimethylimidazole (1,2-DMI), 21 or zinc acetate (Zn(OAc)2). 22 Since then, various exchange reactions like transalkylation, 23 boronic ester exchange, 24 imine chemistry, 25 disulfide bond exchange, 26 and Diels–Alder reaction 27 have been employed to integrate DCBs into vitrimer networks, with many of these methods being applied in the production of FRCs. Chen et al. have pioneered a novel closed-loop recyclable elastomer for CFRPs by combining siloxanes with dynamic transesterification reactions. 28 The resin matrix shows high stretchability, low dielectric permittivity, and rapid self-healing capabilities. Using ethanol and butylamines, carbon fibers can be effectively recycled in a closed loop and subsequently utilized to manufacture CFRPs with properties similar to those of the original, non-recycled materials. Wang et al. propose a novel approach for crosslinking polystyrene (PS) using nitrogen-coordinating boronic ester (NCB) linkages, 29 where by incorporating NCB linkages, the thermal stability (291°C), mechanical strength (45 MPa), and creep resistance of PS vitrimers can be significantly enhanced without compromising their dielectric properties (2.7 at 1 MHz frequency). Furthermore, glass fiber (GF) reinforced PS vitrimer composites exhibit good mechanical properties and can be quickly recovered to obtain a clean GF and resin solution. Si et al. developed recyclable FRCs using a dual disulfide vitrimers created from an epoxy monomer and an amine curing agent containing aromatic disulfide bonds. 30 The epoxy vitrimer could be readily broken down by a dithiothreitol dilute solution through exchange reactions with external thiols. Consequently, the carbon fibers could be fully recycled and repurposed to produce new FRCs.
During these studies, limitations were observed that hindered their industrial promotion. The challenge of achieving optimal fiber-matrix adhesion can lead to compromised mechanical properties, and concerns about long-term durability and environmental stability also exist. 31 These drawbacks limit commercial applications and suggest a need for further development in the field. The addition of carbon nanomaterials, 32 particularly Graphene Oxide (GO) has shown promise to enhance the interfacial adhesion between fiber and matrix. GO, a 2D macromolecule with various polar functional groups like hydroxyl, carboxyl, and carbonyl located on its basal planes and edges. These characteristics contribute to an increased surface area, making GO effective when applied between the fiber and matrix, thereby enhancing the mechanical properties of traditional FRCs.33,34 Most studies primarily examine the thermo-mechanical characteristics of vitrimer-epoxy FRCs, with recycling efficiency assessed through changes in mechanical behavior. However, the impact of incorporating GO on the thermo-mechanical, dielectric, and self-healing attributes of vitrimer FRCs has been overlooked. Hence, there is a need to enhance vitrimer-epoxy FRCs by integrating GO and evaluating their mechanical, insulating, and self-healing capabilities.
In the present work, we prepared a disulfide exchange-assisted epoxy vitrimer with GO, which inherently possesses advantageous features such as self-healing, remolding, and recycling. We thoroughly investigated the thermo-mechanical and dielectric properties of the prepared epoxy vitrimer. Furthermore, we synthesized GO-incorporated glass fiber-reinforced epoxy vitrimer composites through a vacuum-assisted resin infusion molding (VARIM) process and examined their dielectric, shape-memory, and weldability behavior. Additionally, we studied the degradation mechanism of GFRP, analyzed its degradation process, and discussed the recovered GFs. Although not within the paper’s scope, a crucial aspect to consider is the practical integration of GO filler materials into epoxy resin on an industrial scale, particularly concerning wind turbine blades. The size of components in the primary load-bearing structure of the blades, like spar caps and other elements, is of significant importance. Ensuring uniform incorporation of the GO filler material during the resin infusion manufacturing process is essential to provide an effective method for lightning strike protection and damage mitigation of the GFRP structure.
Experimental
Materials
Bisphenol-A diglycidyl ether (BADGE) (340.41 g/mol) resin, 2-aminophenyl disulfide (2-AFD) (248.37 g/mol) hardener, 2-mercaptoethanol (2-ME), and 1-octanethiol (1-octa) were purchased from Sigma-Aldrich. E-glass fiber fabric (thickness of 0.1 mm) was purchased from Composite Tomorrow, India. All products were commercially available and used without requiring further purification. The graphene oxide sheets, derived from graphite flakes readily obtained from Sigma-Aldrich, were prepared.
Synthesis of GO-reinforced dynamic crosslinked epoxy networks
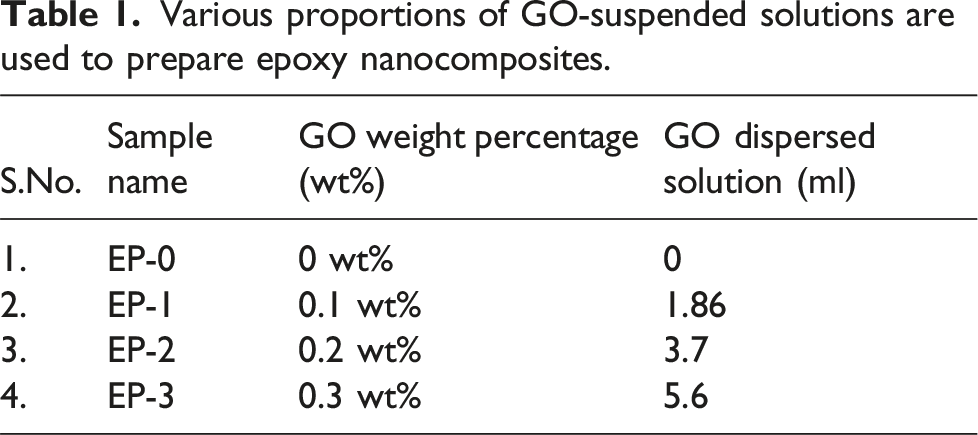
Various proportions of GO-suspended solutions are used to prepare epoxy nanocomposites.

(a) Schematic procedure for synthesizing epoxy vitrimer/GO nanocomposites; (b) Glass fiber vitrimer composites; (c) Synthesized glass fiber vitrimer laminates.
Synthesis of GO-reinforced GFRP materials
A vacuum infusion system fabricated the glass fiber vitrimer composites containing GO. Initially, six layers of glass fibers, each appropriately cut to dimensions of 11 cm × 11 cm × 0.1 mm, were arranged on a steel plate in succession and covered with peel ply, infusion mesh, and vacuum bagging film. Meanwhile, epoxy resin solutions with varying percentages of GO (EP-0, 1, 2, 3) and 2-AFD hardener were heated and mixed at 80°C. Following stirring, the mixture was degassed and transferred into the vacuum bag through a PVC hose, saturating the glass fibers. The resulting composite plates were pre-cured in a vacuum oven at 120°C for 2 h and post-cured at 150°C for 5 h (Scheme 1(c)).
Characterization
The PerkinElmer FTIR spectrophotometer recorded Fourier transform infrared (FTIR) spectra in attenuated total reflection mode. The spectra were recorded by performing 16 scans from 4000 to 400 cm−1, using a spectral resolution of 4.0 cm−1. The Hitachi DSC7020 and NEXTA STA200 (Hitachi high-tech science corporation, Japan) were used to conduct differential scanning calorimetry (DSC) and thermogravimetric analysis under a nitrogen atmosphere with a heating rate of 10°C/min.
Accordingly, gel content characteristics were evaluated. Dry samples weighing approximately 30 mg (W0) were subjected to a 24 h extraction in 5 mL of acetone. Once the extraction process was completed, the samples were dried in an oven at 40°C for 5 h and then reweighed (W1). The gel content was computed by using the following equation
The TA-Q400em instrument was used to conduct a three-point bending test on rectangular specimens measuring 15 × 5 × 0.5 mm. This test aimed to investigate the storage modulus, tanδ, stress relaxation, and stress–strain behavior. The storage modulus and tanδ experiments were conducted over a temperature range of 40°C to 160°C, with heating rates of 3°C/min and a nitrogen purge gas flow of 50 mL/min. A force of 0.02 N was applied during these experiments. For the stress relaxation study, a preloaded force of 1 × 10−3 N was applied to straighten the specimen. The temperature and a strain of 1% were maintained during testing, and the relaxation modulus was evaluated over time. A strain ramp mode was employed in the stress–strain experiments, with a force of 0.02 N. The strain at a constant temperature of 40°C was evaluated. Impedance analyzer E4990A from Keysight was used to analyze the dielectric behavior of epoxy vitrimers and their composites containing varying concentrations of GO. This analysis was conducted within a frequency range of 20 Hz to 10 MHz.
The self-healing behavior of the cured EP-2 sample was investigated by scratching it with a razor blade. Subsequently, it was heated in an oven at 130°C for 30 and 60 min, and the crack was observed using an Olympus BX51 optical microscope. Furthermore, the cured EP-2 networks were ground with a Retsch mortar grinder for 90 s. The resulting powder was molded in a sheet with a hot press applying a pressure of 1 bar for 30 min at 130°C. The stress–strain behavior was then evaluated by TA-Q400em and compared with the virgin EP-2 sample. The rectangular specimens of glass fiber composites, with dimensions of 100 × 10 × 2 mm, were subjected to tensile strength testing using a universal testing machine. The tests were conducted at a temperature of 26°C and a tensile rate of 2 mm/min. Each composition specimen was tested three times to ensure the accuracy and reliability of the results. In the next step, the shape-memory and weldability of the EP-2-GF composite samples were evaluated. To examine the shape-memory performance, the EP-2-GF composites were subjected to external forces at a temperature of 130°C, resulting in various bent shapes. Additionally, a bridge made of EP-2-GF blocks was constructed using the blocks-building process, with the five blocks being welded together at 130°C.
To assess the degradation of EP-2-GF and the recovery of glass fibers, the EP-2-GF composite samples were immersed in 2-mercaptoethanol and 1-octanethiol at room temperature for 24 h. The degraded product was analyzed using Fourier Transform Infrared (FTIR) spectroscopy. X-ray diffraction (XRD) patterns of the original and recycled glass fibers were obtained using a D8 ADVANCE ECO-Bruker system. The XRD scans covered the range of 2θ = 0.5 to 80°, with a generator voltage of 40 kV and a scanning speed of 5°/min. Furthermore, the surface morphology of the virgin and recycled glass fibers was examined using a ZEISS scanning electron microscope (SEM) at an accelerating voltage of 20 kV. The tensile properties of randomly selected glass fiber monofilaments were evaluated using a universal testing machine with a 2 mm/min tensile speed.
Results and discussion
Fundamental properties of epoxy vitrimers
Fabricating cross-linked networks with dynamic properties followed the methodology described in supporting information.
37
Figure 1(a) displays the FTIR spectra of EP-0,1,2, and 3 and Figure S1 depicts the FTIR spectra of uncured epoxy vitrimer, for better comparison. In these spectra, the characteristic absorption peak for epoxy groups at 910 cm−1 has disappeared, suggesting that the epoxy groups were almost entirely consumed during the curing reaction. Furthermore, the S-S stretching vibration, assigned to disulfide groups, was observed at 562 cm−1 in all sample spectra. This observation indicates the successful introduction of disulfide bonds in the epoxy vitrimers.
38
The glass transition temperatures (Tg) of all epoxy vitrimers, as determined by DSC, decline with higher concentrations of GO, as illustrated in Figure 1(b). With GO concentration rising from 0 to 0.2 wt%, the Tg of epoxy vitrimers decreases from 115 to 101°C. However, the Tg rises with a further increase in GO concentration to 0.3 wt%. This trend can be attributed to the increased crosslinking density, which restricts polymer chain mobility, and at higher concentrations (0.3 wt%), there may be a tendency for increased aggregation or clustering of GO sheets within the epoxy matrix.39,40 The thermostability of epoxy vitrimers was investigated, and the results are shown in Figure 1(c). The degradation temperature (Td5%) increases with the inclusion of GO nanofiller in the vitrimer matrix. The increased thermostability was mainly caused by the formation of strong interfacial sites, which inhibit the heat transfer and decomposition within the epoxy vitrimers.41,42 Further, the gel content test serves as an indicator for the cross-linked network.43,44 As shown in Figure 1(d), the EP-2 vitrimer shows high gel content, which supports FT-IR and DSC results regarding the effect of GO concentration. (a) FT-IR spectra; (b) DSC thermograms; (c) TGA curves; (d) Gel content of EP-0, EP-1, EP-2, and EP-3 epoxy vitrimers.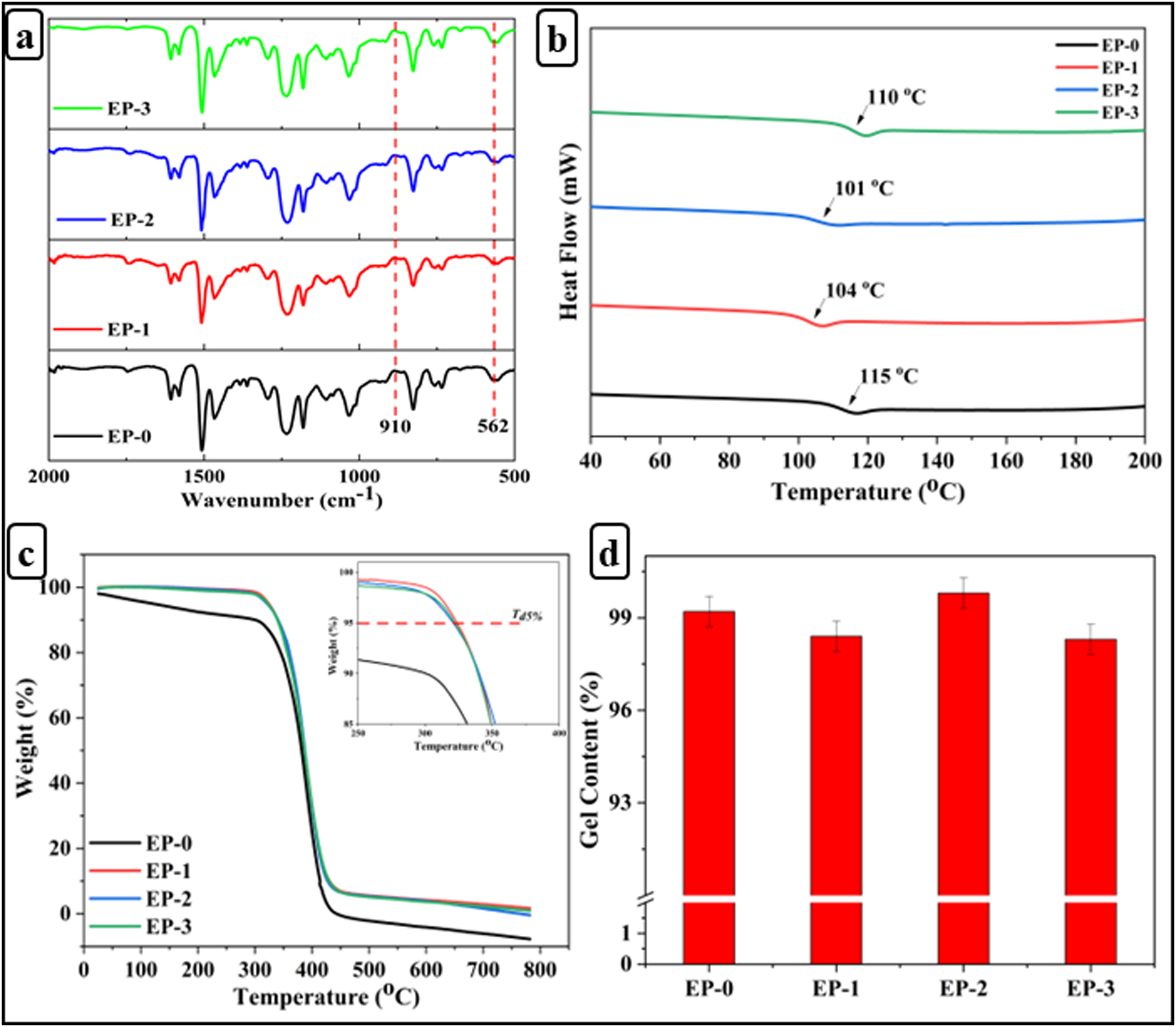
Thermo-mechanical properties of epoxy vitrimers
The dynamic mechanical properties of vitrimer nanocomposites were examined (Figure 2(a)), revealing a progressive rise in the storage modulus up to a nanofiller concentration of 0.2 wt% (101 GPa), followed by a decline with further increases to 0.3 wt% (79 GPa). The increase in modulus is likely attributed to the presence of GO with its undulating topology, facilitating efficient intercalation and interlocking within the polymer matrix, thereby enhancing modulus values. However, at 0.3 wt% concentration, GO sheets may aggregate, leading to ineffective dispersion within the matrix, causing stress concentration and consequently weakening the interface.45,46 According to Flory’s ideal rubber elasticity theory, the crosslink density was calculated from the value of E′′ (Tg + 30°C).
47
(a) Storage Modulus; (b) tanδ; (c) Stress–strain relationship of EP-0, EP-1, EP-2, and EP-3.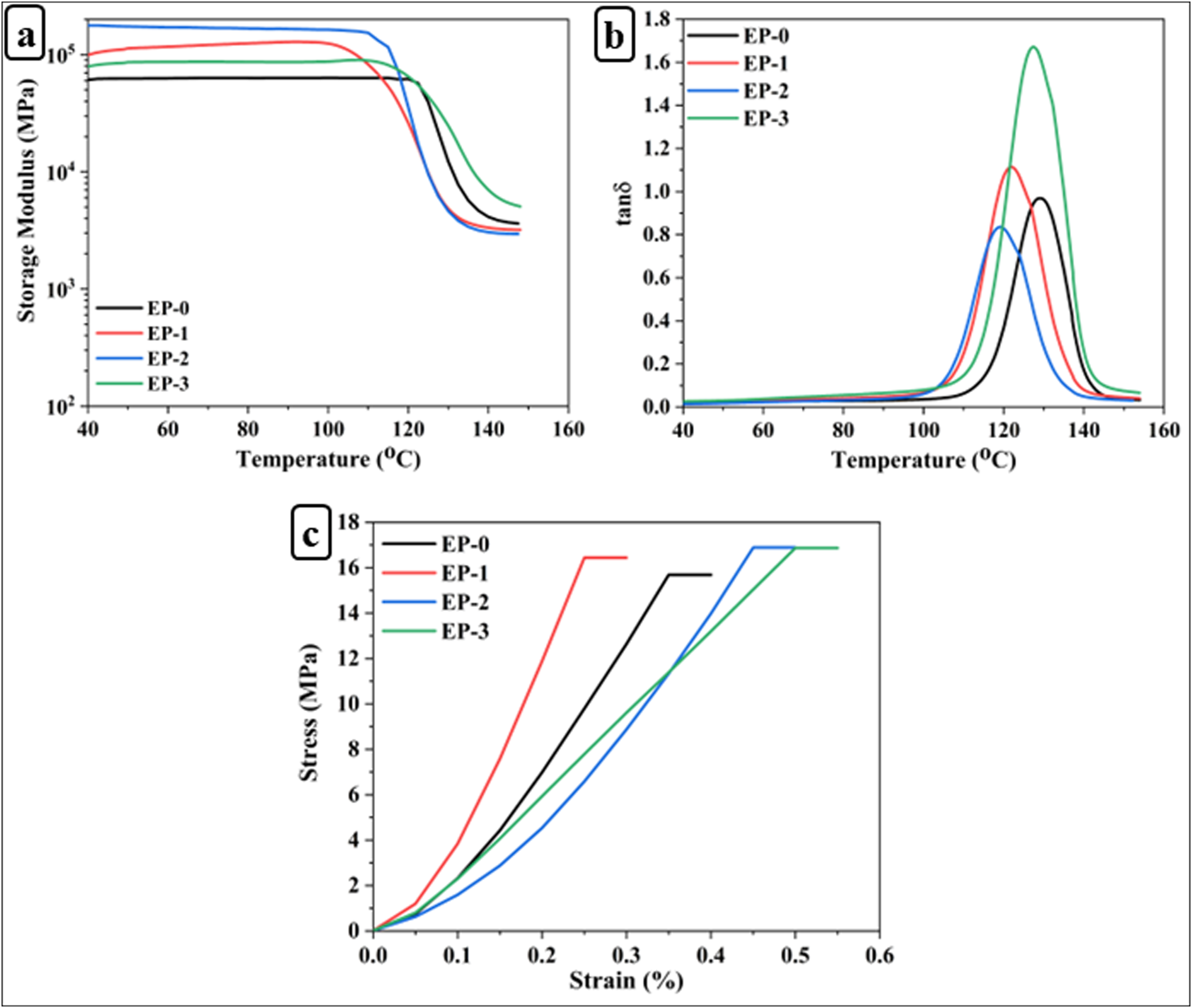
The detailed results of thermal properties of epoxy vitrimers.
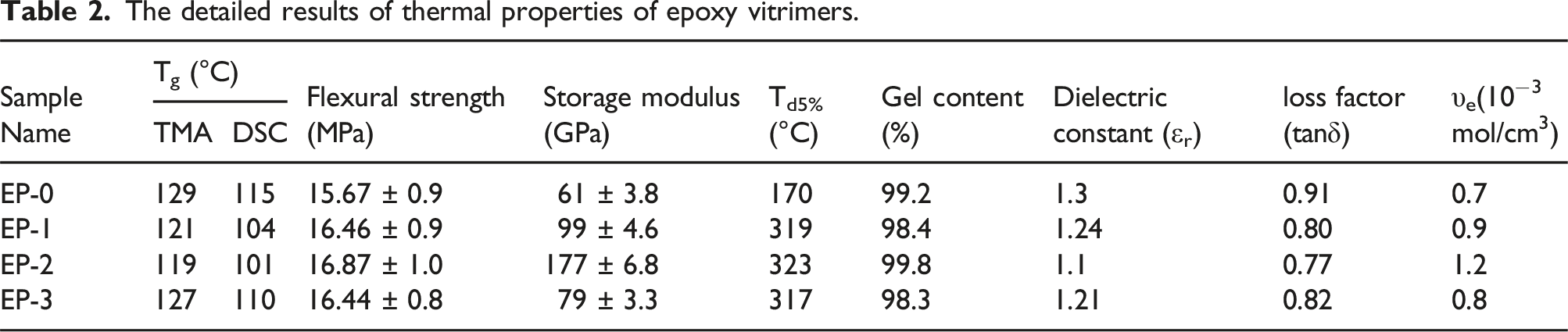
The stress–strain relationship of vitrimer nanocomposites was assessed through three-point bending tests utilizing the strain ramp mode at 40°C. The analyzed flexural stress–strain behaviors of EP-0, EP-1, EP-2, and EP-3 are illustrated in Figure 2(c), revealing that sample EP-2 exhibited higher flexural strength than EP-0, EP-1, and EP-3. The resulting flexural strengths for EP-1, EP-2, and EP-3 were 1.07%, 1.08%, and 1.04% higher than those of the EP-0 samples. The strain-at-break was instrumental in determining the stiffness of the nanocomposites.37,51
Stress relaxation and dielectric properties of epoxy vitrimers
The topological rearrangement within epoxy vitrimers utilizing dynamic disulfide bonds was investigated via stress relaxation tests. Relaxation time (τ) denotes the duration for stress or modulus to relax to 1/e (36.7%) of the initial modulus.52,53 Figure 3(a) depicts the stress relaxation behavior of epoxy vitrimers. At 120°C, the relaxation times for EP-0, EP-1, EP-2, and EP-3 are 360 s, 135 s, 120 s, and 240 s, respectively. These findings suggest that integrating disulfide bonds into the polymer network accelerates the dynamic bond exchange reaction. Figure 3(b) demonstrates that the τ value of EP-2 declines from 480 s to 120 s as the temperature rises from 90°C to 120°C. This decrease stems from the rapid exchange rate of dynamic disulfide bonds with increasing temperature, alongside the easier movement of molecular chain segments, expediting rearrangement.
54
The τ values of EP-2 align well with the Arrhenius equation as a function of temperature
22
(a) Stress relaxation of EP-0, EP-1, EP-2, and EP-3; (b) Stress relaxation of EP-2 at different temperatures; (c) In (τ) versus 1000/T plot of EP-2 epoxy vitrimer; (d) Dielectric constant; (e) Loss factor of EP-0, EP-1, EP-2, and EP-3 epoxy vitrimers as a function of frequency.
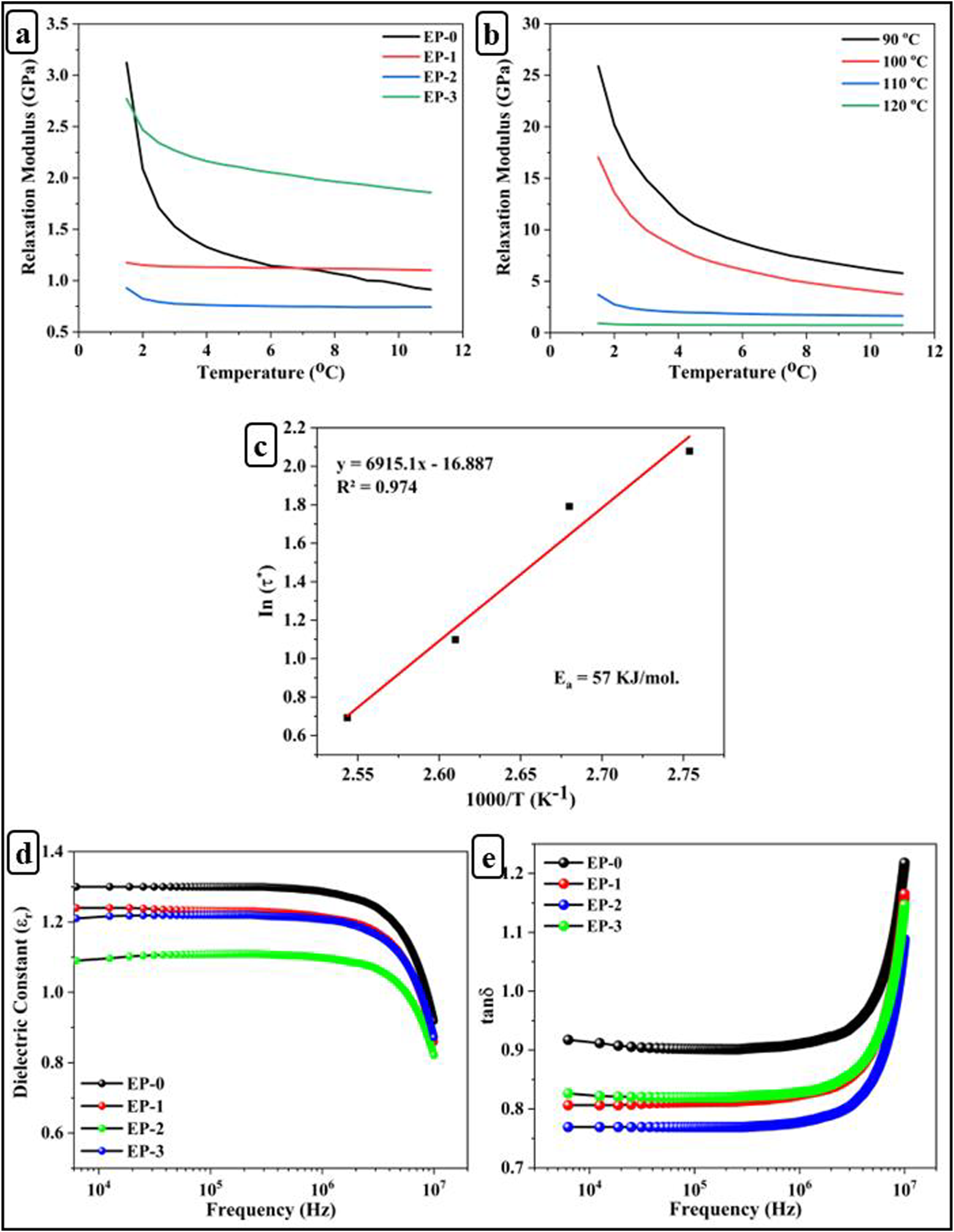
In the equation, τ represents the time when the modulus equals 1/e, T stands for the absolute temperature, Ea denotes the activation energy of the dynamic bond exchange reaction, and R represents the universal gas constant. As depicted in Figure 3(c), the fitted line follows the equation y = 6915.1x – 16.887, and the calculated value of Ea is 57 KJ/mol, which aligns with prior literature concerning vitrimer networks dependent on dynamic disulfide bond exchange reactions. 55
The dielectric properties of epoxy vitrimers across varying testing frequencies are depicted in Figures 3(d) and (e). The dielectric constant of a polymer is determined by the quantity of dipoles and their mobility under an applied electric field. The dielectric constant (εr) of epoxy vitrimers demonstrates slight frequency dependence ranging from 10 KHz to 10 MHz. Above 1000 KHz, the dielectric constant of all samples decreases as the frequency increases. This phenomenon occurs because, with higher measurement frequencies, the orientation of dipoles lags behind the frequency change, and polarization is not fully established, leading to a decrease in the dielectric constant.28,56 However, EP-2 displays a lower dielectric constant (1.1) compared to other epoxy vitrimers. The uniform dispersion of GO throughout the material is expected to enhance its structural integrity and restrict the mobility of charge carriers, consequently reducing the dielectric constant. 57
The loss factor (tanδ) also exhibits some frequency dependence. Within the tested frequency range, tanδ initially remains stable and subsequently rises as the frequency increases across all epoxy vitrimers. Moreover, the tanδ of EP-2 is approximately 0.77, indicating its suitability as an insulating material due to the generation of minimal heat during operation. However, at frequencies above 1000 KHz, the loss factor of EP-2 gradually rises, primarily due to increased polarization loss.29,58
Self-healing and remolding of epoxy vitrimers
The self-healing abilities of EP-2 were evaluated based on the results shown in Figure 4(a). After being scratched, the EP-2 sample was heated to 130°C for 30 min, which resulted in a 37% decrease in the scratch width, from 47.9 μm to 17.6 μm. Furthermore, when the EP-2 sample was heated to 130°C for 60 min, the scratch depth decreased significantly, becoming barely noticeable. These findings suggest that the addition of disulfide bonds in the polymer network enhances the dynamic bond exchange reaction and molecular chain rearrangement, enabling EP-2 epoxy vitrimer to rapidly repair scratches. (a) Self-healing test; (b) Remoulding test of EP-2 epoxy vitrimer.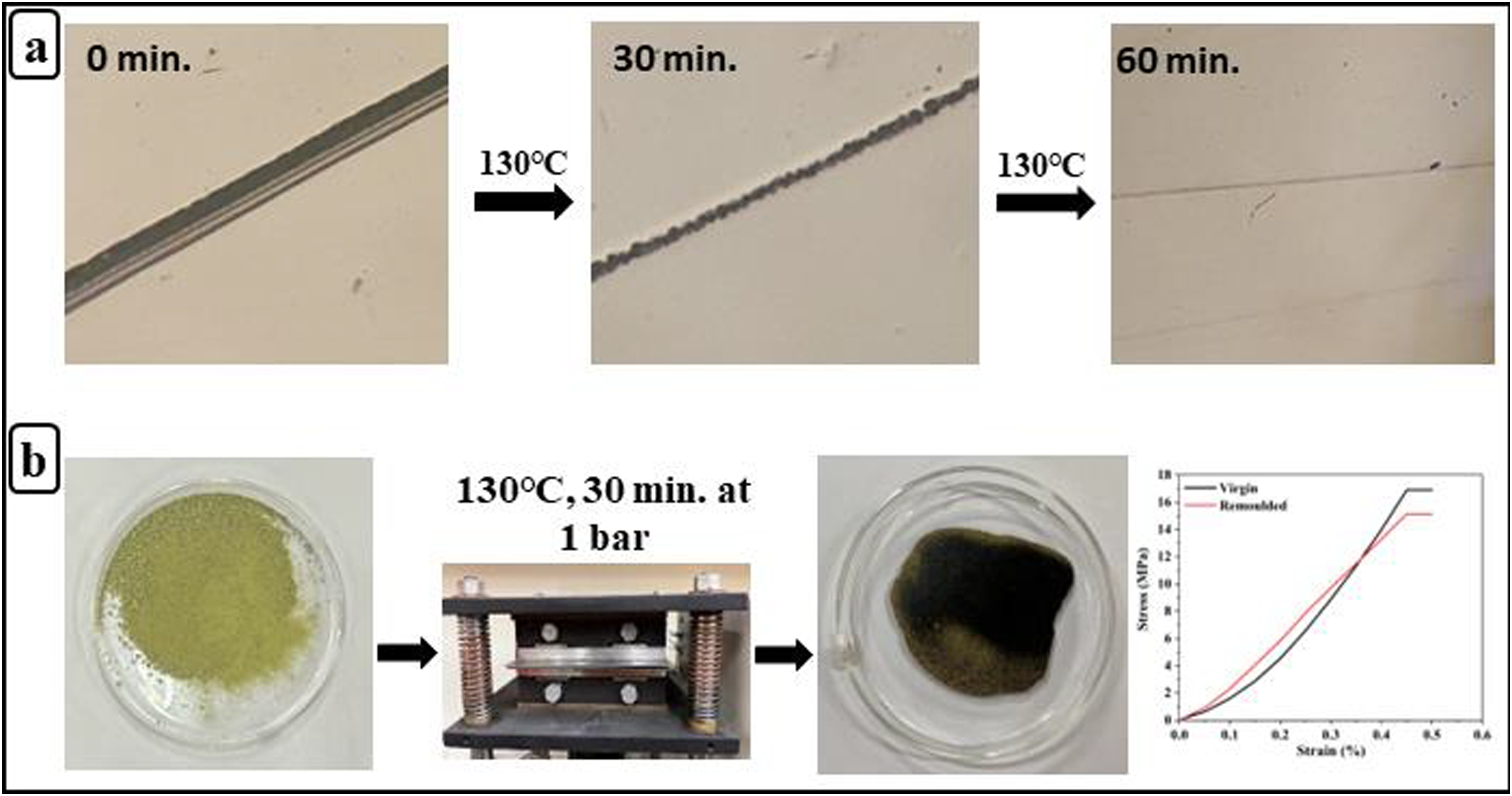
The remolding capabilities of EP-2 epoxy vitrimer were studied, as illustrated in Figure 4(b). By subjecting the crushed EP-2 sample to hot pressing at 130°C for 30 min, a uniform and smooth recycled EP-2 remolded sample was obtained. The recycled sample displayed a flexural strength of 15.15 MPa, representing 89.8% of the original strength. This maintained strength can be attributed to the presence of dynamic disulfide bonds within the EP-2 vitrimer network, which contribute to its exceptional remolding characteristics.
Thermal properties of glass fiber vitrimer composites
DSC analysis was conducted to examine the thermal behavior of glass fiber composites reinforced with GO, as shown in Figure 5(a) and summarized in Table 3. As the temperature increased from 50°C to 300°C, each curve displayed two thermal features: (a) a glass transition temperature (Tg) around 100°C, and (b) an endothermic melting peak (Tm) around 270°C. The Tg curve of the glass fiber composites exhibited a similar trend to that of epoxy vitrimers with increasing GO concentration. The EP-2-GF composite displayed the lowest Tg value due to the limited mobility of the polymer matrix chains resulting from the inclusion of glass fibers and sufficient GO concentration.
59
The thermal stability of the EP-2-GF composite was demonstrated to be excellent, as evidenced by the TGA thermograms in Figure 5(b). This composite exhibited the highest temperature (332°C) at 5% weight loss compared to the other composites. This outcome is attributed to the higher crosslink density of EP-2-GF, which is a result of the presence of perfectly bonded GO particles with the matrix and fibers.
60
(a) DSC thermograms; (b) TGA curves; (c) Storage modulus; (d) tanδ of EP-0-GF, EP-1-GF, EP-2-GF, and EP-3-GF glass fiber vitrimer composites. The detailed properties of glass fiber vitrimer composites.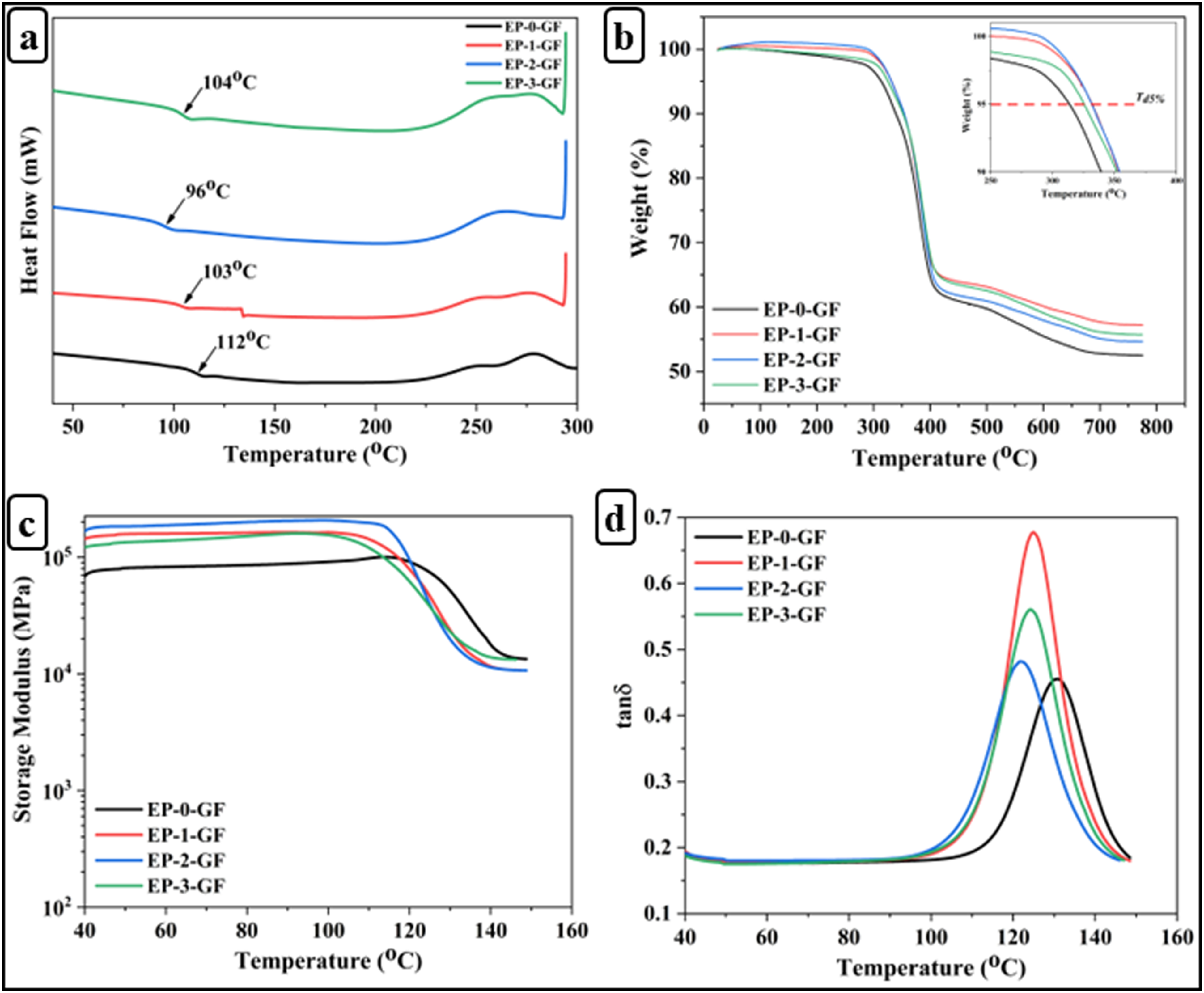
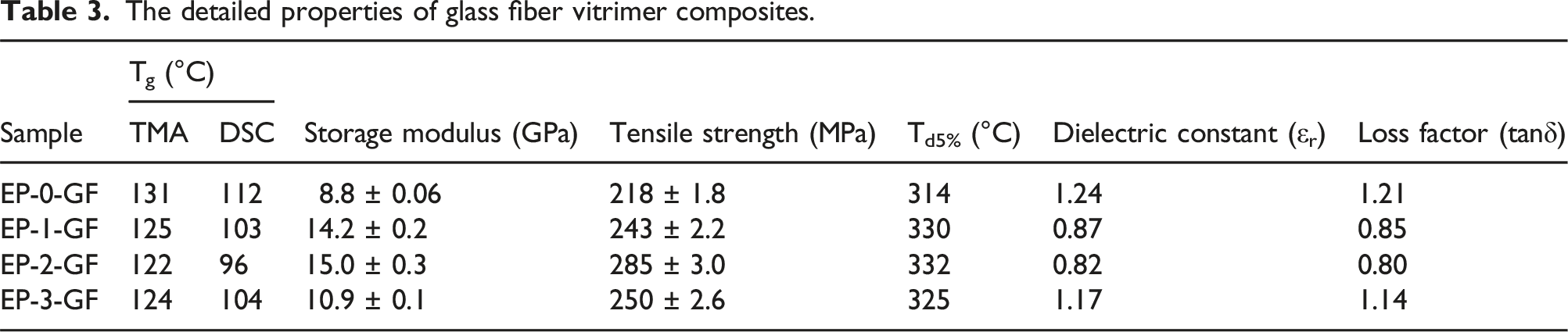
Figure 5(c) illustrates the relationship between storage modulus and temperature for glass fiber vitrimer composites. Initially, with the increase in GO concentration up to EP-2-GF, there was a significant rise in the storage modulus value attributed to the enhanced interface between the glass fibers and the epoxy matrix. However, the subsequent decline in modulus beyond EP-2-GF may be associated with clustering or agglomeration, leading to stress concentration points that diminish the overall efficiency of load transfer between the glass fibers. 61 Similarly, the tanδ curves clearly demonstrate that the inclusion of GO is beneficial in lowering the Tg of the composites, as shown in Figure 5(d). The shift in Tg behavior is likely a result of enhanced chain flexibility stemming from the uniform dispersion of GO. 59 Nevertheless, with the additional incorporation of GO, there was an observed increase in Tg.
Mechanical and dielectric properties of glass fiber vitrimer composites
In this study, we examined the influence of incorporating GO nanofillers on the mechanical behavior of glass fiber vitrimer composites. The stress–strain curves of composites with varying GO concentrations are presented in Figure 6(a). The results indicate that the tensile strength initially increases with the loading rate, reaching a maximum at 0.2 wt%. This improvement can be attributed to the well-dispersed GO within the matrix at lower loading rates, which enhances interfacial bonding between the GO, glass fibers, and the polymer matrix, thereby improving load transfer.
62
However, further increasing the loading rate beyond this optimal leads to a decrease in tensile strength due to the agglomeration of nanofillers. The agglomeration of GO reduces its exposed surface area, resulting in fewer functional groups available for bonding with the epoxy matrix. This, in turn, leads to poorer dispersion of particles in the matrix, thereby reducing the efficiency of stress transfer from the matrix to the reinforcing GO.
63
(a) Stress–strain relationship; (b)Dielectric constant; (c) loss factor of EP-0-GF, EP-1-GF, EP-2-GF, and EP-3-GF glass fiber vitrimer composites.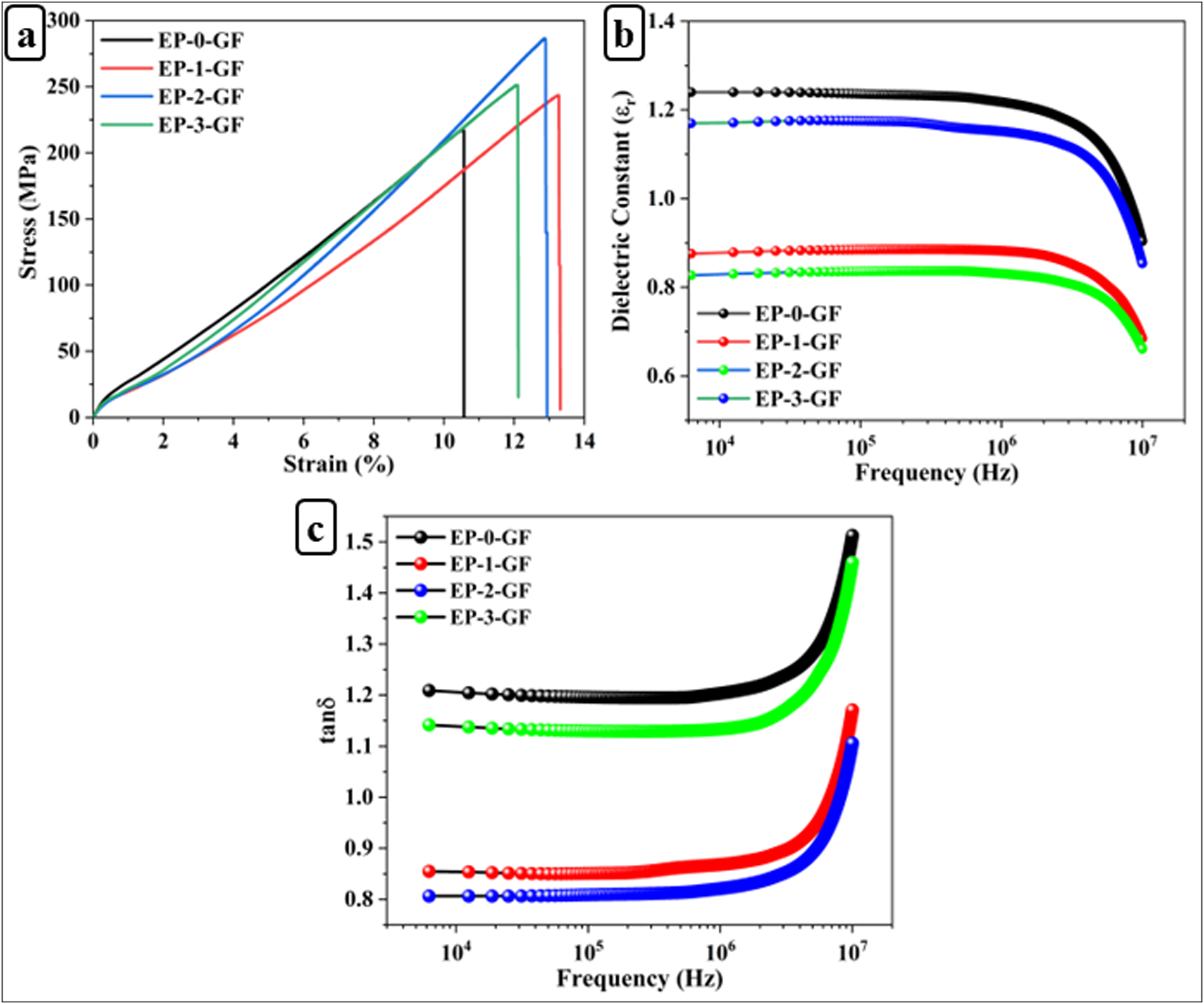
The field of fiber-reinforced composites has witnessed significant advancements, leading to the establishment of strict requirements for their dielectric properties, including the dielectric constant (εr) and dielectric loss (tanδ). Epoxy resin is notable for its excellent dielectric properties, which makes it a widely used matrix for fiber-reinforced composites. Figures 6(b) and (c) showcase the dielectric properties of glass fiber-reinforced vitrimer composites with varying GO content across different testing frequencies. Specifically, the dielectric constant and dielectric loss of EP-2-GF are only 0.82 and 0.8, respectively, due to the uniform dispersion of GO. The well dispersed GO, prevents the formation of agglomerates that could increase the dielectric constant and introduce local regions of higher dielectric loss. By avoiding these agglomerates, the composite remains efficient in storing electrical energy with minimal dissipation, thus achieving both a low dielectric constant and low dielectric loss. This suggests its potential application in the insulating materials field.28,29
Shape memory and weldability of glass fiber vitrimer composites
The EP-2-GF composite exhibits different shape memory effects depending on its Tg, as depicted in Figures 7(a) and (b). The rectangular EP-2-GF composites were twisted and bent at 130°C for 30 min, resulting in temporary “twisted” and “U” shapes that were preserved when cooled to room temperature. These materials returned to their original shape after re-heating at 100°C for EP-2-GF composites. The Tg is crucial in this effect because it defines the temperature range where the material can switch between a rigid, glassy state and a flexible, rubbery state. When heated above Tg, the material becomes pliable, allowing it to be deformed into a temporary shape. Upon cooling below Tg, the material returns to its original shape due to the restoration of its rigid, glassy state, which “remembers” the original configuration. This recovery occurs as the molecular chains lock into the original shape during cooling, and can regain flexibility upon reheating.
64
(a) Twisted shape memory test; (b) U shape memory test; (c) Weldability test of EP-2-GF glass fiber vitrimer composites.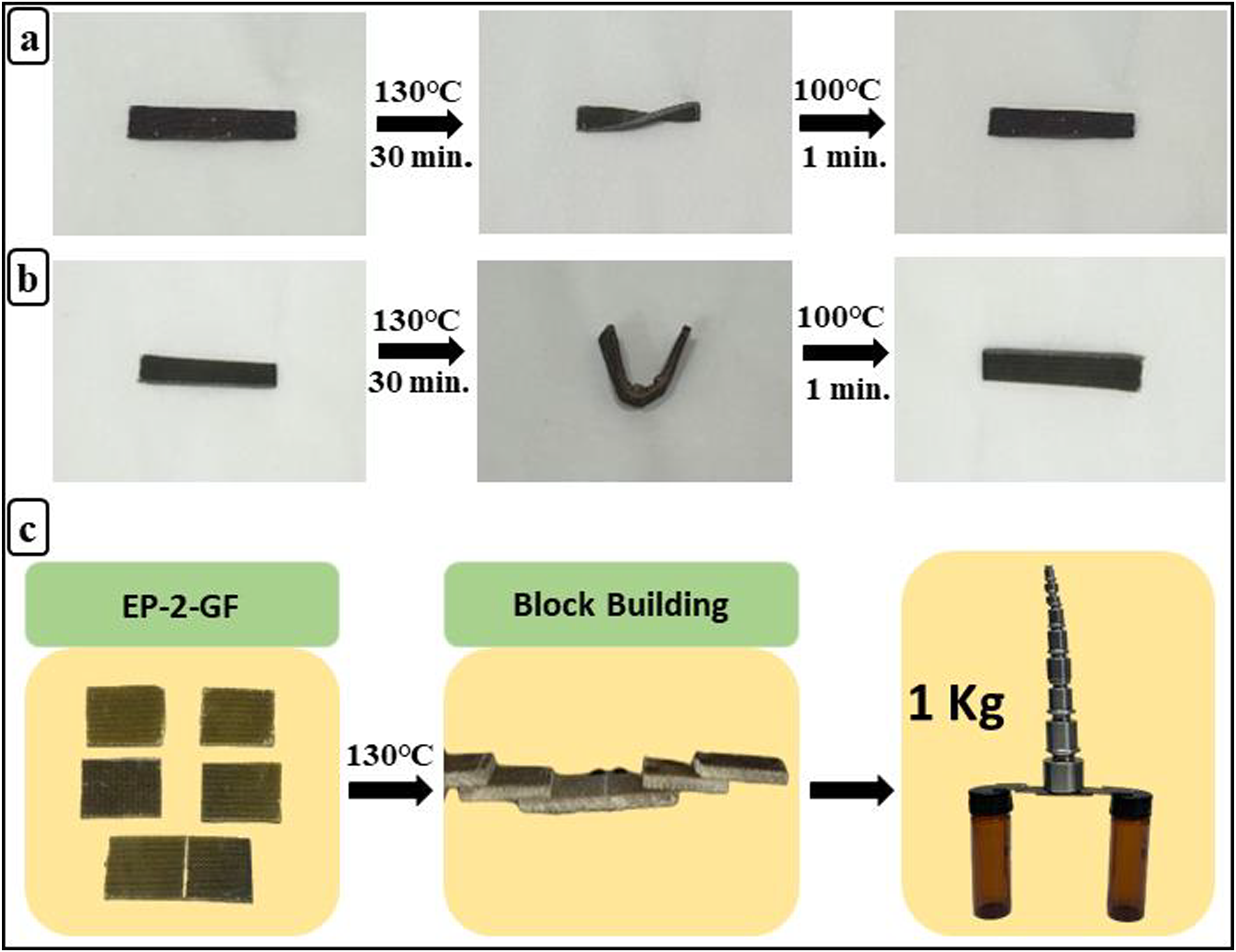
Furthermore, an EP-2-GF bridge was constructed using a block-building process with five EP-2-GF blocks, as shown in Figure 7(c). The bridge’s exceptional mechanical robustness is demonstrated by its ability to support a weight of 1 kg with a thin strip of the sample. This impressive performance can be attributed to the complete exchange of disulfide bonds via dynamic bond exchange mechanism. When the blocks are assembled, the disulfide bonds at the interfaces between the blocks engage in an exchange process, forming new covalent bonds across the interface. This exchange results in a seamless and extremely strong connection between the blocks, creating a robust interlayer that enhances the overall structural integrity of the bridge. 65
Chemical recycling of glass fiber vitrimer composites
The EP-2-GF composite’s dynamic disulfide bonds in the matrix enable it to undergo rapid degradation in 2-ME and 1-octa, as shown in Figures 8(a) and 9(a). The thiol group of 2-ME and 1-octa attacks the disulfide bonds within the vitrimer network, cleaving them and forming new disulfide bonds between the thiol and one of the sulfur atoms from the original bond. This process releases a new thiol group and progressively alters the network structure by reducing cross-link density, leading to significant degradation of the material.
66
The composite was degraded in 2-ME and 1-octa at room temperature within 24 h, allowing for the GFs to be recycled. Figures 8(b) and 9(b) display the FTIR analysis of the recovered products, where an absorption peak was detected at 3413 cm−1 and 3443 cm−1, corresponding to the hydroxyl and sulfhydryl groups in the degradation products. The SEM analysis further confirmed that there was no residual matrix on the GFs due to the disulfide bonds in the epoxy vitrimer matrix reacting with 2-ME and 1-octa. This reaction disrupts the vitrimer crosslinking network, leading to the separation of the resin from the GFs, as depicted in Figures 8(c) and 9(c). (a) Photographs of the chemical recycling of EP-2-GF in 2-ME; (b) FT-IR spectra of degraded product; (c) XRD of the virgin and recycled GFs; (d) SEM images of the virgin and recycled GFs; (e) Monofilament test of the virgin and recycled GFs. (a) Photographs of the chemical recycling of EP-2-GF in 1-Octa; (b) FT-IR spectra of degraded product; (c) XRD of the virgin and recycled GFs; (d) SEM images of the virgin and recycled GFs; (e) Monofilament test of the virgin and recycled GFs.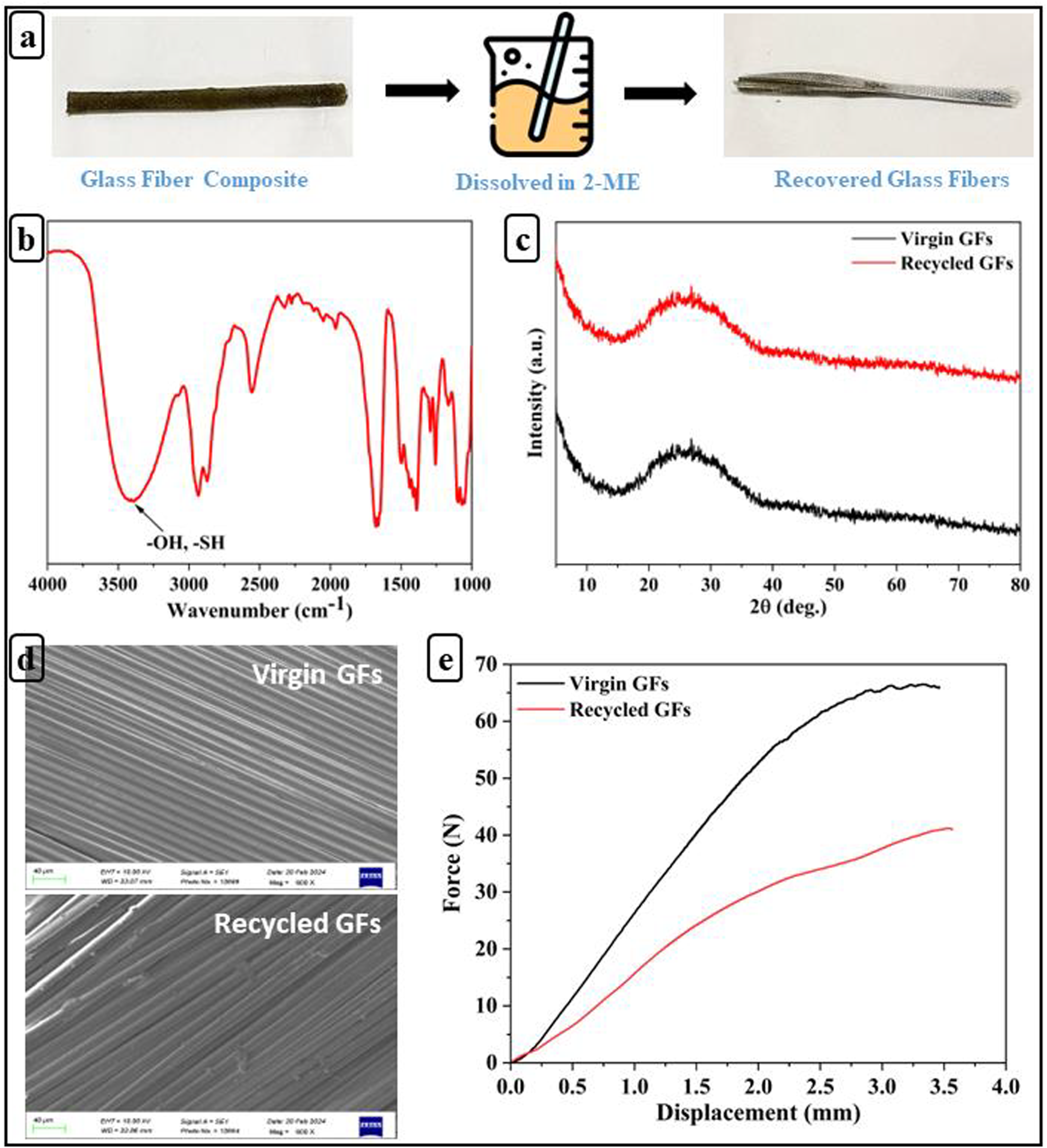
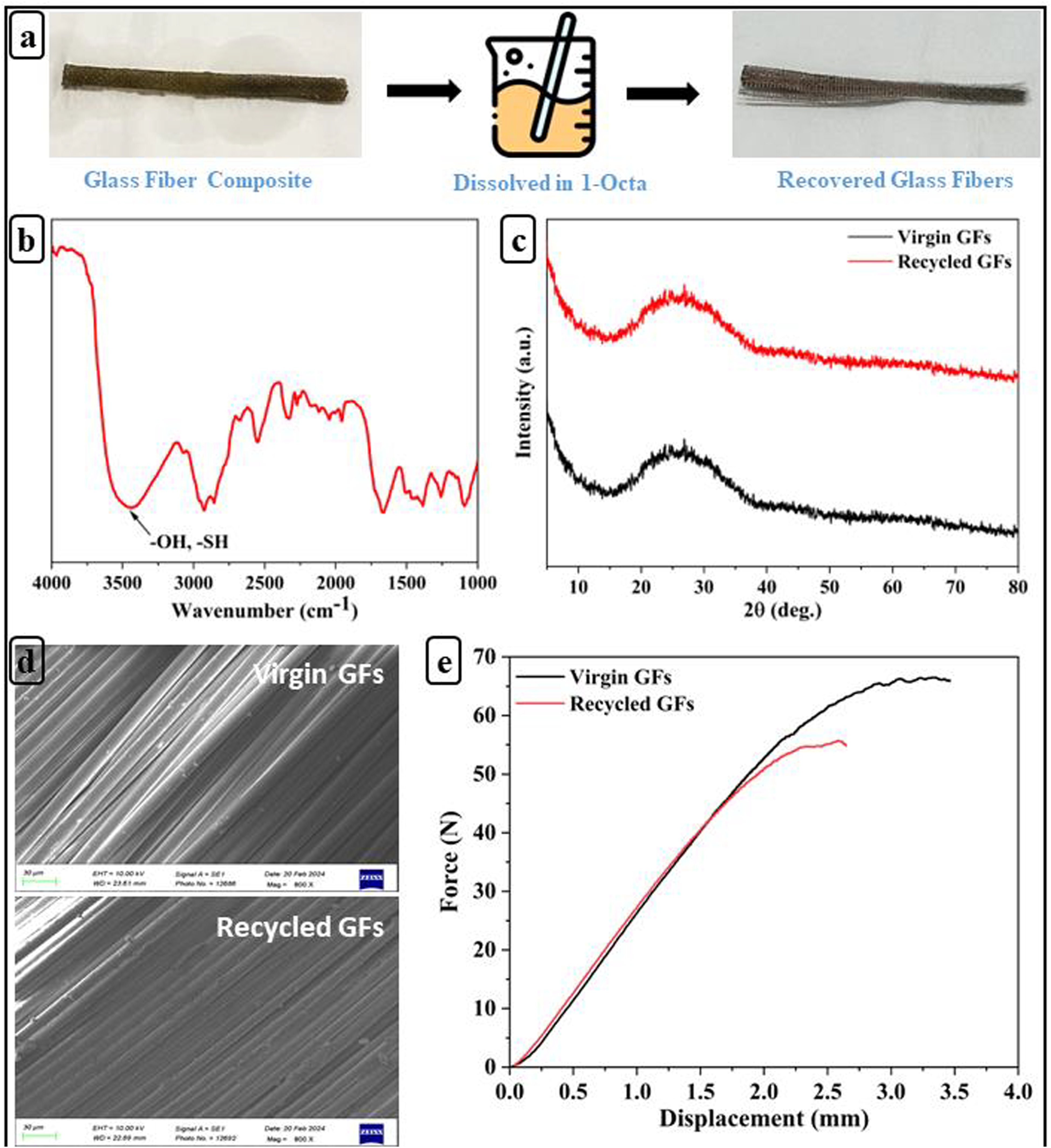
Furthermore, XRD spectra were obtained to compare the fiber structure before and after recycling, and no discernible differences were observed in Figures 8(d) and 9(d), indicating that the degradation process had minimal impact on their chemical structure. The tensile strength of the recycled GFs was 787 MPa and 925 MPa for 2-ME and 1-octa degraded fibers, respectively, as shown in Figures 8(e) and 9(e). These values are comparable to those of the original GFs, indicating that the recycling process did not significantly affect their mechanical properties. In summary, the EP-2-GF composites can be rapidly degraded by the thiol-disulfide exchange reaction in the EP-2 matrix, using 2-ME and 1-octa. The recycled GF exhibits similar surface morphology, chemical structure, and mechanical properties to the original GF, further supporting its potential for reuse in composite applications.
Conclusion
In conclusion, this study demonstrates a promising approach to address the environmental challenges posed by thermosetting plastics through the development of recyclable epoxy vitrimer nanocomposites. By combining epoxy vitrimers with graphene oxide (GO), we have created materials that offer not only excellent thermal stability and low dielectric constants, but also self-healing, remolding, and degradable properties. The inclusion of GO enhances the dynamic disulfide bond exchange mechanism, facilitating improved remolding and self-healing, with the 0.2 wt% GO composite exhibiting optimal performance. Additionally, the preparation of glass fiber-reinforced composites using a VARIM process has yielded materials with high tensile strength, shape-memory, weldability, and degradability. The effective recycling of glass fibers from these composites is achieved through mild chemical degradation, with recycled glass fibers retaining a significant portion of their original strength and structure.
Supplemental Material
Supplemental Material - Self-healable epoxy/graphene oxide vitrimers and their recyclable glass fiber reinforced composites
Supplemental Material for Self-healable epoxy/graphene oxide vitrimers and their recyclable glass fiber reinforced composites by Harsh Sharma, Viranchika Bijalwan, Abdel-Hamid I Mourad, Ajay Kumar, Sandra Schlögl and Sravendra Rana in Journal of Reinforced Plastics and Composites.
Footnotes
Acknowledgments
We gratefully acknowledge the financial support from the Science and Engineering Research Board (SERB-DST), Government of India (Grant No. CRG/2021/006957). The authors would like to express their sincere gratitude to the Central Instrumentation Center (CIC) University of Petroleum and Energy Studies (UPES), Dehradun for the synthesis and characterization support. Harsh Sharma would like to acknowledge the Council of Scientific & Industrial Research (CSIR), India, for providing financial support through the Senior Research Fellowship (SRF) Direct Scheme.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Science and Engineering Research Board (SERB-DST), Government of India (Grant No. CRG/2021/006957).
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.