
Abstract
The research aims to illustrate the effectiveness of Atmospheric Pressure Plasma Treatment (APLT) activation in enhancing durability in achieving high performance for Carbon Fiber Reinforced Polymer (CFRP) adhesively bonded joints. The study addresses several crucial aspects, encompassing the surface characterization of different treated CFRP surfaces and durability Wedge Test performance assessments under severe environmental conditions for 576h. To attain this objective, the parameters of APLT were examined alongside chemical isopropanol cleaning and peel-ply methods, considering chemical surface characteristics, as well as the performance of joints under environmental conditions. Observations have indicated that APLT facilitates the formation of polar functional groups with increased oxygen content, improving wettability, and leading to substantial enhancements in durability. Finally, findings from the Wedge Test revealed that APLT demonstrates remarkable endurance under elevated temperature/wet aging conditions. It displayed superior resistance to crack formation and limited propagation, thereby preserving higher fracture toughness energy.
Introduction
The composite manufacturing industry is prompted to allocate additional effort to investigate surface treatment methods in order to enhance the durability performance of bonded parts operated under various environmental conditions. A crucial aspect of surface preparation involves the removal of contaminants such as dirt, oil, dust, and other impurities from the substrate. Additionally, various surface preparation techniques, including peel-ply application,1,2 sandblasting, 3 chemicals,4,5 lasers,6–9 flame 10 or plasma,11–14 can enhance the performance of adhesively bonding strength of CFRP joints. These techniques contribute to improving the mechanical adhesion and/or wettability properties of the surface, ensuring optimal conditions for successful adhesive bonding in CFRP applications. 15 When comparing plasma treatment with other surface treatments such as peel-ply, sanding, and laser treatment, several key factors regarding cost, ease of application, and performance benefits come into play. Peel ply is known for ensuring good repeatability and offers easy application and removal, making it a cost-effective option. 16 Abrading, another widely used method for carbon/epoxy and glass/epoxy composites, is popular due to its affordability and simplicity, requiring only sandpaper and minimal operator training. 17 In contrast, laser-based surface patterning is highly effective for toughening the typically brittle CFRP/epoxy interface, although it involves higher costs and complexity. 18 While atmospheric pressure plasma treatment (APLT) generally requires a larger initial investment in equipment compared to the more affordable options of sanding and peel ply, its benefits are significant. Atmospheric plasma treatment enhances surface properties and provides advantages for pre-bonding surface activation. 19 This method is highly reproducible, with robotic scanning ensuring consistent activation. 20 Furthermore, plasma treatment systems can be scaled for larger parts by tailoring the plasma jets and nozzle types to treat complex and large-area structures such as fuselages, radomes, and wings.21–23 An integrated robotic unit controlling the plasma jet enables surface treatment regardless of the material’s dimensions, applying appropriate plasma parameters to interact effectively with the surface. Therefore, the reactive species generated can efficiently treat intricate geometries, making plasma treatment a valuable option for various project requirements in automotive and aerospace industries. 24
Atmospheric pressure plasma treatment, as an alternative to etching and mechanical abrasion, is utilized to activate CFRP laminates via plasma before bonding. Plasma treatment is frequently favored for surface modification due to its capacity to consistently and durably enhance surface energy compared to alternative methods. However, conventional plasma treatment faces limitations, requiring low-pressure conditions and processing in vacuum chambers, thus restricting the size of treatable components.25–27 To address these challenges, atmospheric pressure plasma technology has emerged, operating at ambient temperatures and atmospheric conditions, utilizing without the need for a vacuum system with high operational costs. 28 Novel methods like APLT, laser ablation and arc discharge have shown promise as preparatory techniques in the aerospace industry and are continually advancing.29,30 Notably, atmospheric pressure plasmas have emerged as effective tools for treating composite surfaces, finding applications in the manufacturing of automotive and aerospace components.31–33 The penetration depth of atmospheric pressure plasmas, typically limited to the top few nanometers of a surface depending on the scan rate, renders them particularly suitable when the contamination layer remains within this thickness.
The impact of environmental exposure on adhesive joints, particularly in water, poses significant challenges. Water, a highly aggressive environment, interacts with adhesives, causing plasticization, cracking, hydrolysis, and interface weakening, moreover, moisture significantly influences the stability of polymers. 34 Increasing the temperature elevates water absorption, which in turn led to plasticization effects and chemical modifications of the epoxy resin. 35 To assess joint behavior under environmental attack, various peel tests have been developed such as T-peeling and tapered Double Cantilever Beam (DCB) utilizing Wedge test (WT). Adams et al. 36 critically analyzed these experimental systems. They employed simple equations for analysis, emphasizing the practicality of these equations for consistent and valuable results. The study highlighted notable observations, including a significant reduction in initial load following water exposure, frequent complete failure at the boundary of the joint, and XPS analysis revealing cohesive failure close to the boundary. Tadeka et al. 37 investigated a comprehensive study conducting Wedge test on adhesively bonded joints in order to evaluate GIC, (Mode I fracture toughness), of CFRP composites. The study concluded that the wedge test, using the proposed method, provides precise measurements of GIC values in adhesively bonded joints, offering a valuable tool for assessing durability in hot/wet environments. Pizzorni et al. 38 applied low pressure plasma treatment to adhesive-bonded composite substrates and investigated the bond durability under severe temperature-humidity conditions. Experimental findings revealed that the adhesive bond subjected to low pressure plasma exhibited an enhancement not only in short-term quality but also in durability even under aggressive aging conditions.
In a previous study by the same authors, 39 the short-term mechanical performance of different textures of CFRP subjected to APLT was evaluated. Despite extensive research efforts focused on investigating the short-term effects of APLT on adhesively bonded composite joints, there exists a significant gap in understanding the durability of CFRP joints bonded with Aerospace Grade film adhesive. This study aimed to perform a thorough quantitative analysis to explore the durability strength of CFRP laminates joined by a film adhesive. Through this investigation, the main purpose is to gain insights into the impact of various surface treatment techniques on the aging behavior and overall performance of composite-epoxy adhesive joints. The primary scope of the study is employing Wedge Tests (WT) to the composite-epoxy structure to subjected to elevated aging, to evaluate performance. The research systematically evaluated the surface efficacy of APLT in comparison to traditional methods using characterization techniques, including contact angle, FTIR and XPS. The application of APLT on the CFRP surfaces demonstrated an improvement in both the immediate bond quality and the long-term resilience of the adhesive joint, even when subjected to harsh aging conditions.
Material and methods
Materials
In the experimental set-up, Hexply 8552/5h prepreg material formed the basis for the CFRP laminates. To achieve the desired thickness of 3.2 mm, a total of 11 layers were strategically laid in the 0° fiber direction. The prepreg materials, having 0.28 mm cured ply thickness, were cured in an autoclave using the vacuum bagging method. The material contained a fiber volume content of about 67% and provided 67 ± 4 GPa adherend elastic modulus, E, when it was in cured form. The surfaces of all laminates were cleaned with isopropanol. Polyester has been used in peel-ply fabrics.
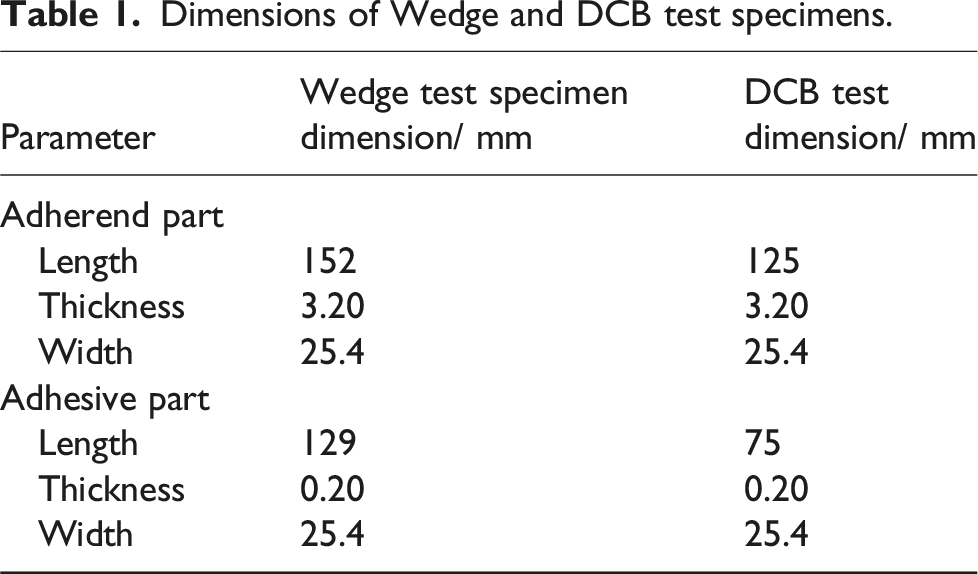
Dimensions of Wedge and DCB test specimens.
Atmospheric pressure plasma treatment (APLT)
Following prepreg curing process, APLT were employed on the CFRP laminates. The plasma source utilized for this treatment process was Plasmatreat RD2004 rotating nozzle, managed by an FG5001 generator (1 kVA).
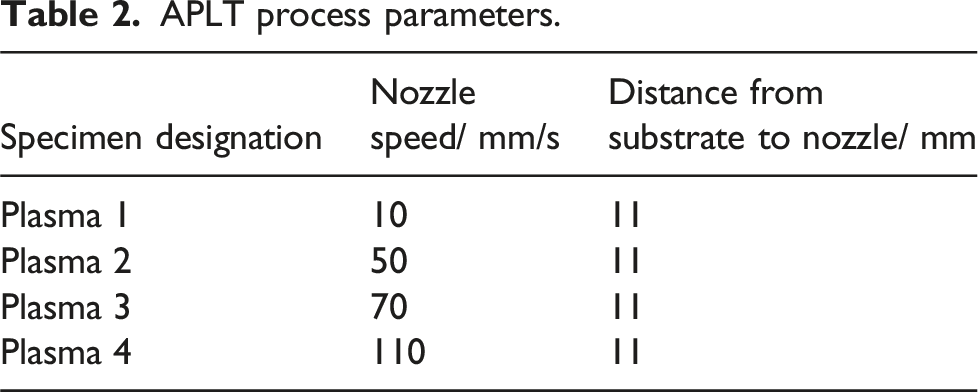
APLT process parameters.
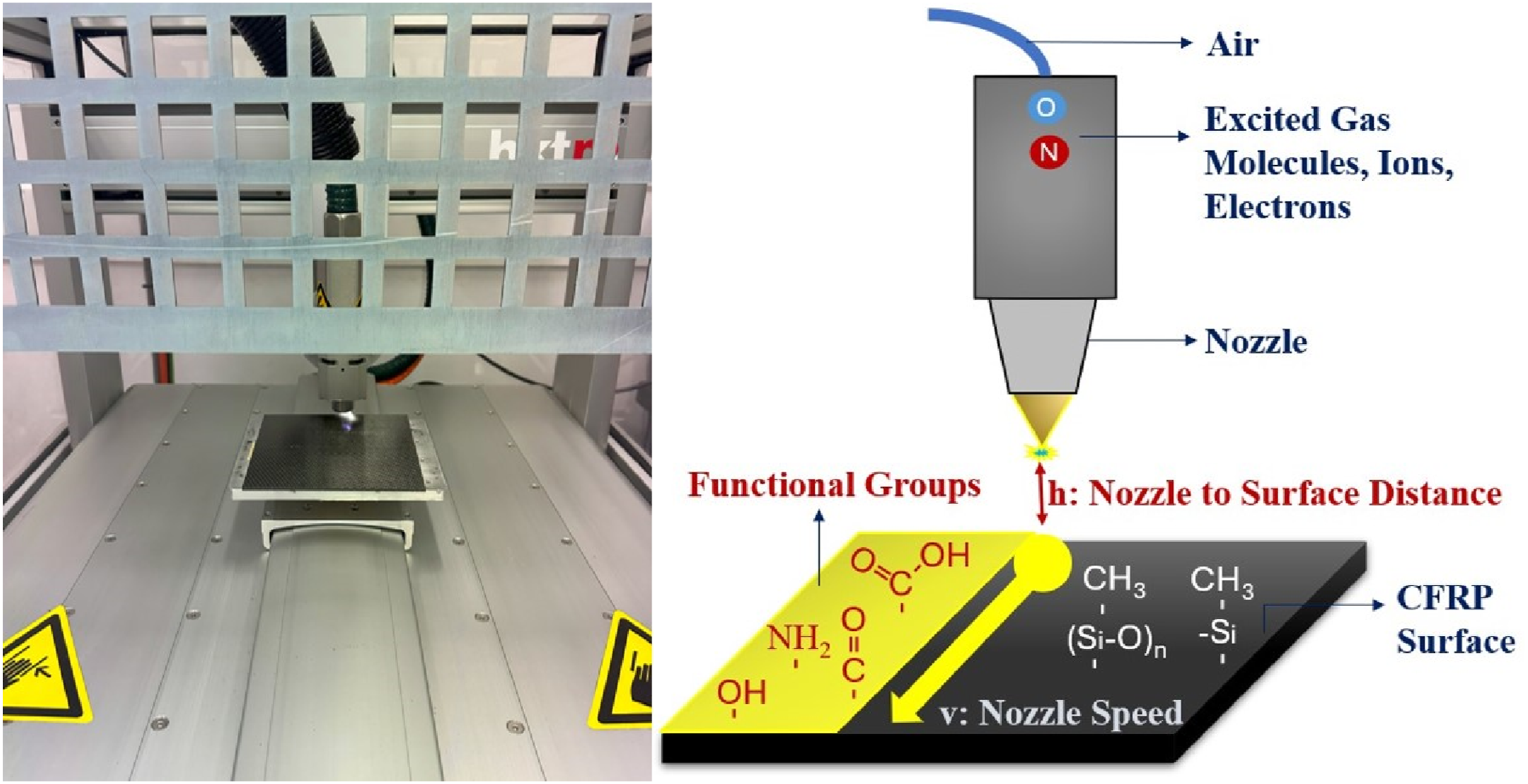
Plasma treatment process.
CA measurement and SFE calculation
As many researchers have noted, contact angle (CA) can be utilized to quantitatively estimate both total and polar surface energies.4,27 The investigation into the wettability properties of CFRP substrates involved determining contact angles, following ASTM D7334-08 standard 40 procedures, employing the Attension Theta optical tensiometer. Deionized water and di-iodomethane liquids with known dispersion and polar parts were selected to execute surface free energy (SFE) calculations of CFRP substrates. 5 The surface wettability was assessed immediately following surface treatment by measuring the water contact angles (WCA) using a 5 µL droplet of demineralized water, and the diiodomethane contact angles (DCA) using a 5 µL droplet of diiodomethane. After the test liquid stabilized on the CFRP substrate, contact angle was recorded for 10 seconds, and their values were averaged by measuring from three different regions on the substrate. The relative humidity was maintained at 45%, and the temperature was set to 23°C.
The primary aim of measuring the CA was to assess the SFE of untreated, peel-ply, and APLT samples. Additionally, it was aimed to identify the optimal plasma parameters and conduct analyses based on these parameters. For this purpose, sessile drop technique was conducted to contact angle measurements of CFRP substrates providing the SFE as a form of dispersion and polar parts. These values were determined utilizing the OWRK
41
equation (1).
Surface analysis study
Surface modifications on the CFRP surfaces after surface treatments were further analyzed using FTIR and XPS. FTIR analysis was conducted using a PerkinElmer Spectrometer, which was outfitted with the Universal ATR Sampling Accessory incorporating a Diamond/ZnSe. The spectra during the measurement were collected in the average of 50 scans providing by 4 cm⁻1 resolution, preceded by a background measurement prior to each run. XPS analysis was conducted utilizing the Thermo Fisher Scientific K-Alpha instrument having Al-Kα X-ray monochromatic source, which irradiates a 300 µm spot area. To achieve both high resolution and broad-spectrum coverage, pass energies of 200 and 50 eV were selected, while maintaining a vacuum pressure of 1 × 10⁻⁹ Torr.
DCB and wedge test
Mode I interlaminar fracture toughness (GIC) of samples were tested in accordance with ASTM D5528 standard, which is applied based on double cantilever beam (DCB) test procedure. The DCB test setup is illustrated in Figure 2. In this test, the specimens were exposed to forces at 1 mm/s crosshead speed and all data is controlled and collected by a computer software generating force versus displacement curve. DCB test set-up.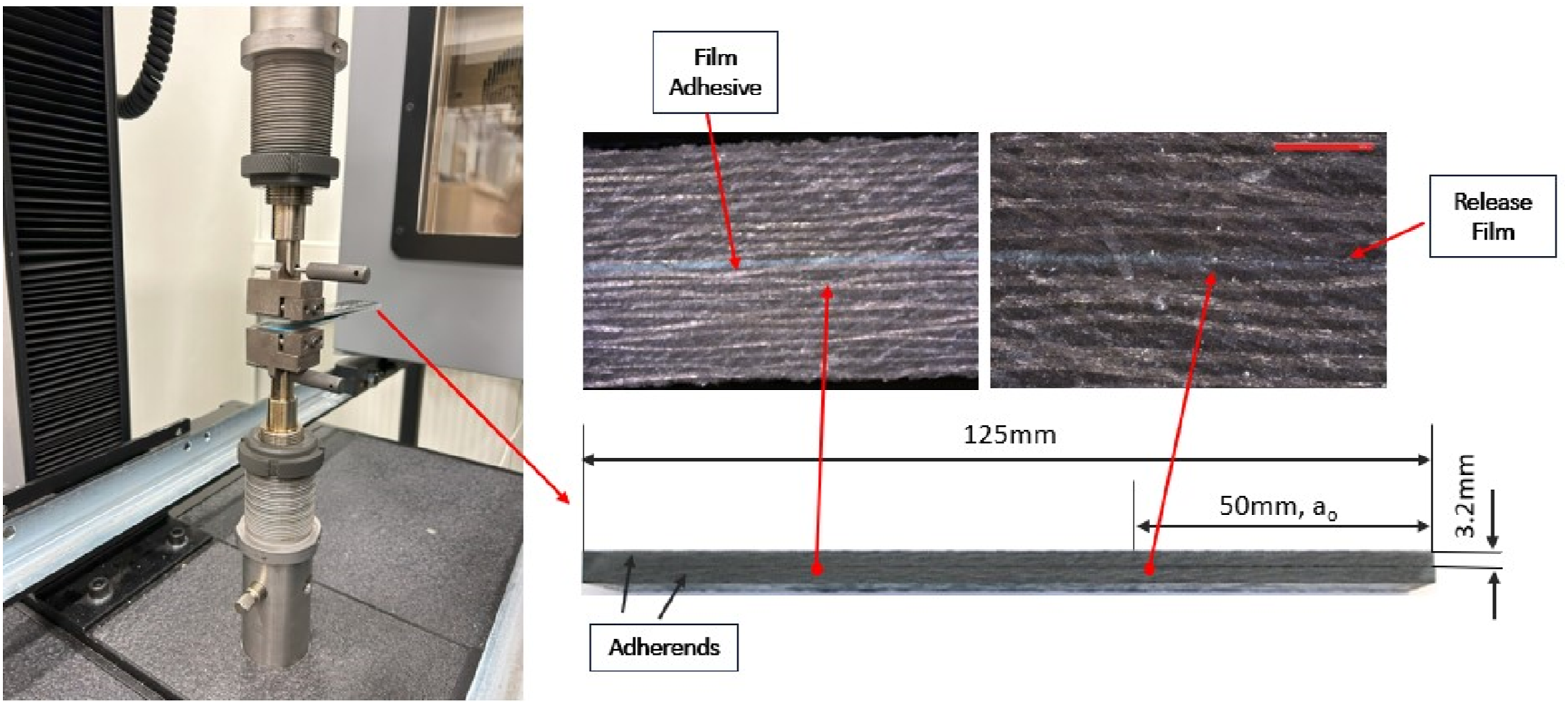
To facilitate clear observation of crack propagation within the adhesive layer, the sides the specimens were colored by a gray pen. Throughout the testing, load-displacement curves were continuously recorded, and a traveling optical microscope was conducted to monitor crack growth. Prior to test, length intervals of cracks in the adhesive layer were marked on the sides of specimens. According to the collected data, fracture energy (GIC) was calculated by using corrected beam theory,
42
stated by equation (2) as follows
GIC: Fracture toughness energy (J/m2)
P: Force (N)
δ: Force line displacement (mm)
α: Length of the delaminated area (mm)
B: Sample width (mm).
Finally, to assess the impact of surface treatment methods on the environmental durability, the Wedge Test (WT) method, as ASTM D3762 standard,
43
was employed. Five replicate tests also were performed for each specific surface treatment. To prevent plastic deformation during wedge insertion, which may lead to a reduction in crack tip length and compromise the test, adherent thickness was ensured around 3 mm, as documented in the literature.36–38 In the Instron 5985 device, aluminum wedges (25.4 × 25.4 × 3.2 mm) were placed into the samples by controlling to insertion rate at 20 mm/min. To illustrate, the wedge test configuration was given in Figure 3. After inserting wedges to the test samples, they were allowed to be conditioned in a climatic chamber operated at 71°C/95% relative humidity. It is mostly known that elevated temperatures with high humidity represent the most challenging environment for adhesively bonded joints.38,44,45 Time-dependent crack propagation was measured at 0, 24, 48, 72, 192, 384, and 576 hours using a digital microscope. After aging for 576 hours, the specimens were forcefully opened by splitting, and the failure modes were examined to fractured surfaces in accordance with the ASTM D5573-99 standard.
46
Wedge test set-up.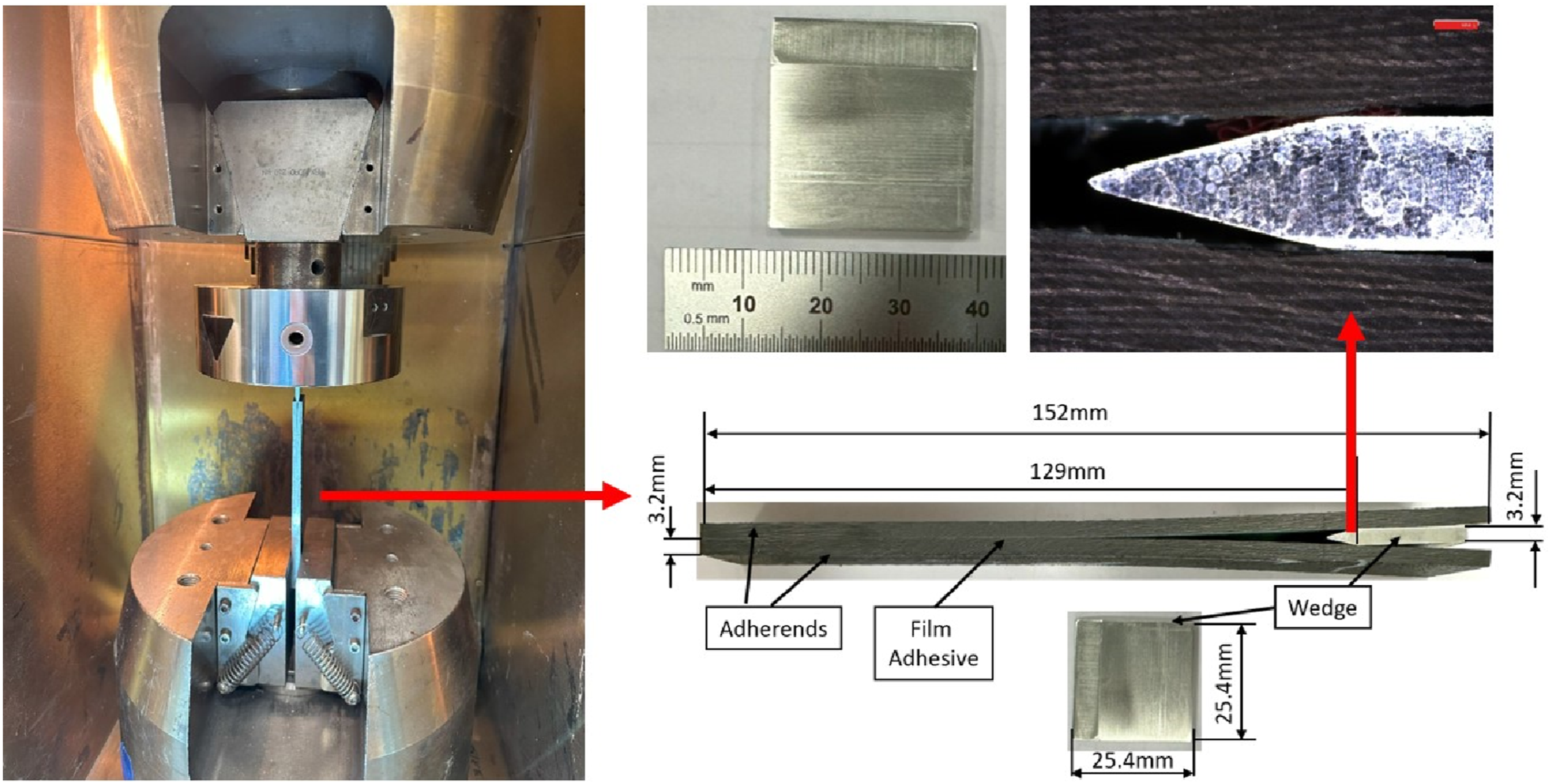
To compute the GIC values of adhesive bond during crack propagation in the test, the extensively utilized “linear-elastic beam theory,” represented by equation (3), was employed by Sargent
47

GIC: Fracture toughness energy of adhesive bond (J/m2)
E: Adherend elastic (Young’s) modulus (Pa)
α: Crack length, measured from the bearing edges of the wedge to the tip of the crack (m)
h: Adherend thickness (m)
y: Wedge thickness, which induces the displacement of the adherends at the load point (m).
Results and discussions
CA and SFE evaluation
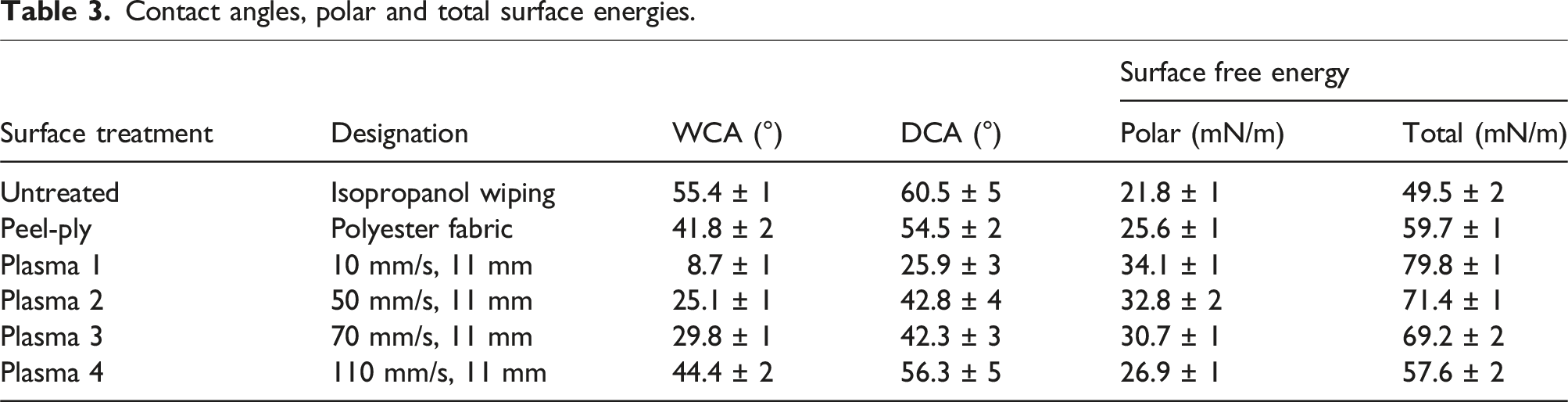
Contact angles, polar and total surface energies.
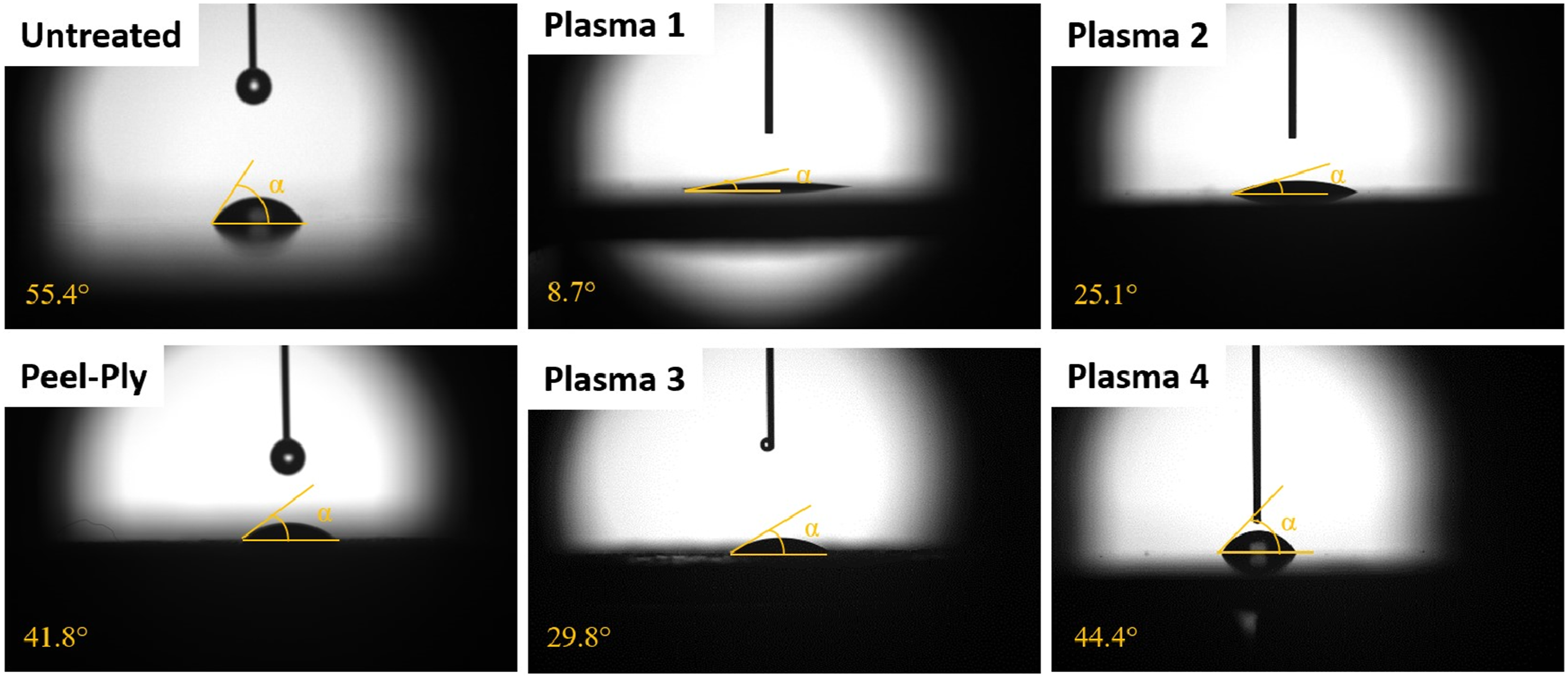
Water contact angle photos of surfaces.
It has been reported that water surface tension is sensitive to polar functional groups and interacts with them. 48 As observed in Figure 4, this interaction leads to further spreading of the water droplet along the polar surface. The total SFE of the Plasma 1 treated surface increased from 49.5 ± 2 mN/m to 79.8 ± 1 mN/m, and the polar surface energy rose from 21.8 ± 1 mN/m to 34.1 ± 1 mN/m. This demonstrated a greater increase in the hydrophilicity of APLT surfaces compared to other surface treatment techniques applied.
Surface analysis
FTIR analysis was utilized to examine surface modifications induced by APLT in CFRP and to identify the functional groups influencing bond strength. The spectra of the composite surface were presented in Figure 5 between the range of 4000–800 cm⁻1. The absorption observed between spectra 2800 and 3000 cm⁻1 was attributed to –CH2 groups. Following APLT treatment, the –CH2 groups displayed signs of oxidation, leading to a decrease in density. Moreover, peaks at 3200 cm⁻1 and 3500 cm⁻1 were assigned to –NH2 and –OH functionalities, with a noticeable increase in both. APLT also resulted in the appearance of C=O groups on CFRP surface. Decline in contact angle resulting from the applying in APLT correlates with the overall increase in oxygen content, as confirmed by FTIR analysis. These results align with prior studies that connect the reduction in WCA and DCA to appearance of polar functional groups (-COOH, -OOH, -OH) on the polymer.48–50 FTIR spectra of surfaces.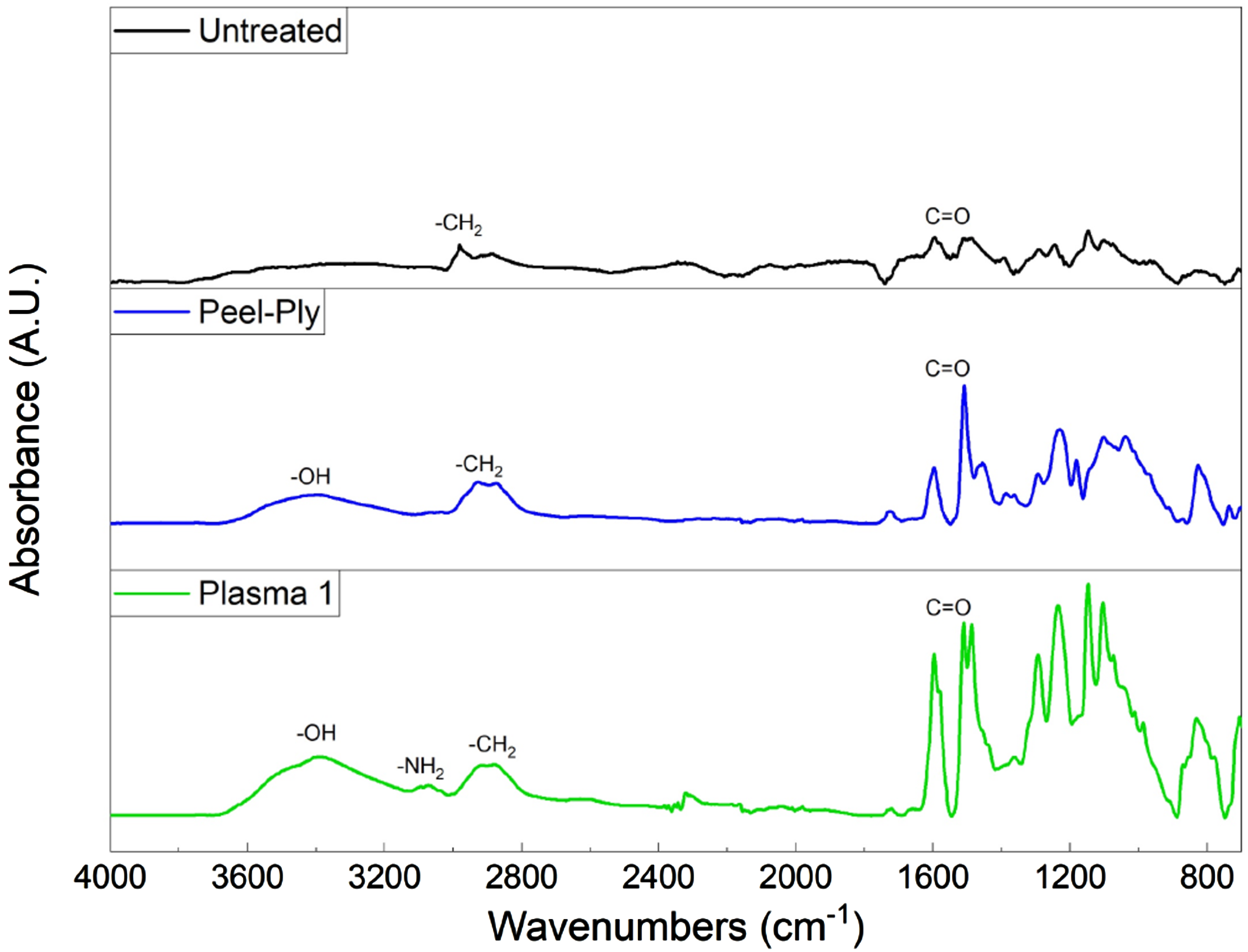
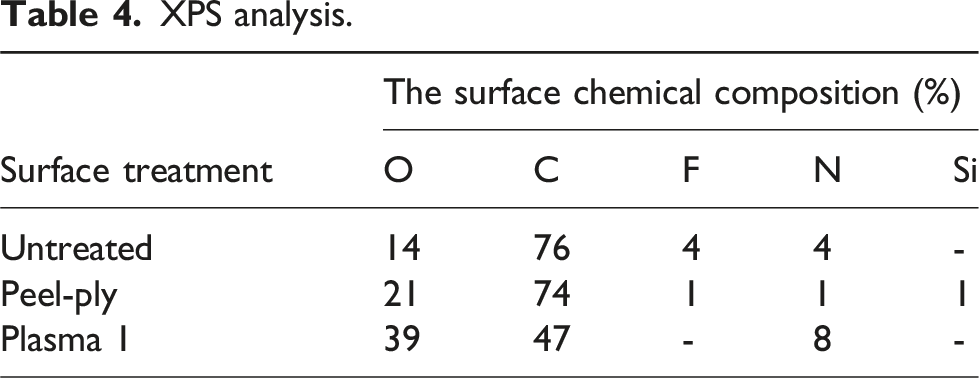
XPS was performed to explore the impact of surface treatments on the surface chemical composition of laminates. XPS analysis was conducted specifically on untreated, peel-ply and APLT composite samples. Figure 6 illustrates the XPS survey analysis of these surfaces. The peaks observed in the spectra represent XPS signals attributed to the elemental composition detected on the surface of the CFRP laminates, including O1s, C1s, F1s, Si2p, and N1s.4,48 The chemical element distribution on the surfaces is presented in Table 4. The analysis of the untreated surface revealed 14% oxygen, 76% carbon, 4% nitrogen, and 4% fluorine, with minor traces of silicon. The elemental composition of the composites with prepreg primarily consists of these elements. After undergoing Plasma 1 treatment, the surface oxygen concentration increased from 14% to 39%, resulting in an alteration in the ratio of C/O from 5.4 to 1.2. It corresponds to a significant reduction in WCA observed on the untreated surfaces. The presence of supplementary oxygen functional groups is expected to raise the SFE and consequently reduce the WCA, as reported in the literature.51–54 Additionally, fluorine contamination decreased. XPS survey analysis of surfaces. XPS analysis.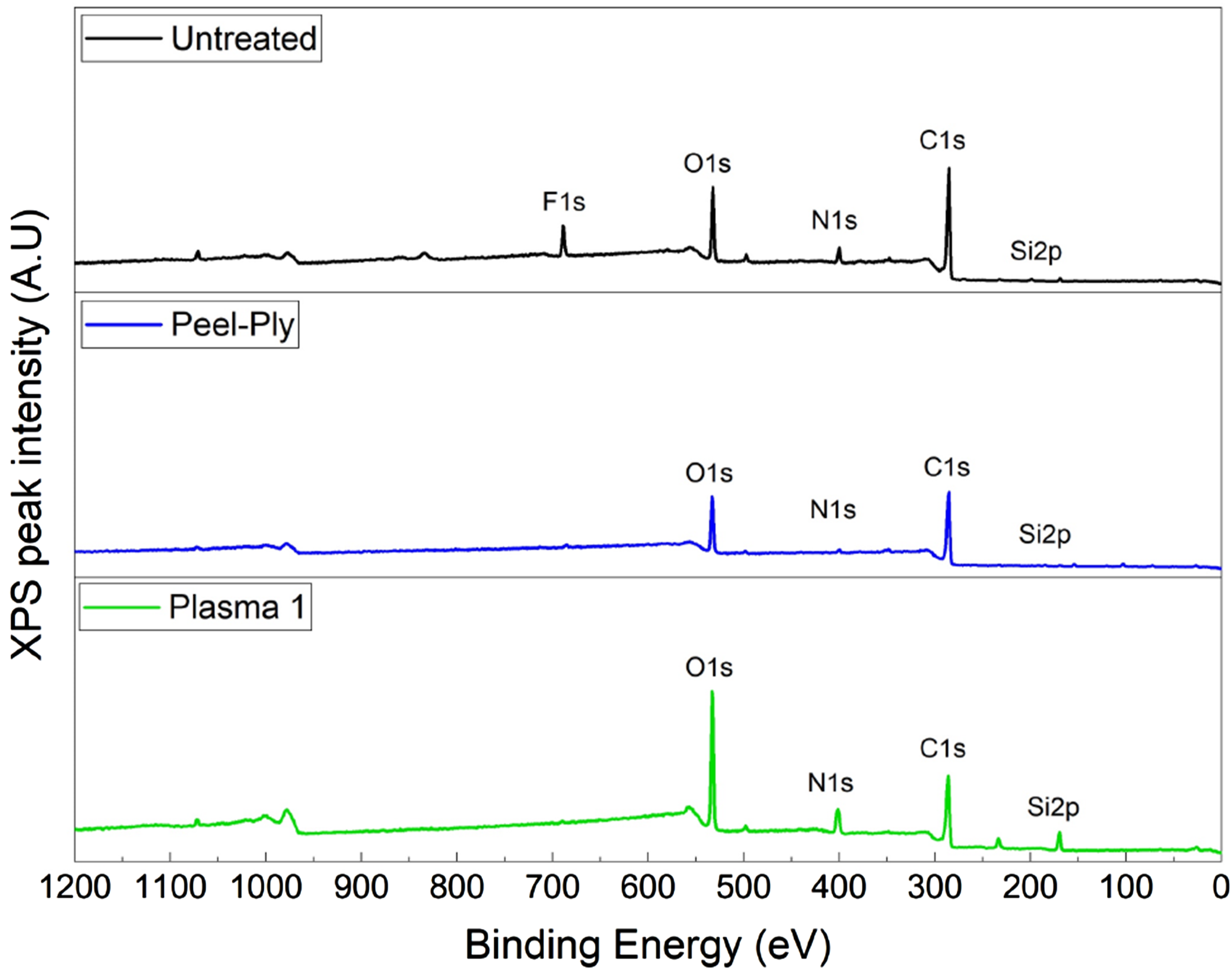
The formation of chemical functional groups arises from the higher energies of plasma particles compared to the majority of bonds in the polymer. When the CFRP surface undergoes APLT, high-speed particles (oxygen ions, nitrogen ions, and argon ions) striking the surface disrupt the existing chemical bonds of the resin. This process creates numerous active chains of small molecules within the plasma, which then react with oxygen and nitrogen ions to create new functional groups. 55 The creation of functional groups on adherends, as observed by FTIR technique, was also confirmed by XPS. According to the literature, the O 1s spectrum exhibits sub-peaks around 532 eV, indicating various oxygen functionalities encompassing (O-C=O, C=O, C-O). Following APLT, the main O 1s peak of the untreated surface shifted from 531 eV to 533 eV, suggesting the formation of more carbonyl-type functional groups through surface modification. It was observed that the APLT applied to the surfaces led to increase in the O-C=O functional group, potentially enhancing the fracture toughness energy. With APLT on the surface, the main axis of the N 1s peak also shifted from 399 eV to 401 eV. This indicated that more amide-type and carbonyl-type functional groups were formed through surface modification. It is well-documented in the literature that surface modification results in the formation of amide-type and carbonyl-type functional groups, consequently improving the interfacial strength of carbon/epoxy laminated composites. 56
DCB test for measuring mode 1 fracture toughness under laboratory condition
According to the CA and SFE results, Plasma 1 was the best APLT parameter, as well as peel-ply and untreated surface treatments, were evaluated using the DCB test under laboratory conditions to determine their effects on the GIC fracture resistance of joints. In Figure 7(a), several observations were gleaned from the load-displacement curves. The result is ordinary of DCB tests conducted on dry samples.36,57 For the untreated samples, crack propagation displayed nearly linear behavior, with a displacement of 5.1 mm and a load of 26 N, resulting in entirely adhesive fracture. This indicates potential wettability issues between the adhesive and adherent, which could lead to premature failure and inadequate sealing for liquid storage and hydration of the adherent.
58
In contrast, the load-displacement curve for the peel-ply sample exhibited improved behavior compared to the untreated surface. At the maximum load point, the displacement was 12.4 mm with a load of 65.7 N, it can be seen in Figure 8, resulting in light-fiber-tear failure. Figure 7(a) shows that samples treated with Plasma 1 are capable of withstanding significantly greater loads than those produced from laminates that were untreated and peel-ply. Results for the Plasma 1 process revealed a displacement of 15.5 mm and a load of 81 N. The area under the APLT curve was the largest, followed by peel-ply. Consequently, based on mechanical test results, the surface treatments that yielded preferable outcomes were APLT and peel-ply, respectively. The mean values of (a) load and displacement, (b) GIC and delamination length. Failure modes of DCB joints.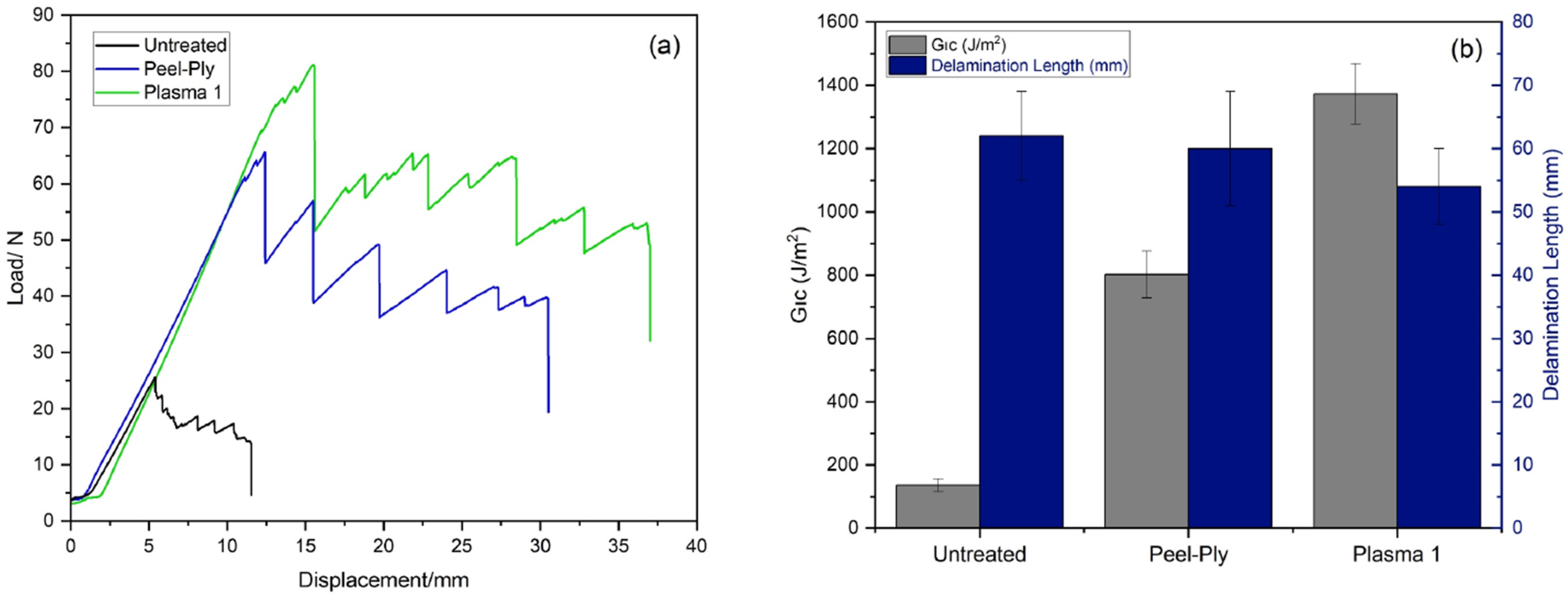
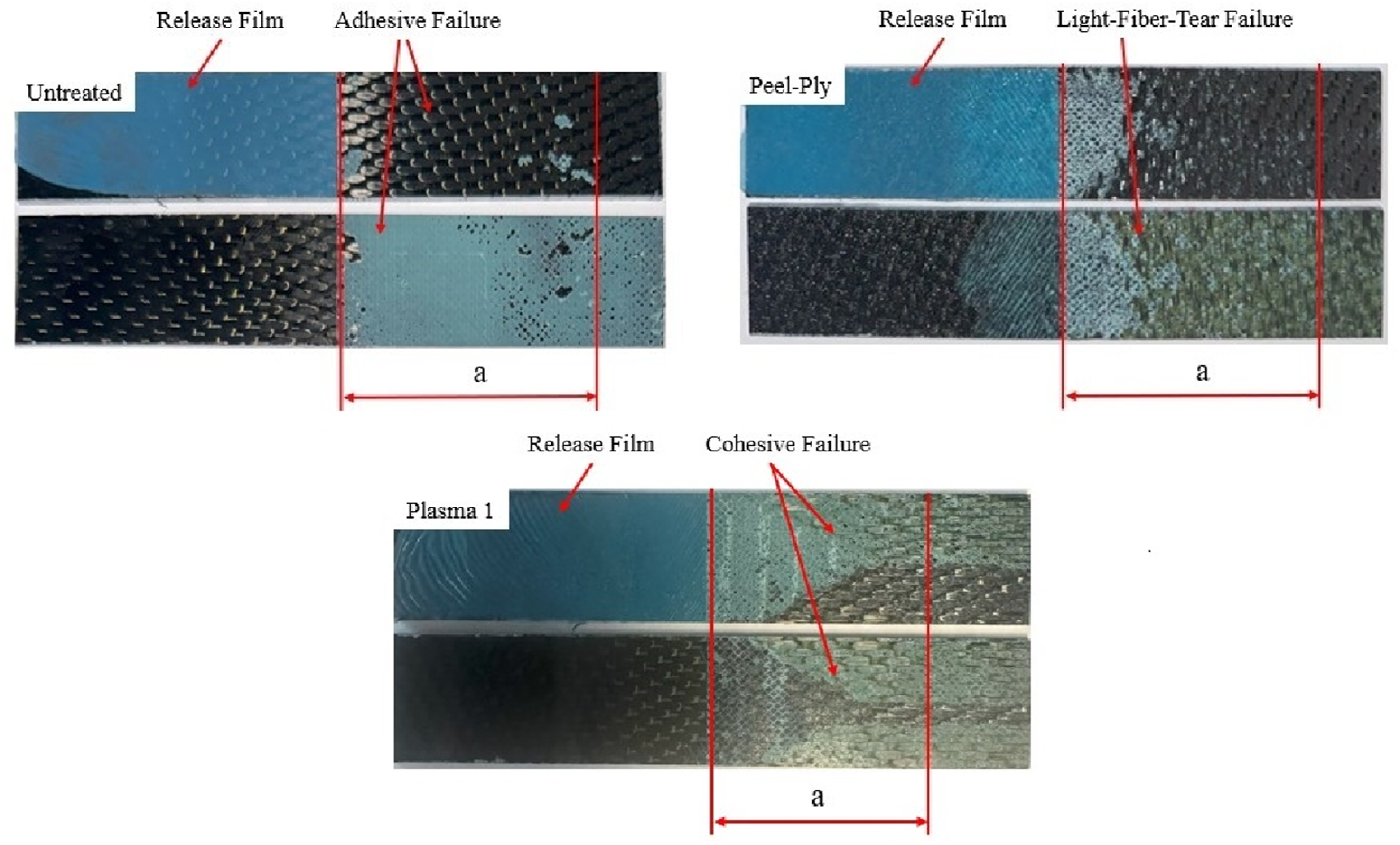
Figure 7(b) illustrates the average values of GIC fracture toughness, represented by the gray bars, and the growth of delamination cracks, indicated by the dark blue bars, in composite specimens treated with various surface treatments. The values of GIC were derived utilizing “corrected beam theory” equation as per ASTM D 5528-0 standard, based on data obtained from five different specimens for each surface condition. Untreated specimens exhibited the minimum GIC values 136 J/m2 owing to limited surface adhesive bonding, resulting in the creation of only a few active sites for adhesive bonding. Also, the peel-ply treatment exhibited a GIC value of 801.8 J/m2. Conversely, the APLT treatment, which introduced more functional groups on the surface, provided the highest GIC value of 1373 J/m2. Many researchers indicated that APLT does not significantly alter surface topography, which is not a driving force for strength in thermoset and thermoplastic composite materials, resulting in no meaningful changes in roughness or adhesion strength.59–62 This suggests that the chemical functionalization of the surface had a greater impact on GIC fracture toughness compared to changes in surface topography. In addition to improving GIC values, APLT samples also exhibited significantly greater delamination resistance, as shown in Figure 7(b), with 54 mm compared to 60 mm for peel-ply and 62 mm for untreated samples.
Wedge test for the evaluation of durability
The wedge test encompasses two distinct stages, each providing valuable insights into the adhesive system under investigation. In the initial stage, which involves inserting wedge into the sample at room temperature, the efficacy of surface treatment applied prior to bonding is evaluated. Denoted as a0, the initial crack length along with associated GIC fracture toughness energy at point 0, acts as a crucial indicator approving the adequacy of all curing processes. Subsequently, the second stage involves monitoring crack growth under elevated/wet environmental aging. During this phase, the propagation of cracks primarily depends on the characteristics of the adhesive system, including thermal resistance-stability, toughness, and hygroscopic nature of the adhesive and adherend.
38
The epoxy resin may exhibit significant reductions in strength and stiffness after absorbing water.
63
In case of a stable system like the one under study, the rate of crack propagation is initially elevated in the aging first few hours, gradually decreasing over time, with values of crack length tending towards an asymptote. Crack length measurements were recorded at intervals of 0, 24, 48, 72, 192, 384 and totaling 576 hours following placing the samples inside climatic chamber. Figures 9(a)–(d) depicts the trends in crack length (a) values throughout the duration of aging. None of the conditioned samples exhibited premature or complete rupture. Therefore, for every surface treatment set, each data point is presented as average across the five tests. Specifically, the untreated specimens (depicted by black curves) exhibited greater values of initial crack (a0), averaging at 63.5 mm, corresponding with a GIC at point 0 of approximately 235 J/m2. In contrast, for all APLT specimens, a smaller initial crack was observed, resulting in the highest values of fracture toughness energy release. APLT surfaces exhibited approximately 38% better initial crack than untreated surfaces cleaned with isopropanol and about 11% better than those prepared with peel-ply. Moreover, the best APLT measured 1491 J/m2, providing an initial GIC value that was 25% higher than peel-ply and 6 times higher than untreated samples. The other APLT parameters exhibited performance levels that were approximately similar to each other. Crack propagation results of surfaces.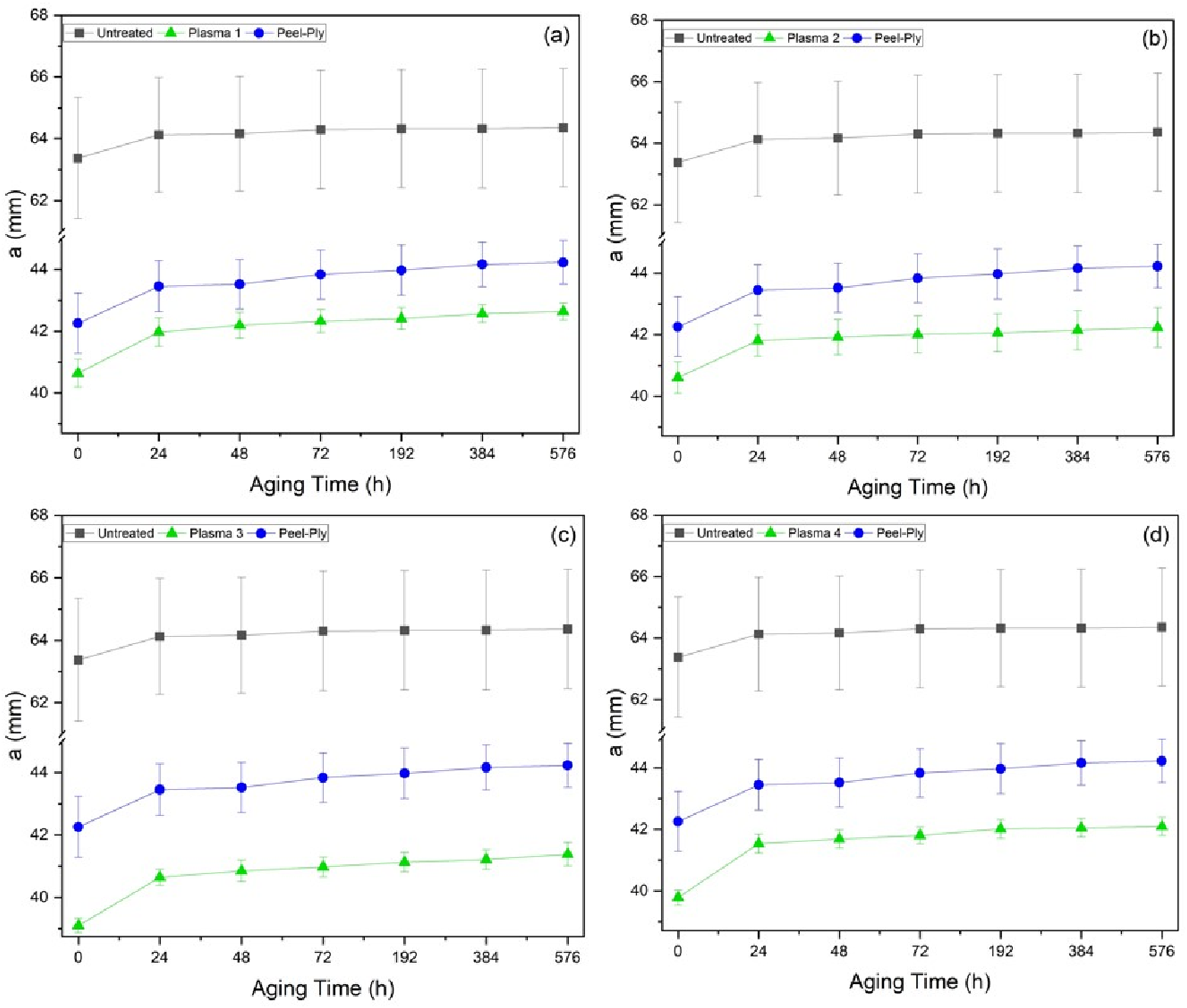
Figures 10(a)–(d) illustrate the tendencies in the related fracture toughness energy release rate, GIC values, during exposure to the environment of 71°C (temperature)/95% (relative humidity) to the CFRP specimens. Due to environmental exposure, average crack propagation on APLT surfaces was approximately 1.6 mm, resulting in a reduction of GIC from 1292 J/m2 to 1100 J/m2, representing about a 14% decrease. On peel-ply treated surfaces, crack propagation due to environmental exposure was around 2 mm, and the durability energy decreased from 1108 J/m2 to 930 J/m2, causing approximately a 16% reduction. Fracture toughness energy (GIC) results of surfaces. Failure modes of wedge test joints.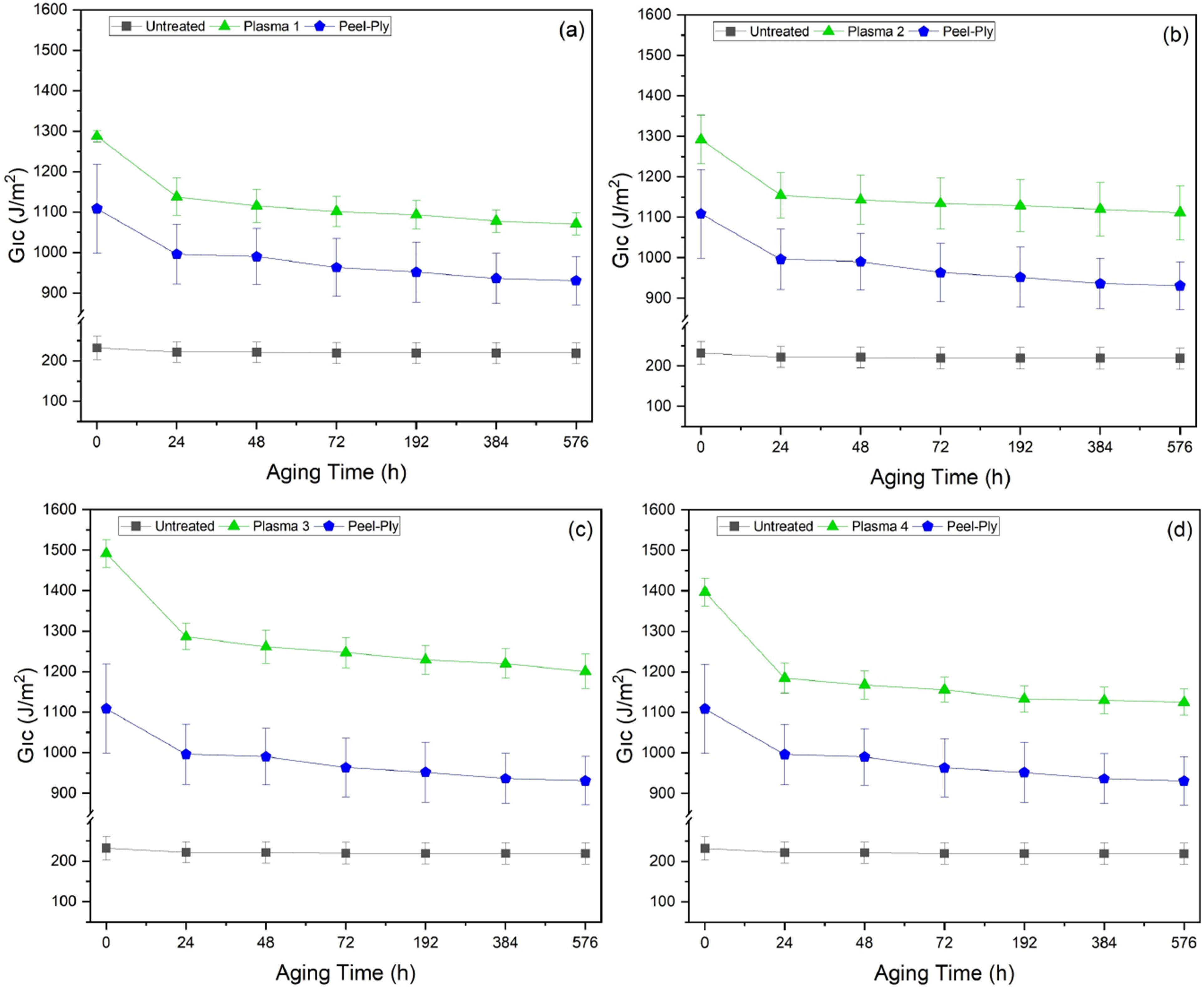

Figure 11 depicts images of fracture surfaces for the composite samples. Here, a0h and a576h represent the initial and active crack length following 576 hours of exposure for samples. The failure modes of tested samples were classified according to ASTM D5573 examining the adhesion quality of the bonded joints showing adhesive, cohesive or fiber-tear failure. 64 For instance, untreated samples exhibited adhesive failure indicating poor interaction between substrate and adhesive so that failure occurred at the interface. On the other hand, cohesive failure was observed for plasma treated samples showing that adhesive has effectively bonded the substrates chemically and load distributed along itself without tending to interfacial area.44,64 Similarly, fiber-tear failure could also indicate the good adhesion strength which might occur due to the stronger adhesion strength between adhesive and adherent compared to interlaminar strength of composite layers. 65
As underscored by experimental findings, CFRP joints require that the selection of specific parameter combinations for the APLT be customized to their anticipated operating conditions. Surface treatments that yield outstanding short-term characteristics may not necessarily maintain a similar level of durability in atypical environmental conditions, and vice versa. For instance, in cases involving atmospheric exposure, employing a lower nozzle speed treatment can achieve outstanding mechanical resistance in the short-term, even in the absence of additional adhesive post-curing, whereas achieving the same outcome may not be achievable using a higher nozzle speed treatment. Similarly, when considering the four APLT investigated, high-nozzle speed plasma offers superb initial resistance, but its performance tends to be less stable over time. Atmospheric pressure plasma treatment appears to enhance the durability of joints in harsh environmental conditions. From these findings, it can be concluded that APLT generally leads to a notable improvement in the short-term integrity of joints while also providing ideal attributes for sustaining performance in harsh aging conditions.
Conclusions
This study introduces the APLT processing method for manufacturing CFRP adhesive bonded joints. The impacts of different treatment techniques on the durability of CFRP joints with bonded film adhesive were experimentally investigated. The summarized results are as follows: 1. XPS and FTIR analysis indicated a substantial augmentation in polar functional groups after APLT, leading to a notable reduction in contact angle measurements. While water contact angle of untreated surface was found as 55.4°, it reduced to 41.8° and 8.7° when the peel-ply and plasma treatment were applied, respectively. This reduction correlated with an increase in both surface hydrophilicity and surface energy. These findings suggest that chemical modifications on the surface may play a critical role in influencing the durability of CFRP bonded joints exposed to different surface treatments. 2. The DCB test results under laboratory conditions revealed that all surfaces treated with APLT exhibited cohesive failures and higher fracture toughness compared to peel-ply surfaces, which showed light-fiber-tear failure modes, and untreated surfaces, which exhibited adhesive failures. Specifically, the GIC value for APLT-treated surfaces increased by 71% compared to peel-ply surfaces and was 9 times greater than that of untreated surfaces. 3. APLT bolstered the endurance of joints exposed to harsh environmental conditions compared to other surface treatment techniques, as demonstrated by the wedge test results. Surfaces treated with APLT exhibited superior resistance to initial crack formation, showcasing a cohesive failure mode and limited crack propagation, resulting in only a 14% decrease in GIC even under aggressive aging. This resulted in preservation of 6 times and 25% higher fracture toughness energy compared to surfaces treated with untreated and peel-ply methods, respectively. In light of these findings, it can be inferred that APLT generally enhances the mechanical properties of joints while also providing optimal attributes for sustaining performance in challenging aging conditions.
Footnotes
Author contributions
Ahmetcan Alkoç: Investigation, Conceptualization, Methodology, Data curation, Formal analysis, Writing-original draft, Writing–review and editing. Afife Binnaz Hazar Yoruç: Project administration, Supervision, Conceptualization, Methodology, Formal analysis, Writing–review and editing. Mete Bakır: Supervision, Funding acquisition, Conceptualization. Adem Can Uşak: Resources, Validation, Data curation, Writing–review and editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study received funding from the Industrial PhD. Fellowship Program, a collaboration between the Scientific and Technological Research Council of Turkey, Yıldız Technical University, and Turkish Aerospace Industries (Project ID: 118C071).
Data availability statement
The data supporting the findings of this study can be obtained from the corresponding author [A.A.], upon request.