
Abstract
The strength ratio of composite pressure vessels is a critical measure of their structural performance and reliability, both of which are highly dependent on the effective allocation of design parameters. In this study, a three-dimensional elasticity-based theoretical model is developed for composite cylinders subjected to uniform internal pressure. An improved Gaussian quantum-behaved particle swarm optimization-differential evolution (GQPSO-DE) algorithm is employed to simultaneously optimize the winding angle and ply thickness. By maximizing the strength ratio of the weakest ply, the overall structural strength and load-carrying capacity of the vessel are significantly improved. Two representative composite cylinders with different radial ratios are subsequently investigated, and the corresponding optimal combinations of winding angle and ply thickness are obtained. The results demonstrate that the proposed method is effective in enhancing the strength ratio of the weakest ply.
Introduction
As high-performance structural components, filament-wound composite cylinders play a vital role in modern engineering fields, including aerospace, pressure vessels, ocean engineering, and biomedical devices, owing to their high specific strength, excellent design flexibility, and superior fatigue resistance. 1 In composite hydrogen storage vessels, the fiber-reinforced layer is manufactured by winding continuous fibers onto a mandrel. 2 Precise control of the winding process enables adjustment of the fiber orientation, thereby allowing the anisotropic characteristics of the composite material to be fully utilized for tailoring the structural mechanical response.
At present, several classical design theories have been developed for the fiber-reinforced layers of composite vessels. Netting theory is one of the earliest approaches used in the design of filament-wound vessels, in which the wound shell is idealized as an interlaced network that carries only hoop and axial stresses. Numerous researchers have applied this theory to the structural design of pressure vessels and determined corresponding structural parameters. Sharma et al. 3 designed the overall thickness of the fiber layers for Type-IV vessels and determined the required number of wound plies. Daghia et al. 4 predicted burst performance, while Kim et al. 5 and Liang et al. 6 investigated optimal vessel contours and discussed strategies for weight reduction and performance enhancement. Although these studies contributed to the structural design of fiber-reinforced layers, netting theory treats the laminate as a homogeneous structure, assumes that fibers are the only load-bearing component, and neglects the influences of the liner, ply sequence, and winding tension. Consequently, significant discrepancies may exist between theoretical predictions and actual structural strength.
Classical laminate theory applies the Kirchhoff–Love assumptions to composite structures by treating fiber-reinforced layers as a laminate composed of multiple bonded unidirectional plies. The laminate properties are determined from ply properties, ply thicknesses, fiber orientations, stacking sequence, and number of plies. Compared with netting theory, laminate-theory-based designs generally provide higher reliability. Rafiee et al. 7 calculated stress and strain components on both inner and outer surfaces of all fiber layers. By considering interlaminar failure modes, the internal failure behavior of composite pressure vessels under low-velocity impact was also predicted. Park et al., 8 Ke et al., 9 and Bhadra et al. 10 optimized fiber orientations to improve critical buckling load. To reduce the weight of hydrogen storage vessels, Alcantar et al. 11 combined laminate theory with genetic algorithms and simulated annealing to optimize laminate thickness. Although these studies considered multi-layer laminated structures, the range of ply numbers and winding-angle variations investigated remains relatively limited. In addition, neglect of through-thickness stresses and deformations in classical laminate theory restricts its applicability to thick-walled laminates and interlaminar stress analysis. Consequently, truly coupled multi-layer and multi-angle structural design has not yet been fully realized.
The design philosophy of fiber-reinforced layers in hydrogen storage vessels has evolved from single-variable to multi-variable approaches. Key design parameters-including fiber direction, winding angle, ply thickness, and stacking sequence-significantly influence the geometry and mechanical performance of the vessel. Current research employs three-dimensional elasticity theory as an analytical framework, combined with optimization algorithms to explore optimal structural parameters, thereby improving structural performance. Liu et al. 12 and Tabakov et al. 13 used genetic algorithms to determine optimal winding angles, thereby maximizing burst pressure. Jose et al. 14 divided the cylinder into constant-angle regions with varying axial winding angles and optimized each region using a genetic algorithm to maximize axial buckling load. Similarly, Geng et al. 15 employed a complex method and steepest descent method, while Kang et al. 16 used hybrid GA-PSO algorithms to optimize winding angles, improving structural stability. For stacking sequence optimization under hydrostatic pressure, Wei et al. 17 proposed a stiffness-coefficient ratio-based method to evaluate its influence on yield strength, and the stacking sequence was optimized using a genetic algorithm. Almeida et al. 18 developed a finite element model incorporating progressive failure under internal pressure and optimized stacking sequence via a genetic algorithm. To achieve stable strength ratios, Liu et al. 19 employed a hybrid PSO-GWO optimization method to optimize vessel radius-to-thickness ratio and fiber elastic modulus.
Some scholars have developed optimization frameworks with different objectives. Rafiee et al. 20 proposed an optimization approach for filament-wound pipes used in pressurized water reactors, treating the total ply number as a design variable to minimize cost. Dai et al. 21 combined ANSYS and OPENSEES with Python-based semi-analytical methods and applied the Nelder–Mead optimization algorithm to determine optimal winding angles and the total vessel thickness. To achieve lightweight design of filament-wound cylinders, Wang et al. 22 combined a Kriging-based surrogate model with PSO to optimize both the total number of layers and the fiber orientation distribution. Sharma et al. 23 investigated the effects of fiber tension and fiber volume fraction on the performance of composite pressure vessels using finite element analysis with experimental validation. Bhadra et al. 24 proposed a framework integrating deep neural networks with a customized differential evolution algorithm for optimizing composite cylinders under axial compression. Rozova et al. 25 developed a multi-objective optimization approach for composite pressure vessels with non-axisymmetric polar openings, identifying optimal design parameters such as ply thickness and polar opening radius.
Although previous studies have investigated multi-parameter optimization of filament-wound pressure vessels, considering factors such as winding angle, fiber volume fraction, total thickness, and ply number, limited attention has been paid to the coupled optimization of winding angle and ply thickness within a three-dimensional elasticity framework. A systematic optimization approach that directly maximizes the strength ratio of the weakest ply based on the Tsai–Wu failure criterion under a three-dimensional stress state remains lacking.
To address this gap, this study develops a coupled design and optimization framework for winding angle and ply thickness to enhance the load-carrying capacity and structural reliability of filament-wound pressure vessels. Accordingly, an optimization framework is established to simultaneously optimize winding angle and ply thickness for cylindrical vessels under uniform internal pressure. A hybrid Gaussian quantum-behaved particle swarm-differential evolution algorithm is employed for global optimization, with the objective of maximizing the strength ratio of the weakest ply across different materials and radial ratios.
Theoretical model
As shown in Figure 1, a cylindrical polar coordinate system is established, with the axial direction of the cylinder defined as the X-axis of the winding mandrel and the vertical direction defined as the Z-axis. The principal material coordinate system is denoted as 1-2-3. The cylinder is assumed to be subjected to a uniform internal pressure P0 with zero external pressure, with an inner radius r0 and an outer radius r
N
. The structure consists of N orthotropic plies of equal thickness. For different structural cases with varying radial ratios and material systems, the winding angle of each ply is denoted as θ
j
. Multi-layer FW cylinder.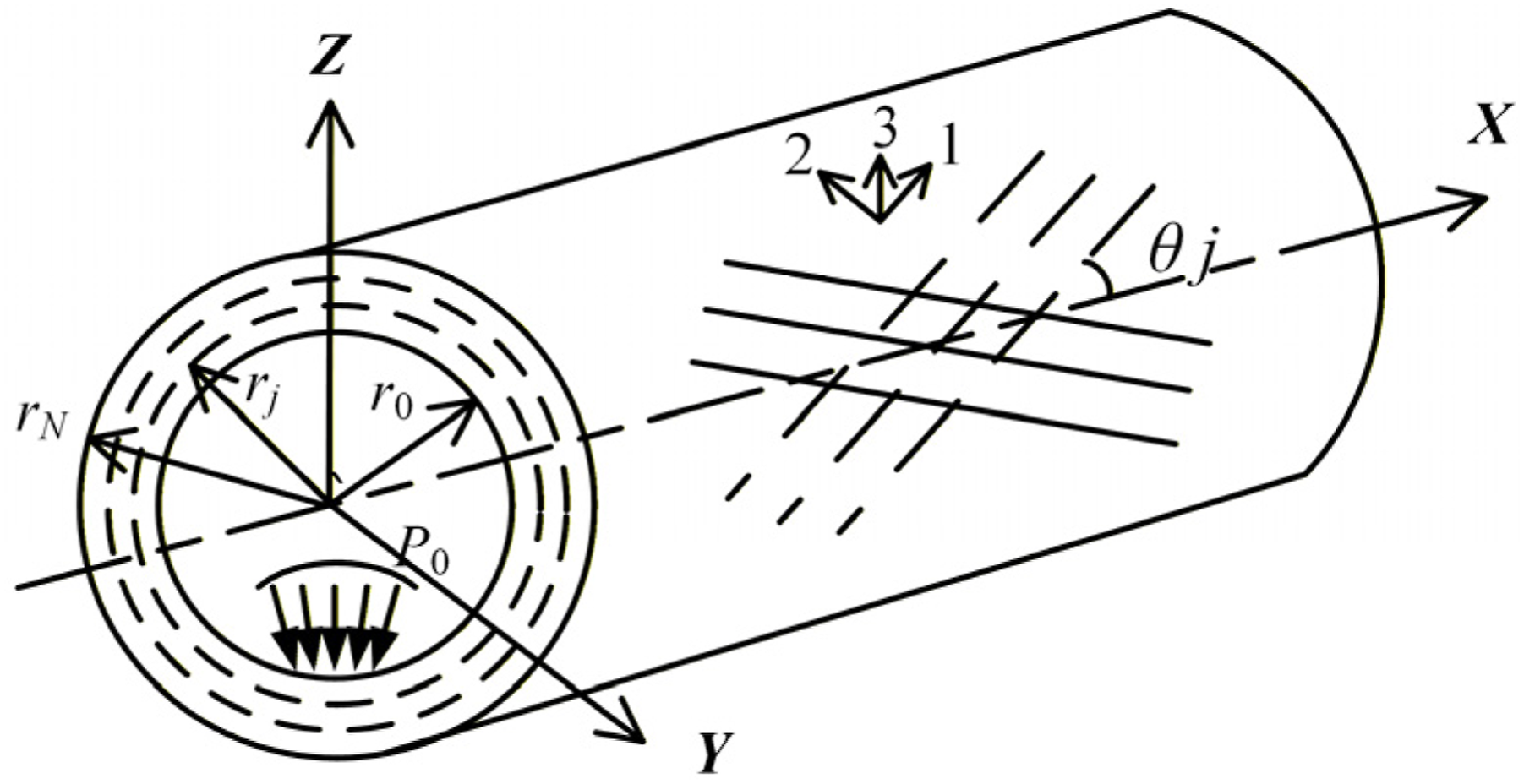
It is assumed that no slip occurs at the interfaces between plies, and that radial displacement and stress satisfy continuity conditions. Combined with the mechanical equilibrium conditions in the X, Y, and Z directions, the stresses and strains in the three-dimensional directions of each ply can be calculated.
Stress-strain relationship
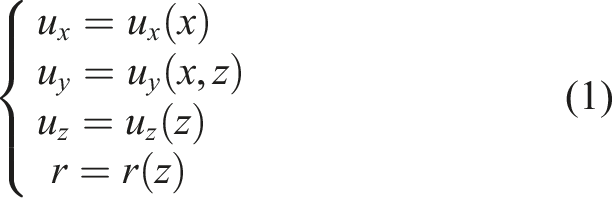
As shown in Figure 1, the displacement components of the fiber layer in the X-Y-Z coordinate system can be expressed as follows:
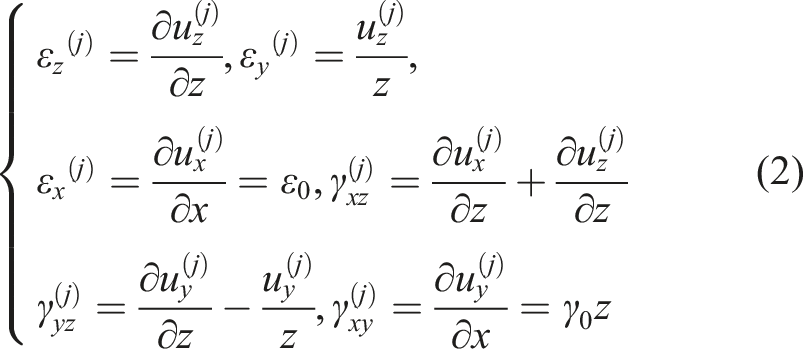
The strain-displacement relationship of the j-th ply is defined as follows:
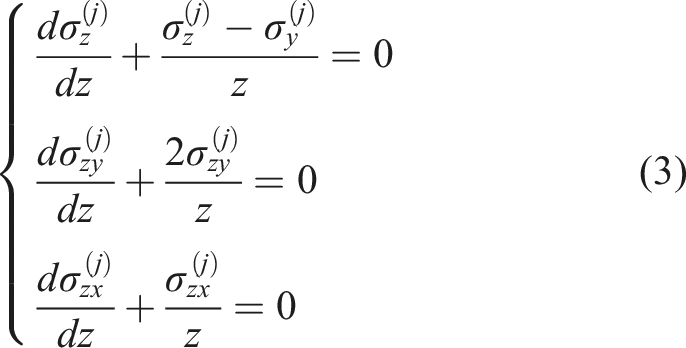
Under axisymmetric conditions, the radial, circumferential, and axial equilibrium equations for each ply are given as follows:
From the strain-displacement and radial equilibrium equations, when


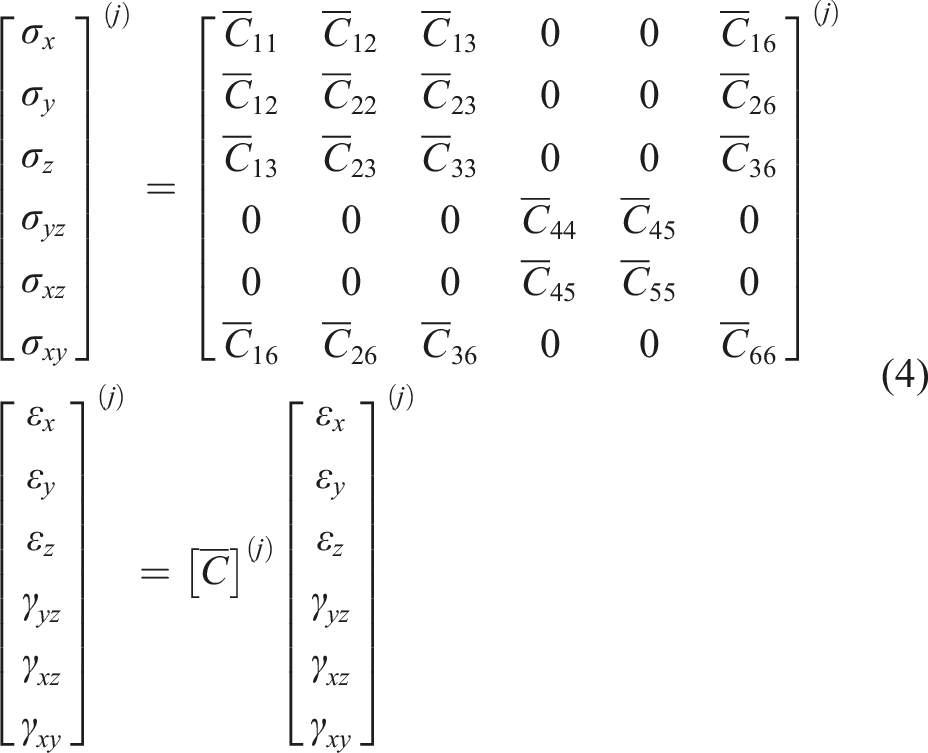
According to elasticity theory, the on-axis stress-strain relationship of the j-th ply in the 1-2-3 coordinate system is expressed as
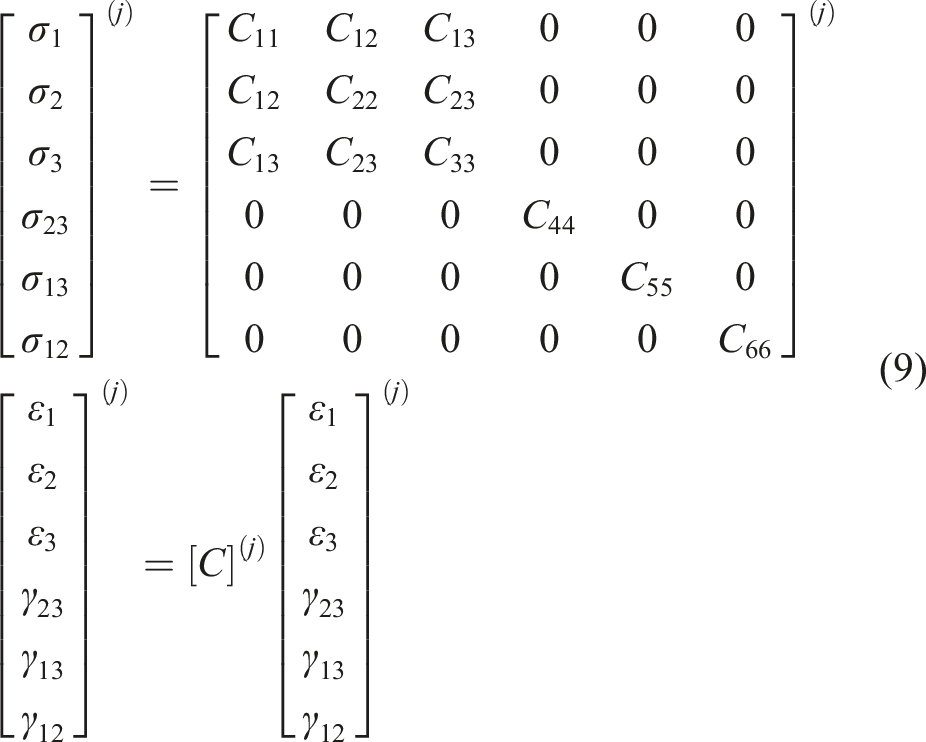
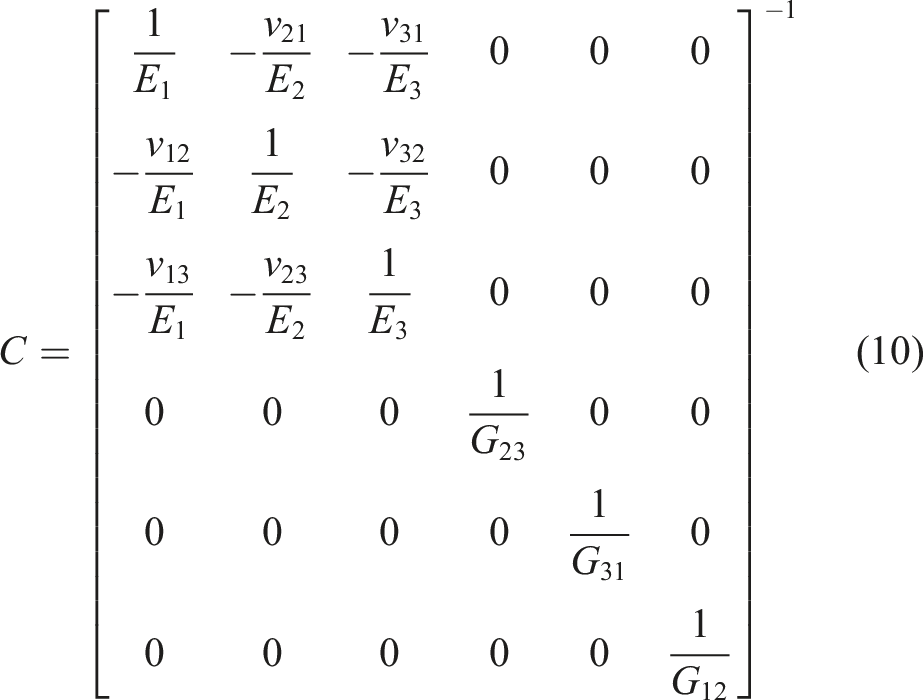
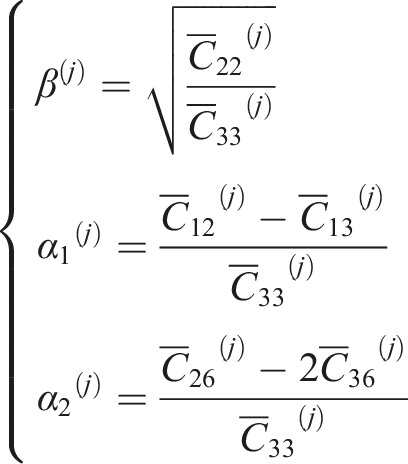
For unidirectional fiber-reinforced composites, the transverse directions (2 and 3) are assumed to exhibit a uniform fiber distribution. Therefore, the 2-3 plane is considered isotropic, and the following relations are obtained:

Boundary and continuity conditions
By applying a uniform internal pressure

It is assumed that no slip occurs at the interfaces between plies, and that radial displacement and stress satisfy continuity conditions:

Under internal pressure only, and with the axial load neglected, the equilibrium equation in the X-direction is expressed as

The torque equilibrium condition is given as

The unknown parameters
Failure criteria and optimization method
Failure criteria
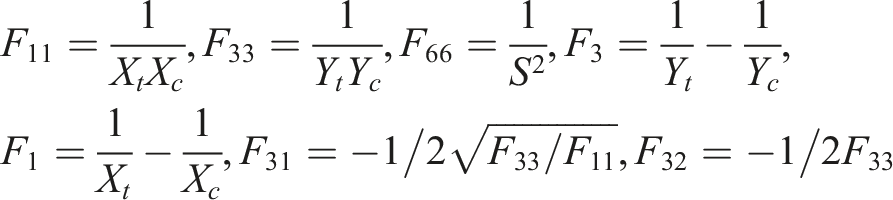
In this study, the three-dimensional Tsai–Wu failure criterion, established based on a comprehensive review of multiple strength criteria,26,27 is expressed as

For a unidirectional lamina under plane stress conditions,

To further characterize the failure state of each ply in the cylinder, the strength ratio R is defined. Its expression is derived from equation (17) as follows:
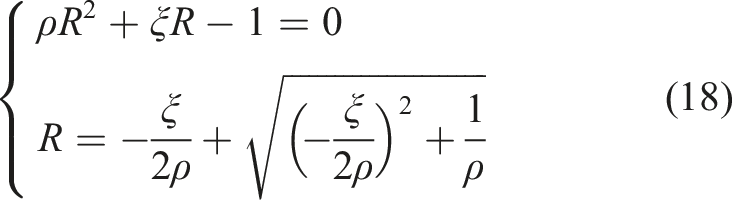


The negative root of R has no physical meaning; therefore, only the positive root is considered. The strength ratio R is regarded as a dimensionless failure-margin index obtained by substituting the material strength parameters into the failure criterion.
To further evaluate failure behavior in the fiber plies, an additional classical failure criterion-Hashin criterion
28
is introduced for comparison, and its formulation is given as follows:
For each ply, the stress-strain relationship is first established based on three-dimensional elasticity theory, together with the axisymmetric equilibrium conditions of a cylindrical structure subjected to uniform internal pressure. Ply-wise undetermined coefficients are introduced. A system of nonlinear equations with four unknowns (U, V, ε0, γ0) is then formulated using displacement continuity, radial stress continuity, and force equilibrium conditions, and solved numerically in a unified manner to obtain the strain field distribution of each ply. Based on the obtained strain field, the full stress state of each ply, including σ1, σ2, σ3, and τ12, is computed using three-dimensional constitutive relations and expressed in the material coordinate system. The stresses are then substituted into the three-dimensional Tsai–Wu failure criterion, including linear and quadratic terms, to obtain the failure function of each ply, which is further reformulated into a quadratic equation with respect to the load proportionality factor to determine the strength ratio R. The minimum R among all plies is taken as the governing structural strength index for subsequent optimization.
Optimization method
In this study, the winding angle and ply thickness are selected as design variables. The strength ratio (R) is used as the primary indicator for evaluating the mechanical performance of the composite cylindrical structure, and a GQPSO-DE hybrid optimization algorithm is employed for optimization. To obtain physically feasible solutions, several constraints are imposed, as defined below:
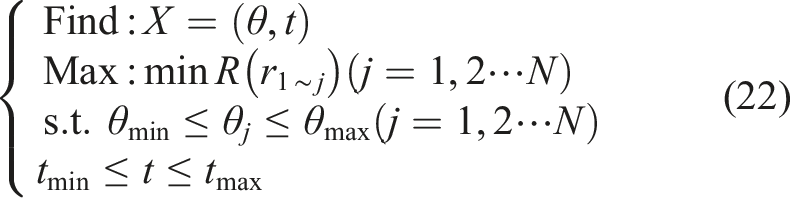
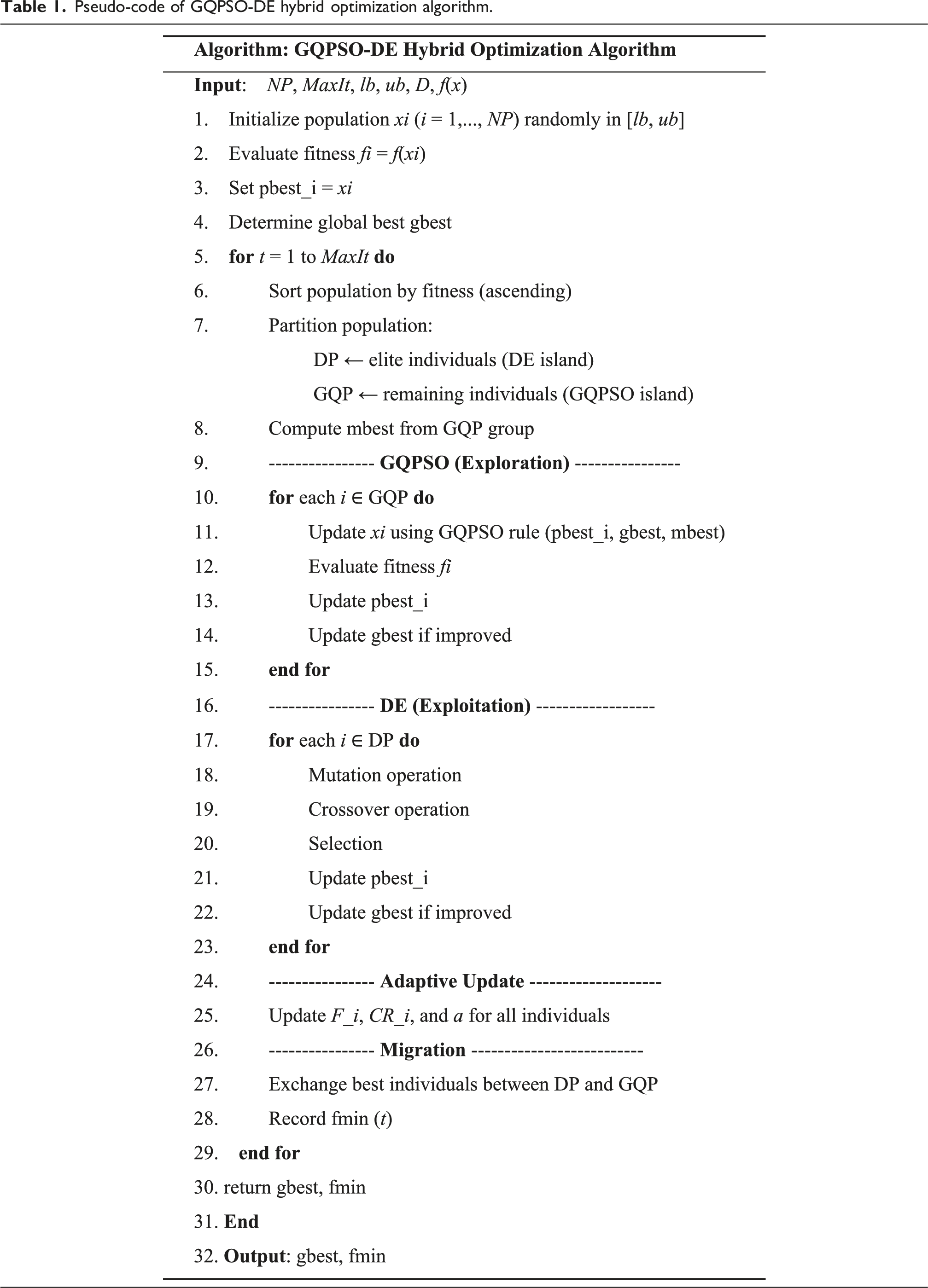
The GQPSO-DE hybrid algorithm integrates the global convergence capability of Particle Swarm Optimization (PSO) with the local perturbation advantage of Differential Evolution (DE). The novelty of the proposed algorithm is summarized as follows: Compared with Niu, 29 this study introduces a random number generation strategy that combines the mean of the PSO random coefficients with a Gaussian sequence of zero mean and unit variance. Meanwhile, the scaling factor F(i) in DE is adaptively modified with a mild random perturbation, and the mutation term h p (i) is reformulated to be centered around the global optimum. This design achieves a balance between a high probability of small-amplitude adjustments (fine-tuning) around the current position and a low probability of large-amplitude jumps, enabling particles to escape local minima and improving the ability to search for the global best (Gbest).
A bidirectional migration mechanism is introduced to enhance information exchange between the exploration and exploitation subgroups. In each iteration, the population is ranked according to fitness values, where the top 30% of individuals are assigned to the DE-based exploitation subgroup, and the remaining individuals form the GQPSO-based exploration subgroup. Subsequently, approximately 10% of individuals are exchanged between the two subgroups to maintain population diversity and facilitate information sharing. This mechanism mitigates premature convergence, accelerates convergence, and maintains a balance between global exploration and local exploitation.
For the GQPSO algorithm which combined with a Gaussian mutation operator, in a D-dimensional space, the particles move according to the following iterative equation30,31:


The local operator expression p for particle swarm convergence is modified as

DE simulates the process of biological evolution, generating a set of solutions through continuous evolution to find the optimal solution. The mutation principle was discussed,29,32 in the i-th iteration, three individuals

The crossover principle is given as

The selection principle compares the fitness of trial individual
Pseudo-code of GQPSO-DE hybrid optimization algorithm.
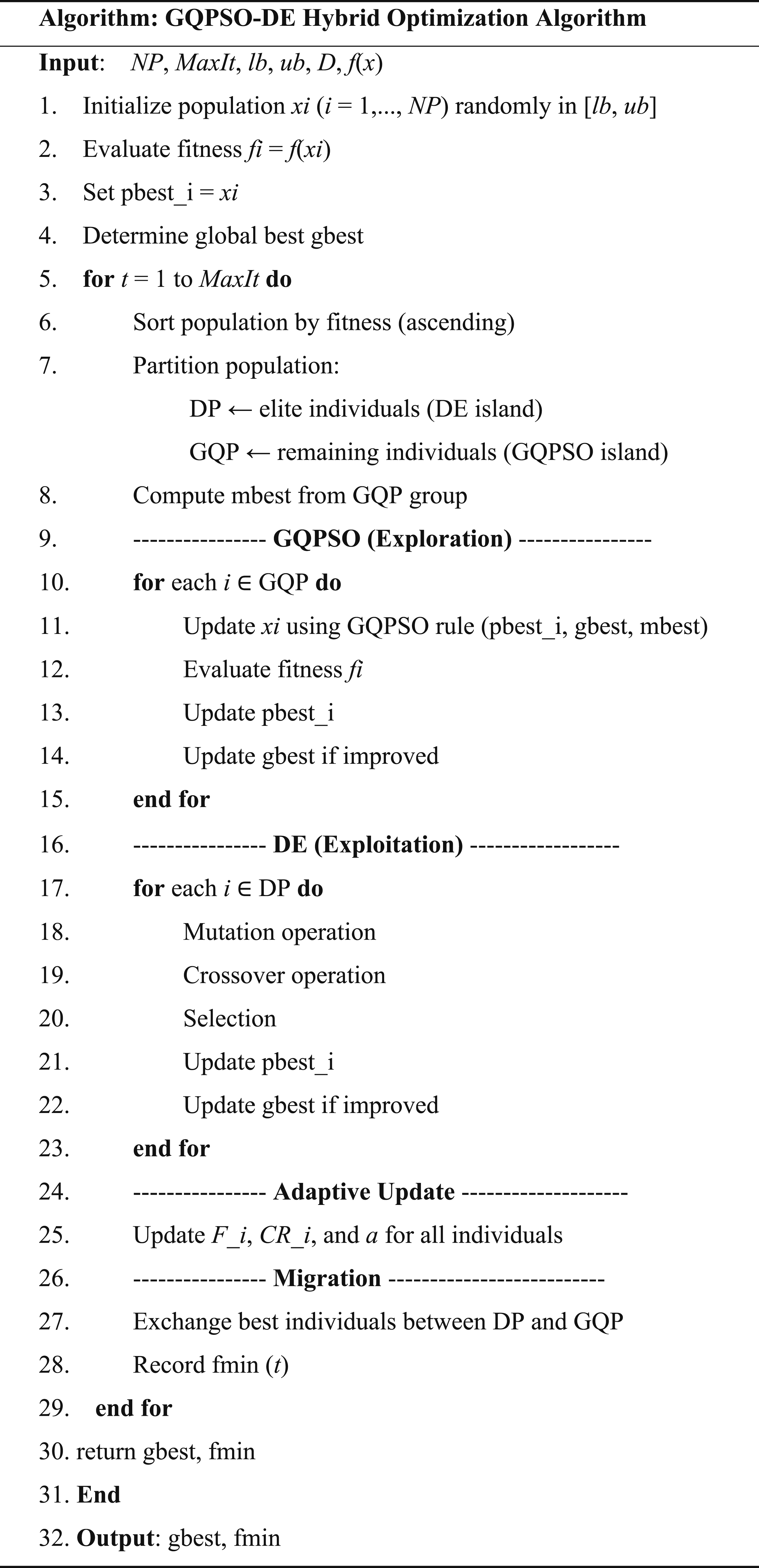
The convergence curve of the strength ratio R versus the number of iterations for a T300/934 composite filament-wound cylinder (radial ratio of 0.7) during the optimization process is shown in Figure 2, where R finally converges to 161.14862. Convergence curve of the optimized strength ratio for the T300/934 filament-wound cylinder with radial ratio = 0.7.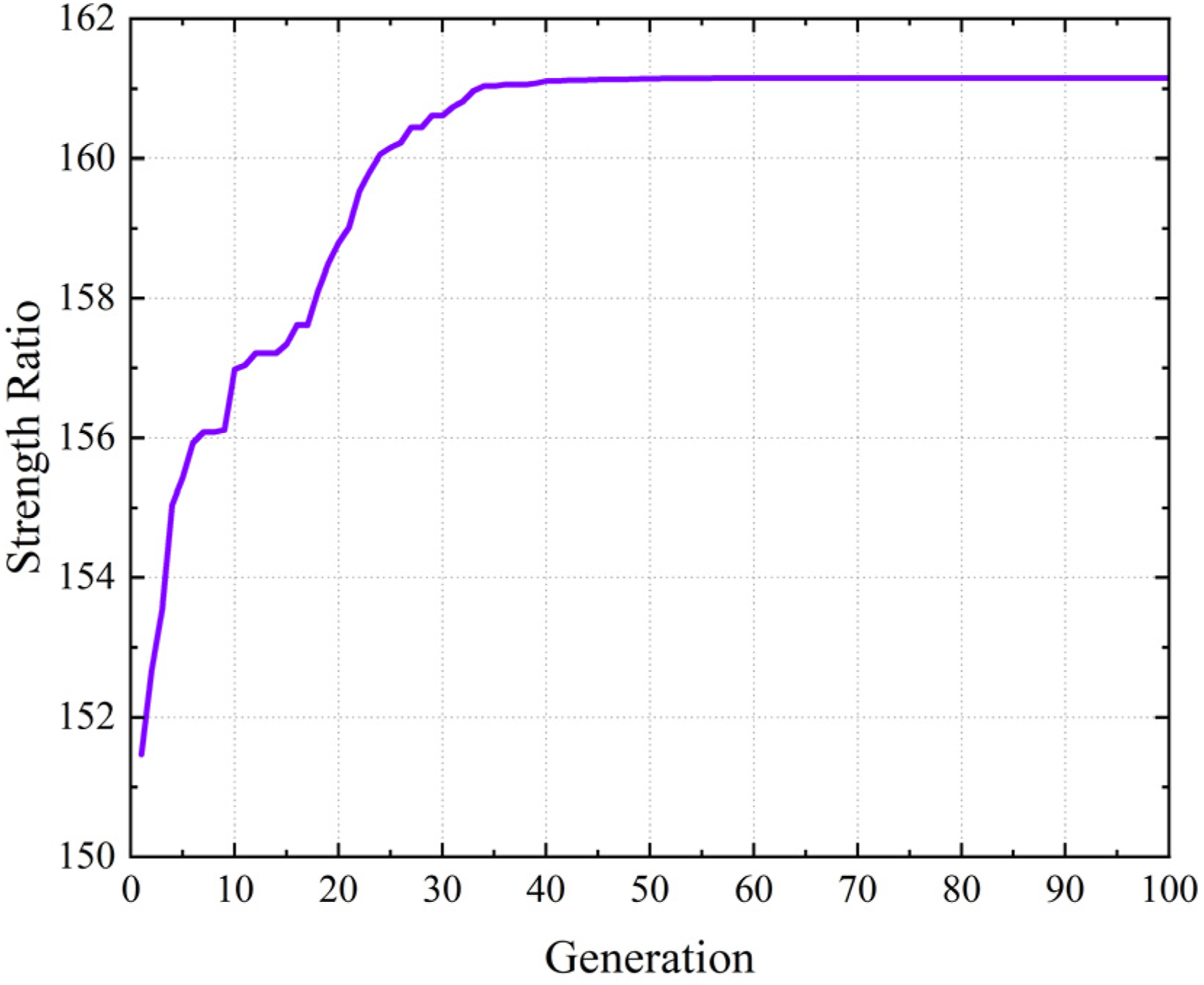
Results and discussion
Material property of winding filaments
Results analysis
The baseline material systems T300/934 and E-glass/epoxy are defined to investigate the optimization variables and the corresponding strength ratio distributions for thin-walled and thick-walled structures. Optimization is performed at radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6. The radial ratio is defined as r0/r N , where r0 and r N representing the inner radius and outer radii of cylindrical composite structures, respectively. The optimized results are compared with the strength ratios corresponding to the traditional ±55° lay-up 33 (original configuration) with same ply thickness, and the results of the optimization are discussed in the following sections.
Optimization results of T300/934
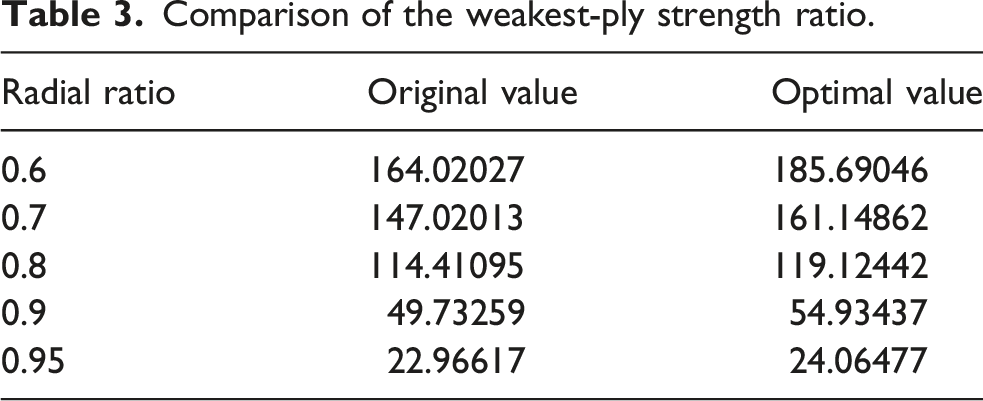
For T300/934, the winding angle and ply thickness were optimized under radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6. The optimization results are presented in Figure 3, with the corresponding ply thicknesses of 0.1325, 0.1375, 0.1563, 0.1536, and 0.1390 mm, respectively. In Figure 3, subfigures (A)–(E) and (a)–(e) present the optimized angles and strength ratio. It can be observed that, for thin-walled cylinders, the optimized winding angles fall between 40° and 70°. For thick-walled structures, even with optimization, uniform distribution of winding angles cannot be achieved. At radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6, the optimized weakest-ply strength ratio is improved by 4.78%, 10.52%, 4.1%, 9.52%, and 13.23%, respectively, compared with the traditional lay-up. Optimized winding angle, ply thickness and strength of T300/934 in radial ratios = 0.95 (A, a), 0.9 (B, b), 0.8 (C, c), 0.7 (D, d), 0.6 (E, e).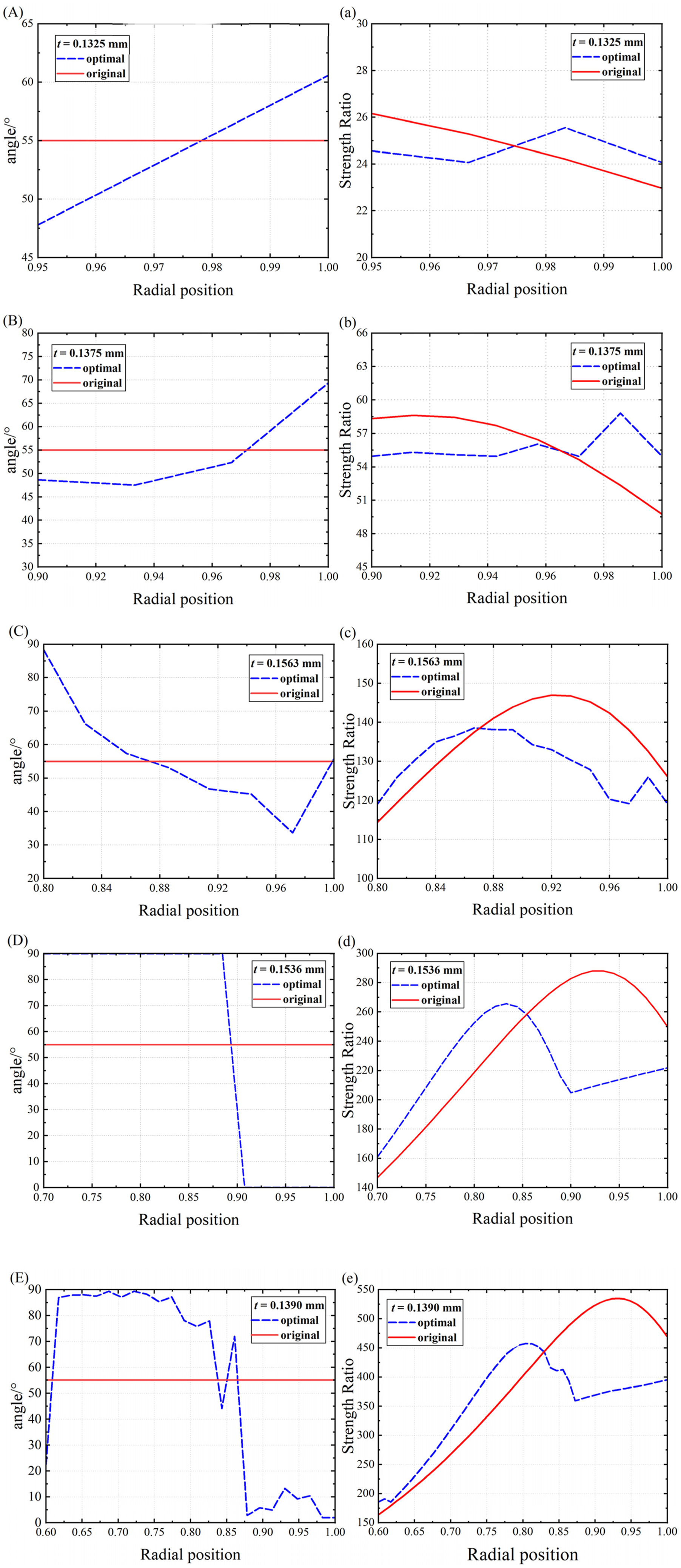
The location of the weakest ply shifts from the outer wall to the inner wall as the radial ratio decreases from 0.95 to 0.60. This phenomenon occurs because a decrease in radial ratio (i.e., an increase in wall thickness) leads to a redistribution of peak hoop stress from the outer wall to the inner wall. For radial ratios of 0.95, 0.90, and 0.80, the cylinder can be regarded as a thin-walled structure, and the hoop stress reaches its maximum at the outer surface. Since T300/934 exhibits relatively low transverse Young’s modulus E2 and transverse tensile strength Y t , the high hoop stress at the outer wall induces larger transverse tensile strains and stress levels, resulting in reduced safety margins compared with the inner wall. As the radial ratio decreases to 0.70 and 0.60, the wall thickness increases and the hoop stress peak shifts toward the inner wall. Meanwhile, radial compressive stress increases significantly at the inner surface. Given the limited transverse compressive strength Y c , shear modulus G12, and shear strength S of T300/934 under such a multiaxial stress state, the combined effect of hoop and radial compressive stresses at the inner wall leads to a lower safety margin than that at the outer wall.
Comparison of the weakest-ply strength ratio.
Optimization results of E-glass/epoxy
For E-glass/epoxy, optimization is performed under radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6. The results are presented in Figure 4, where subfigures (A)–(E) and (a)–(e) show the optimized winding angles and strength ratios, with corresponding ply thicknesses of 0.265, 0.275, 0.250, 0.239, and 0.238 mm, respectively. It is observed that the winding angles are distributed between 45° and 70° for both thin-walled and thick-walled structures. At radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6, the weakest-ply strength ratio is improved by 51.15%, 37.40%, 22.26%, 21.87%, and 27.36%, respectively, compared with the traditional lay-up. Optimized winding angle, ply thickness, and strength of E-glass/epoxy in radial ratios = 0.95 (A, a), 0.9 (B, b), 0.8 (C, c), 0.7 (D, d), 0.6 (E, e).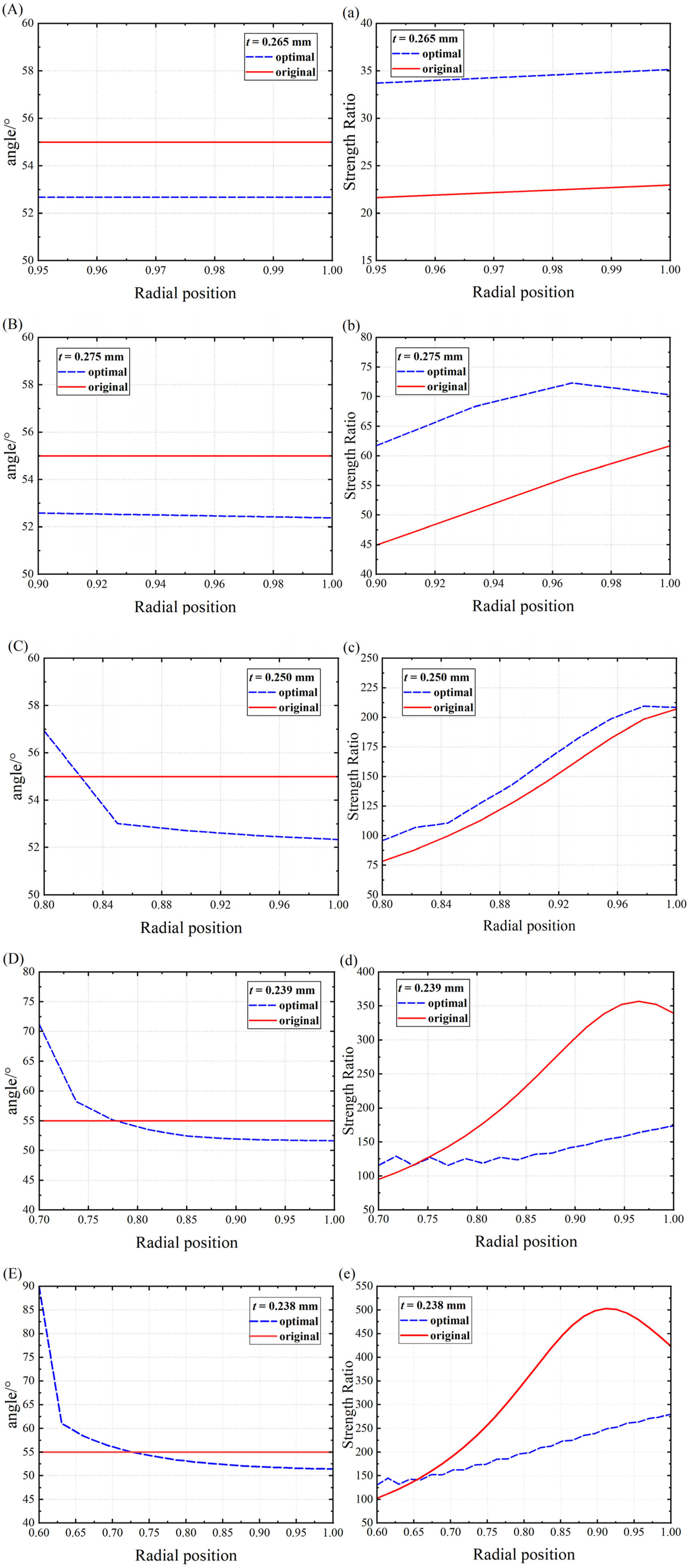
The weakest ply consistently appears at the inner wall. In contrast to the T300/934 material, no weakest-ply migration is observed. This phenomenon occurs because the relatively small difference between the longitudinal modulus E1 and transverse modulus E2 leads to limited variation in the distribution of peak hoop stress with changing radial ratio. The inner wall consistently experiences high hoop stress and radial compressive stress.
Comparison of the weakest-ply strength ratio.
The difference in optimization gains between E-glass/epoxy and T300/934 arises from their distinct elastic modulus levels and degrees of anisotropy. Within the Tsai–Wu failure criterion framework, E-glass/epoxy exhibits a relatively low elastic modulus, resulting in higher sensitivity of stress components to changes in winding angle. During optimization, a portion of the hoop stress is transferred to the transverse and shear directions. Since the transverse and shear moduli are of the same order as the longitudinal modulus, the redistributed stresses can be effectively sustained, leading to reduced contributions of the transverse and shear terms in the Tsai–Wu failure function. Consequently, the strength ratio improvement reaches 20%–50%.
In contrast, T300/934 exhibits a high longitudinal elastic modulus and strong anisotropy, with load-bearing predominantly carried in the fiber direction. As the winding angle varies, a portion of the hoop stress is transferred to the transverse and shear directions. Owing to the low transverse and shear moduli of T300/934, the redistributed stresses cannot be effectively sustained, which increases the contributions of the transverse and shear terms in the Tsai–Wu failure function and reduces the strength ratio. As a result, the optimization gain is limited, with a strength ratio improvement of 4%–13%.
Comparative analysis of optimized results
The strength ratios of the weakest ply for the two materials under different radial ratios are shown in Figure 5. The strength ratio increases as the radial ratio decreases from 0.95 to 0.6, indicating that a thicker wall leads to a higher strength ratio. Compared with the traditional ±55° lay-up under the same thickness, the optimized design achieves a significant improvement. Moreover, the improvement in strength ratio is more pronounced in thick-walled cylinders than in thin-walled cylinders after parameter optimization. Variation trend of strength ratio under different radial ratios.
The comparison indicates that the strength ratios obtained from the Tsai–Wu and Hashin criteria follow consistent trends for the selected case of T300/934 at a radial ratio of 0.8. However, the values predicted by the Hashin criterion are higher than those obtained from the Tsai–Wu criterion. For a more conservative
34
estimate of failure, the Tsai–Wu criterion is selected as the primary failure criterion. This confirms the effectiveness of the optimization results based on the Tsai–Wu evaluation method for safety assessment, while the Hashin criterion provides additional validation of the failure modes. The comparison results are shown in Figure 6. Comparison result of Tsai–Wu and Hashin failure criteria.
To further verify the accuracy and superiority of the proposed algorithm, the optimization results are compared with those reported by Tabakov PY (genetic algorithm)
13
and Geng (combined complex-steepest descent method).
15
The comparison results are shown in Figure 7. Under identical conditions, all methods exhibit similar distribution trends in burst pressure and winding angle, confirming the correctness of the proposed algorithm. Moreover, the burst pressure of the weakest ply obtained by the proposed method is higher than those reported in the literature. Specifically, improvements of 2.91% at r
N
/r0 = 1.10 and 4.97% at r
N
/r0 = 1.50 are observed compared with Geng’s results, while improvements of 5.20% at r
N
/r0 = 1.10 and 4.98% at r
N
/r0 = 1.50 are achieved compared with Tabakov PY’s results. The optimized winding angle and the corresponding strength ratio distributions via thickness of T300/5208 compare with Geng and Tabakov PY.
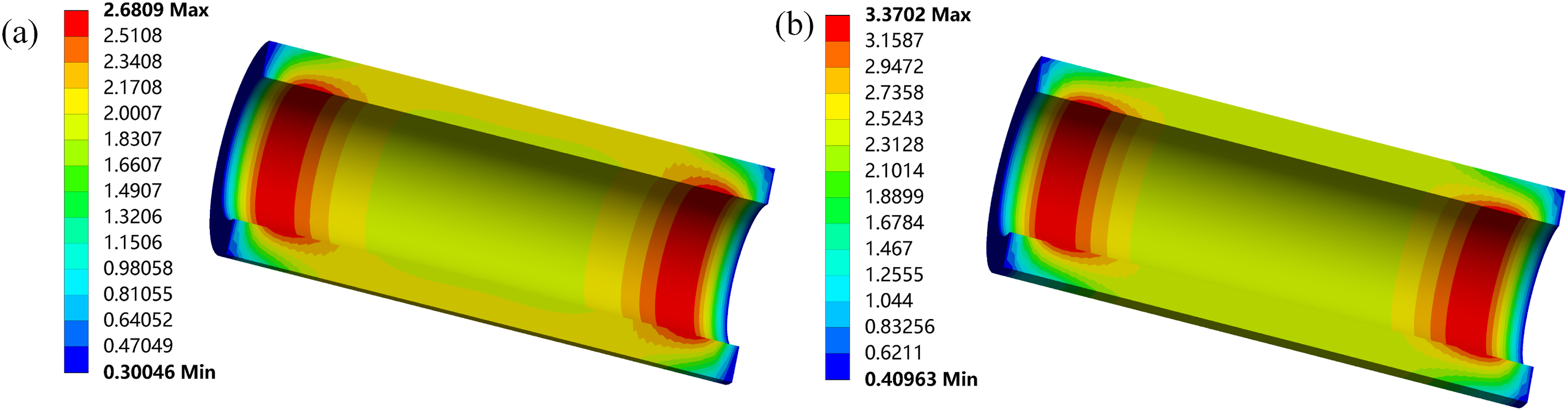
To support the analytical results, finite element analyses were conducted for both materials at a radial ratio of 0.8, and with the results presented in Figures 8 and 9. The results indicate that, under identical loading conditions, the optimized structure exhibits a lower maximum von Mises stress than the conventional structure, with the maximum stress consistently located on the inner surface of the cylinder. This stress distribution is consistent with the optimization results, demonstrating that the proposed method effectively enhances the load-carrying capacity of composite pressure vessels. Von Mises stress plot for Multi-layer FW cylinder of composite material T300/934 at radial ratio = 0.8: (a) stress plot for optimized results, (b) stress plot for original results. Von Mises stress plot for Multi-layer FW cylinder composite material E-glass/epoxy at radial ratio = 0.8: (a) stress plot for optimized results, (b) stress plot for original results.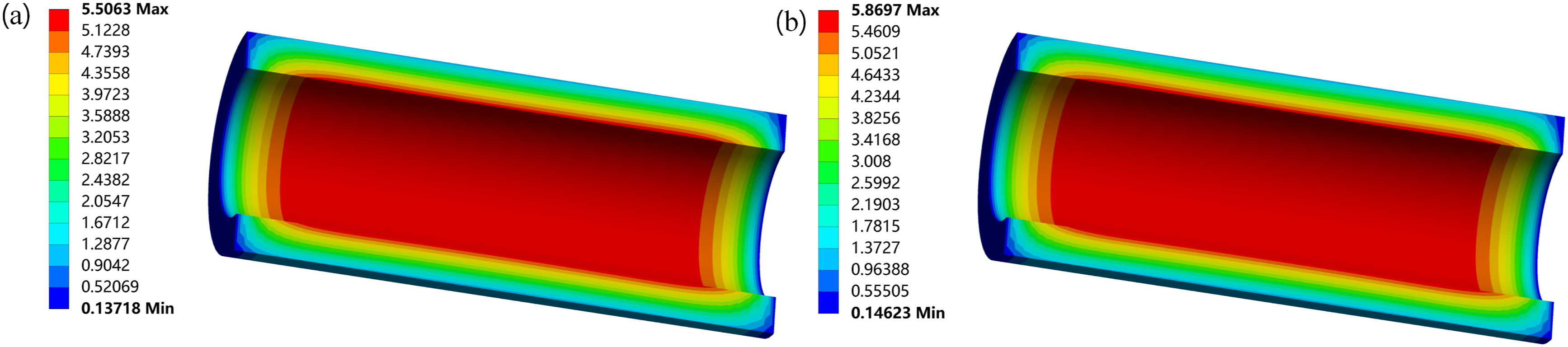
Conclusion
Based on the three-dimensional elasticity model and the hybrid algorithm, this study investigates parameter optimization and strength analysis of multi-layer filament-wound cylinders with different materials and radial ratios. The numerical and comparative results reveal that winding-angle distribution and ply thickness significantly influence on strength distribution and structural response. The main conclusions are as follows: (1) For the T300/934 material, the optimized ply thicknesses at radial ratios of 0.95, 0.9, 0.8, 0.7, and 0.6 are 0.1325, 0.1375, 0.1563, 0.1536, and 0.1390 mm, respectively. The corresponding optimized winding angles range from 40° to 70° in thin-walled structures, while in thick-walled structures, the angles are close to 90° (hoop direction) on the inner side and approach 0° (axial direction) on the outer side. For the E-glass/epoxy material, the optimized thicknesses under the radial ratios are 0.265, 0.275, 0.250, 0.239, and 0.238 mm, respectively. Except for the radial ratio of 0.6, the optimized winding angles range from 45° to 75° and decrease along the radial direction. (2) The improved hybrid GQPSO-DE algorithm yields optimized combinations of winding angle and ply thickness for both materials under different radial ratios. These combinations outperform traditional schemes with the same ply thickness and significantly improve the strength ratio of the weakest ply. The proposed algorithm is effective for the parameter optimization of filament-wound cylinders. (3) The location of the weakest ply exhibits material-dependent behavior. For T300/934, the weakest ply shifts from the outer wall to the inner wall as the radial ratio decreases. For E-glass/epoxy, the weakest ply consistently remains at the outer wall. This difference is attributed to variations in the degree of material anisotropy and stress distribution within the three-dimensional elasticity field. (4) Within the framework of three-dimensional elasticity theory, this study integrates winding angle and ply thickness into a unified optimization model, evaluates structural strength based on the Tsai–Wu failure criterion, and achieves globally optimal parameter combinations under different material systems and radial ratios. These findings provide theoretical support for the structural optimization of composite pressure vessels. Future work will focus on experimental validation and manufacturing verification of the optimized filament-wound composite structures.
Footnotes
Author contributions
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was sponsored by Natural Science Foundation of Henan Province (No. 252300420442), Henan Science and Technology Projects (No. 252102220058), and Key Scientific Research Project of Colleges and Universities in Henan Province (No. 26A590001).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.