
Abstract
Induction heating is a promising technology for the rapid and energy-efficient curing of carbon fiber-reinforced polymer (CFRP) composites. However, in multi-coil systems, electromagnetic coupling and nonlinear thermal dynamics readily produce non-uniform temperature fields that compromise curing quality. To address this issue, an integrated framework combining mesoscopic mechanism analysis, coupled dynamic modeling, and curing-oriented intelligent control was developed. A mesoscopic finite element model was first established to clarify the origin of non-uniform heat generation in CFRP under multi-coil excitation. Based on this physical insight, a control-oriented dual-coil dynamic model was derived through system identification, and a fuzzy PID controller was then globally tuned offline using the whale optimization algorithm (WOA) for temperature regulation. Simulation results show that the optimized controller reduces overshoot by approximately 84% in the primary zone, shortens the settling time to 100 s, and improves inter-zone synchronization and disturbance rejection under multiple disturbance conditions. These results demonstrate that linking mechanism-level understanding with control-oriented optimization provides an effective route to improving temperature uniformity and process reliability in multi-coil CFRP induction curing.
Keywords
Introduction
Carbon fiber-reinforced polymer (CFRP) structures are extensively utilized in aerospace, automotive, and energy sectors due to their high specific strength and stiffness.1,2 The fabrication of CFRP components typically relies on thermal curing, where the temperature history critically determines the final mechanical performance and dimensional stability of the part. 3 Although conventional methods such as autoclave processing are well established, they are energy-intensive and often lack precise controllability, particularly for large or geometrically complex structures.3,4 These limitations have motivated the exploration of more efficient and controllable curing technologies.
Electromagnetic induction heating has emerged as a promising alternative for CFRP curing. 5 By inducing eddy currents within conductive carbon fibers, heat is generated volumetrically through Joule heating, enabling rapid and energy-efficient “inside-out” heating. Compared with conventional external heating methods, induction heating offers faster response, improved energy efficiency, and enhanced potential for through-thickness temperature uniformity,6,7,8 making it particularly attractive for automated and localized processing.
Despite these advantages, achieving precise and uniform temperature regulation in CFRP induction curing remains a significant challenge. Temperature non-uniformity directly affects curing consistency, potentially inducing residual stresses, warpage, and incomplete consolidation. 9 Therefore, temperature control in this context is not merely a control engineering task, but a process-critical requirement for ensuring reliable manufacturing quality.
The CFRP induction heating process exhibits pronounced nonlinearity, multivariable coupling, and spatially heterogeneous heat generation. Heat distribution within CFRP is inherently non-uniform due to the anisotropic and laminated architecture of carbon fibers, where closed-loop eddy current paths can create localized hot spots.10,11,12 In multi-coil configurations, electromagnetic and thermal interactions between adjacent coils introduce strong inter-zone coupling and significant thermal inertia. 13 These physical and system-level characteristics fundamentally increase control complexity, rendering conventional linear control strategies insufficient.
Maintaining temperature within the optimal curing window is essential, as overheating may degrade the polymer matrix while underheating leads to incomplete curing.14,15 Although proportional–integral–derivative (PID) controllers are widely employed in thermal systems, fixed-gain designs struggle to cope with the nonlinear and coupled dynamics of multi-coil induction heating, often resulting in excessive overshoot and prolonged settling times that undermine curing uniformity. 16 Fuzzy PID controllers improve adaptability by dynamically adjusting parameters based on expert rules,17,18 yet their effectiveness strongly depends on empirically defined membership functions and rule bases, which may not be optimal for strongly coupled multi-zone systems. 19
To address these limitations, metaheuristic optimization techniques have increasingly been introduced for automated controller tuning.20,21 Recent studies show clear progress in three directions: higher-fidelity induction-heating models for CFRP and related laminates,16,18,22 adaptive temperature-control strategies such as particle-swarm-based fuzzy PID control for induction-heated composites,23,24 and broader process-oriented induction manufacturing routes including CFRP tube heating and digital-twin-assisted induction cure control.22,25,26 However, the existing literature still exhibits three shortcomings. First, many studies focus primarily on either the heating physics or the controller design, rather than integrating both in a single framework. Second, multi-coil electromagnetic coupling and its implications for inter-zone temperature coordination remain insufficiently discussed. Third, most controller studies report generic tracking improvements without explicitly linking the control objectives to curing quality, overshoot risk, and temperature uniformity. These gaps motivate the need for a system-level framework guided by process-quality objectives rather than controller performance alone.
Against this background, the central research question of this paper is: how can uniform and reliable temperature regulation be achieved in multi-coil CFRP induction heating when the process is governed by strongly coupled electromagnetic and thermal interactions? Accordingly, the aim of this study is to develop a control-oriented framework that improves temperature uniformity while remaining physically interpretable and practically implementable. The main contributions are as follows: First, a mesoscopic finite element model is established to clarify the mechanism of non-uniform heat generation in CFRP under induction excitation. Second, a dual-coil coupled dynamic model is derived through system identification to provide a tractable plant for controller development. Third, a fuzzy PID controller is globally tuned offline using the whale optimization algorithm (WOA), with the optimization objective formulated around curing-relevant metrics rather than generic tuning alone. Beyond flat-panel curing, the resulting insights are also relevant to other induction-based composite processes, such as induction welding/joining, tubular composite processing, localized repair heating, and future digital-twin-assisted induction manufacturing.3,7,12,22,25
Analysis of induction heating mechanism and control implications in CFRP
Electromagnetic–thermal coupling governing equations
The heat generated during the electromagnetic induction heating of Carbon Fiber-Reinforced Polymer (CFRP) primarily originates from the Joule heat produced by eddy currents induced within the internal carbon fiber fabric. This process involves the multiphysics coupling of electromagnetic and thermal fields. In the frequency domain, the fundamental governing equations describing this coupled system are as follows.
According to Maxwell’s equations, neglecting displacement current (due to the relatively low frequency and high conductivity of carbon fibers), Ampere’s circuital law and Ohm’s law yield:

The magnetic flux density

Introducing the magnetic vector potential

In the carbon fibers, the total current density

The heat conduction process within the material follows the law of conservation of energy, described by the Fourier heat conduction equation:

The strong coupling between the electromagnetic field (via
Development of a mesoscopic FE model for CFRP
Because CFRP is anisotropic and heterogeneous, its macroscopic electromagnetic–thermal behavior depends strongly on the microscopic fiber architecture. To capture the heating mechanism more faithfully, a mesoscopic finite element model based on realistic fiber tow geometry was established in COMSOL Multiphysics® 6.2 (COMSOL AB, Stockholm, Sweden). The main modeling steps are summarized below:
Geometry modeling
First, based on the characteristics of plain weave, a three-dimensional model of carbon fiber tows with a flat elliptical cross-section was created. The tows were interlaced in the warp and weft directions, forming overlapping contacts at the crossovers to simulate real fiber contact (Figure 1(a)). Subsequently, the fiber fabric was embedded within an epoxy resin matrix to form a CFRP plate (Figure 1(b)). The induction coil was modeled as a solenoid located a certain distance above the plate (Figure 1(c)). To accurately calculate the spatial magnetic field, a sufficiently large air domain was established around the coil and CFRP. Geometric models for mesoscopic simulation of CFRP induction heating. (a) Woven carbon fiber fabric; (b) CFRP plate with epoxy matrix; (c) Complete model with induction coil.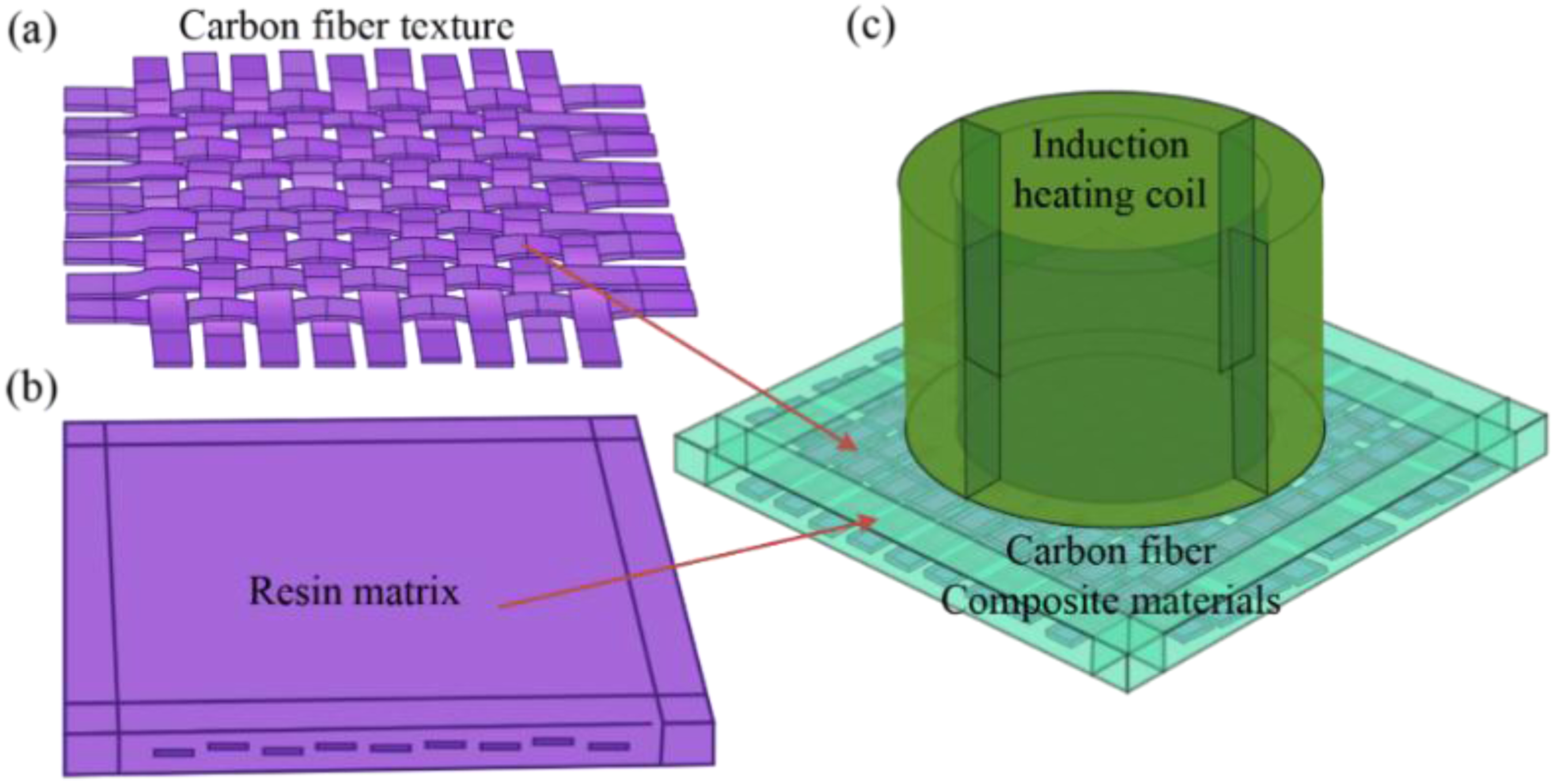
Material properties and boundary conditions
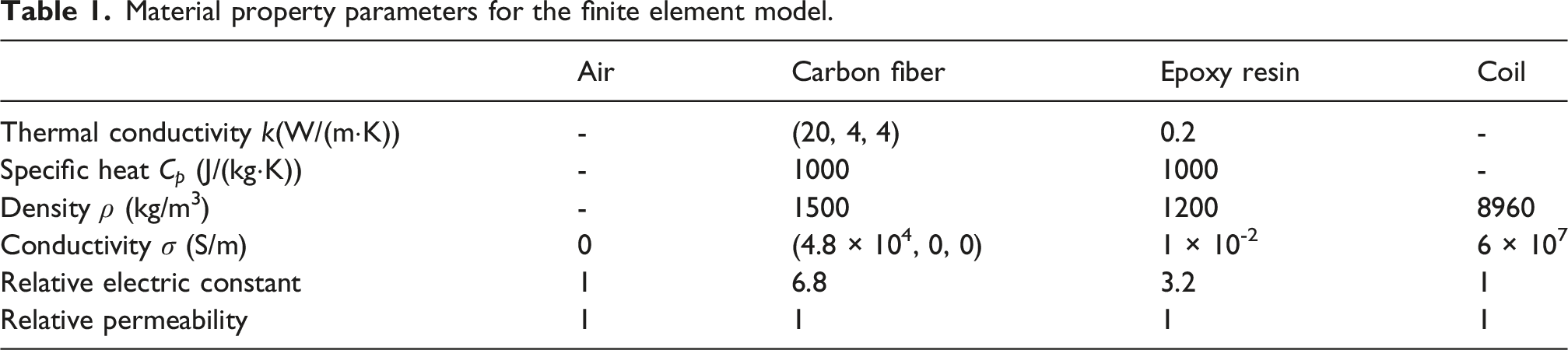
Material property parameters for the finite element model.
Meshing and solving
Local mesh refinement was applied to the fiber tow crossover regions to ensure accurate resolution of the sharp gradients in current density and heat source. A frequency-transient coupled solver was employed: first, the electromagnetic field equations (from equation (1) to (4)) were solved in the frequency domain to obtain the distribution of the heat source; subsequently, this was imported as a source term into the transient heat conduction equation (equation (5)) to solve for the temperature field evolution over time.
Non-uniform heat generation and temperature field evolution
Based on the established mesoscopic model, the evolution of physical fields during the transverse flux induction heating of a CFRP plate was simulated and analyzed. Figure 2 shows the distribution of key physical fields within the fiber fabric at steady state. Key electromagnetic and thermal fields within the CFRP fabric during induction heating. (a) Magnetic flux density; (b) Induced electric field; (c) Eddy current density; (d) Volumetric Joule heat source.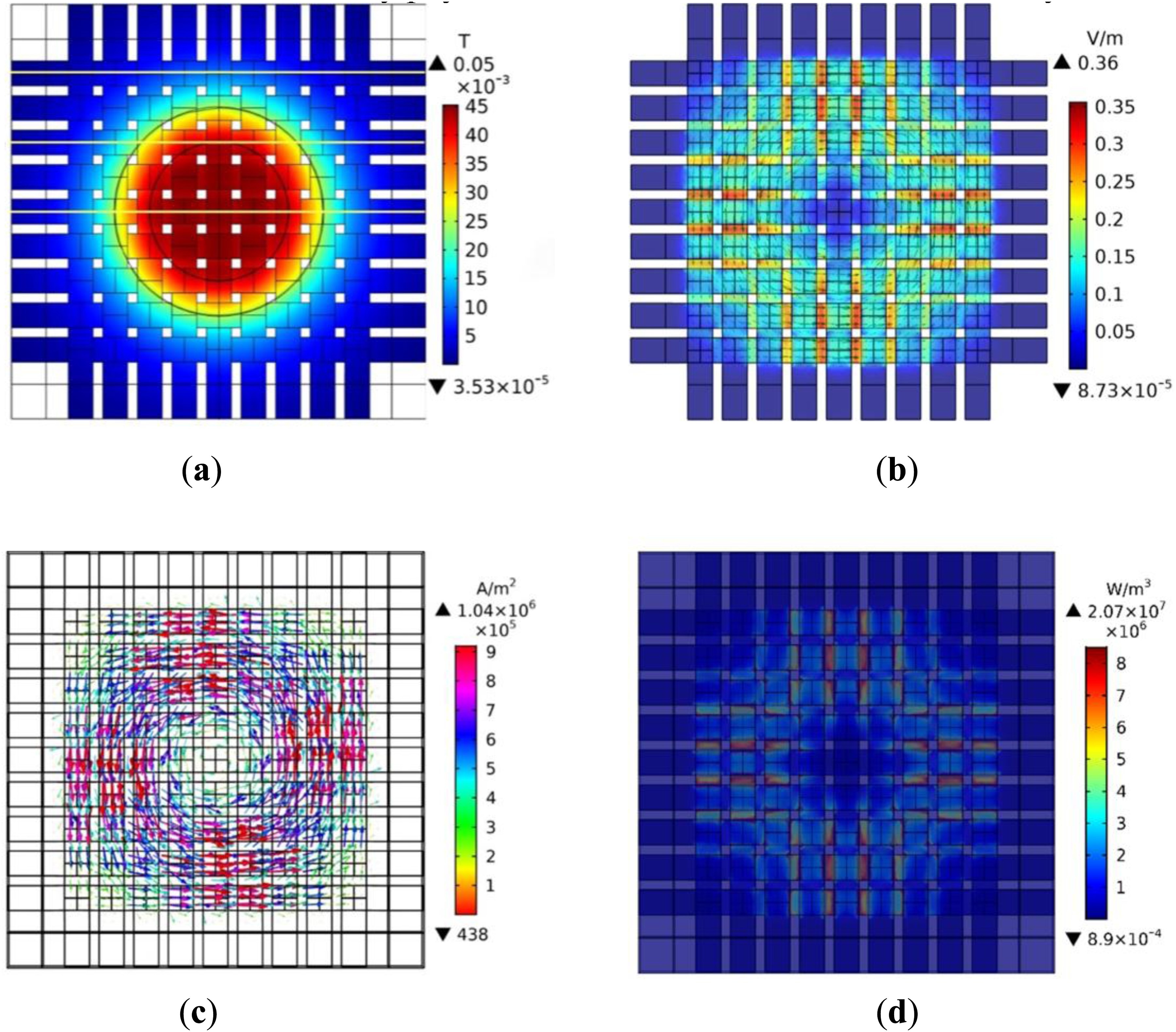
The magnetic flux density
The distribution of the Joule heat source Evolution of the temperature field during single-coil induction heating. (a) Initial heating stage (0.01s); (b) Intermediate stage (50s); (c) Steady-state within the fabric; (d) Characteristic steady-state surface profile.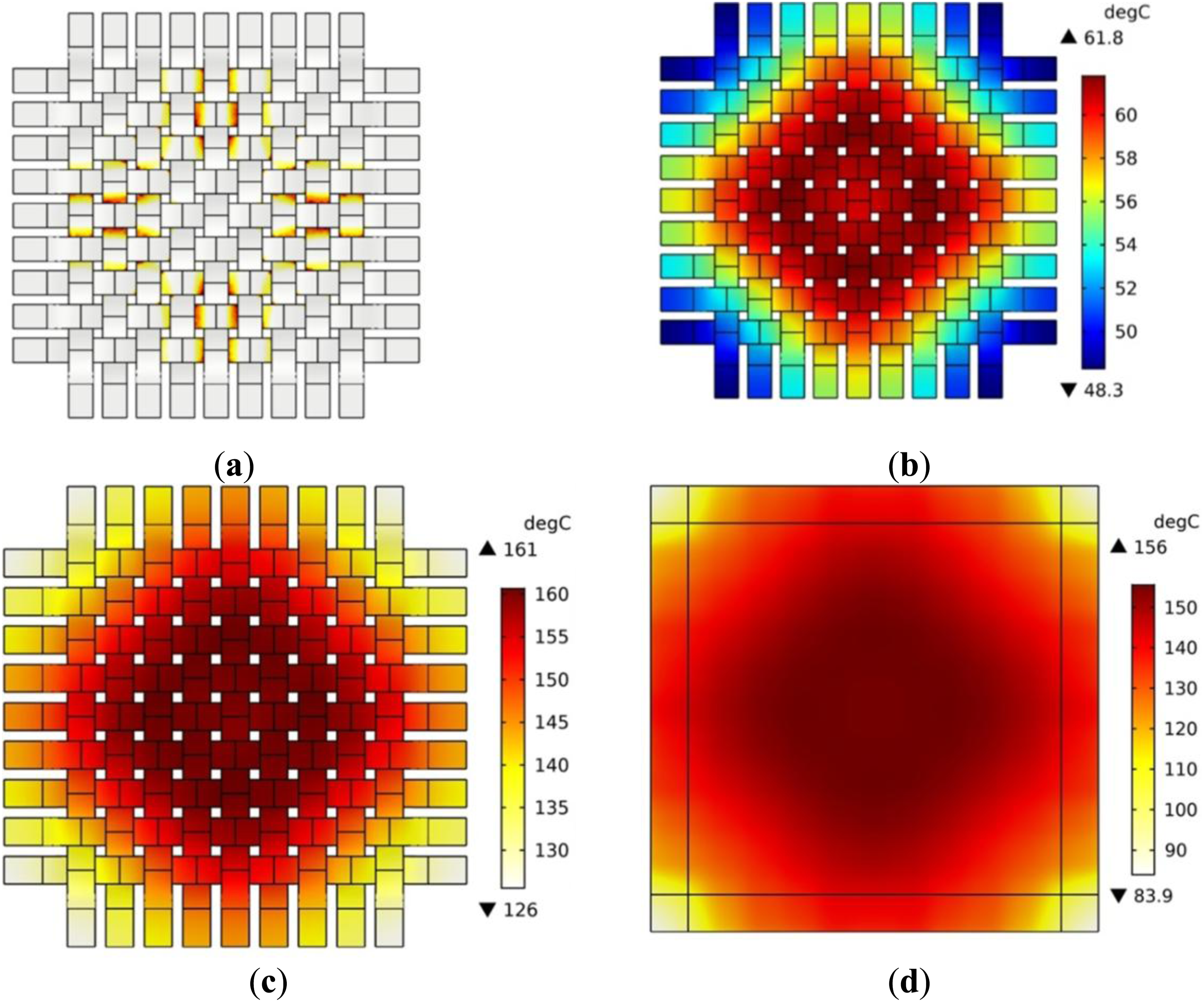
This “cross-shaped” temperature distribution, resulting from the anisotropic fiber architecture and the ring-shaped heat source, highlights the intrinsic difficulty in achieving uniform through-thickness and in-plane curing via single-coil induction. For industrial-scale components, this non-uniformity can translate into gradients in the degree of cure and mechanical properties across the part.
These results show that the non-uniformity originates from the physics of the fiber network itself: closed-loop induced currents generate localized hot spots first, and the subsequent anisotropic heat diffusion preserves a non-uniform temperature field. This inherent spatial unevenness creates the basic control challenge addressed in the following sections.
Experimental validation of the temperature field
To validate the mesoscopic model, a corresponding induction-heating experimental platform was constructed. The specimen was a T300-grade carbon fiber/epoxy CFRP plate with a fiber volume fraction of 60%, a stacking sequence of [0/90]4s, 16 plies, and overall dimensions of 200 × 200 × 2 mm. Heating was applied using a coil with the same nominal parameters as in the simulation: outer diameter 90 mm, 50 turns, copper-tube diameter 4 mm, current 16A, frequency 13 kHz, and a coil-to-specimen gap of 5 mm. The experimental setup used a high-frequency induction heating power supply with adjustable power output under ambient laboratory conditions of 25°C. Surface temperature evolution was recorded using an FLIR A615 infrared thermal imager with a frame rate of 50 Hz, NETD <50 mK, and adjustable emissivity. The simulation and experiment were compared on the basis of the representative steady-state temperature-field distribution and the location of the dominant hot region.
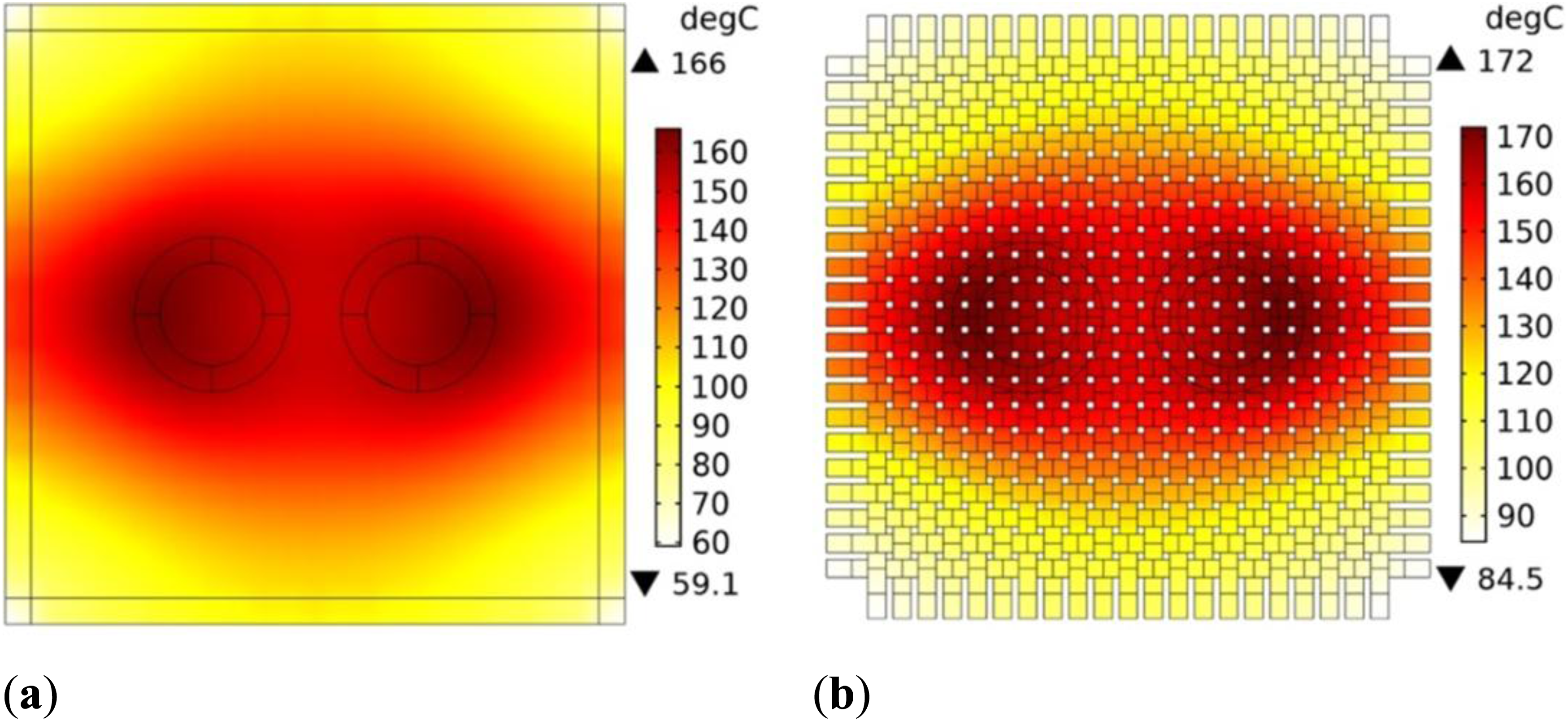
Figure 4 compares the simulated and experimentally obtained steady-state surface temperature fields. Both show a clear “cross-shaped” distribution pattern of the high-temperature zone, and the location of the maximum temperature and the relative gradients agree well. The main sources of error include uncertainties in actual material properties, simplifications in modeling fiber contact resistance, and minor air flow disturbances in the experimental environment. These comparison results fully demonstrate that the mesoscopic finite element model for CFRP induction heating established in this paper can accurately predict the macroscopic distribution pattern of the temperature field, providing a reliable numerical analysis tool for subsequent research. Validation of the simulated temperature field: Comparison with experimental infrared thermography. (a) Simulation result; (b) Experimental measurement.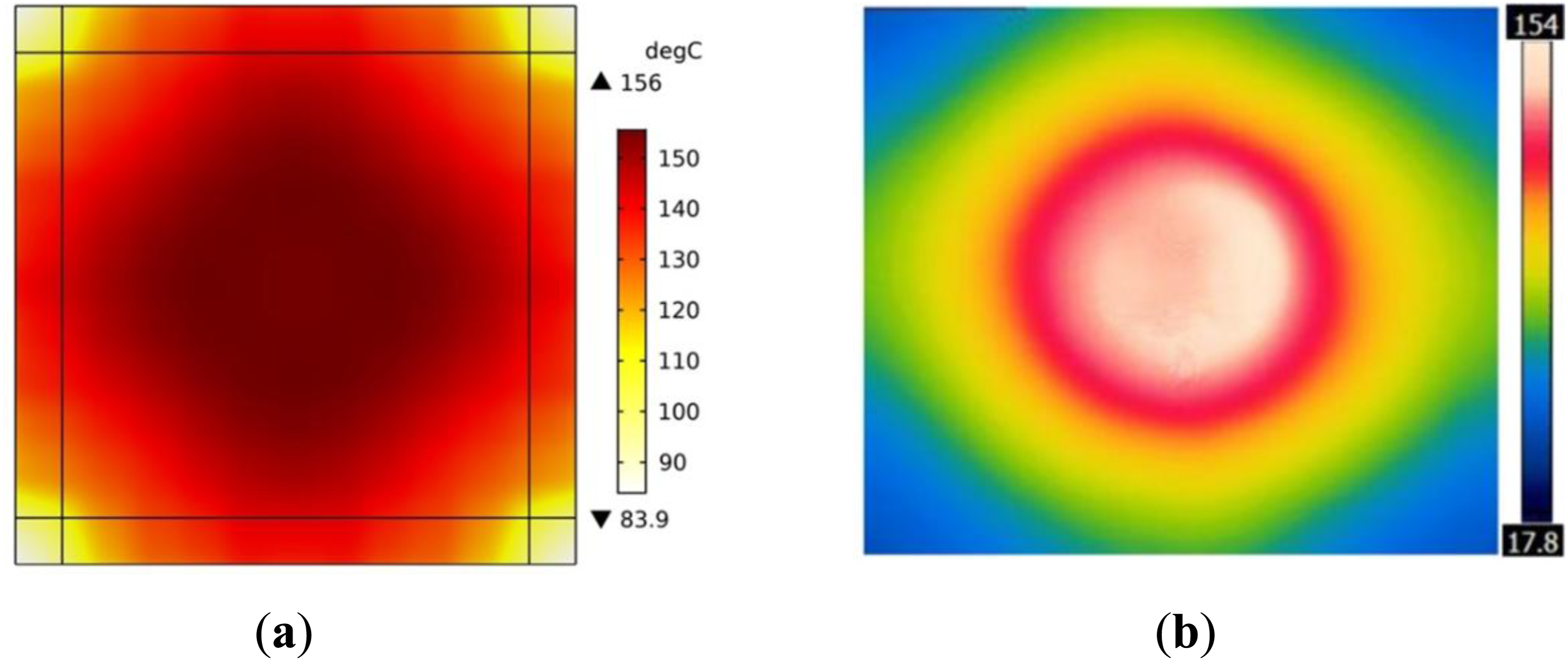
The validated model provides a reliable numerical representation of the physical process, confirming that the predicted non-uniform temperature distribution is physically realistic. This model serves as a credible platform for subsequent dynamic analysis and control design, enabling the testing and refinement of control strategies in simulation before practical implementation.
For control design, the FE model was not used directly as the online plant because such a model is too computationally expensive for repeated controller optimization and time-domain disturbance studies. Instead, it provided the physical basis for selecting the dual-coil zones, understanding the dominant coupling mechanisms, and supporting the subsequent derivation of a reduced-order input-output model through system identification.
This section has analyzed the induction heating mechanism of CFRP with a focus on the control challenges that arise from the underlying physics. The key findings are: 1. The coupled electromagnetic-thermal physics and material anisotropy lead to an inherently non-uniform heat source, creating a spatially complex temperature field. 2. The validated model provides a foundation for understanding the dynamic behavior that a control system must address.
Process challenges in multi-coil induction heating: Modeling and coupling analysis
Modeling approach for multi-coil interaction
As described above, for single-coil induction heating of CFRP, the effective heating area is limited by the coil size, and the temperature field exhibits a “cross-shaped” or ring-shaped distribution centered on the coil. This pattern is insufficient for large-scale industrial components requiring uniform heating. Although increasing the coil size can enlarge the heating area, it leads to more severe magnetic field attenuation, reduced heating efficiency, and a drastic increase in power supply requirements. Therefore, employing a combination of multiple smaller coils becomes an essential solution for achieving large-area, controllable heating. This section takes a dual-coil system as an example, aiming to reveal the inherent electromagnetic and thermal coupling effects in multi-coil induction heating and clarify their impact on temperature field distribution and control system complexity. The purpose of this modeling is not only to achieve high-fidelity multiphysics simulation, but also to identify the dominant coupled dynamics that govern temperature distribution and that must be addressed by the control system.
Based on the validated single-coil mesoscopic model, a finite element model for dual-coil induction heating of CFRP was established, as shown in Figure 5. Two identical solenoid coils are arranged parallel to each other above the CFRP plate. In the dual-coil configuration, the center-to-center spacing between the two coils was 120 mm. The external boundaries were specified using magnetic insulation together with thermal convection/radiation conditions to represent heat exchange with the environment. Their geometric parameters, current amplitude, and its frequency are all consistent with the single-coil settings. Both coils are energized with in-phase currents of the same frequency to simulate the most typical same-frequency excitation condition. Finite element model setup for dual-coil induction heating of a CFRP plate.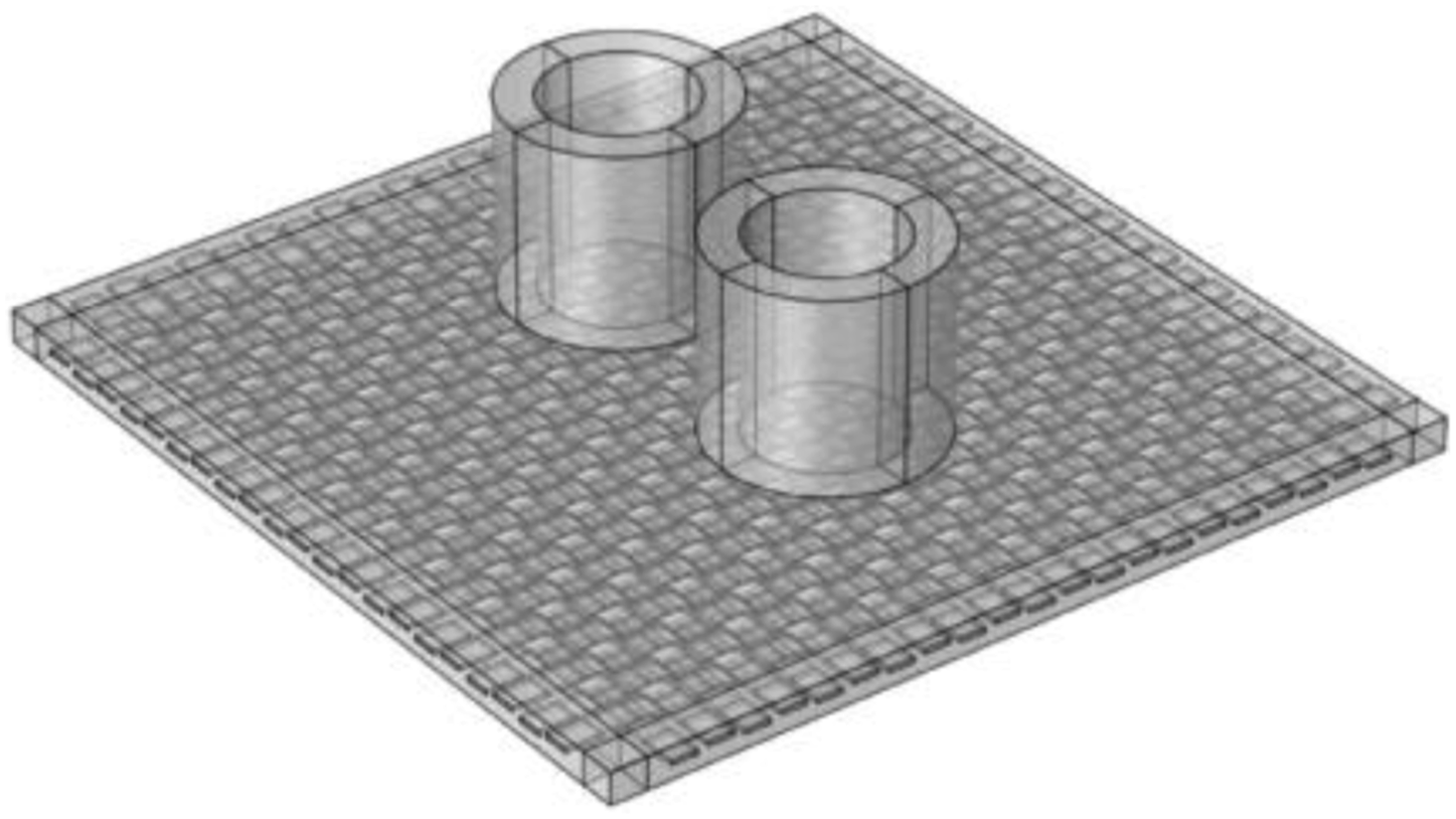
Coupled field analysis and its impact on heat source uniformity
The core characteristic of a dual-coil system lies in the interaction between the magnetic fields of the coils. Figure 6 shows the distribution of the magnetic flux density magnitude and its vector direction on a cross-section of the CFRP plate under in-phase, same-frequency excitation. Compared to the single-coil case (Figure 2(a)), the magnetic fields generated by the two coils superimpose in space. In the region between the coils, because the magnetic field lines from the two coils are primarily in opposite directions at this location (lines from one coil entering the plate, and from the other exiting), the fields weaken each other, resulting in a significantly reduced magnetic flux density magnitude in this area. Conversely, in the regions outside the coils, the field directions tend to align, producing a superposition and enhancement effect. This magnetic field reconstruction, characterized by “weak inside and strong outside,” fundamentally alters the distribution pattern of the induced eddy currents. Reconstructed magnetic field distribution due to dual-coil coupling. (a) Total magnetic flux density; (b) Components in Z direction; (c) Components in X direction; (d) Components in Y direction.
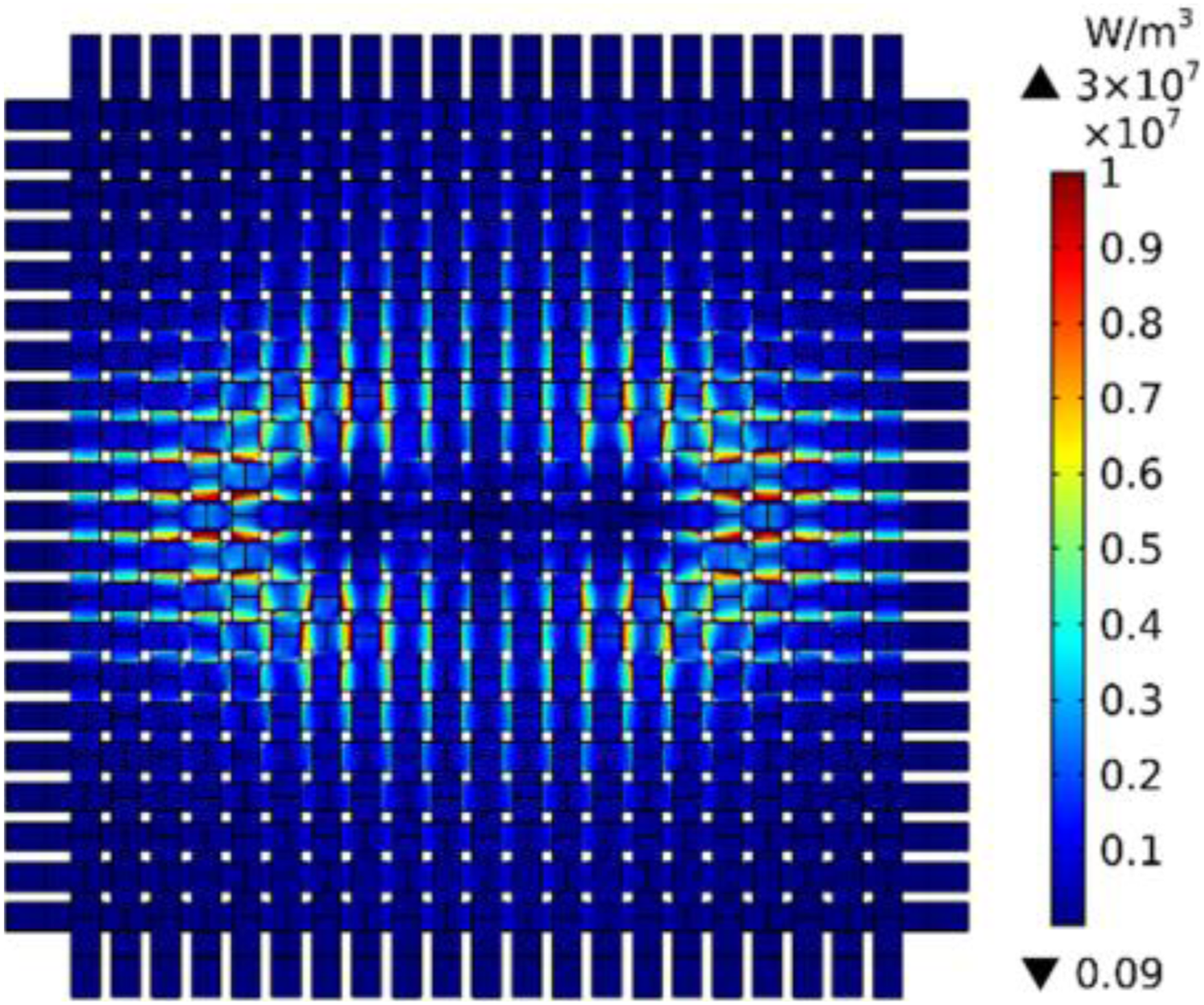
As shown in Figure 7, the eddy current density no longer forms two independent rings. Because the magnetic field is weakened in the inter-coil region, the induced current intensity there becomes very low. Instead, the eddy currents concentrate mainly below the outer regions of both coils and follow a large elliptical path connecting the two strong-field areas. Accordingly, the Joule heat source distribution (Figure 8) changes into two separated crescent-shaped high-heat regions with a distinct central cold zone. This produces the bimodal steady-state temperature field shown in Figure 9, in which the highest temperatures align with the high-heat-generation regions while the central area remains cooler. Altered eddy current path and intensity resulting from magnetic field coupling. (a) Current path; (b) Current density magnitude. Non-uniform heat source distribution under dual-coil excitation, showing distinct high-intensity zones. Bimodal temperature field and central cold zone induced by dual-coil coupling. (a) Surface distribution; (b) Distribution within the fiber fabric.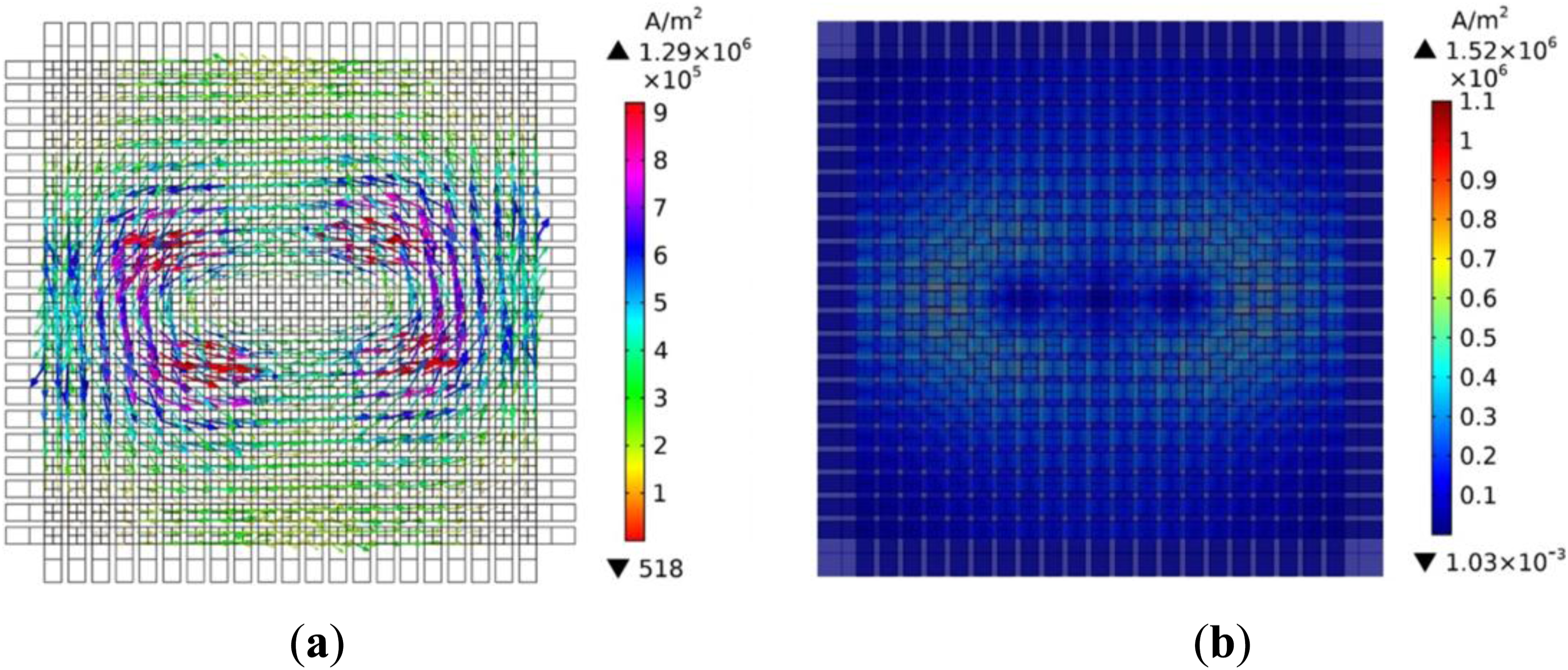
The resulting “bimodal” temperature field with a central cold zone (Figure 9) directly demonstrates a key processing limitation of simplistic multi-coil setups: the inability to heat large areas uniformly. This non-uniformity would inevitably cause differential curing rates, potentially leading to internal stresses and compromised consolidation in the central region of the part. Thus, the analysis underscores that effective process control is essential to overcome these inherent electromagnetic–thermal limitations and transform multi-coil induction into a viable, uniform curing technique.
This spatially segregated heat generation directly produces an uneven temperature field, which would cause differential curing rates and residual stresses in the final part. From a control perspective, the system is no longer a set of independent single-input-single-output (SISO) loops. Instead, the power input of each coil influences both its own zone and the adjacent zone through strong electromagnetic coupling, creating an inherently multivariable control problem.
Synthesis of coupling effects and control challenges
Based on the above analysis, the main coupling effects in a multi-coil (using dual-coil as an example) induction heating system for CFRP can be summarized as follows:
These coupling effects endow the system with the following characteristics, posing severe challenges for temperature control:
Therefore, for such multi-coil coupled systems, traditional single-loop PID control or simple multi-loop control with poor decoupling performance are unlikely to achieve ideal results. This urgently calls for an advanced control strategy capable of handling strong nonlinearity, multivariable coupling, and possessing adaptive capabilities. The Whale Optimization Algorithm (WOA)-optimized Fuzzy PID controller proposed later in this study is precisely designed to address this series of challenges.
By examining a dual-coil configuration, we have identified and characterized the three primary forms of coupling—electromagnetic, heat-source, and thermal-conduction—that collectively determine the temperature field uniformity. The analysis confirms that the process is inherently a multivariable, strongly coupled, and nonlinear system with complex dynamics. These attributes render traditional linear or decoupled control approaches ineffective, creating a clear control challenge: how to achieve uniform, precise temperature tracking in the presence of such interactions.
This understanding provides the direct rationale for the subsequent control-oriented steps: (1) employing system identification to derive a tractable dynamic model from the complex coupled physics and (2) designing an intelligent, adaptive control strategy capable of compensating for the identified nonlinearities and couplings. The following section will detail the development of such a strategy, namely, the Whale Optimization Algorithm-optimized Fuzzy PID controller.
Development of an optimized control strategy for uniform heating
Rationale for an adaptive control strategy
The analysis above confirms that multi-coil CFRP induction heating constitutes a strongly coupled, nonlinear, and multivariable dynamic system. Conventional linear controllers are fundamentally mismatched to such a process. To directly address these challenges and achieve the primary objective of uniform heating, this section develops a tailored control strategy. The core idea integrates a Fuzzy PID controller for online adaptability with the Whale Optimization Algorithm (WOA) for offline, global parameter tuning.
The Fuzzy PID controller is selected for its proven capability to handle system nonlinearities through heuristic rule-based adjustment of its parameters (
This is where the metaheuristic optimization is introduced. While advanced model-based strategies like Model Predictive Control (MPC) could theoretically handle multivariable coupling, their reliance on an accurate, computationally intensive online model poses significant challenges for the fast dynamics and complex physics of induction heating. In contrast, the proposed approach uses the WOA to offline optimize the Fuzzy PID’s initial parameters. This hybrid strategy aims to combine the real-time adaptability of fuzzy logic with a globally optimized starting point, ensuring high performance while maintaining relatively low online computational overhead—a crucial advantage for practical industrial implementation.
The basic concept is as follows: Encode the parameters to be optimized in the fuzzy controller (such as the center points and widths of membership functions or the initial baseline values of PID parameters) into the position vector of a whale individual. Use a comprehensive performance index of the system under typical input signals (such as Integral Absolute Error (IAE), Integral of Time-weighted Absolute Error (ITAE), or a composite index combining overshoot and settling time) as the fitness function. By simulating the encircling, hunting, and searching behaviors of whales through WOA, iteratively search for the parameter combination that optimizes the fitness function. After optimization, the obtained optimal parameter set is assigned to the Fuzzy PID controller for online operation. This method aims to reduce reliance on prior knowledge, automate the design process, and significantly enhance the overall performance of the controller.
Parameter optimization using a metaheuristic algorithm
The Whale Optimization Algorithm is a novel metaheuristic optimization algorithm proposed by Mirjalili et al. in 2016, 21 inspired by the unique bubble-net hunting strategy of humpback whales. Its mathematical description mainly consists of three phases:
Encircling prey
WOA assumes the position of the best individual in the current population is closest to the target prey. Other individuals update their positions to move towards the best individual using the following equations:



Bubble-net attacking (hunting)
This phase simulates the whale spiraling towards the prey. The position update equations are:

In actual behavior, whales perform both shrinking encircling and spiral movement simultaneously. The algorithm assumes these two behaviors have equal probability (50% each), selected by a random number 
Search for prey (exploration)
When the absolute value of coefficient 

The WOA flowchart is shown in Figure 10. It balances global exploration and local exploitation well, has few parameters, and is easy to implement, making it highly suitable for controller parameter optimization problems. Flowchart of the Whale Optimization Algorithm (WOA) for parameter optimization.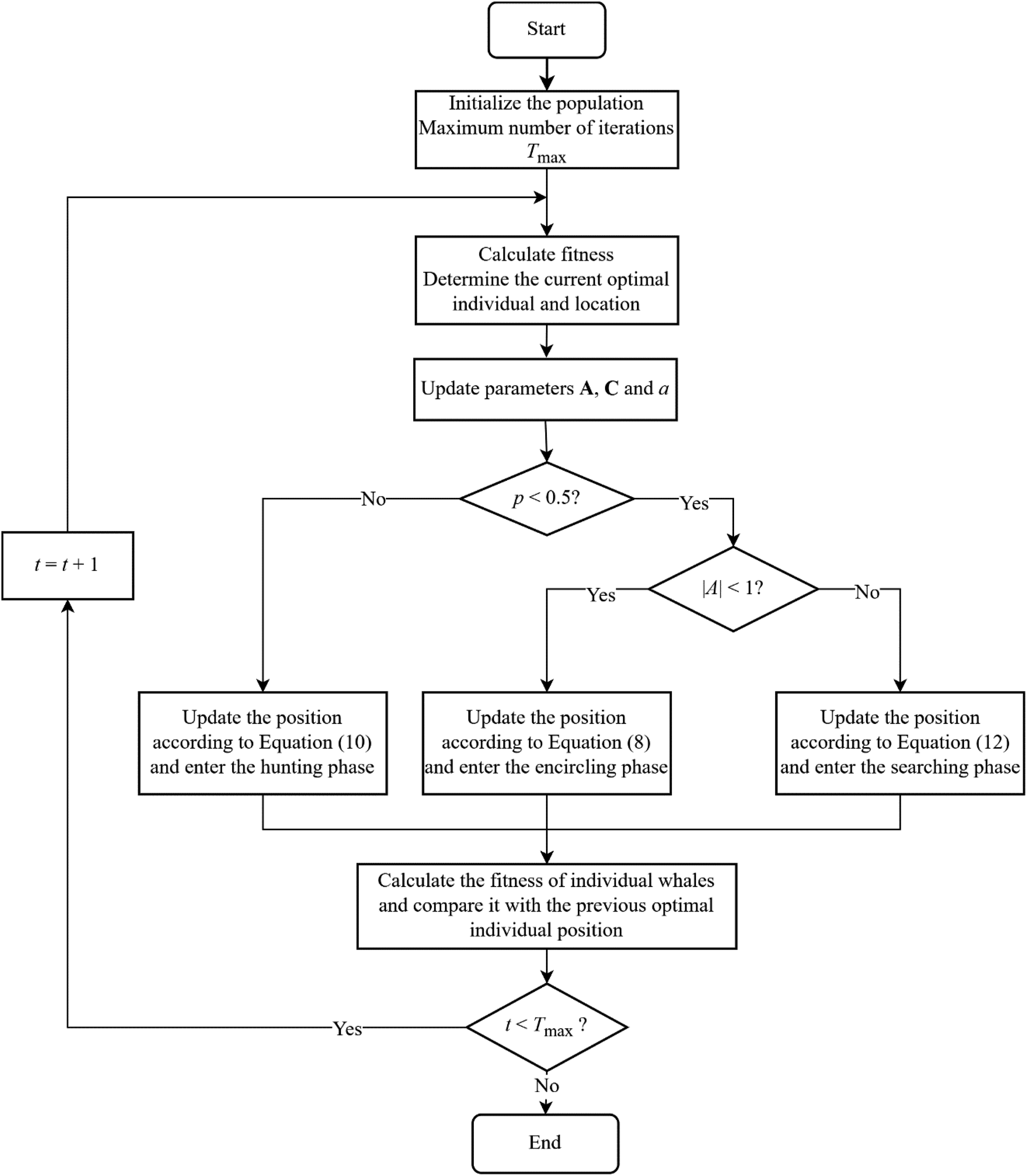
Architecture of the optimized fuzzy PID controller
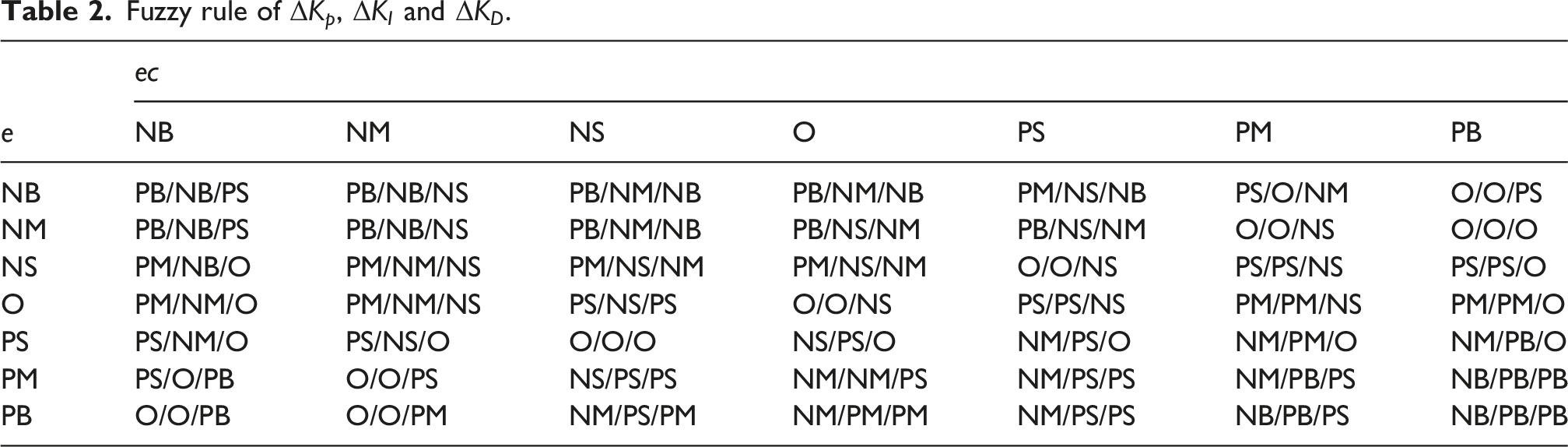
The structure of the WOA-Fuzzy PID controller designed in this study is shown in Figure 11. It employs a dual-input (error e, error change ec), triple-output ( Schematic of the closed-loop temperature control system with the optimized fuzzy PID controller. Fuzzy rule of 
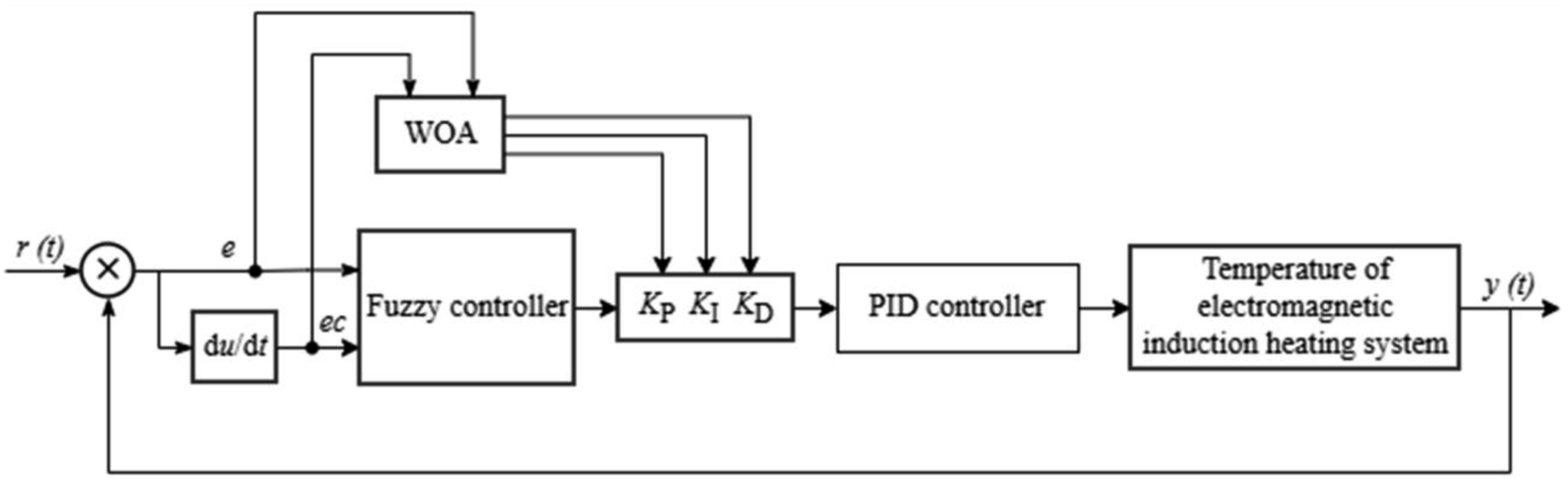
The critical difference from a standard Fuzzy PID lies in the origin of the baseline parameters (
The role of WOA is to offline determine an optimal set of
Parameter encoding
Arrange the parameters to be optimized (e.g.,
Fitness function definition
The fitness function (equation (16)) for the WOA was designed to reflect key process performance metrics: a weighted sum of the Integral of Time-weighted Absolute Error (ITAE) to prioritize rapid settling, and the overshoot to prevent thermal damage to the polymer matrix. This ensures the optimized controller is specifically geared towards the requirements of the CFRP curing process.
WOA optimization procedure
Within the defined parameter bounds, initialize the whale population positions. Execute the WOA iterative process. For each parameter set (i.e., each whale position), construct the corresponding Fuzzy PID controller and perform closed-loop simulation in Simulink using the CFRP dual-coil heating model established above to calculate the fitness value. Through iterations, WOA guides the population to finally converge to the optimal parameter vector that minimizes the fitness function.
Controller deployment
Assign the optimal parameter set obtained by WOA optimization to the Fuzzy PID controller. This controller is then the final design for real-time temperature control of the system.
This data-driven optimization mitigates the dependency on expert experience for initial tuning, systematically tailoring the controller to the specific dynamics of the coupled multi-coil heating process.
Performance evaluation of the control strategy for curing process
Simulation framework for curing process evaluation
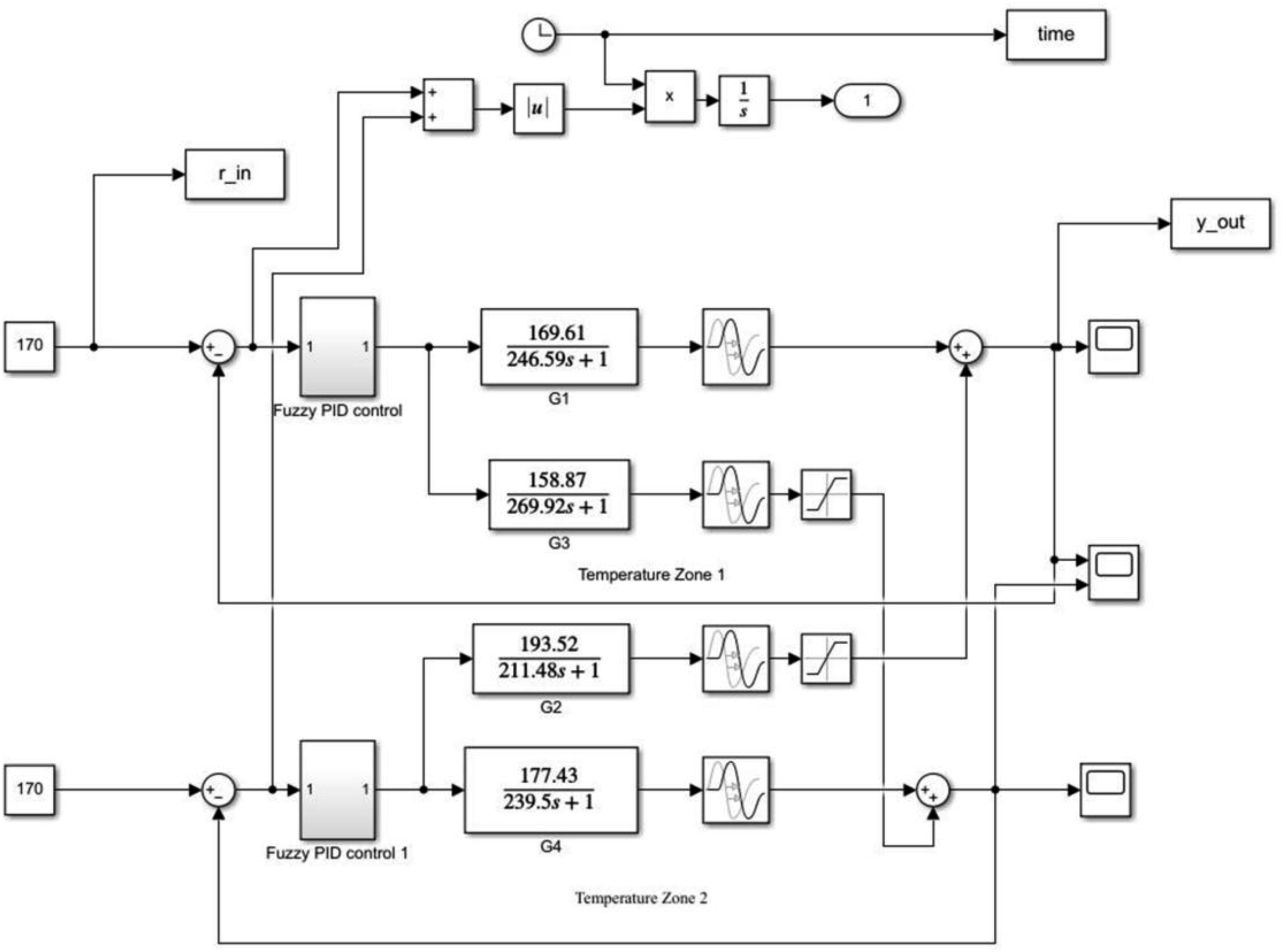
To evaluate the proposed WOA-optimized fuzzy PID controller from a process-engineering perspective, a simulation framework was established in MATLAB/Simulink 2021a (MathWorks, Natick, MA, USA). Its core is the identified dual-zone transfer-function model (equation (17)), which captures the coupled dynamics of the CFRP heating system. The role of the finite element model and the role of the control model are different but complementary: the mesoscopic FE model is used to reveal the electromagnetic-thermal heating mechanism, define the physically meaningful heating zones, and validate the spatial temperature-field behavior, whereas the reduced-order dual-zone model is obtained through system identification for closed-loop controller design and repeated time-domain simulation. This identified model serves as the virtual plant, converting coil power inputs into the temperatures of Zone 1 and Zone 2. The simulation structure is shown in Figure 12. Simulation block diagram for the dual-zone temperature control evaluation.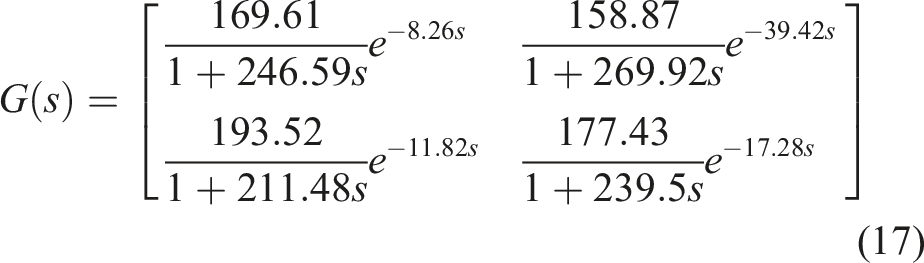
The simulation study was designed to assess four curing-relevant requirements: inter-zone temperature uniformity, overshoot suppression (to avoid resin degradation), rapid stabilization (for process efficiency), and resilience against practical disturbances. Three controllers were compared under identical conditions: a conventionally tuned PID controller, a standard fuzzy PID controller with empirically selected parameters, and the proposed WOA-optimized fuzzy PID controller. The target temperature for both zones was set to 170°C, representing a typical curing window.
Simulation scenarios included an ideal heating phase, analogous to a controlled standard curing cycle, and multiple disturbed scenarios. These disturbances, applied after initial stabilization (at
Analysis of inter-zone temperature uniformity and overshoot
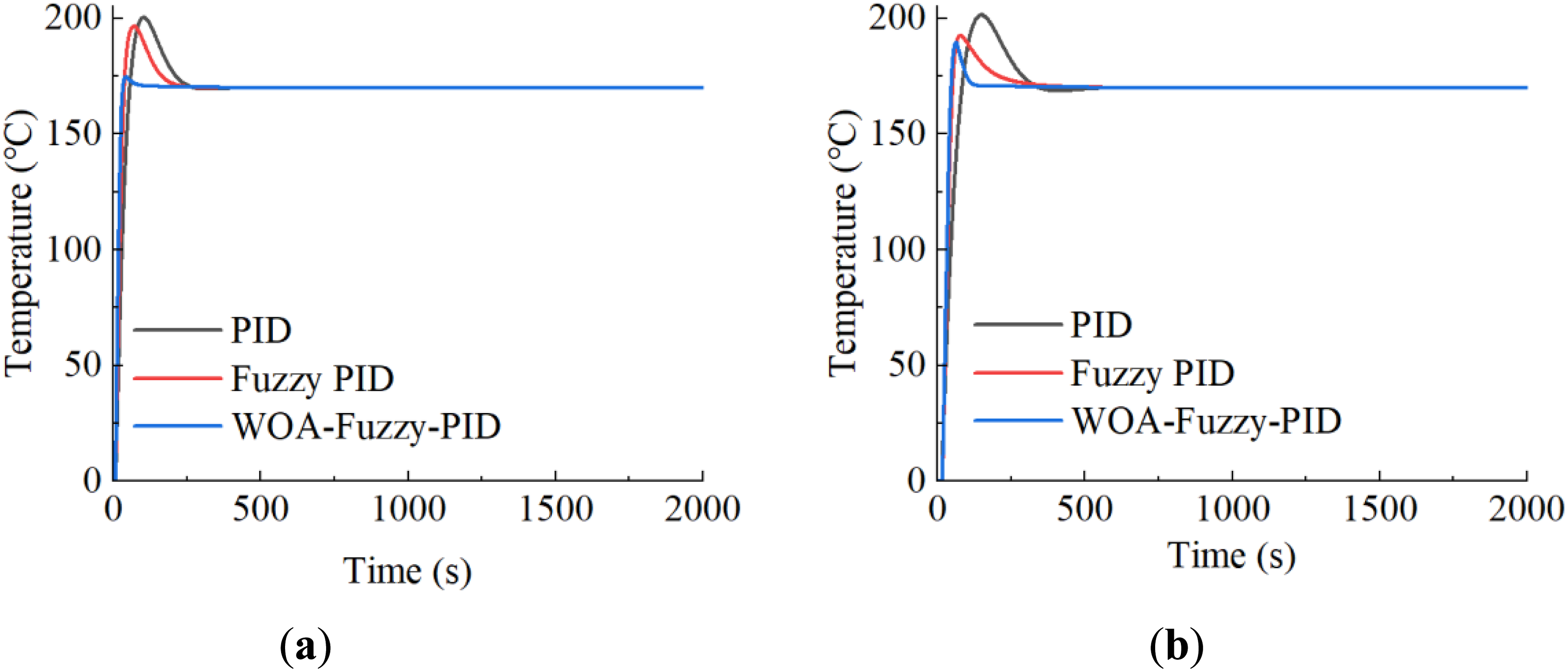
The primary goal of uniform curing necessitates a minimal and consistent temperature difference between heating zones. Figure 13 presents the heating curves for both zones under the three control strategies in the ideal scenario. Temperature tracking performance of different controllers during step heating (undisturbed). (a) Zone 1; (b) Zone 2.
Process efficiency: Stabilization time and response to disturbances
Settling time for process efficiency
Summary of step response performance indices without disturbance.

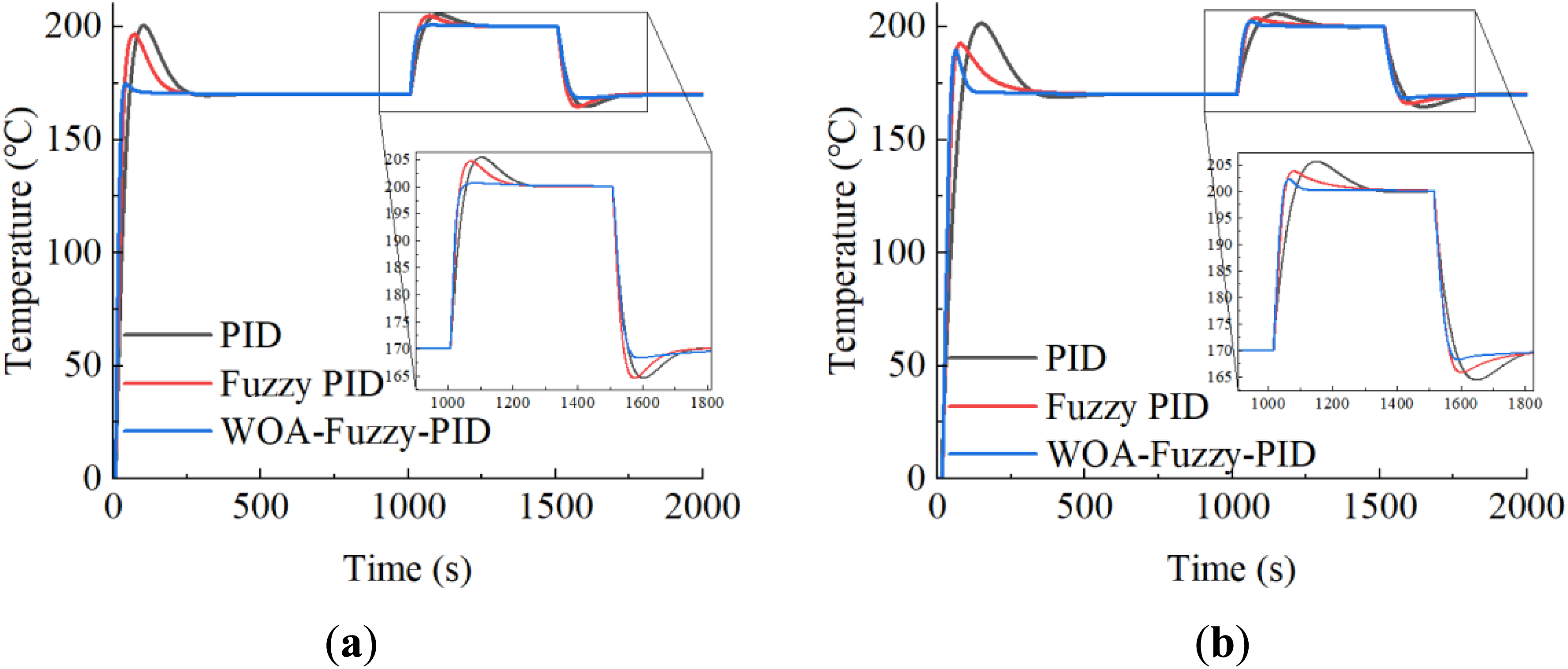
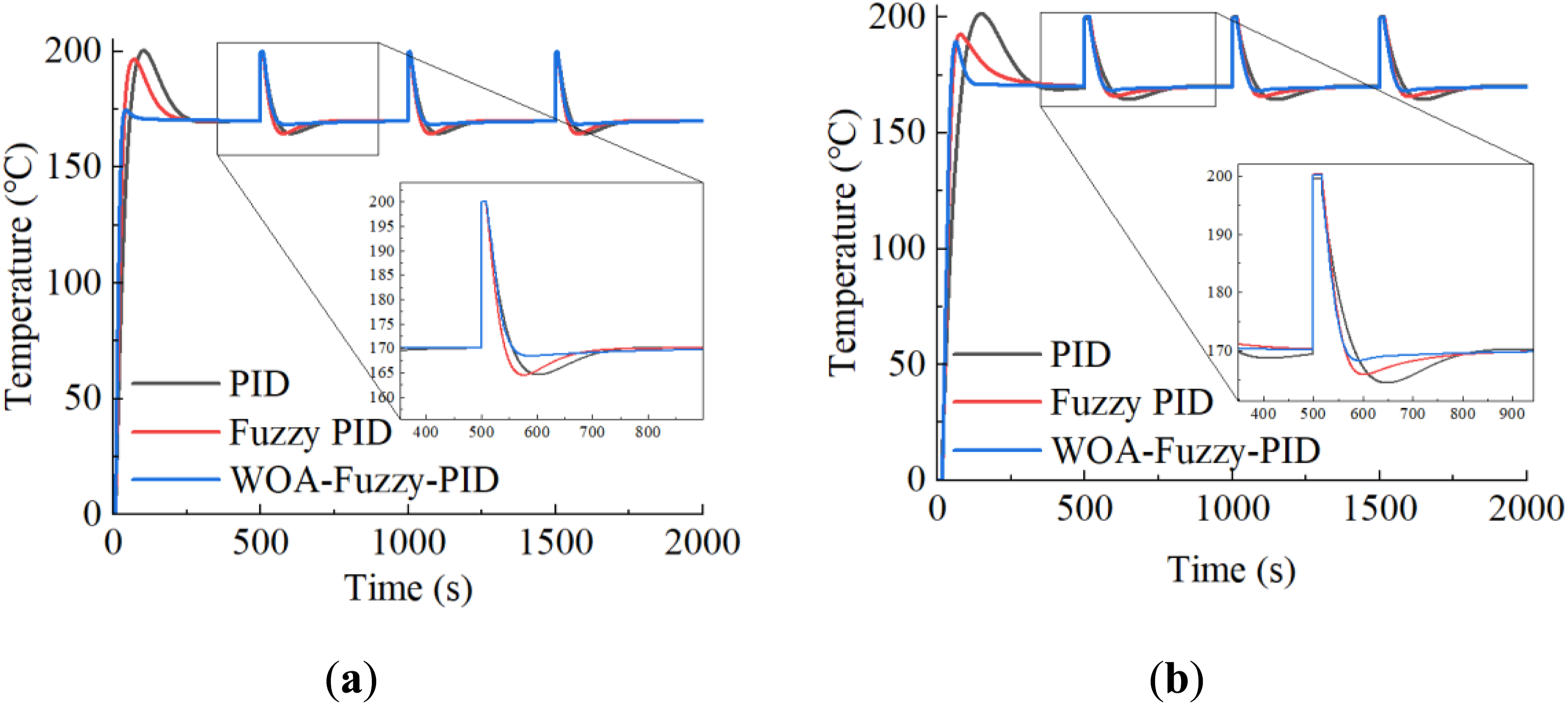
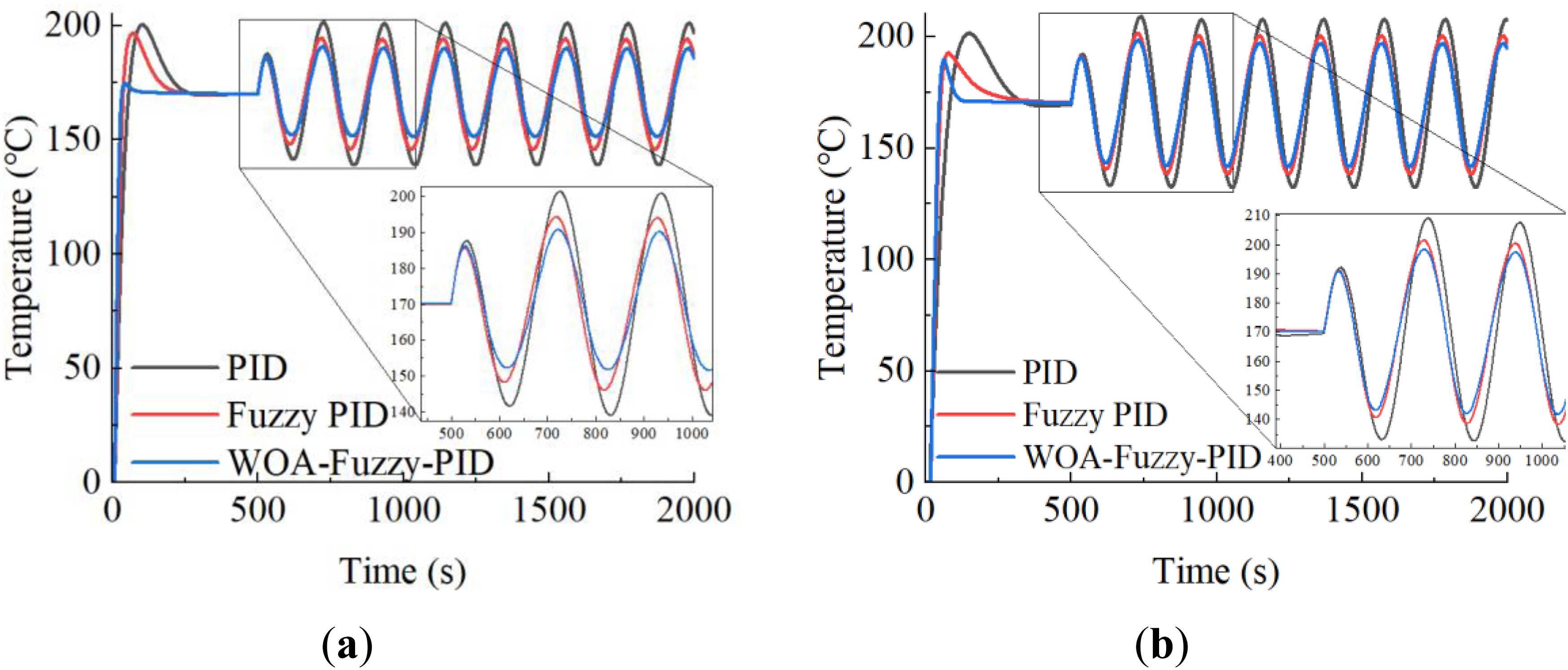
Robustness against process disturbances
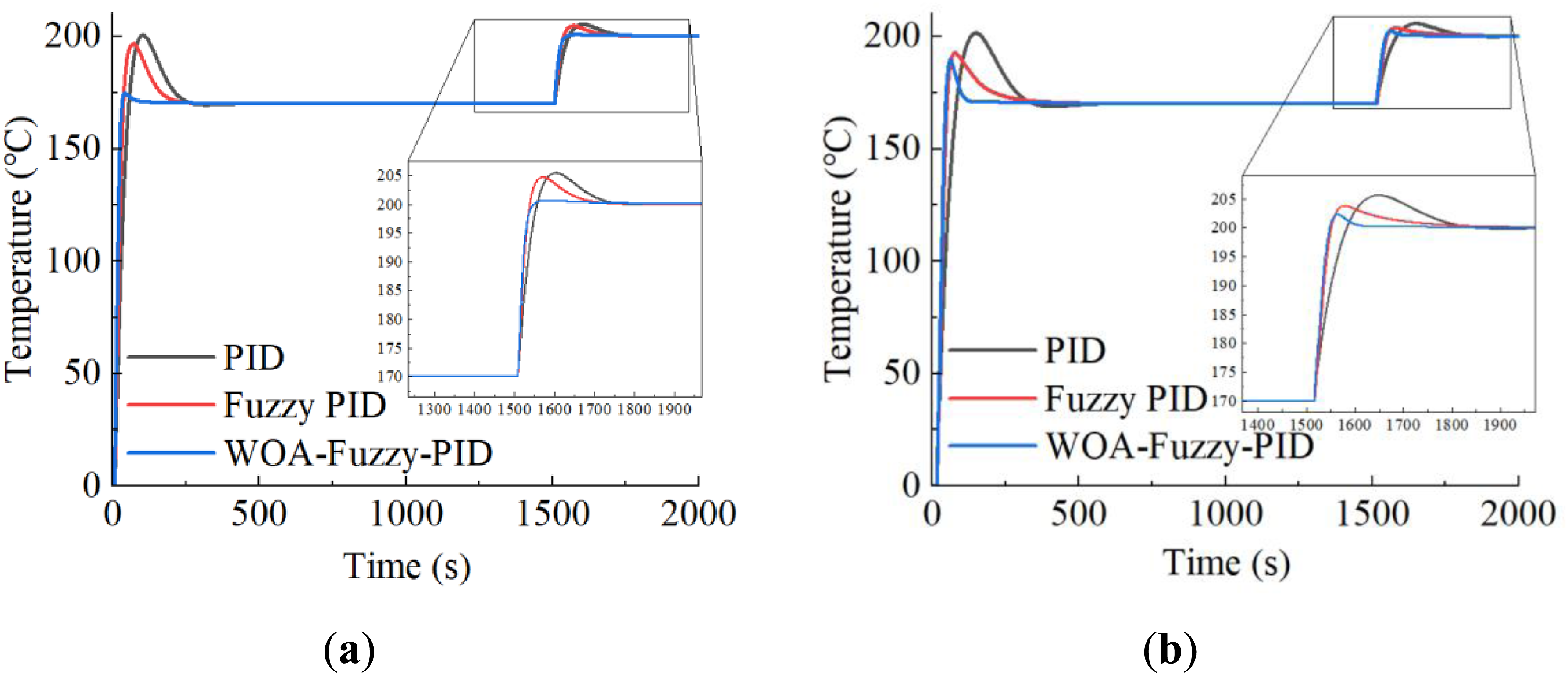
Maintaining a stable temperature field under uncertainty is vital for consistent curing quality. The controllers were subjected to various disturbances simulating real-world instability (Figures 14–17). The periodic overshoots visible in some responses were not an intentional control target; rather, they reflect residual oscillatory dynamics of the coupled dual-zone plant, together with the aggressive transient correction introduced by fuzzy retuning after setpoint tracking and disturbance recovery. In the revised interpretation, these oscillations should therefore be understood as a dynamic consequence of the simulated coupled system, and minimizing them remains part of the control objective. Robustness of controllers against step disturbances during the curing process. (a) Response in Zone 1; (b) Response in Zone 2. Robustness of controllers against square wave disturbances during the curing process. (a) Response in Zone 1; (b) Response in Zone 2. Robustness of controllers against pulse disturbances during the curing process. (a) Response in Zone 1; (b) Response in Zone 2. Robustness of controllers against sinusoidal disturbances during the curing process. (a) Response in Zone 1; (b) Response in Zone 2.
The simulation results demonstrate that the WOA-Fuzzy PID controller effectively addresses the core challenges identified for multi-coil heating:
These performance attributes directly translate to tangible benefits for the manufacturing process: reduced scrap from thermal damage or uneven curing, increased production rate potential, and enhanced overall reliability of the induction heating method for fabricating high-performance CFRP components.
Discussion
This study proposes an integrated route from mesoscopic mechanism analysis to intelligent control design for addressing temperature non-uniformity in multi-coil CFRP induction heating. Beyond improved control performance, the results suggest better curing consistency and process reliability, both of which are critical for CFRP manufacturing. This section discusses why the controller performs effectively, how the work relates to existing studies, and what limitations remain.
The standard fuzzy PID controller provides adaptability through rule-based real-time adjustment of PID parameters, offering advantages over fixed-gain PID in nonlinear systems. However, its effectiveness depends heavily on the initial configuration of membership functions and rule bases. In strongly coupled dual-coil systems, empirically tuned rules may result in conservative or conflicting actions, limiting inter-zone coordination.
The Whale Optimization Algorithm mitigates this limitation by conducting a global offline search for suitable baseline and fuzzy parameters tailored to the identified coupled dynamic model. The optimization minimizes a fitness function that balances response speed and overshoot suppression. As a result, the controller operates from a near-optimal configuration, while fuzzy logic performs fine adjustments during operation. Importantly, the optimized parameters implicitly compensate for inter-zone coupling, enabling coordinated coil regulation from the early transient stage. This explains the reduced overshoot, faster stabilization, and improved synchronization between zones—factors essential for maintaining a safe curing window and promoting through-thickness uniformity.
Existing research on CFRP induction heating largely falls into two categories: material-level multiphysics modeling and generic control-algorithm application. Compared with those studies, the novelty of the present work is not merely the use of a WOA-tuned fuzzy PID controller. Rather, the contribution lies in integrating three levels that are usually treated separately: mesoscopic mechanism analysis of non-uniform Joule heating, control-oriented identification of a coupled dual-coil dynamic model, and curing-oriented controller optimization focused on overshoot suppression, inter-zone synchronization, and disturbance rejection. In this sense, the proposed framework is intended to bridge the gap between high-fidelity induction-heating analysis and practically deployable temperature-control design for multi-coil CFRP curing.
It is important to note that the adopted evaluation criteria—overshoot suppression, settling time, inter-zone synchronization, and disturbance rejection—are directly associated with curing safety, uniformity, and stability. By optimizing the controller with these process-driven objectives, temperature regulation becomes explicitly aligned with the broader goal of consistent and high-quality part fabrication.
Despite promising simulation results, certain limitations remain. First, validation is currently model-based. Although the dynamic model originates from a validated finite element framework, real industrial implementation involves additional uncertainties such as sensor noise, actuator dynamics, unmodeled heat losses, and possible discrepancies between the reduced-order control model and the true distributed thermal field. Experimental validation on a physical multi-coil platform is therefore a necessary next step.
Second, the control objective focuses on temperature regulation rather than direct cure-degree control. The present study did not explicitly model the exothermic heat released by the epoxy curing reaction, nor did it experimentally validate spatial variations in degree of cure. Therefore, the current results should be interpreted as a temperature-control study rather than a full cure-kinetics analysis. Integrating a simplified cure-kinetics model with exothermic heat generation into the framework would enable the transition from temperature tracking to cure-state regulation and would substantially strengthen the practical relevance of the method.
Finally, the study considers a dual-coil configuration. Industrial systems with larger coil arrays introduce higher-dimensional coupling and scalability challenges. Future work should investigate model extension, parameter optimization under increased degrees of freedom, and potentially decentralized or distributed control architectures.
Conclusion
This study addressed a system-level manufacturing challenge in CFRP processing: achieving uniform and reliable curing under multi-coil induction heating. The novelty of the work lies in combining mesoscopic mechanism analysis, coupled dynamic modeling, and curing-oriented controller optimization within one integrated framework, rather than treating these tasks as separate modeling and control problems. In particular, the study clarified how anisotropic current paths and inter-coil coupling generate non-uniform heating, converted those coupled dynamics into a control-oriented dual-zone model, and then used WOA to tune a fuzzy PID controller for curing-relevant objectives.
Compared with conventional PID and standard fuzzy PID control, the proposed WOA-optimized fuzzy PID controller achieved more favorable curing-relevant performance. In the primary zone, overshoot was reduced to 2.81% and the settling time was shortened to 100s; more importantly, the controller improved inter-zone synchronization and maintained stronger robustness under step, pulse, square wave, and sinusoidal disturbances. From a processing perspective, these improvements reduce the risk of local resin degradation, shorten stabilization time, and support a more uniform thermal history across the part.
The strategy is attractive for industrial implementation because it balances control effectiveness with practical feasibility. By using offline metaheuristic optimization, the controller compensates for strong electromagnetic–thermal coupling and nonlinear dynamics without imposing a heavy online computational burden. This feature is especially relevant for induction-based CFRP processing scenarios that demand reliable thermal regulation but cannot easily accommodate more computationally intensive online optimization.
Overall, the contribution of this work lies in its curing-oriented integration of physics-based analysis and control design. By explicitly linking mesoscopic mechanism understanding with dynamic modeling and controller configuration, the proposed framework aligns temperature regulation with process-quality objectives instead of treating tracking performance in isolation. Future work will focus on four directions: 1. Experimental validation on a physical multi-coil platform; 2. Incorporation of cure-kinetics models for direct degree-of-cure control; 3. Extension to larger coil arrays with stronger multivariable coupling; 4. Integration with data-driven or digital-twin-based supervisory control for online adaptation.
Footnotes
Ethical considerations
Ethical approval was not required.
Author contributions
Conceptualization: N. Y. and T. F.; methodology: N. Y.; software: N. Y. and T. F.; validation: N. Y., T. F., and B. H.; writing—original draft preparation: N. Y.; writing—review and editing: B. H. and X. S.; visualization: B. H. and X. S.; supervision: T. F.; project administration: T. F. and N. Y.; funding acquisition: T. F. and N. Y. All authors have read and agreed to the published version of the manuscript.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by National Natural Science Foundation of China under Grant 52303031, Doctoral Research Startup Fund Project of Shanxi Datong University under Grant 2021-B-15.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.