
Abstract
The European Directive on end-of-life vehicles (ELVs) fundamentally changed the business philosophy of the European vehicle recycling system, which was exclusively profit-oriented. As the dominant participants of this system, vehicle recycling plants (VRPs) are especially affected by its implementation. For VRPs to successfully respond to the prescribed eco-efficiency quotas, investment will be needed to procure modern sorting equipment as well as to achieve full transformation of their production process. However, before VRPs decide to make this very important investment decision, it is necessary to determine the adequacy of such a decision in detail. Consequently, the following questions become unavoidable: Can modernly equipped VRPs conduct profitable business? Are eco-efficiency quotas actually attainable? How will the new changes in vehicle design influence VRPs? To provide answers to these essential questions, a production planning model of a modernly equipped VRP was first developed and then tested extensively using real data. Based on the answers provided by the proposed model testing analysis it was concluded that VRP transformation is not only necessary but completely justified and that the final success of the ELV Directive is realistic.
Keywords
Introduction
End-of-life vehicles (ELVs) represent one of the most serious waste flows in the EU; approximately 6.34 million were processed in 2008 alone (EDCW, 2011). That is why the EU enforced the ELV Directive in September 2000 (2000/53/EC), intending to gradually reduce waste from vehicles and increase vehicle reuse and recycling. This directive fundamentally changed the business philosophy of the European vehicle recycling system that had been used for decades and had been exclusively profit-oriented. According to the ELV Directive (EU, 2000), which first took effect on 1 January 2006, vehicle recovery must reach a minimum of 85% by weight per vehicle (with a maximum energy recovery of 5%), of which a minimum of 80% will have to be reusable and recyclable material. By 1 January 2015, recovery requirements will rise to a minimum of 95% (with the maximum energy recovery raised to 10%), of which a minimum of 85% will have to be reusable and recyclable material.
As dominant participants in the vehicle recycling system, all vehicle recycling plants (VRPs) have been especially affected by the implementation of the ELV Directive. Moreover, the VRP production process requires full transformation so that VRPs can successfully respond to the previously emphasized eco-efficiency quotas. Those quotas, in particular, represent one of the most important and questionable measures of the ELV Directive; thus, a comprehensive analysis of their current and future influence on VRPs is inevitable. The required investment of VRPs in the procurement of modern sorting equipment is considered acceptable only if the following questions result in satisfactory answers:
Can modernly equipped VRPs conduct profitable business?
Are eco-efficiency quotas actually attainable?
How will the new change in vehicle design influence VRPs?
To provide answers to these essential questions, a production planning model of a VRP was first developed and then tested extensively using real data. Based on the results, opinions were provided on the justifiability of investing in modern equipment procurement and also on the final success of the ELV Directive.
Literature review
The relevant literature for our contribution originates from different streams of research, but from a domain-oriented point of view, the work on vehicle-recycling planning is only relevant. However, due to the complexity of this subject, very few research papers have been published. A detailed analysis of these papers is necessary to identify the key directions for the further development of this very important and dynamic research area.
Isaacs and Gupta (1997) were the first researchers to model automotive recycling infrastructure using the goal programming (GP) method. Boon et al. (2003) expanded Isaacs and Gupta’s (1997) mathematical formulation for the recycling infrastructure to assess materials streams and process profitability for several clean-vehicle cases. Boon et al. (2001) used GP to model the auto recycling infrastructure and investigate materials streams and process profitability for several aluminium-intensive vehicle-processing scenarios. Johnson and Wang (2002) created two types of optimization models: an American model, the only one that is focused on profit, and an EU model in which optimization depends on the defined vehicle recovery rate. Consequently, the researchers were able to conclude that it was not possible to renew 95% of the average weight of ELVs with existing equipment. Bellmann and Khare (2000) conducted a comprehensive study on ELV recycling systems. Numerous economic issues involved in developing markets for recycled parts were thoroughly analysed, and the concept of ‘critical mass’ of returns for profitable recycling was suggested. Ladjouze and Rahimifard (2004) presented a cost breakdown structure with parametric cost drivers and proposed a decision support tool for the recovery of process costs. Van Schaik and Reuter (2004) critically reviewed the vehicle recycling rate used in the ELV Directive and proposed two novel definitions of the vehicle recycling rate based on the various distribution functions for the lifetime, car weight and composition. Moreover, they used simulation models to characterize fundamental physical recycling limits for vehicle recycling. Ferrao & Amaral (2006) developed individual technical-cost models of vehicle dismantlers and VRPs to assess the influence of the ELV Directive on the profitability of recycling infrastructure. They identified that the main parameters affecting VRP economics are associated with ferrous scrap, namely its separation efficiency, the international price and the ferrous content of vehicles. Kumar and Sutherland (2008) provided an overview of studies on the vehicle recovery infrastructure and identified the following limitations in the available mathematical models: inadequate description of the complex material flows and economic transactions within the infrastructure, minimal consideration of market factors (such as scrap-metal prices), lack of consideration for government policies and limited variety of examined future scenarios. Williams et al. (2007) proposed a recycling planning model for VRPs to make short-term tactical decisions regarding the extent to which materials should be processed and reprocessed through multiple passes. In addition, their model determines whether to combine materials for shipment. Qu and Williams (2008) formulated the vehicle reverse production planning and pricing problem in a nonlinear programming model and developed an approximate supply function for hulks ordering when adjacent shredders price independently. Coates and Rahimifard (2009) developed a post-fragmentation separation model capable of simulating the value-added processing that a piece of automated separation equipment can have on a fragmented ELV waste stream. The model takes the input composition of the ELV waste stream and determines the most likely route of each material flow. Chen et al. (2010) thoroughly described the principles and characteristics of the ELV recycling system in Taiwan and concluded that improving and optimizing the process of tactical and operational planning is necessary to make recycled materials more competitive.
From the review of prior literature, it is evident that the production planning problem associated with VRPs has been mostly neglected in previous research efforts, especially in the case of the EU legislative environment. Based on the motivation for this research emphasized in the introduction of this paper and the identified gap in the literature, in the present study a vehicle recycling plant production planning model was formulated and comprehensively tested.
Modelling production processes in a vehicle recycling plant
A detailed flow sheet is the starting point for the formulation of the VRP production-planning model and is presented in Figure 1. It contains a network of various unit operations necessary for processing numerous material flows, ranging from shredding to metal-producing processes, and therefore provides the configuration of a VRP. The process configuration is designed to be highly flexible, and its structure directly depends on the specific environmental requirements imposed by a specific ELV recycling policy (i.e. reuse/recycling and recycling/recovery quotas from the ELV Directive) and present economic factors. In addition, any possible vehicle hulk quantity and processing route can be viewed and assessed as a potential solution to the analysed planning problem.
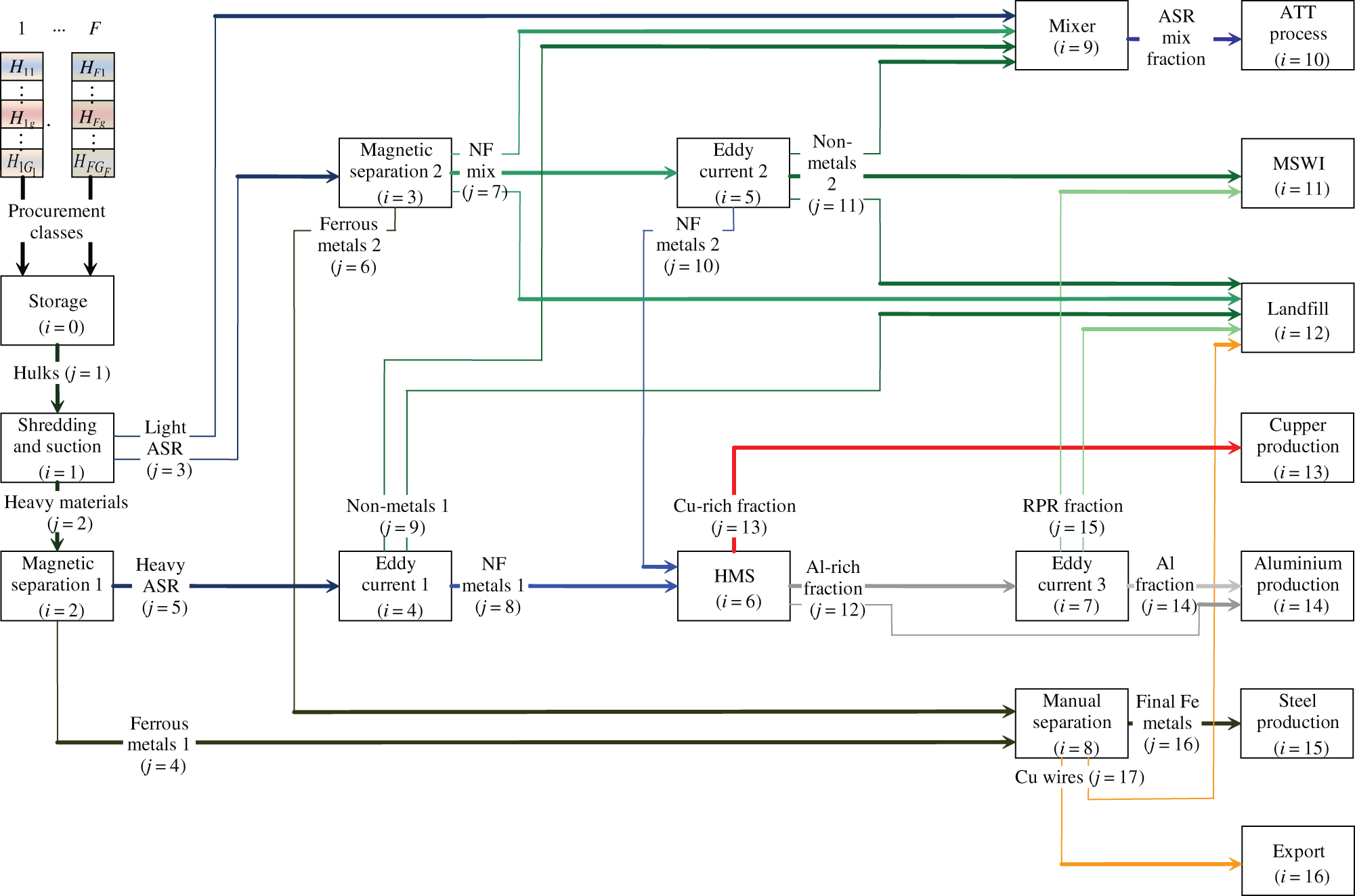
Flow sheet of the vehicle recycling plant.
A number of procurement classes are available for a VRP, each of which has more than one type of hulk present. As each type of hulk is characterized by a specific composition of materials, the general material composition of each class will obviously depend exclusively on the share of the hulk type belonging to it (Figure 1). When procurements arrive, they are unloaded from transportation vehicles and forwarded to storage. Hulks planned for recycling are taken over from there and transported to a shredder, which is the core element of every VRP. The shredder shreds the hulks into mostly fist-size chunks to liberate metals from everything else. A heavy-duty cyclone is installed on top of the shredder to vacuum the light automobile shredder residue (ASR) fraction. This fraction can be further sorted or shipped to an advanced thermal treatment (ATT) plant. If the first option is chosen, then the second magnetic sorter separates this material flow to ferrous metals 2 and non-ferrous (NF) mix fractions. The NF mix can also be further sorted to extract NF metals, be sent to an ATT plant, or be disposed of as landfill. If the first option is chosen, then the second eddy current sorter (ECS) separates this material flow into NF metals 2 and a second fraction of non-metals, which will then be routed to the optimal destination. The heavy materials fraction passes through the first magnetic sorter, which diverts the ferrous metals 1 from the heavy ASR fraction. Market requirements dictate that both fractions of ferrous metals be first manually treated along a conveyor for possible impurities (especially for insulated Cu wires), and only then can they be sold to the steel industry. For instance, scrap steel can be 100% recycled, and it forms 70% by weight of all the metals used in secondary production (Townend, 2011). As for the fraction of insulated Cu wires, two routes are possible: export and (manual) recycling in countries with low labour costs or landfill disposal. The heavy ASR fraction is forwarded to the first ECS, which separates it into NF metals 1 and the first fraction of non-metals. The first and the second NF metals fractions are then routed to a heavy media sorter (HMS), which separates those into Al-rich and Cu-rich fractions. The Al-rich fraction can be sold as is or routed to a third ECS for further refinement from the rubber, plastics and the remaining (RPR) fraction. The isolated RPR fraction can be either incinerated in a municipal solid-waste incinerator (MSWI) or landfilled.
The vehicle recycling plant production planning model
The proposed model tackles a tactical production planning problem in a European VRP. Its objective is to maximize the VRP’s profit over the planning horizon. The formulated model provides optimal procurement, storage, processing, recycling and landfill disposal route decisions. Based on definitions provided in the Notation list at the end of the paper, the problem can be formulated as a linear programming model.
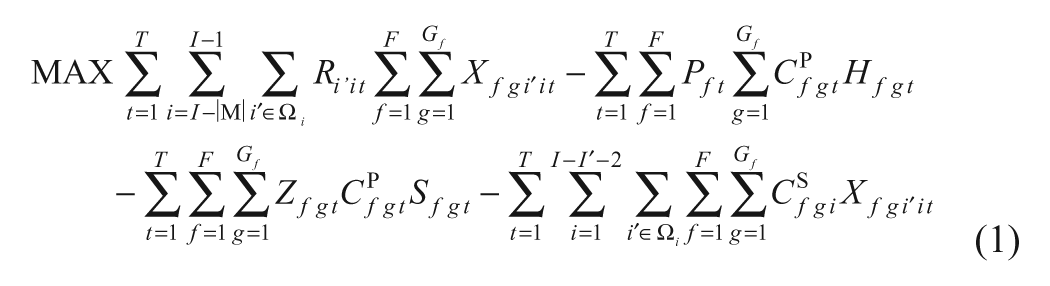
subject to:
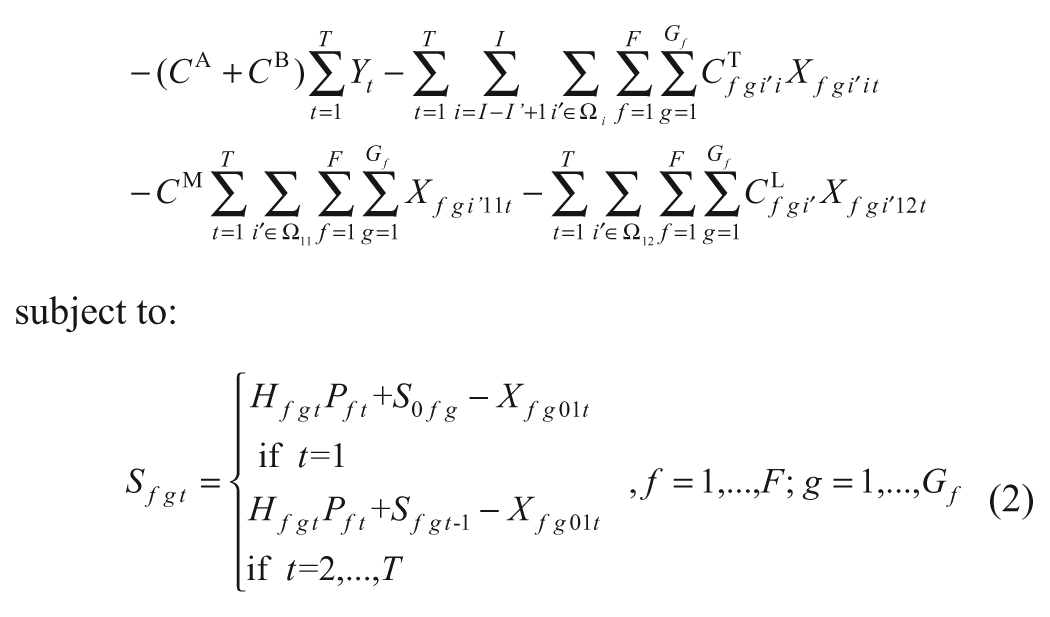









In the objective function (1), the first term represents income from the sale of the isolated metals, the second term calculates the procurement cost, the third term represents the storage cost of hulks that have not been assigned for recycling, the fourth term represents material processing costs, the fifth term represents the composite (processing and transport) cost of the ATT, the sixth term represents costs associated with transportation to the final destinations, the seventh term represents the cost of combustion in MSWI and the last term calculates the landfill disposal cost.
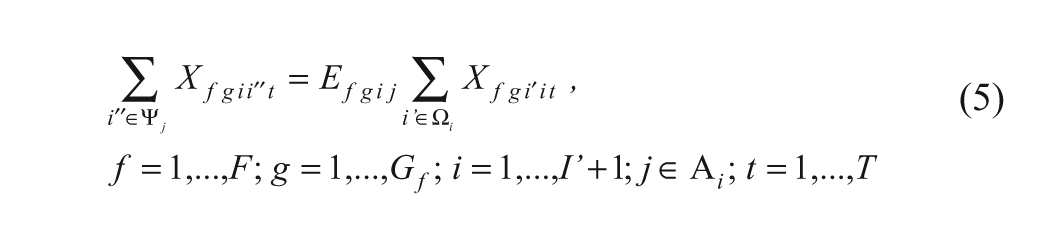
Constraints (2) enforce the inventory balances, and constraints (3) ensure the safety stock level of vehicle hulks. Constraints (4) represent the processing capacity of available sorting entities, and constraints (5) maintain their material flow balances. The mixer has been defined in the model to combine the various residual fractions with the ASR mix fraction, and constraints (6) describe the mixing operation. Constraints (7) to (9) represent specific eco-efficiency requirements imposed by the ELV Directive. Specifically, these constraints demand that the percentage of recycling cannot be less than the prescribed recycling quota (constraints (7)), the percentage of recovery cannot be less than the prescribed recovery quota (constraints (8)), and the percentage of energy recovery cannot be larger than the prescribed energy quota (constraints (9)). The type of EOL operation (recovery, recycling, energy recovery or disposal) is determined according to definitions from the new EU directive on waste (2008/98/EC). Finally, constraints (10) to (13) define the value domain (i.e. non-negativity) of decision variables.
Case study
To answer the questions raised in the introduction of this paper, the following scenarios were investigated.
Scenario 1 – valid quotas (valid since 1 January 2006). The VRP has to guarantee that the recycling rate and recovery rate do not fall below 80 and 85%, respectively, and that the energy recovery rate does not exceed 5%.
Scenario 2 – future quotas (valid beginning 1 January 2015). The VRP has to guarantee that the recycling rate and recovery rate do not fall below 85 and 95%, respectively, and that the energy recovery rate does not exceed 10%.
The ELV Directive simply defined ‘vehicle’ as any vehicle designated as class M1 (passenger vehicles with less than eight seats in addition to the driver’s seat) or N1 (vehicles used for the carriage of goods whose maximum weight does not exceed 3.5 tonnes), and three-wheel motor vehicles (Vidovic et al., 2011). In this case study, two prevailing types of M1 and N1 vehicle hulk classes, steel-intensive (SI) and aluminium-intensive (AI), were analysed Therefore, the special case of a vehicle design change influencing a VRP’s business, i.e. the influence of the reduction of its weight was investigated by substituting ferrous metals with Al. As a result, the above-mentioned scenarios formed 121 test problems each by varying the share of SI-type hulks in each procurement class in the interval of 0–100% with 10% steps.
To test the proposed model, the necessary data was collected from a great number of peer-reviewed papers and published scientific studies [Supplement].
Results and discussion
Optimal decisions for all test problems were solved using the CPLEX 12.2 solver. Testing of the proposed model showed that during every planning period, the quantity of procured hulks was exactly the same as the maximum capacity of shredding (3560 tonnes per week) and that VRPs aim to attain the maximum possible quantity and quality of sorted metal flows, regardless of the hulk category. For instance, the Al-rich fraction is always additionally purified because the additional income always exceeds the costs of its sorting and the additional manipulation of the RPR fraction. However, the import possibilities of Cu wires have primacy over landfilling.
Regarding scenario 1, valid eco-efficiency quotas were reached in all created test problems, while the rates of recovery, recycling and energy recovery were on average 85.07, 83.15 and 1.92%, respectively. The resulting functional dependence of profit made from general material compositions of hulk classes is presented in Figure 2. As shown in Figure 2, the change in the M1-SI category share will have a more significant influence (> 5%) on the VRPs’ profitability only when the SI type attains a larger share in the N1-class procurement. However, the change in the N1-SI category share always influences the level of profit, although its effect is noticeably limited by the improvement in the quality of the first class procurement (i.e. by the reduction of the M1-SI category share). The same figure leads to the conclusion that the NF metal share in certain hulk categories was actually the basis for creating the optimal procurement plan (Figure 3) as well as production plan. This is entirely logical, and because isolated NF metals can be sold at a price that is 4.5 (Al-rich fraction) to almost 8 (Cu-rich fraction) times higher than that of isolated ferrous metals [Supplementary Table S4], their share in hulks and the situation on the metal market will evidently present only drivers of the production planning process of the modernly equipped VRPs. In compliance with the above-mentioned conclusions and based on the adopted material composition of certain hulk categories [Supplementary Table S1], from the NF-metal-share perspective (i.e. ‘profitable’ perspective) the most desired category is N1-AI (with 19.65% share), while the least desired category is M1-SI (with 10.54% share). For exactly the same reason, the highest profit was made in test problem 1 (€2 947 013.93 or €206.95 per tonne of recycled hulks), when the second procurement class consisted exclusively of AI-type hulks. Conversely, the lowest profit was recorded in test problem 11 (€2 375 890.98 or €166.85 per tonne of recycled hulks), when both offered classes consisting exclusively of SI-type hulks. Ultimately, because hulk types belonging to the second procurement class have ‘profit’ ranks of 1 and 3, this class dominated throughout scenario 1 (average share of 70.71%) and was ordered more in 88 test problems.
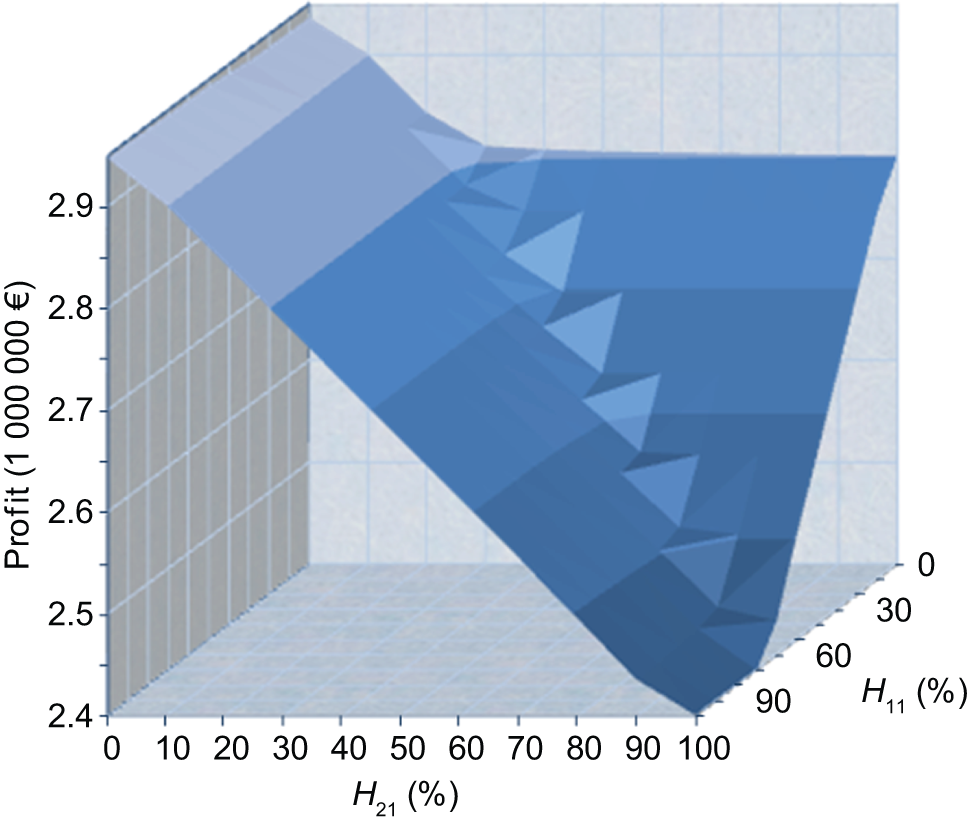
Functional dependence of profit made from general material compositions of vehicle hulk classes in the case of valid quotas.
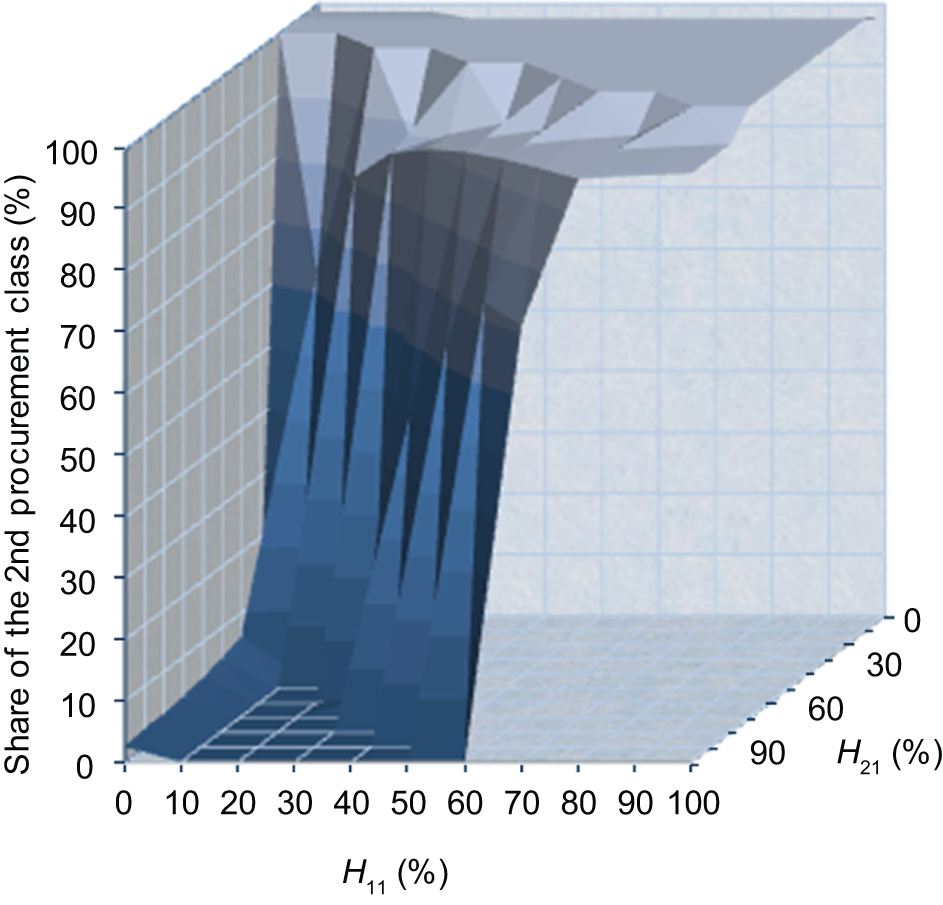
Optimal procurement plan in the case of valid quotas.
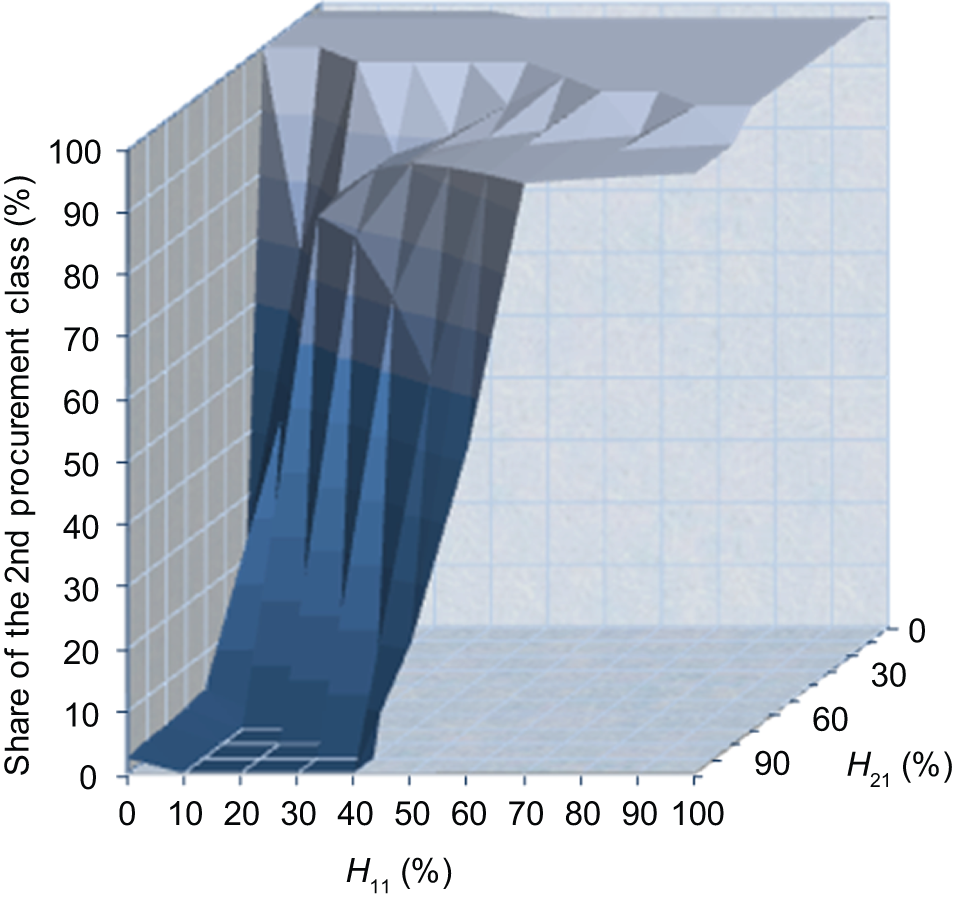
Regarding scenario 2, future eco-efficiency quotas were reached in all test problems created, so we are led to conclude that the success of phase 2 of the implementation of the ELV Directive was not jeopardized. The average rate of energy recovery was 9.87%, whereas the MSWI and ATT plants contributed 7.08 and 2.79%, respectively. During this process, 5.36% of the production total went through the advanced thermal treatment, and 9.33% was combusted. Figure 4 presents the obtained functional dependence of profit made from general material compositions of hulk classes. As shown in Figure 4, the change in the N1-SI category share always significantly influences (> 5%) the level of profit made, whereas its effect is noticeably limited by the improvement in the quality of the first class procurement. However, the change in the M1-SI category share will have a more significant influence on the VRPs’ profitability only when the N1-SI category share is not lower than 70%. Regarding the analysis of the optimal procurement plan (Figure 5), the second class procurement was ordered more in 98 test problems, with an average share of 78.41%. The change in procurement plan is obvious, meaning that the even more dominant second class procurement was a direct consequence of introducing more rigorous quotas. Thus, when determining the optimal procurement plan, special attention must be paid not only to the mentioned NF metal share and the situation on the metal market but also to the ASR share in the analysed hulk categories. In accordance with the adopted material composition and the ASR-share perspective (i.e., “ecological” perspective), the most desired category is N1-SI (with 13.39% share), and the least desired category is M1-AI (with 18.60% share). Moreover, the highest profit was made in test problem 1 (€2 787 360.34 or €195.74 per tonne of recycled hulks), when the second procurement class consisted exclusively of AI-type hulks (with the profit rank 1). However, the lowest profit, as well as the best ecological result (recycling rate value of 86.17%), was recorded in test problem 11 (€2 297 337.41 or €161.33 per tonne of recycled hulks), when both offered classes consisted exclusively of SI-type hulks (with a low profit and high ecology rank). Although generally a slightly lower profit was noticed in scenario 2 (i.e. €5.52–11.21 per tonne of recycled hulks), the continuous change in the composition of the world vehicle fleet, which is beginning to use AI types more and more, should be expected to lead to the increasing availability of procurements of ‘better quality’ for VRPs. In this way, they will even have the opportunity to improve their profitability after 1 January 2015.
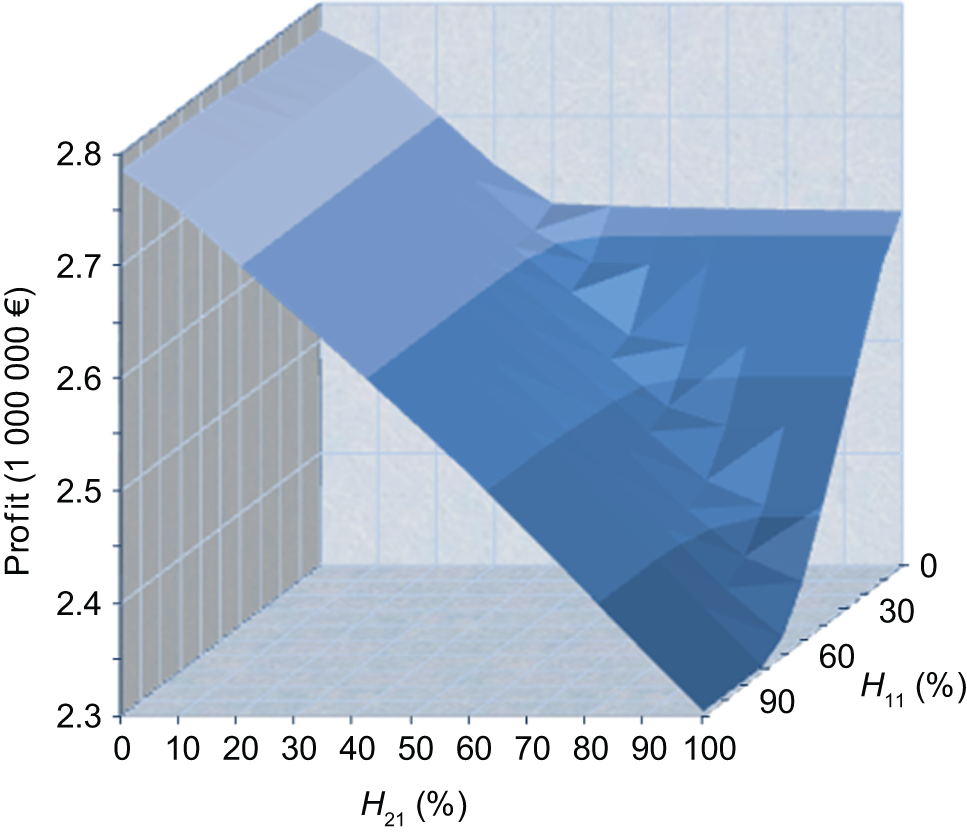
Functional dependence of the profit made from general material compositions of vehicle hulk classes in the case of future quotas.
Optimal procurement plan in the case of future quotas.
Sensitivity analyses
To validate the applicability of the developed model and previously presented results, it was necessary to carry out sensitivity analyses. First, the stability of the previous results was investigated with a sensitivity analysis of the Al and Cu prices. The prices were increased and decreased by 50% with 10% steps with respect to 121 base cases. As a result, 4840 new problem instances (2420 per investigated scenario) were created and solved to optimality. In Figure 6, for each analysed value of the observed parameters, the average profitability of the corresponding 121 base cases is shown. However, if both analysed parameters have an important influence on the VRP
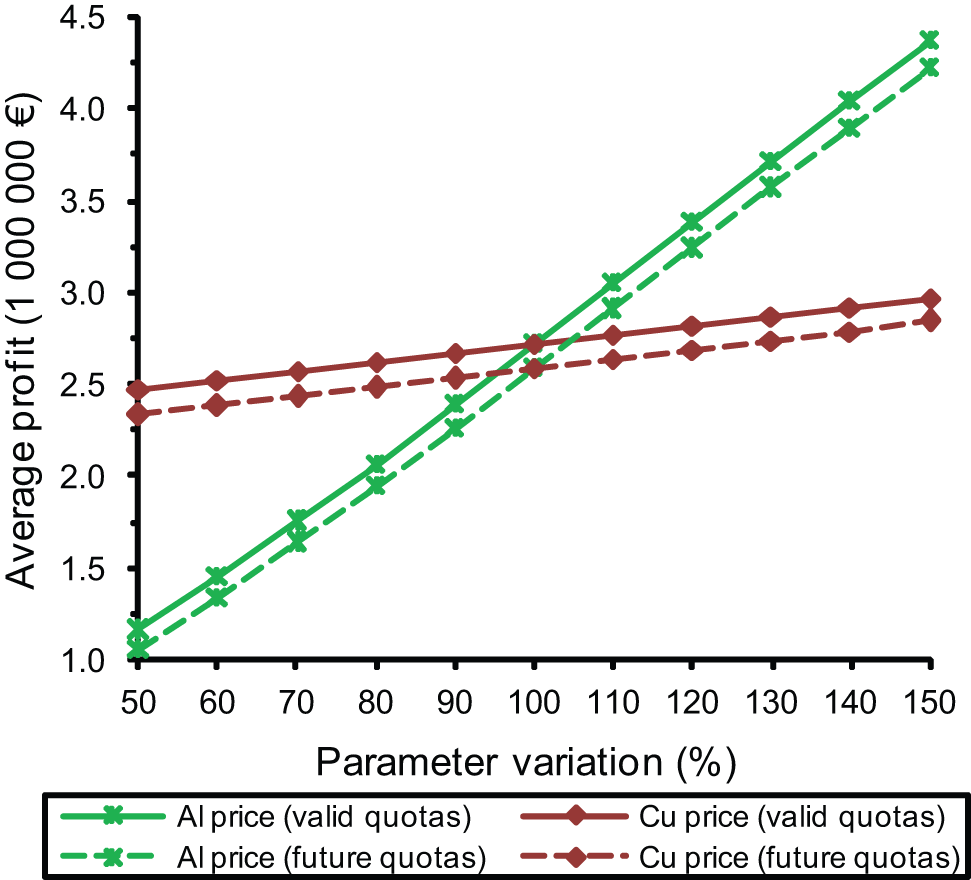
Sensitivity analysis of Al and Cu prices on the VRP’s profitability.
In addition, the influence that Al and Cu prices have on the VRP’s profitability significantly depends of the hulks’ material composition. The influence of price changes is enhanced with an increase in the Al and Cu content in procured hulks. For instance, the influence of Al price will be enhanced following a decrease in the share that the M1-SI hulk category has in incoming procurements (Figure 7).
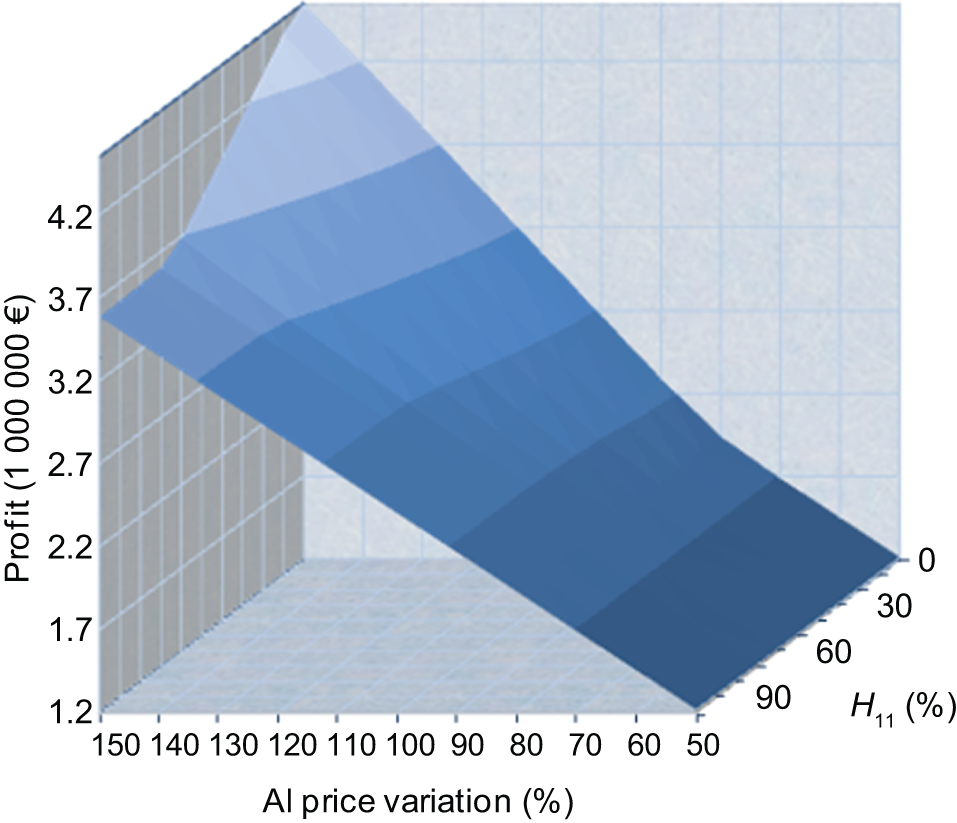
Functional dependence of VRP’s profitability in the case of procurement with 90% N1–SI category share and future quotas.
VRPs cannot be scaled for small capacities in a financially sound manner. There are costly investments that can only make sense if their capacities are fully utilized. However, this is not always the case because several factors, such as export, illegal treatment facilities and abandoned vehicles, can limit the amount of procured hulks. Hence, the impact of the amount of procured hulks on the VRP’s profitability in the case of valid and future eco-efficiency quotas was also analysed. The amount of procured hulks was varied from 0 to the maximum capacity of shredding per planning horizon, which is equal to 14 240 tonne, with 3000 tonne steps. The 1210 new problem instances (605 per investigated scenario) were created and solved to optimality. In Figure 7, for each analysed value, the average profitability of the corresponding 121 base cases is shown. For both investigated scenarios, a significant and almost linear increase in the VRP’s profitability can be observed (Figure 8).
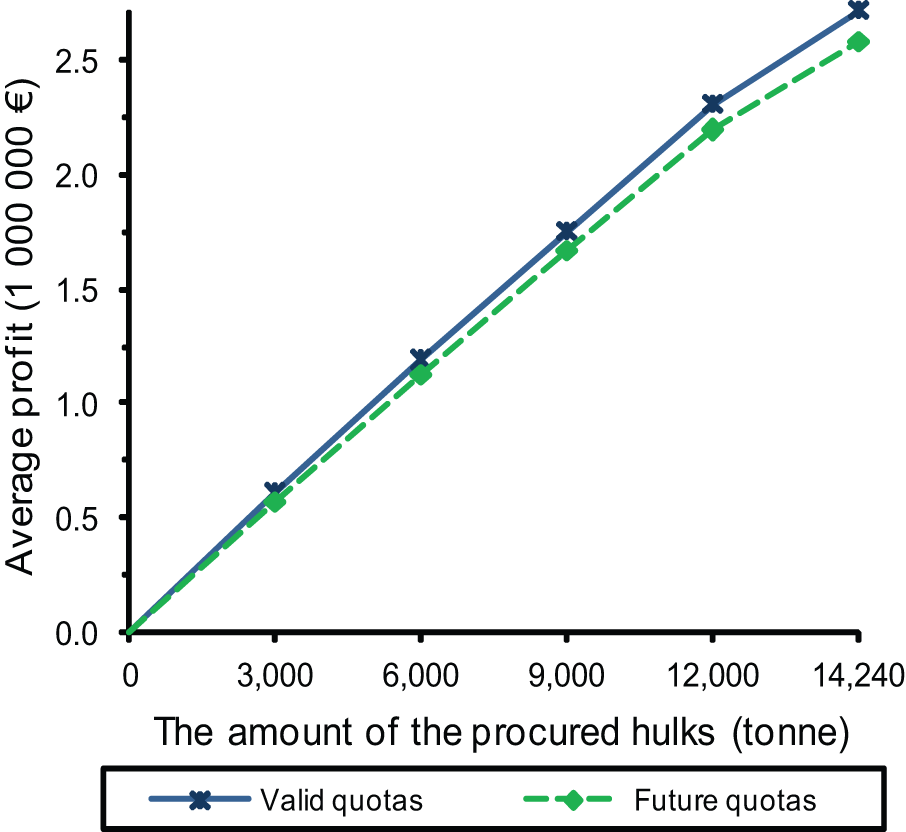
Sensitivity analysis of the amount of the procured hulks on the VRP’s profitability.
Conclusion
The testing result analysis generated by the proposed model leads to the following answers to the highlighted questions herein.
Modernly equipped VRPs can conduct profitable business even in strictly controlled and legally rigorous production conditions. Testing the proposed model proved that, under such conditions, a VRP will continuously procure the maximum quantity of hulks that it is able to process according to the planning period; also, testing showed that the VRP will aim to achieve the highest quantity and the best quality of sorted metal flows.
All eco-efficiency quotas are attainable but only if a VRP has modern sorting equipment and a possibility to forward certain waste fractions to ATT and/or MSWI plants for further treatment. Moreover, the availability of plants of this type will become even more important starting 1 January 2015, which is supported by the data showing that in the case of future quotas, the average energy recovery rate increased to 9.87%.
The change in vehicle design, which was observed from the perspective of substituting ferrous metals with Al, will not jeopardize VRPs. In both examined scenarios, the analysis of the optimal procurement plans identified the NF metals share as one of the main drivers of the production planning process. However, only modernly equipped VRPs will be able to use large amounts of NF metals to their advantage because compared to traditional VRPs (so-called shredding facilities), they are able to isolate them successfully.
As a result, all three answers clearly indicate that VRPs investing in the procurement of modern sorting equipment is an absolutely valid decision and also that the final success of the ELV Directive is realistic.
Future work can focus on the following items:
Inspection of the individual and composite influence of available financial instruments (i.e. cost of landfill disposal, combustion in MSWI and ATT processing).
Analysis of other ELV recycling policies. The proposed model of production planning can be of assistance not only to European VRPs with the aim of improving their eco-efficiency and profitability but also, for instance, to Japanese and Chinese recycling facilities if the model also implements the eco-efficiency requirements imposed by the Japanese ELV Recycling Law and Chinese Automobile Industry Development Policy, respectively.
A more comprehensive analysis of vehicle design change and its influence on VRP business. In practice, this means including additional vehicle types in the model, such as composite-intensive vehicles, electric and hybrid electric vehicles, etc.
Footnotes
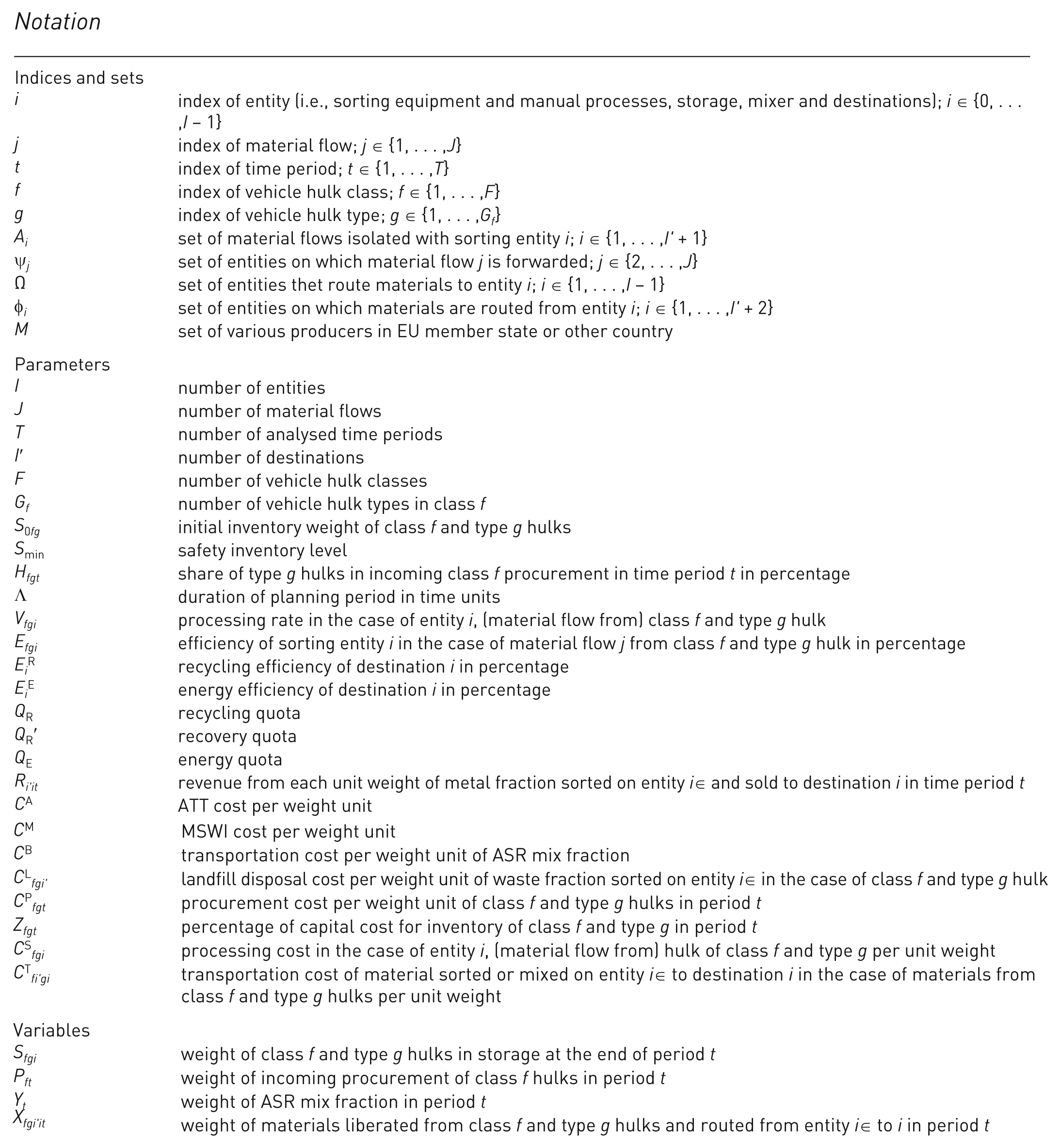
Notation
| Indices and sets | |
| i | index of entity (i.e., sorting equipment and manual processes, storage, mixer and destinations); i ∈ {0, . . .,I – 1} |
| j | index of material flow; j ∈ {1, . . .,J} |
| t | index of time period; t ∈ {1, . . .,T} |
| f | index of vehicle hulk class; f ∈ {1, . . .,F} |
| g | index of vehicle hulk type; g ∈ {1, . . .,G f } |
| A i | set of material flows isolated with sorting entity i; i ∈ {1, . . .,I′ + 1} |
| ψ j | set of entities on which material flow j is forwarded; j ∈ {2, . . .,J} |
| Ω | set of entities thet route materials to entity i; i ∈ {1, . . .,I – 1} |
| ϕ i | set of entities on which materials are routed from entity i; i ∈ {1, . . .,I′ + 2} |
| M | set of various producers in EU member state or other country |
| Parameters | |
| I | number of entities |
| J | number of material flows |
| T | number of analysed time periods |
| I′ | number of destinations |
| F | number of vehicle hulk classes |
| G f | number of vehicle hulk types in class f |
| S 0fg | initial inventory weight of class f and type g hulks |
| S min | safety inventory level |
| H fgt | share of type g hulks in incoming class f procurement in time period t in percentage |
| Λ | duration of planning period in time units |
| V fgi | processing rate in the case of entity i, (material flow from) class f and type g hulk |
| E fgi | efficiency of sorting entity i in the case of material flow j from class f and type g hulk in percentage |
| recycling efficiency of destination i in percentage | |
| energy efficiency of destination i in percentage | |
| Q R | recycling quota |
| recovery quota | |
| Q E | energy quota |
| R i′it | revenue from each unit weight of metal fraction sorted on entity i∈ and sold to destination i in time period t |
| C A | ATT cost per weight unit |
| C M | MSWI cost per weight unit |
| C B | transportation cost per weight unit of ASR mix fraction |
| landfill disposal cost per weight unit of waste fraction sorted on entity i∈ in the case of class f and type g hulk | |
| procurement cost per weight unit of class f and type g hulks in period t | |
| Z fgt | percentage of capital cost for inventory of class f and type g in period t |
| processing cost in the case of entity i, (material flow from) hulk of class f and type g per unit weight | |
| transportation cost of material sorted or mixed on entity i∈ to destination i in the case of materials from class f and type g hulks per unit weight | |
| Variables | |
| S fgi | weight of class f and type g hulks in storage at the end of period t |
| P ft | weight of incoming procurement of class f hulks in period t |
| Y t | weight of ASR mix fraction in period t |
| X fgi′it | weight of materials liberated from class f and type g hulks and routed from entity i∈ to i in period t |
Acknowledgements
The authors would like to thank the anonymous referees for their valuable comments.
Funding
This work was partially supported by Ministry of Science and Technological Development of the Republic of Serbia [project TR 36006].