
Abstract
In order to minimize pollution problems and to conserve limited natural resources, a hydrometallurgical procedure was developed in this study to recover the valuable resources of silicon (Si), silver (Ag) and aluminum (Al) from scrap silicon solar battery cells. In this study, several methods of leaching, crystallization, precipitation, electrolysis and replacement were employed to investigate the recovery efficiency of Ag and Al from defective monocrystalline silicon solar battery cells. The defective solar battery cells were ground into powder followed by composition analysis with inductively coupled plasma-atomic emission spectrometry. The target metals Ag and Al weight percentage were found to be 1.67 and 7.68 respectively. A leaching process was adopted with nitric acid (HNO3), hydrochloric acid, sulfuric acid (H2SO4) and sodium hydroxide as leaching reagent to recover Ag and Al from a ground solar battery cell. Aluminum was leached 100% with 18N H2SO4 at 70°C and Ag was leached 100% with 6N HNO3. Pure Si of 100% was achieved from the leaching solution after the recovery of Ag and Al, and was analyzed by scanning electron microscope-energy dispersive spectroscopy. Aluminum was recovered by crystallization process and silver was recovered by precipitation, electrolysis and replacement processes. These processes were applied successfully in the recovery of valuable metal Ag of 98–100%.
Introduction
Traditional energy sources, such as crude oil, natural gas, coal and others, are being depleted rapidly worldwide as fossil fuel reserves diminish. Based on current world consumption rates there are only 100 years of fossil fuel reserves remaining (Yang and Cheng, 2005). In addition, the burning of these fossil fuels produces greenhouse gases, which causes global warming and climate change (Chen, 2007). This will affect human survival and, hence, we have to focus on alternative or renewable energy resources. Green energy is a newly developing topic in which energy can be generated from renewable materials, natural resources and waste products. As concern grows over the impact of greenhouse gases, more energy has to be produced from renewable energy sources. Most developed countries, at present, utilize renewable energy resources, including solar, wind, hydro, tide, biomass, etc. to produce energy. Solar energy is one of the potential renewable energy sources to generate power, as Earth receives approximately 38,50,000 exajoules (EJ) per year of sunlight (Wikipedia, 2011). A solar cell is an electric device that coverts sunlight into electricity via a photovoltaic effect. The growth of solar cell production reached 37.2 GW by 2011 worldwide and two Taiwanese companies have been placed in the top 10 solar cell manufacturers in the world (Optics.org, 2012).
Taiwan is ideally located on the southeastern coast of the Pacific Ocean and has abundant sunshine. Based on the solar resource (Chang, 2009), Taiwan’s government started to encourage the solar industry in 1987. As Taiwan is a leader in producing semi- conductors, Taiwan’s photovoltaic industry start flourishing and showed rapid growth in 2007. The annual production of solar cells in Taiwan is reaching a capacity of 27.2 GW in 2010 (Ferry, 2012). However, the directivity of the solar battery cell production is also increasing simultaneously in Taiwan and it is estimated that 4% (191,000 kg) of defective solar battery cell generated per year during production are futile (Chang, 2006). Therefore, recycling of solar cells is necessary to maximize the environmental benefits of the solar industry. Many solar cells are made with various bulk materials such as organic dyes, organic polymers, nanocrystals, monocrystalline silicon (m-Si), polycrystalline silicon (poly-Si), amorphous silicon, cadmium telluride, copper indium selenide/sulfide, etc. (Jacobson, 2009).
The most dominating bulk material used in solar cells is crystalline silicon (c-Si). Besides Si, the solar battery also contains minor amounts of silver (Ag) and aluminum (Al). The Si contained in the solar batteries is a valuable resource to recycle, as a shortage of silicon has been predicted from 2013 (Homan, 2009). In addition, Ag is also a precious metal and Al another potential industrial material, therefore recycling and recovery of these valuable metals from the defective solar battery cells is of vast importance from an economical viewpoint.
Many investigations have reported on the recycling of solar panels by thermal and chemical methods (Bohland, 1997; Bombach et al., 2005; Doi Takuya et al., 2001; Eberspacher and Fthenakis, 1997; Frisson et al., 2000; Fthenakis, 2000; Galan et al., 2005; Müller et al., 2006; Yamashita et al., 2003; ). However, these studies are limited to the recycling of solar modules and the reuse of solar wafers. Very few reports are available on the recycling of solar cells (Dong et al., 2011; Klugmann-Radziemska et. al., 2010). Until now, no one has reported a viable solution for recovering these valuable metals from damaged solar cells. Dong et al. (2011) summarized the beneficial analysis of the recycling of solar grade Si waste produced during the preparation of solar wafer by several methods. However, these methods are either expensive at the industrial scale or need to overcome negative implications in order to be practical.
Leaching is a widely used extractive metallurgical technique that converts metals into soluble salts in aqueous media. In this study, we adopted leaching technology to recover Si, Ag and Al from scrap silicon solar cell battery with various leaching reagents, such as sodium hydroxide (NaOH), hydrochloric acid (HCl), nitric acid (HNO3) and sulfuric acid (H2SO4). Owing to its cost and weight percentage, the present investigation was focused mainly on the recovery of high purity Ag and Al from defective solar battery cells. Furthermore, the batch experiments were conducted to optimize leaching conditions with solid/liquid ratio, leaching time, concentration of the reagent and leaching temperature. Al present in the leaching solution was recovered by crystallization and the resultant product analyzed by scanning electron microscopy-energy dispersion spectra (SEM-EDS). The optimal leaching solution containing Ag was treated by several methods such as precipitation, electrolysis, and replacement in order to recover the Ag. SEM-EDS studies were also conducted to analyze the recovered product of Al, Ag and Si, and purity.
Materials and methods
Sample collection and chemicals
The defective silicon solar battery samples used in this study were collected from a local recycler in Taiwan. Leaching reagents, such as H2SO4 (95–%, guaranteed reagent (GR) reagent grade), HNO3 (65%, GR reagent grade), HCl (37%, GR reagent grade) and NaOH were purchased from Merck (Taipei, Taiwan). All experiments were conducted with deionised water.
Grinding and screening
The scrap silicon solar battery samples were ground into powder using PM 100 Planetary ball mills and passed through a 50-mesh (aperture 0.297 mm) screen to obtain a fine-size sample.
Composition analysis
The composition of the obtained ground samples was analyzed using an inductively coupled plasma-atomic emission spectrometry (ICP-AES) (Perkin Elmer, model 3300 Taipei, Taiwan) to determine the concentration of Ag and Al. The method adopted to determine these metal concentration was the Taiwan Environmental Protection Agency’s (TEPA) established heavy metal digestion method NIEA S321.63B (TEPA, 1993). TEPA’s method uses HCl as the reagent, which forms a precipitate with silver chloride (AgCl); therefore, we replaced HCl with HNO3 in our studies. Water content, ash content and density of ground sample were also analyzed using TEPA’s industrial waste water measurement methods, NIEA R203.02C (TEPA, 1998), and ash combustion measurement method, NIEA R205.01C (TEPA, 1992).
Leaching
In order to recover Ag and Al from the ground fine-size solar battery cell samples, a leaching method was adopted with four leaching reagents: HNO3, HCl, H2SO4 and NaOH. For each leaching test 50 ml leaching reagent was used with an agitation speed of 140 rpm on a heating magnetic stirrer. The operating parameters investigated in the leaching tests were the concentration of the leaching reagent, leaching time, solid/reagent ratio and temperature. Table 1 summarizes the operating conditions adopted in this leaching study. The target metal recovery of each leaching test was calculated as shown in equation (1).
Operating conditions of leaching tests.
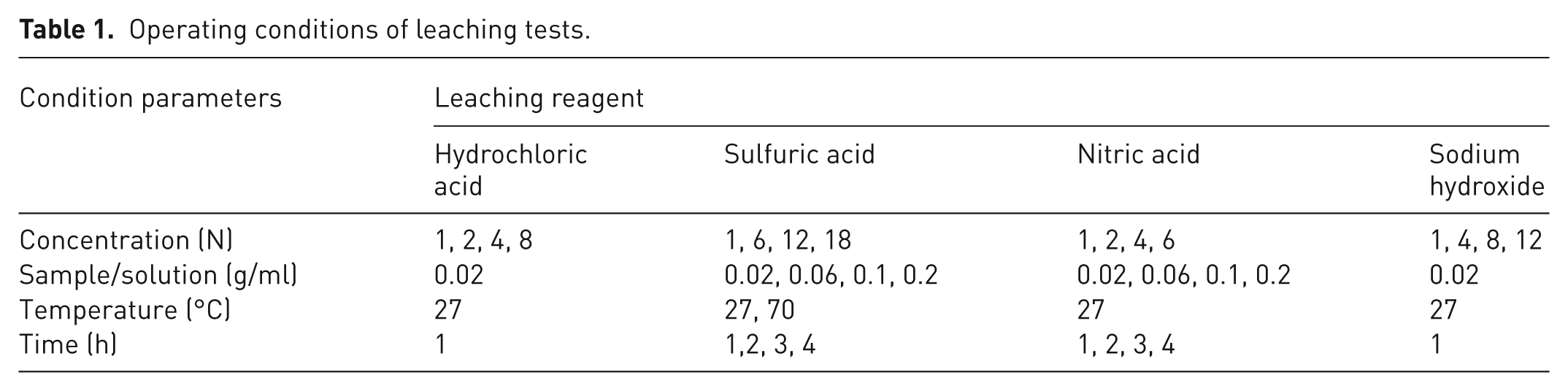

Where, wl is the weight of metal leached and wt is the weight of metal contained in testing sample.
The chemical reactions involved in the leaching of metals (Ag and Al) with leaching reagents were as follows.
Ag dissolves readily in dilute acids and forms the Ag(I) ion, along with the liberation of hydrogen gas.

Similarly, Al forms the Al(III) ion along with hydrogen gas.

Crystallization
The obtained optimal leaching solution with H2SO4 was subjected to heating in order to crystallize the Al present in the solution. The crystallization efficiency of Al was investigated at 4 h at a temperature of 90°C.
Precipitation
In order to recover Ag from the optimal leaching solution with HNO3 reagent, a precipitation method was used. As Ag readily forms a precipitation complex with a chloride ion, HCl was used specifically as the precipitating agent for the Ag-containing leaching solution to investigate precipitation efficiency. In these precipitate tests, 0.2 and 2 ml HCl was added to 15 ml Ag-containing solution and the reaction mixture was left for 2 h at different temperatures. The resulting Ag concentrations were analyzed by ICP-AES. After analyzing the concentration of Ag at various temperatures, the conducting temperature was set at 27°C. The precipitation efficiency of Ag under different operating conditions was then calculated as shown in equation (4).

Where wb is the weight of metal in solution before precipitation and wp is the weight of metal in solution after precipitation.
Electrolysis
Electrolysis was one of the most commonly used electrolytic methods to recover valuable metals from solutions. The valuable Ag contained in the optimal leaching solution was also recovered by electrolysis method. In this electrolysis test, a platinum plate (7 cm × 2 cm) was used as positive electrode, whereas a stainless steel plate (7 cm × 2 cm) was used as negative electrode. The operating conditions maintained for each test were 50 ml of leaching solution with an electricity density of 60 (A/m2) for a period of 4 h. During the electrolysis, the electrolyte was taken out at various time intervals and also at the end of the experiment. The metal ion concentration was then analyzed by ICP-AES. The determined concentrations with different time intervals were used to calculate the electrolysis recovery of Ag.
Electrolysis efficiency was calculated by using equation (5).

Where wb is the weight of metal in solution before electrolysis and we is the weight of metal in solution after electrolysis.
Replacement
Replacement is another commonly used chemical method to recover valuable metals from solutions. In this test, zinc (Zn) plates (10 cm × 2 cm) were used to replace Ag from the optimal leaching solution. For each test, 25 ml Ag-containing solution was taken with the insertion of Zn plates, and the replacement reaction was allowed to proceed for 3 h. Similar to electrolysis, the Ag ion concentrations were analyzed by ICP-AES at various time intervals and also at the end of experiment. The efficiency of replacement method was calculated as shown in equation (6):

Where wb is the weight of metal in solution before replacement and wr is the weight of metal in solution after replacement.
The replacement reaction of Ag with Zn is as shown in equation (7).

SEM-EDS analysis
To investigate the weight percentage and appearance of Al, Ag and Si, SEM-EDS studies were carried out with a multi-function scanning electron microscope (JSM-6400) at the required magnification. The SEM was equipped with an EDS. The samples were dried at a temperature of 105°C and deposited on a brass holder under vacuum. The acceleration voltage used was 15 kV with the secondary electron image as a detector. Energy dispersion spectra were also recorded simultaneously.
Results and discussion
Sample composition analysis
The collected silicon solar battery samples were ground and sieved to less than 50 mesh size. These samples were composed mainly of Si, Ag and Al, and their compositions analyzed using ICP-AES. The average contents of Ag and Al analyzed in solar battery cells were 1.67% and 7.68% respectively. Water content, ash content, combustible material and specific gravity of these ground samples were also analyzed and the results were 0%, 100%, 0% and 1.93g/cm3 respectively.
Leaching
In order to recover a high purity of Si and Al from a defective silicon solar battery, a leaching process was adopted. To optimize the leaching conditions, tests were conducted with four leaching reagents—NaOH, HCl, HNO3 and H2SO4—at various experimental conditions (Table 1). The leaching recovery results are presented in Figures 1 and 2. Figure 1 represents the leaching recovery percentage of Al with different concentrations of leaching reagent at a leaching time of 1 h, leaching temperature 27°C and solid:liquid ratio of 0.02g/ml. From Figure 1, it is observed that the achieved recovery rate of Al was 100% with NaOH (1N to 12N) and HCl (4N to 8N). Leaching recovery of Al was increased with increasing H2SO4 and HNO3 concentrations. Leaching with NaOH was not effective in recovering Ag present in solar battery cell samples; however, it recovered 100% of Al effectively. In addition, NaOH forms sodium silicate with silicon solar battery cell samples, and it was very difficult to recover silicon 100% from this form. Hence, any further use of NaOH as a leaching reagent to recover metals present in defective silicon solar batter cells was not recommended. Although HCl leaching efficiency was 100% with Ag, it is not suggested as it forms the AgCl precipitate with Ag, so the subsequent recovery of Ag from the precipitate was difficult. Figure 2 shows the leaching recovery percentage of Ag with varying HNO3 concentration from 1N to 6N at a leaching time of 1 h, a leaching temperature 27°C and solid:liquid ratio 0.02g/ml. Leaching recovery of Ag with the other three leaching reagents was not depicted in Figure 2, as there was no recovery with these reagents under the conditions mentioned earlier. Therefore, further leaching experiments were conducted with HNO3 for the recovery of Ag and H2SO4 for the recovery of Al in order to find the optimum conditions, such as leaching time, leaching temperature and solid:liquid ratio. The best leaching recovery percentage (100%) of Ag was achieved with 6N HNO3 and the best leaching recovery percentage (95.51%) of Al was achieved with 18N H2SO4.
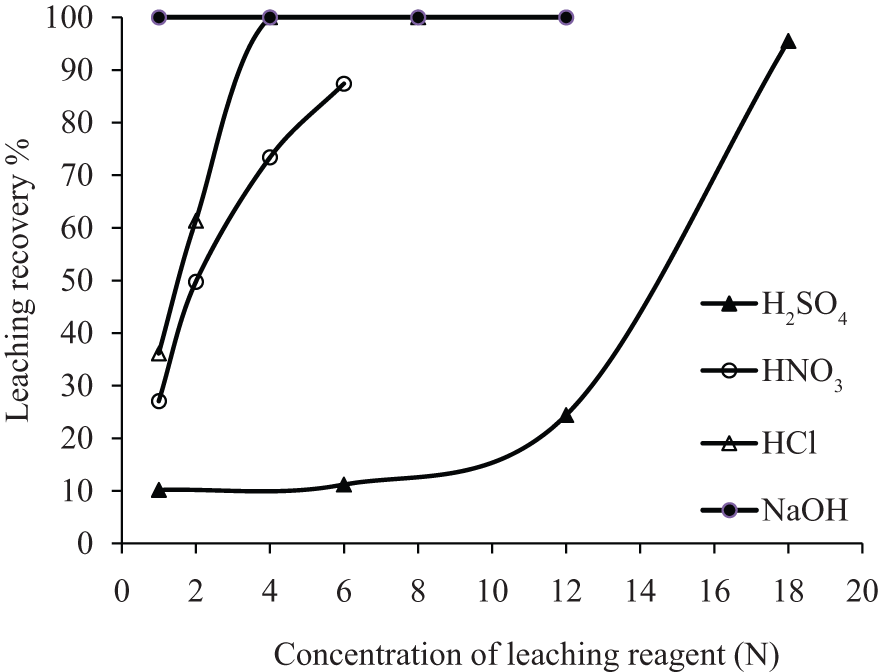
Effect of concentration of leaching reagent on leaching recovery percentage of aluminium (Al) (reaction time = 1 h, temperature = 27°C, solid:liquid ratio = 0.02 g/ml). H2SO4: sulfuric acid; HNO3: nitric acid; HCl: hydrochloric acid; NaOH: sodium hydroxide.
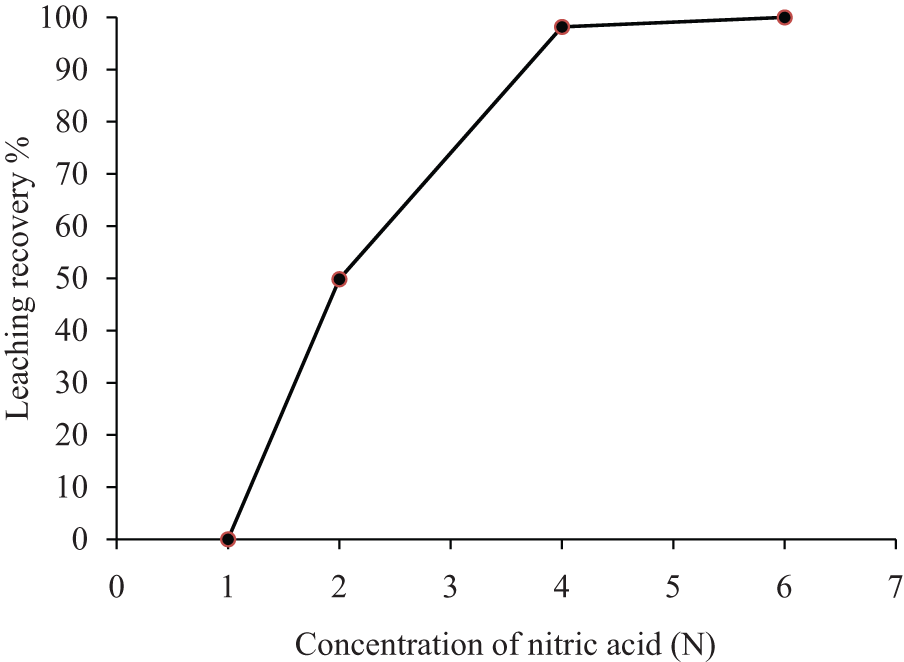
Effect of concentration of nitric acid (HNO3) on leaching recovery percentage of silver (Ag) (reaction time = 1 h, temperature = 27°C, solid:liquid ratio = 0.02 g/ml).
The effect of temperature on leaching recovery percentage of Al with H2SO4 and Ag with HNO3 were also investigated at 27°C and 70°C by keeping other parameters, such as concentration of leaching reagent (18N H2SO4 and 6N HNO3), reaction time (1 h) and solid:liquid ratio (0.02 g/ml), constant. With an increase in temperature from 27°C to 70°C, the leaching recovery percentage of Al with H2SO4 was also increased from 95.51% to 100%; however, a recovery percentage of Ag with HNO3 of 100% was achieved at 27°C. Therefore, further experiments were conducted at 27°C for Ag recovery and 70°C for Al recovery. The effect of time on leaching recovery was also investigated in this study and the results showed that there was no significant difference in leaching recovery of both the metals, as they already achieved 100% recovery rate at a reaction time of 1 h. This indicates that the reaction between acid and metal was a rapid process.
The effect of quantity of scrap silicon solar battery cell sample in 50 ml of leaching solution on the recovery efficiency of Al and Ag was studied by using a solid:liquid ratio of 0.02 (1g/50 ml), 0.06 (3g/5 0ml), 0.1 (5g/50 ml) and 0.2 (10g/50 ml) with 18N concentration of H2SO4 for Al and 6N concentration of HNO3, and a 1-h contact time at 70°C (for H2SO4) and at 27°C (for HNO3). The impregnation of different solid:liquid ratios with a recovery rate result is presented in Figure 3. From Figure 3, it can be observed that as the solid:liquid ratio was increasing from 0.02 to 0.2, the leaching recovery percentage of metals present in solar battery cell samples was decreasing for both HNO3 and H2SO4 solutions. Therefore, a low solid/liquid ratio was excellent for the 100% recovery of metals present in the scrap solar battery cells. Based on the experimental results obtained, the best solid:liquid ratio was found to be 0.02 g/ml.
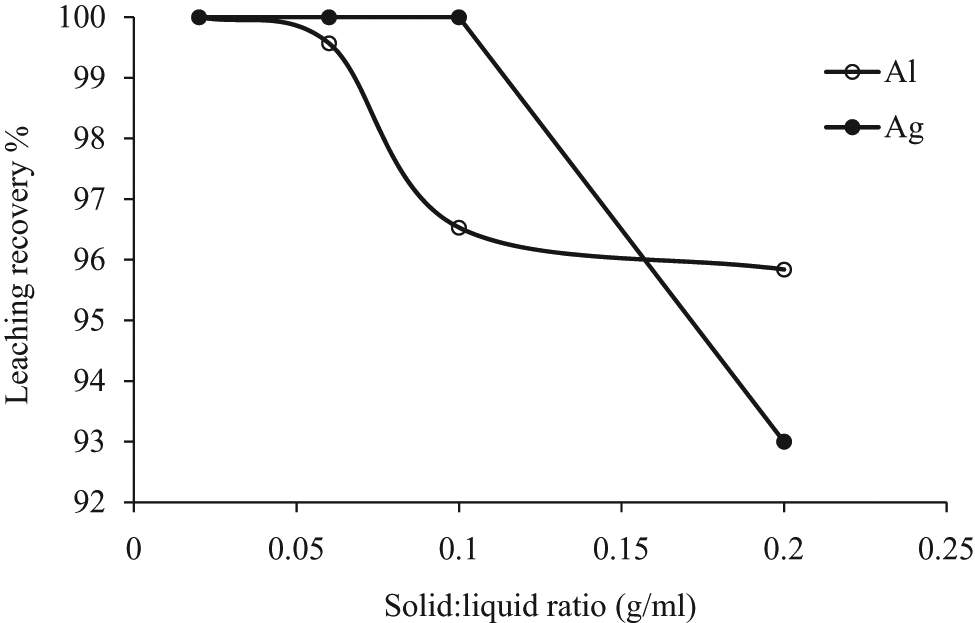
Effect of solid:liquid ratio on the leaching recovery percentage of aluminium (Al) and silver (Ag) [reaction time = 1 h, temperature = 27°C, leaching reagent = 18N sulfuric acid (H2SO4; for Al), 6N nitric acid (HNO3; for Ag)].
Recovery of Al by crystallization
The purpose of this study was to crystallize Al from H2SO4 leaching solution containing dissolved aluminum sulfate (AlSO4). In this process, the best Al dissolved in 30 ml of liquid was subjected to heating for 4 h at 90°C. The resulting crystallized product of Al appeared as white product at the bottom. The obtained crystallized product of AlSO4 was analyzed by SEM-EDS (Figure 4) studies in which the Al, sulfur and oxygen contents were observed as 13.41%, 24.21% and 62.38% respectively.
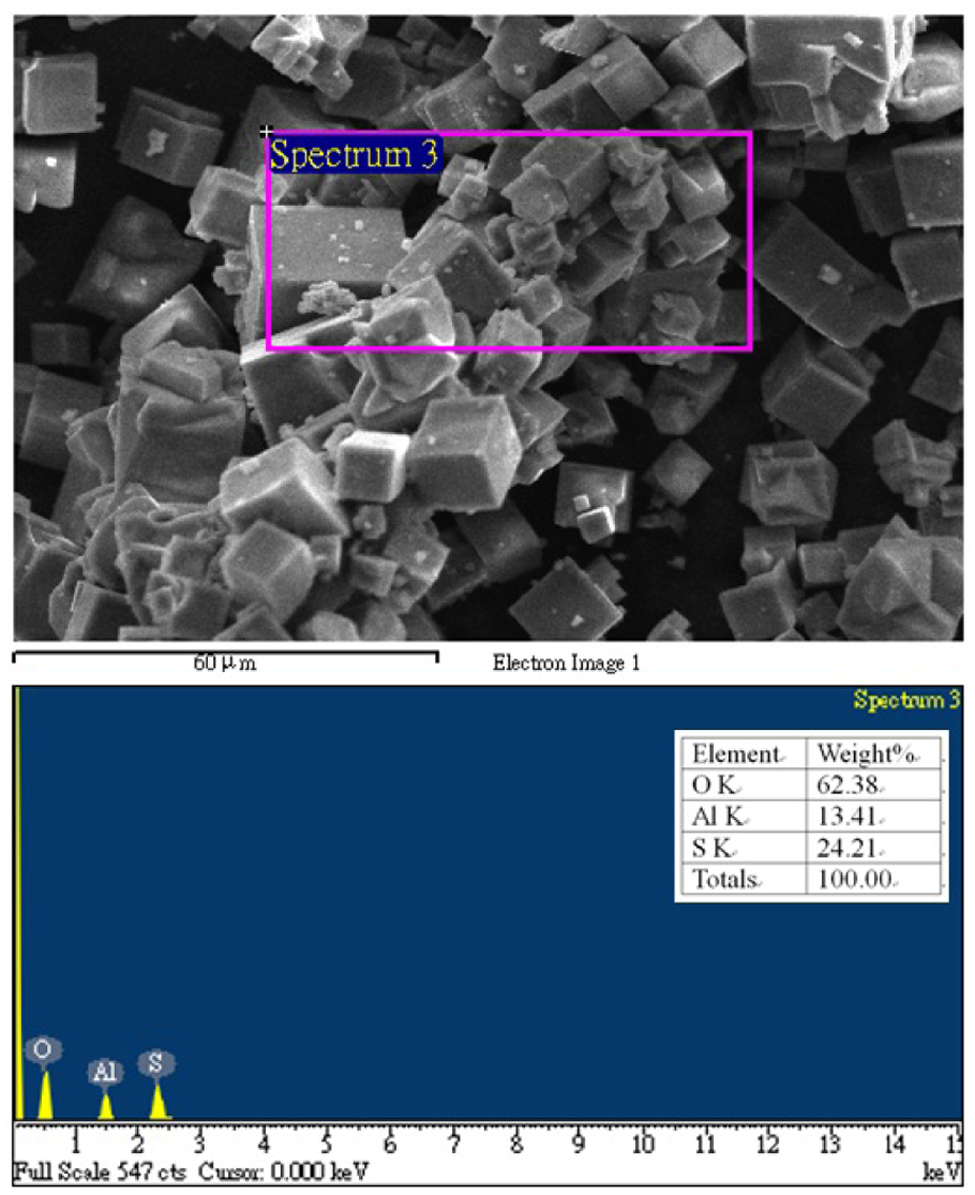
Scanning electron microscopy-energy dispersion spectra analysis of aluminum sulfate (AlSO4).
Recovery of Ag
Precipitation
The dissolved Ag in HNO3 leaching solution can be recovered as a AgCl precipitate by reacting with HCl. Thus, 15 ml of this Ag-containing solution was subjected to precipitation by adding 10 multiples of HCl. These tests were conducted at 27°C for a 2-h period. At the end of each test, the solution was filtered and collected to analyze the Ag concentration. Recovery of the precipitated Ag was calculated according to equation (3) and the results are presented in Figure 5. According to Figure 5, Ag precipitation recovery increased from 72.95% to 89.74% with increasing time from 0.5 h to 1.5 h; thereafter, it decreases.
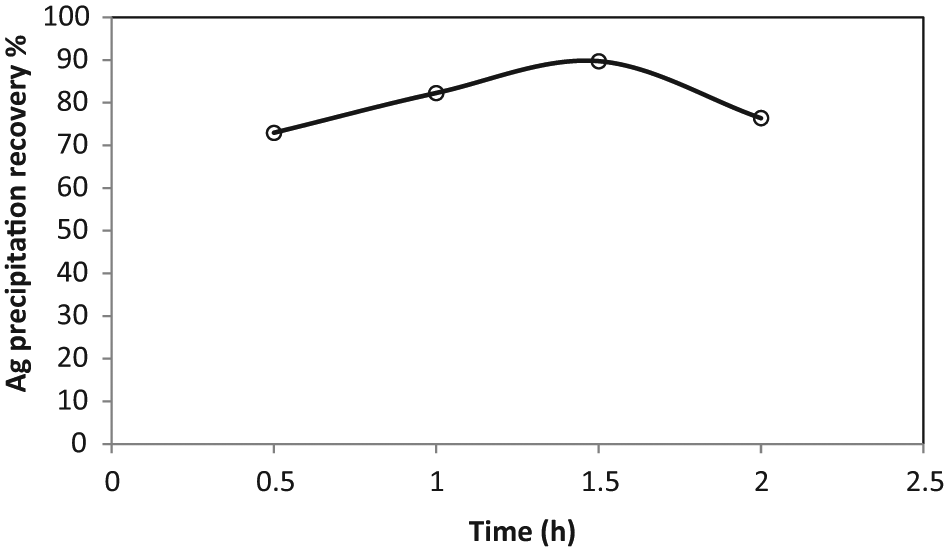
Effect of time on silver (Ag) precipitation recovery percentage.
Electrolysis
Ag can also be recovered using electrolysis. Thus, the Ag-containing solution was subjected to electrolysis to investigate the recovery of Ag. In this study, a platinum plate acted as the positive electrode and a stainless steel plate was used as the negative electrode. The experiment was conducted for 4 h with 50 ml of the electrolyte solution at an electric density of 60 A/m2 at pH 5. The electrolysis recovery of Ag was calculated at the end of each hour and the results are illustrated in Figure 6. Figure 6 reveals that the electrolysis recovery of Ag increased from 76.08% to 87.44% as the time increased from 0.16 h to 3.5 h. After 3.5 h, the electrolysis recovery of Ag began to decline. On the basis of this result, the maximum recovery of Ag can be obtained by electrolysis was 87%.
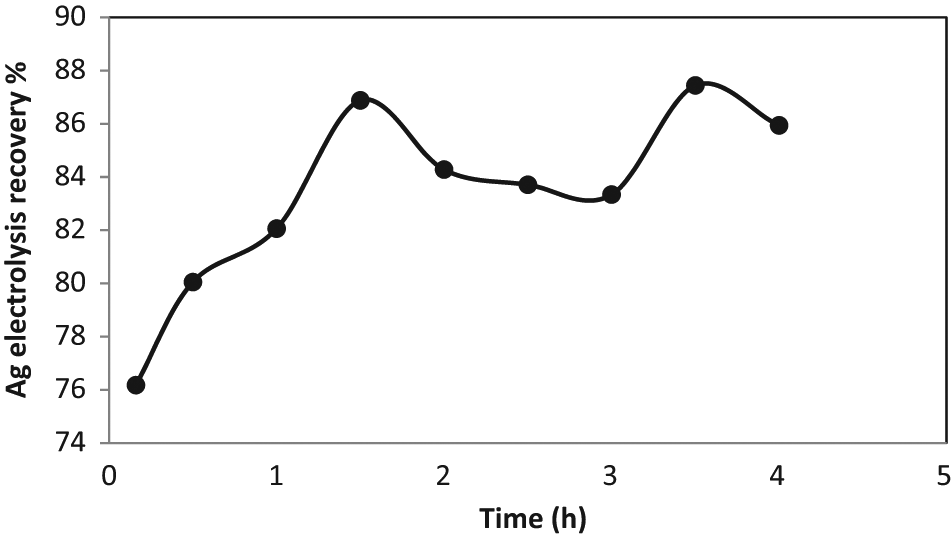
Effect of time on silver (Ag) electrolysis recovery percentage.
Replacement
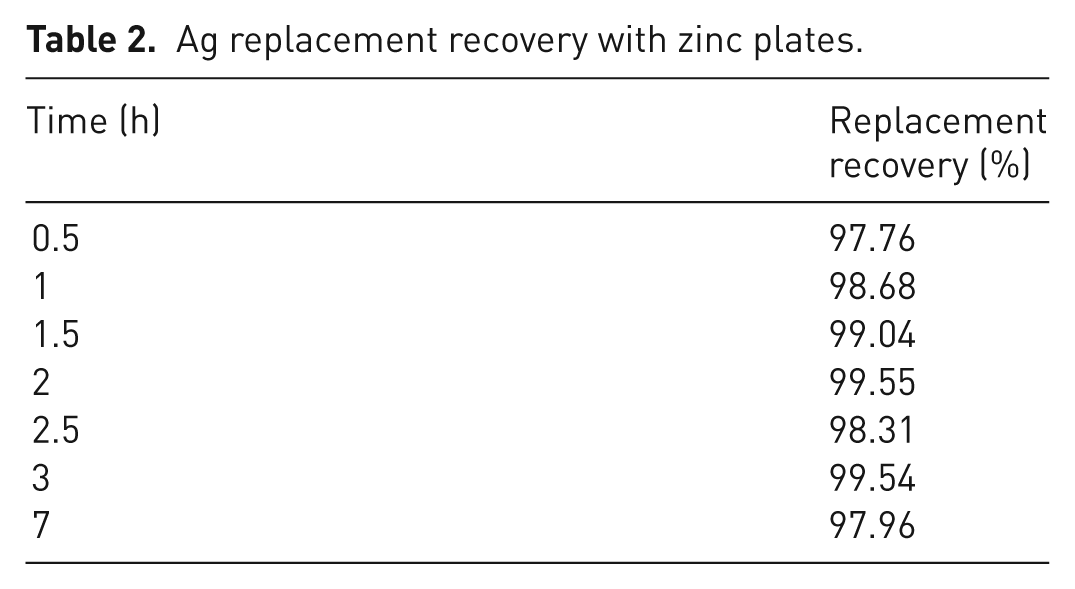
Dissolved Ag can be recovered using a metallic replacement method. In a metallic replacement process, Ag-bearing solution was passed through a container filled with a metal. In this study, 25 ml of Ag-containing solution was subjected to metallic replacement by adding Zn plates. These replacement tests were conducted by varying time from 0.5 h to 7 h. At the end of each test, the solution was filtered and the collected product analyzed. The results of these replacement tests are presented in Table 2. The results indicate that the replacement recovery of Ag was > 98% after 0.5 h, and the maximum recovery percentage (99.55%) was attained at 2 h.
Ag replacement recovery with zinc plates.
Recovery of Si
After the recovery of Al and Ag from H2SO4 and HNO3 leaching solutions, the remaining product present in scrap solar battery was Si, as the material was composed mainly of Al, Ag and Si. Thus, the remaining product was analyzed by SEM-EDS (Figure 7) to investigate the purity of Si. Energy dispersion spectra confirm the purity of silicon (100%), as expected, and also confirmed that there was no further contaminating or interfering compounds present in this product.
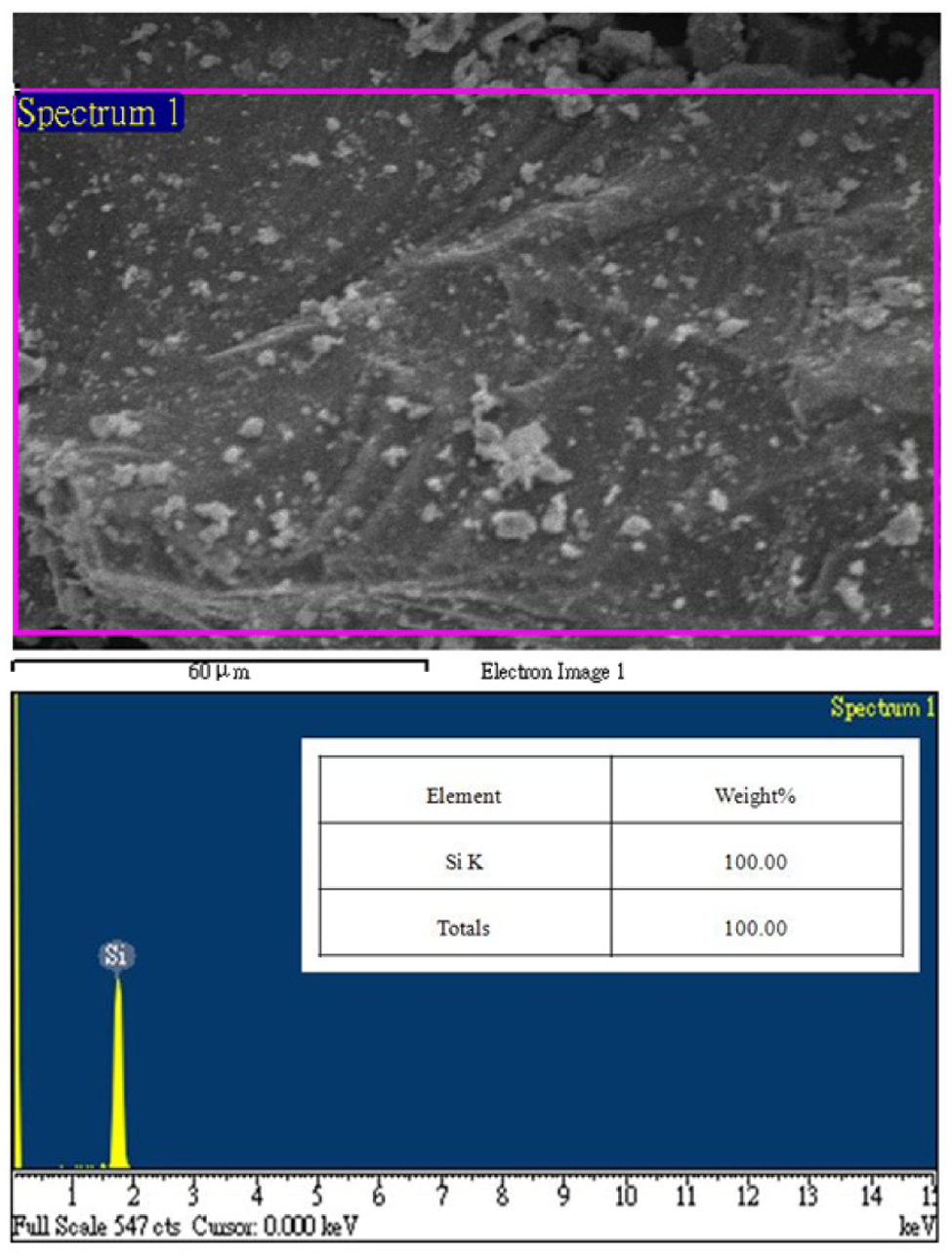
Scanning electron microscopy-energy dispersion spectra (SEM-EDS) analysis of silicon.
Conclusions
The major metals contained in defective silicon solar battery cells were Al (7.68%) and Ag (1.67%). This study revealed that Al and Ag present in silicon solar battery cells were recovered successfully through leaching by using H2SO4 and HNO3 leaching reagents. Under the optimal leaching conditions 100% leaching recovery of Al and Ag was achieved. Al was recovered 100% by crystallization from H2SO4leaching solution at 90°C. Ag was recovered 100% through a variety of recovery processes, such as electrolysis, replacement and precipitation. After recovering Al and Ag, the remaining leaching solution contained pure Si, and its purity was achieved (100%) and through energy dispersion spectra analysis. The obtained Al and Ag product purity was also verified by SEM-EDS analysis. Therefore, we conclude that leaching, precipitation, electrolysis and replacement methods could be used to recover valuable metals from damaged solar crystalline batteries in order to reach the goals of resource recycling.
Footnotes
Funding
Financial support by the National Science Foundation of the Republic of China (Taiwan) under Project Contract No. (NSC100-2221- E-212-004-MY2) is gratefully acknowledged.