
Abstract
For the past decade, the Finnish waste sector has increasingly moved from the landfilling of municipal solid waste towards waste incineration. New challenges are faced with the growing amounts of municipal solid waste incineration bottom ash, which are mainly landfilled at the moment. Since this is not a sustainable or a profitable solution, finding different utilisation applications for the municipal solid waste incineration bottom ash is crucial. This study reports a comprehensive analysis of bottom ash properties from one waste incineration plant in Finland, which was first treated with a Dutch bottom ash recovery technique called advanced dry recovery. This novel process separates non-ferrous and ferrous metals from bottom ash, generating mineral fractions of different grain sizes (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm). The main aim of the study was to assess, whether the advanced bottom ash treatment technique, producing mineral fractions of different grain sizes and therefore properties, facilitates the utilisation of municipal solid waste incineration bottom ash in Finland. The results were encouraging; the bottom ash mineral fractions have favourable behaviour against the frost action, which is especially useful in the Finnish conditions. In addition, the leaching of most hazardous substances did not restrict the utilisation of bottom ash, especially for the larger fractions (>5 mm). Overall, this study has shown that the advanced bottom ash recovering technique can be one solution to increase the utilisation of bottom ash and furthermore decrease its landfilling in Finland.
Keywords
Introduction
Incineration has recently become a more widespread solution for treating municipal solid waste in Finland. Waste incineration results in several different types of residues, of which bottom ash (BA) is the most abundant material (Chandler et al., 1997). The utilisation possibilities of municipal solid waste incineration (MSWI) BA has been commonly studied in several countries in different applications, such as road construction (Bruder-Hubscher et al., 2001; Hjelmar et al., 2007; Izquierdo et al., 2001) and in the cement and concrete industry (Bertolini et al., 2004; Kokalj et al., 2005; Pera et al., 1997). In Finland, on the other hand, the MSWI BA is mainly dumped in landfill sites. Dumping is neither a sustainable nor an economically feasible solution. For example, the recently renewed Finnish Waste Tax Act (Jäteverolaki, 1126/2010) sets high taxes per tonne (55 € t−1 in 2015) for the landfilling of BA.
While the Finnish national waste plan has previously set targets for replacing 5% of natural aggregates with recycled materials, such as MSWI BA (Suomen Ympäristö, 2008), the national legislation does not promote the utilisation of MSWI BA. For example, the MSWI BA is not included within the scope of the application of the Government Decree concerning the recovery of certain wastes in earth construction (591/2006, modifications 403/2009 and 1825/2009). This Decree facilitates the utilisation of concrete waste and ash from wood- and peat-based incinerators by allowing the use of an easier and a less time-consuming notification procedure when certain boundary conditions are fulfilled. In contrast, the utilisation of MSWI BA always requires an environmental permit. In most of the cases, these permits are not issued within the strict timetables of construction contracts and natural aggregates are used instead.
In order for Finland to preserve the rather large, but decreasing storage of natural aggregates, different practices need to be developed for encouraging the recycling and utilisation of alternative materials, such as the MSWI BA. This can only be done by acquiring deeper knowledge on the materials technical and environmental properties, which enables to assess whether a material is suitable for a particular utilisation purpose.
This study reports the comprehensive results of the technical and the environmental properties of a BA from one MSWI plant in Finland treated with a novel technique called advanced dry recovery (ADR) (de Vries and Rem, 2013). This Dutch technique has been mainly used in Western Europe, and this was the first time it was operated in Finland. The ADR process separates effectively non-ferrous and ferrous metals from MSWI BA and produces different size fractions of minerals, the smallest fraction having grain size of 0 to 2 mm, and the largest fraction of grain size 12 to 50 mm. In many other countries, the properties of MSWI BAs have been studied extensively (e.g. Chandler et al., 1997; Chimenos et al., 1999; Hjelmar, 1996; Izquierdo et al., 2001). However, to authors’ best knowledge, no extensive studies have been published on the quality of the mineral fractions generated from this particular treatment process. The article aims to evaluate whether the advanced BA treatment technique, producing mineral fractions of different grain sizes and therefore properties, facilitates the utilisation of MSWI BA in Finland and furthermore minimises its landfilling.
Material and methods
The origin of the MSWI BA
The BA used in this study originated from a waste incineration plant in Mustasaari, Finland. The plant uses a grate design for waste combustion with a burning temperature of over 1000 °C. It incinerates approximately 180 000 t of waste consisting mainly (90%) of source-separated refuse from 50 municipalities and over 400 000 inhabitants. Other sources of waste fuels are, for example, agricultural waste and industrial waste (e.g. leather and fur industry). The amount of annually generated BA accounts for approximately 30 000 t in the plant, which is cooled down with water after its removal from the grate.
The treatment of MSWI BA
The MSWI BA was transported to a waste treatment centre located in Ilmajoki, Finland, where it was first screened with a drum screen to remove >50 mm fragments. Thereafter, the remaining fraction (<50 mm) was treated with a Dutch dry treatment technology called ADR. In brief, using dry screens, magnets, wind sifters, eddy current separators and the ADR, the process separates ferrous (F) and non-ferrous (NF) metals from the BA generating mineral fractions of different grain sizes (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm). These mineral fractions are the most abundant materials from the process, accounting for 75–80% of the total mass treated. This particular treatment technology was chosen, since it is able to treat BAs with moisture contents up to 20% (Hu et al., 2009) and no waste water or sludge is generated in the process. In addition, the removal of fines (<2 mm) with the ADR separator enhances the recovery of non-ferrous metals (aluminium, copper) from the size fractions <12 mm. A more detailed description of the ADR technology can be found in de Vries & Rem (2013). The ADR treatment was performed in the years 2013 and 2014 for the annual amount produced in the waste incineration plant (ca. 30 000 t y−1). In both of the years, the treatment lasted approximately 2 months.
Sampling
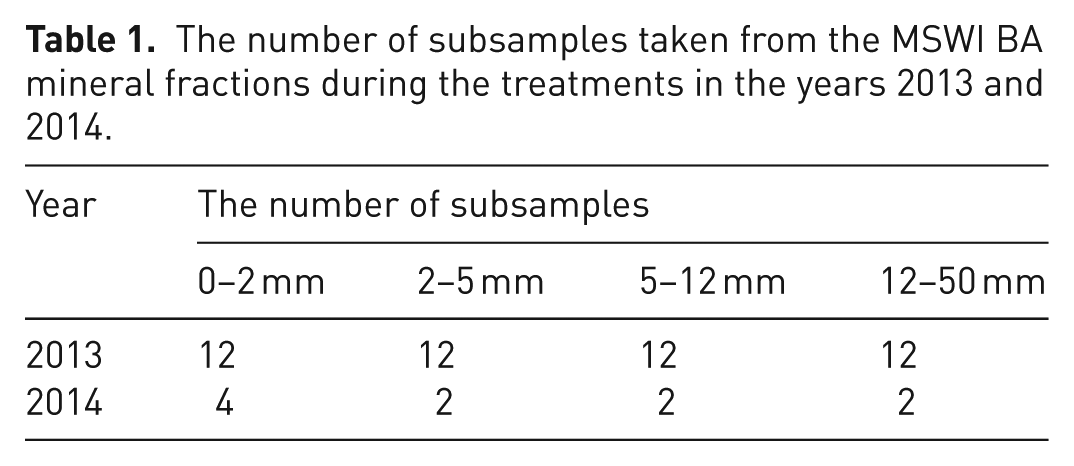
The different mineral fractions (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm) were sampled during the BA treatments in the years 2013 and 2014. The subsamples (10 L) were taken from the falling streams at the end of the conveyor belt for each separate fraction. Table 1 shows the number of subsamples taken from each fraction during the treatments in both years, 2013 and 2014. In the year 2013, the subsamples were taken two times a week, as it was the first year when the treatment was performed and a more comprehensive sampling scheme was needed for the basic characterisation. In the second year 2014, the sampling scheme was based on the quality control, and the number of subsamples was calculated based on the approximate mass distribution of the minerals generated from the process (0–2 mm: 35%; 2–5 mm: 13%; 5–12 mm: 15%; and 12–50 mm: 14%). Each mineral fraction was then sampled at the start of every 2500 t of produced material.
The number of subsamples taken from the MSWI BA mineral fractions during the treatments in the years 2013 and 2014.
The collected subsamples were divided with the coning and quartering method (Gy, 1979) to a smaller representative subsamples (3 L). These subsamples were then used to generate separate combined samples for each size fraction in the both treatment years. The different analyses described in sections ‘Environmental analyses’ and ‘Technical analyses’ were performed either for the subsamples or for the combined samples of each size fraction.
Analyses
Environmental analyses
For basic characterisation, the combined samples from the year 2013 for each mineral fraction (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm) were prepared according to SFS-EN 13656 (SFS, 2003) and the acquired solutes were analysed with ICP-MS (Inductively coupled plasma mass spectrometry) or ICP-OES (Inductively coupled plasma optical emission spectrometry) in order to obtain the total concentration (mg kg−1, dry weight) of different elements (aluminium, arsenic, barium, calcium, cadmium, cobalt, chromium, copper, iron, potassium, magnesium, manganese, molybdenum, nickel, phosphorus, Pb=lead, antimony, selenium, tin, zinc and mercury). Using the same methods, a few of these elements were also analysed for all the subsamples for each fraction taken from the year 2014.
The combined samples from the year 2013 and one subsample from the year 2014 for each mineral fraction (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm) were analysed using a standardised percolation test CEN/TS/14405 (SFS, 2004). This is a test used for the basic characterisation of waste materials. It provides information on the short and long term leaching behaviour and the characteristics of waste materials.
Three subsamples of each mineral fraction from the year 2013 and all subsamples from the year 2014 were then analysed with a standardised two-stage leaching test EN-12457-3 (SFS, 2012a). This is a compliance test providing information on the leaching of granular wastes and sludge. It is normally used for measuring the leaching behaviour of key variables previously identified by the basic characterisation test.
The leaching and the percolation test filtrates were analysed for the different hazardous substances as follows.
- Mercury (Hg): Cold vapour atomic fluorescence spectroscopy or cold vapour atomic absorption spectrometry.
- Other elements (arsenic, barium, cadmium, cobalt, chromium, copper, molybdenum, nickel, lead antimony, selenium, vanadium, zinc): ICP-MS or ICP-OES.
- Chloride, fluoride and sulphate (Cl−, F−, SO42-): Ion chromatography or ion selective.
- Dissolved organic carbon (DOC): Standardised test method SFS-EN1484 (SFS, 1997) using infrared detector (IR).
In addition, the pH and the electrical conductivity (EC) of each sample were analysed.
The leaching of different elements were then compared with the Finnish, the Dutch and the French emission boundary values set for assessing the utilisation possibility of waste-derived materials in civil engineering structures. The emission boundary values for the Netherlands (Lamers and Kokmeijer, 2013), and France (Michel, 2011) are used in these countries to evaluate the utilisation possibility of, for example, MSWI BA in civil engineering structures. In contrast, the Finnish limit values (Government Decree 591/2006 and modification 403/2009) are set for the utilisation of ashes from wood- and peat-burn facilities. All of these three limit values were used as references since, at the moment, the national legislation in Finland has not set any emission boundary values directly for the utilisation of MSWI BA in civil engineering or other applications, and the utilisation of MSWI BA in the Netherlands and France has been common practice for many years.
Technical analyses
The following technical analyses were performed on the combined samples of both treatment years, 2013 and 2014.
The maximum dry density and the optimum water content (%) of each combined sample were analysed with a modified Proctor-test that was performed corresponding to the SFS-EN 13286-2/AC standard (SFS, 2013). Before and after the modified Proctor-test, the grain size distribution of each combined sample was determined with a standardised SFS-EN 933-1 dry sieving method (SFS, 2012b).
The water content (w%, dry weight) of each combined sample was measured according to the SFS-EN 1097-5 standard (SFS, 2008). The water permeability of each combined sample was acquired with flexible-walled cells using back pressure (ASTM D5084-03). The samples of 12–50 mm mineral fraction could not be analysed, since this method is not suitable for materials with such large grain size.
The capillary rise of water was measured by adapting the standardised test method SFS-EN 1097-10 (SFS, 2014). Each combined sample was first dried in an oven (105 °C). They were then placed in transparent tubes in which a 1 mm mesh prevented the material from flowing out from the tubes. The materials were compacted to approximately a 90% degree of compaction. Then the tubes were placed securely in separate containers in which water was added. This allowed free water capillary rise within the material, which was observed daily. The balance of water capillary rise in each sample was acquired in two weeks. Thereafter, the samples were divided into 50 mm fractions from which water content (w%, dry weight) was measured according to the SFS-EN 1097-5 standard (SFS, 2008). The samples of 12–50 mm mineral fraction could not be analysed, since this method is not suitable for materials with such large grain size.
The frost susceptibility was estimated based on the grain size distribution of the mineral fractions using the Finnish guidelines published by Suomen Rakennusinsinöörien Liitto RIL ry (2013). This coarse evaluation allows materials to be divided into two categories: frost-susceptible and non-frost- susceptible.
The thermal conductivity of combined samples, excluding the 12–50 mm samples owing to their large grain size, was measured with a thermal conductivity probe according to the ASTM (D5334-14) standard.
Results and discussion
Environmental analyses
Table 2 presents the results of the basic characterisation test for the combined samples from the year 2013 and for the subsamples from the year 2014 of each mineral fraction (0–2 mm, 2–5 mm, 5–12 mm, 12–50 mm). The results are shown for different elements as mg kg−1, dry weight.
The results of the basic characterisation test for the BA samples from years 2013 and 2014.
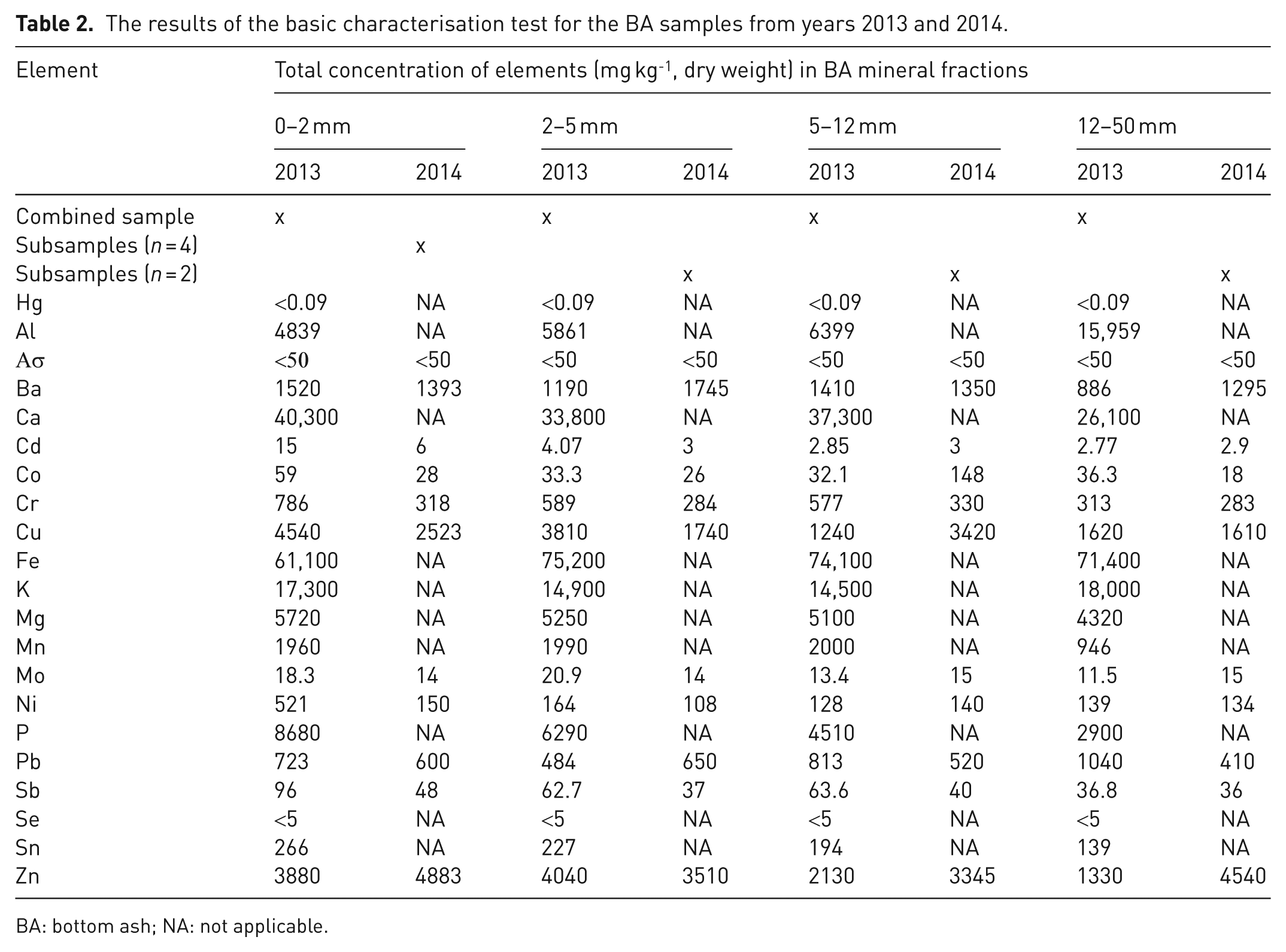
BA: bottom ash; NA: not applicable.
Table 3 summarises the results of the percolation test for the combined samples from the year 2013 and for the subsamples from the year 2014 of each mineral fraction (0–2 mm, 2–5 mm, 5–12 mm, 12–50 mm). The results are shown as a cumulative liquid to solid ratio 10 (L S−1 10) and compared with the Finnish, Dutch and French emission boundary values used for assessing the utilisation possibility of either wood- and peat-burn ashes or MSWI BA in civil engineering applications.
The results of the percolation test (mg kg
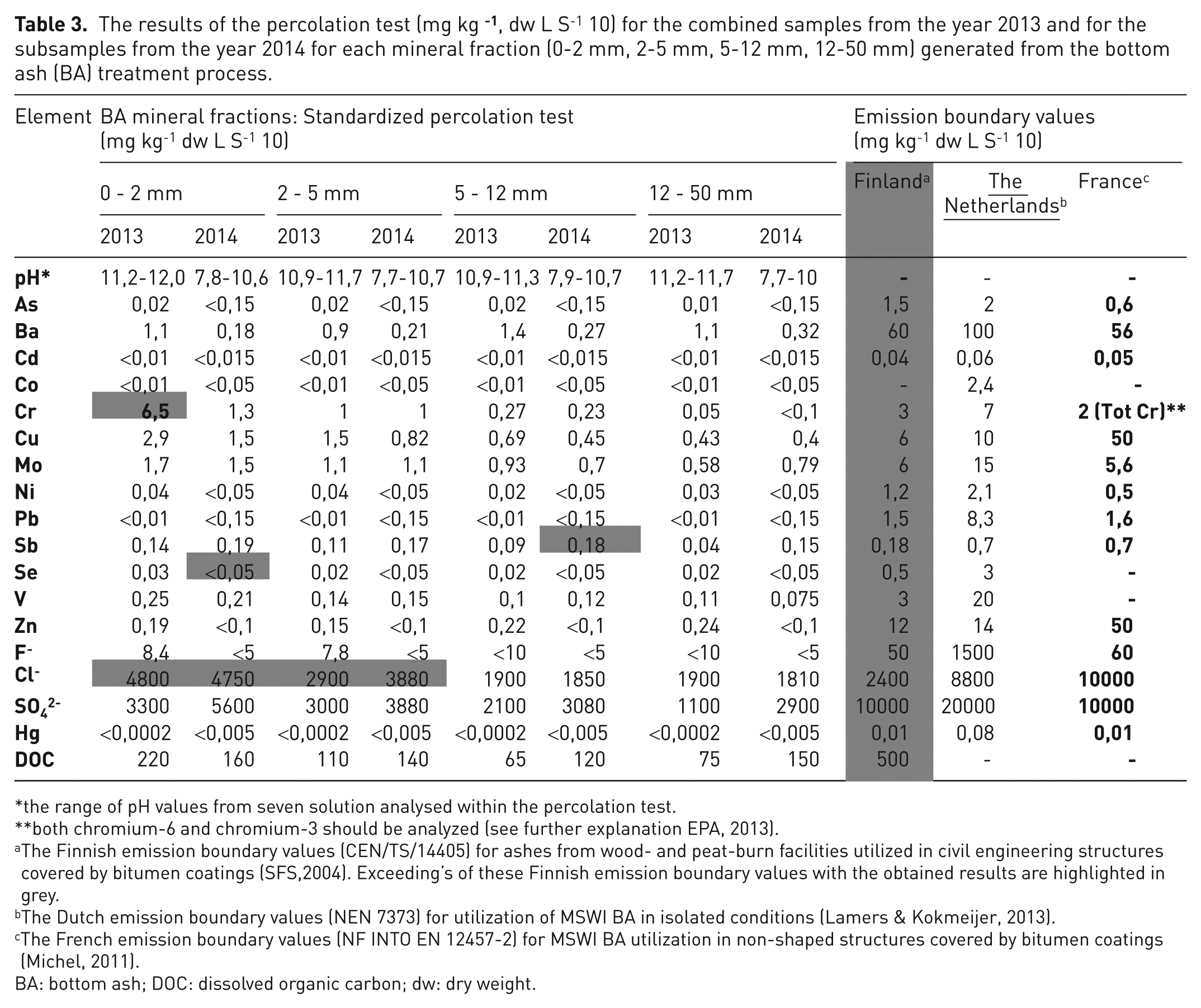
the range of pH values from seven solution analysed within the percolation test.
both chromium-6 and chromium-3 should be analyzed (see further explanation EPA, 2013).
The Finnish emission boundary values (CEN/TS/14405) for ashes from wood- and peat-burn facilities utilized in civil engineering structures covered by bitumen coatings (SFS, 2004). Exceeding’s of these Finnish emission boundary values with the obtained results are highlighted in grey.
The Dutch emission boundary values (NEN 7373) for utilization of MSWI BA in isolated conditions (Lamers & Kokmeijer, 2013).
The French emission boundary values (NF INTO EN 12457-2) for MSWI BA utilization in non-shaped structures covered by bitumen coatings (Michel, 2011).
BA: bottom ash; DOC: dissolved organic carbon; dw: dry weight.
In the percolation test (Table 3), the leaching of chrome (Cr) exceeded the emission boundary values of Finland (3.0 mg kg−1 L S−1 10) and France (2.0 mg kg−1 L S−1 10) in the combined sample of 0–2 mm fraction analysed from the year 2013 (6.5 mg kg−1 L S−1 10). The leaching of antimony (Sb) was close to the Finnish limit value (0.18 mg kg−1 L S−1 10) for the 0–2 mm and 5–12 mm samples analysed from the year 2014 (0.19 mg kg−1 L S−1 10 and 0.18 mg kg−1 L S−1 10, respectively). The leaching of chloride (Cl−) was above the Finnish limit value (2400 mg kg−1 L S−1 10) for the 0–2 mm and 2–5 mm samples analysed from both years (4750–4800 mg kg−1 L S−1 10 and 2900–3880 mg kg−1 L S−1 10). The acquired leaching values for the rest of the samples and elements were below the emission boundary values of the three different countries also when the measurement uncertainty of the laboratory tests for different elements (ca. ±30%) was taken into account.
Table 4 summarises the results of the standardised two-stage leaching test for the subsamples of each mineral fraction (0–2 mm, 2–5 mm, 5–12 mm, 12–50 mm) from the years 2013 and 2014. The results are shown as cumulative L S−1 10 only for chrome (Cr), antimony (Sb), chloride (Cl−) and Dissolved organic carbon (DOC), since these compounds exceeded in some of the fractions the Finnish emission boundary values (see Table 3) for assessing the utilisation possibility of other types of ashes in civil engineering applications. These exceeding’s are highlighted in grey in Table 4. All the other elements analysed were below the emission boundary values shown in the Table 3, even when the measurement uncertainty of the laboratory tests for different elements (ca. ±30%) were taken into account.
The leaching of chrome (Cr), antimony (Sb), chloride (Cl−) and DOC (average
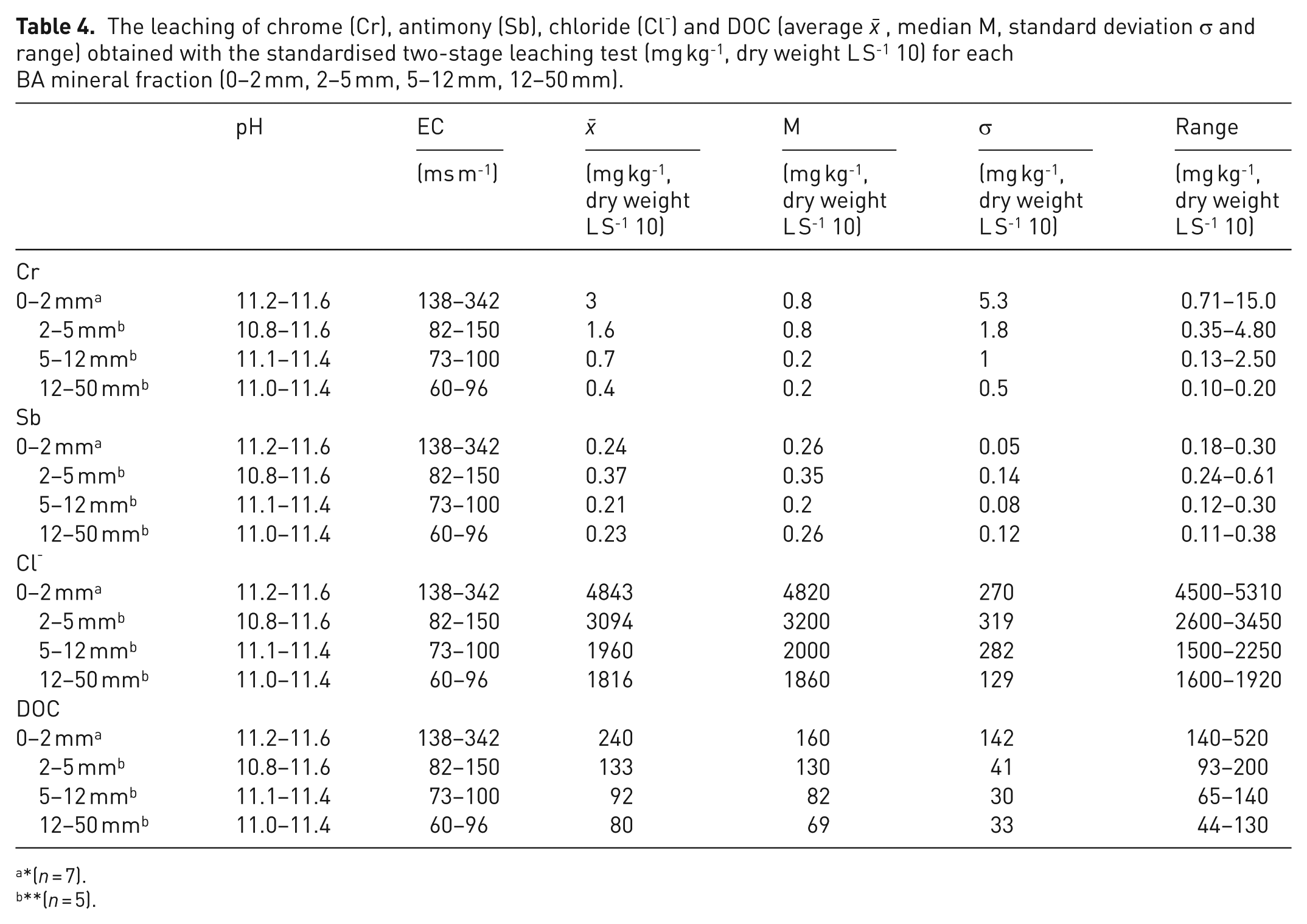
*(n = 7).
**(n = 5).
It is worth mentioning that the emission boundary values of the Netherlands and France are at least three times higher than the limit values of Finland for some of the elements, such as antimony (Sb) and chloride (Cl−) that were found critical in this study (see Tables 3 and 4). On the other hand, Finland has mainly used the European Union leaching waste acceptance criteria for landfilling of inert waste as a basis for the leaching values given in Table 3, whereas the Netherlands and France have fully or partly used specific scenario-based risk/impact assessments to derive their emission boundary values (Saveyn et al., 2014). Thus, these emission boundary values are not directly comparable with each other, but can be used as reference to illustrate the acceptance of BA leaching in different cases.
The increased leaching of Cl−, Sb and Cr from MSWI BA has been problematic in other countries as well (Astrup, 2007; Cornelis et al., 2006; Van Gerven et al., 2005), which can hinder the utilisation possibilities of the material. Nevertheless, in this study, the leaching of Cr had strong variation within the samples (see Table 4). Therefore, the leaching of Cr cannot be concluded to be common for the MSWI BA used in this research. The highest leaching values of Cr for the two smallest fractions (0–2 mm: 15.0 mg kg−1 L S−1 and 2–5 mm: 4.80 mg kg−1 L S−1) were acquired with the standardised two-stage leaching test in the beginning of the treatment process in the year 2013 (see Table 4). This may be owing to a separate batch of waste burnt in the waste incineration plant during that time. For example, several leather industry factories are located within the area of the plant and burning their waste, which can contain large amounts of Cr, may cause the amount of Cr to accumulate into the plants residues.
The leaching of DOC can vary considerably in the MSWI BA and it is related to the unburnt organic material (Hjelmar, 1996). Therefore, the exceeded value of DOC in the one sample of 0–2 mm fraction (520 mg kg−1 L S−1 10) from the treatment year 2014 (see Table 4) can be related to a batch of poorly burnt material brought to the waste treatment centre for BA treatment. In order to avoid problems with the exceeded DOC leaching in the utilisation of BA, the quality of the BA should be visually controlled at all times, and poorly burnt material should be sent back to the plant for re-incineration.
In this study, the leaching of antimony and Cl− were considered to be the most problematic elements, as these elements exceeded, in most cases, the Finnish emission boundary values, especially in the case of the two smaller fractions, 0–2 mm and 2–5 mm (Tables 3 and 4). In addition, the variation within the leaching values of these critical elements was greater for the smaller fractions than it was for the two larger ones (i.e. 5–12 mm and 12–50 mm) (see Table 4.). This suggests that compared with the smaller fractions, the larger fractions are more homogeneous regarding the solubility of antimony and Cl−. This, coupled with the lower leaching of hazardous substances in the larger fractions suggests that the fractions >5 mm can be more easily accepted for utilisation in civil engineering based on the current Finnish regulations.
Furthermore, one important issue worth mentioning is the leaching of critical element antimony and the difference in the pH values between the years 2013 (pH 10.9–12) and 2014 (pH 7.7–11.7). It is known that a carbonation process decreases the pH value of initially alkaline material, such as BA, when its alkaline components (e.g. Calcium hydroxide Ca(OH)2) react with atmospheric carbon dioxide CO2 (Meima et al., 2002). The decrease of pH value increases the leaching of some trace elements, such as antimony (Cornelis et al., 2006, 2012). In the year 2013, the whole mass of BA (approximately 30,000 t) was sieved with a drum screen just shortly before the actual treatment, whereas in the year 2014 this treatment was done throughout the whole year in smaller batches after the material was brought to the waste treatment centre. Therefore, one possible explanation for the lower pH values and the higher antimony leaching in the year 2014, compared with the year 2013, can be the accelerated carbonation owing to earlier pre-screening of the material throughout the whole year. This, however, cannot be ascertained with the available data and thus, it is recommended that pH-static tests, such as CEN/TS 14997, should be included in the list of analysis in further studies.
Finally, for example, Bruder-Hubscher et al. (2001) found that BA in road construction releases the same amount of Cl− as winter salting. Thus, if utilising even the smallest mineral fractions in the lower structural layers of Finnish roads, the leaching of Cl− may not cause additional problems, as salting is routinely used for de-icing roads in winter time. Furthermore, when regarding the leaching of antimony, the Finnish emission boundary values are partly derived from the old World Health Organization (1993) drinking-water standard. The newest drinking-water standard (World Health Organization, 2011) has quadrupled the allowed maximum concentration of antimony in drinking water after new information on the antimony toxicity has been obtained. Therefore, the current Finnish emission boundary values should be revised in order to set proper limit values for the assessment of utilisation possibility of waste-derived materials in civil engineering applications. As the results in this study are strictly based on laboratory testing, it is however recommended that large-scale studies should be conducted in order to have more information on the actual leaching of antimony and Cl− from the MSWI BA. These studies would allow, more specifically, assessment of the potential of these elements to cause risks to humans and the environment in Finnish conditions, and thus provide more information for the policy makers when setting national legislations that promote the utilisation of waste derived materials in civil engineering.
Technical analyses
Figures 1 and 2 illustrate the grain size distributions of all BA mineral fractions before and after the Modified Proctor-tests compared with the limits of frost-susceptible (Area 1) and non-frost- susceptible (Areas 2, 3 and 4) materials published by Suomen Rakennusinsinöörien Liitto RIL ry (2013). During the Proctor-tests, the particles were crushed to some extent. This was observed in d50, which is the grain size corresponding to the passing value of 50%. The particle crushing in terms of change in d50 was greater for the larger fractions; 5–12 mm = 20–36% and 12–50 mm = 50–63%, than it was for the smaller ones; 0–2 mm = 9–10% and 2–5 mm = 23–28%. Based on the grain size distributions given in Figures 1 and 2, all the BA mineral fractions fall within the class of non-frost-susceptible materials before and after the Proctor test was performed. This suggests that even though the compaction increases the amount of fine-grained particles, especially in the largest BA mineral fractions, this does not have an effect on the frost-susceptibility of these fractions.
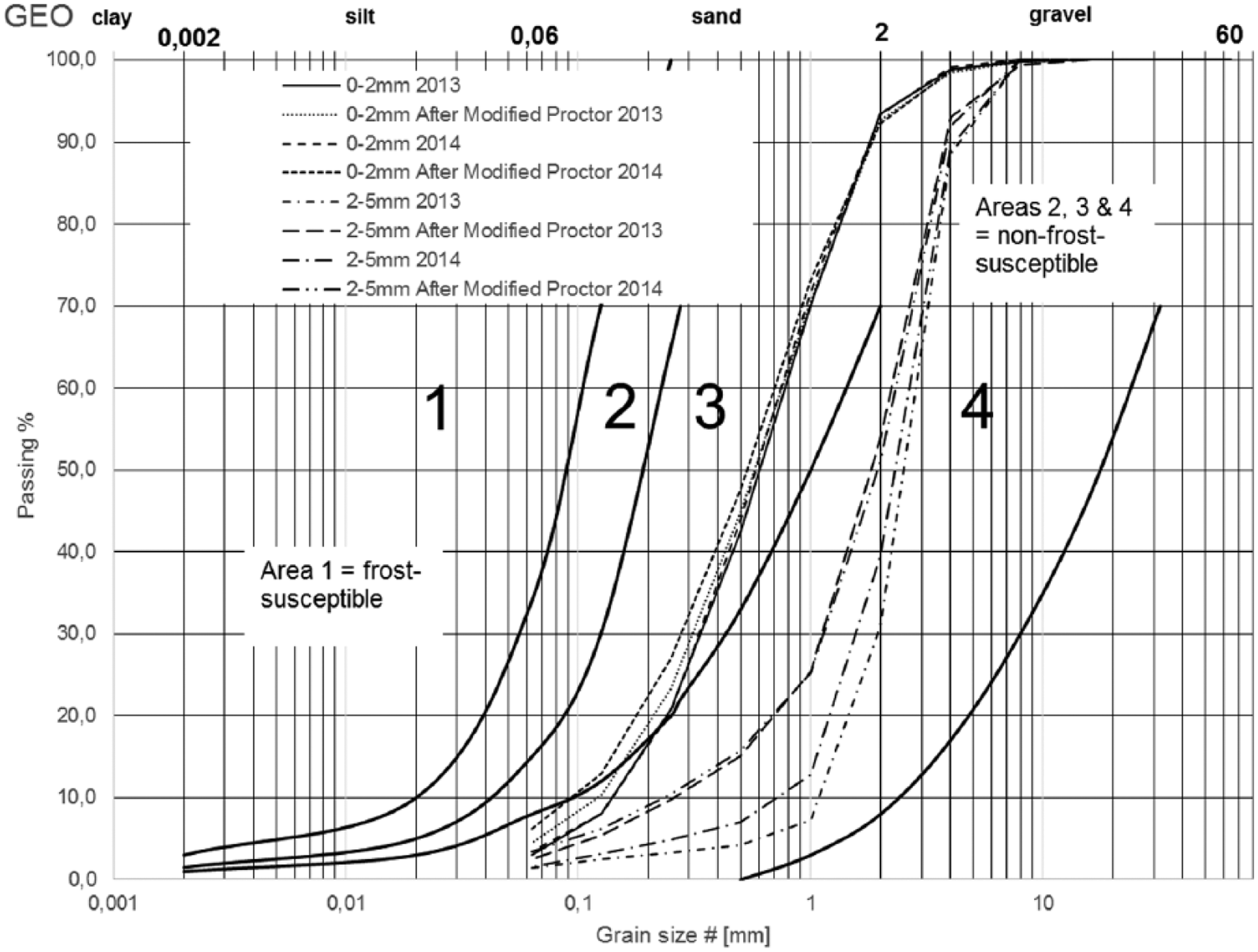
The grain size distributions of the combined samples for the 0–2 mm and 2–5 mm BA mineral fractions from the years 2013 and 2014 before and after the modified Proctor-compaction test compared with the frost susceptibility criteria published by Suomen Rakennusinsinöörien Liitto RIL ry (2013).
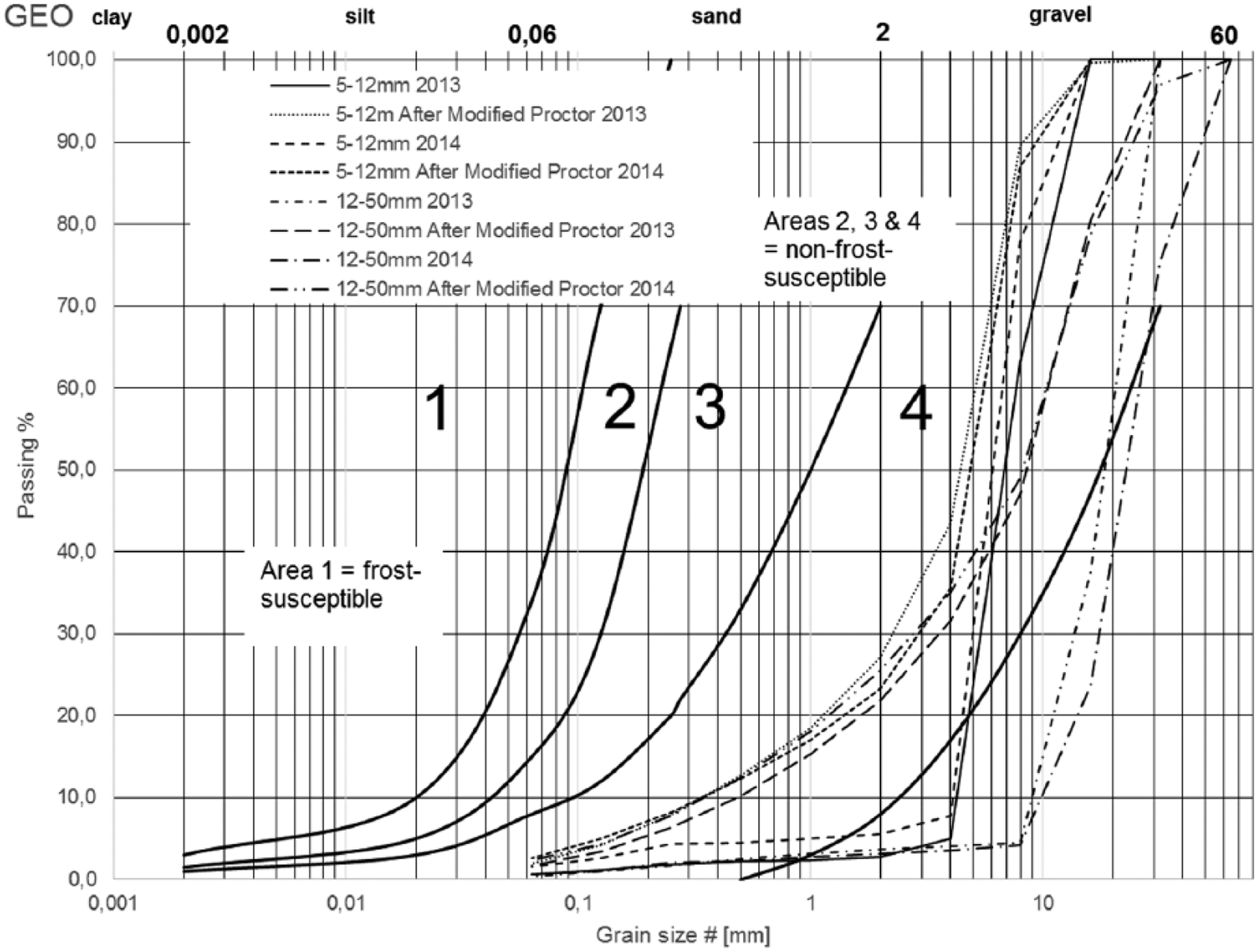
The grain size distributions of the combined samples for 5-12 mm and 12-50 mm bottom ash mineral fractions from the years 2013 and 2014 before and after modified Proctor-compaction test compared with the frost susceptibility criteria published by Suomen Rakennusinsinöörien Liitto RIL ry (2013).
Table 5 summarises the maximum dry density (kN m−3), optimum water content (%), hydraulic conductivity (m s−1), water capillary rise (mm) and thermal conductivity λ (W mK−1) for the combined samples of each mineral fraction from the years 2013 and 2014.
A summary of the results from the technical analyses performed for the combined samples for all grain sizes (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm) of BA mineral fraction from the years 2013 and 2014.
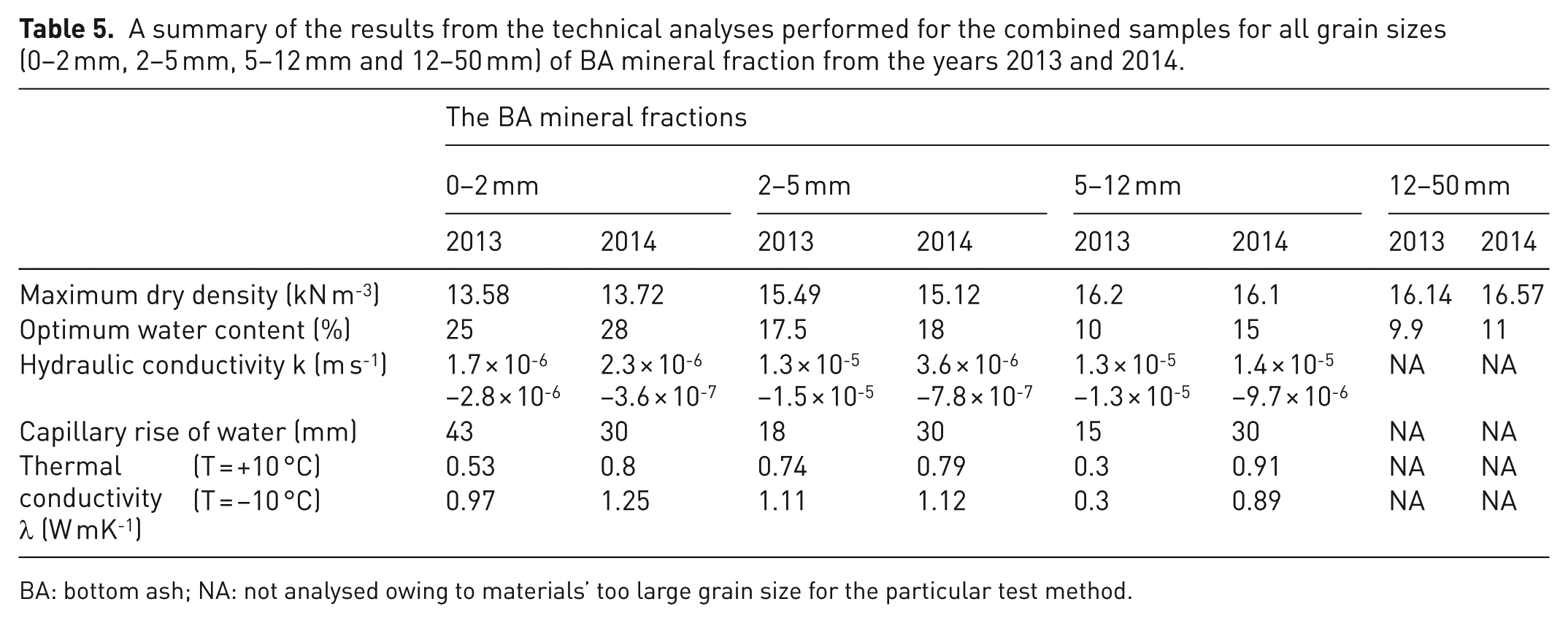
BA: bottom ash; NA: not analysed owing to materials’ too large grain size for the particular test method.
The values of maximum dry density (kN m−3) and optimum water content (%) were the same order of magnitude found by other researchers for MSWI BAs (Chandler et al., 1997; Hu et al., 2010; Izquierdo et al., 2001). Compared with the typical Finnish natural aggregates, the maximum dry densities, for example, for sand and gravel, are higher; approximately 21 kN m−3 for gravel and 20 kN m−3 for sand, whereas the optimum water content is lower for sand (10 %) and gravel (7%) (RTS, 2010), than it was for the BA mineral fractions (Table 5).
The hydraulic conductivities (m s−1) of BA mineral fractions varied from 10−7 to 10−5 (Table 5). These are comparable with coarse and medium sand that have hydraulic conductivities of 10−6 to 10−2 and 10−6 to 10−3, respectively, and are classified as good drainage materials (Lade, 2001). The water capillary rise of the BA mineral fractions varied from 15 to 43 mm (Table 5). For natural aggregates, such as coarse and fine sand, the capillary heights in compacted materials can be 40–150 mm and 400–3500 mm, respectively (Fagerström and Wiesel, 1972). The thermal conductivities (W mK−1) of BA mineral fractions varied between 0.3–0.91 (T = +10 °C) and 0.3–1.25 (T = –10 °C) (Table 5). This can be compared with unfrozen sand that has thermal conductivities varying between 0.5–3.0 W mK−1 depending on its density and moisture content (Andersland and Anderson, 1978). The good drainage, the low capillary heights and the acquired thermal conductivities are all indicators of the favourable behaviour of BA mineral fractions against the frost action. In practice, this means that these properties, coupled with the lower maximum dry densities of BA mineral fractions, can allow the design of thinner and lighter road pavements with this treated BA than with natural aggregates. Regarding the management of road pavement settlements, this is very desirable in the local Finnish conditions, where the road pavements are normally constructed very thick in order to prevent the effects of frost from damaging the road structures. On the other hand, as frost behaviour is affected by many other factors as well (e.g. temperature and water availability), further testing is required in real conditions (e.g. test road) in order to fully understand the frost-behaviour of these BA mineral fractions.
Overall, when evaluating the differences of the technical properties between the four different BA mineral fractions (0–2 mm, 2–5 mm, 5–12 mm, 12–50 mm), it can be concluded that the materials are to some extent very different (e.g. the grain size distributions, the maximum dry densities and the optimum water contents) and to some extent very similar (e.g. the rise of water capillary heights and the hydraulic and thermal conductivities). Based on their leaching properties, the larger fractions (i.e. >5 mm) may be more easily utilised in civil engineering structures. On the other hand, when the main aim is to reduce landfilling, the focus should be on finding utilisation options for the smaller fractions as well, as these constitute the main products in mass of the ADR process (see ‘Sampling’ section). With this comprehensive analysis of the technical and environmental properties of these BA mineral fractions, suitable applications for the different fractions with somewhat differing properties can be searched and studied further in the future.
Conclusions
This study comprehensively investigated the environmental and technical properties of the different size fractions of MSWI BA minerals (0–2 mm, 2–5 mm, 5–12 mm and 12–50 mm) generated from the advanced Dutch BA recovery process ADR. All these BA minerals had similarities, for example, in their potential to have favourable behaviour against the frost action, which was considered to be useful in Finnish conditions. From the environmental point of view, the leaching of hazardous substances was not problematic in most of the cases, especially for the larger fractions (>5 mm). The main exceptions can be antimony and Cl−, which exceeded the Finnish emission boundary values for utilisation of other types of ashes in civil engineering structures. This, however, should be further tested in real conditions (e.g. test road) in order to acquire more information on the actual leaching potential of these elements. Overall, this study has shown that the novel BA recovering technique can be one solution to alleviate the utilisation of BA, and furthermore decrease its landfilling in Finland. In addition, the study provides valuable information on the MSWI BA properties for the policy makers to evaluate more thoroughly whether the utilisation of MSWI BA could be further facilitated through changes in the national legislation.
Footnotes
Acknowledgements
The authors would like to thank especially Dr Tech. Matti Ettala, Professor Pauli Kolisoja and MSc Tech. Tommi Kaartinen for their valuable comments and suggestions throughout the whole investigation.
Declaration of conflicting interest
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The investigations were carried out within a joint research project funded by the Green Growth program of Finnish Funding Agency for Technology and Innovation (TEKES) [No. 1105/2013/2013].