
Abstract
The effect of six additives (CaCO3, HZSM-5, CaO, Al2O3, FeOOH and Ca(OH)2) on the generation, migration, transformation and escaping behaviours of typical gaseous pollutants in the pyrolysis process were studied by vacuum pyrolysis experiments on epoxy resin powder from waste printed circuit boards with tube furnace. The results show that the additives Al2O3, CaO, Ca(OH) 2 and FeOOH could reduce the yield of the gas phase. The removal rates of pollutants, such as benzene, toluene, ethyl benzene, phenol, p-xylene, HBr, NO2 and SO2 in the gaseous products, has changed variously with the increasing percentage of the above additives. Judging from the control of gas-phase pollutant discharge, the calcium-base additives are superior to the others. Ca(OH)2 has the best inhibition effect among them. The increase of the pyrolysis temperature and vacuum degree enhanced the volatility of organic pollutants and weakened the Ca(OH)2 inhibition effect on organic pollutants, while it improved the removal rate of SO2. Under the condition of 500 °C pyrolysis temperature and 0.09 MPa vacuum degree, when the additive proportion of Ca(OH)2 was one-fifth, the average removal rate of pollutants in gas phase is up to 66.4%.
Keywords
Introduction
As a typical electronic waste, the study on recycling of waste printed circuit boards (WPCBs) has become a hot issue in electronic waste processing, and has attracted researchers’ extensive attention in the world.1–2 At present, the physical method, thermal/chemical treatment, and physical and thermal/chemical joint-processing method 3 are the three main ways of WPCBs treatment. Thereinto vacuum pyrolysis has a promising prospect of application for its advantage in resource recycling of liquid products and solid residue. 4 But if the processing parameters are improper, it will produce some poisonous and harmful substances, such as covering smog, elemental bromine, hydrogen bromide gas, bromine phenol, polybrominated biphenyl and dioxins/furans, which will cause severe environmental hazards. 5
To reduce gaseous substances generating in the pyrolysis process, and improve the yield of liquid products and resources value, the related research on the catalytic pyrolysis of WPCBs has been carried out. Cui Quan et al. 6 discovered that the addition of a ZSM-5 Molecular sieve (Zeolite Socony Mobil-5) and HY molecular sieve (H-Y type molecular sieves) can lower the apparent activation energy of the WPCBs pyrolysis. Shi-jie Wang et al. 7 found that the molecular sieve catalyst can improve the oil productivity. Bockhorn et al. 8 revealed that CaCO3 can immobilise bromine partially in the residue. Shao-hong Peng 9 revealed that CaCO3 can effectively reduce the concentration of bromine in the pyrolysis oil. Fan Yang et al. 10 discovered that the component quality of three phase products is improved by the pyrolysis of WPCB non-mental powder catalysed by HZSM-5 type molecular sieves (HZSM-5) printed circuit boards (PCBs). Jiaqi Wu et al. 11 found that the iron-based and calcium-based oxides can significantly reduce the content of bromine in the pyrolysis liquids. Cornelia et al. 12 took DHC-8 (a kind of catalyst for hydrogen) and metal-loaded activated carbon as catalysts to reduce the proportion of bromine in pyrolytic oil effectively. Blazsó et al. 13 found that copyrolysis of sodium hydroxide and zeolites resulted in a considerably reduced yield of dibromo- and tribromophenyl groups of brominated polystyrene. From brominated epoxy resins (BERs) pyrolysed with sodium hydroxide, an enhanced bromomethane evolution was observed, while a depressed brominated phenol formation was observed. A diminished production of bromophenols takes place in pyrolysis with sodium-containing silicates as well. Mihai et al. 14 found that in bromine removal, the Ca-C composite shows a higher effect compared with CaCO3, while a Fe–C composite has a slightly worse effect than FeOOH. Zhan Zhihua et al. 15 found that iron and metal oxides could reduce the bromine content of pyrolyisis oil effectively. The above research mainly focused on improving the yield of pyrolysis oil and conducting its debromination in the catalytic pyrolysis method. The debromination of pyrolysis oil is mainly to have bromine enter into the pyrolysis residue or the gas phase by adding a catalyst. However, further research is still required on the distribution, migration behaviour and adsorption control in the gas solid phase of the organics containing halogen, which are produced in the process.
Based on that, this study focuses on collecting the condensate gas-phase pollutants of vacuum pyrolysis products from WPCBs epoxy resin powder by the method of solution absorption, measuring the content of five kinds of organic pollutant and that of three kinds of inorganic contaminants in the gas-phase product by gas chromatograph-mass spectrum (GC/MS) and by ion chromatography, respectively. This article discusses migrating behaviour characteristics of organic and inorganic pollutants in the gas phase under different conditions by adding six kinds of additives, which have been confirmed as having a debrominative function of pyrolysis oil. It provides references for the large-scale application and research on pollution control technology in the WPCBs vacuum pyrolysis process.
Materials and methods
Experimental materials
Raw materials used in the experiment were type FR-4 (FR-4 Copper Clad Laminate) PCBs powder isolated the metal by physical separation process, such as physical crushing and electrostatic separation. A total of 6% of the powder particle size is 0.38~0.85 mm, 94% of that is 0~0.38 mm. The main components were bisphenol A epoxy resin bromide, glass fibre and inorganic filler. Brominated epoxy resin of bisphenol A (BER) was obtained by the reaction of the comonomer 3,3’,5,5’-tetrabromophenol A (DGEBTBA) and diglycidylether of bisphenol A (DGEBA), taking 4,4’- two amino two phenyl sulfone 4,4’-diaminodiphenyl sulfone (DDS) as a curing agent. Figure1 11 shows the chemical structural formula.

Structural formula of bisphenol A BER.
Industrial analysis is the most basic analysis for the sample. The analysis results can be used to evaluate the macro characteristics of solid waste. Among them, the volatiles are related to the productive rate of pyrolysis oil and the noncondensable gas. The total amount of fixed carbon and ash is related to the yield of pyrolysis oil. The analysis results showed that carbon, hydrogen, oxygen, nitrogen, sulphur and bromine all existed in the powder of WPCBs. They volatilised in the gaseous organic or inorganic substances and formed gaseous pollutants in the pyrolysis process.
The content of carbon, hydrogen, oxygen, nitrogen and sulphur in the raw material were determined by elemental analyser (Bruker X type, Bruker Company, Germany). The content of iron and copper were determined by atomic absorption spectrophotometry (Hitachi Z-2000 type, Hitachi, Honshu Island, Japan). The content of bromine was measured by the oxygen bomb combustion method (SHR-15 isothermal calorimeter) and ion chromatography (metrohm 882 compact ion chromatography (IC) plus) in turn. The industrial analysis was carried out by reference to GB/T212-2008. The element analysis and industry analysis were shown in Table 1.
Elemental analysis and industrial analysis/%.

Mad: moisture; Aad: ash; Vad: volatiles; FCad: fixed carbon; SI: system international unites.
Additives used in the experiments: AR CaO, Ca (OH)2 and CaCO3; industrial grade FeOOH; industrial grade Al2O3 (particle size is 3~5 mm); industrial grade HZSM-5 (particle size is 2~3 mm, Si/Al = 25).
Experimental apparatus and methods
As showed in Figure 2, the vacuum pyrolysis device is composed of four parts: A tube furnace, a condenser, a gas collection system and a water circulating vacuum pump. The tube furnace (SK-G08123K Tianjin Central Experimental Electric Furnace Co. Ltd, Tianjin, China) is a quartz tube with a 80 mm inner diameter and 600 mm length. The gas collection system is composed of a porous sieve plate absorption bottle, an ice bath, a flowmeter and all are connected by silica gel tube; 50 g epoxy powder of PCBs is contained in a quartz boat; six solid additives (HZSM-5, CaCO3, CaO, Al2O3, FeOOH and Ca (OH)2) were added to the sample. The mass ratio of additives and powder was set up as 1/10, 1/5, 1/2 and 1/1, which were mixed. According to the thermo gravimetric (TG) curve, 11 under a nitrogen atmosphere of WPCBs epoxy resin powder, the powder began to decompose at 300 °C and completely pyrolysed at 480 °C, so the test conditions were set as a vacuum heating rate of 10 °C min-1 and final temperature of 500 °C, keeping the constant temperature for 60 mins. Experimental procedures consisted of connecting the device, opening the control valve 12(1) and closing the control valve 12(2) and 12(3), then opening the vacuum pump. When the vacuum meter read 0.09 MPa, a flowrate of 0.3L min-1 was set, the tube furnace power switch was turned on and the program to start heating up was set. When the temperature reached 300 °C, first the control valve 12(1) was shut off and then control valves 12(2) and 12(3) were opened in turn for sampling. The sampling time was 60 minutes. Control valves 12(2) and 12(3) were closed in turn after the sampling, then control valve 12(1) was opened again to prevent the phenomenon of inverted suction.
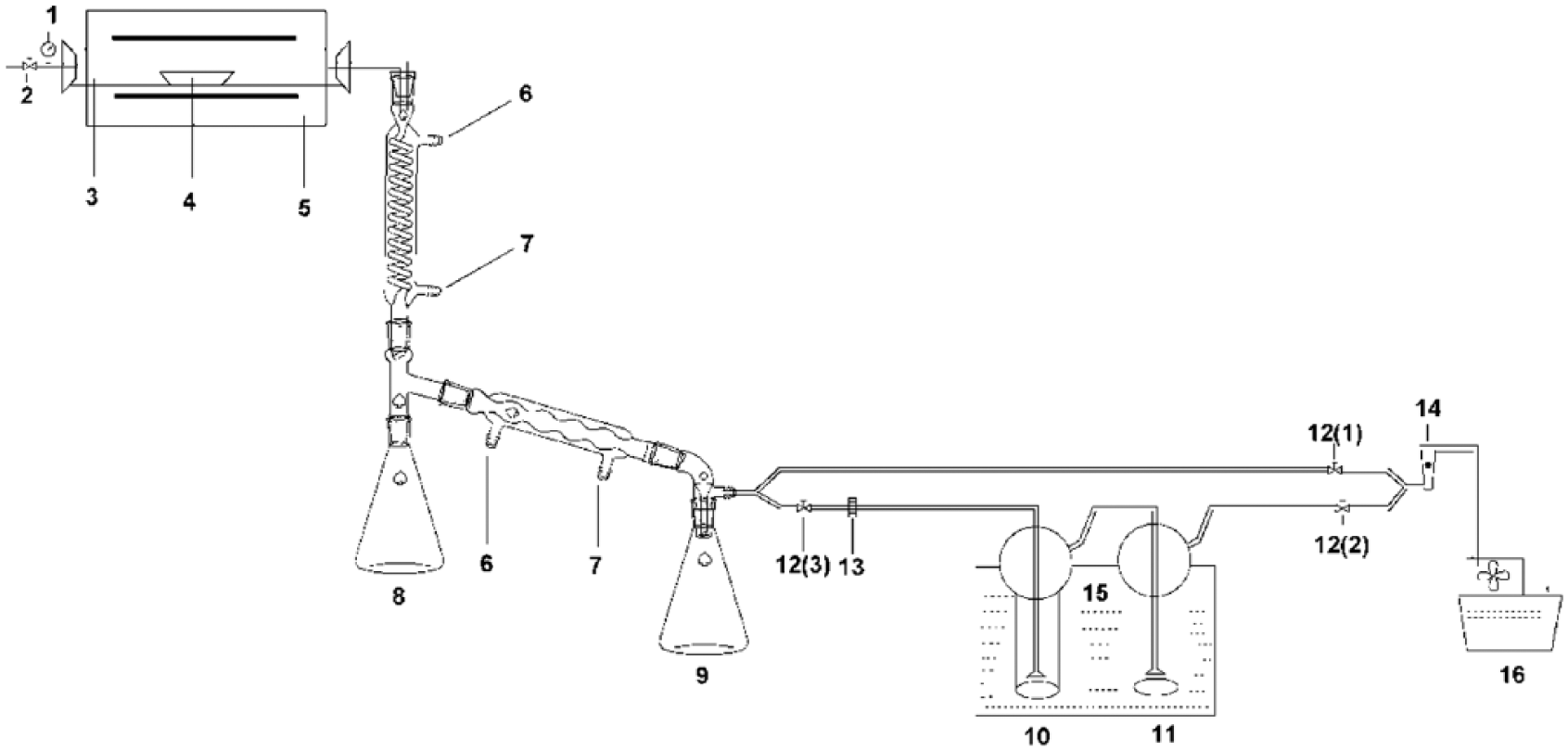
Collection device of the gas-phase pollutants from the vacuum pyrolysis epoxy powder of PCBs.
Collection and analysis of gas-phase pollutants
The organic pollutants in the gas phase were absorbed by the anhydrous ethanol, which was respectively provided with 25 mL in the two glass plate series absorption bottles. After the sampling, all the solution was transferred from the absorption bottles to a 50 mL colorimetric tube and a small amount of ethanol added up to the scale mark. The solution was then analysed by gas chromatography-mass spectrometry (GC/MS: Agilent 7890A/5975C). Chromatographic conditions: 30 m × 250 μm × 0.25 μm HP-5MS elastic quartz capillary column. The carrier gas was helium. The flowrate was 1 mL min-1 and the split ratio was 100:1. Temperature of the heating process: The initial temperature was 60 °C, maintained for 1 min, up to 100 °C at the rate of 20 °C min-1, maintained for 2 min, and then up to 160 °C at the rate of 20 °C min-1, maintained for 10 min. Mass spectrometry conditions: electron impact ionization (EI) source electron energy was 70 eV. The ion source temperature was 230 °C. The interface temperature was 250 °C. The quality of the scanning range was 10–500 amu. The spectral library used NIST05.lib. The identification was considered to be correct when the similarity was greater than 90%. According to a relative peak area (Table 2) and total ion flow (Figure 3) of the gas-phase products without additives, the five benzene homologs in the higher levels (benzene, toluene, ethylbenzene, phenol and xylene) were selected as representative and their content was calculated by the standard curve and then converted to the content of organics in the gas phase.
The relative peak area of organic pollutants in gas phase without additives (%).
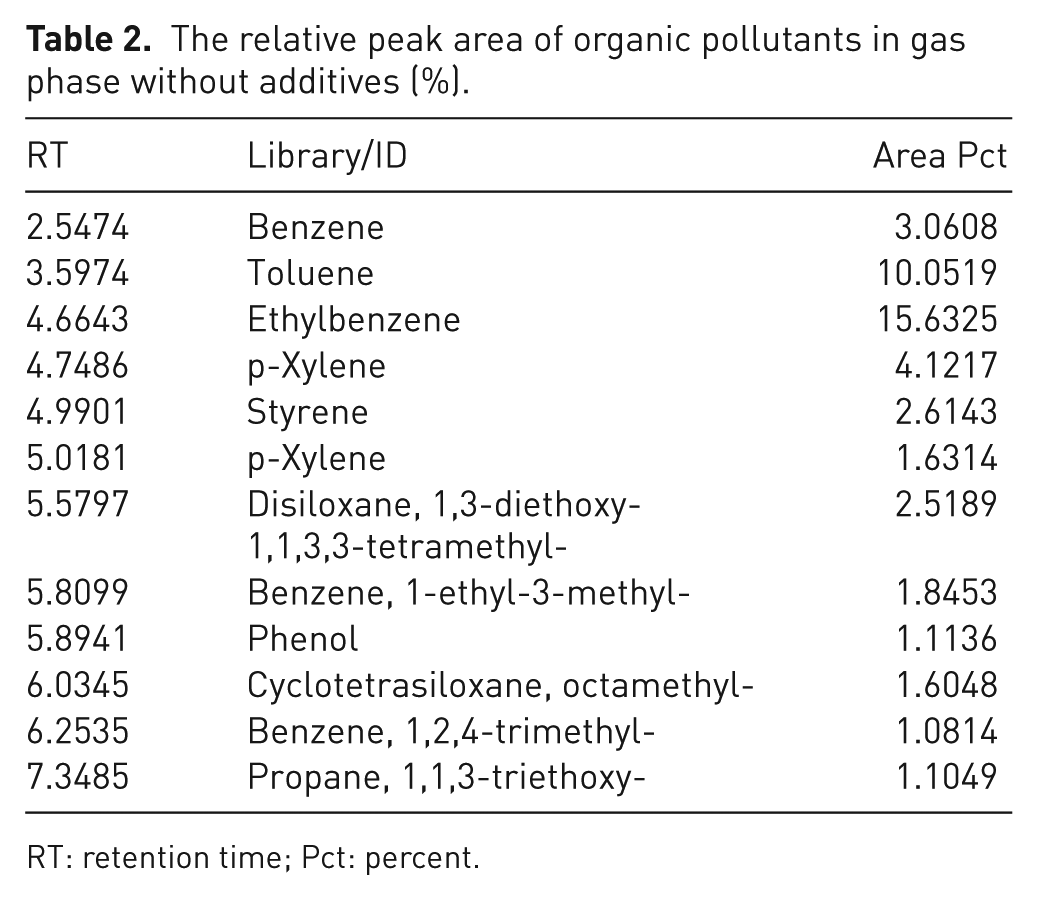
RT: retention time; Pct: percent.
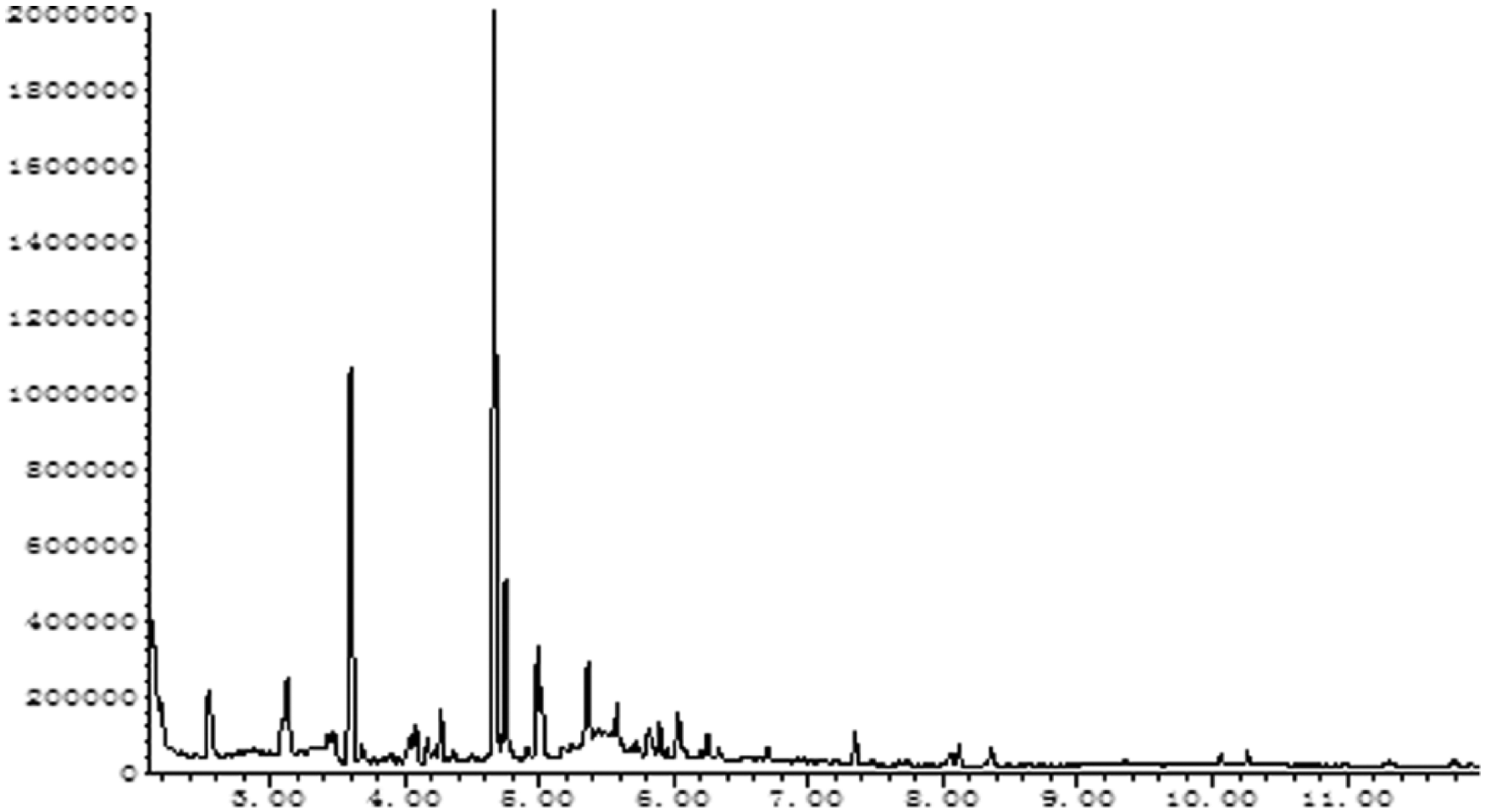
Total ion current of pollutants in gas phase without additives.
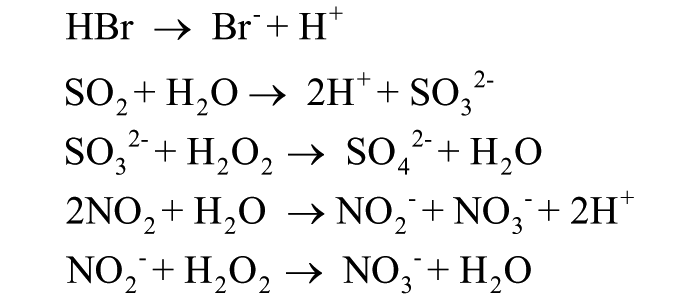
The inorganic pollutants in gas phase were absorbed by the liquid absorption. Two connected glass plate series absorption bottles, which respectively contained 25 ml liquid absorption, were used for sampling. The absorption solution were prepared using the following steps: 3.39 g of Na2CO3 and 0.84g of NaHCO3 were weighed accurately and put into a beaker; a small amount of deionised water was added to dissolve them, then they were transferred to a 100 mL volumetric flask; this was diluted with water to 100 mL to make up the stock solution; 20 mL was taken out from the stock solution with a pipette and transferred into a 2 L volumetric flask; the formulated eluent was treated with 0.22 µm membrane filtration and ultrasonic degassing; 50 ml of H2O2(30%) was accurately transferred into a 1 L volumetric flask, 20 ml of triethanolamine was added, diluted with prepared eluent dilution to the marked line to formulate the absorption liquid. After sampling, the absorption liquid was transferred into a 50 mL colorimetric tube, with a small amount of absorption solution added to the marked line. After the filtration with 0.22 μm membrane and ultrasonic degassing, the solution was analysed by IC (Metrohm 882 compact IC plus). IC condition – chromatographic column: Metrosep A supp5 250/4.0; eluent: 3.2 mmol/LNa2CO3, 1.0 mmol/LNaHCO3; flow rate: 0.7 mL min-1; data source: 882 compact IC plus 1. Absorbed by the solution, HBr in the gas phase generated Br–.SO2 was transformed into SO32–, which was oxidised into SO42– by H2O2 after being absorbed by the solution. Absorbed by the solution, NO2 generated NO3– and NO2–, which were oxidised into NO3–. Determining the content of Br–, SO42– and NO3– in the solution by IC, we obtained the content of HBr, SO2 and NO2 in the gas phase after conversion. The following reactions occurred in the absorption solution:
In order to present the experimental results in a better way, the pollutants removal rate (η) was introduced:

where η was the removal rate of pollutants, %; C0 was the content of pollutants in the gas phase without additives, mg L-1 and Cx was the content of pollutants in the gas phase with additives, mg L-1.
The results and analysis
The effect of different additives on the gas-phase productivity
Brominated epoxy resin powder and additives, at the ratio of 1:1, were respectively added to the same quality of HZSM-5, Al2O3, CaCO3, CaO and Ca (OH)2, then vacuum pyrolysis was conducted under the following conditions: vacuum degree 0.09 MPa, 10 °C min-1 heating rate, final temperature of 500 °C. The yield of the three-phase distribution is shown in Figure 4. It can be seen that Al2O3, CaCO3, CaO, Ca(OH)2 and FeOOH can reduce the gas-phase yield. The effect of CaO and Ca(OH)2 was the most obvious. The gas yield fell from 18.34% to 6.44% and 8.48%, respectively. Al2O3, CaCO3 and FeOOH also had a certain effect by decreasing to 8.96%, 12.32% and 12.80%. Instead of falling, HZSM-5 increased the gas yield slightly. HZSM-5, Al2O3, CaCO3, CaO, Ca(OH)2 and FeOOH were able to improve the yield of the liquid phase. The effect of Al2O3 and Ca(OH)2 was the most obvious. The liquid yield was increased by 19.2% and 25.3%, respectively. The decline of the gas production rate means that the amount of pollutants in the gas phase decreased. Therefore, according to their inhibition of the gas phase, the order should be CaO > Ca(OH)2 > Al2O3 > CaCO3 > FeOOH > HZSM-5. With the addition of CaO and CaCO3,the solid yield significantly improved, while the liquid phase yield basically stayed the same. It indicates that CaO and CaCO3 reduce the gas-phase products by raising the rate of coke. After the addition of Ca(OH)2, the yield of the liquid phase increased, indicating that Ca(OH)2 reduced the gas phase by increasing the liquid phase yield, which was more favourable for the recovery and utilisation of pyrolytic oil resources.
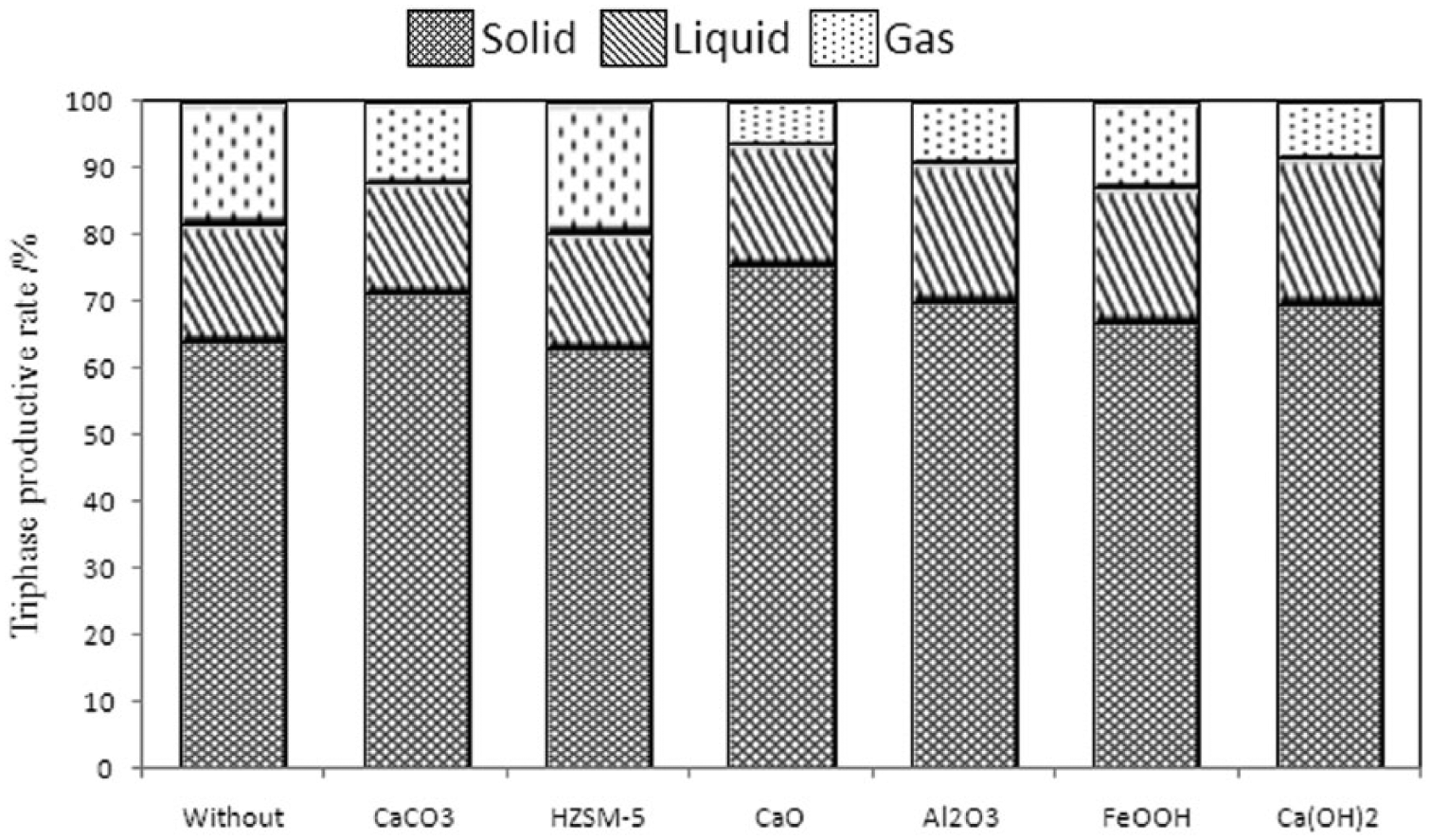
The effect of different additives on the yield of the three phases.
The effect of the different proportions of additives on the distribution of pollutants in the gas phase
Figure 5(a) showed that when the proportion of CaCO3 was 1/5, the removal rate of gas phase pollutants reached over 30% under the condition of vacuum degree 0.09 mpa, 10 °C min-1 heating rate and final temperature of 500 °C. The removal rates of benzene, toluene, ethylbenzene, phenol, p-xylene, HBr, NO2 and SO2 were 48.0%, 38.2%, 37.5%, 46.4%, 40.7%, 85.5%, 30.1% and 55.5%, respectively. When increasing the proportion of CaCO3 from 1/10 to 1/1, the removal rate of pollutants all went up. The removal rates of benzene, toluene, ethylbenzene, phenol, p-xylene, HBr, NO2 and SO2, respectively, reached the highest points of 92.3%, 81.0%, 88.7%, 92.5%, 78.7%, 65.6%, 37.7% and 71.9% when the proportion of CaCO3 was 1/1. Judging from the average removal rate, CaCO3 had a good inhibitory effect on these pollutants in the following order: phenol > benzene > ethylbenzene > toluene > SO2 > p-xylene > HBr > NO2. HBr produced in a pyrolysis process generated CaBr2 by a gas–solid chemical reaction when contacting with the surface of the CaCO3 particle, and also released CO2 and H2O. The reaction principle is: 2HBr(g) + CaCO3(s) = CaBr2(s) + H2O(g) + CO2(g), 16 SO2(g) + CaCO3(s) = CaSO3(s) + CO2(g). However, the remove rates of HBr and SO2 was not high, mainly because, under the experimental temperature, CaCO3 stayed stable and was not easy to decompose, thus the effect on removal of HBr and SO2 was not satisfying.
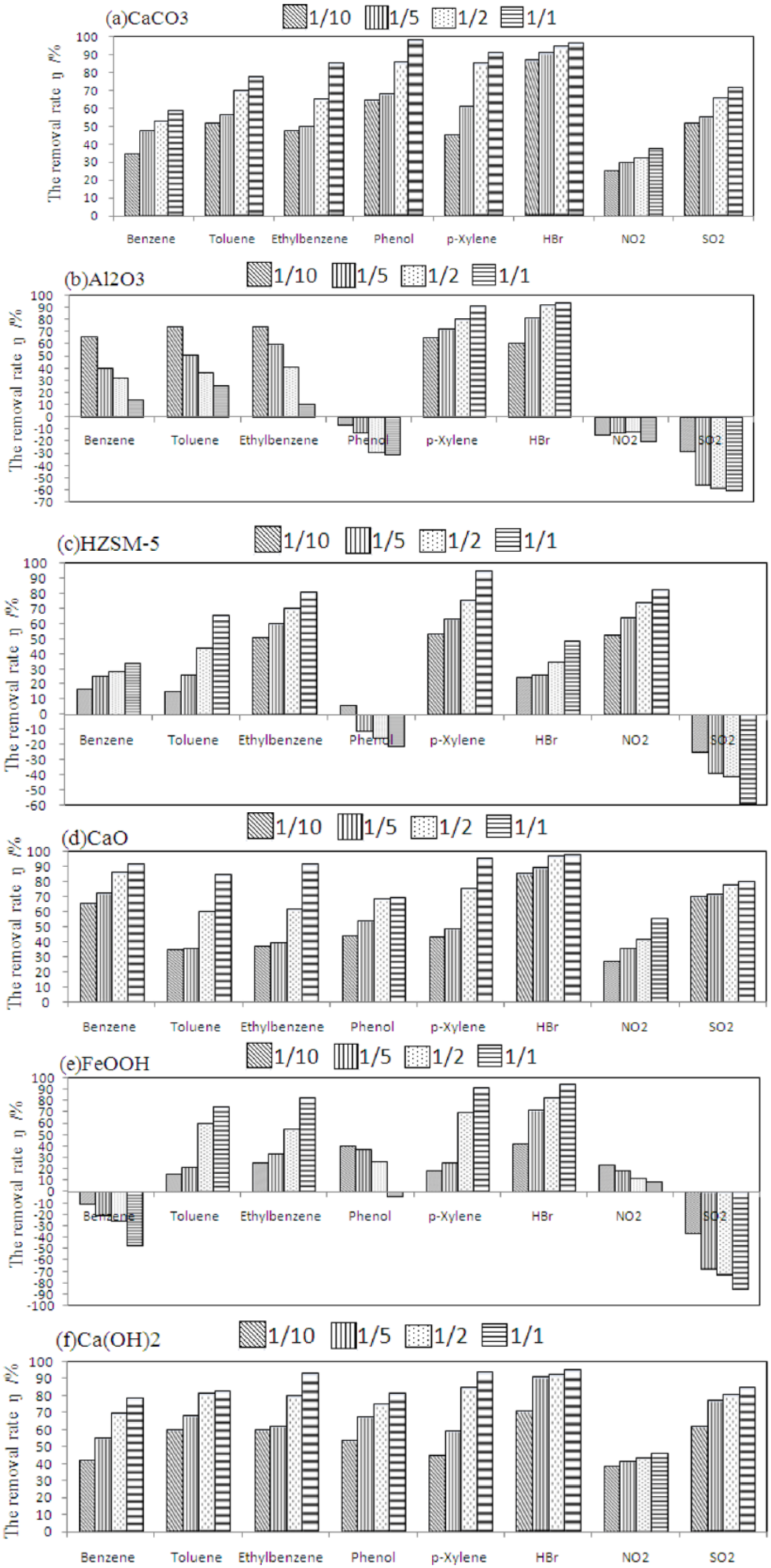
The removal rate of pollutants in the gas phase for different proportion of additives.
Figure 5(b) showed that the removal rates of pollutants have altered by adding a different proportion of Al2O3. When increasing the proportion of Al2O3 from 1/10 to 1/1, the removal rate of ethylbenzene reduced from 74.4% to 10.5%, the maximum drawdown. With the increasing proportion, the removal rates of benzene, toluene, ethylbenzene and phenol trended down. Thereinto, the content of phenol in the gas phase became greater instead of decreasing, which conformed to the research results of Yi Wang, 17 who thought that Al2O3 was mainly based on acid L, bisphenol A decomposed into phenol and phenol homologues under the action of alumina. Then bisphenol A in an alkane structure was easy to be captured an H- by acid L with the generation of carbonium ion, which ruptured at β, generating an olefin molecule and another carbonium ion. The reaction of carbonium ion and benzene molecule produced new carbonium ion, which continued to react into alkyl benzene. Therefore, the content of toluene, xylene and ethylbenzene in the gas phase increased by adding Al2O3.
Figure 5(c) showed that, except phenol, the content of organic pollutants could be reduced by adding HZSM-5 and the removal rate increased with the augment of the added amount. Fan Yang’s 10 research results indicated that the contents of benzene series in the non-mental powder of gas of the pylorytic WPCBs were further decreased by adding the catalyst HZSM-5, which is owing to the porous structure of the HZSM-5 molecular sieve. The gas could enter the pores of the molecular sieve in the pyrolysis process and make the reaction more fully, which made the organic compositions in the gas have a simpler structure and smaller molecular weight. The effect of HZSM-5 on phenol was similar to that of Al2O3, because the main component of HZSM-5 was Al2O3. The addition of HZSM-5 also had an effect on the removal of inorganic pollutants like HBr and NO2. From the graph, it can be seen that HZSM-5 had a good removal effect on NO2 because of the HZSM-5 molecular sieve characterised with both acid B and acid L. Li 18 found that Ga/HZSM-5 molecular sieves were a highly active catalyst for methane to select catalytic reduction of NOx, so the HZSM-5 and its modified molecular sieves are widely used for denitration in exhaust gas from automobile and coal-fired boilers.
Figure 5(d) shows that the removal rates of organic and inorganic pollutants increased with a greater proportion after adding different proportion of CaO. When the proportion of CaO increased from 1/10 to 1/1, the removal rates of the five organic pollutants, benzene, toluene, ethylbenzene, phenol and p-xylene, increased from 65.5%, 34.8%, 37.4%, 43.9%, 43.6% to 91.8%, 85.2%, 91.8%, 69.3%, 95.9%, respectively, improved by 26.3%, 50.4%, 54.4%, 25.4% and 52.3%, which proved that the addition of Cao had an obvious effect on organic pollutants. The removal rate of the three inorganic pollutants HBr, NO2, SO2, went up from 85.4%, 27.4%, 70.2% to 97.9%, 56.0%, 80.3%, increased by 12.5%, 28.6% and 10.1%. When the added proportion was 1/1, CaO had an inhibitory effect on these pollutants in the following order: HBr > p-xylene > benzene, ethylbenzene > toluene > SO2 > phenol > NO2. CaO caused a high removal rate of HBr and SO2, because the reaction between HBr, SO2 produced in the pyrolysis process, and CaO, generated high-thermal-stability calcium bromide and calcium sulphite, which reduced the content of HBr and SO2 in the gas phase. The reaction was as follows: 2HBr(g) + CaO(s) = CaBr2(s) + H2O(s), SO2(g) + CaO(s) = CaSO3(s).
Figure 5(e) showed that the removal rate of pollutants changed by adding a different proportion of FeOOH. The removal rates of toluene, ethylbenzene, p-xylene and HBr increased proportionally. Toluene was the one with the biggest change in the removal rate, from 15.7% to 75.3%. When the added proportion was 1/1, FeOOH had an inhibitory effect on these pollutants in the following order: HBr > p-xylene > ethylbenzene > toluene > NO2. The removal rate result of HBr by 94.5% on HBr in the gas phase was consistent with that of Wu Jialin’s 11 research: With the addition of FeOOH, inorganic bromide did not exist in non-condensing gas and pyrolysis liquid. The results of Chen bo 19 indicated that the proportion of bromine in the gas product significantly decreased when the amount of FeOOH came up to iron: bromine = 1.05:1. The existence of FeBr2 was found by X-ray diffraction (XRD) detection for solid products, which proved the reaction between the HBr, the bromine active group released by BER in the WPCBs pyrolysis process, and FeOOH. However, with the increased proportion, the concentration of benzene, phenol, SO2 and NO2 in the gas phase also increased, which is not conducive to the control of these pollutants.
Figure 5(f) showed that the removal rate of pollutants basically had improved by adding a different proportion of Ca(OH)2, that of p-xylene presented the most obvious change. When the proportion of Ca(OH)2 increased from 1/10 to 1/1, the removal rates increased from 45.1% to 94.2%, by 49.1%. When the added proportion was 1/1, Ca(OH)2 had an inhibitory effect on the organics in the following sequence: p-xylene > ethylbenzene > toluene > phenol > benzene. The inhibitory effect of Ca(OH)2 on inorganic was HBr > SO2 > NO2, and the removal rates of HBr and SO2 were more than 84.9%. As for the added proportion, 1/5 could make the removal rate of pollutants in the gas phase above 41.6%. Therefore, the 20% addition of Ca(OH)2 will be able to control the pollutants in the gas phase well. As shown in Figure 5, the more Ca(OH)2 was added, the better treatment effect would be improved. If considering the economic feasibility, in the actual application, we can choose to add the proportion of 1/10, because the treatment effect was rather good with the removal rate of Benzene, Toluene, Ethylbenzene, Phenol, p-Xylene, HBr, NO2 and SO2 up to 42.3%, 60.6%, 60.3%, 54.1%, 45.1%, 71.5%, 38.6% and 62.4% when a 1/10 proportion of additive in the gas phase was added. The main reaction in the pyrolysis process was as follows: 2HBr + Ca(OH)2(s) = CaBr2(s) + 2H2O(g), SO2(g) + Ca(OH)2(s) = CaSO3(s) + H2O(g).
The effect of different additives on the pollutants distribution in gas phase
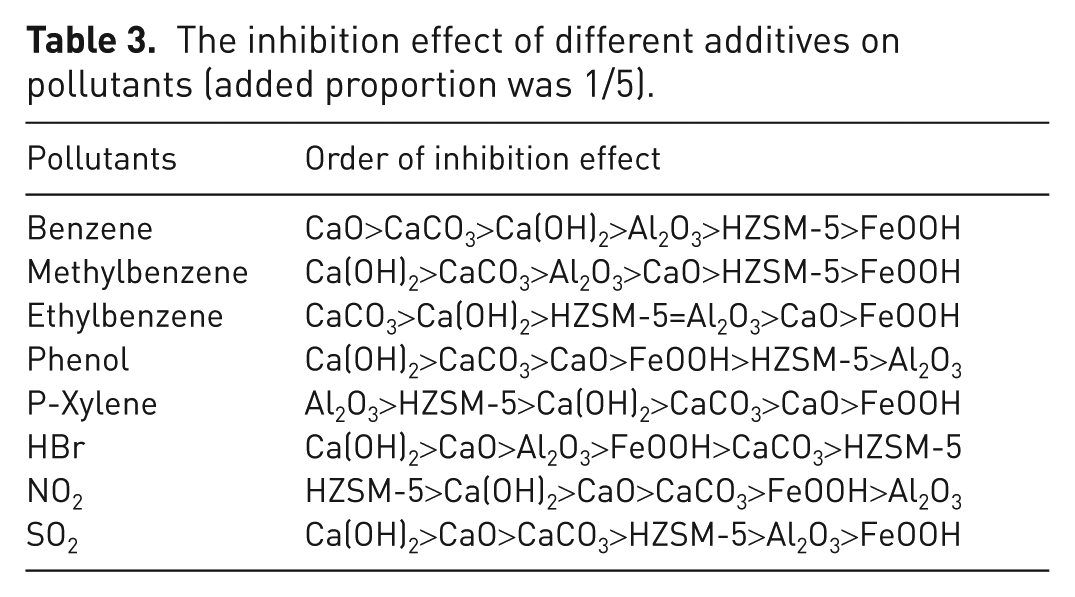
In Figure 6, comparing the removal rates of different additives at proportions of 1/5 for pollutants in the gas phase, it can be seen that CaO had the best inhibiting effect on benzene; Ca(OH)2 had the best inhibiting effect on toluene, phenol, HBr and SO2; CaCO3 had the best inhibiting effect on ethylbenzene; Al2O3 had the best inhibiting effect on p-xylene; HZSM-5 had the best inhibiting effect on NO2. Table 3 showed that the calcium-based (CaCO3, CaO, Ca(OH)2) additives were superior to other additives (HZSM-5, Al2O3, FeOOH) on the removal of pollutants, which indicated that calcium-based additives had a better absorption effect for pollutants than other additives. Consolidated adsorbent can adsorb gaseous pollutants by physical adsorption and chemical adsorption. Because the Ca2 + in calcium-base additives can react with HBr and SO2, it is better at adsorption. From the point of view of reducing the emission of gaseous pollutants in the vacuum pyrolysis, choosing calcium-based additives has a good control effect on the pollutants. The average removal rate of Ca(OH)2 reached the highest point of 66.4% at the addition ratio of 1/5. Overall Ca(OH)2 has the best control effect on pollutants. Owing to the stronger alkaline than CaCO3 and CaO, Ca(OH)2 is liable to react with HBr, 20 so its inhibiting effect on HBr and SO2 is bigger than CaCO3 and CaO. On the other hand, because the decomposition temperature of Ca(OH)2 (about 582 °C) is lower than that of CaCO3 (about 898 °C), Ca(OH)2 can produce water vapour in the pyrolysis conditions, which can form more surface porosity, and improve the adsorption capacity of gas.
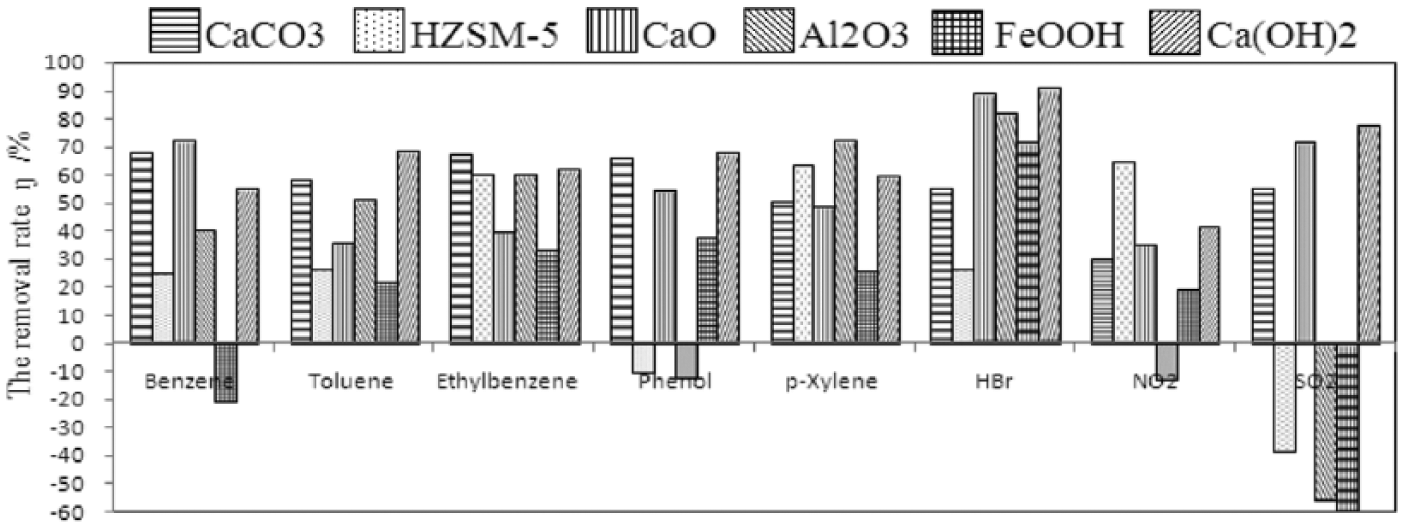
The removal rate of gas-phase pollutants by adding different additives (added proportion was 1/5).
The inhibition effect of different additives on pollutants (added proportion was 1/5).
The adsorption of Ca (OH)2 for pollutants in gas phase
The adsorption for gaseous substances on the solid surface is divided into physical adsorption and chemical adsorption. The physical adsorption is mainly achieved by the surface energy with adsorbate gas condensating in pores, so it is greatly influenced by a specific surface area. Chemical adsorption depends on the content of adsorbent active site. The higher the active site is, the greater the adsorption quantity becomes. 21 From the Scanning Electron Microscope (SEM) (Fig.7), which showed the change of Ca(OH)2 before and after thermal reaction, it is known that there are many fine grains on the surface of Ca(OH)2 before the thermal reaction and there are many multi-gaps among them. The morphology features of Ca(OH)2 changed significantly after thermal reaction, such as obvious diameter reduction of the grain, more compact and smooth surface structure, the smaller pores and the crystal shape. These indicated that the Ca(OH)2 reacted with pyrolysis products of WPCBs with a melting reaction in high temperature in the pyrolysis process.

SEM photo of Ca(OH)2 before and after the thermal reaction.
The effect of Ca(OH)2 on the pollutants distribution in the gas phase at different temperatures
Comparing the removal rates of eight pollutants in the gas phase at different temperatures when the additive proportion of Ca(OH)2 was 1/5 in Figure 8, it can be seen that the removal rates of pollutants were greatly changed with the increase of pyrolysis temperature. At 600 °C, the removal rate of Benzene reached the highest, 56.9%. The highest removal rates of toluene, ethylbenzene, phenol, p-xylene and HBr appeared at 500 °C. When the pyrolysis temperature was increased from 600 °C to 700 °C, all the removal rates declined except for NO2 and SO2, which illustrated that the over-high temperature was not conducive to the removal of these pollutants. Shao-hong Peng et al. 16 considered that when the temperature was over 700 °C, the removal rate of HBr began to drop. The reason was two-fold: First, calcium bromide started to melt at 730 °C with slight decomposition and started to boil at 800 °C. Second, besides the decomposition and volatilisation of calcium bromide, molten calcium bromide covering on the surface of solid additives seriously hindered the diffusion velocity of HBr in the product layer. Because with a decomposition temperature of 995.6 °C CaSO3 was not easy to decompose in the experimental conditions, the removal rate of SO2 did not fall with the increasing temperature.
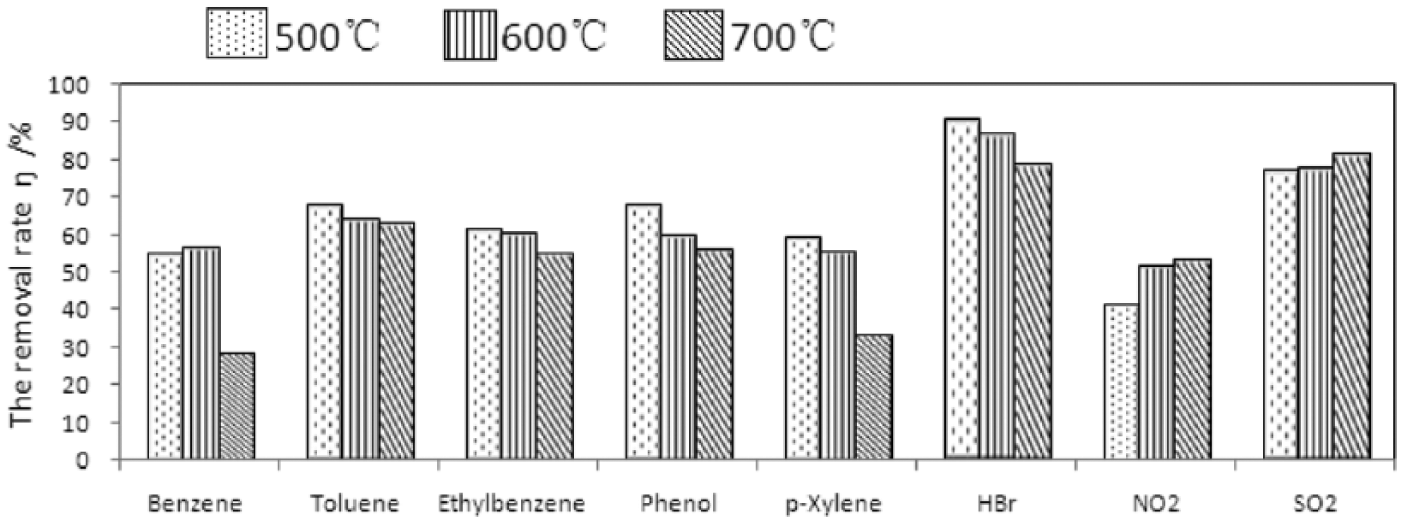
The removal rate of gas-phase pollutants at different temperatures with added Ca(OH)2.
The effect of Ca(OH)2 on the pollutants distribution in gas phase under different vacuum conditions
Comparing the removal rates of pollutants in the gas phase under different vacuum conditions when the additive proportion of Ca(OH)2 was 1/5 and the temperature was 500 °C in Figure 9, it can be seen that with the increase of vacuum degree, the removal rate of pollutants in the gas phase tended to decline, except HBr and SO2. When the vacuum degree went up from 0.07 MPa to 0.09 MPa, the removal rate of benzene fell by 37%, the largest descent range, followed by toluene, the falling range was 21.2%. It illustrated that the vacuum degree had certain effect on pollutants, especially on benzene and toluene. The declining removal rates of pollutants in the gas phase with increasing temperature was owing to the reduction of gas residence time when the vacuum degree increased. For the volatile organic compounds, Ca(OH)2 mainly inhibited them by physical adsorption, while the increase of vacuum degree shortened the contact time between gas and solid additives, leading to the decrease of the removal rate. For HBr and SO2, Ca(OH)2 mainly inhibited them by physical adsorption and chemical adsorption. The increase of vacuum degree speeded up the volatilisation of HBr and SO2 generated from the pyrolysis of WPCBs powder, which reacted with Ca(OH)2. Meanwhile the water vapour diffused faster from the surface of solid particles and formed more voids, resulting in an accelerated rate of chemical reaction and improved removal effect.
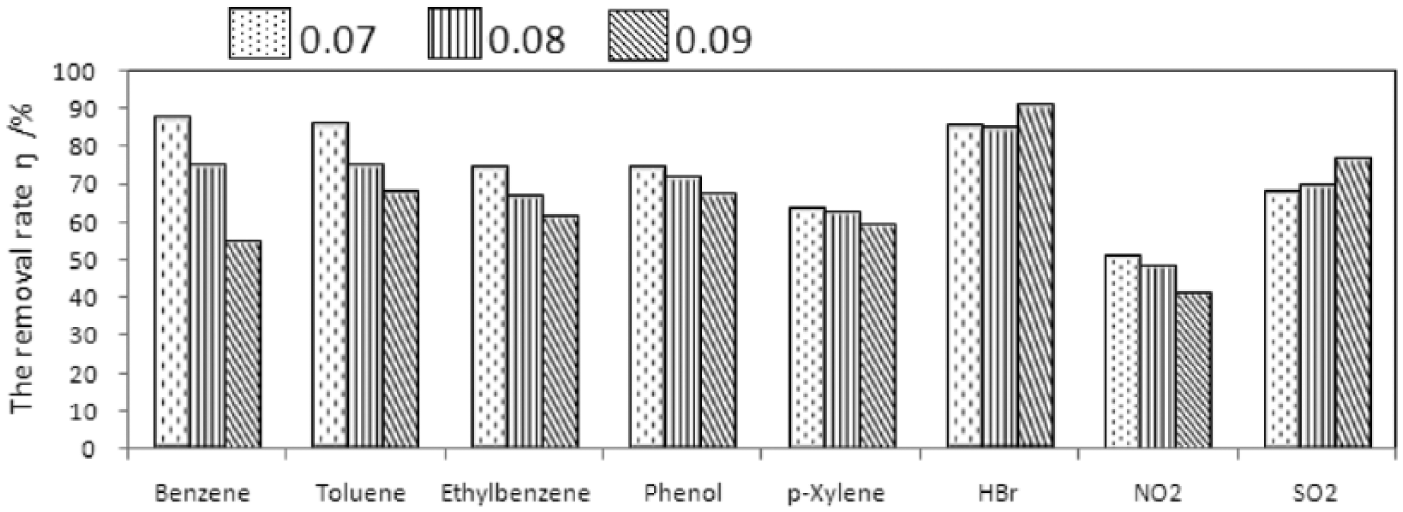
The removal rate of gas-phase pollutants at different vacuum degree with added Ca(OH)2.
Conclusion
Both organic pollutants benzene, toluene, ethyl benzene, xylene, phenol and inorganic pollutants HBr, NO2, SO2 exist in gas-phase products from the pyrolysis of WPCBs.
The six kinds of additives, CaCO3, HZSM-5, CaO, Al2O3, FeOOH and Ca(OH)2, can all affect the removal rate of pollutants in the gas phase and with an increased additive proportion, the removal rates of pollutants change variously. The calcium-base additive (CaCO3, CaO and Ca(OH)2) is superior to the other additives with a view of controlling the content of pollutants in the gas phase. In general, Ca(OH)2 has the best effect for inhibiting the pollutants by physical adsorption and chemical adsorption. When the additive proportion of Ca(OH)2 is 1/5, the average removal rate of pollutants in the gas phase goes up to 66.4%.
The pyrolytic temperatures and vacuum degree have great influence on the removal rate of the benzene series. The increase of temperature is conducive to the control of SO2 and NO2, while not to the control of organic pollutants and HBr. The heightened vacuum degree was beneficial to remove HBr and SO2, while not good for organic pollutants and NO2.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Special Fund of University Discipline Construction of Department of Education of Guangdong Province [No. 2014KTSP022], the Fund of the Team Platform Great Achievements Cultivating Projects of Guangdong University of Technology [No. 201206], the Science and Technology Planning Project of Guangdong Province [No. 2014B020216009] Special Fund of Department of Environmental Protection of Guangdong Province (2016) and the Major Special Fund of Industry–University–Research Collaborative Innovation of Guangzhou (2017).