
Abstract
Rice straw is an agricultural waste that causes an annoying problem in Egypt if it is not well exploited. This study focuses on using this waste in power generation by co-gasification of Egyptian Maghara coal and rice straw blends using entrained flow gasifier technology. Aspen Plus was used to conduct a parametric study for investigation of the effect of changing the inputs to the gasifier on the produced gas composition. Three different input parameters, influencing the performance of the gasifier, including the percentage of coal to rice straw in the blend, the fraction of added water to the blend, and the mass percentage of oxygen with respect to the mass of the blend fed to the gasifier were analysed. Two alternative power production schemes (with and without carbon capturing) have been investigated. The obtained optimum feed conditions are: 40% coal in the feed blend, 20% water concentration in the feed slurry, and 80% oxygen with respect to the dry feed blend to the gasifier. For (10 0000 kg per hour) of the feed blend, the power generated was 270.1 MW in the case of non-carbon capturing, while in the case of carbon capturing, 263.52 MW was generated. Although it produces less power, applying carbon capturing techniques means handling less flue gas and thus using smaller gas turbines and results in more environmentally friendly emissions.
Introduction
To date, the production of electricity depends mainly on oil products whose reserves are limited to 50–60 years (BP Statistical Review of the World Energy, 2015; Ng et al., 2010). On the other hand, coal reserves are proven for 150 years (World Energy Resources, 2013) and can also be used for power generation either by direct burning or by conversion into syngas. Biomass is a waste that could be integrated and used as a fuel (Adeyemi et al., 2016; Motghare et al., 2016; Thattai et al., 2016; Zhou et al., 2016). It also provides for the possibility of decreasing greenhouse gases by carbon capture techniques.
Converting coal into syngas is performed in a process known as the integrated gasification combined cycle (IGCC), where the bonds of the produced gas are rearranged and packed (Basu, 2010; Biomass Gasification Technology Assessment, 2012). This approach has many advantages over direct burning of coal; it is a clean source of energy with less pollutant emissions, it has high conversion efficiency, and it can be used directly in already established natural gas power stations. Operational IGCC plants are built worldwide: Baggenum plant (Netherlands), Tampa Electric Polk (United States, Florida), Cash Creek Generation (Kentucky), Ely Energy Center (Nevada) and many other plants with capacities of up to 500 MW (McDaniel et al., 1998; Gasification Plants Database, National Energy Technology Laboratory, 2016).
Biomass, such as rice straw and rice husks, can also be converted into syngas by gasification. Such wastes are considered as energy resources with lower sulphur content compared with coal, thus lower pollutant emissions. However, they have a lower energy content compared with coal.
Since coal is one of most available cheap energy sources, its total replacement with other energy sources would be difficult. The co-processing of coal and renewable biomass is a step towards clean energy production (Rodrigues et al., 2011). Depending on the biomass composition, the co-gasification of coal and biomass enhances the H2/CO ratio in the produced gas. In addition, the inorganic matter content of biomass catalyses the gasification reactions (Brar et al., 2012).
Using biomass is not always advantageous; as the biomass collection is very difficult and it is not available all year. Co-gasification of coal and biomass has also many constraints; since the particle size of coal and biomass should be uniform and the gasifier type should be carefully selected (Obernberger and Theck, 2008; Shinada et al., 2002. This process requires several preprocessing steps of the biomass to ensure its success. Unsorted biomass may have a bad effect on the gasification process, as it may contain undesirable materials.
Equilibrium models are based on some general assumptions that are in better agreement with some specific types of reactors, such as assuming the reactor to be zero-dimensional, neglecting heat losses from it and lumped parameter model-based gasifier. The model also assumes that gasification reaction rates are fast enough and residence time is long enough to reach the equilibrium state (Bhattacharya and Datta, 2013).
It has been proven that the co-gasification of rice straw and coal is applicable in many IGCC plants for power generation (Kumar et al., 2009). In order to limit the atmospheric industrial pollutant emissions nowadays, integrating carbon capture techniques became very essential. The implementation of CO2 reduction in carbon-based processes is a difficult task. Thus, many technologies have been developed for carbon capture and storage (CCS) (Insights Series, 2014; World Resources Institute, Carbon Capturing and Storage Guidelines, 2008).
Some factors affect the efficiency of the gasification process, thus decreasing the output energy, such as coal type (rank, moisture, and ash content); gasification technology (dry or slurry feed, heat recovery systems); air separation unit (ASU) integration and level of technology. Worldwide, many plants have been built and run on both commercial and demonstration scales (Karg and Sector, 2009).
Figure 1 depicts a typical flow scheme for IGCC with pre-combustion carbon capture. The gasifier is fed with a mixture of biomass and coal slurry with oxygen from the ASU. The gasifier operates at a pressure of 40 bar and at temperatures higher than 1523 K (Frey and Akunuri, 2001), to ensure that all the produced ash will be in the form of molten slag, thus being easily removed from the gasifier. The produced syngas is composed mainly of CO, CO2, H2, H2O, CH4, and H2S. The produced syngas is cooled through cooling sections by exchanging heat with water to produce high pressure steam. Syngas is then directed to a particle removal unit. Steam is then added to the syngas over a bed of catalyst on which water gas shift reactions take place to convert most of the CO to CO2 and to increase the yield of H2. Acid gases are then removed from the syngas, then, the cleaned syngas enters the combustion chamber of power generation gas turbines. The turbine exhaust is used to generate steam in a heat recovery steam generator, which is used in a steam turbine for additional power generation (El Gemayel et al., 2014).
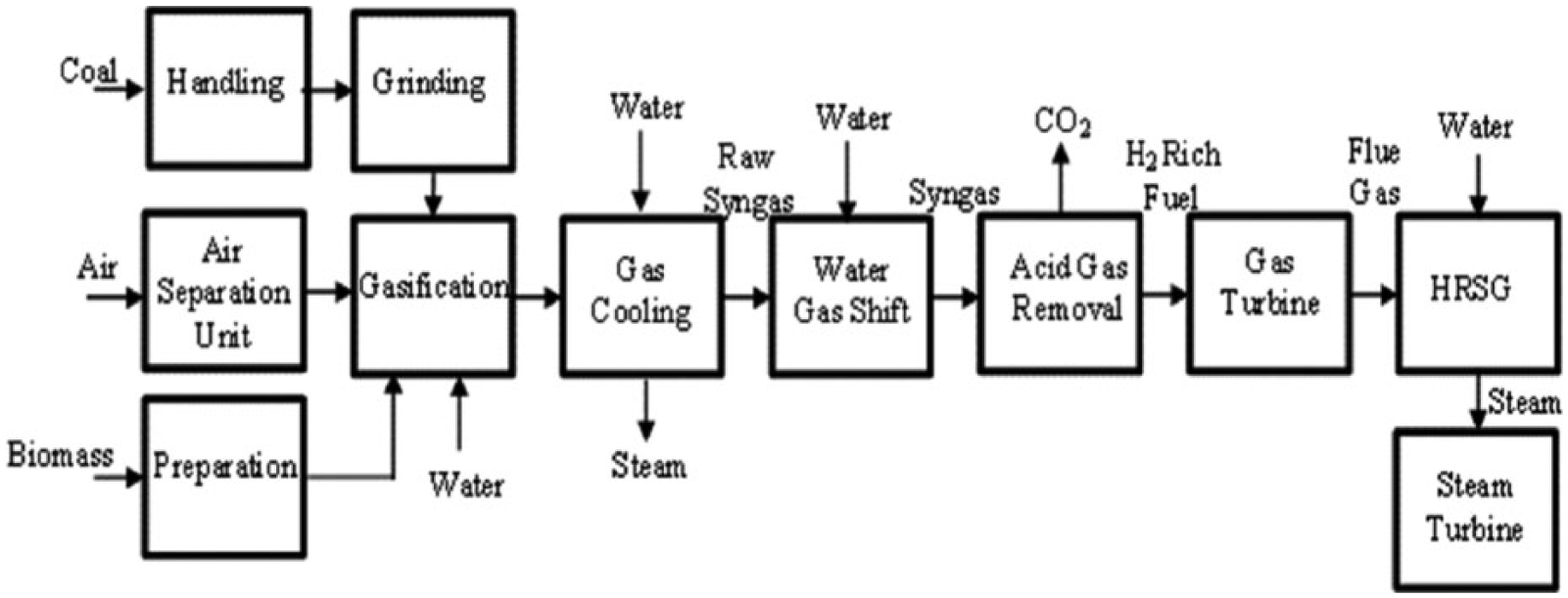
IGCC with pre-combustion carbon capture.
The use of carbon capture technology involves a slight loss of the produced power. However, this loss can be justified by complying with environmental requirements. CO2 separation processes utilise physical solvents such as selexol (Chen and Rubin, 2009). No heat is needed to regenerate the solvent and CO2 can be released at above atmospheric pressures. The advantages of this process are the availability of solvent at low cost and low energy requirements. The main disadvantage for pre-combustion capture is that it requires a chemical or physical separation before the gas turbine.
Main gasification reactions
Table 1 summarises the main chemical reactions taking place in the gasification process.
Main gasification reactions (Basu, 2010).w
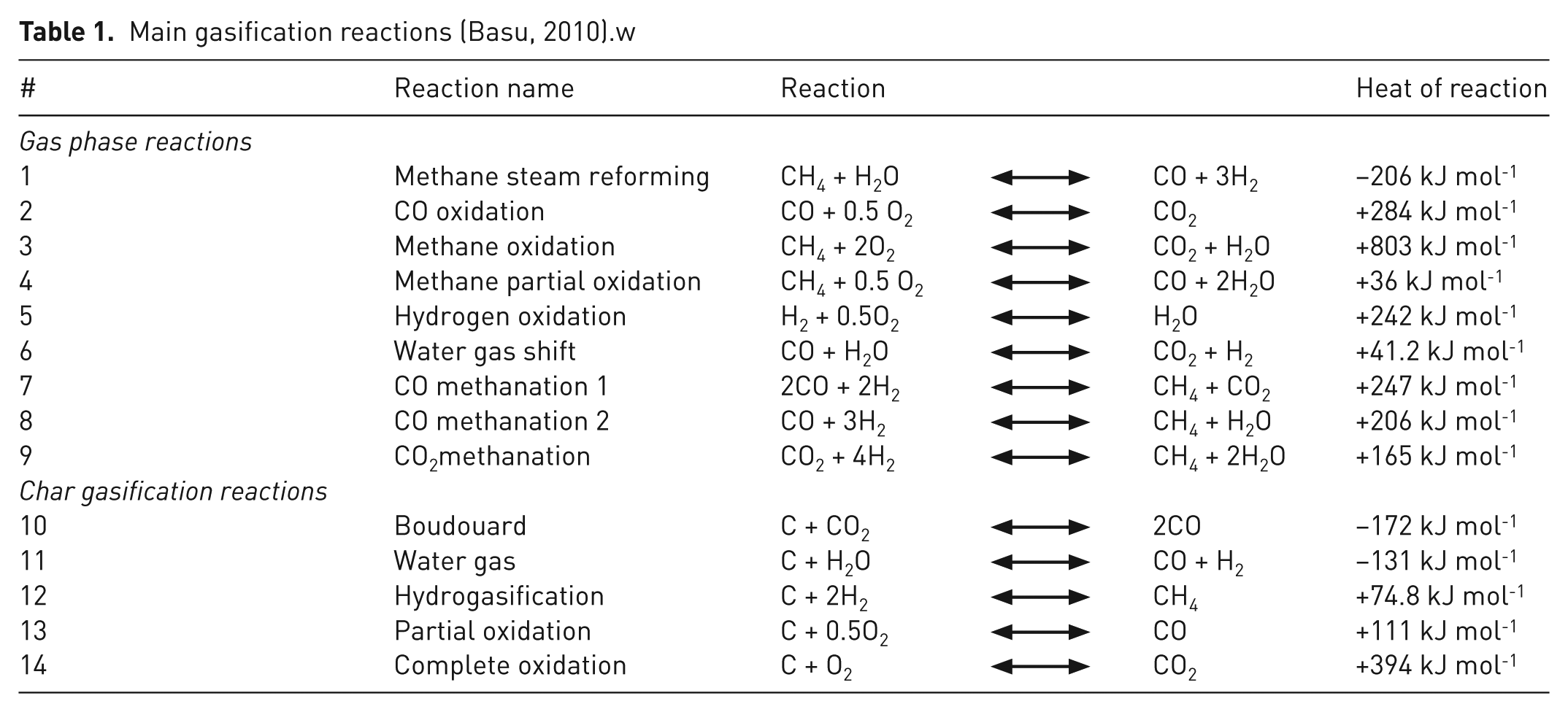
The selection of the gasifying medium affects the composition of the produced gas and hence its calorific value (Mastellone et al., 2012). Using oxygen as the gasifying medium is preferred as it gives higher energy content (12–28 MJ Nm−3), however, it adds an economic burden to the process as it requires a special air separation unit, which will affect the plant compactness and plant size. Using air as the gasifying medium is preferred economically, but it leads to the production of lower calorific value syngas owing to nitrogen dilution (4–7 MJ Nm−3). Using steam gives moderate calorific values (10–18 MJ Nm−3) (El Gemayel et al., 2014).
Model development
The process depicted in Figure 1 was simulated using Aspen Plus (version 8).
Gasification
The gasification model includes the following subsystems: Pyrolysis reactor, gasification reactor, cooling section, and scrubbing section, as shown in Figure 2.
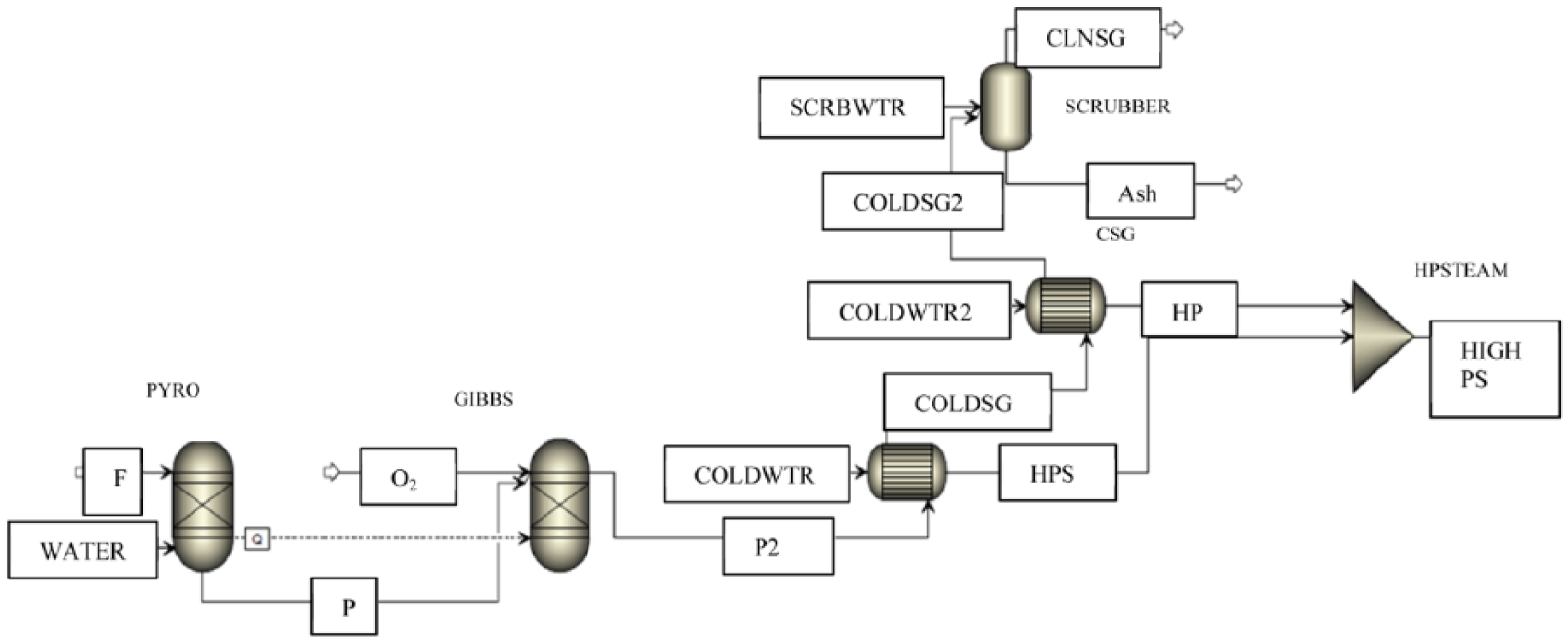
Gasification model simulated using Aspen Plus.
The main assumptions of the model are that the gasification process is at a steady state and the temperature is constant along the gasifier, ash is inert and does not participate in the chemical reactions, and the pressure loss is negligible (Chang et al., 2014). Oxygen is used as the gasification medium.
Pyrolysis is a thermochemical decomposition of the components at high temperature in the absence of oxygen.
The high temperature operation in the gasification minimises the consideration of the kinetic barrier, since the gaseous mixture leaving the gasifier is at equilibrium. Thus, the gasification is performed on the produced constituents from pyrolysis in an RGibbs reactor in which all reactions are assumed to be in equilibrium. This type of reactor is selected because it can handle three phases under chemical equilibrium by minimising Gibbs free energy. Since the temperature of the reactor is high, the assumption of equilibrium can be accepted, but only in terms of syngas composition and temperature (Bhattacharya and Datta, 2013).
In Aspen Plus, pyrolysis is simulated using an Ryield reactor. In this study, Egyptian Maghara coal is blended with Egyptian rice straw before being fed to the gasifier. The proximate, ultimate, and sulphunal analyses for the Maghara coal and Egyptian rice straw are summarised in Table 2 (Melegy and Salman, 2009; Stahl and Ramadan, 2007).
Proximate, ultimate and sulphunal analysis of the feed.

The yield distribution in the Ryield reactor is mass based and calculated using the analysis of the biomass and coal. The equations used for calculations are:


where mi is the mass of the component, Xi is the mass fraction of the component i, Xmoisture is the mass fraction of water, and mFeed is the mass flowrate of the feed.
Gasification is performed in an RGibbs reactor, where all reactions are assumed to be in equilibrium. This type of reactor can handle three phases under chemical equilibrium. It also maximises coal conversion, minimises tar formation, and increases hydrogen production. The operating temperature of the gasifier is higher than the ash fusion temperature, so that the ash is separated as molten slag from the gasifier (Biagini et al., 2009). It is operated at 40 × 105 Pa. The products from the gasification reactor are H2O, N2, CO, O2, CO2, S, SO2, H2S, CH4, NH3, COS, HCN, H2, NO, and ash.
The formation of these products is logically based on the assumptions that CH4 is formed owing to high pressure, all sulphur is assumed to be converted into H2S, the low quantities of chlorine will form traces of HCl, and nitrogen is only converted into NH3, not oxides (Barrera et al., 2014). Table 3 illustrates the conditions of the IGCC model.
IGCC model reactors conditions.
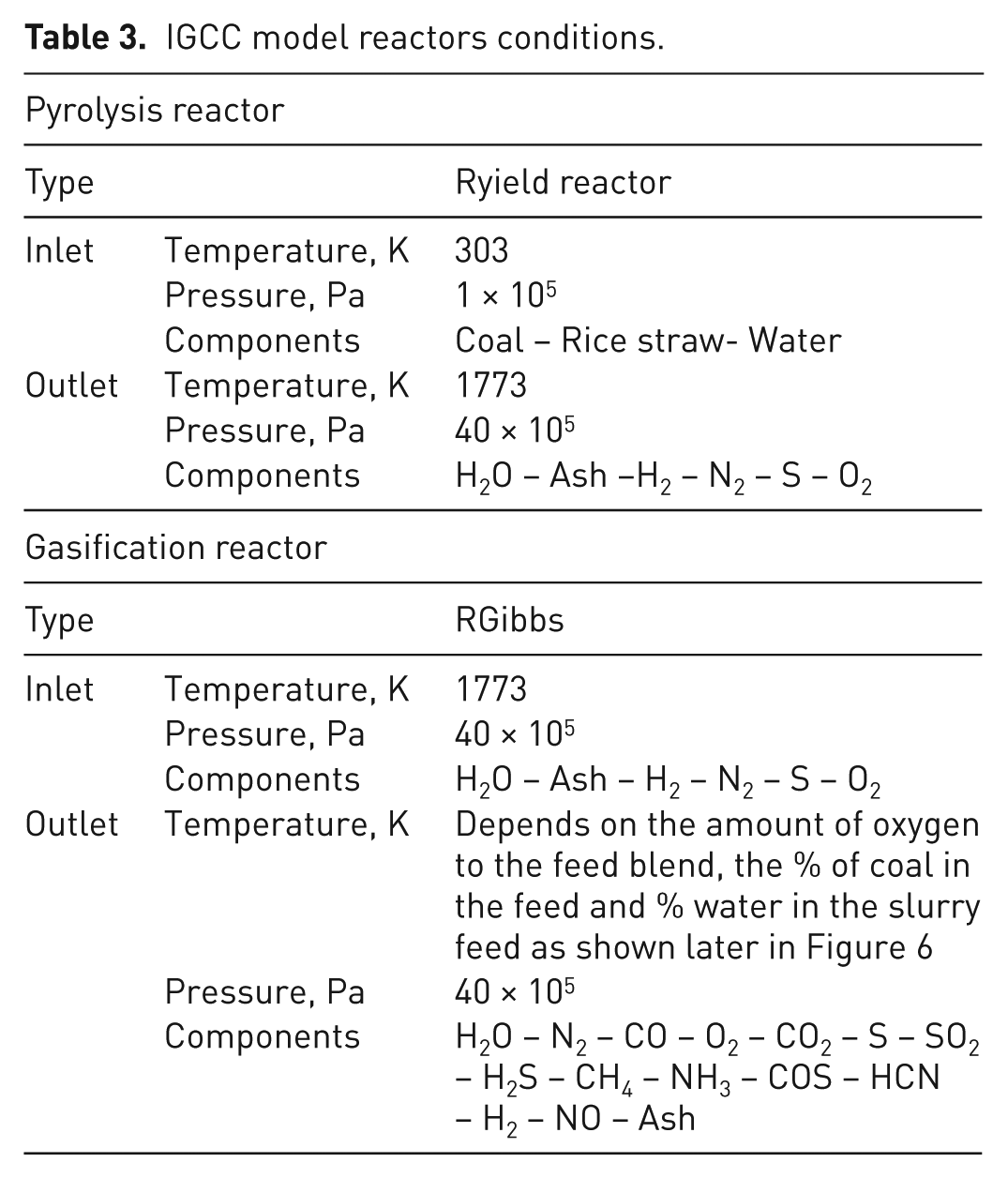
Syngas cooling takes place in a series of heat exchangers, where water is fed to the heat exchanger at 313 K. It exchanges heat with the produced syngas and is converted into high pressure steam at 120 × 105 Pa and 827 K. In the shell side, the hot syngas is cooled in two stages; first it is cooled to 1073 K, then it is cooled down to 623 K. Syngas comes into contact with cold water for further gas cooling and entrained ash removal.
Power generation
The power generation model includes the combustion reactor, air compressor, gas turbine, heat exchangers, and steam turbines, as shown in Figure 3.
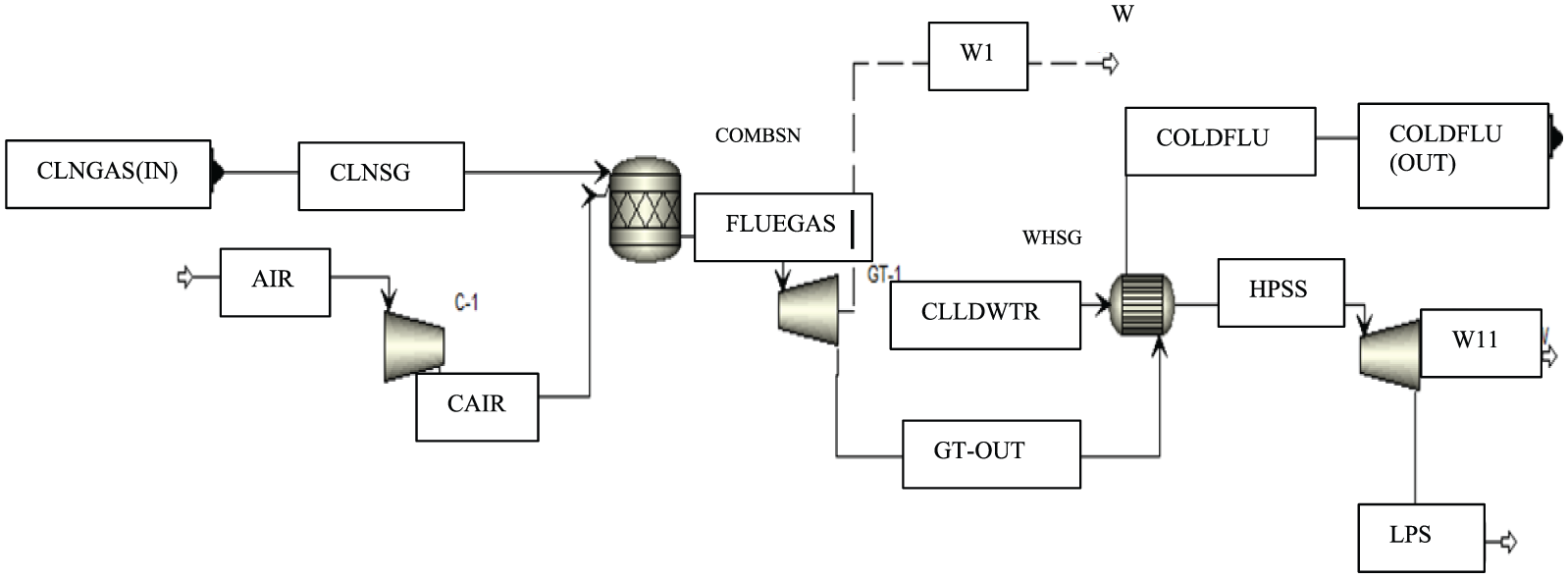
Power generation model simulated using Aspen Plus.
The combustion chamber is solved using an RStoic model, where hydrogen and carbon monoxide react with oxygen. The flue gases are then routed to the gas turbine. The air-to-feed ratio is adjusted such that the inlet temperature of the turbine does not exceed 2023 K. An isentropic gas turbine discharges the gas at 1.5 × 105 Pa.
The waste heat steam generation is simulated as a heat exchanger, where the flue gases exiting the gas turbine exchange heat with water to produce high pressure steam, which is employed in steam turbines for extra power generation. The high pressure steam is routed to the isentropic turbines to produce power and increase the overall cycle efficiency.
Acid gas removal
The acid gas removal section consists of the water gas shift reactors and the acid gas removal tower. The development of the syngas cleaning unit model in Aspen Plus requires a specific thermodynamic package, namely PC-SAFT (Perturbed-Chain Statistical Association Fluid Theory). The usage of Peng-Robinson Equation of State (EOS) with PC-SAFT facilitated the modelling of the syngas cleaning unit. This model is illustrated in Figure 4.
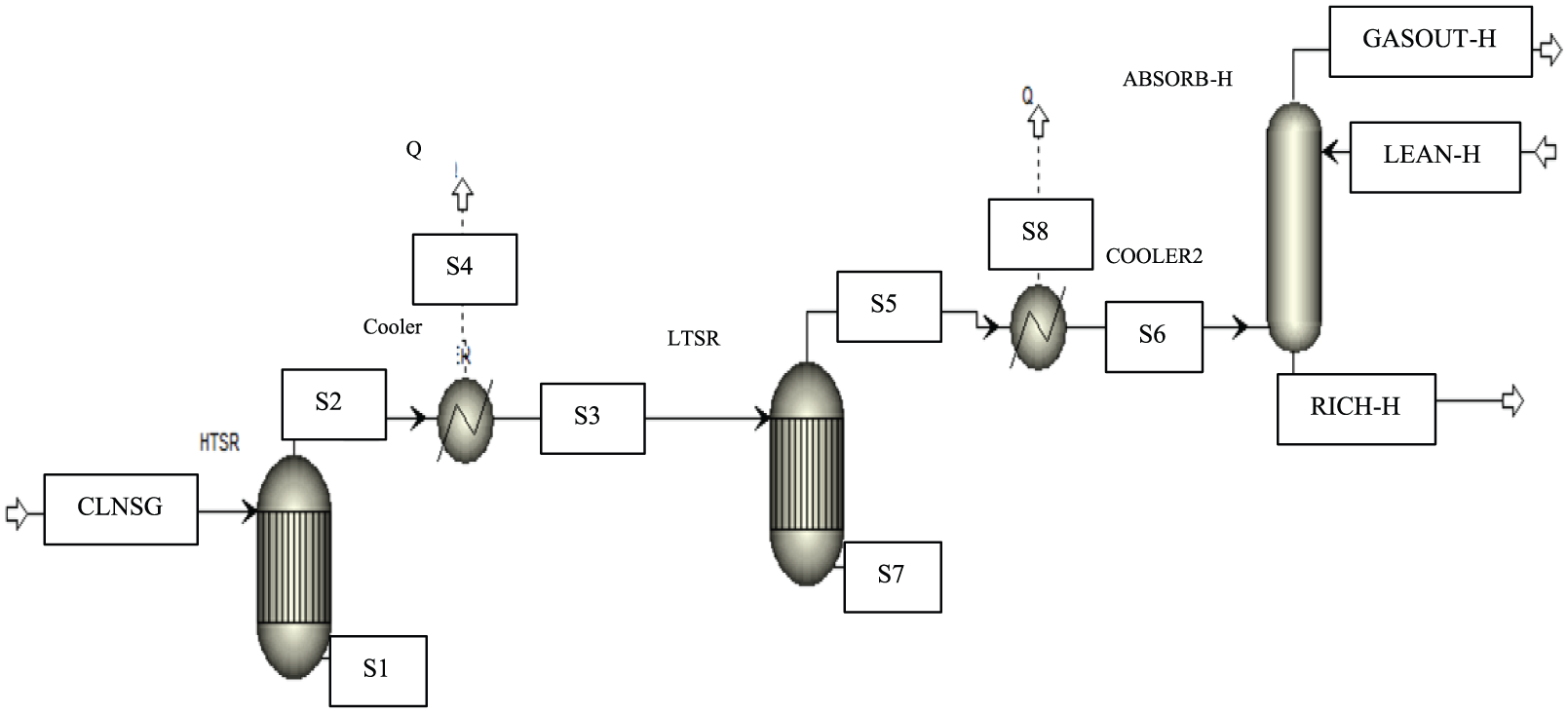
Acid gas removal model simulated using Aspen Plus.
Simulation results
The effect of changing the water content of the feed, the oxygen (gasification medium) to feed percentage, and the percentage of coal in the coal–rice straw blend on the produced gas composition, temperature, gasification cold efficiency, and lower heating value are presented below.
The percentage of coal to rice straw in the blend was varied from 0% to 100%, the added water to the blend before gasification was taken as 20% (Case A), 35% (Case B), and 50% (Case C) of the blend. The percentage of oxygen was taken as 50% and 80% of the total mass of the blend. An additional set of results has been also generated, where the amount of fresh oxygen added was varied according to the ratio of rice straw to coal, so that the total oxygen content of the feed to the gasifier remains at 80% of the total mass of the blend.
The equivalence ratio relevant to the three cases of oxygen added (50%, 80%, and Total 80%) is illustrated in Figure 5.
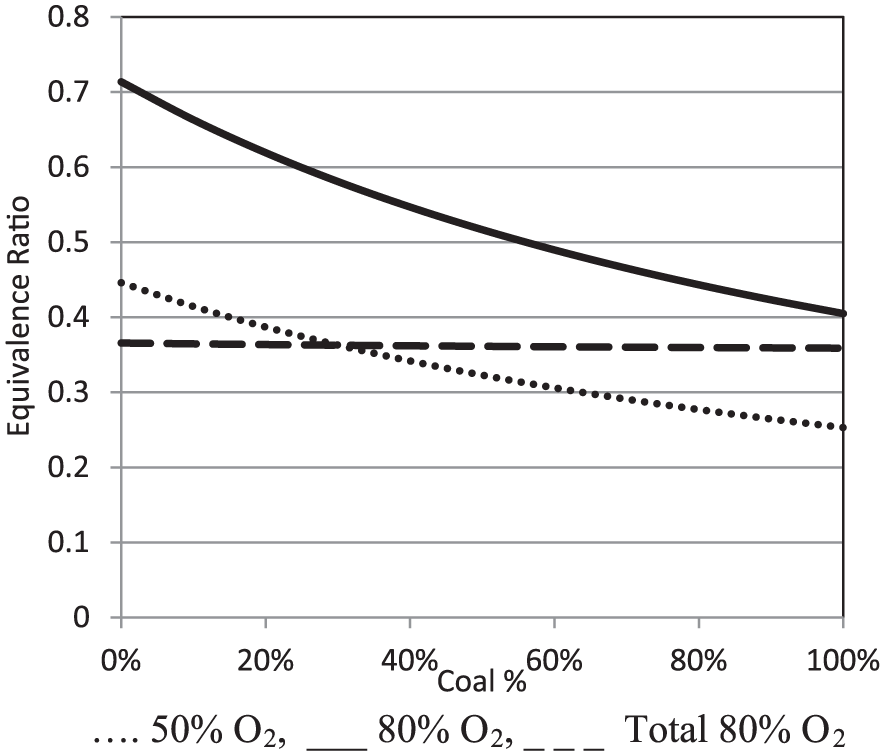
The equivalence ratio of the three oxygen percentage cases.
As expected, for fixed carbon content, as the percentage of oxygen is increased, the equivalence ratio increases. For fixed oxygen percentage, as the percentage of coal in the coal biomass blend increases, the carbon content increases, increasing the theoretical oxygen and thus decreasing the equivalence ratio.
Temperature
Figure 6 presents the effect of changing the coal percentage in the blend on the syngas temperature. It is seen that for a fixed oxygen percentage, as the coal percentage increases, the temperature decreases. This is owing to the occurrence of simultaneous gasification and combustion. Gasification requires lower amounts of oxygen than combustion. As the coal percentage increases, the amount of oxygen inside the gasifier decreases, which leads to the gasification of the feed and thus to the decrease of the temperature of the produced gas. It is also expected that the temperature of the produced gas decreases with the increase of the water content in the slurry feed, which cools down the gasifier medium.
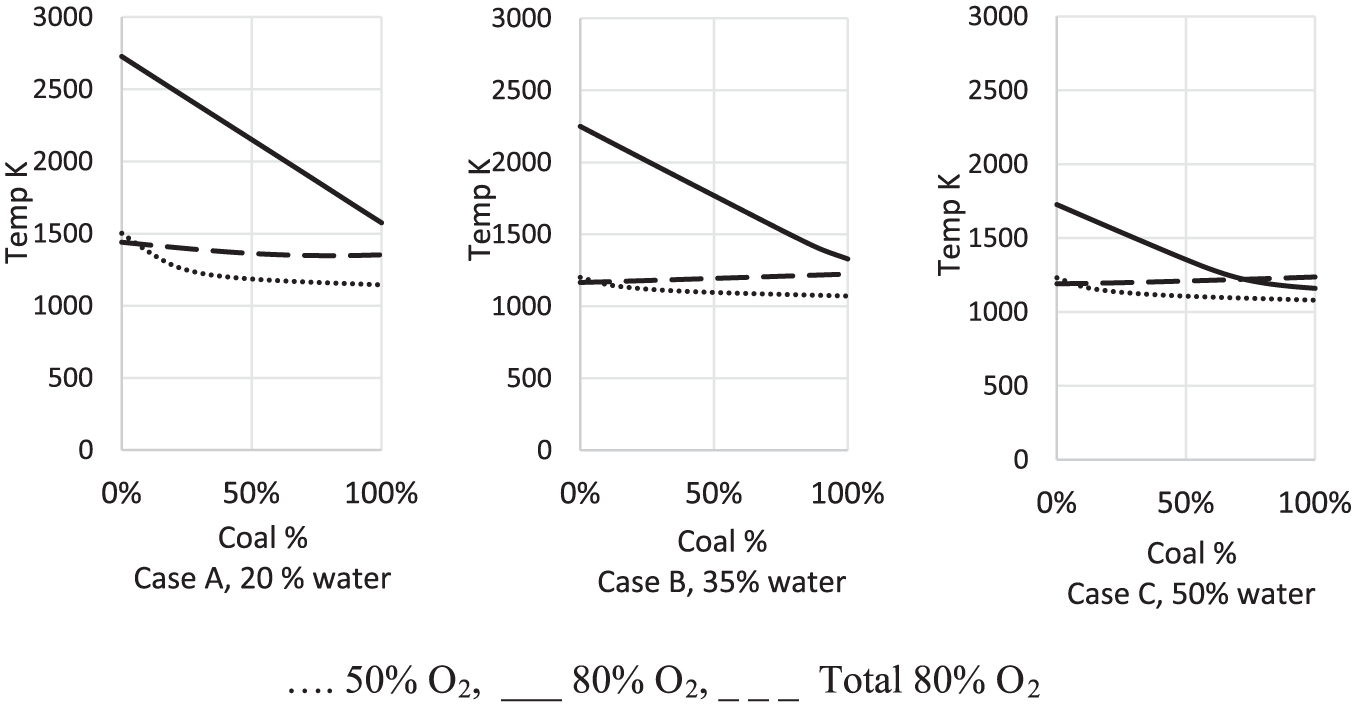
Effect of coal percentage on the temperature of the produced gas.
Lower heating value
Figure 7 presents the evolution of the lower heating value of the produced syngas.
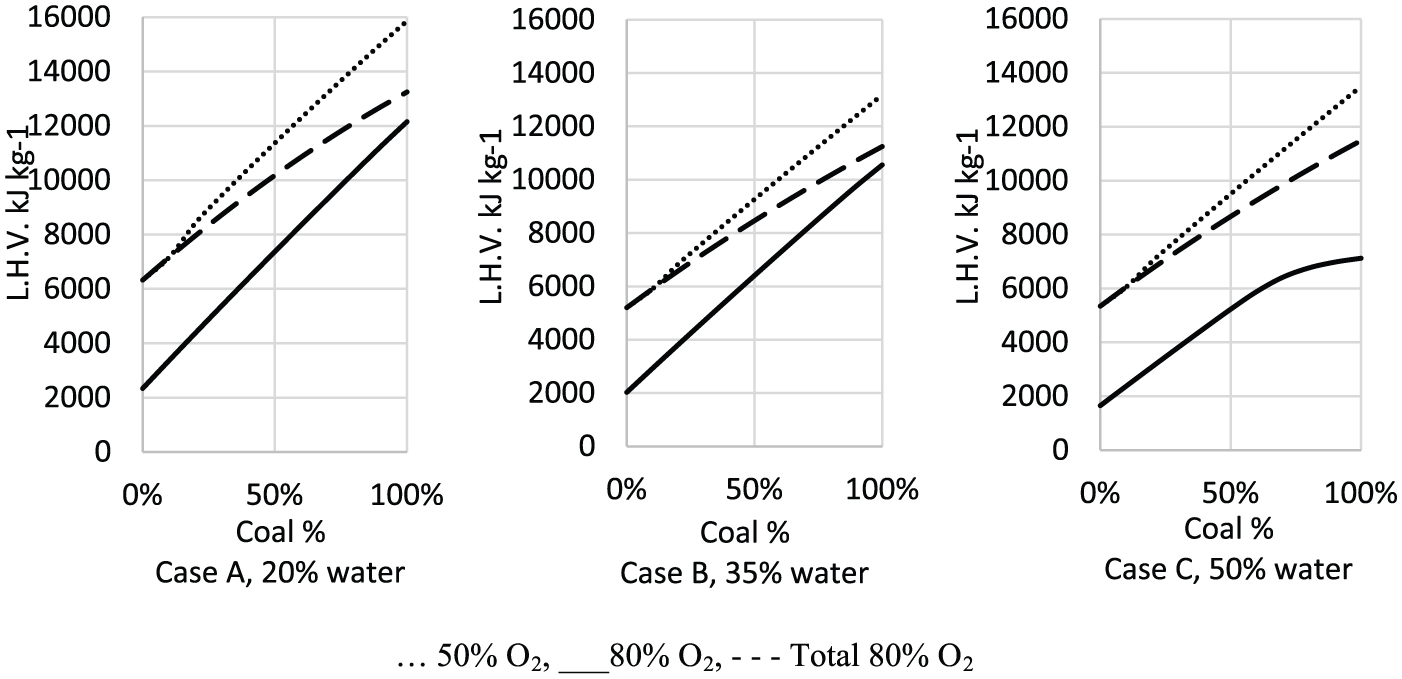
Effect of coal percentage on the lower heating value of the produced gas.
The heating values of the feed coal and rice straw were calculated using their ultimate analysis and were found to be 33,420.6 kJ kg−1 and 16,333.5 kJ kg−1, respectively.
As the coal percentage increases, the heating value of the produced gas increases. This is because the oxygen in the blend decreases and thus the gasification reaction rates increase. On the other hand, for a fixed coal percentage, as the oxygen intake increases, the heating value of the produced gas decreases. This is attributed to the reactions shifting towards combustion and to the decrease in the methane content of the produced gas. It is also seen that as the water content increases, the water vapour content in the produced gas increases, which lowers the lower heating value of the gas.
Gasification cold efficiency
Cold gasification efficiency can be calculated for the produced syngas via equation (3) and illustrated in Figure 8:

where mgas and mfuel are the mass flowrate in kg s−1 of syngas and biomass, respectively, and L.H.V.gas and L.H.V.fuel are the lower heating value in kJ kg−1 of the syngas and biomass, respectively (Doherty et al., 2013). It is clear in Figure 8 that increasing the water content decreases the lower heating value owing to the increase of water vapour in the syngas.
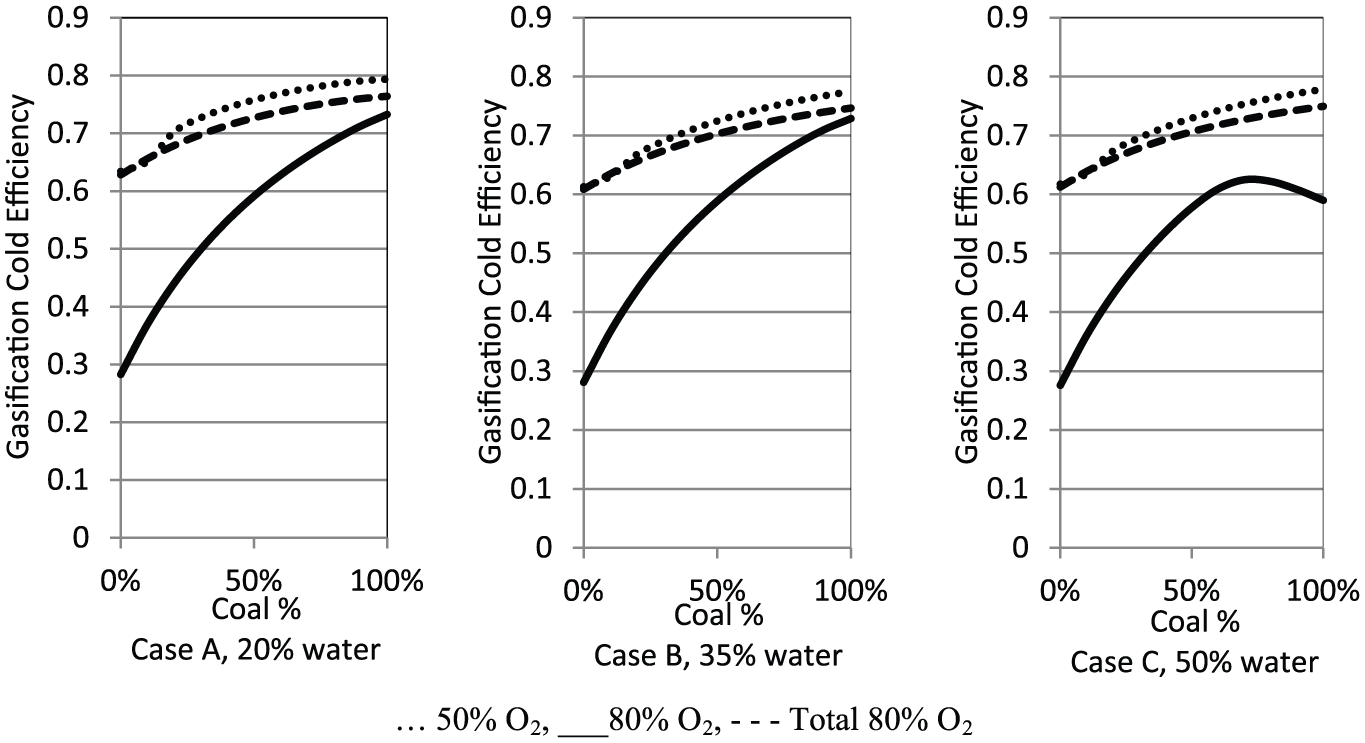
Effect of coal percent on the gasification cold efficiency.
Using more oxygen in the feed shifts the reactions towards combustion rather than gasification and thus decreases the lower heating value of the produced gas and cold gas efficiency. It is obvious that the cold gas efficiency curves take the same trend as those of the lower heating values.
Syngas composition
Figure 9 depicts the effect of coal percentage on the different components of the produced syngas. It is seen that for a fixed oxygen feed, as the coal percentage increases the amount of CO in the produced gas increases owing to the decrease in the oxygen content in the blend, shifting the reactions towards gasification. Also, increasing the water content in the feed slurry, decreases the produced CO.
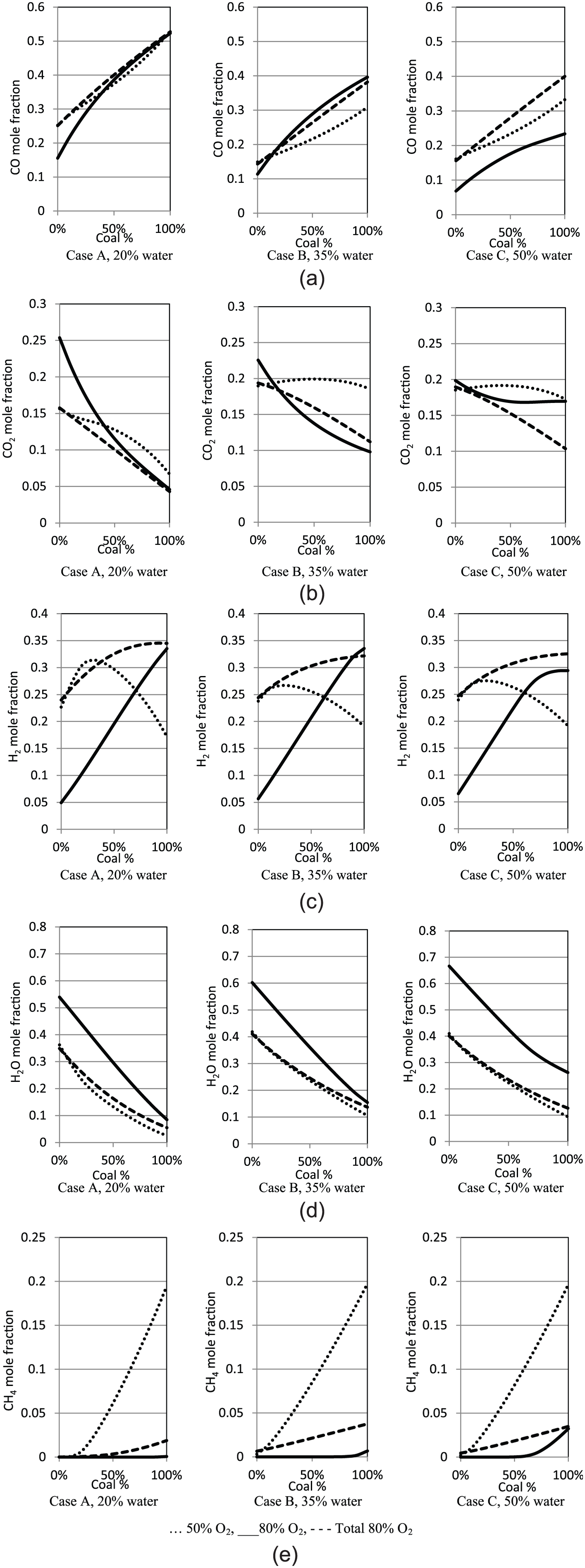
Effect of coal percentage on: (a) CO; (b) CO2; (c) H2; (d) H2O; and (e) CH4 mole fraction in the produced gas.
On the other hand, for a fixed oxygen feed content, as the coal percentage increases, this means that the oxygen in the feed decreases, thus the reactions are shifted towards gasification not combustion, decreasing the flowrate of CO2. For a fixed coal percentage, as the oxygen increases, the flowrate of CO2 increases (owing to combustion reactions) then an inversion takes place. For example, in Case A, the 80% oxygen case is inverted from the highest CO2 flowrate to the lowest one. This is apparent when comparing the flowrates of CO and CO2 simultaneously. When the CO flowrate increases the CO2 flowrate decreases, since CO is produced from the gasification reactions while CO2 is from the combustion reactions. In Case A, above 50% coal, gasification reactions take place at a higher rate than those of combustion, owing to the decrease in oxygen, leading to higher CO production than CO2.
The trend in the flowrate of produced hydrogen differs from those of the other components and is a function of the oxygen percentage. In Case A, for 80% oxygen, as the coal percentage increases, the hydrogen produced in the gas increases owing to the increase in the gasification reactions. However, for 50% oxygen, the hydrogen rate increases till it reaches a maximum value and then starts to decrease, this is accompanied by a significant increase in the amounts of methane produced owing to methanation reactions. For different feed water contents the maximum is shifted; as the solid’s concentration increases, the maximum point is shifted to higher rice straw percentage owing to higher hydrogen content and the rate of decrease in hydrogen production decreases significantly.
For a fixed oxygen percentage, as the coal percentage increases, the amount of water vapour in the produced gas decreases. This is owing to the lower water content of coal compared with rice straw. While for a fixed coal percentage, as the oxygen percentage increases, the amount of water vapour in the produced gas increases. This is owing to the combustion reaction between hydrogen and oxygen, which leads to the formation of water vapour. Also, increasing the amount of water in the feed slurry increases the amount of water vapour produced in the syngas.
The methane content increases as the coal percentage increases and as the oxygen in the feed decreases owing to gasification reactions. At 50% oxygen, the amount of CH4 increases significantly above 10% coal, this is accompanied by the reduction of the hydrogen produced. This could be explained by the occurrence of methanation reactions (Kopyscinski et al., 2010). The presence of CH4 in the gas increases the heating value of the produced gas on expense of carbon monoxide (CO methanation reactions), which is favoured when using the produced gas as fuel.
For all cases shown in Figure 9, there is no significant change in the flowrate of H2S on varying the oxygen and coal percentages. It is only affected by the percentage of the coal in the gasifier’s feed. As the coal percentage increases, the sulphur content in the feed increases, thus increasing the H2S content in the produced gas. It is not affected by the oxygen percentage since it is assumed that all sulphur is converted into H2S, and no reactions take place between sulphur and oxygen.
Selection of the optimum feed conditions
The optimum feed conditions were selected based on the temperature and the heating value of the produced gas while maximising the rice straw to coal ratio in the feed blend. The allowable range of the produced gas temperature in entrained flow gasifiers ranges from 1523 to 2273 K. The minimum value (1523 K) is the ash fusion temperature, to ensure the removal of the ash as molten slag. The maximum value (2273 K) is the maximum temperature that can be sustained by the gasifier’s material of construction. The targeted heating value is the maximum, provided that the temperature is within the acceptable range.
Since rice straw is a local Egyptian municipal solid waste, it is favourable to increase its ratio in the feed blend. However, when more rice straw is fed to the gasifier, combustion reactions increase and as a result, the gasifier’s temperature increases beyond the acceptable range. Moreover, rice straw ash can lead to slagging problems in the gasifier as it is difficult to melt (Van der Drift et al., 2004).
The amount of oxygen used in gasification controls the nature of the reactions that take place inside the gasifier, that is, the extent of combustion or gasification reactions. As the oxygen feed increases, the rate of combustion reactions increases, leading to an increase in the flowrate of carbon dioxide over carbon monoxide, and thus, decreasing the heating value of the produced gas. Moreover, the increase in oxygen leads to increasing the compression work required and decreasing the overall efficiency of the cycle. This increases the load on the ASU, resulting in increases in the operating and capital costs of the plant.
Based on the above, the cases of 50% O2 and total 80% oxygen will be discarded as they violate the minimum temperature constraint. Accordingly, only the 80% oxygen case will be considered.
Case A for the 80% oxygen revealed that the whole range of coal to rice straw feed mixture is acceptable, while in Case B, the acceptable range is from 0% to 80% coal, and for Case C, the acceptable range is from 0% to 27% coal.
Case A has the highest heating value, however, the entrained flow gasifier constraints the use of biomass up to a maximum of 60%, which corresponds to a produced syngas heating value of 6386 kJ kg−1.
Accordingly, the optimum feed conditions are 20% water in the feed slurry, 80% oxygen, and 60% rice straw in the dry feed.
Power generation
Two scenarios for coal–rice straw blends are compared, namely, the carbon capture case and the non-carbon capture case. The analysis is based on 100 t h−1 total dry feed (40% coal), 80 t oxygen h−1, and 20% water concentration in the feed slurry. In IGCC, the power is generated from two sources, the gas turbine and the steam turbine. First, the syngas is combusted and passes through the gas turbine, where high power is generated. Then, the flue gases enter the waste heat steam generator, from which high pressure steam is generated and utilised in the steam turbine for extra power generation. This increases the efficiency of the cycle.
In the carbon capture scenario, the fuel gas is hydrogen rich (94 mole%); while in the non-carbon capture scenario, the hydrogen content in the fuel gas is only 16%. Moreover, the mass flow rates of the fuel gas entering the gas turbine in the case of carbon capture is much lower than in the non-carbon capture case. The power produced in the non-carbon capture scenario is 229.6 MW; while in the carbon capture scenario, the power generated is 232.4 MW.
The amount of steam added to the steam turbine is adjusted to ensure that the flue gases are cooled down to 394 K to generate high pressure steam at 120 × 105 Pa. The amount of steam used depends on the temperature and the flowrate of the flue gases. The mass flowrate of the flue gases in the non-carbon capture case is much higher than in the case of carbon capture leading to higher amounts of water in the non-capture case. The power generated from the steam turbines in the non-carbon capture case (40.5 MW) is higher than that from carbon capture case (31.12 MW). Thus, the total power generated in the non-carbon capture case is 270.1 MW, while that from the carbon capture case is 263.52 MW. The carbon capture scenario results in a decrease in power by 2.5%.
Table 4 summarises the input and output conditions of the power generating units.
Input and output conditions of the power generating units.
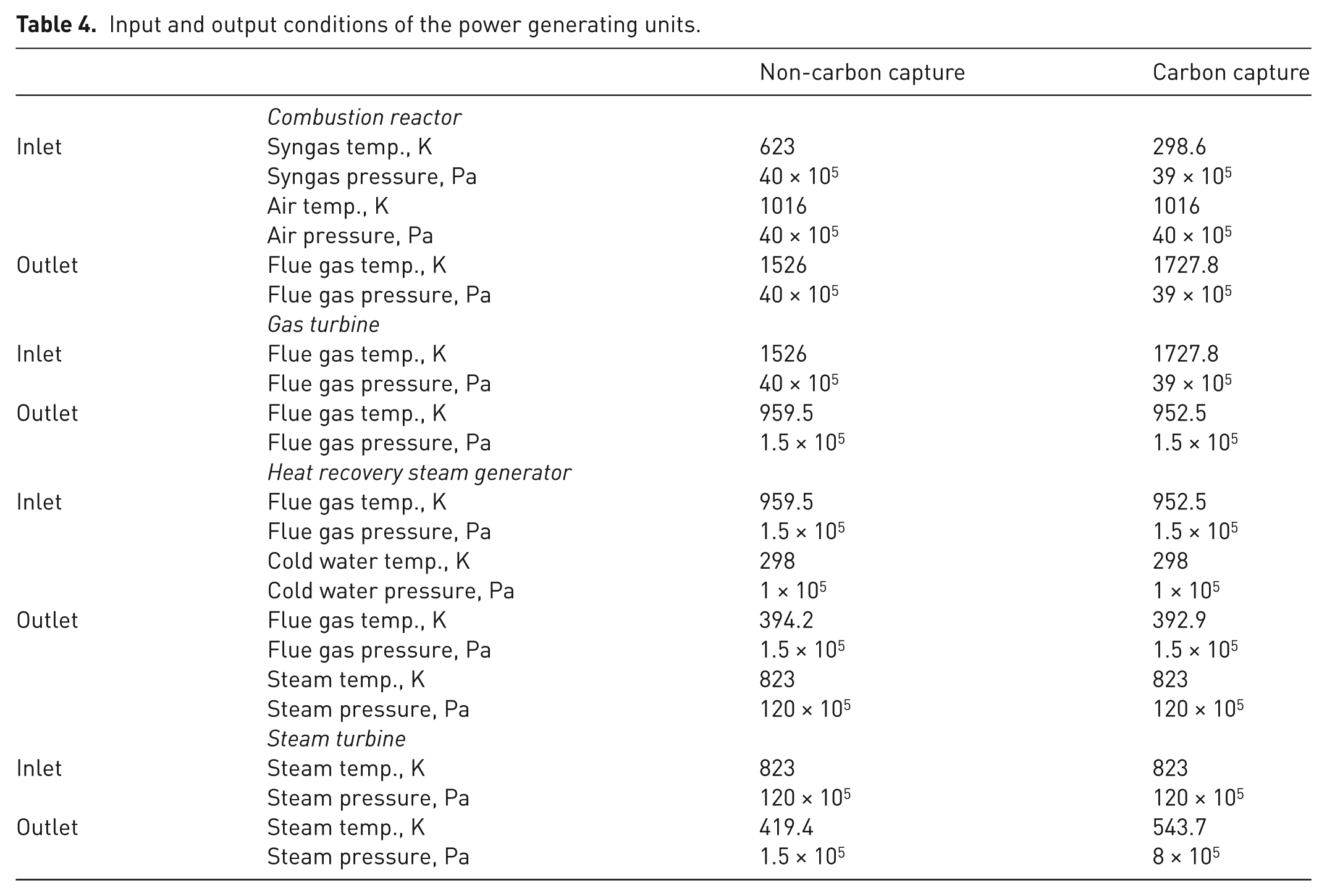
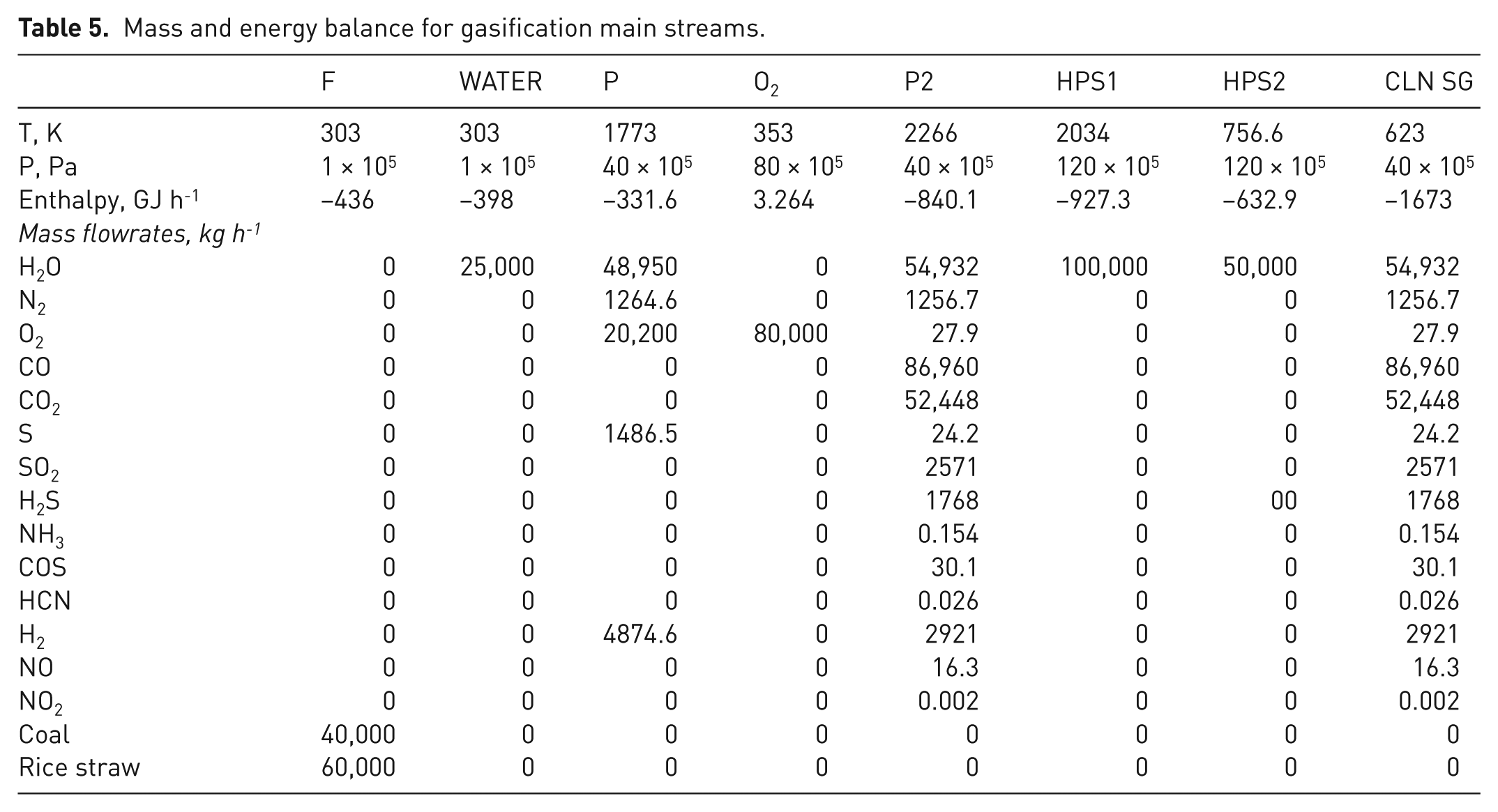
Table 5 illustrates a total mass and energy balance for the main streams in the gasification process.
Mass and energy balance for gasification main streams.
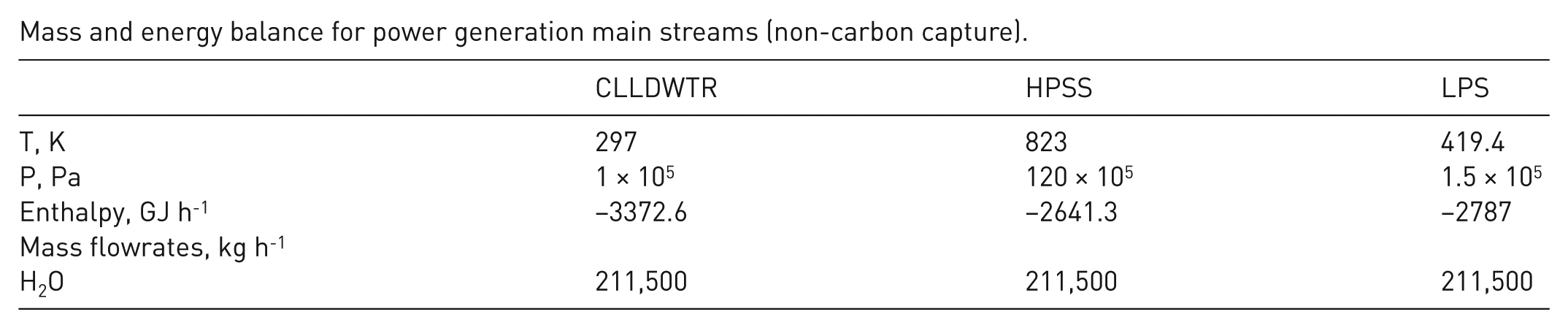
The mass and energy balance for the main streams in the power generation process for non-carbon capture case is illustrated in Table 6.
Mass and energy balance for power generation main streams (non-carbon capture).
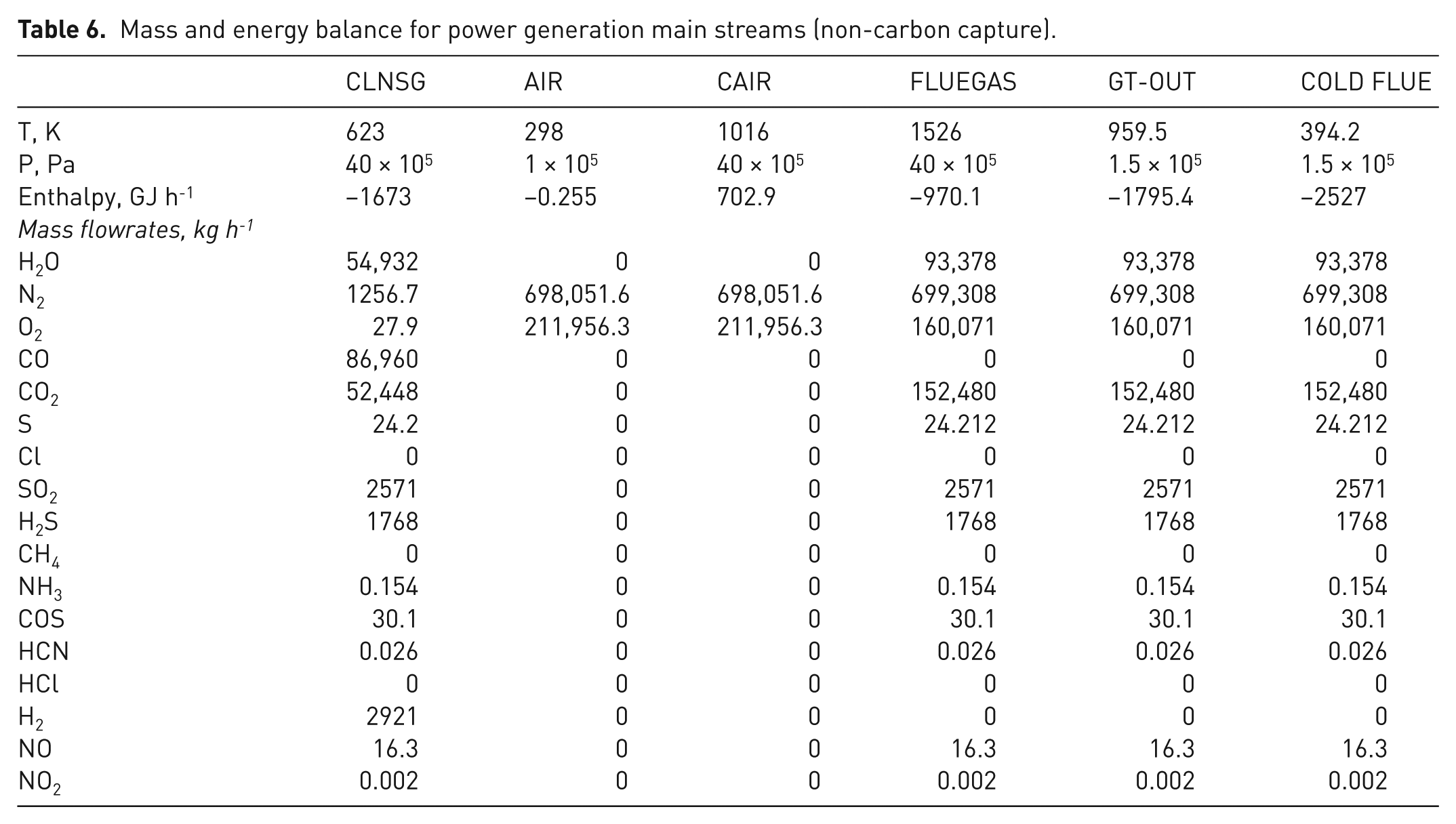
Mass and energy balance for power generation main streams (non-carbon capture).
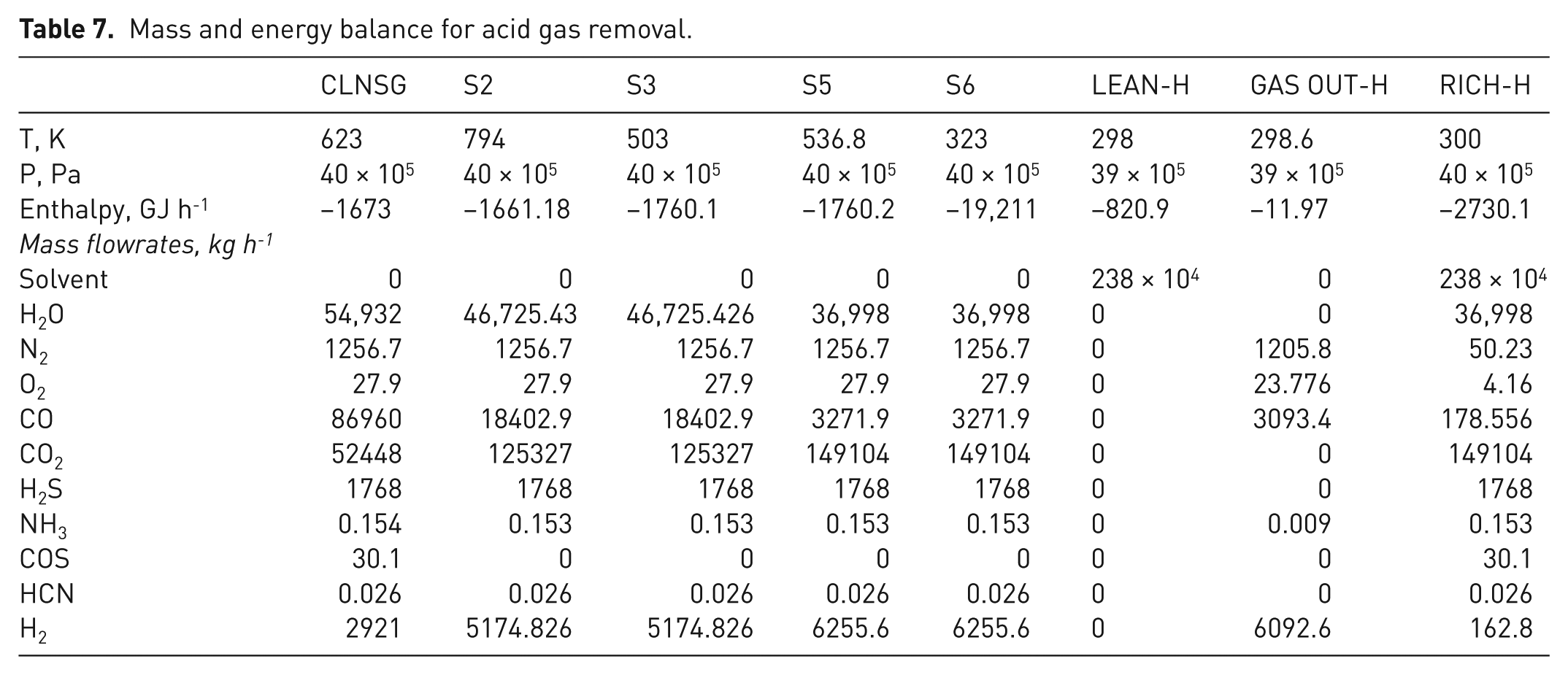
The mass and energy balance for the main streams in the acid gas removal process for is illustrated in Table 7.
Mass and energy balance for acid gas removal.
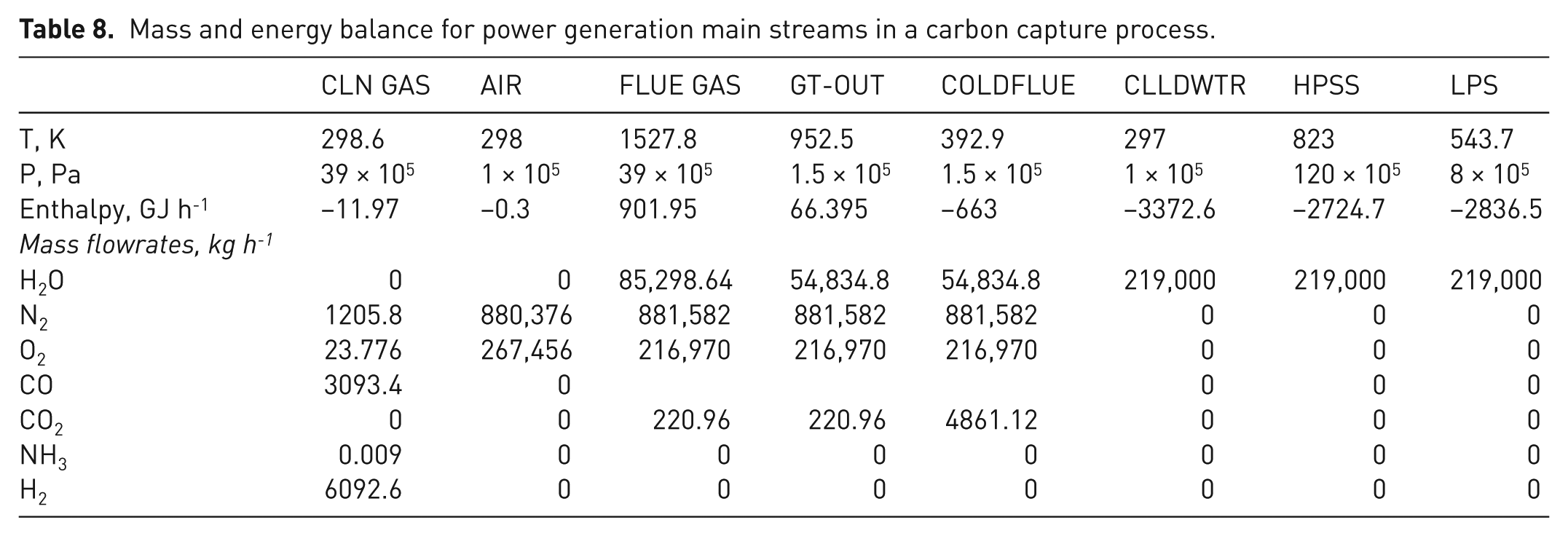
The mass and energy balance for the main streams in power generation process for carbon capture case is illustrated in Table 8.
Mass and energy balance for power generation main streams in a carbon capture process.
The efficiency of both carbon capture and non-carbon capture techniques are summarised in Table 9.
Efficiencies of carbon capture and non-carbon capture cases.

Conclusions
The present study illustrated the technical feasibility of using a blend of Egyptian Maghara coal with locally generated rice straw waste for power generation. The results enabled the estimation of the optimum blend of Maghara coal–rice straw, the gasification water satisfying the constraints on maximum allowable gasification temperature, and maximisation of rice straw usage while maintaining a suitable heating value of the produced gas. The optimum blend of the dry feed was found to be 40% coal, a ratio of water to solid feedstock of 20%, with the addition of 80% oxygen.
The power generated from pre-combustion carbon capture is lower than that obtainable from combustion without carbon capturing. The application of carbon capture techniques leads to a decrease in the generated power by 2.5%. This is owing to several factors. The shift reaction is exothermic and thus the gas produced has a lower energy that results in the generation of electricity at a lower efficiency. Also, if the steam-to-carbon ratio is low, an external steam cycle may be added, resulting in power generation loss. The carbon dioxide requires external work to be compressed and, if a chemical solvent is used, additional energy is lost in solvent regeneration.
From the economic point of view, the application of carbon capture technologies involves an increased investment in the gas shift and CO2 removal units. This increase is partially compensated by the use of a smaller gas turbine. However, in both carbon capture and non-carbon capture cases, the power required for handling, crushing, and conveying the raw materials, as well as the air cryogenic distillation, is to be deducted from the produced power.
Footnotes
Acknowledgements
We would like to acknowledge Professor Mahmoud El Refaie, Professor Reem Ettouney and Dr Ahmed Wafik of the Chemical Engineering Department at Cairo University. We are gratefully indebted to them for their very valuable comments on this work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.