
Abstract
Waste utilization is essential and challenging. Utilization of wastes gives environmental, economic, and social benefits. In this study, inexpensive, sulfonated solid acid catalysts were successfully prepared from palm empty fruit bunch (PEFB), coconut meal residue (CMR), and coconut coir husk (CH) waste by a simple protocol. It was found that prepared PEFB–BCS–SO3H, CMR–BCS–SO3H, and CH–BCS–SO3H catalysts have 4.79, 3.75, and 2.80 mmol g-1 acid density and 739.0, 89.77, and 61.49 m2 g-1 surface areas, respectively. Further, the presence of active functional groups on the surface of the catalysts was confirmed by Fourier transform infrared spectroscopy and X-ray photoelectron spectroscopy. Thermal stability of the catalysts was found below 150°C. Results show that biodiesel yield increases with increasing reaction time and methanol loading, when using microwave heating for biodiesel production from waste palm oil (WPO) and prepared catalysts. A maximum biodiesel yield of 95.5% was obtained by PEFB–BCS–SO3H in 60 minutes using 20:1 methanol:oil (molar ratio) at 70°C. CMR–BCS–SO3H and CH–BCS–SO3H obtained 88.7 and 88.5% biodiesel yields in 60 minutes, using 20:1 and 16:1 methanol:oil (molar ratio), at 70 and 110°C, respectively. Even though, the activity of the catalysts decreased during reuse, these are still of interest as the waste biomass of PEFB, CMR, and CH can be used for catalyst preparation and microwave-assisted biodiesel production from WPO.
Keywords
Introduction
Biodiesel is an attractive and sustainable alternative for conventional diesel fuel. It can be derived from renewable sources through a cleaner production process and has low emission profiles. Hence, it is less toxic and is also biodegradable (Su and Guo, 2014). Various types of edible and non-edible lipids have been used as biodiesel feedstocks. Among them, the use of waste cooking oil (WCO) has gained particular attention as an environmentally friendly biodiesel feedstock over conventional edible and non-edible virgin oils due to various reasons. WCO is economical and addresses the issues related to environmental degradation and food crises. WCOs are generated in large quantities worldwide and their management is challenging because of disposal problems and possible contamination of land and water resources (Chhetri et al., 2008). Reuse of WCO as a biodiesel feedstock decreases the bulk of WCO required to be treated, thus, decreasing the waste treatment cost and the potential environmental pollution (Banani et al., 2015; Lam et al., 2010). An increase of edible oil demand for increasing population increases the demand for palm oil as an edible oil (US Foreign Agricultural Service, 2017). This increases the available amount of waste palm oil (WPO), which is generated after a cooking process. Therefore, among different types of WCO, WPO is identified as a potential biodiesel feedstock.
However, the presence of a high amount of free fatty acids (FFAs) in WCO limits conventional alkaline catalyzed trans-esterification (Zong et al., 2007). Conventional alkaline catalysts for biodiesel production from acidic WCO promote saponification and have a low biodiesel yield with a large amount of wastewater during the neutralization step, leading to a high production cost (Banani et al., 2015). Also, the use of homogeneous acid catalysts and biocatalysts is limited due to various associated drawbacks. Corrosion, possible environmental pollution, and difficulty in catalyst recovery are the problems associated with homogeneous acid catalysts. High cost and longer reaction time limit the use of biocatalysts for biodiesel production (Lam et al., 2010). The use of solid acid catalysts (SACs) for biodiesel production from acidic feedstocks is considered as a sustainable approach. SACs can convert both FFAs and triglycerides present in acidic feedstocks into their esters, by simultaneous esterification and trans-esterification, respectively. SACs can be easily recovered for reuse. Since SACs are not consumed in the reaction, they increase the biodiesel yield, allowing easy separation of the final products (Dehkhoda, 2010; Nakajima et al., 2007; Su and Guo, 2014). Among different types of SACs, carbon-based SACs have been used in biodiesel production recently. They can be derived from a variety of carbon precursors, including waste biomass, at low cost. They have easy preparation steps, and show high stability in the reaction medium (Nakajima et al., 2007). Various types of biomass wastes, such as oil mill effluents, vegetable oil asphalt (Shu et al., 2010), microalgae residue (Fu et al., 2013), agricultural wastes, corn straw (Liu et al., 2013a), and Ceiba pentandra stalks (Parthiban and Perumalsamy, 2015), derived SACs have been used in biodiesel production, recently. Reuse of abundant waste biomass, which is likely to be openly dumped or burnt for SACs preparation, helps in solid waste management and minimizes the possible greenhouse gas emissions. Thailand produces an extensive amount of lignocellulose biomass waste from palm and coconut plantations (Srisang et al., 2017; Vaithanomsat et al., 2011). Palm empty fruit bunch (PEFB) is an abundant agricultural waste, which is utilized as a boiler fuel or fertilizer, but a large portion is openly dumped or burnt without energy recovery (Shinoj et al., 2011). Coconut meal residue (CMR) and coconut coir husk (CH) are also utilized as fodder, fertilizer, and sources of fiber while a large amount is openly dumped (Islam et al., 2014; Ng et al., 2010). Therefore, utilization of this waste biomass for SAC preparation and successive use in biodiesel production from WPO makes the entire process more economic and sustainable.
Acid catalyzed biodiesel production requires extreme conditions, such as long reaction time, high temperature, and high pressure conditions. Biodiesel production from WCO and a carbon-based SAC is reported, in a conventional reflux system at 65°C and 11 hours using bagasse-based SAC (Savaliya and Dholakiya, 2015), at 80°C and 12 hours using sugar derived SAC (Zong et al., 2007); in a high pressure autoclave assisted system at 220°C, 150 minutes using C. pentandra stalks derived SAC (Parthiban and Perumalsamy, 2015); and at 110°C, 2.3 bar, for 4 hours using xylose-derived SAC (Tran et al., 2016). Conventional biodiesel production is mainly based on conventional heating, which is energetically inefficient. Therefore, it takes a long time to complete the reaction (Encinar et al., 2012). Microwave heating is fast and efficient. Reduction of overall reaction time due to rapid, selective, and uniform heating, fewer overall process steps, and cleaner production during microwave-assisted processes have facilitated its recent use in biodiesel production (Gude and Martinez-Guerra, 2017). Microwave-assisted biodiesel production from acidic feedstocks is reported as a two-step process in several studies: pre-treatment of the feedstock, followed by trans-esterification using alkaline catalysts (Liao and Chung, 2011; Suppalakpanya et al., 2011). There are few reported studies for the direct use of a SAC for microwave-assisted biodiesel production from acidic feedstocks.
In this study, carbon-based SACs were prepared using waste biomass, such as PEFB, CMR, and CH, using a simple protocol. Catalysts were prepared through incomplete carbonization and subsequent sulfonation of incompletely carbonized biomass. Prepared catalysts were employed for one-step sustainable biodiesel production from WPO in a microwave-assisted batch reactor. The effects of operating parameters, such as reaction time, methanol loading, and reaction temperature on fatty acid methyl ester (FAME) yield were investigated. Further, physiochemical properties of the prepared catalysts were studied using various standard methods, in order to validate the catalytic activity during the biodiesel production.
Experimental
Materials
The WPO was used as the biodiesel feedstock and collected from Useful Food Co. Ltd, Thailand. The acid value of the feedstock was measured following the method reported by Banani et al. (2015). Composition of WPO was analyzed using an in-house method based on a compilation of methods for food analysis in Thailand (Standards, 2003).PEFB, CMR, and CH were selected as the carbon supports for catalysts’ preparation. PEFB (1 kg) was harvested from a palm tree at Thammasat University, Pathum Thani, Thailand, while CMR (1 kg) and CH (1 kg) were collected from a local market at Pathum Thani, Thailand. All other chemicals used were of analytical grade. Acetone (RCI Lab scan); anhydrous sodium sulfate (Loba Chemi); ethanol, heptane, toluene, and methanol (Fisher Scientific); methyl heptadecanoate (Fluka); and sulfuric acid and potassium hydroxide (Wako), were used as received.
Preparation of catalysts
The carbon-based SACs were prepared by sulfonation of partially carbonized biomass. First, waste biomass was chopped (except CMR) into small pieces (< 5 mm) manually by a scissors and ground using a mixer grinder (PHILIPS). Ground biomass powder was sieved through a 35-mesh sieve to obtain an average particle size of < 500 microns. The powder was then dried at 105°C for 5 hours in a drying oven (FED 115, BINDER). After that, oven dried biomass powder was heated in a low oxygen environment using a lid-closed porcelain crucible, in a muffle furnace (CWF 1200, Carbolite) at 400°C for 5 hours to facilitate incomplete carbonization. The resultant product was mixed with 25% concentrated H2SO4 (5 g powder in 100 ml of 25% concentrated H2SO4) in an Erlenmeyer flask using an orbital mechanical shaker (NB-205V, N-BioTeck) at 200 rpm for 24 hours to facilitate sulfonation. The sulfonated black solid residue was separated by vacuum filtration using a suction filtration kit equipped with a Büchner funnel and an Erlenmeyer flask. The residue was washed with hot distilled water until the pH was neutral in the effluent. Prepared sulfonated carbon-based SACs were kept in a drying oven at 105°C for 2 hours to remove moisture.
Characterization of the catalysts
Total acid density of the catalysts was measured by standard acid–base back titration. Elemental composition of the catalysts was determined by a CHNS/O analyzer (628 series, Leco Corporation). Sulfur contents of the catalysts were determined by using energy dispersive X-ray spectroscopy (EDS) (S-3400N, HITACHI), using Edax Genesis software. The surface area and pore size distribution of the catalysts were studied by using N2 adsorption and desorption isotherm data, using liquid nitrogen at 77 K (BELSORP miniII, Japan). Surface morphology of the catalysts was examined by a scanning electron microscope (SEM-VE-8800, Keyence, Japan). The presence of functional groups on the surface of the catalysts was confirmed by a Fourier transform infrared (FT-IR) spectrometer (NICOLET iS50, FT-IR, Thermo scientific) with attenuated total reflectance mode. The chemical state of the functional groups of the catalysts was analyzed by X-ray photoelectron spectroscopy (XPS) (PH15000 Versa Probe II @ Ulvac- PHI Inc., Japan) with Al Ka radiation. The thermal stability of the catalysts was analyzed by thermo gravimetric analysis (TGA) (TGA/DSC3+HT/1600/219) under a N2 flow (25 ml min-1) at a heating rate of 10°C min-1 from 25–900°C.
Microwave-assisted biodiesel production
The experiments were carried out in 100 ml Teflon EasyPrep reaction vessels in a batch type microwave reactor (240/50 MARS 6, CEM). WPO was used as received without any pre-treatment during biodiesel production. The experiments were carried out as follows. WPO (10 g), catalyst (0.5 g), and methanol were loaded into the vessels. Catalytic activity for biodiesel production was measured in terms of % FAME conversion at different reaction times (20–60 minutes), different methanol to oil molar ratios (8:1–20:1 molar ratios), and different reaction temperatures (70–110°C). A control experiment was carried out without using the catalyst. All the experiments were conducted in duplicate, and average values were reported and discussed. A ramping time of 10 minutes and a power of 350 W were used for the reactions. After the reaction, the used catalysts were separated by vacuum filtration using a suction filtration kit equipped with a Büchner funnel and an Erlenmeyer flask. They were dried at 105°C for 2 hours in an oven after washing with acetone, for reuse. The remaining reaction medium was left to settle for about 8 hours to allow complete phase separation in a separating funnel. Then, the methyl ester upper layer was washed with hot distilled water (> 80°C) until the pH of the effluents was neutral. The remaining water in the ester layer was removed by using an anhydrous sodium sulfate bed.
The FAME yield was determined by gas chromatography according to the standard method EN 14103. A gas chromatography system (PerkinElmer, Clarus 580) equipped with a flame ionization detector, a flow split injector and HP-INNOWax capillary column (30 m length, 0.25 mm internal diameter, and 0.25 µm film thickness) was used. Helium and nitrogen (1 ml min-1) were used as the carrier gas and the makeup gas, respectively. Methyl heptadecanoate was used as the internal standard.
Results and discussion
Characterization of the catalysts
The elemental composition of the raw biomass and prepared catalysts are tabulated in Table 1. It was found that the carbon and sulfur content of the catalysts increases while hydrogen and oxygen content of the catalysts decreases compared to the raw biomass (Table 1). These changes are due to various phenomena, such as carbonization, sulfonation, de-hydration and de-oxygenation of the biomass during incomplete carbonization and concentrated H2SO4 activation during catalysts’ preparation (Malins et al., 2016). As shown in Table 1, the total acid density of the catalysts was high compared to raw biomass, confirming the successful activation during catalyst preparation. The highest total acid density (4.79 mmol g-1) was shown by PEFB–BCS–SO3H, followed by CMR–BCS–SO3H (3.75 mmol g-1), and CH–BCS–SO3H (2.80 mmol g-1). The high surface area and high pore volume of PEFB–BCS–SO3H catalyst can support more sulfonic acid groups during sulfonation, increasing the total acidity of the catalyst. The total acid density of the sulfonated carbon-based acid catalyst is mainly due to the presence of sulfonic, carboxylic, and phenolic groups. Among them, sulfonic acid groups contribute significantly to the esterification and trans-esterification reactions (Su and Guo, 2014; Zong et al., 2007). According to the elemental analysis, it was found that the highest weight percentage of sulfur is shown in PEFB–BCS–SO3H (0.38 wt. %), followed by CH–BCS–SO3H (0.16 wt. %), and CMR–BCS–SO3H (0.11 wt. %). Nevertheless, as found by EDS analysis CMR–BCS–SO3H has the highest sulfur weight percentage on the surface of the catalyst, followed by PEFB–BCS–SO3H, and CH–BCS–SO3H. However, the sulfur contents of the catalysts as found by EDS may not represent the real sulfur content or sulfonic group content of the catalysts because EDS is only able to give information on the surface of the catalyst and at a particular point.
Elemental composition and physiochemical properties of carbon precursors and catalysts.
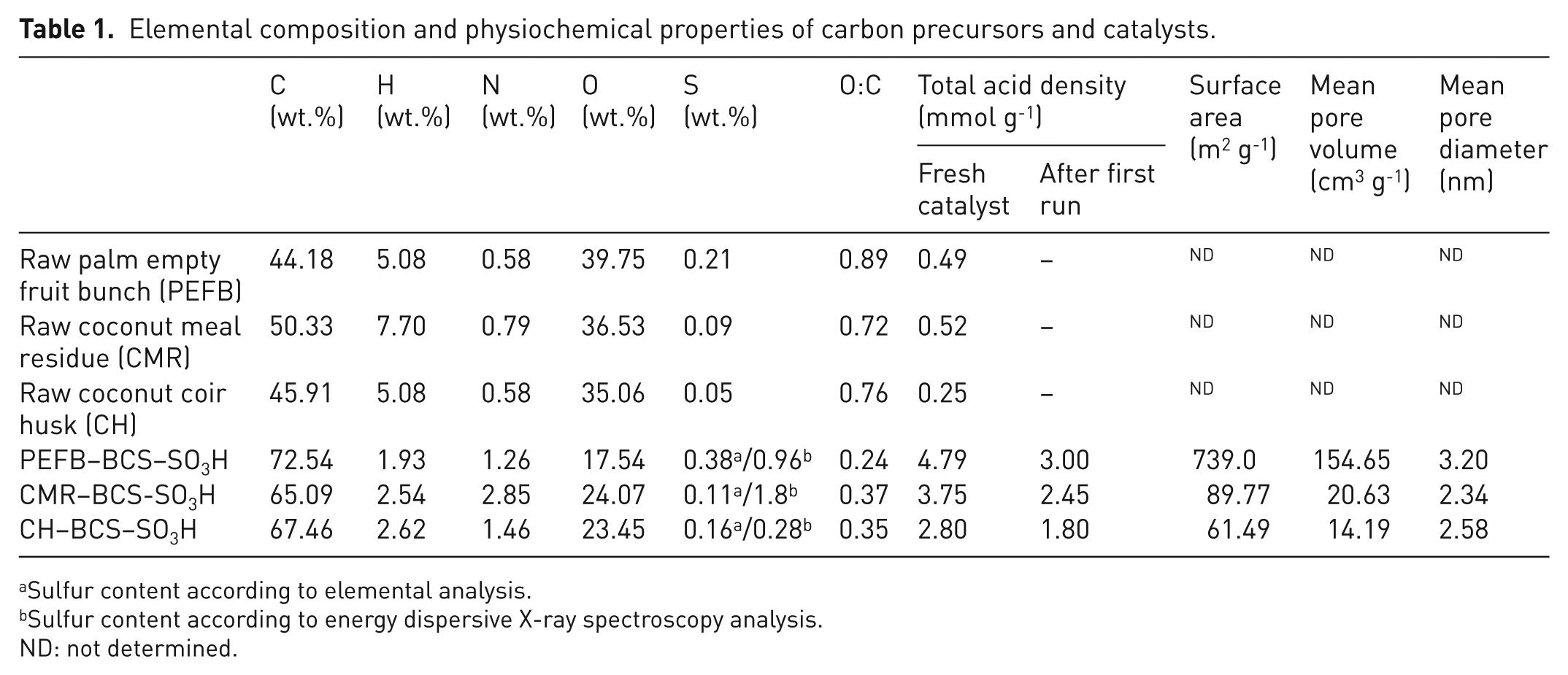
Sulfur content according to elemental analysis.
Sulfur content according to energy dispersive X-ray spectroscopy analysis.
ND: not determined.
Nitrogen adsorption and desorption isotherms and pore size distribution of the catalysts are shown in Figure 1. Nitrogen adsorption and desorption isotherms of PEFB–BCS–SO3H were found to be type-III and/or type-IV at lower p/p0 values (Figure 1(a1)), indicating the presence of nonporous and mesoporous phases of the catalyst. However, nitrogen adsorption and desorption isotherms for CMR–BCS–SO3H and CH–BCS–SO3H were found to be usually of type I at lower p/p0 values (Figure 1(a2) and (a3)), indicating a microporous structure for the catalysts (Brunauer et al., 1938). It was found that PEFB–BCS–SO3H catalyst has a higher surface area (739 m2 g-1), mean pore volume (154.6 cm3 g-1), and pore diameter (3.2 nm) compared to the other catalysts. The high surface area and the pore size of the catalyst provide a stronger physical adsorption capacity (Huang et al., 2012), which improves mass transfer by increasing the diffusion of the reactants. Therefore, large molecules, such as triglycerides, di-glycerides, and mono-glycerides show greater accessibility to the active sites of the catalyst when it has a larger surface area and pore size (Konwar et al., 2016). Due to this reason, PEFB–BCS–SO3H has a higher activity compared to other catalysts.
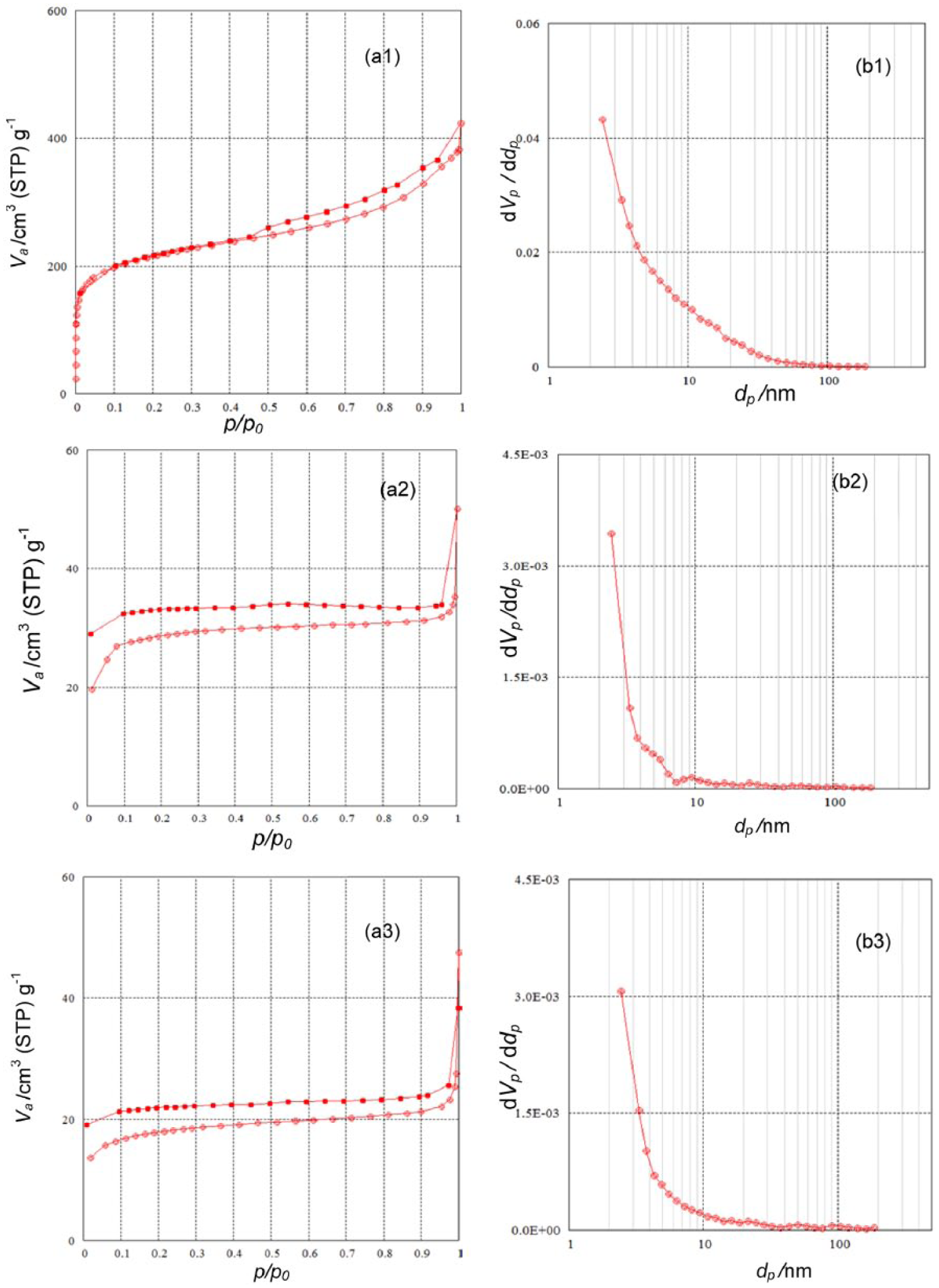
Adsorption–desorption isotherm of (a1) palm empty fruit bunch (PEFB)–BCS–SO3H, (a2) coconut meal residue (CMR)–BCS–SO3H, and (a3) coconut coir husk (CH)–BCS–SO3H; and pore size distribution of (b1) PEFB–BCS–SO3H, (b2) CMR–BCS–SO3H, and (b3) CH–BCS–SO3H.
The SEM images of sulfonated carbon catalysts are shown in Figure 2. It was found that each catalyst has an irregular porous structure. Further, SEM images confirm the similar nonporous, mesoporous, and microporous nature of each catalyst, in line with nitrogen adsorption–desorption isotherm data.
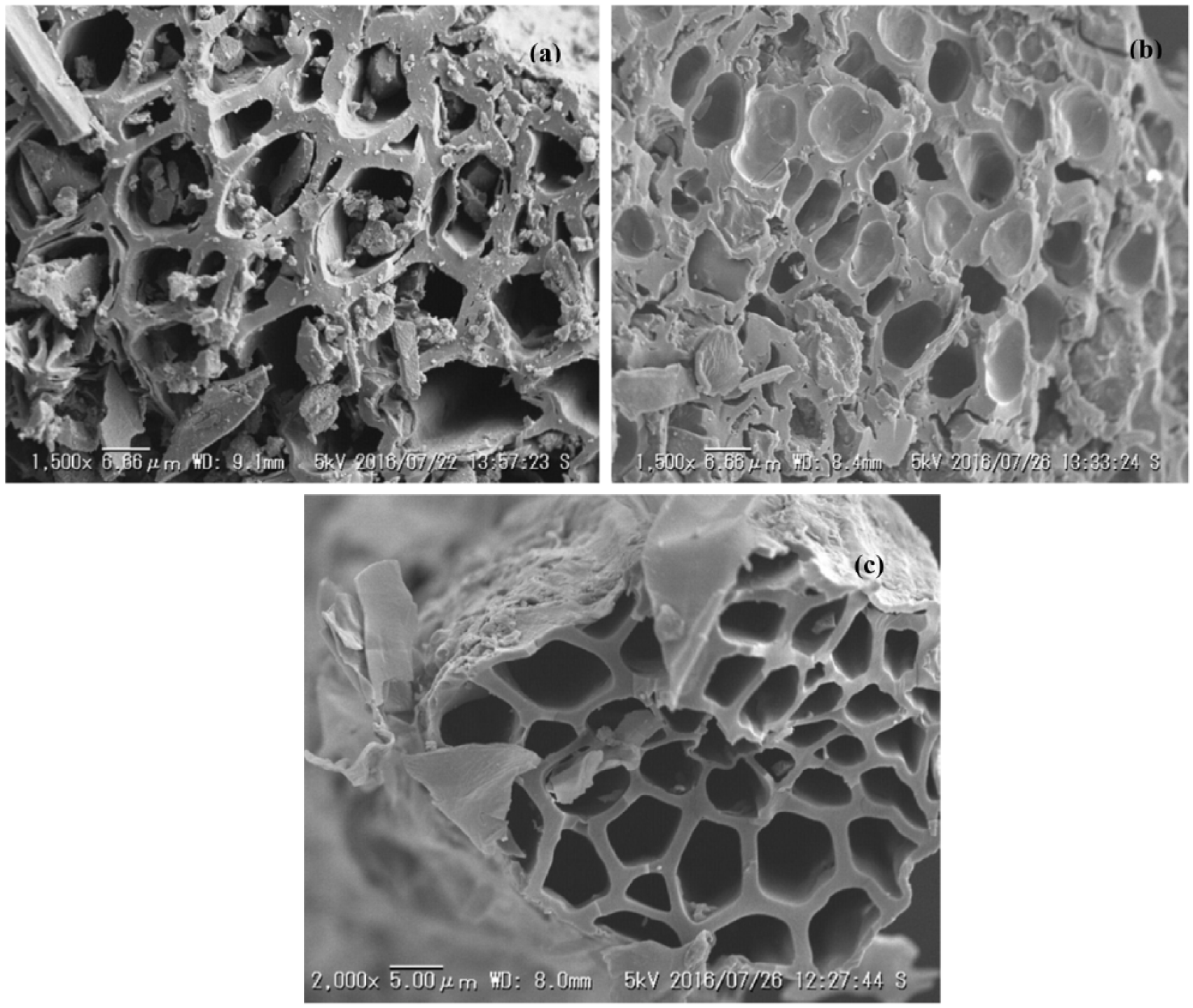
Scanning electron microscope image of: (a) palm empty fruit bunch–BCS–SO3H; (b) coconut meal residue–BCS–SO3H; and (c) coconut coir husk–BCS–SO3H.
The FT-IR spectra of raw biomass, incompletely carbonized biomass, and catalysts are illustrated in Figure 3. All the spectra exhibited the peaks at around 2800–3600 cm-1 which are attributed to alcoholic and phenolic OH groups in the raw materials, incompletely carbonized biomass, and the catalysts. A slight decline of the peak intensity was observed in all three spectra after carbonization of the biomass. However, subsequent sulfonation of the carbonized biomass has no effect on the peak intensity corresponding to OH groups in each catalyst preparation, as seen in Figure 3. The sharp peak, at around 1500–1800 cm-1 is attributed to the carbonyl/carboxylic region in each sample. The peaks at around 1340–1365 cm-1 and 1100–1200 cm-1 of each catalyst are assigned to symmetric and asymmetric stretching vibrations, respectively, of SO2 and SO3H, and CS (Coates, 2000). These results confirm the presence of SO3H, COOH, and OH groups on the surface of the catalysts.
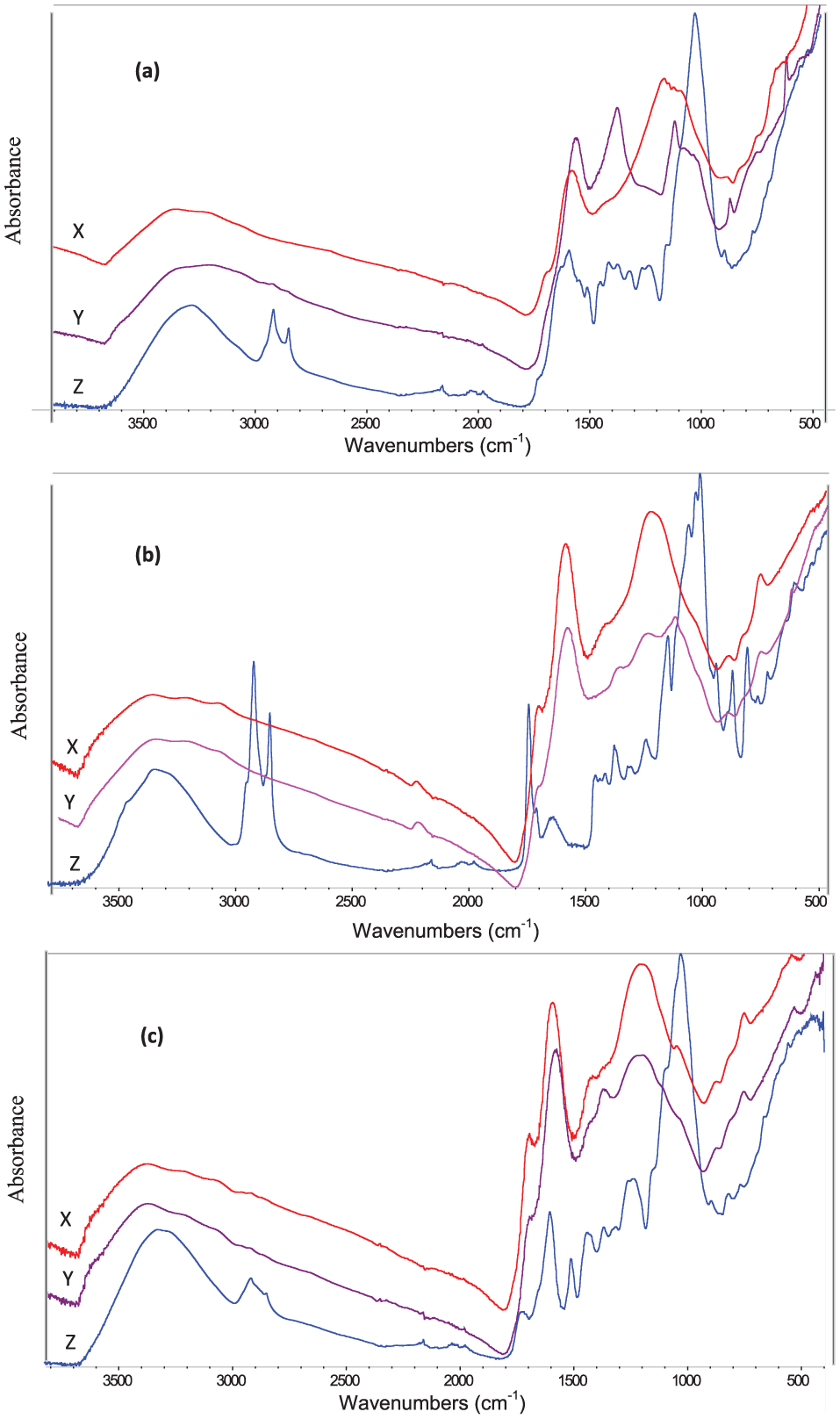
Fourier transform infrared spectra of: (a) palm empty fruit bunch–BCS–SO3H; (b) coconut meal residue–BCS–SO3H; and (c) coconut coir husk–BCS–SO3H.
Figure 4 depicts the XPS of raw biomass, incompletely carbonized biomass, and the catalysts. XPS of each catalyst shows peaks for S2p, C1s, and O1s binding energies. The presence of peaks at 168–169 eV (for S–C and S–O/S = O), 286–287 eV (C–O and C = O), and 533 eV (C–O/C–O–H) confirm the presence of chemically bound SO3H, COOH, and OH on the surface of each catalyst (Liu et al., 2013b; Nakajima and Hara, 2012). It was found that the peak intensity of S2p is higher in the catalysts, compared to the raw biomass. This confirms that the presence of chemically bound SO3H groups in the catalysts is due to the activation of carbonized biomass by sulfonation. These findings reveal that PEFB–BCS–SO3H, CMR–BCS–SO3H, and CH–BCS–SO3H catalysts possess SO3H, COOH, and OH groups in line with FT-IR spectra.
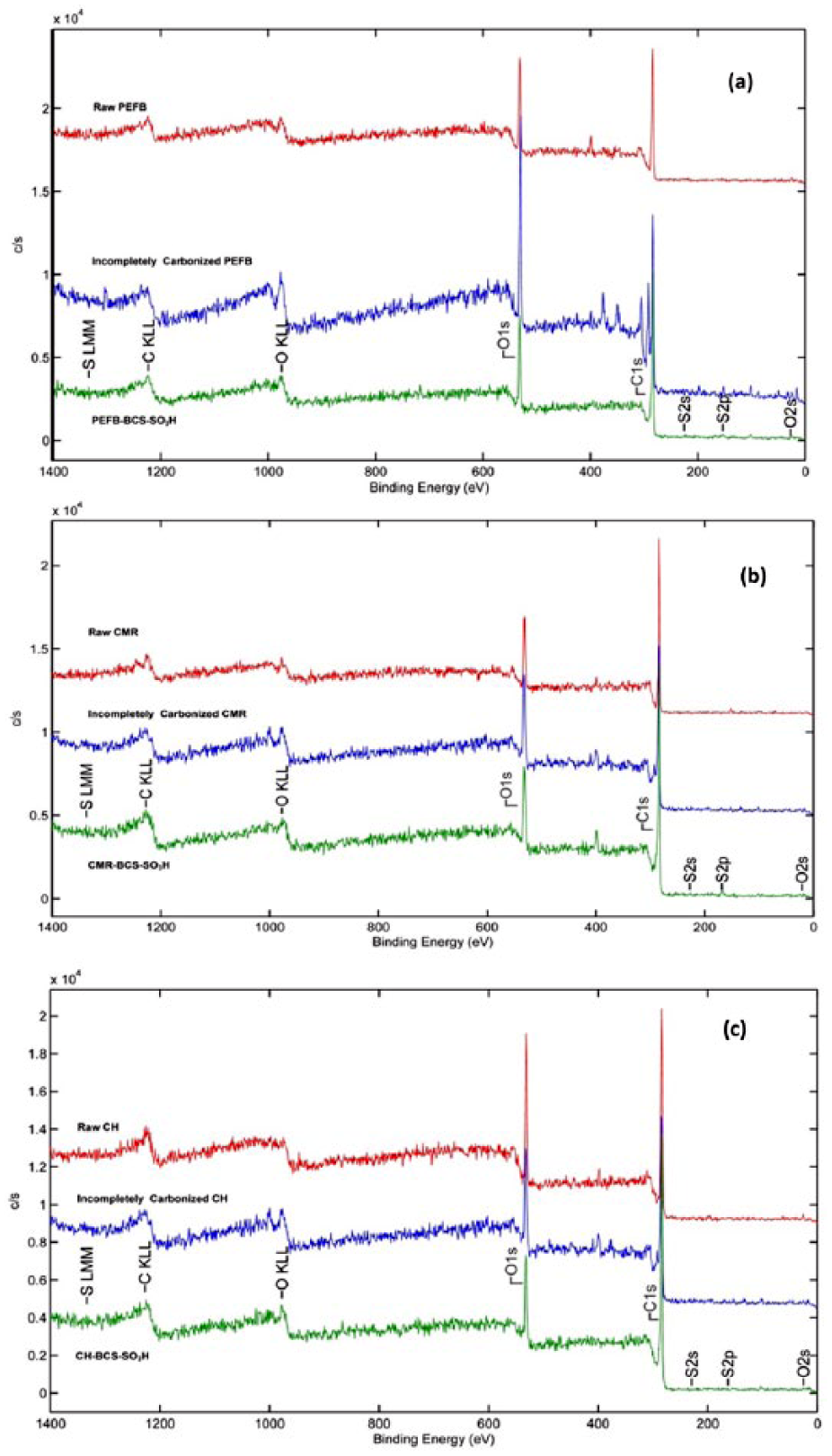
X-ray photoelectron spectroscopy of: (a) palm empty fruit bunch–BCS–SO3H; (b) coconut meal residue–BCS–SO3H; and (c) coconut coir husk–BCS–SO3H.
The presence of hydrophilic OH groups on the surface promotes strong water absorbance, providing good access for the reactants for the catalysts’ active sites. The hydrophobic environment of the catalyst which is due to non-polar carbon sheets, can protect the active sites from poisoning by water in the feedstock and water generated during the esterification (Su and Guo, 2014). However, leaching and deactivation of the active sites, such as SO3H of the catalyst, are possible due to strong water absorbance of the carbon-based SACs.
Thermal stability of the catalysts was investigated, and TGA of each catalyst is shown in Figure 5. It was found that the TGA exhibits two main mass loss stages for each catalyst. The low temperature mass loss is below 150°C, and the high temperature mass loss is between 150°C and 900°C. The small mass loss in the low temperature range is attributed to the evaporation of physiosorbed water from the catalyst. It was found that thermal degradation of the samples starts after 150°C. In addition, as found by several studies, the weight loss after 150°C (Malins et al., 2015), at 200–400°C (after 280°C) (Tamborini et al., 2016), is attributed to the degradation of sulfonic acid groups. Therefore, a reaction temperature below 150°C is required to achieve maximum catalytic activity.
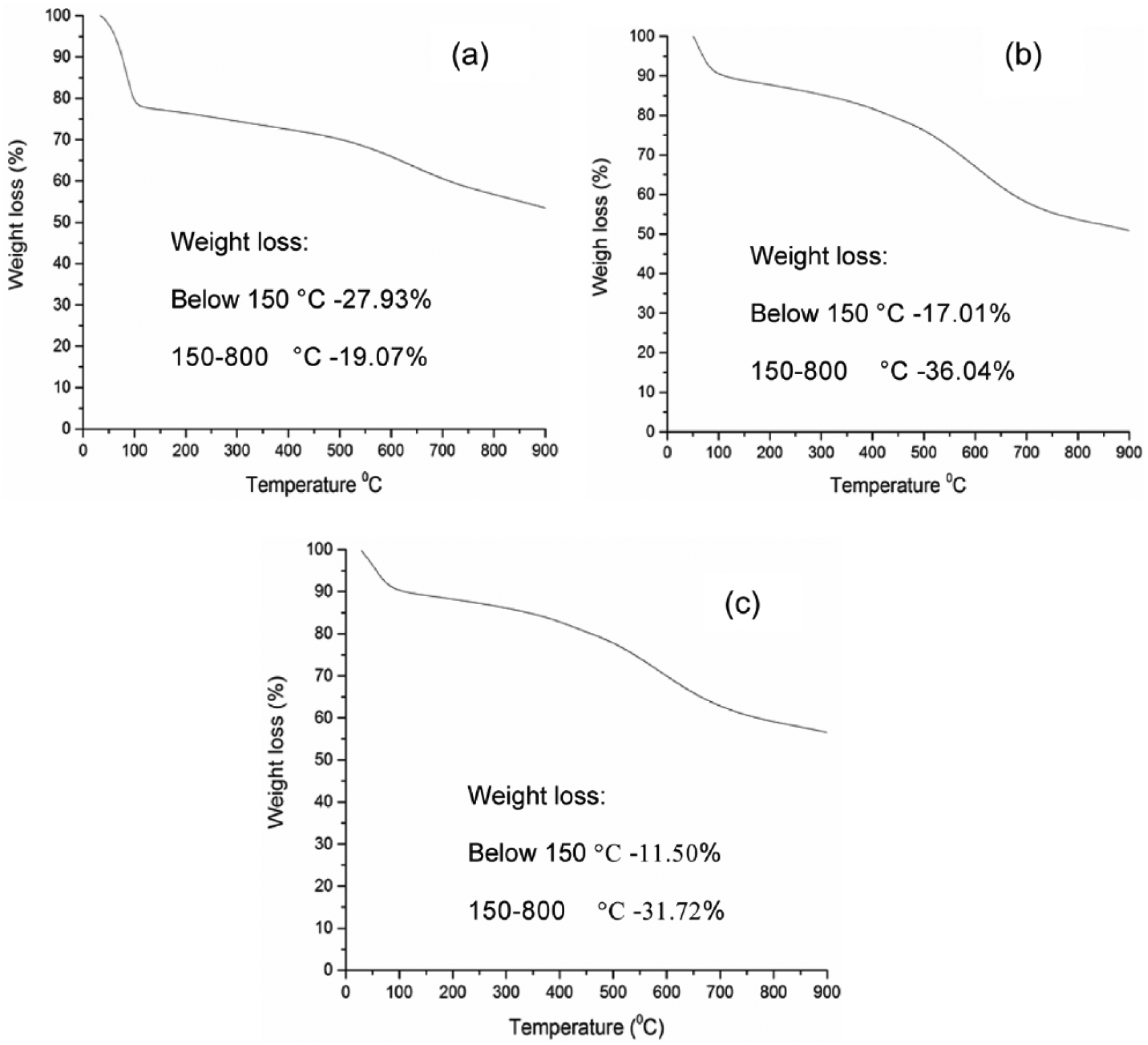
Thermo gravimetric analysis of: (a) palm empty fruit bunch–BCS–SO3H; (b) coconut meal residue–BCD–SO3H; and (c) coconut coir husk–BCS–SO3H.
Composition of WPO
It was found that WPO consists of 52.9% unsaturated fatty acids and 42.7% saturated fatty acids. Major fatty acids found in WPO were oleic (42.4%), palmitic (36.6%), linoleic (9.8%), and stearic (4.2%) acids, while myristic (0.8%), lauric (0.4%), arachidic (0.3%), eicosenoic (0.2%), and palmitoleic (0.2%) acids, were found in traces. The acid value of WPO was found to be 10.3 mg KOH g-1. This is higher than the value recommended for conventional alkaline catalyst-assisted biodiesel production (Su and Guo, 2014).
Microwave-assisted biodiesel production
Trans-esterification of triglycerides is a reversible and complex reaction with multiple steps, which produce mono and di-glycerides as intermediates. Therefore, finding a proper reaction time that can complete the overall reaction by giving 3 moles of esters is required. The effect of reaction time on FAME conversion is shown in Figure 6(a). Due to the high acid density of the PEFB–BCS–SO3H catalyst, it showed the highest FAME yield of 85.6% after 60 minutes of reaction time. Further, it was observed that increasing the reaction time increases the %FAME yield. The reaction needs at least 60 minutes to reach > 60% FAME yield for each catalyst. Therefore, 60 minutes reaction time was used for further investigations. A FAME yield of 94% was reported from castor oil using a 12:1 methanol to oil molar ratio and 5% carbon-based sulfonated catalyst after 60 minutes at 65°C (Yuan et al., 2008). González et al. (2017) reported a 90% FAME yield from WCO after 15 minutes at 140°C using a 10% oat hull-based carbon-based SAC and a 10:1 methanol to oil molar ratio. Biodiesel production using microwave-assisted batch and flow reactors, using a very short reaction time and an alkaline catalyst, was reported. Chen et al. (2012) have obtained a 97.6% FAME yield within 3 minutes using CH3ONa as a catalyst and a 6:1 methanol to oil molar ratio. A research study by Choedkiatsakul et al. (2015) reported a 99.4% yield with only 1.75 minutes of residence time at 70°C using 1% NaOH and a 12:1 methanol to oil molar ratio, from palm oil in a flow type microwave-assisted reactor.
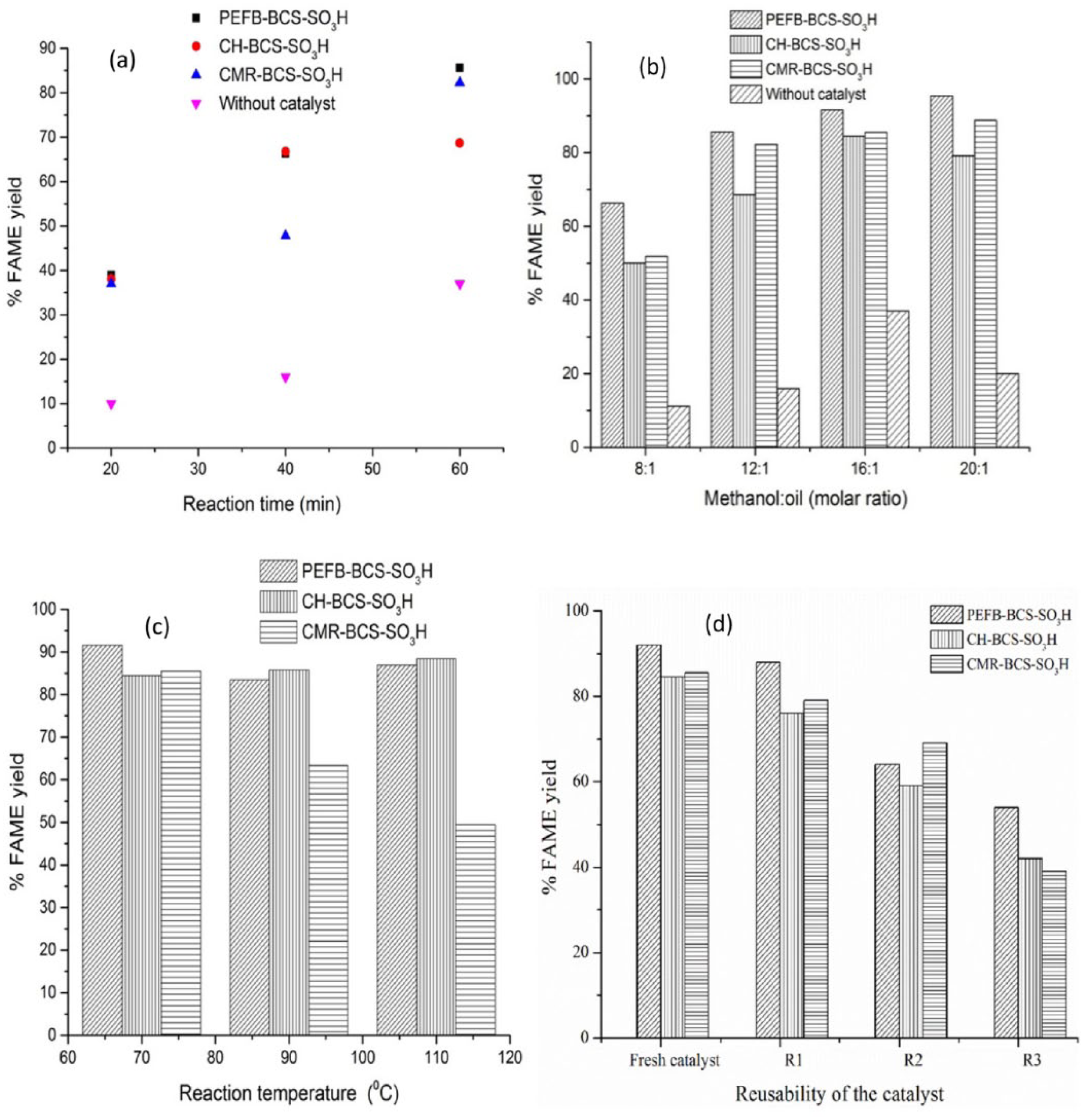
Effect of: (a) reaction time on fatty acid methyl ester (FAME) yield (%) using 5 wt.% catalyst, 12:1 methanol:oil (molar ratio), at 70°C; (b) methanol:oil (molar ratio) on FAME yield (%) using 5 wt.% catalyst, 60 minutes, and at 70°C; (c) reaction temperature on FAME yield (%) using 5 wt.% catalyst, 16:1 methanol:oil (molar ratio) and 60 minutes; and (d) reusability of the catalyst using 5 wt.% catalyst, 16:1 methanol:oil (molar ratio), 60 minutes, and at 70°C.
It was found that the %FAME yield is very low (< 20%) during the preliminary experiments, when using 3:1 and 4:1 methanol:oil molar ratios. This may be due to the complex nature of WPO as it consists of a mixture of triglycerides, mono-glycerides, di-glycerides, and FFAs. Theoretically, trans-esterification requires a 3:1 methanol:triglycerides molar ratio to produce 3 moles of alkyl esters and 1 mole of glycerol from 1 mole of triglycerides. Therefore, it is required to have excess methanol in the reaction medium to convert both triglycerides and FFAs into their respective esters. In addition, since both esterification and trans-esterification reactions are reversible, an excess of methanol in the reaction medium is required to shift the reaction equilibrium. Therefore, experiments were carried out to find the effect of methanol:oil (molar ratio) for biodiesel production from WPO. As stated by Encinar et al. (2012), 65–90°C is the best reaction temperature range for microwave- assisted biodiesel production. Therefore, 70°C was selected as the initial temperature for the experiments. This is beyond the boiling point of methanol, and therefore, a loss of methanol is possible during the reaction. As seen in Figure 6(b), %FAME yield increases with increasing methanol to oil molar ratio for PEFB–BCS–SO3H and CMR–BCS–SO3H catalysts while %FAME yield of CH–BCS–SO3H catalyzed reaction decreases after a 16:1 methanol to oil molar ratio. However, it was found that PEFB–BCS–SO3H and CMR–BCS–SO3H give > 95% and > 88% FAME yield at a 20:1 methanol to oil molar ratio while CH–BCS–SO3H gives 84.5% FAME yield at a 16:1 methanol to oil molar ratio.
Effects of three different temperatures, such as 70, 90, and 110°C on biodiesel production from WPO were investigated using 16:1 methanol:oil (molar ratio) and 60 minutes of reaction time (Figure 6(c)). It was found that %FAME yields for PEFB–BCS–SO3H and CMR–BCS–SO3H catalysts decrease with increasing reaction temperature. The highest FAME yields of 91.6% and 85.5% are shown by PEFB–BCS–SO3H and CMR–BCS–SO3H catalysts at 70°C, respectively, while the CH–BCS–SO3H catalyst shows its highest %FAME yield (88.5%) at 110°C. As stated by Encinar et al. (2012), methanol starts to boil after the boiling point, and methanol vapor can effectively contact with oil, providing a higher conversion. This may be the reason for a higher biodiesel yield of > 80%, for each catalyst at 70°C. However, a further increase of the reaction temperature increases the methanol evaporation, leading to complete separation of methanol at the vapor phase and oil at the liquid phase (Choedkiatsakul et al., 2015; Encinar et al., 2012). This leads to a low %FAME yield with high reaction temperatures after 70°C. However, it was found that the activity of CH–BCS–SO3H catalyst slightly increases with increasing reaction temperature.
When investigating the reusability of the catalysts, it was found that the catalysts can be easily recovered by vacuum filtration. However, considerable decreases of the FAME yields from 91.6 to 54%, 85.5 to 39%, and 84.5 to 42% for PEFB–BCS–SO3H, CMR–BCS–SO3H, and CH–BCS–SO3H, respectively, were observed after the third usage (Figure 6(d)). These results reveal that PEFB–BCS–SO3H, CMR–BCS–SO3H, and CH–BCS–SO3H catalysts have very low stability. This is further confirmed by the decrease of total acid density of each catalyst after the reaction (Table 1). The leaching of SO3H groups is one of the main reasons for the decreases of the catalytic activity. Hence, measures should be taken in order to enhance the stability of SO3H groups in the catalysts.
Use of agricultural waste biomass for catalyst preparation is economical and reduces the overall cost of biodiesel production, and also helps in solid waste management. Prepared PEFB–BCS–SO3H, CMR–BCS–SO3H, and CH–BCS–SO3H were successfully employed for microwave-assisted biodiesel production from WPO (5.2% FFAs), though the catalysts showed low stability during recycling. Due to an efficient heating system, microwave irradiation decreases the required reaction time. This leads to a sustainable and economical biodiesel production (Gude and Martinez-Guerra, 2017). However, it is vital to improve the stability of the catalysts. Moreover, it is required to understand the cost-effectiveness and the sustainability of the entire process, including catalysts’ preparation and biodiesel production through a life cycle assessment. The cost incurred will include the collection and transportation of feedstocks, chemicals (sulfuric acid, methanol, acetone, etc.), and energy and water associated with the production and downstream processes. However, WPO was free of cost and also catalysts were prepared from readily available agricultural waste which will lower the overall cost of biodiesel production in this study.
Conclusions
In this study, waste biomass derived SACs were successfully prepared and employed for microwave- assisted biodiesel production from WPO (5.2% FFAs). A maximum biodiesel yield of 95.5% was achieved by PEFB–BCS–SO3H using a 20:1 methanol:oil molar ratio at 70°C after 60 minutes. A high surface area and large pore size, together with high acid density and the presence of SO3H and OH groups in PEFB–BCS–SO3H contributed to the high activity, compared to the other catalysts. Simple preparation steps and easy separation of the catalyst, eliminating further washing steps in the downstream process, make the entire biodiesel production more economical and environmental-friendly. However, reusability studies revealed that the stability of the catalysts needs to be improved. Microwave heating-assisted biodiesel production is an efficient technology compared to conventional heating. Results indicate that PEFB, CMR, and CH as waste biomass can be employed for sustainable biodiesel production from WPO using microwave irradiation.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: this work was supported by the Sirindhorn International Institute of Technology, through an Excellent Foreign Students (EFS) doctoral scholarship.