
Abstract
Residual electrolyte is the main pollution source in the lithium ion battery disassembly process. A practical detoxified approach is studied using the lithium hexafluorophosphate in the decommissioned power battery with dimethyl carbonate as a solvent. The pH measurement, Fourier transform infrared spectroscopy, micromorphology and phase structure characterization techniques showed that the process in this study is capable of removing lithium hexafluorophosphate from decommissioned power batteries, while controlling the proper ratio of NaOH can also completely precipitate F− into CaF2 crystal and allows recycling of the organic solvents. This process scheme of residual electrolyte treatment effectively reduces environmental pollution during the decommissioned power batteries recycling process, and has the benefit of resource reuse for valuable elements.
Keywords
Introduction
Ecological environmental protection and resource management are prerequisites for economic development and social progress, and the basic guarantee for people’s harmonious survival (Benjamin et al., 2019; Daniel et al., 2013; Mehdi et al., 2019; Olowoporoku, 2019; Titto and Savino, 2019; Wang et al., 2009). With the rapid development of new energy vehicles and various energy storage products, the recycling of decommissioned batteries is becoming more and more important. The residual electrolyte in the spent battery on the one hand has great potential to pollute the environment (Li et al., 2013; Liu et al., 2017; Yoo et al., 2010) and on the other hand has certain economic value (Bi et al., 2019; Jha et al., 2001; Jo et al., 2010; Kang et al., 2013; Zhao et al., 2019). Therefore, effective disposal of residual electrolyte in spent batteries has become imperative (Fan et al., 2016; Gaines et al., 2011; Wang et al., 2009; Zhang et al., 2016).
In recent years, several common methods have been developed for recovering residual electrolyte. For example, in the wet treatment process, the residual electrolyte is firstly cooled and frozen by liquid nitrogen, crushed, heated and evaporated, and then recovered by means of NaOH or KOH solution. Fluoride ions and lithium ions in the spent electrolyte thus can be converted into stable fluoride salts and lithium salt precipitates (Beolchini et al., 2011; Li et al., 2009; Sun et al., 2017; Tong et al., 2005; Wen et al., 2016; Zhang et al., 2018). Li et al. (2009) used liquid nitrogen to freeze the residual electrolyte in the battery to avoid the hydrolysis reaction of LiPF6 with water vapor to produce hydrogen fluoride gas. Subsequently, a mixed aqueous solution of sodium hydroxide and calcium hydroxide is added to absorb the spent electrolyte solution, and the desired product of calcium fluoride precipitate is recovered. Zhang et al. (2018) used Ca(OH)2 solution to carry out three-stage alkalization treatment of spent electrolyte, and rendered the treatment harmless by spraying and absorbing with distilled water for the water solubility of some harmful toxic gases finally produced. The test result meets the standards for qualified emissions. Wen et al. (2016) used a vacuum distillation process with high vacuum to treat the spent electrolyte, aiming to provide a green and feasible LiPF6 recovery scheme. The specific implementation measures are firstly to separate the spent electrolyte and the organic solvent by vacuum distillation, purification, chemical absorption and filtration, and the obtained solid precipitate is placed in a reactor for secondary reaction to obtain the desired product LiPF6. Tong et al. (2005) compared the solvent-to-electrolyte removal efficiency of propylene carbonate (PC), diethyl carbonate (DEC) and dimethyl carbonate (DMC) in the recycling of spent lithium ion batteries. It was found that the relative dielectric constant of PC is the largest, which is more conducive to electrolyte dissolution, so it has the largest removal rate. This solution realizes the reuse of LiPF6 by using PC as a recovery solvent for lithium ion battery electrolyte. The methods mentioned here all have disadvantages such as unreasonable resource utilization, unsuitable industrial production and complicated processing. In many methods for treating spent lithium ion batteries, an effective solution has not been proposed to recycle the residual electrolyte.
This study proposes a practical and effective approach for harmless treatment of the residual electrolyte during the spent batteries disassembly process. Based on the similar miscibility principle and chemical precipitation theory, environmentally friendly treatment of the residual electrolyte and the harmless collection of F ions are achieved. Furthermore, the effective immersion time of the residual electrolyte in the spent batteries pole pieces/separators was optimized. This scheme has simple processing technology, can realize the secondary utilization of resources and is eco-friendly and lower cost compared with some reported approaches. The recovered calcium fluoride has certain application value in the chemical industry and metallurgy fields.
Experimental
Disassembly of battery
The disassembled battery in this experiment is an aluminum shell square power battery, shown in Figure 1(a). In consideration of safety matters, the battery used in this work must be firstly subjected to artificial discharge treatment. The decommissioned lithium ion battery was immersed in a saturated sodium chloride solution for about 12 hours, taken out and the surface of the battery case was blown dry with a hair dryer; the voltage was measured with a multimeter. If the voltage was ⩽1.7 V, then the battery was carried out for dismantling. Otherwise, it was immersed again in sodium chloride solution for several hours until the voltage dropped below 1.7 V. Then, the power battery was placed in the safe voltage range in an argon-filled glove box, the seal carefully disassembled, and then the positive/negative electrode, separator and package were collected separately to prevent dangerous reactions during the process.
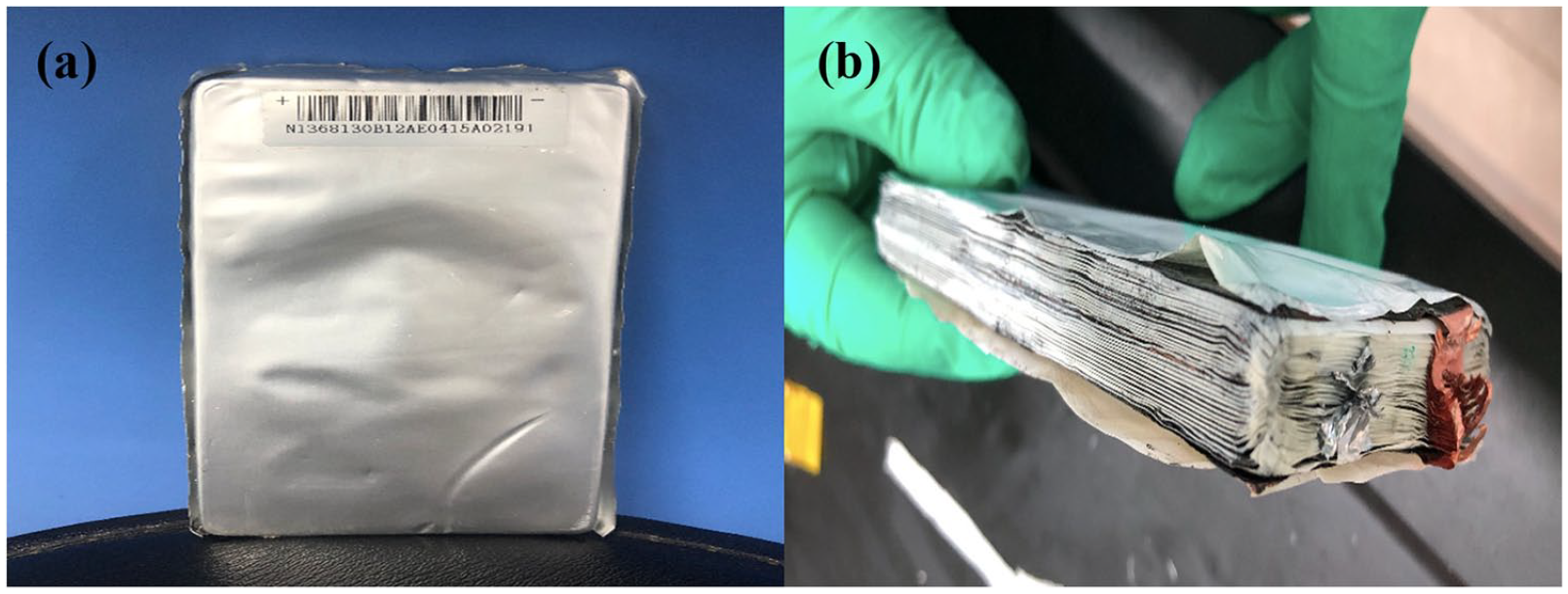
(a) Aluminum shell square battery used in this experiment; (b) side structure inside the battery.
Immersion of electrode
The electrode adsorbed with the electrolyte obtained from disassembling was slowly and uniformly immersed in 250 mL DMC solution, sealed with plastic wrap to prevent free evaporation of toxic substances and allowed to stand in a cool place until the electrolyte was completely dissolved in DMC. At the same time, the best soaking time was determined.
Precipitation and purification
Exactly 10 mL of DMC solution (obtained by soaking the electrode and separator) was mixed with 1 M NaOH solution in a ratio of 4:1, 6:1 and 8:1, and when the reaction was completed, filtration with a separatory funnel was performed. Subsequently, 2 mL of the liquid in the aqueous phase was mixed with 20 mL of saturated calcium nitrate solution, the reaction precipitate was transferred to another beaker, the precipitate was washed three times with dilute hydrochloric acid solution, centrifuged, and dried at 50° for 20 h to obtain the desired product. The reaction process is shown in the following formula (1–3)



Reactions (1) and (2) are the treatments for the acids, which are hydrolyzed from residential electrolyte LiPF6, then reaction (3) shows the transformation of F element into CaF2.
Morphology and structure characterization
The crystal structure analysis of the precipitate obtained by this experiment was carried out by means of an X-ray diffractometer (X’Pert Powder, EPSILON5, PANalytical Holland), with a test range of 5° to 90°. Scanning electron microscopy equipped with energy-dispersive X-ray spectroscopy (EDS) (SEM, SU8010, Hitachi Japan) at an acceleration voltage of 18 kV was used to characterize the morphological features of the electrode piece and separator. Fourier transform infrared absorption spectrometer (FTIR, BDV-208679529, Tianjin Gangdong Technology Co., Ltd) was used to analyze the chemical state information of the nickel, cobalt, manganese and oxygen elements of the electrode material. A pH meter (Shanghai INESA Scientific Instrument Co., Ltd) was used to measure the pH value of the LiPF6 hydrolysis product in the residual electrolyte.
Results and discussion
Physicochemical characterization of electrode pieces
The residual electrolyte (the types of commonly used electrolytes are shown in Table 1) in the spent battery not only has great potential to pollute the environment (Li et al., 2013; Liu et al., 2017; Yoo et al., 2010), but also has certain economic value.
Several common lithium salts and characteristics.
Figure 2 shows the relationship between soaking time and pH value. First, the pH of the DMC soaked in the electrode was measured once every 2 hours and the total recording time was 32 hours. It can be clearly seen from the time–pH curve that when the immersion time was longer than 24 hours, the pH change of the solution was not obvious and it was basically stable at about 4.7. This result also indicates that if an aluminum shell prismatic battery is soaked in 250 mL DMC solution for 24 hours, the electrolyte inside the battery and the LiPF6 deposits can be completely dissolved.
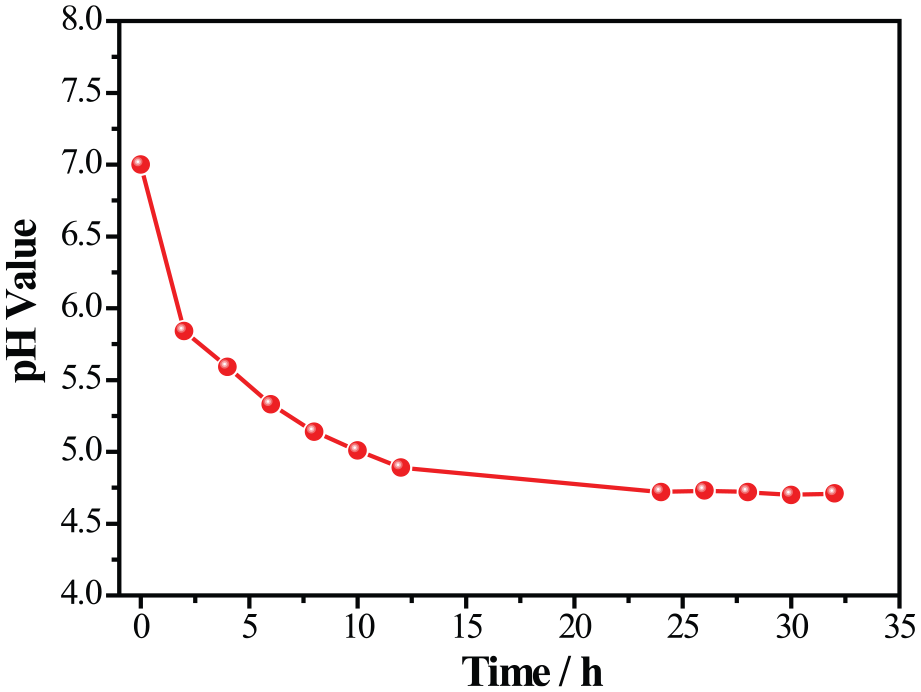
The relationship between soaking time and pH value.
The EDS spectrum of the electrode piece before and after the immersion treatment is shown in Figure 3. Comparing Figure 3(a) and (b), it can be seen that the morphology of the electrode before and after immersion does not change much. This is mainly due to the fact that DMC does not affect the graphite itself during the immersion process, and some of the conductive agent, binder and electrolyte decomposition products in the spent batteries remain attached to the surface of the electrode piece. The EDS element analysis results are shown in Figure 4. Compared with the characterization results before and after immersion, the percentages of oxygen, fluorine and carbon in the surface of the electrode piece changed significantly from 79.9% to 42.3% (±0.5), from 10.7% to 2.03% (±0.3), and from 7.4% to 53.8% (±0.5), respectively. It is indicated that DMC can dissolve the F and O elements to a large extent.
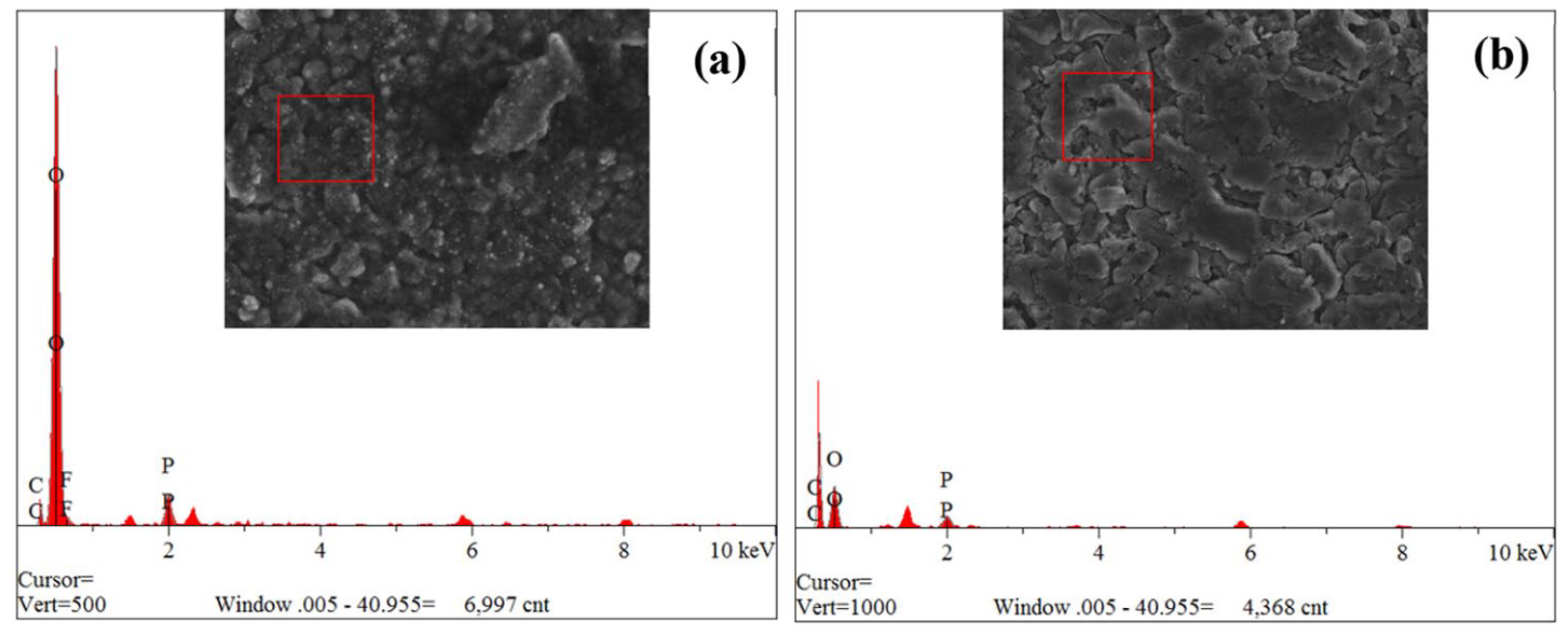
EDS of the electrode piece (a) before and (b) after soaking treatment.
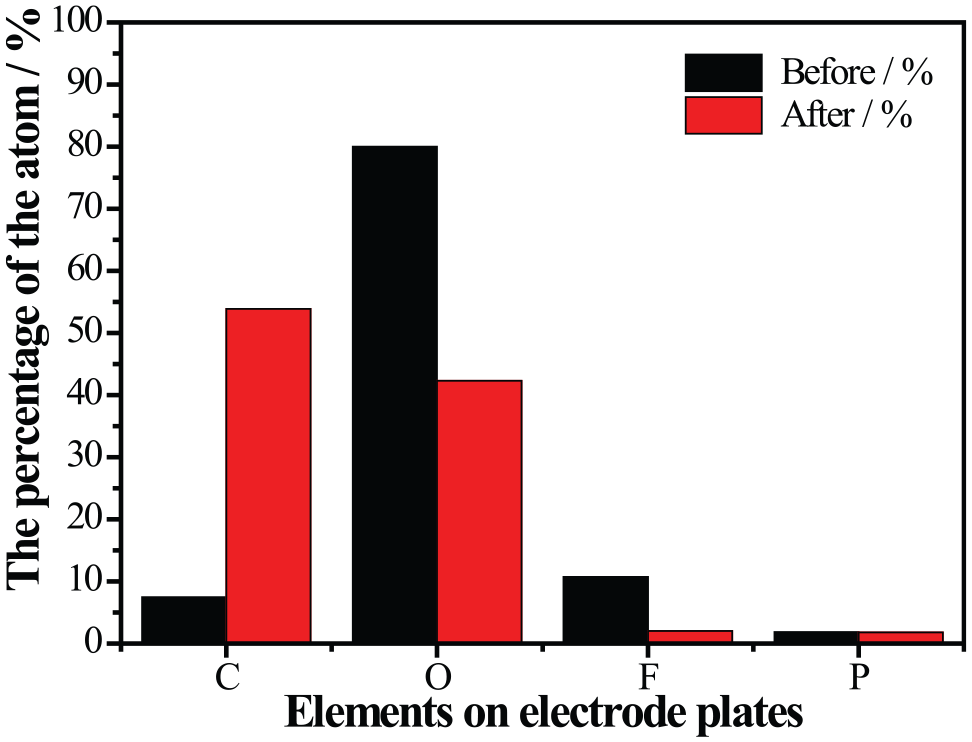
Elemental analysis results of the electrode from EDS characterization.
The results of Fourier transform infrared absorption spectroscopy (FTIR) of the obtained electrode pieces are shown in Figure 5. Comparing Figure 5 (a) and (b), it can be clearly found that the main functional groups on the pole piece surface have significant differences before and after soaking. P=O (1040 cm−1), C-O (1160 cm−1), -CH3 (1380 cm−1) and C=O (1668 cm−1) functional groups are mainly found on the pole piece surface that has not been immersed. When the pole piece has been immersed, the functional groups on the piece surface are mainly C-C at a wavelength of 1137 cm−1 and C=C at a wavelength of 1573 cm−1 (Mishra and Rhee, 2014; Peng et al., 2008; Wang et al., 2009). It is demonstrated that most of the polar functional groups attached to the surface of the electrode can be removed by immersion in a DMC solution. The weakening or even disappearance of the polar functional group can be attributed to the removal of impurities in the recovery process.
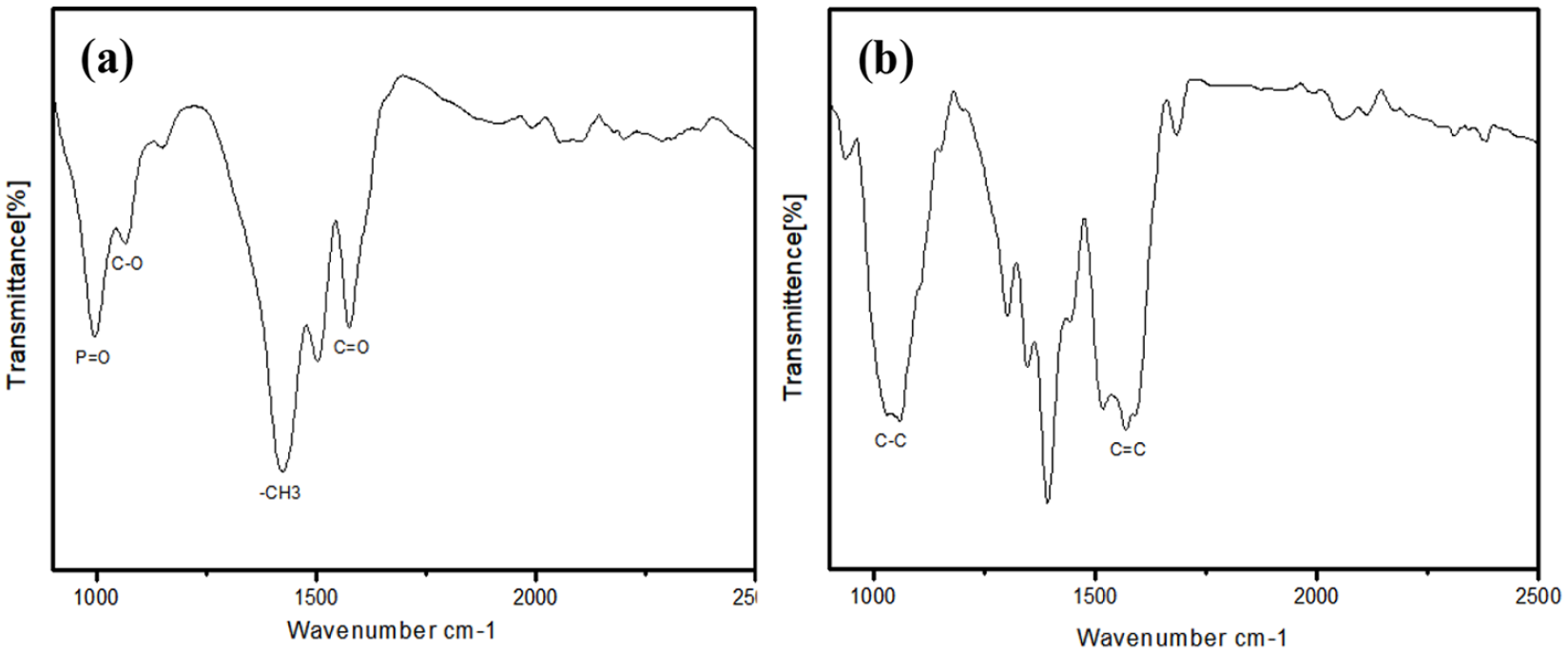
FTIR spectra of the electrode piece (a) before and (b) after soaking treatment.
At the same time, the morphology of the separator was also compared before and after soaking. The results are shown in Figure 6. Compared with the morphology of the unsoaked separator (Figure 6(a)), the impurities on the surface of the separator were almost completely cleaned after soaking; and the pores blocked by the electrolyte were also opened (Figure 6(b)). It can be seen that the DMC solution has an elimination effect on the electrolyte adsorbed on the surface of the separator and the by-products in the electrochemical reaction process.
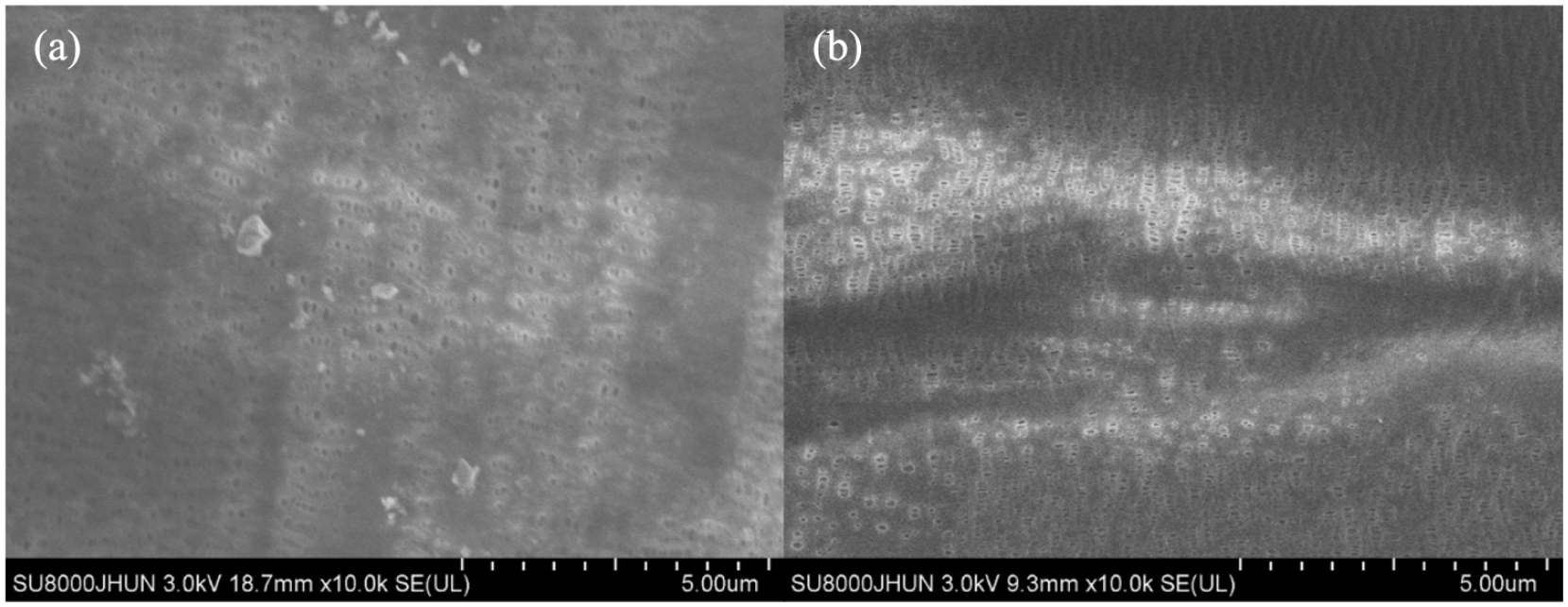
SEM of separator (a) before and (b) after soaking treatment.
Analysis of precipitates
The precipitate obtained in this experiment was subjected to X-ray diffraction (XRD) analysis to determine the phase structure and impurity composition. The XRD characterization results are shown in Figure 7. The main crystal phases of the precipitates obtained under the three different ratios can match the characteristic peaks of CaF2. Moreover, with the increase of NaOH addition amount, the number of impurity peaks is obviously lower. When the ratio increases to 8:1, no corresponding impurity peaks are observed in the corresponding XRD spectrum (Figure 7(c)), indicating that the precipitation is complete under this ratio.
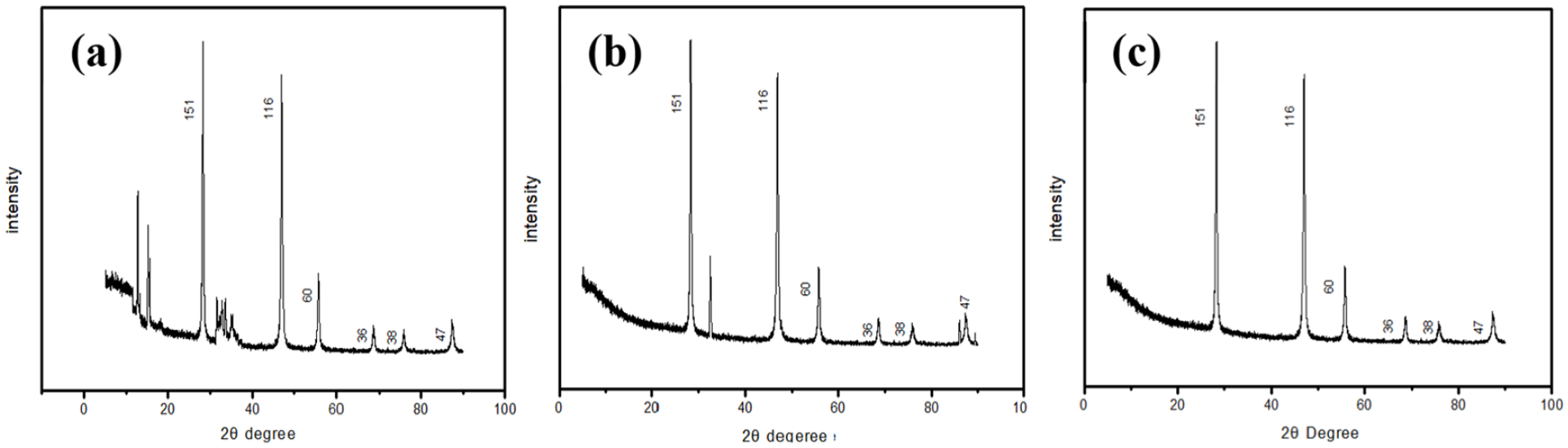
XRD patterns of precipitates obtained in different proportions of NaOH and DMC (a) 4:1, (b) 6:1 and (c) 8:1.
In addition, the precipitate after reaction was dried, then weighed, and the difference in quality was compared; the three sets of results are summarized in Table 2. It is known from the data in the table that when NaOH and soaking solution are mixed in a volume equal to 4:1, F ion is not precipitated completely. When the ratio is increased to 6:1 and 8:1, the quality of the precipitate is basically the same. That is to say, if the F ion in the soaking solution is completely precipitated, the volume ratio of NaOH to reaction solution can be controlled at 6:1. Based on this result, it can be calculated that the concentration of LiPF6 in the soaking solution was 0.9 M.
The quality of precipitate obtained at different ratios of NaOH and soaking solution.
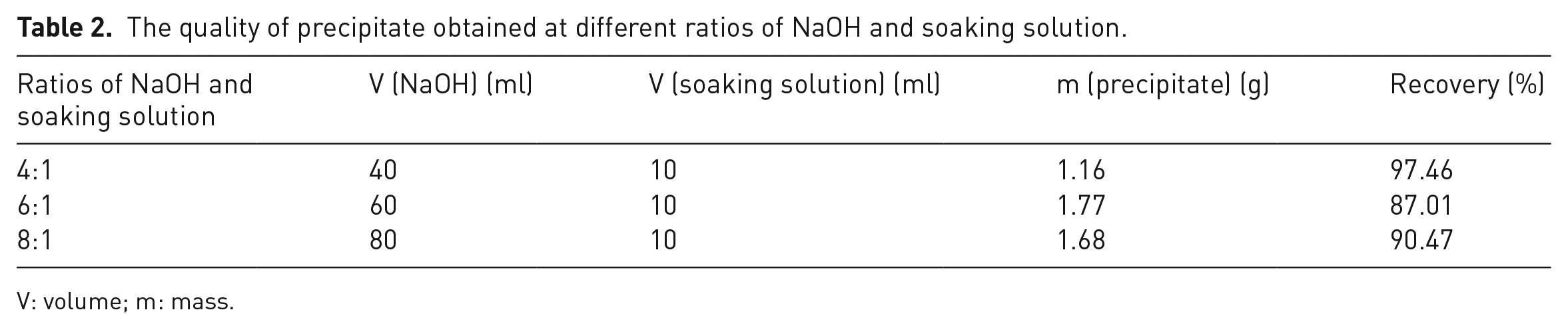
V: volume; m: mass.
Figure 8 shows the flowchart of residential electrolyte treatment from a decommissioned pack from electric vehicles (EV), which compares the typical literature approach with the approach described here. From the flow it can be seen that typically, in the literature approach (1), the residential electrolytes are burned with fuel then the residential gases are pumped into the Ca(OH)2 settle tank to capture the acidic gases such as HF and CO2, which are then transferred into CaCO3 and CaF2. While in the approach described here (2), residential electrolytes are directly pumped into the reactor tank to neutralize the acid constituents and to separate the organic solvent from the alkaline solution, which leads to the cycling of organic solvents such as ethylene carbonate (EC), DMC and PC. Most importantly, the F element is transferred into the CaF2 crystal, which is a high value by-product for optical lenses. Therefore, through this method, LiPF6 with its hazardous properties for the environment and humans has been changed into CaF2 with economic value collected (Yue et al., 2020). It can be demonstrated that the scheme described here has promising economic viability with objective economic benefits in large-scale disposal of used batteries.
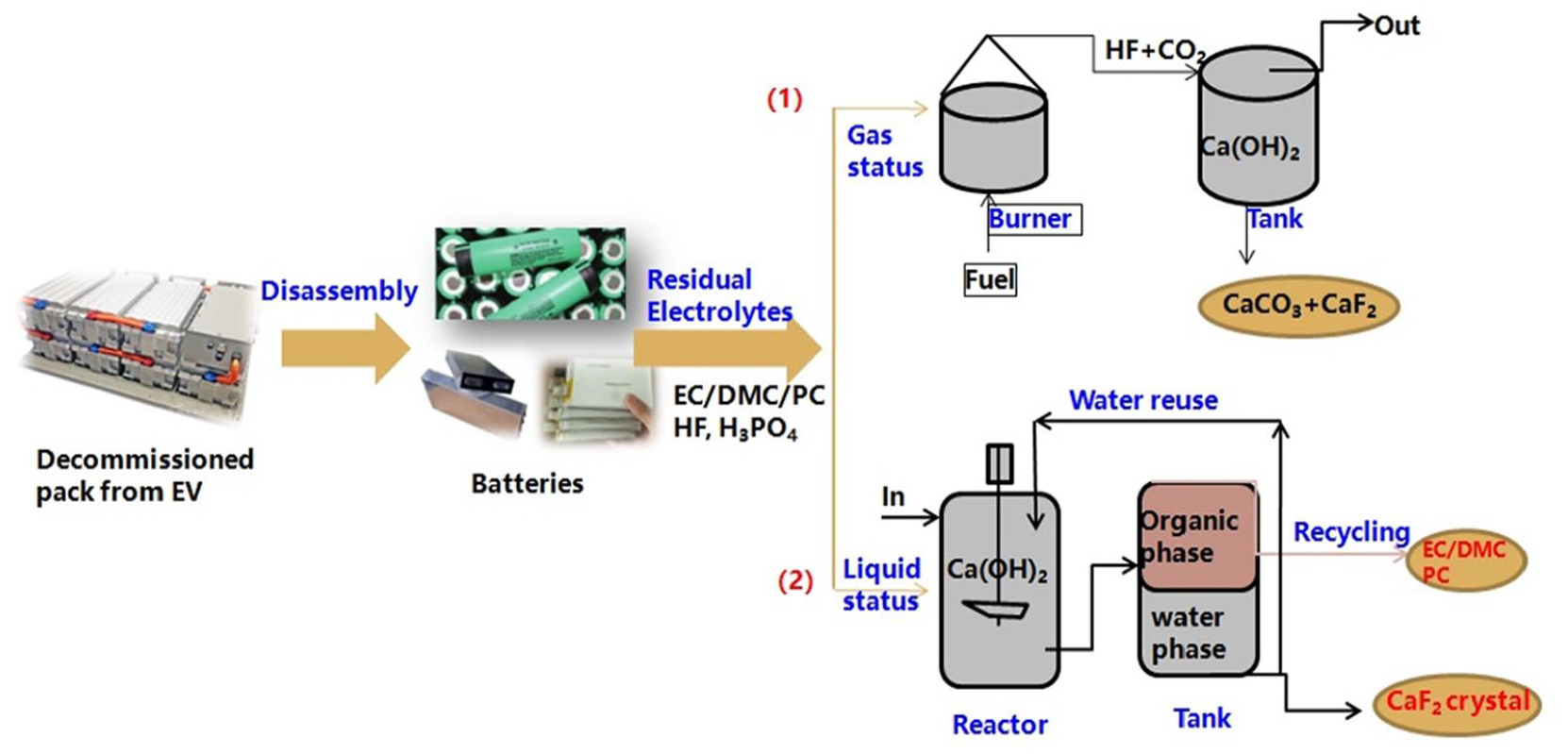
Flowchart of the residential electrolyte treatment processes (1) the typical literature approach; (2) the approach described here.
Conclusion
This work provides a viable method for the harmless treatment of residual electrolyte in decommissioned power batteries. Through the wet chemical method, the lithium hexafluorophosphate which has the potential to cause great harm to the human body and the environment, has been safely removed, and the goal of low pollution, economic feasibility and resource reuse in the recycling process of decommissioned power batteries is realized. DMC can effectively wash away lithium hexafluorophosphate and undergo subsequent processing to obtain economically effective CaF2. This program is expected to be scaled up in the future recycling process of decommissioned power batteries.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was supported by the fund from National Key R&D Program of China (2018YFB0905300, 2018YFB0905305) and China Southern Power research fund for fire safety assessments for large scale grid energy storage system (090000KK52190004).