
Abstract
Waste Printed circuit boards (PCBs) are one of the most valuable and recycled components of electronic waste due to the presence of precious metals such as copper, silver, gold and palladium. The rejects of the PCB recycling process, named non-metal fraction (NMF) have continuously been sent to landfills. Several researchers have proposed alternative use of NMF as secondary materials such as fillers in composites or as adsorbent. This study is focused on the potential application of the PCB recycling rejects as waste-derived fuel or alternative fuel in the cement industry. Approximately 2 million metric tonnes (Mt) of this waste was produced in 2014 globally and estimated to reach 6.5 million Mt in 2050. The presence of high organic matter in the NMF renders it useful as an alternative fuel. The organic content of the NMF could also potentially be increased using gravity separation and thus increasing its net calorific value. The study showed that the NMF could provide up to 21 MJ kg-1 of heating value with low heavy metal and ash concentration. A comparison with other waste-derived fuel sources is also presented in the paper.
Keywords
Introduction
The printed circuit board (PCB) is the most valuable component of electrical and electronic equipment that provides the platform for the connection of all electronic components (Awasthi et al., 2017; Ghosh et al., 2015; Ning et al., 2017). At the end of its life, these electrical and electronic equipment are labelled as electronic waste (e-waste). The total e-waste generated around the globe in 2016 was 44.7 million metric tonnes (Mt) and is expected to reach 52.2 million Mt in 2021 (Baldé et al., 2017). Overall, the waste PCBs represent 3–6% (by weight) of the total e-waste (Das et al., 2009; Ghosh et al., 2015; Golev et al., 2016, 2019; Ning et al., 2017; Szałatkiewicz, 2014a). However, PCBs contain valuable metals such as copper, silver, and gold. The average metal concentration of waste PCBs is 30–35% (Bizzo et al., 2014; Luda, 2011; Szałatkiewicz, 2014b; Veit et al., 2014; Zheng et al., 2009). The presence of these metals provides significant economic benefits to the waste PCBs’ recycling industry. Waste PCBs account for ~US$150 million per year of the total metal recovery value in e-waste that represents ~40% of the total estimated value (Golev and Corder, 2017; Golev et al., 2019). One of the most common methods for waste PCB recycling is the mechanical separation, a combination of size reduction and size separation followed by physical processing such as magnetic separation, electrical separation or gravity separation (Forssberg et al., 1998; Hanafi et al., 2012; Jiang et al., 2009; Meng et al., 2018; Sarvar et al., 2015; Silvas et al., 2015; Veit et al., 2005, 2014; Wen et al., 2005; Zhang et al., 1998; Zhou et al., 2016). These mechanical separation methods recover the metallic fraction without destroying the non-metal fraction (NMF) (Ning et al., 2017).
The waste PCB recycling rejects, also known as the NMF, represent 65–70% of the PCB (by weight) and are usually sent to landfills (Environmental Protection Agency, 2012; Ghosh et al., 2015; Hadi et al., 2015). The NMF consists of glass fibres (65% by weight), resins (32% by weight) and residual metals (copper and other metals) (Duan et al., 2016; Muniyandi et al., 2014; Zheng et al., 2009). An X-ray fluorescence (XRF) analysis of the NMF obtained from the waste PCB showed a high concentration of silica, calcium oxide, and alumina with a trace amount of bromine, copper oxide, magnesium oxide and other metallic oxides (Muniyandi et al., 2014). Duan et al. (2016) used XRF analysis to show that on average NMF contains 2.95% copper, 0.35% lead, 0.41% tin, 0.07% nickel, 0.04% zinc, 0.02% manganese and 0.02% chromium as residual metals after separating the copper.
According to the Environmental Protection Agency (2012), the recycling of NMF from waste PCBs is not usually practised, and up to 94% is discarded in landfills. Some researchers have suggested alternative use of NMF as secondary materials in various applications such as reinforcing fillers in polypropylene composites (Zheng et al., 2009), composite boards (Mou et al., 2005), wood–plastic composites (Guo et al., 2010), adsorbents to remove pollutants from aqueous solutions (Hadi et al., 2015) and to prepare activated or porous carbon (Ke et al., 2013). The presence of resins in the NMF also provides an opportunity for NMF to be used as an alternative fuel source. A study by Bizzo et al. (2014) has shown that the heating value of the NMF is ~11.6 MJ kg-1; however, the study was conducted on circuit boards obtained from individual electronic equipment. Other research from Kumar et al. (2018b) showed that the heating value of the NMF obtained from a pilot waste PCB recycling facility was 15 MJ kg-1. Kumar et al. (2018b) also showed that the heating value could further be increased by removing the inorganic materials from the NMF. However, no study has yet been reported to access the applicability of NMF and NMF concentrate (NMFC) as an alternative fuel source.
Researchers have shown that the combustion of flame retardent-2 (FR-2) and flame retardant-4 (FR-4) type boards occurs in two distinct temperature ranges. A fast decomposition step of resins occurs from 250°C to 370°C, followed by a slow combustion process after 500°C (Evangelopoulos et al., 2015; Kim et al., 2013). The Fourier-transform infrared spectroscopy spectrum of the evolved products during the decomposition step shows the presence of low molecular weight compounds such as carbon monoxide, carbon dioxide, ammonia, hydrogen bromide, methane, and water molecules, and high molecular weight compounds such as phenol, dioxins, furans, benzene and their derivatives along with char residue. The second combustion step is mostly due to the oxidation of the residual char formed during the first stage (Barontini et al., 2005). The concentration of chlorinated and brominated dioxins/furans in unheated PCBs was reported to be 4.7 ng toxic equivalence quotient (TEQ) kg-1 and 16000 ng TEQ kg-1 (Duan et al., 2011). The polychlorinated dibenzo-p-dioxin and polychlorinated dibenzofuran (PCDD/F) concentration reported by Wen et al. (2009) in the 22 tree bark samples was 1800 pg g-1 (19.2 pg World Health Organization (WHO)-TEQ g-1). The PCDD/F concentration from the soil and combusted residue from the e-waste recycling site in Guiyu, China, was 0.8–506 pg WHO TEQ g-1 in various sample sources (Leung et al., 2007). It shows that the application of NMF as an alternative fuel has to be analysed for the harmful release of dioxins and furans.
Alternative fuels such as biomass, household waste, and non-hazardous industrial and commercial waste have regularly been used in the cement industry to reduce fossil fuel consumption, provide cost savings and significantly reduce the greenhouse gas emissions (Rahman et al., 2015). The average Canadian coal replacement rate was 10% and as high as 30% in Quebec (The Pembina Institute and Environmental Defence, 2014). European countries such as Germany had an alternative fuel substitution rate of 65% in 2010–2012 (Sharabaroff et al., 2017). Shumal et al. (2020) showed that ~130 million Mt of waste had been treated in more than 600 waste to energy plants globally.
An earlier study by the authors has provided the float-sink test results and suggested that the density-based separation might provide a possibility of producing relatively cleaner organic concentrate, thus improving the usability of NMF (Kumar et al., 2018a). This paper uses the NMF and NMF products from the float-sink test to understand their applicability as an alternative fuel source. The assessment is conducted based on some of the important traits of an alternative fuel source, such as ultimate analysis, calorific value, ash content and composition, and heavy metal content. An estimation of the amount of NMF and NMFC produced globally was also conducted based on the available literature.
It should be noted that waste PCB samples are widely varying in composition. Since a circuit board might come from different equipment, different manufacturers, widely varying country of origin and any point of time in the past, feedstock being processed in one plant will be different from another plant, which makes it nearly impossible to track the origin and specific type of PCBs before processing. However, the results shown in this study should still be valid but on a different scale.
Materials and methodology
Estimation of NMF generation
The amount of NMF produced globally was estimated based on the available literature and reports. The statistics of total e-waste generation along with the distribution of different types of e-waste have been reported by Baldé et al. (2015, 2017) and Wahlen (2019). These data were combined with the concentration of the PCB by weight in different e-waste units reported in the literature to obtain the total amount of waste PCB produced globally (Oguchi et al., 2011, 2013). The literature has also reported that the NMF represents 65–70% of total PCB weight (Duan et al., 2016; Muniyandi et al., 2014; Zheng et al., 2009) and was used to estimate the amount of NMF generated. The study performed by Kumar et al. (2018a) suggested that a gravity-based separation flowsheet could potentially produce a relatively cleaner NMFC with high organic content. It was estimated that a 47% concentrate yield at 86% organic content could theoretically be achieved. This information was used to determine the amount of NMFC produced globally.
Sample and sample preparation
Several traits of an alternative fuel must be analysed to understand the feasibility of using NMF and NMFC as an alternative fuel for the cement industry. The oven-dried NMF sample used in the study was obtained from a waste PCB recycling plant located in British Columbia. The plant processes a mixture of FR-2 and FR-4 PCBs obtained from computers, printers, televisions, servers, cell phones, and other household electronics. The feed is processed using a wet shaking table (a gravity separation process) to separate metals and non-metals. The separated streams are de-watered, air-dried, and stored in 750 kg bulk bags for shipment. A representative sample of 25 kg NMF was collected using the cone and quarter method from a 750 kg bulk bag and was oven-dried at 60°C for 96 hours to remove any residual moisture. The oven-dried NMF, as shown in Figure 1, was then used for all subsequent test work. The NMFC used in the study was produced by submerging a 2 kg NMF subsample in 1.8 g cm3 organic liquid. The material floated in the liquid was scooped out and was nominated as the NMFC. The organic liquid was prepared by mixing tetra bromoethane (SG 2.95) and kerosene (SG 0.8). The NMFC was weighed, dried and used for further analysis.
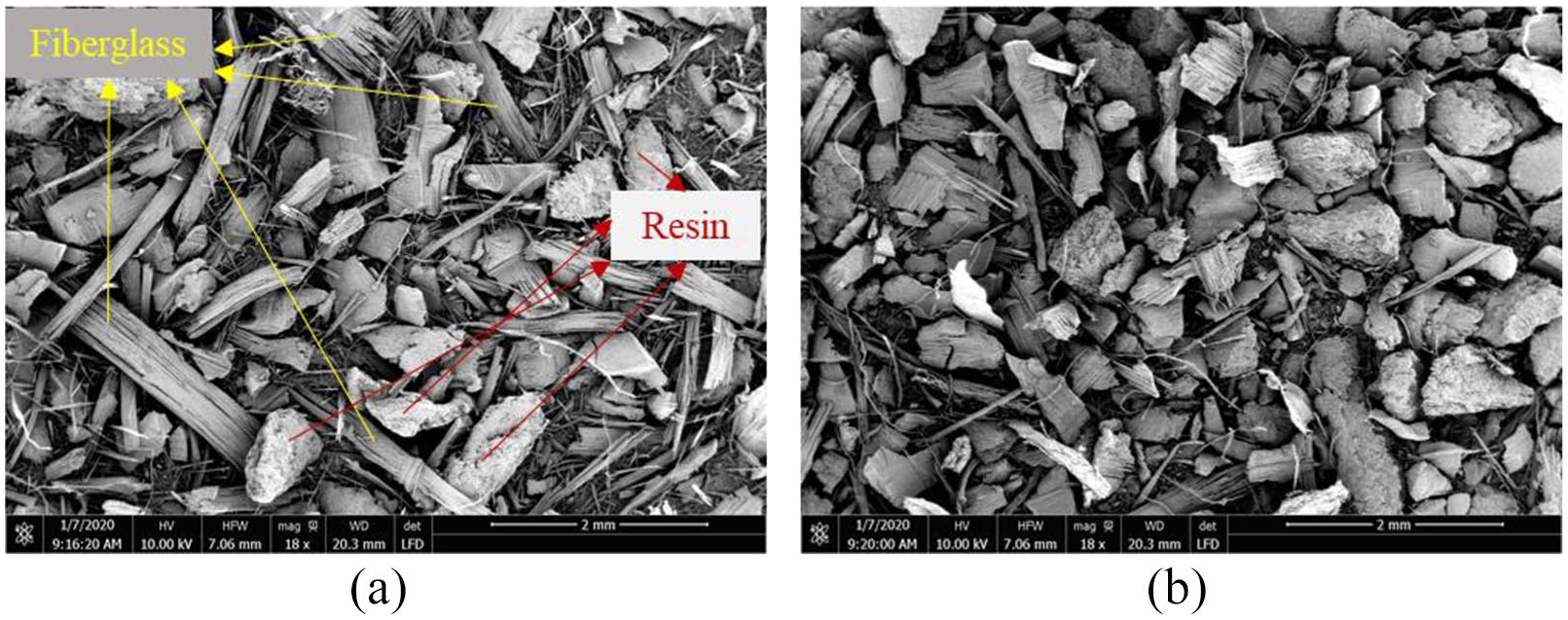
(a) oven-dried non-metal fraction and (b) processed NMF concentrate.
Tests
Moisture content estimation
Approximately 1 kg sample was placed in an oven for 24 hours at 105°C. The sample was cooled after 24 hours in a dissector, and the moisture content was estimated using Equation (1). The tests were performed in triplicates, and the results were averaged.

Ash content estimation
The ash content was estimated using the standard American Society for Testing and Materials (ASTM) D3174—12 method used to determine the ash content for coal (ASTM International, 2012). Approximately 1-gram sample was placed in a muffle furnace for 3 hours at 750°C. The sample was cooled after 3 hours in a dissector, and the ash content was estimated using Equation (2). The tests were performed in triplicates, and the results were averaged.

Volatile matter analysis
The volatile matter content was determined using standard ASTM D3175—20 method used to determine the volatile matter content for coal (ASTM International, 2020). Approximately 1-gram sample was heated in a muffle furnace for 7 minutes at 950°C in the absence of air. The sample was cooled after 7 minutes in a dissector, and the volatile matter content was estimated using Equation (3). The tests were performed in triplicates, and the results were averaged.

Ultimate analysis
The ultimate analysis of the sample included the estimation of carbon, nitrogen, oxygen, hydrogen, and sulphur concentration in the sample. The test was conducted at an external laboratory using the standard ASTM D3176 method (ASTM International, 2013a).
Chlorine content
The chlorine concentration was determined using the United States Environmental Protection Agency (EPA) 5050 standard (Environmental Protection Agency, 1994) procedure followed by standard EPA 9056 to determine inorganic halogen anions using ion chromatography (Environmental Protection Agency, 2007) by an external laboratory.
Calorific value measurement
The calorific value testing was conducted using a Parr 6100 Calorimeter and a Parr 4510 nickel alloy wire following ASTM D5865 guidelines (ASTM International, 2013b). Approximately 5 g subsample from NMF and NMFC were obtained and tested at an external laboratory.
Heavy metal and mercury content analysis
Approximately 20 grams sample was tested at an external laboratory for the heavy metal content analysis using standard EPA200.2/6020A for metals and EPA200.2/1631E for mercury (Martin et al., 1994).
Ash oxide analysis
The ash/residue obtained from the ash content analysis (see “Ash content estimation” subsection) was sent to an external laboratory for the whole rock analysis. The residue was first mixed with lithium tetraborate fusion flux in a platinum crucible. The mixture was then heated to 1000°C in a furnace until the mixture melts together to form a homogeneous liquid. The liquid was then poured into a dilute acid for subsequent inductively coupled plasma atomic emission spectroscopy. This method is used to determine the concentration of major oxides in rock samples.
Thermogravimetric analysis (TGA) test
The TGA tests were conducted using PerkinElmer TGA 4000. Approximately 50–100 mg sample was placed in a porcelain crucible, and the temperature was increased from room temperature to 950°C at 10°C rate in air. The sample weight and temperature were recorded every second. The tests were performed in triplicates, and the results were averaged.
Results and discussions
The amount of NMF produced globally was estimated based on the data available in the literature and reports. Baldé et al. (2015, 2017) from United Nations University reported that the total e-waste generated globally was 41.8 million Mt in 2014 – this increased to 44.7 million Mt in 2016. It was also estimated that the total e-waste generation would reach 52.2 million Mt by 2021 and 120 million Mt by 2050.
On the other hand, Oguchi et al. (2011, 2013) reported the weight percentage of PCBs in various e-waste units and showed that the PCB weight fraction could range from 0.5% in an old refrigerator to 30.3% in cell phones. The amount of waste in different e-waste categories in the combination of the weight fraction of PCBs in various units was used to estimate the global waste PCB generation. The total amount of waste PCB was estimated to be 2.9 million Mt in 2014 and would increase to 9.3 million Mt by 2050.
The overall amount of waste PCB, scrap NMF and NMFC is shown in Figure 2. The NMF accounts for ~70% of the total weight fraction of waste PCBs. Thus, the overall scrap NMF was estimated to be 2 million Mt in 2014 and would reach up to 6.5 million Mt in 2050. The amount of NMFC was estimated, assuming a 47% processing yield.
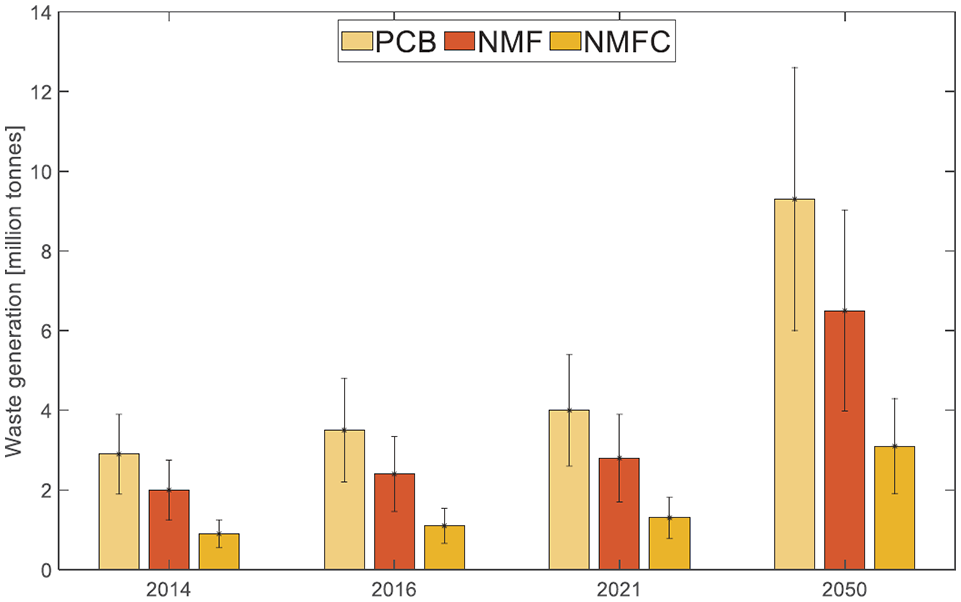
Current and projected estimates for waste printed circuit boards, non-metal fraction and NMF concentrate.
With the development of newer technologies, the PCB market is expected to grow at a compound annual growth rate of 4.3% from 2019 to 2024 and expected to reach an estimated US$89.7 billion by 2024 (Research and Markets, 2019). This would, in turn, increase the amount of scrap NMF as well. One of the criteria for the selection of alternative fuel is its availability. The increasing amount of waste PCB, scrap NMF and NMFC suggests the long-term availability of the NMF waste stream.
Several traits of NMF and NMFC were analysed to understand its applicability as an alternative fuel for the cement industry. The results obtained from the proximate analysis (moisture, ash, volatile matter and fixed carbon content), ultimate analysis (carbon, hydrogen, nitrogen, oxygen, and sulphur), and chlorine content are listed in Table 1.
Properties of non-metal fraction (NMF), NMF concentrate (NMFC) and various alternative fuels (all in %).
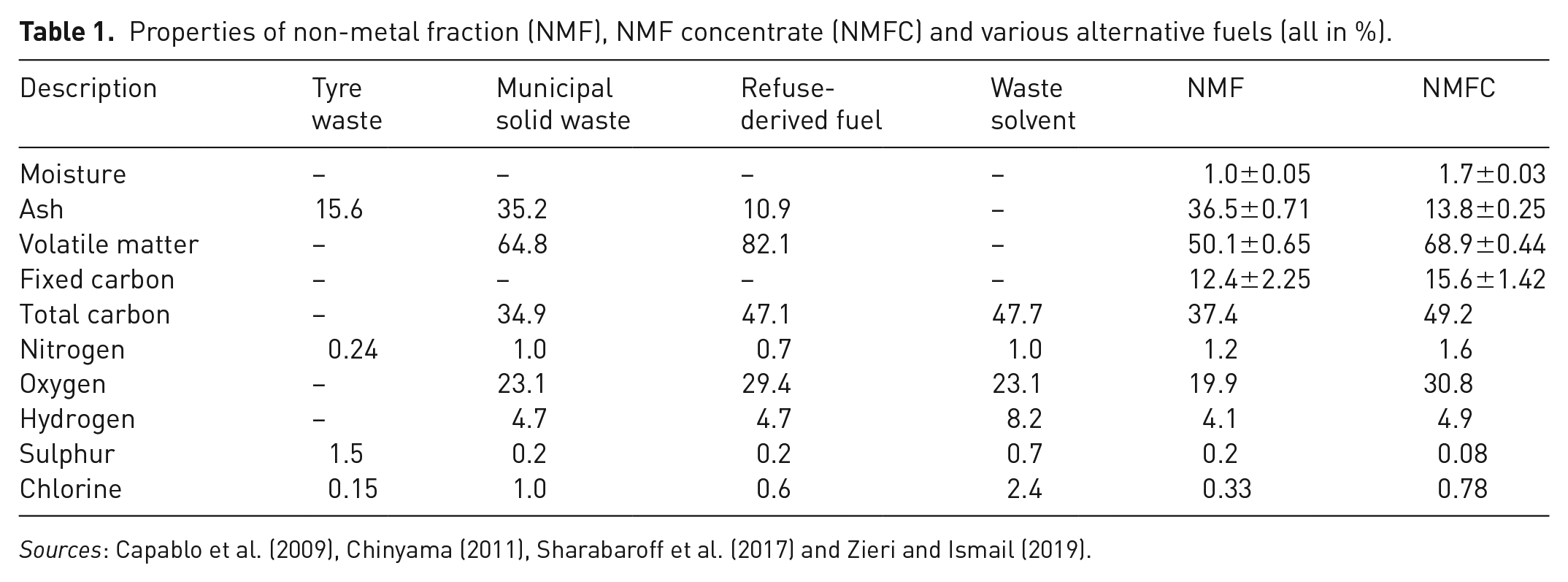
These results showed that the moisture content of the tested sample was low as the tested samples were oven-dried; hence most of the water was removed before the testing. It should be noted that the moisture has a negative effect on the economy of alternative fuels. It reduces the net calorific value of the fuel and reduces combustion efficiency. For a water-based recycling process, the moisture content must be accounted for in the economy of alternative fuels.
Both the NMF and NMFC have high volatile matter content; however, the NMF has a high ash content that would negatively affect its applicability as an alternative fuel. The fuel ash would combine with raw materials and become a part of the clinker that could have an adverse effect on the cement quality. The NMFC has a high volatile matter content with low ash content and has a similar value as the refuse-derived fuel, which is more favourable for alternative fuel. The ash in both samples is mostly from the inorganic fibreglass and residual metals present in the NMF.
Table 1 also shows that the carbon, hydrogen, nitrogen, oxygen and sulphur concentration of the NMFC is comparable to that for other widely used alternative fuels in the cement industry. The NMFC compared to NMF would be a better option as alternative fuel due to its higher total carbon and hydrogen content. However, a high nitrogen content would also increase the risk of nitric oxide emission (Shumal et al., 2020).
Rahman et al. (2015) and The Pembina Institute and Environmental Defence (2014) reported that the sulphur and chlorine content in the NMF and NMFC should be <2.5% and 0.2–0.5%, respectively, to be a viable option as an alternative fuel. The sulphur content in the NMF and NMFC is lower than the limit suggested by Rahman et al. (2015), whereas the chlorine content is slightly higher than suggested limits. Sulphur is mostly present in PCBs as a contaminant from the etching process and as the solder mask impurities (Tatariants et al., 2017), and would result in tailings during the concentration process, thus decreasing the overall sulphur content in NMFC.
In terms of chlorine, various researchers have shown the presence of chlorine in the PCB resin matrix in the form of chlorine-based flame retardants and as a part of some plastic parts, cable insulators, coatings, rubber, and paper reinforcements (Nimpuno et al., 2009). It should be noted that the chlorine content varies widely depending on the type of PCB. Yao et al. (2015) have shown that the chlorine content in NMF ranges from 0.02% to 1.67%.
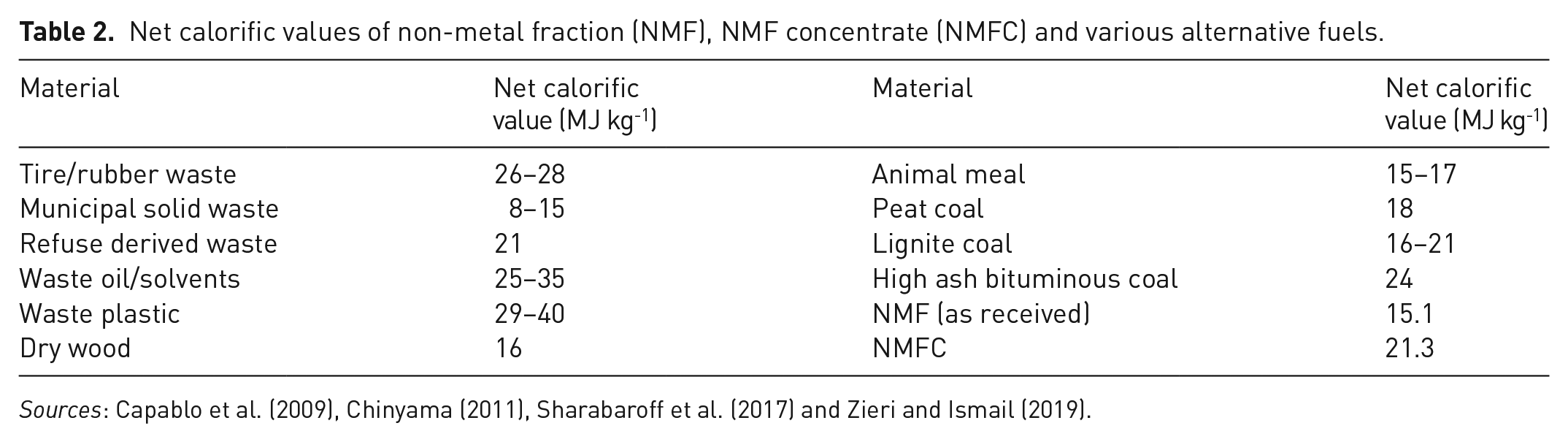
Table 2 shows the net calorific value of NMF, NMFC, and various alternative fuels used in the cement industry. It should be noted that the listed values are the net heating value and do not account for any moisture present in the material. The gross heating value would change proportionally depending on the amount of water present in the fuel. It shows that the heating value of NMFC is similar or higher than the listed alternative solid fuels and would be classified as a medium grade fuel. It is also higher than the heating value of peat coal and comparable to lignite coal.
Net calorific values of non-metal fraction (NMF), NMF concentrate (NMFC) and various alternative fuels.
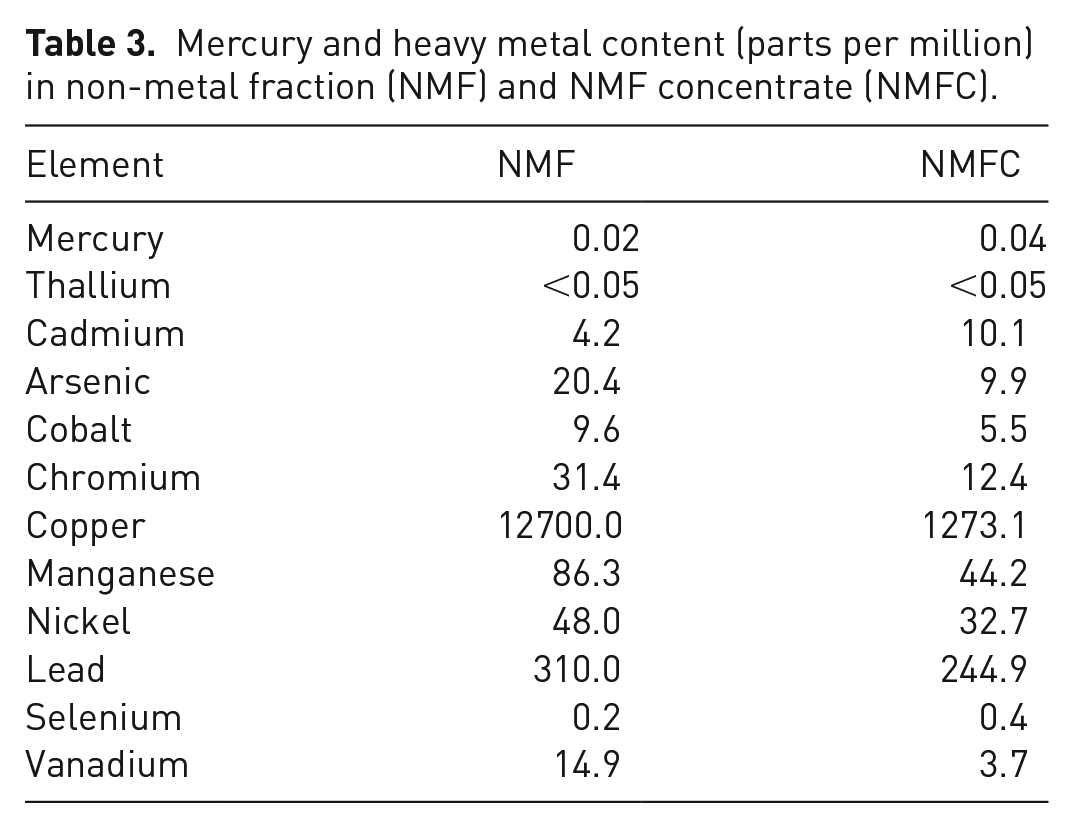
Another factor for the applicability of alternative fuel in the cement industry is the presence of heavy metals in the fuel that would end up in the clinker and would reduce the overall strength of the produced cement. According to Rahman et al. (2015), the heavy metal content in alternative fuels should be less than 2500 parts per million (ppm), and the content of volatile and semi-volatile metal should be less than 10 ppm for mercury and less than 100 ppm for cadmium, thallium, and mercury combined. The heavy metal content analysis is shown in Table 3. It shows that the total heavy metal concentration in the NMFC is less than the 2500 ppm limit. The metal concentration is higher in the NMF; however, an additional stage of gravity-based separation, as suggested by Kumar et al. (2018a), would reduce the metal content in the NMFC. The results showed a high copper concentration in the sample. The primary source would be the residual copper wires left after the processing of waste PCBs. The concentration of mercury, cadmium, and thallium is almost negligible in the NMF and NMFC, which is suitable for alternative fuels.
Mercury and heavy metal content (parts per million) in non-metal fraction (NMF) and NMF concentrate (NMFC).
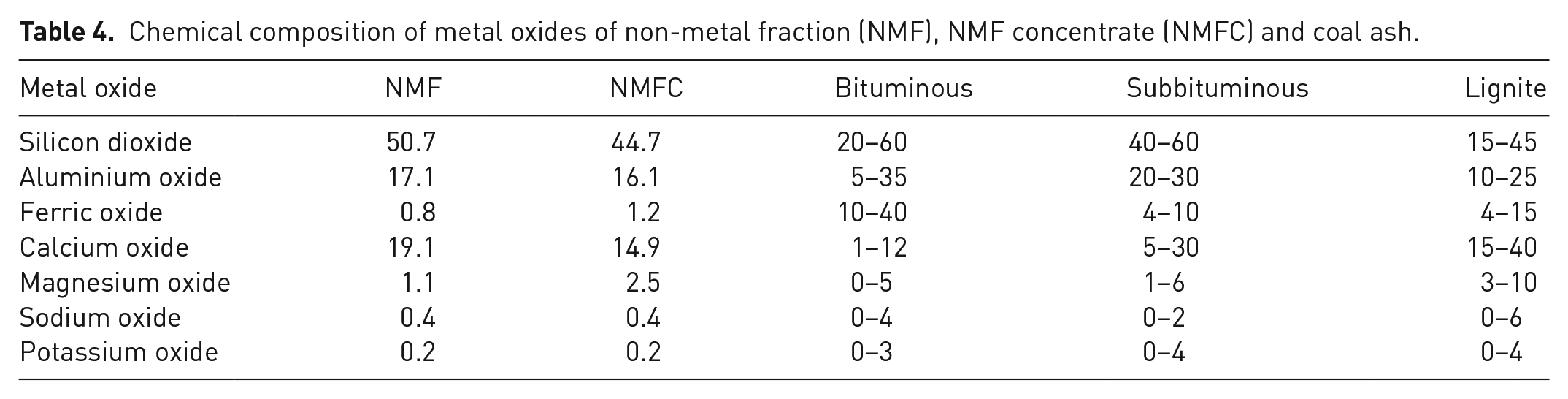
Another challenge in using NMF as an alternative fuel in the cement industry is the composition of fuel ash. The fuel ash would combine with the raw materials and become a part of the clinker. High silica content in fuel ash could reduce the amount of ground sand needed as feed but could also negatively affect the overall composition of clinker. A high level of alkali oxides (potassium and sodium) would also have an adverse effect on cement quality (Chinyama, 2011).
Table 4 shows the composition of the residual ash left after the combustion of the NMF, NMFC, and coal ash (Federal Highway Administration, 2016). The concentration of alkali oxides in the NMF and NMFC is less than 0.6%. It shows that the composition of the residue is similar to coal ash. The NMFC residue is high in silica, alumina, and calcium oxide due to the presence of residual fibreglass in this fraction, which could provide an additional source of raw materials for the clinker production.
Chemical composition of metal oxides of non-metal fraction (NMF), NMF concentrate (NMFC) and coal ash.
The TGA and derivative thermogravimetric curves (Figures 3 and 4) showed that the degradation temperature for the thermal breakdown of resins or paper laminate maximizes around 320°C in all cases. The first fast decomposition region ranges from 250°C to 350°C, peaking around 310–320°C, whereas the second slow decomposition region starts after 400°C, peaking around 500°C, which would represent the presence of components from FR-2 and FR-4 boards (Evangelopoulos et al., 2015; Kim et al., 2013, 2015). The NMFC shows a decomposition region from 350°C to 450°C, which represents the decomposition of phenolic resin.
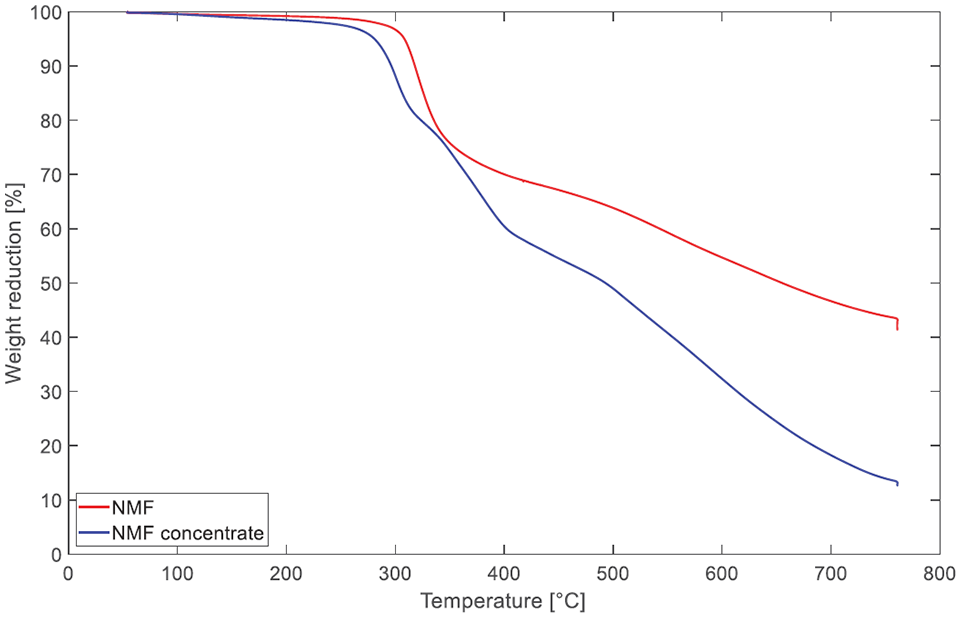
Thermogravimetric analysis results for non-metal fraction and NMF concentrate.
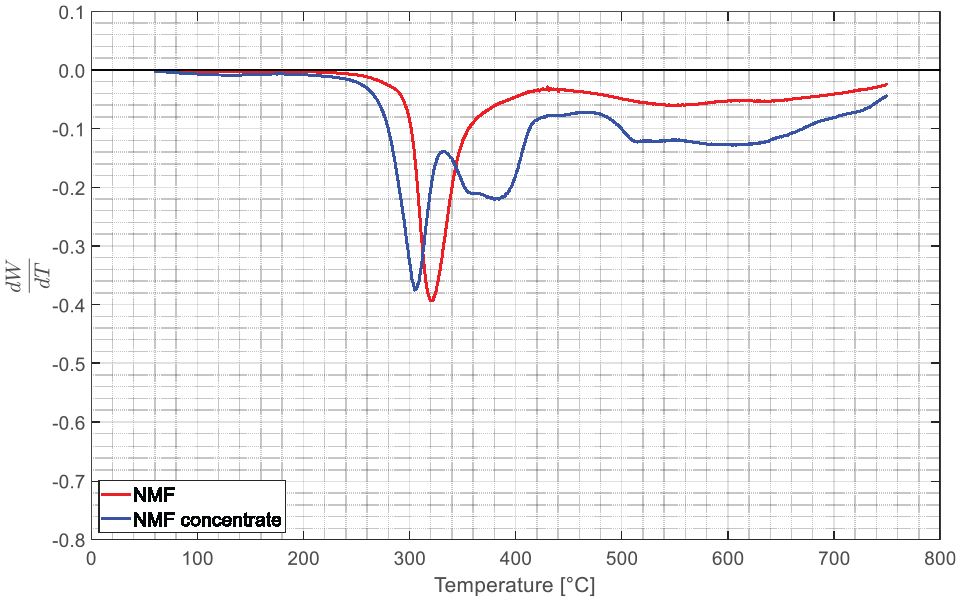
Derivative thermogravimetric curves for non-metal fraction and NMF concentrate.
Conclusion
A study was conducted to analyse the applicability of NMF as an alternative fuel source for the cement industry. The amount of scrap NMF was estimated to be 2 million Mt in 2014 and would reach up to 6.5 million Mt in 2050. The net calorific value of this reject was up to 21 MJ kg-1, which is comparable to lignite or peat coal. Other physical properties of NMF, NMFC and its ash were also accessed, and were found comparable to the alternative fuels. The analysis suggested that NMFC could be used as an alternative fuel in the cement industry and could provide a safe disposal route for nearly half of the total NMF material that would otherwise end up in landfills.
However, a complete evaluation of the NMFC should be performed in terms of its combustion efficiency, utilization/substitution ratio, combustion gas volume, handling and storage cost, PCDD/F emissions, and other related factors. The study should be conducted to determine the maximum waste substitution ratio without significant environmental impact and impact on the cement quality.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support provided by MITACS Inc. The authors also acknowledge Ronin8 Technology Ltd. for providing samples, expert advice, financial support, and other technical details.