
Abstract
Food waste generation is a worldwide phenomenon and disposing off it in an environmentally benign way has been a challenge. Thermochemical processes have the potential for not only processing mixed food waste effectively from an environmental point of view but also producing bioenergy in all three forms: solid (biochar), liquid (bio-oil) and gas (syngas). In this study, two thermochemical processes – fast pyrolysis and steam gasification – aimed for producing syngas as main product were carried out at three different temperatures: 600°C, 700°C and 800°C, and resulting syngas was characterised and compared for syngas yield, syngas composition, hydrogen yield and high heating value (HHV). The steam flow rate (SFR) was maintained at 0.625 mL min−1 for all gasification experiments. The syngas yield obtained from steam gasification was higher (1.2 m3 kg−1) than the syngas yield from fast pyrolysis (0.81 m3 kg−1). In addition, the hydrogen fraction was much higher in syngas from steam gasification (63.58%) than that from fast pyrolysis (45.03%). Furthermore, carbon conversion efficiency (CCE) and apparent thermal efficiency (ATE) were determined to compare the performance of these two processes. CCE was higher (63.6%) for steam gasification than that for pyrolysis (52.3%) which suggested that steam gasification was much more effective than fast pyrolysis to produce syngas of higher quality.
Introduction
The generation of food waste is a universal problem and attempts at reusing and scaling down food waste have been one of the primary focuses of research in recent times. India is one of the world’s largest food producers; however, a significant fraction of that ends up in food waste. According to the United Nations’ Food and Agriculture Organization (FAO), India wastes food worth about US$14 billion a year which amounts for approximately 40% of the total food generated (Food and Agriculture Organization of the United Nations (FAO), 2018). Disposing off such a large amount of food waste in landfills affects the environment because it causes environmental issues, such as an evolution of methane and the generation of leachate. Methane contributes to air pollution and leachate contributes to the contamination of soil and groundwater. Incineration is another method; however, it generates CO2 in a significant proportion, a greenhouse gas in itself. Furthermore, composting and anaerobic digestion are the other alternatives; however, both these methods are very slow and less efficient. Moreover, they involve more processing costs as microorganisms needed for carrying out reactions are quite expensive. Therefore, there is a need for a method, which is fast, efficient and versatile in decomposing all the chemical compounds present in a mixed food waste (MFW) sample. Versatility is important because there are many compounds in food waste, which cannot be decomposed by biological methods, such as lignin and proteins.
Thermochemical methods offer all these advantages and, additionally, can produce energy in an environmentally benign way. Energy in all three forms (biochar, bio-oil and syngas) can be produced from various thermochemical methods; however, for producing syngas, fast pyrolysis and gasification are preferred (Nachenius et al., 2013). Fast pyrolysis is a simple heating of biomass at 600°C or higher temperature in the absence of any reaction agents, whereas gasification is heating of biomass at or greater than 600°C temperature in the presence of reaction agents, such as air, oxygen, steam or a combination of them. However, in this work, steam was used as gasifying agent. Steam helps to achieve higher hydrogen fraction in syngas by promoting water gas reaction, water gas shift reaction and reforming reaction. In addition, temperature influences the production of syngas and its quality from these processes. It was reported that, for pyrolysis, the gas yield increased with an increase in temperature, and for gasification with steam, not only gas yield increased but also the hydrogen fraction in syngas (Demirbas, 2009; He et al., 2009). Moreover, the fraction of lighter gases in syngas was found to be increasing with an increase in temperature (Luo et al., 2009).
Surprisingly, thermochemical treatment of MFW from the kitchen was not studied much despite MFW having suitable physical and chemical properties. Tanaka et al. (2008) proposed one work that had studied steam gasification of food waste; however, the food waste used in that work was not real food waste but a simulated one. In a more recent study (Singh and Yadav, 2020a), a real food waste sample was used for steam gasification and it was presented that apart from temperature, SFR had a significant effect on syngas yield and syngas composition from food waste gasification. Increasing SFR to an optimal value yielded the highest syngas yield with the highest hydrogen fraction.
Furthermore, raw food waste has many drawbacks, such as very high moisture content (> 60%), heterogeneous and hygroscopic nature, less mass and energy density, and processing such wet waste possesses challenges in achieving high conversion and produces syngas of higher quality. Therefore, researchers have employed different pretreatment methods for improving the quality of an MFW sample and then consecutively, achieving more syngas production with better quality. Duman et al. (2017) used hydrothermal carbonisation (HTC) as pretreatment, and Singh and Yadav (2020b) used torrefaction as pretreatment. Both these works were able to achieve higher syngas yield from steam gasification than that from untreated food waste. Simple sun drying can also be used as a pretreatment.
Furthermore, MFW is chemically different from the other biowastes as it contains various other compounds, such as starch, fats, oils, waxes and so on (Singh and Yadav, 2021), besides lignin, cellulose and hemicellulose. These additional compounds may contribute to the production of more syngas of different quality from fast pyrolysis and steam gasification as compared to syngas from other biowaste. In addition, the characteristics of syngas from these two processes can also be very different even from the same MFW sample. However, no study directly compares the syngas characteristics from these two very common thermochemical processes using the same MFW sample as feedstock. Therefore, this study conducted fast pyrolysis and steam gasification experiments using the same MFW sample and reported a detailed comparison of syngas characteristics.
Materials and methods
Food waste generated in university dining halls was collected over 1 week and then sun-dried until moisture content was reduced to around 11%. The sun-dried food waste was first crushed using a ball mill and then sieved to maintain the homogeneous particle size, that is, BBS 8–10 (2–1.70 mm). Nitrogen was used as a carrier gas for both pyrolysis and gasification reactions. Steam was used as a gasification agent for the gasification process.
Physico-chemical analysis of food waste
Physico-chemical analysis of food waste was carried out using proximate, elemental and compositional analysis. The proximate analysis determined the moisture, ash and volatile matters content using standard methods, such as ASTM D-3173-11, ASTM D-3174-11 and ASTM D3175-11, respectively. Fixed carbon was calculated by subtracting moisture, ash and volatile matter content from 100. The elemental analysis included the determining of C, H, N, S and O content. A Thermo Finnigan Flash 1112 series elemental analyzer was used to do the elemental analysis. The compositional analysis included the determining of lignin, hemicellulose and cellulose contents. Lignin content was determined using Tappi T222 om-02 standard method. Hemicellulose content was determined using TM I-A11 2001 test method of Canadian Pulp and Paper Research Institute (CPPRI), and holo-cellulose content was determined using TM1-A9 2001 method of CPPRI. Cellulose content was determined by subtracting hemicellulose from hollo-cellulose content. The combined content of starch, oil, protein and fat was determined by subtracting cellulose, hemicellulose and lignin from 100.
Experimental setup and procedure
Figure 1 shows the laboratory-scale fixed-bed reactor setup that was used to carry out pyrolysis and gasification reaction. The whole setup is divided into three units as follows: (1) Feed unit, (2) Main unit and (3) Gas separation and cleaning unit. Feed unit: it is the upper part of the setup which consists of two feed systems; hopper for solid raw material feeding and feeder for carrier gas (N2) and gasification agent (steam). Steam was generated by a pre-heater from water fed by a syringe pump at a desired flow rate. Nitrogen was introduced at a desired flow rate from the nitrogen cylinder through a pre-heater. Hopper was provided with a feed valve to control the feeding of food waste to the reactor. A mesh was placed at the bottom of the reactor to hold the food waste in the reactor. Main unit: it consists of a furnace and reactor. The reactor with dimensions 410 × 34 × 8 mm3 was placed inside a furnace. Furnace heated the reactor to the desired temperature and maintained it for the time needed for pyrolysis and gasification reactions to complete. The furnace has two heaters covering the upper and lower part of the furnace. Two thermocouples, T1 and T2, were installed at both heaters. T3 thermocouple was placed in the bed section and T4 thermocouple was placed in the upper part of the reactor. Thermocouple T5 was placed in the pre-heater. All the thermocouples (T1–T5) were the K-type thermocouples, and a PID temperature control panel was used to control the temperature at different locations of the setup.
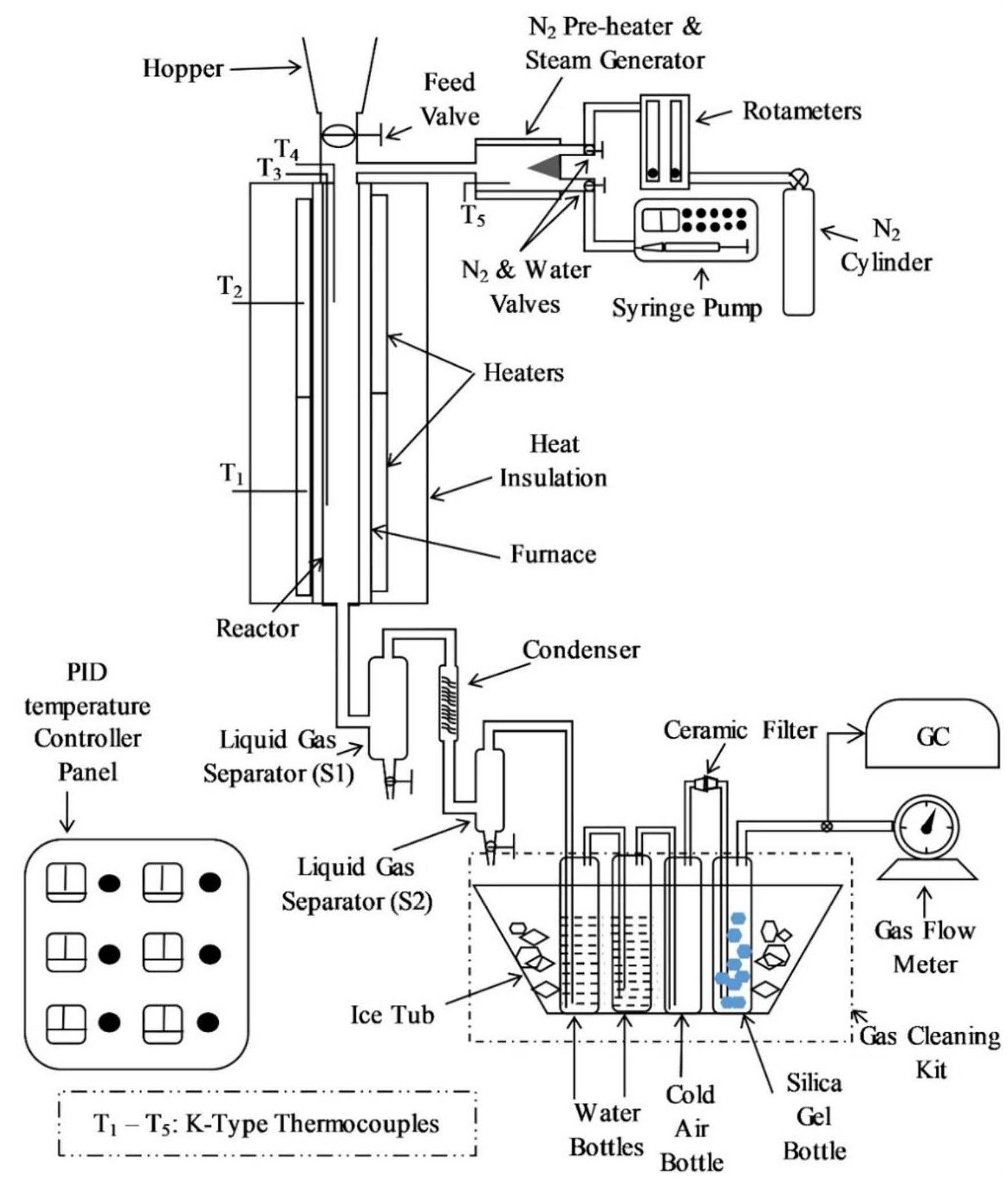
Schematic diagram of the experimental setup.
Gas separation and cleaning unit: A liquid–gas separator (GLS) was connected to the lower part of the reactor to separate the liquid from the syngas. This GLS was connected to a condenser which was further connected to another GLS. After the second GLS, syngas passed through a cleaning system that consisted of an ice tub, two water bottles, one air bottle and a silica gel bottle. Syngas passed through a ceramic filter before its flow rate was measured using a gas flow meter. Syngas samples were collected just before the gas flow meter and sent for analysis in a gas chromatography (GC) setup. Food waste pyrolysis (FWP) and food waste gasification (FWG) were performed at three different temperatures – 600°C, 700°C and 800°C – with a nitrogen flow rate of 6 L min−1 and SFR (in case of gasification) of 0.625 mL min−1. Then, 30 g of sun-dried raw food waste sample was taken for every experiment. The reactor was first purged with nitrogen to remove any air present in the reactor and then it was heated to the desired temperature. For pyrolysis, only food waste sample was fed to the reactor, whereas, for gasification, food waste was fed simultaneously with steam, and then the reaction mixture was left to react till the gaseous product kept flowing out. Gases from the reactor first passed through a GLS to separate gases and moisture from the liquid product and then through a condenser to remove condensable gases. After GLS, the gases passed through a gas cleaning system to remove any remaining condensable gases, moisture and tar. Tar was further collected by a ceramic filter placed just before the gas flow meter. The gas sample was collected just before the gas flow meter for analysis.
Results and discussion
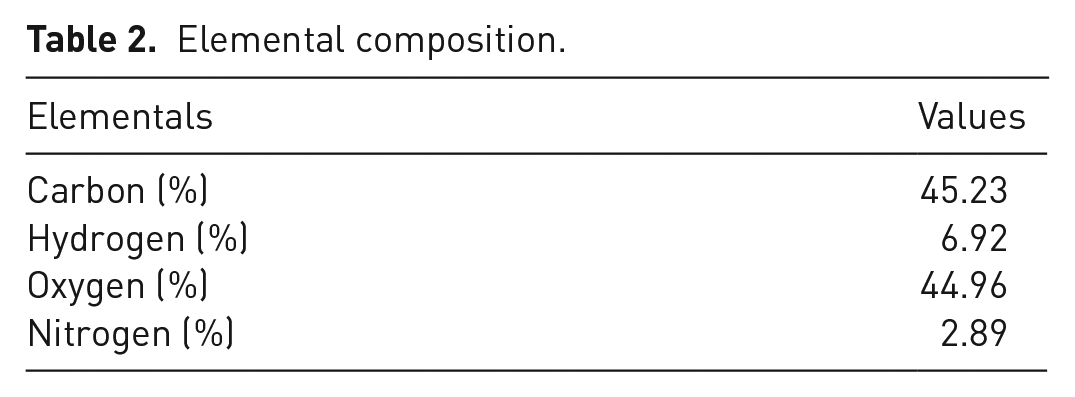
Table 1 presents the physico-chemical characteristics of sun-dried food waste. Sun-dried food waste was found to have fixed carbon around 12%, volatile matters content around 73% and ash content around 3%. The fixed carbon was less, and ash content was almost the same as that of typical biomass. The elemental composition shown in Table 2 exhibited that the food waste sample had around 45% carbon, quite near to the value of any biomass.
Physical properties.
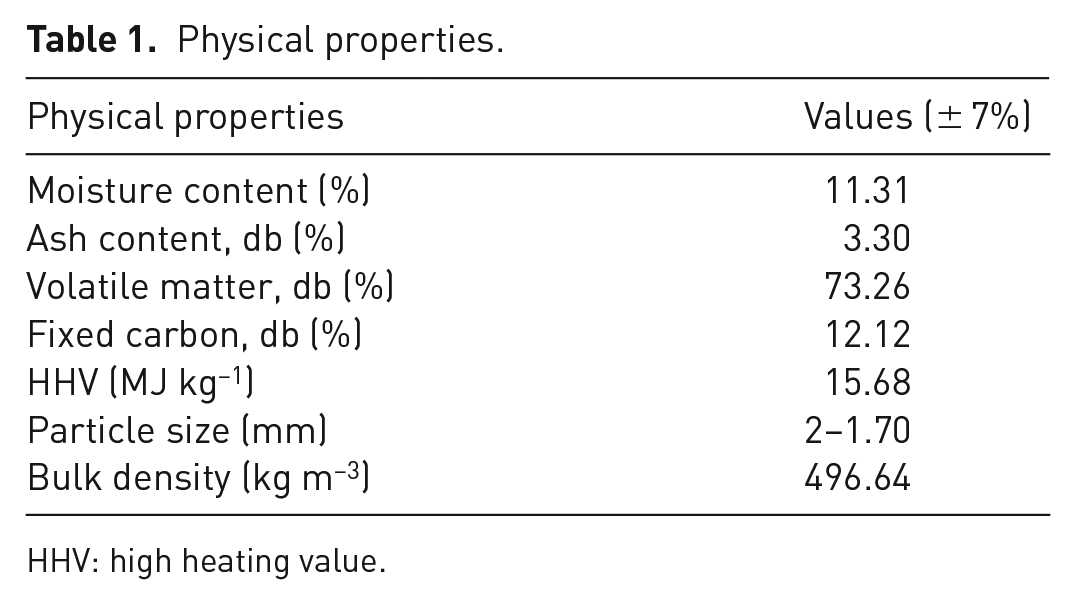
HHV: high heating value.
Elemental composition.
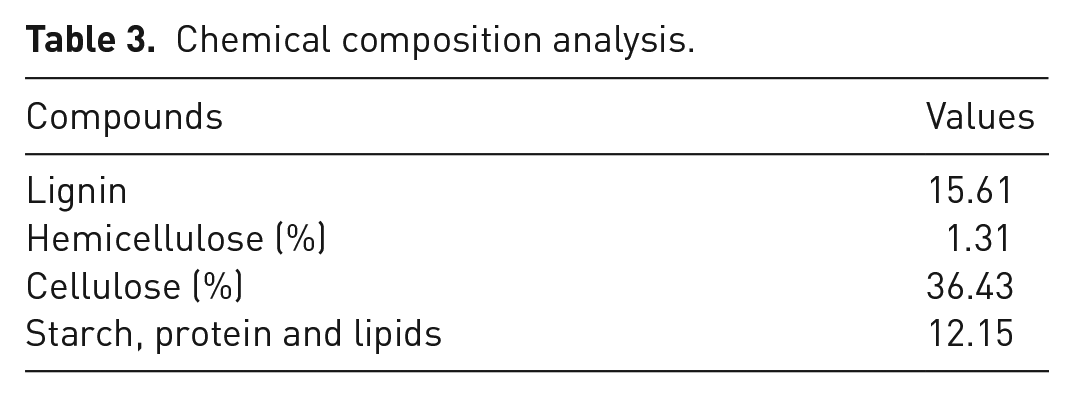
Compositional analysis showed that food waste had cellulose around 36%, lignin around 15% and hemicellulose around 1%. The hemicellulose content was very less as compared to hemicellulose content in typical biomass because it had already undergone some thermal treatment during cooking of the food and lost some of its part there, as it was an easily degradable compound even at low temperature. Lignin content in food waste was more or less the same as in other biomass.
Cellulose was relatively strong because of its crystalline structure and degraded less as compared to hemicellulose at a low temperature of cooking. However, lignin did not degrade at all as it had a very complex structure with strong bonds that hold the lignin units together. Table 3 also shows the presence of some other organic compounds, such as starch, protein and lipids, in a significant amount (46.65%) in our food waste sample. Each of these compounds may contribute to syngas production and affect the syngas characteristics significantly.
Chemical composition analysis.
Syngas flow rate analysis
Figure 2 shows the syngas flow rate from FWP and FWG at 600°C, 700°C and 800°C, respectively. It can be noted from this figure that pyrolysis continued for a longer time at a higher temperature because of more moisture release and devolatilisation at the higher temperature. Pyrolysis was completed in 8 minutes at 600°C, 10 minutes at 700°C and 12 minutes at 800°C. In addition, it can be seen that syngas flow rate from pyrolysis was higher and the height of the peak of the flow rate was higher at the higher temperature, which can again be attributed to more and faster devolatilisation at the higher temperature.
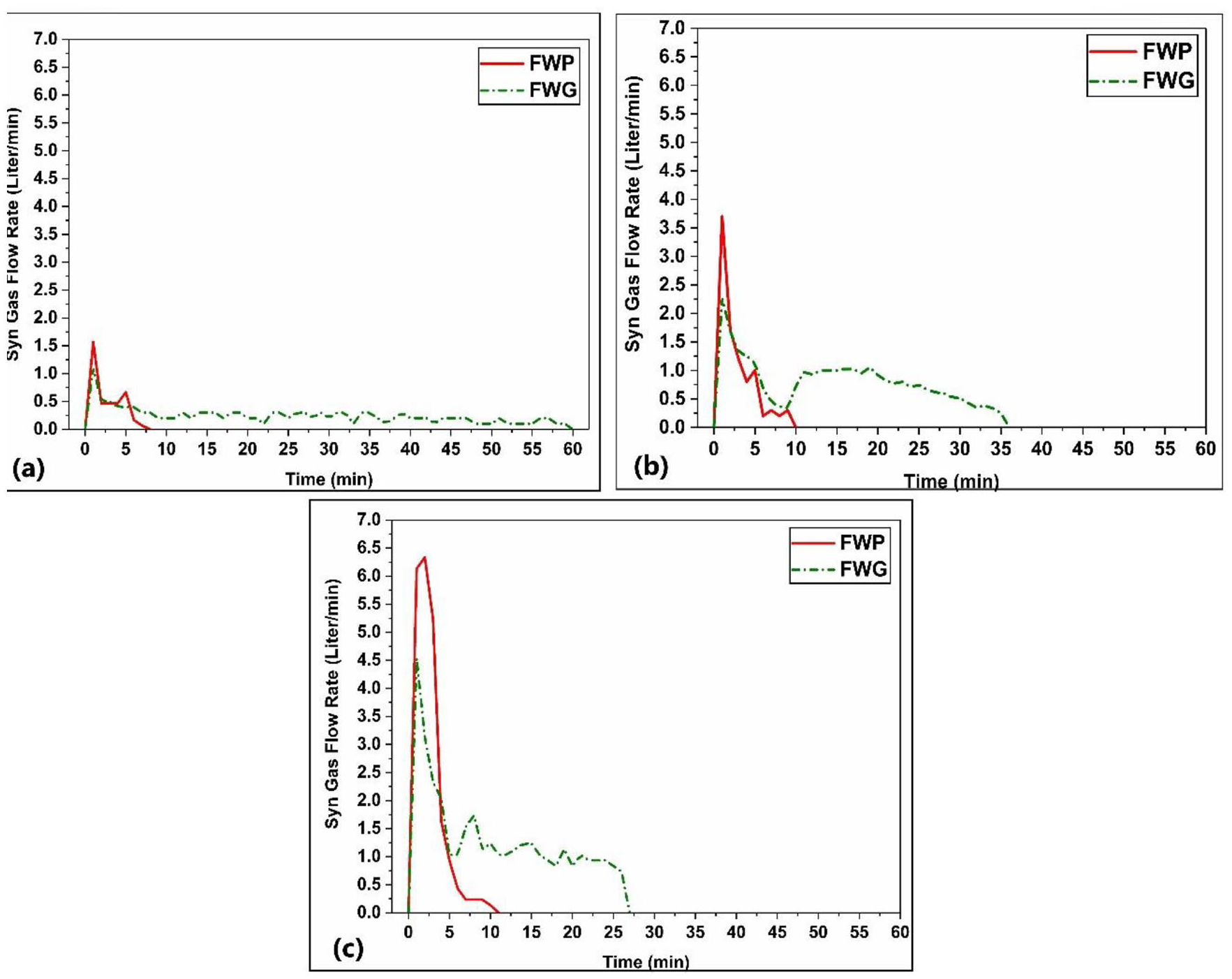
Syngas flow rate from FWP and FWG. (a) 600°C. (b) 700°C. (c) 800°C.
Figure 2 also shows the trend for syngas flow rate from FWG. Syngas flow rate from gasification was less than the syngas flow rate from pyrolysis in the beginning, and gasification continued for a longer time than pyrolysis corroborating that FWG was a slower process than the pyrolysis. However, on comparing the gasification time at a higher temperature, it was found that gasification time reduced on increasing the gasification temperature. The time taken by steam gasification at 700°C and 800°C was 36 and 27 minutes, respectively. The time taken by gasification at 600°C was very long (more than 1 hour) indicating that gasification at 600°C was very slow and not recommended for future work on FWG. Similar to the gas flow rate curve obtained from FWP, the flow rate curve from FWG can be characterised by increasing the height of the peak of syngas flow rate at the higher temperature.
Furthermore, gasification involves pyrolysis in the beginning and more pyrolysis at higher temperatures resulted in more syngas flow rate from gasification in the beginning at the higher temperature. Interestingly, the total syngas flow rate from FWG (which has a contribution from pyrolysis also) in the beginning was less than the syngas flow rate from FWP. Ideally, this should have been the opposite, that is, syngas flow rate from FWG should have been more than the syngas flow from FWP. This interesting result can be attributed to the interference of gasification reactions in pyrolysis reactions and vice versa and thus, affecting the reactions negatively and reducing the syngas flow rate.
Syngas yield analysis
Figure 3 shows the syngas yield from FWP and FWG at different temperatures and it can be noticed that syngas yield from pyrolysis is always less than syngas yield from gasification at all temperatures. Syngas from pyrolysis was produced by devolatilisation occurred due to the decomposition of lingo-cellulosic structure, lipids, starch and proteins present in food waste, whereas syngas from steam gasification was produced by devolatilisation and additional heterogeneous and homogeneous reactions between char, steam and devolatilisation products. An increase in pyrolysis temperature from 600°C to 800°C increased the devolatilisation rate, which consecutively increased syngas yield from 0.14 to 0.81 m3 kg−1. Similarly, for gasification, syngas yield increased with an increase in temperature. Syngas yield from FWG was 0.5 m3 kg−1 at 600°C, 0.99 m3 kg−1 at 700°C and 1.2 m3 kg−1 at 800°C. This increase in syngas yield with an increase in temperature can be attributed to more devolatilisation, which, in turn, produced more char, and that more charge caused more water gas reaction to take place between more char and steam.
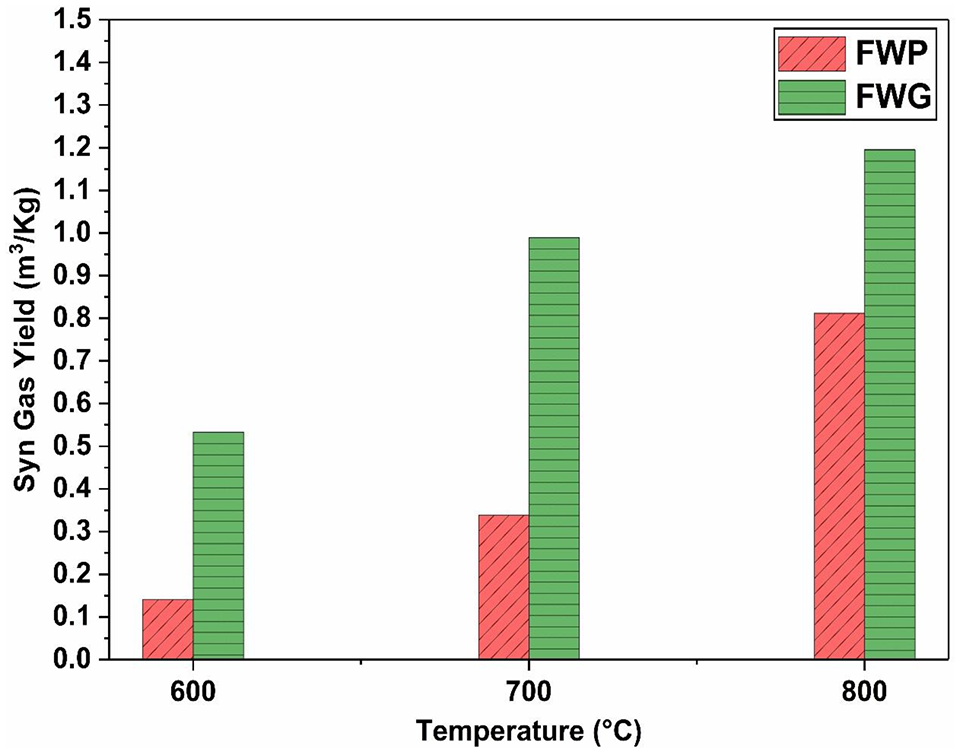
Syngas yield from FWP and FWG at different temperatures.
Furthermore, syngas yield obtained from the steam gasification of MFW was comparable to syngas yield from steam gasification of woody biomass; 0.85 m3 kg−1 (Hwang et al., 2014) and 0.75 m3 kg−1 (Schweitzer et al., 2017) at 700°C, and 1.4 m3 kg−1 (Hwang et al., 2014) and 1.0 m3 kg−1 (Schweitzer et al., 2017) at 800°C. Similarly, syngas yield from steam gasification of MFW was higher than the syngas yield from the steam gasification of other wastes, such as sewage sludge; 0.57 m3 kg−1 (Sattar et al., 2014), 0.4 m3 kg−1 (Schweitzer et al., 2017) and 0.66 m3 kg−1 (Nimit et al., 2010)] at 700°C, and 0.9 m3 kg−1 (Sattar et al., 2014), 0.8 m3 kg−1 (Schweitzer et al., 2017) and 0.99 m3 kg−1 (Nimit et al., 2010) at 800°C.
Syngas composition and HHV analysis
The syngas composition and HHV from FWP and FWG are shown in Figure 4. It can be observed here that hydrogen fraction was highest among all gases in syngas. For pyrolysis, hydrogen percentage increased slightly from 41.72 to 45. 07 on increasing the temperature from 600°C to 800°C. This value was higher than the value reported by Ahmed and Gupta (2010) but lower for other food wastes, such as waste cereal and waste peanuts (Grycova et al., 2016). CO fraction in syngas also increased with an increase in pyrolysis temperature. However, the CO2 and CH4 fractions decreased with an increase in temperature.
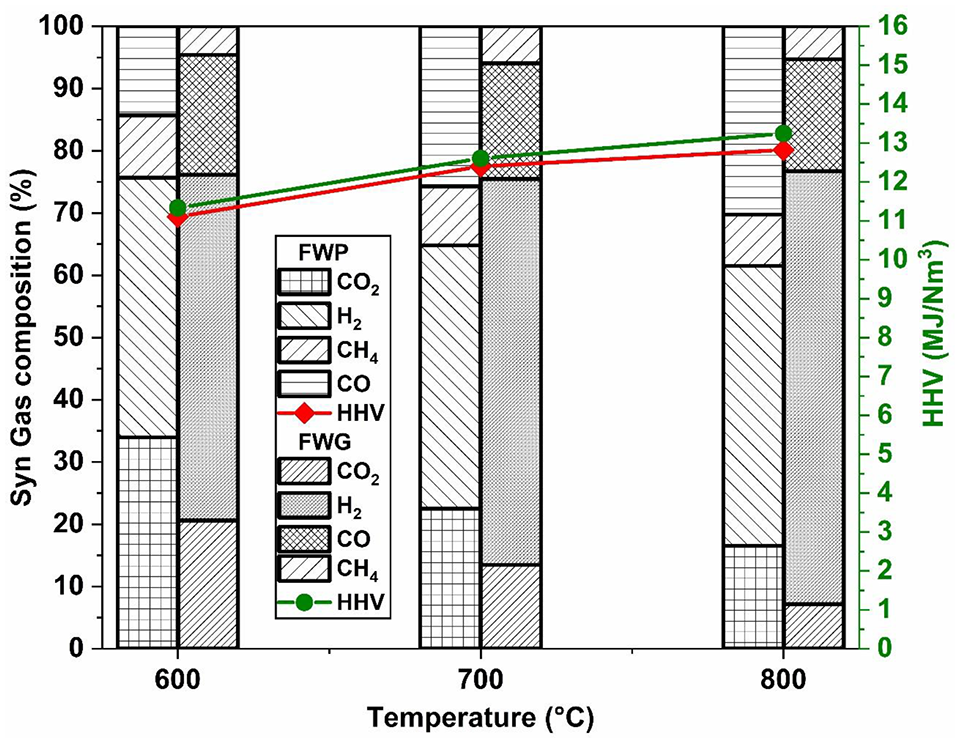
Change in syngas composition and HHV with change in temperature.
For gasification, H2 content increased from 55.4% to 61.96% on increasing the temperature from 600°C to 700°C. It further increased to 63.28 on increasing the temperature to 800°C. This increase in H2 with temperature can be partially be attributed to the occurrence of more water gas reactions at higher temperatures due to more char formation. However, the water gas shift reaction is the main reaction responsible for increasing the H2 fraction at a higher temperature as more CO from devolatilisation will react with steam and produce H2 and CO2. Moreover, CO2 content decreased significantly from 20.61% to 11.17% with an increase in temperature, which may be due to absorption of CO2 by CaO in food waste ash and by Boudouard reaction. Boudouard reaction consumes CO2 to produce CO by reacting with solid carbon (C). Furthermore, there was not much variation in CO and CH4 content with temperature change.
HHVs were also plotted against temperature in Figure 4. HHV was calculated using the following equation (Waldheim and Nilsson, 2001)

It can be seen from Figure 4 that there was not much difference in HHVs of syngas obtained from both the processes at a particular temperature. However, their values increased on increasing the temperature. It increased from 11.10 to 12.82 MJ Nm−3 and it increased from 11.33 to 13.25 MJ Nm−3 for pyrolysis and gasification, respectively, on increasing the temperature from 600°C to 800°C.
H2 flow rate and yield analysis
Figure 5 shows the H2 yield obtained from pyrolysis and gasification at different temperatures. It can be seen that H2 yield increased with an increase in temperature for both processes. In addition, it can be noticed that, for all temperatures, H2 yield was much higher from steam gasification (0.059 m3 kg−1) than that from pyrolysis (0.30 m3 kg−1). This difference was due to additional heterogeneous reaction (water gas reaction) and homogeneous reactions (water gas shift reaction and reforming reaction) which caused the generation of more hydrogen from steam gasification. In addition, the hydrogen yield increased with an increase in temperature and their difference in the yield.
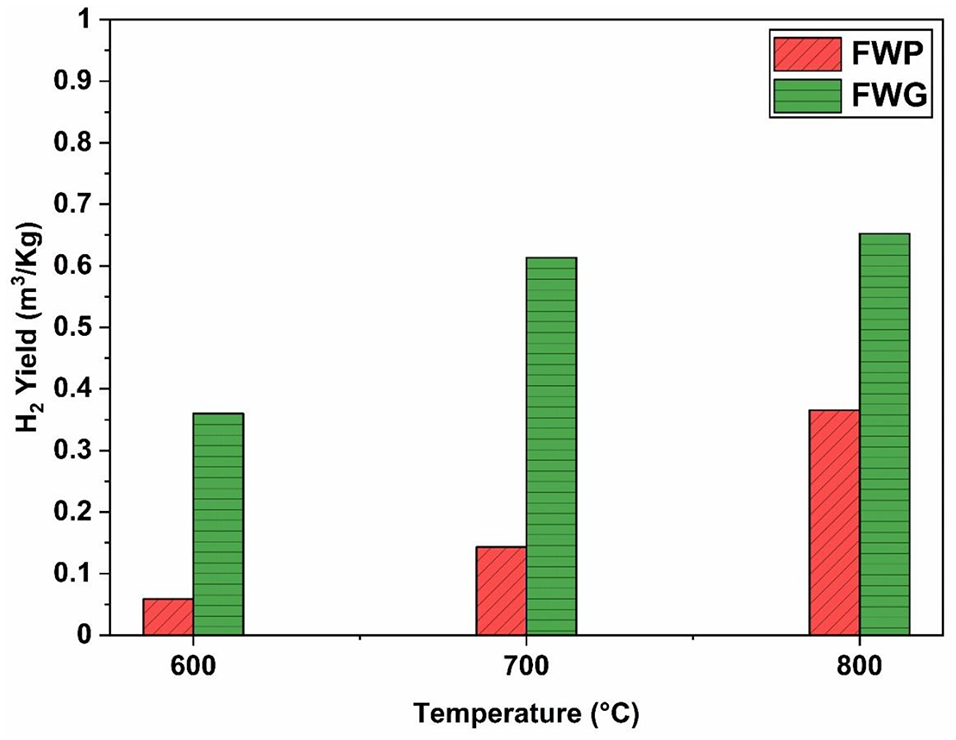
H2 yield from FWP and FWG at different temperatures.
The highest H2 yields from FWP and FWG were found to be 0.366 and 0.760 m3 kg−1, respectively at 800°C. H2 yield from pyrolysis increased due to more hydrogen release during devolatilisation at a higher temperature, whereas for gasification, hydrogen yield increased due to more water gas reaction (between more char generated at higher temperature and steam) and from more water gas shift reaction between CO and H2O (as more and more CO was formed from more water gas reaction; C + H2O–CO + H2).
Carbon conversion and ATE
CCE and ATE were determined to evaluate the performance of two processes and their values were shown in Figure 6. The CCE can be calculated using the following equation (Lahijani and Zainal, 2011)

It is the ratio of volume fraction of carbonaceous elements in the syngas to solid carbon in biomass. Y is the total syngas yield from fast pyrolysis and steam gasification. ATE can be calculated using the following equation (Nimit et al., 2010)

It is the ratio of energy from syngas to energy from solid biomass.
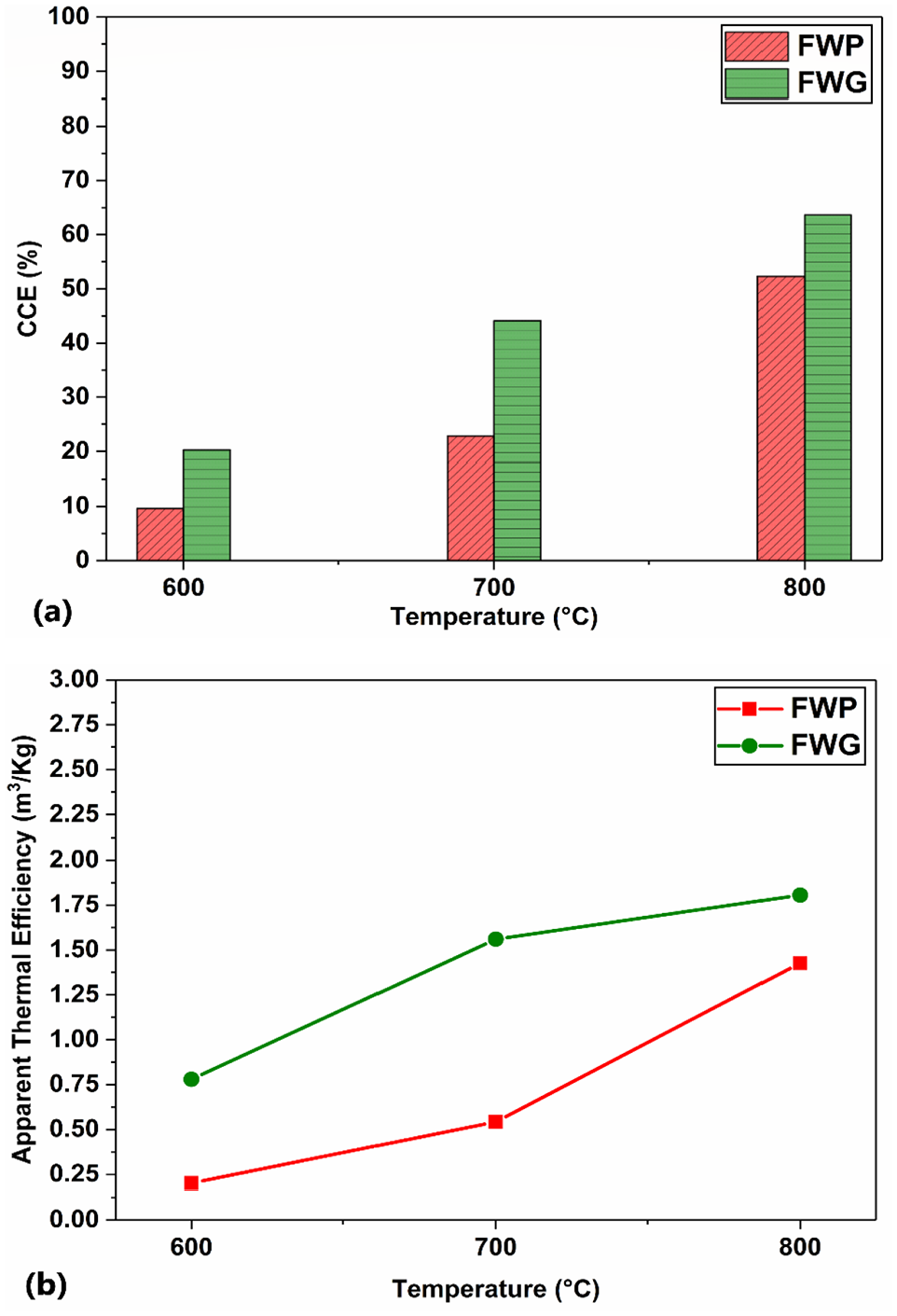
Change in (a) CCE and (b) ATE with change in temperature.
It can be noticed from Figure 6(a) that CCE was less for pyrolysis than gasification at all temperatures. CCE increased with an increase in temperature for both processes and the highest CCE values were determined as 52.31% for pyrolysis and 61.03% for gasification at 800°C. ATE curve is also shown in Figure 6(b) which indicated that ATE also increased with an increase in temperature for both processes. The highest ATE was found to be 1.32 and 1.96 for pyrolysis and gasification, respectively.
Conclusion
In this work, a detailed study on processing food waste using fast pyrolysis and steam gasification treatment was presented. The resulting syngas from pyrolysis and gasification was characterised for syngas yield, syngas composition, H2 yield and HHV. It was substantiated that steam gasification produced much more syngas than fast pyrolysis. Syngas produced from steam gasification had a higher hydrogen fraction than syngas from fast pyrolysis. It was also substantiated that the syngas and H2 yield from both processes increased with an increase in temperature. The highest syngas and H2 yield were found to be 1.2 m3 kg−1 and 63.8% from FWG at 800°C, respectively. HHV for syngas from gasification was found to be more than the HHV of syngas from pyrolysis and very close to HHVs from other wastes and biomass. The performance parameters, such as CCE and ATE, were also determined and their highest values for pyrolysis were found to be 52.73% and 66.22%, respectively, and for gasification was 47.46.03% and 92.95%, respectively. This work showed that due to its inherent physical and chemical properties, MFW from the kitchen could be a potential feedstock for various thermochemical processes, including fast pyrolysis and steam gasification. The use of pretreatment enhanced the physico-chemical properties of MFW and resulted in better performance of fast pyrolysis and steam gasification.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.