
Abstract
Lithium-ion batteries (LIBs) have become indispensable in present-day energy storage applications, containing portable electronics, electric vehicles, and renewable energy systems. However, rapid growth in LIBs usage has caused a parallel surge in end-of-life batteries, presenting environmental and resource recovery challenges. Among the various components, such as cathode, anode, electrolyte, separators, of LIBs, electrolyte has received minimal attention in recycling efforts. Electrolytes, characterized by their flammable, toxic, and volatile nature, pose significant environmental hazards, including the release of harmful gases and pollutants during disposal. This review focuses on the critical need for efficient recovery and reutilization of electrolytes from spent LIBs. Various recovery methods, including solvent extraction, supercritical fluid extraction, pyrolysis, and freezing, are studied for their effectiveness, efficiency, and environmental impact. Additionally, methods for recycling and regenerating recovered electrolytes into high-purity components for direct reuse are explored, addressing economic and sustainability considerations. Finally, major challenges and research gaps have been discussed. Key research gaps include the degradation of electrolytes during battery operation, complex composition of spent electrolytes, and economic feasibility of large-scale recovery technologies.
Introduction
Lithium-ion batteries (LIBs) have emerged as an unparalleled resource for energy storage, as highlighted by their transformative roles in portable electronics, large-scale energy storage solutions, aerospace applications, and automotive sector (Etacheri et al., 2011; Li et al., 2018; 2020a; Winter et al., 2018; Wu et al., 2020). Unique features of LIBs encompass high-energy capacity, lightweight, and a slim profile. LIBs are well-known for their combination of high-voltage and high-energy density, high specific capacity, and excellent cycle performance (Li et al., 2018; Weiss et al., 2021). Therefore, it has been extensively employed in mobile and wireless electronic gadgets, power equipment, combined energy systems, and battery-powered vehicles (Mishra et al., 2022; Shen et al., 2019). Particularly, as electric vehicles evolve rapidly and receive substantial policy backing worldwide, the annual demand for LIBs continues to rise (Duan et al., 2020a; Masias et al., 2021). Forecasts suggest that by 2024, the worldwide demand for LIBs, specifically for electric vehicles (EVs), would amount to 221 billion dollars (Yu et al., 2018).
The lifespan of LIBs varies from 3 to 5 years, indicating that quite a high quantity of LIBs will accumulate (Etacheri et al., 2011; Liang et al., 2021). It is projected that amount of LIBs will reach its highest point in 2025, totaling approximately 780 kilotons (Lux et al., 2012; Tang et al., 2021). Recovery process for LIBs is anticipated to develop into a significant industry (Aurbach et al., 2004). Spent LIBs represent valuable secondary materials, but they also pose a risk as hazardous waste (Harper et al., 2019; Zhang et al., 2023a). LIBs are composed of approximately 25% by weight of the casing (which includes steel and plastics), around 27% by weight of the cathode materials (such as LiCoO2, LiFePO4, and LiNiCoMnO2), 12–17% by weight for the anode (made from graphite), roughly 13% by weight for current collectors (copper and aluminum), 10−15% by weight of the electrolyte (which includes LiPF6 or LiBF4 dissolved in polar organic solvents), about 4% by weight for the separator (polypropylene), and approximately 4% by weight for the binder (polyvinylidene difluoride) (Harper et al., 2019; Li et al., 2020b; Niu et al., 2021; Yao et al., 2018; Zhang et al., 2018a).
Due to the valuable components such as metals and graphite, recycling of spent LIBs has triggered worldwide increase in studies focused on environmental protection and the recovery of resources (Xu et al., 2020; Zhang et al., 2022a). So far, considerable attention has been focused on enhancing the recycling methods for anodes and cathodes (which consist of graphite, Li, Mn, Ni, and Co) by different research groups (Elmaataouy et al., 2023; Makuza et al., 2021; Niu et al., 2022; Raj et al., 2022).
However, various elements like additives, separators, binders, and organic electrolytes generally get little attention, often being burned or thrown away when recycling used LIBs (Arshad et al., 2020; Zhang et al., 2022b). During the process of recycling electrode materials, old electrolytes are eliminated due to their volatile, flammable, and toxic characteristics (Lebedeva and Boon-Brett, 2016). The hazardous characteristics of spent LIBs primarily stem from these overlooked components. When these elements are simply burned or thrown away, they release toxic gases and dust, leading to serious environmental contamination and presenting dangers to human health (Niu et al., 2023a; Wang et al., 2022). Electrolyte readily reacts with air and moisture, resulting in the release of harmful substances (Mönnighoff et al., 2017).
Electrolytes are important for the development of efficient energy storage systems because they significantly impact electrochemical reaction mechanisms. Electrolytes act as a conduit for ion transfer between electrodes and contribute to batteries improved performance and stability. Cell capacity and voltage denote energy density, whereas cyclic stability and columbic efficiency reflect energy efficiency. These factors are crucial for assessing the performance of the battery (Artemov et al., 2023; He et al., 2016; Ko et al., 2019; Wang et al., 2020; Xiao et al., 2023; Yin et al., 2020). From a different angle, the extraction of electrolytes is vital with respect to pollution and safety considerations. The toxic, flammable, and dangerous elements found in the fluorinated and organic solvent secondary products of conductive salt can pose significant risks (Bertilsson et al., 2017; Diaz et al., 2019; Larsson et al., 2017; Lebedeva and Boon-Brett, 2016). Furthermore, the electrolyte formulations of different LIBs available commercially vary, which contributes to higher recycling expenses (Chen et al., 2018). The challenges associated with this issue result in a reduced focus on electrolyte recovery research.
Given the anticipated increase in waste electrolyte volume in the future, it is crucial to prioritize electrolyte recovery and the high-value use of these resources from the perspectives of resource environment and management safeguarding (Zhang et al., 2018a). Existing studies on electrolyte recycling in spent lithium ion batteries (SLIBs) focus mainly on technical developments. This review highlights recent developments in electrolyte recovery, emphasizing safe handling, material reclamation, and sustainable recycling practices, while noting that electrolyte treatment remains underrepresented in global literature. Various recycling techniques, including pyrolysis, solvent extraction, supercritical methods, alkaline absorption, vacuum distillation, freezing, and mechanical processes, are evaluated for their respective advantages and limitations to inform development of greener and more efficient technologies. By framing electrolyte recycling within the goals of sustainable development and carbon neutrality, this review identifies critical gaps in technology and industrial practice, proposes future directions, and underscores the need for eco-friendly, economically viable approaches to advance the circular economy, foster innovation in the global LIB industry, and secure the supply of strategic metals essential for sustainable energy systems. The broad classification of LIB components and possible recycling routes of electrolyte is shown in Figure 1. Various techniques have been explained in greater detail in upcoming sections.
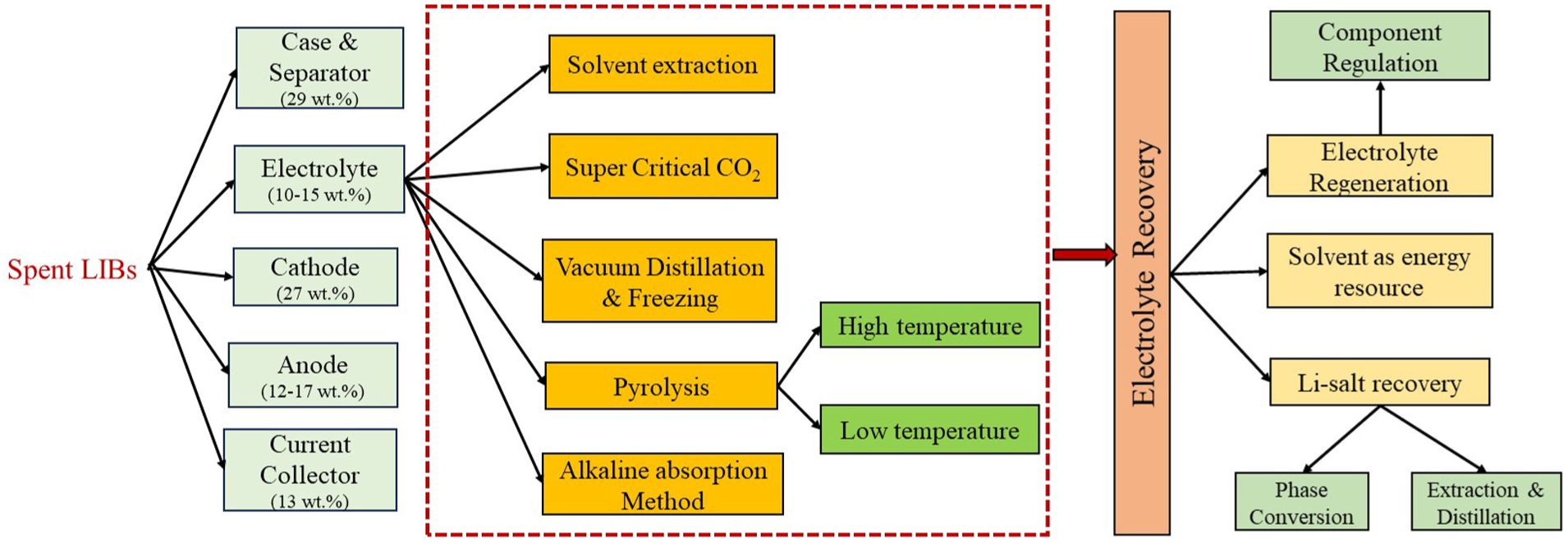
Overview of electrolyte recovery from spent LIBs.
Reutilization of electrolyte
Currently, focus on recycling and utilizing electrolytes has mainly centered around two key aspects: increasing electrolyte concentration and making use of electrolyte resources. Various electrolyte types and their composition are given in Table 1.
Type of electrolytes and their compositions reported by various research groups.
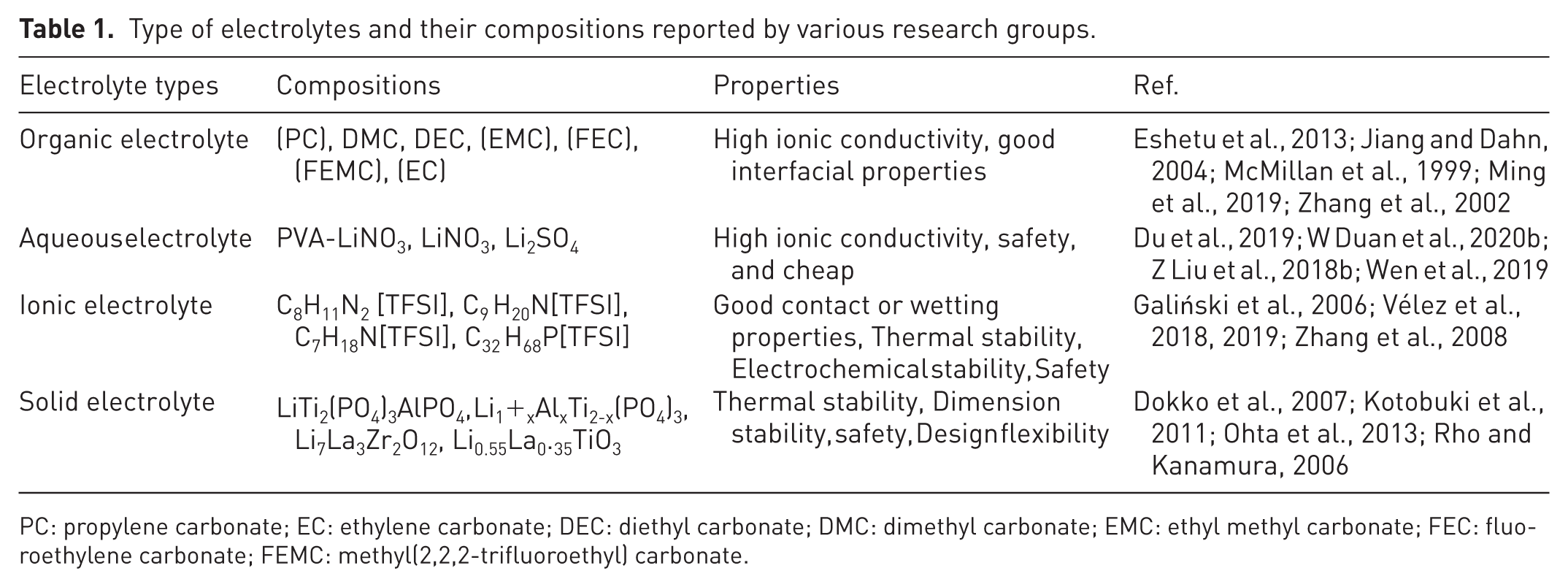
PC: propylene carbonate; EC: ethylene carbonate; DEC: diethyl carbonate; DMC: dimethyl carbonate; EMC: ethyl methyl carbonate; FEC: fluoroethylene carbonate; FEMC: methyl(2,2,2-trifluoroethyl) carbonate.
Recovery techniques
The approaches for enhancing electrolytes can be classified into methods such as freezing techniques (Zhao, 2016; Zhu et al., 2020), mechanical techniques (Yan, 2017; Zachmann et al., 2023a), solvent extraction techniques (He et al., 2019; Hu et al., 2016; Zhu et al., 2020), and supercritical extraction techniques (Fornereto Soldan et al., 2021; Molino et al., 2020; Mönnighoff et al., 2017). Of these techniques, freezing method reduces the activity of solvent molecules in electrolyte, weakening their diffusion ability and thereby minimizing evaporation and decomposition. As a result, the electrolyte can be quickly solidified, making it easier to recover. However, this method also faces challenges like a low recovery rate, high energy consumption, and demanding equipment requirements. To address these issues, cryogenic liquid nitrogen freezing method is commonly applied in industrial production to safely treat and crush SLIBs at extremely low temperatures. In contrast, the solvent extraction technique has become the favored technique for recovering electrolytes because of small energy requirements, higher recovery rate, and capacity to recycle extracting reagent (Shi et al., 2023). The electrolyte can undergo further processing for resource recovery only after the enrichment stage. Strategies for utilizing electrolyte resources include extracting valuable components and directly employing purified electrolytes for various uses. The goal of reclaiming valuable components is to isolate organic solvent from the Li-salts present in electrolyte and transform it into products of high purity (He et al., 2019; Zhang, 2021). Once the enriched electrolyte has been acquired, it needs to undergo additional processing to be utilized as a valuable resource. It is to isolate and refine individual components of electrolytes to manufacture products while prioritizing environmental sustainability, or to remove contaminants from the electrolytes to facilitate resource recovery. Because the boiling temperatures of the various electrolyte components vary, the effective separation of lithium salts from organic solvents can be achieved using straightforward methods like distillation. But despite that, LiPF6 contains lithium, phosphorus, fluorine, and many various elements that hold greater value than organic solutions and pose greater environmental hazards. Consequently, the strategies for utilizing lithium salt resources can be divided into two main types: direct extraction and conversion of components (He et al., 2019). Direct extraction maintains the structure of lithium salts and efficiently transforms isolated lithium salt into a higher purity LiPF6 end product (Li et al., 2012). Hu et al. (2016) immersed the disassembled spent LIBs in an organic solvent to isolate electrolyte, subsequently concentrating extracted electrolyte in vacuum at temperatures between 100 and 140°C in anhydrous hydrogen fluoride (HF) gas environment to produce LiPF6.The resulting lithium hexafluorophosphate has high purity and can be directly applied in the preparation of new battery electrolytes. Additionally, it enables effective resource recycling, helping to lower battery production costs, conserve resources, and promote environmental protection. Lain et al. (2001) employed a comparable technique to mechanically grind spent LIBs in an inert gas environment. Subsequently, electrolyte is extracted with solvents like acetonitrile and n-methyl-2-pyrrolidone. Ultimately, organic solvent from electrolyte was removed via low-pressure distillation, yielding purified LiPF6. This process is straightforward to implement, allows for effective recovery, and is appropriate for industrial outputs. Zhang (2021) employed component transformation technique to isolate each element in electrolyte that was initially separated through ultrasonic solvent extraction, followed by separation of resulting electrolyte using vacuum distillation. Although different techniques have been created for extraction of valuable components from electrolytes, these techniques remain in the laboratory development phase, primarily because of their complexity, potential for secondary pollution, and high costs. As a result, some research has focused on either directly purifying or supplementing the recovered electrolyte with suitable components to create a functional new electrolyte. Cheng (2019) and Wang et al., 2020 were first to employ organic solvent soaking after manual dismantling to retrieve electrode sheets and electrolyte solution from Aqueous lithium-ion batteries (ALIBs), which have garnered widespread attention due to their high-safety, low-cost, and eco-friendly nature. He then combined them thoroughly, assessed composition and concentration of electrolyte at that moment, and finally added necessary amounts of components based on the requirements to formulate a new electrolyte product. Chen (2016) initially produced the electrolyte through a solvent extraction process, followed by low-pressure distillation to isolate organic solvent from concentrated Li-salt solution. Recent studies indicate that advancements in electrolyte recovery will depend on both process innovation and integration of existing methods. Solvent regeneration pathways have achieved recovery of LiPF₆ with purity levels exceeding 90%, enabling direct reuse in fresh electrolytes.
Resource utilization
Synergistic combinations of technologies further enhance outcomes: Mechanical pretreatment improves processing by reducing particle size, vacuum distillation under reduced pressure enables efficient purification, and solvent extraction combined with supercritical CO₂ allows selective recovery of both organic solvents and lithium salts without residual contamination. Together, these hybrid approaches represent practical pathways towards industrial scalability and environmental sustainability. When comparing individual methods, it becomes evident that no single approach is universally optimal. Solvent extraction achieves high recovery efficiency but relies on organic solvents that pose toxicity concerns and require additional recovery systems. Supercritical CO₂ offers an environmentally benign alternative, yet the cost and scale of high-pressure equipment remain barriers to commercialization. Pyrolysis is relatively scalable and energy-efficient, generating syngas by-products, though strict control of fluorine emissions is essential to prevent secondary pollution. Alkaline absorption provides a simple option but produces large volumes of high-pH wastewater that demand costly treatment. Freezing and vacuum distillation are safe and clean, but face challenges of high equipment costs or limited recovery rates. Consequently, hybrid systems that integrate physical, thermal, and chemical processes appear most promising for balancing efficiency, economic feasibility, and ecological sustainability in large-scale electrolyte recycling. Therefore, when looking at the recycling procedure to prevent additional pollution, it is essential to investigate methods for producing recovered electrolyte outputs or different higher purity organic solvents or Li-salts. Presently, strategies for utilizing electrolyte resources include recovering important components and direct use of the electrolyte following its purification. In the field of electrolyte recycling, current research has primarily concentrated on the development and optimization of processing technologies. While many studies report the maximum recovery efficiency of lithium and organic solvents or the regeneration performance of electrolytes under ideal conditions, the associated recycling costs are often overlooked. Additionally, since the recycling process typically involves the use of chemicals, heating or mechanical-physical treatments, it is essential to assess the resulting energy consumption and waste liquid generation.
Environmental and economic assessment
To comprehensively evaluate and compare different electrolyte recycling methods, incorporating economic analysis and life cycle assessment (LCA) is crucial. These tools provide valuable insights into both the economic feasibility and environmental impacts of the processes, thereby supporting the development of more sustainable and cost-effective recycling strategies (Niu et al., 2023b). Ultimately, this approach can identify the most environmentally sustainable and economically viable electrolyte treatment process for industrial-scale recycling. However, to date, there have been no comprehensive studies conducted that detail economic analysis and LCA of electrolyte recycling. Addressing this gap represents a promising direction for evaluating the economic and environmental advantages of various recycling methods.
By implementing these methods, the electrolyte from waste LIBs can be effectively recycled, preventing environmental pollution while ensuring high efficiency and sustainability. The recovered product can be reused as electrolyte in the lithium battery industry, thereby conserving resources and reducing pollution.
Recovery techniques for electrolytes
Due to the intricate nature of raw materials, relying on a single technique is insufficient for achieving both cost-effectiveness and environmental friendliness. Hence, a blend of chemical and physical methods is employed to recover spent LIBs (Ku et al., 2016; Rothermel et al., 2016; Xu et al., 2008).
Physical methods
Researchers typically divide into two categories: mechanical pretreatment and manual pretreatment. These categories include processes such as skinning, dismantling, crust removal, magnetic separation (Ding et al., 2024; Hu et al., 2022), mechanical or crushing, dissolution, washing (Li et al., 2024b; Premathilake et al., 2023; Yu et al., 2023), and screening that facilitate the recovery of electrode materials from spent LIBs without resorting to chemical treatment. Numerous researchers have demonstrated benefits of pretreatments in recovery processes for spent LIBs (Contestabile et al., 2001; Zhang et al., 2014, 2018a).
Chemical methods
The chemical method is a key division of metal recovery from utilized LIBs that is further divided into two categories: pyrometallurgy and hydrometallurgy. Hydrometallurgical techniques primarily involve leaching (using acid and alkaline solutions) (Punt et al., 2022), solvent extraction (through chemical precipitation and electrolysis), filtration, and electrochemical methods (Li et al., 2023, 2024a), bioprocessing (Roy et al., 2021; Sethurajan and Gaydardzhiev, 2021), and various combinations of these processes (Lv et al., 2024). Pyrometallurgical techniques like pyrolysis have also been used to recycle electrolytes. Also, there are some other methods, like freezing and vacuum distillation, that have been explored by researchers. All the above-mentioned processes have been discussed in this section.
Pyrolysis
Pyrolysis refers to the process of breaking down materials through heat at elevated temperatures while in an inert environment and is considered a viable option for managing used LIBs (Benallal et al., 1995; Bernardes et al., 2004; Olabi et al., 2022). This method demonstrates great potential for recovering spent LIBs. The organic solvent is broken down into low-molecular-weight products. It helps preserve valuable metals from oxidation, which allows effective recovery of Co and Li and safe processing of LiPF6 (Liu et al., 2019; Wang et al., 2019). Various studies on pyrolysis have been listed in Table 2. Further, for direct pyrolysis of electrolytes, it is recommended to use physical methods for collection prior to conventional or advanced metallurgical processing. This approach supports closed-loop recycling and helps minimize the risk of environmental pollution (Fahimi et al., 2023; Shi et al., 2024), and common physical enrichment methods of electrolytes include distillation, condensation, freezing, normal temperature dry treatment, which typically must be performed under inert gas protection (Milian et al., 2024; Yu et al., 2024).
Extensive literature review on pyrolysis of electrolytes of spent LIBs.
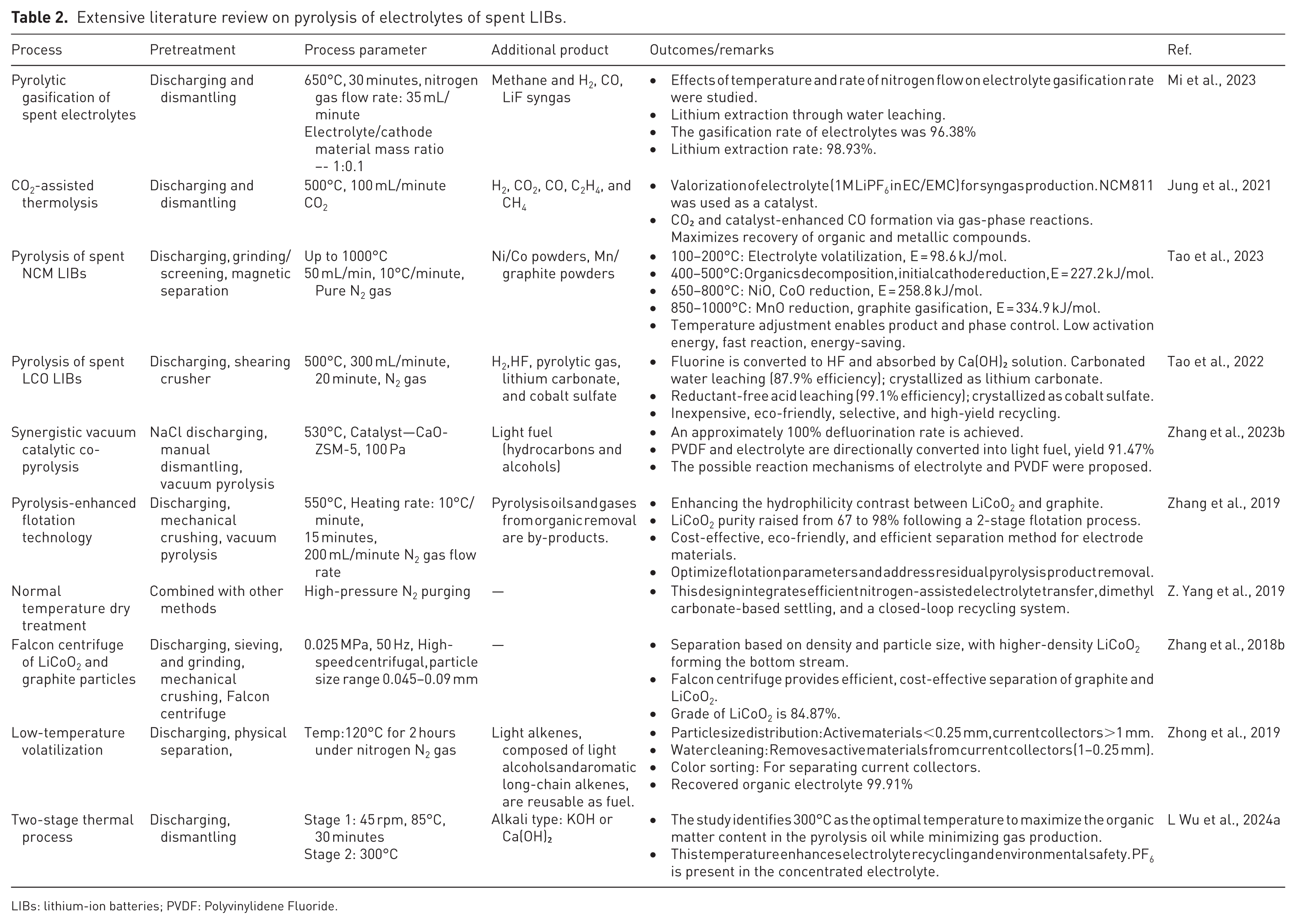
LIBs: lithium-ion batteries; PVDF: Polyvinylidene Fluoride.
This technique has become very popular for removing organic parts like binders and electrolytes (Andooz et al., 2022; Fahimi et al., 2023; Milian et al., 2024; Shi et al., 2024). It was initially used for coal conversion, recycling rubber tires, and treating biomass, but in recent years, it has been progressively adopted for recycling of spent LIBs (Arabiourrutia et al., 2020). In a complete pyrolysis process that has been previously suggested, unsorted and crushed batteries were subjected to direct thermal treatment, allowing for the effective elimination of organic materials and reductive breakdown of cathode substances (Tao et al., 2021). Pyrometallurgical techniques, including roasting, oxygen-free pyrolysis, and molten salt processing, could transform spent LIBs into a variety of outputs like metallic alloy, slag, and gases. At reduced temperature (150°C), gaseous by-products consist of volatile organic compounds resulting from electrolyte and binder materials. When the temperature rises, the polymer breaks down and combusts (Ali et al., 2022; Zhou et al., 2021). Additionally, a method integrating pyrolysis technology and flotation has been developed to extract LiCoO2 and graphite from used LIBs. The two-stage process of pyrolysis-enhanced flotation can improve purity of LiCoO2 to a grade of 98% (Zhang et al., 2019).
After undergoing pyrolysis, the majority of organic substances present in spent LIBs are broken down, while key components such as aluminum, copper, and active materials remain in the residues from pyrolysis. A general flowchart of the pyrolysis of electrolytes of spent LIBs is described in Figure 2. Physical separation methods necessitate minimal use of chemical agents and produce relatively low quantities of wastewater or gas (Al-Thyabat et al., 2013; Aurbach et al., 2004; He et al., 2017).
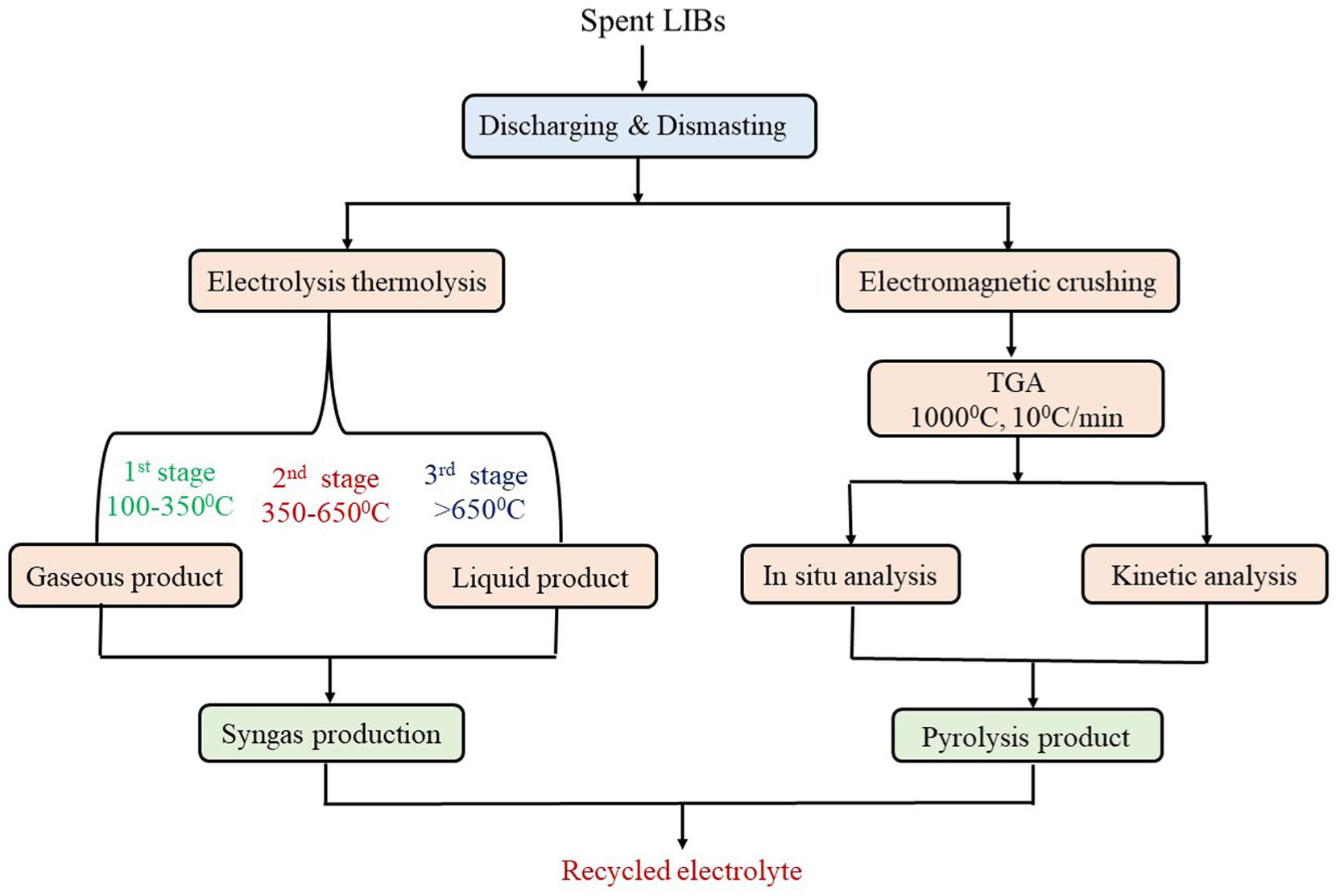
Flowchart of recovery of electrolytes from spent LIBs using pyrolysis.
Future developments in pyrolysis technology are expected to focus on multicomponent or full-component co-pyrolysis, alongside the environmentally friendly defluorination of electrolytes. These advancements aim to enable highly efficient recovery of precious metals and the production of syngas. In summary, pyrolysis stands out from other recovery methods as a scalable and versatile technique that not only enables safe treatment of electrolytes but also facilitates recovery of valuable metals without extensive oxidation. Its compatibility with physical pretreatment methods and potential integration with hydrometallurgical or other recovery processes further enhances its applicability within closed-loop recycling systems. However, despite these advantages, key research gaps remain, including optimizing operating conditions for large-scale applications, improving efficiency in separating and purifying recovered products, and addressing energy consumption to ensure overall sustainability. Continued investigation into these areas will be essential for advancing pyrolysis as a practical and environmentally responsible solution for LIB recycling.
Solvent extraction
This method involves the collection of electrolytes through the introduction of suitable organic solvents to electrodes and separators. Introduced solvents possess a dissolution capacity that is comparable to that of the electrolyte. This involves immersing the crushed spent LIBs in the solvent, facilitating transfer of electrolyte into the solvent, and subsequently extracting electrolyte from solvent. Different approaches attempted by researchers using this process to recycle electrolytes have been presented in Table 3.
Summary of solvent extraction of electrolytes of LIBs.
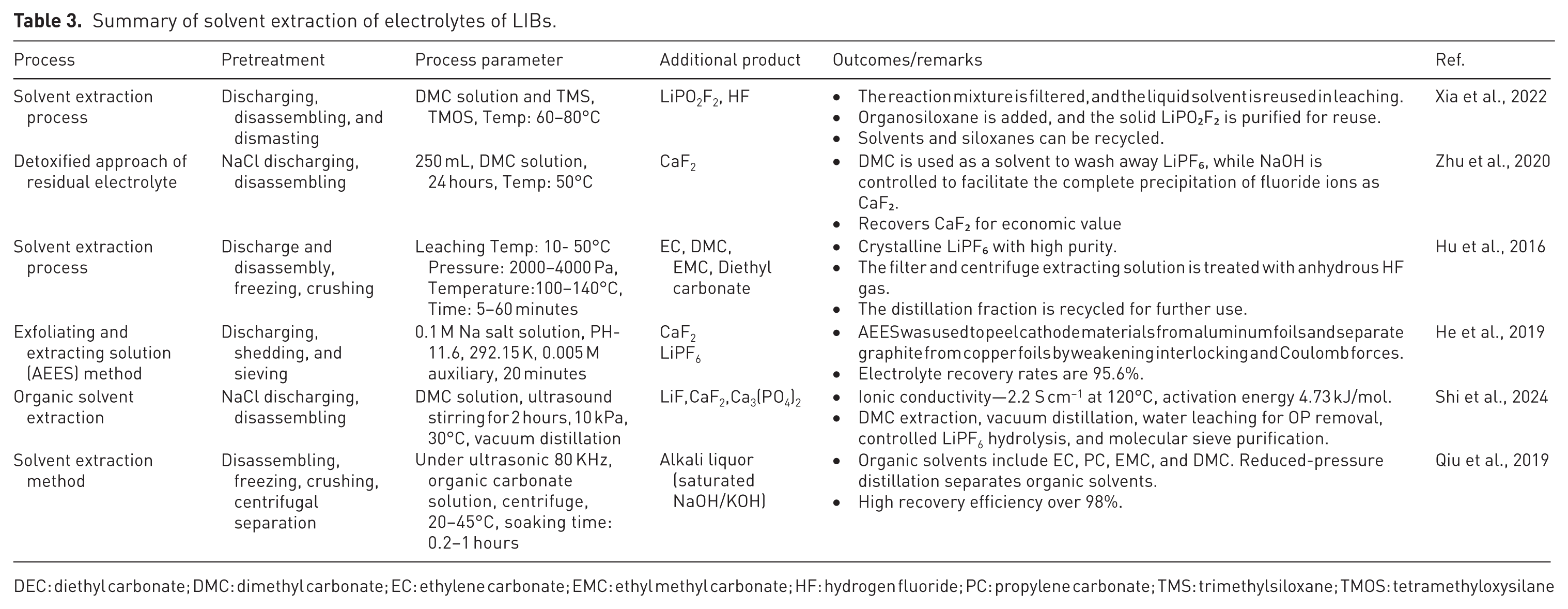
DEC: diethyl carbonate; DMC: dimethyl carbonate; EC: ethylene carbonate; EMC: ethyl methyl carbonate; HF: hydrogen fluoride; PC: propylene carbonate; TMS: trimethylsiloxane; TMOS: tetramethyloxysilane
Electrolyte is composed of organic solvents like ethylene carbonate (EC), propylene carbonate (PC), and dimethyl carbonate (DMC), along with a Li-salt and an additive (Schmitz et al., 2014; Tasaki et al., 2011). During recycling of spent LIBs, the electrolyte is susceptible to decomposition, volatilization, and the release of harmful gases. This issue is particularly pronounced during the thermal treatment of the electrolyte, which requires a gas collection device due to significant decomposition. Consequently, using thermal treatment for electrolyte recycling raises concerns about severe environmental pollution and high energy usage. On the other hand, solvent extraction for electrolyte recycling can mitigate these issues. The electrolyte is distributed within electrode materials and the separator. Following immersion of electrode materials in an organic solvent, the electrolyte moves into organic solvent. Subsequently, the organic solvent and the electrolyte are separated through distillation based on their differing boiling points. Numerous studies have utilized carbonate solvents to recycle electrolyte.
He et al. (2019) proposed that electrolyte dissolution entails dissolution occurring on the surfaces and within the pores of the electrodes and the separator. Approximately 90% of the electrolyte present on the electrode and separator surfaces dissolves within 3 minutes, while the remaining 10% trapped in pores could be dissolved over 20 minutes. Following distillation, 96% of the electrolyte is reclaimed as an organic mixture.
Virolainen et al. (2017) submerged cathode, anode, and separators in ethylene carbonate are used to reclaim the electrolyte. Following the extraction process, organic solvent and electrolyte are isolated through vacuum fractionation, allowing recovered electrolyte to be reused. The efficiency of different solvents, including PC, diethyl carbonate (DEC), and dimethyl ether (DME), was examined for recovering electrolyte. Their findings show that the electrolyte can be fully removed within 2 hours when PC is used (Tong et al., 2005). Wang (2016) and Zhu et al. (2020) employed DMC and acid ester solvent to retrieve electrolyte from fragmented spent LIBs. The method can efficiently isolate electrolyte from the spent LIBs body or pieces using solvent, and solvent can be recycled after undergoing distillation. But during the solvent extraction process, there is a loss of extractant, which not only raises expenses but also has the potential to generate additional pollution (Lei et al., 2022; Tao et al., 2023). He et al. (2019) incorporated organic solvents into an Aqueous Exfoliating and Extracting Solution, successfully recovering electrolyte via distillation and filtration, achieving a recovery rate of 96%. The electrolyte in LIBs usually serves to distribute electrode material and separator. The electrolyte can efficiently be transferred to an organic solvent by submerging it in an appropriate organic solvent. After dissolving, electrolyte was separated and recovered through distillation (Zhang et al., 2022b). Among the various enrichment methods, distillation, condensation, ambient temperature dry treatment, and solvent extraction exhibit lower energy consumption and costs than freezing and supercritical CO₂ extraction. Consequently, these three methods are favored for industrial applications.
Electrolyte is uniformly distributed within electrode materials and the separator. Distillation is employed to separate and recover organic solvent and electrolytes (Lei et al., 2022). A general flowchart of solvent extraction of electrolyte of spent LIBs is described in Figure 3. This approach combines high efficiency, recyclability, and relatively low cost, positioning it as a practical method for industrial-scale electrolyte recovery. Nonetheless, several limitations warrant further scrutiny. Reported recovery efficiencies vary considerably depending on solvent type and process conditions, underscoring the lack of standardization across studies. In addition, the inherent toxicity and volatility of commonly used carbonate solvents pose risks of secondary pollution in cases of solvent loss, raising both environmental and operational concerns. The energy-intensive nature and cost of distillation also remain significant barriers, particularly at scale, unless integrated solvent recovery systems are employed. Future research should therefore prioritize the development of greener, less hazardous solvents, alongside process intensification strategies and energy-efficient distillation technologies, to enhance both the environmental and economic viabilities of solvent extraction.
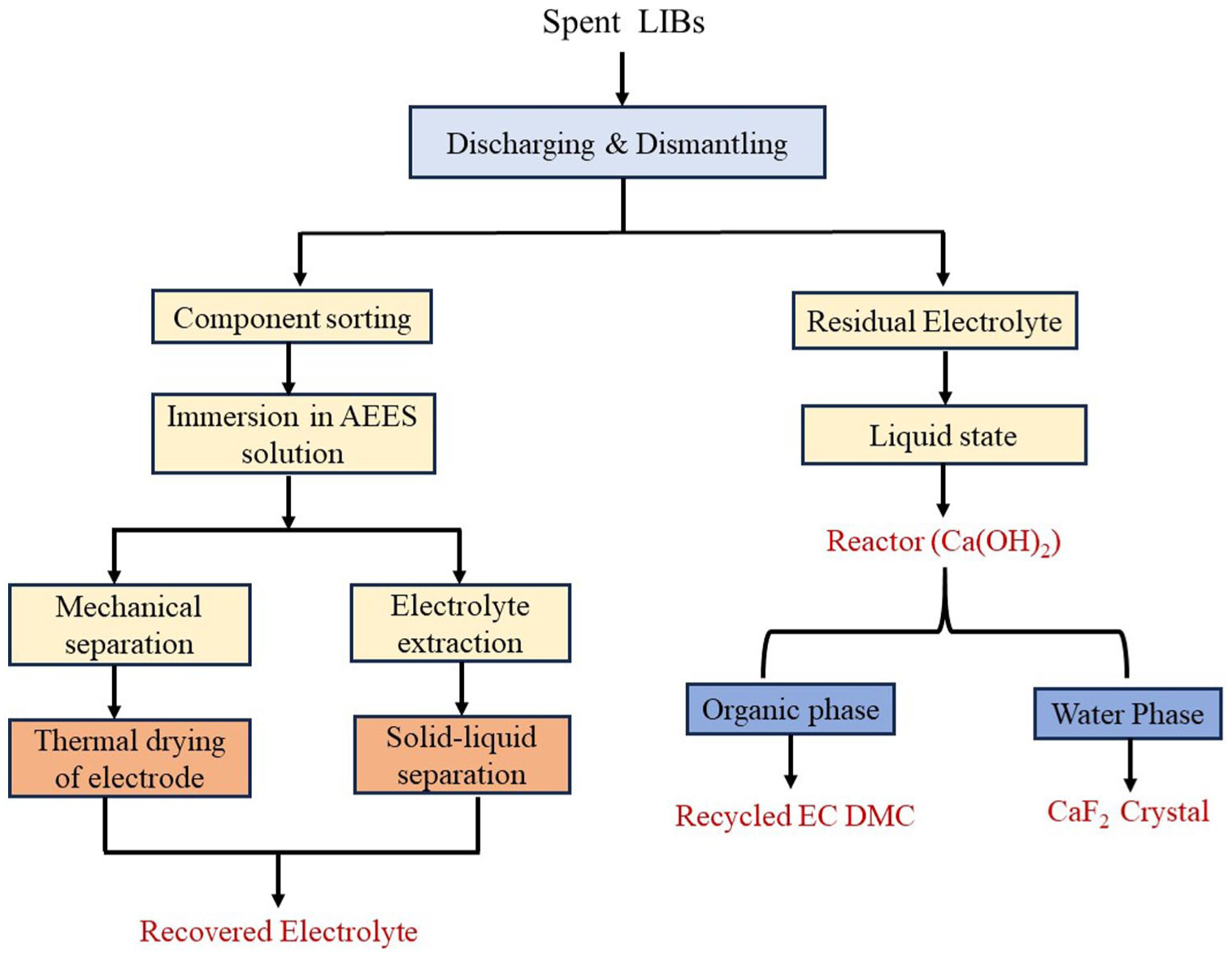
Flowchart of recovery of electrolytes from spent LIBs using solvent extraction.
Supercritical methods
In order to accomplish the goal of separation, this method is utilized to obtain specific components from liquids or solids by employing a supercritical fluid as the extracting agent (Fornereto Soldan et al., 2021; Manjare and Dhingra, 2019; Molino et al., 2020). The supercritical fluid exists at the critical point, characterized by specific pressure and temperature, situated between the gas and liquid states. It is excellent at dissolving a wide range of compounds and has low viscosity, great permeability, and a density comparable to that of a liquid. Diffusion coefficient is nearly one hundred times higher than that of an average liquid (Knez et al., 2019; Li and Xu, 2019). It is the perfect extractant for gathering electrolytes from wasted LIBs because of these unique characteristics. Due to its accessible critical point (7.38 bar pressure and 31.1°C), the significant solubility of nonpolar organic solvents, the comparatively gentle extraction method, high extraction efficiency, nontoxic nature, and the environmentally friendly recovery of electrolytes, CO2 stands out as a wonderful supercritical fluid extraction medium for electrolytes found in spent LIBs (Grützke et al., 2014, 2015). Several articles have discussed this topic. Liu et al. (2014) successfully extracted four aging products (diethyl carbonate, dimethyl-2,5-dioxahexane dicarboxylate, ethylmethyl-2,5-dioxahexane dicarboxylate, and diethyl-2,5-dioxahexane dicarboxylate) using supercritical CO2. Table 4 contains the various studies for electrolyte recovery from spent LIBs using supercritical CO2.
Supercritical CO2 for electrolyte recovery.
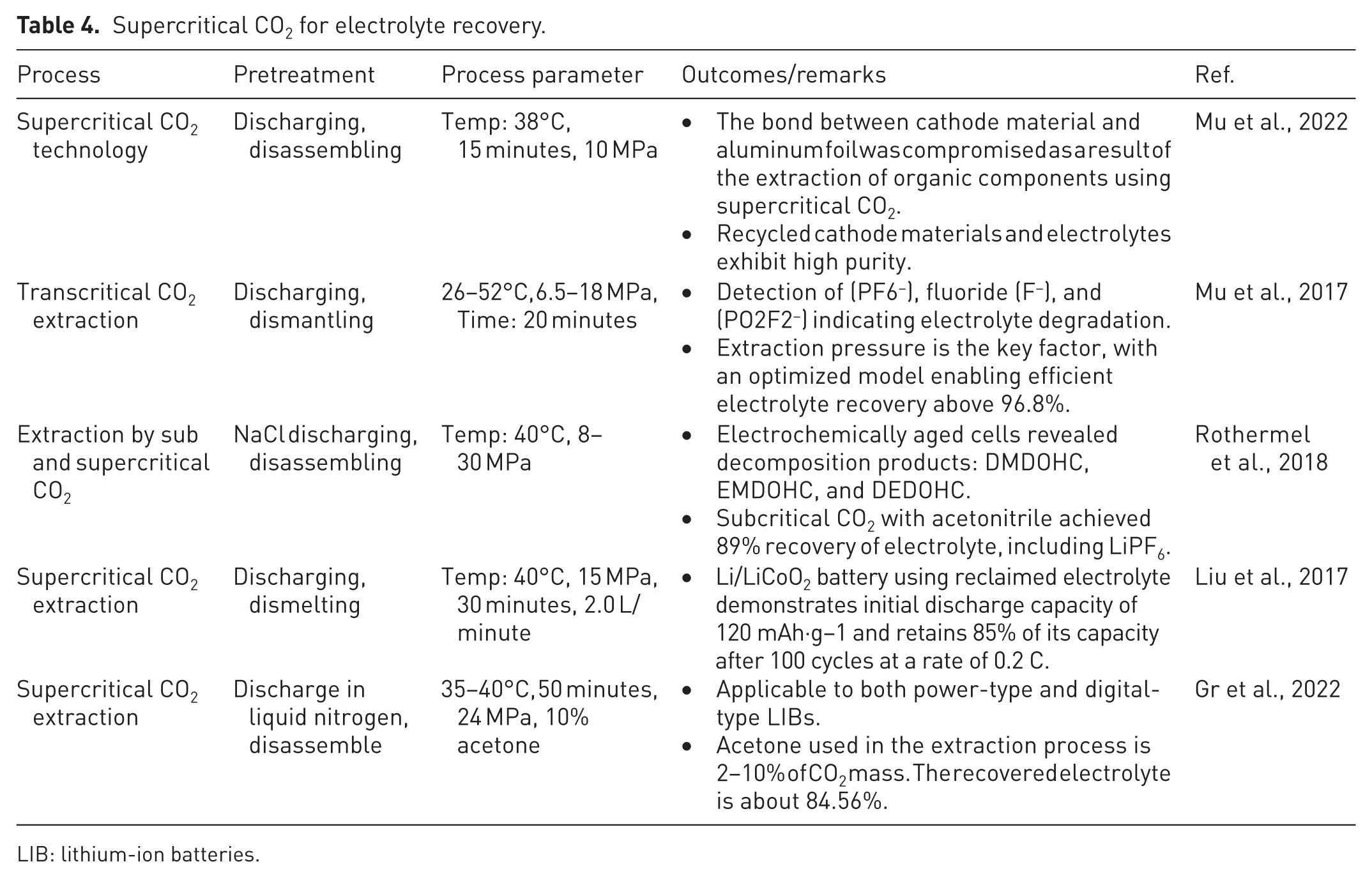
LIB: lithium-ion batteries.
However, only small amounts of the salt LiPF6 were able to be retrieved. The type of electrolyte had significant influence on both recovery rate and component of solvents. Moreover, the concentration of the collecting solvents changed with temperature and was related to the development of solid electrolyte interphase. Additional purification steps, similar to distillation, a process would be necessary to separate desired organic carbonates from collecting solvents (Liu et al., 2014, 2016, 2017; Mu et al., 2022). Grützke et al. (2015) revealed that extracting DMC and ethyl methyl carbonate (EMC) from conventional LiNi1/3Co1/3Mn1/3O2 (NMC)/graphite 18,650 batteries using liquid CO2 outperformed the method employing supercritical CO2. Incorporating solvents into the CO2 significantly enhanced the recovery of all components, particularly for LiPF6, addressing its extraction challenge with CO2. Utilizing liquid CO2 at 25°C and 60 bar for 30 minutes, along with a flow rate of 0.5 mL/minute of an acetonitrile/propylene carbonate mixture in a 3:1 ratio, resulted in the collection of approximately 89.1 wt.% of the electrolyte, largely retaining the initial composition of DMC, EMC, and EC (1:1:1), along with 1.1 mol of LiPF6, after an additional 20 minutes (Grützke et al., 2015). Similarly, the studies by Liu et al. (2014, 2016) focused on how various operating conditions affect the efficiency of electrolyte recovery, employing both single-factor and response surface methods. They created predictive model, suggesting that extraction of electrolyte could achieve around 86% when exposed to 23 Mpa pressure at 40°C, for 45 minutes, which corresponds closely with the expected results. The extraction pressure was found to have the greatest impact on electrolyte extraction. Additionally, evaluations conducted indicated that levels of organic solvents captured in electrolyte stayed steady during supercritical CO2 extraction process, reinforcing its efficiency. Supercritical CO₂ extraction utilizes supercritical CO₂ as the extractant, offering advantages such as high efficiency, absence of secondary environmental pollution, and no solvent residues (Mu et al., 2022). Supercritical CO₂ extraction has been employed to recover electrolytes from LIBs. The study demonstrated that higher pressures and lower temperatures lead to increased extraction rates. While this method is environmentally friendly and nontoxic, its widespread application is limited by high equipment costs and low production capacity (Zheng et al., 2024).
To summarize, while supercritical CO2 extraction of electrolytes is characterized by being eco-friendly, stable, harmless, noncombustible, secure, and enabling straightforward separation from the electrolyte, it proves to be inadequate for lithium salts such as LiPF6 present in the electrolyte. A general flowchart of supercritical CO2 of electrolytes of spent LIBs is described in Figure 4. The process requires the incorporation of additional organic solvents to capture complete composition of electrolyte. Thus, while supercritical CO₂ extraction represents a green and efficient route for electrolyte recovery, further advances in process intensification, cosolvent integration, and cost reduction are needed before it can be widely adopted at an industrial scale. At present, the technique remains in an early stage of application because of its high equipment cost, sensitivity to operating parameters, and comparatively low recovery of LiPF₆. To overcome these limitations, recent studies have emphasized the value of hybrid approaches, such as solvent-assisted supercritical extraction, which combine the environmental benefits of CO₂ with the enhanced solubility provided by organic cosolvents. Such integration may bridge gap between laboratory demonstrations and practical industrial deployment, highlighting the need for continued research on scalable, hybridized processes.
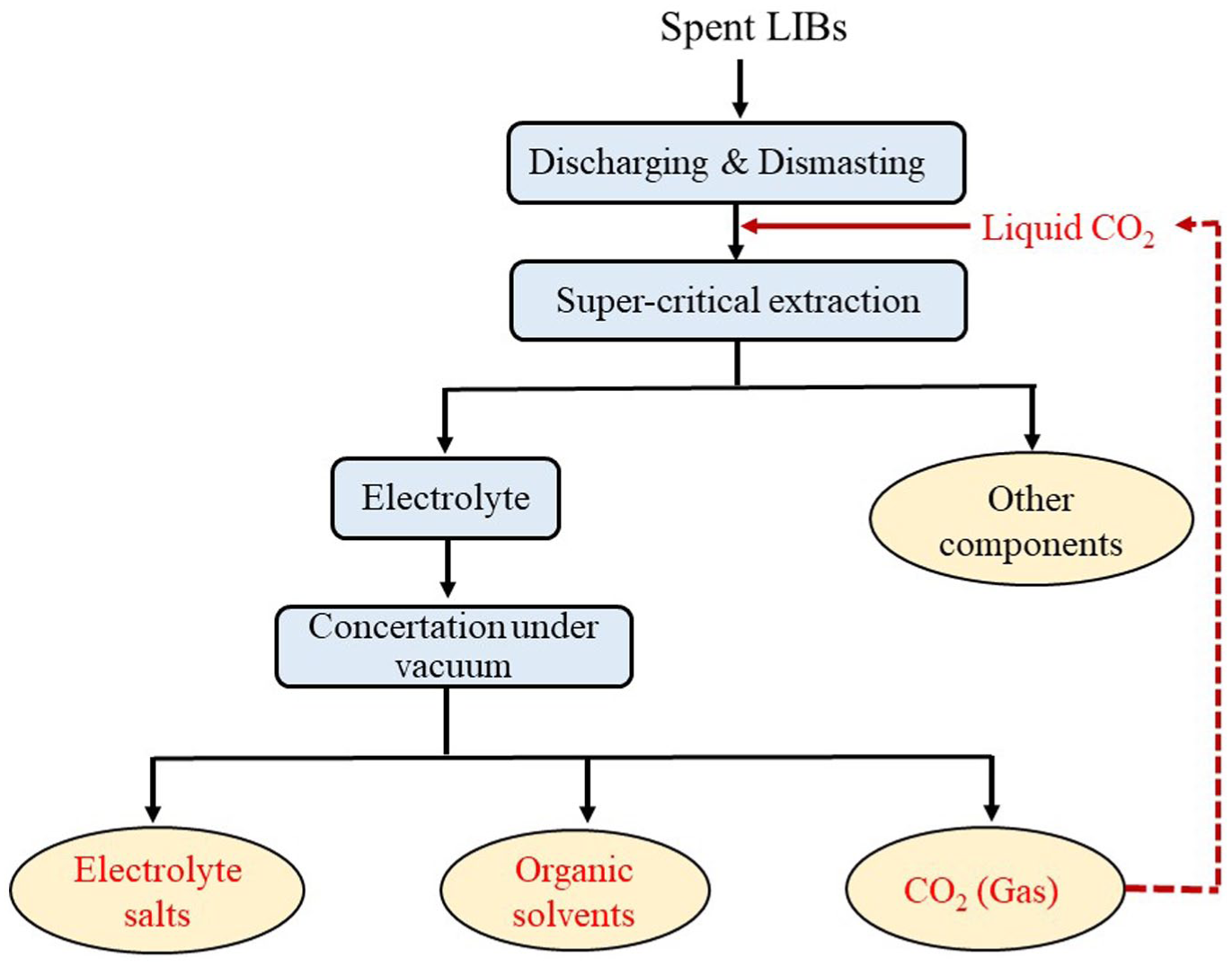
Flowchart of recovery of electrolytes from spent LIBs using supercritical CO2.
Alkaline absorption method
The alkaline absorption technique can reduce the negative effects of directly releasing the electrolyte, but it generates numerous impurity ions. This method of extracting valuable substances from electrolytes via alkali absorption faces limitations, leading to the generation of considerable amounts of high-pH wastewater, which can also incur high management costs. Table 5 shows Li extraction through Alkaline absorption method.
Li extraction through the Alkaline absorption method.
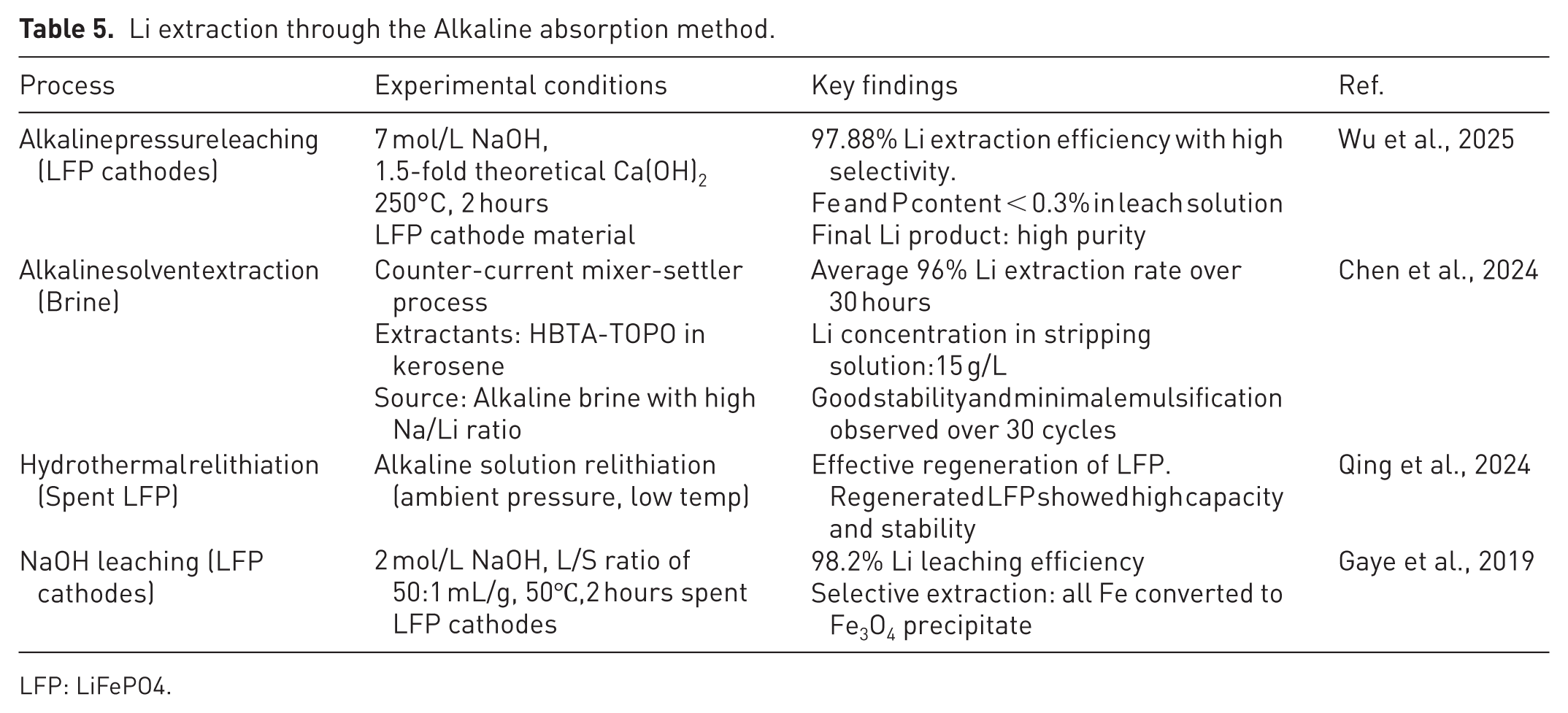
LFP: LiFePO4.
This approach entails using alkaline solution to balance out acidic electrolytes. They treated electrolyte with Ca(OH)2, leading to the formation of CaF2 precipitate, while Li contained in electrolyte was recovered as a LiOH solution (Zhao et al., 2017). Cui et al. (2009) applied Ca(OH)2 three times to increase pH of electrolyte, and the exhaust gases were effectively neutralized by being sprayed with water. Jiang (2020) dismantled the used LIBs, and then immersed and filtered them in a 5–8 mol/L of NaOH solution. Next, Xylene was added to filtrate for extraction, and organic layer was distilled to separate DME. Following this, the pH of the remaining filtrate was adjusted to alkaline conditions, and sodium carbonate was added to precipitate and isolate crude lithium carbonate precipitate and isolate crude lithium carbonate. The alkaline absorption method, especially alkaline pressure leaching, shows excellent potential for efficient and selective lithium recovery with high purity, particularly from specific LIB cathode materials like LiFePO4. While the process involves multiple steps, it offers potential economic and environmental advantages.
In summary, alkaline absorption offers high recovery efficiency and product purity compared with many solvent-based methods and avoids the intensive energy demand of pyrolysis, yet it faces significant challenges that hinder large-scale application. The process generates substantial volumes of high-pH wastewater and impurity ions, driving up environmental management costs and limiting sustainability relative to supercritical CO₂ or solvent extraction techniques. While its simplicity and foundation in mature hydrometallurgical practices enhance scalability, its multistep nature and waste management issues constrain competitiveness. As a result, the industrial viability of alkaline absorption will depend on innovations that minimize wastewater production, streamline operations, and enable integration with complementary recovery processes.
Vacuum distillation method
The method of vacuum distillation entails heating electrolyte in a vacuum atmosphere, which leads to its evaporation, followed by the retrieval of the vaporized electrolyte via condensation (Xu et al., 2023). This method of recycling would not create further pollution. Li et al. (2012) disassemble a battery in an inert gas atmosphere to achieve electrolyte, which was then isolated into an organic solvent and LiPF6 via vacuum distillation at a lower pressure. The purified products were subjected to a purification process to upgrade their purity, resulting in a recovery of up to 82.7% of LiPF6 in its purified form. Li et al. (2016a) processed spent LIBs in a controlled inert gas atmosphere at temperatures ranging from 50 to 300℃ to retrieve the carbonate. Due to the highly volatile nature of electrolytes in their liquid form, they can be gathered through distillation, which initially involves heating the electrolyte from used LIBs to convert it into the gas phase, followed by collection through condensation.
Alternatively, the unstable electrolyte can be solidified through freezing for collection (Gr et al., 2022). Once frozen, the electrolyte becomes inactive and is challenging to volatilize and decompose, making it relatively easy to recover. The concept of distillation relies on phase changes among solids, liquids, and gases (Zhao et al., 2017). A general flowchart of supercritical CO2 of electrolytes of spent LIBs is described in Figure 5.
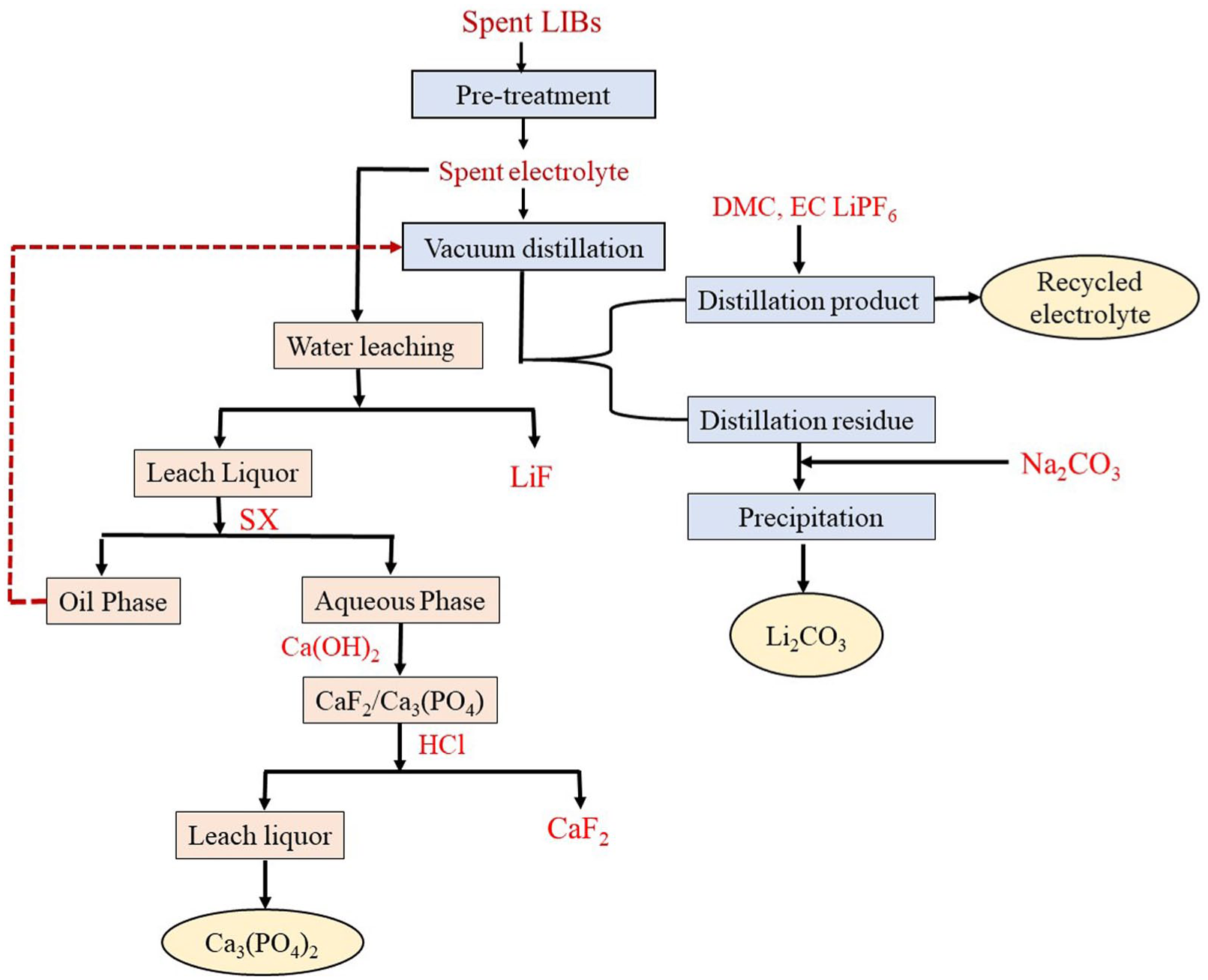
Flowchart of recovery of electrolytes from spent LIBs using vacuum distillation.
Freezing and mechanical process
Freezing technique decreases movement of solvent molecules within electrolyte through intense cooling, which decreases the capacity of molecules to diffuse, thereby significantly lowering the evaporation and breakdown of the electrolyte (Liu et al., 2018a). This method enables the rapid conversion of the electrolyte into a solid form for retrieval. It entails converting electrolytes into a solid state, enabling their recycling. Solidified electrolyte is less susceptible to evaporation or degradation, which facilitates the recovery process. Battery cores were placed in liquid nitrogen for 10–20 minutes, causing the electrolyte to solidify into granules, which were then distilled at temperatures between 95 and 120°C using a heated distillation apparatus (Zhu et al., 2020).
Tadaaki (2007) described a method for cooling solid-state LIBs to temperatures below the solidification point of the electrolyte, followed by the disassembly of the batteries to isolate the electrolyte from the crushed remains. While this approach minimizes the likelihood of spent LIBs breaking down or catching fire during disassembly, it also presents challenges, including a low recovery rate, substantial equipment demands, and significant energy consumption. Freezing technique removes potential for electrolyte recycling and decreases the electrolyte’s activity. Nevertheless, the investment in equipment and energy expenses is significant, and the yield from recovery is low (Sloop, 2010).
Mechanical methods use external forces to remove electrolytes from spent LIBs. Yan (2017) utilized rapid centrifugation to handle the filtered and broken spent LIBs, successfully isolating them in order to extract the electrolyte. Zachmann et al. (2023b) demonstrate that electrolyte solvents, particularly DMC, EMC, and EC, were successfully recovered following a processing period of 4800 seconds at 130°C. The by-products resulting from the decomposition of LiPF6, specifically phosphoryl fluoride (POF3) and hydrogen fluoride (HF), were spotted in exhaust gas stream and collected as acidic solutions. Yang (2019) developed a device for purging electrolytes that utilizes high-pressure airflow to expel the electrolytes from solid-state lithium batteries. While both methods allow for the recycling of electrolytes without altering its composition, they fail to entirely eliminate electrolytes from spent LIBs, leading to a little recovery rate. Furthermore, the electrolyte obtained through this process does not address the issue of lithium salts being prone to decomposition, resulting in environmental pollution and diminished purity of the recovered material. The method of mechanical separation uses physical processes to extract electrolyte. Li et al. (2015) utilized high-speed centrifugation to extract electrolytes. Procedure must occur in conditions where the moisture level is ⩽20 ppm. Maintaining a lower moisture level helps to avoid water absorption by the electrolyte, ensuring the quality of the electrolytes is higher. Mao et al., 2024 dismantled and crushed under negative pressure of 40,000 Pa–100,000 Pa. Afterwards, electrolyte was volatilized by introducing high-temperature gas stream with temperatures ranging from 90℃ to 280℃. Resulting volatilized gas was then condensed, filtered, and underwent defluorination to yield pure organic solvent. Components and temperature of high-temperature gas could be adjusted according to specific recovery requirements. This advancement facilitates recycling and repurposing of electrolytes at a lower cost, while also reducing secondary pollution. The studies using vacuum distillation, freezing, mechanical processing, and other methods are shown in Table 6.
Various methods for recovery of electrolytes from spent LIBs.
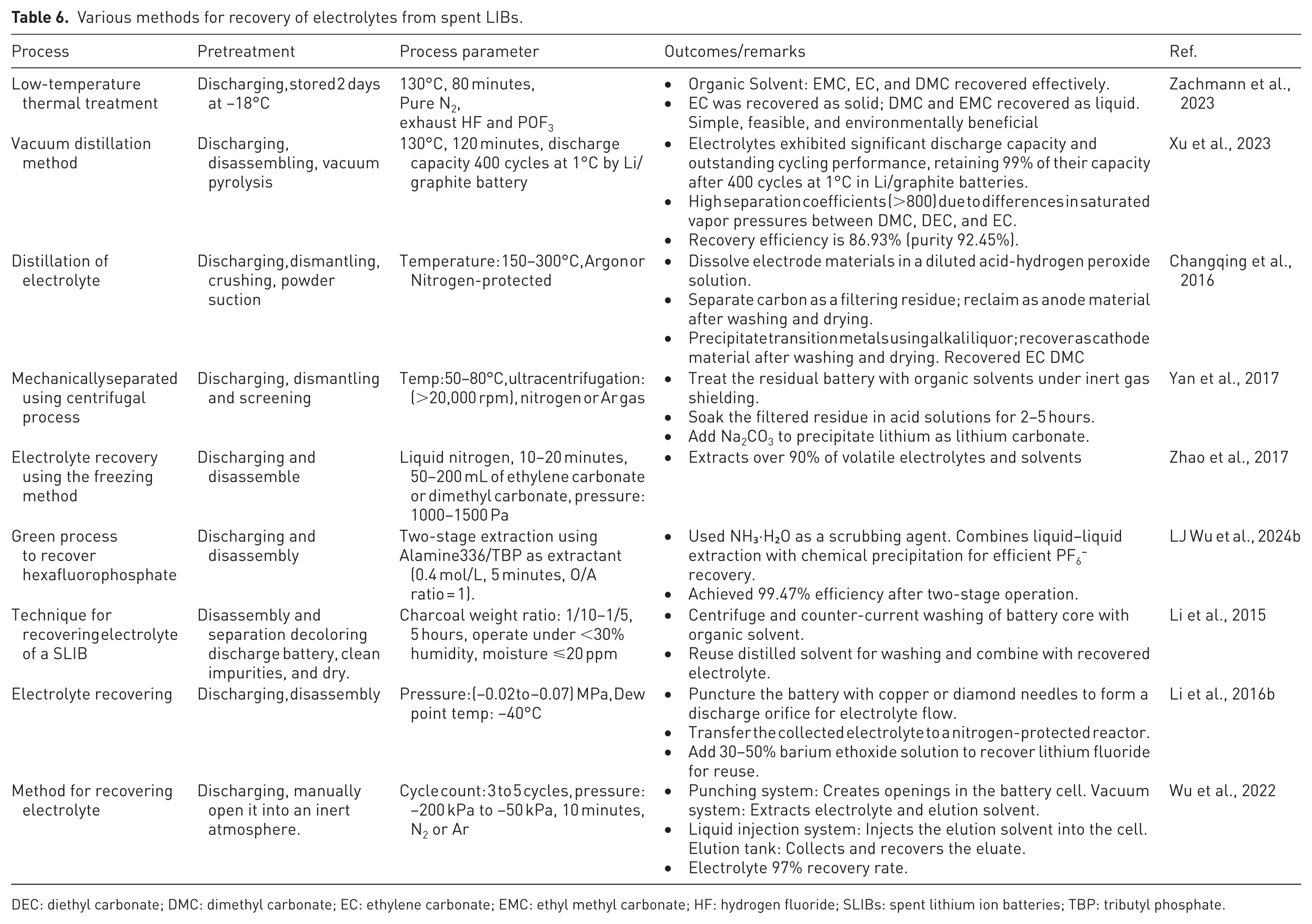
DEC: diethyl carbonate; DMC: dimethyl carbonate; EC: ethylene carbonate; EMC: ethyl methyl carbonate; HF: hydrogen fluoride; SLIBs: spent lithium ion batteries; TBP: tributyl phosphate.
Comparison of different techniques
Across “Pyrolysis”, “Solvent extraction”, “Supercritical methods”, “Alkaline absorption method”, “Vacuum distillation method” and “Freezing and Mechanical method” sections, electrolyte recovery techniques for spent LIBs differ markedly in efficiency, energy consumption and cost. Pyrolysis offers robust removal of organic components and effective integration with downstream metallurgical processes, but its pyrolysis, high operating temperatures result in substantial energy demand and associated costs, limiting its attractiveness unless coupled with energy recovery or syngas valorization. Solvent extraction achieves high recovery efficiencies (>95% in many studies) at comparatively mild conditions and is currently among the most industrially viable approaches; however, solvent loss, distillation energy requirements, and secondary pollution risks remain key challenges. Supercritical CO2 extraction (Section “Supercritical methods”) represents a green and selective alternative with minimal solvent residues, yet high capital costs, sensitivity to operating conditions, and limited LiPF₆ recovery constrain its large-scale application to niche or hybrid systems.
Alkaline absorption demonstrates high lithium recovery and selectivity, particularly for specific cathode chemistries such as LFP, but generates significant volumes of alkaline wastewater, raising environmental management costs. Vacuum distillation stands out for its relatively simple operation, moderate recovery efficiency (≈80–90%), and absence of chemical additives, making it attractive for industrial implementation where inert atmospheres and heat integration are available; nevertheless, its economic feasibility depends strongly on energy optimization and solvent reuse. Freezing and mechanical processes offer enhanced safety during dismantling and preserve electrolyte composition, but their high energy consumption (especially cryogenic cooling), low recovery yields, and substantial equipment requirements limit their scalability and cost competitiveness. Overall, solvent extraction and vacuum distillation currently present the most balanced trade-off between efficiency, cost, and scalability for industrial electrolyte recovery, while pyrolysis and supercritical CO2 extraction are better suited as complementary or hybrid processes. Future industrial deployment is likely to favor integrated process chains that combine physical pretreatment with low-energy separation techniques, supported by solvent recycling and waste minimization strategies (Table 7).
Comparative assessment of electrolyte recovery techniques for spent LIBs.
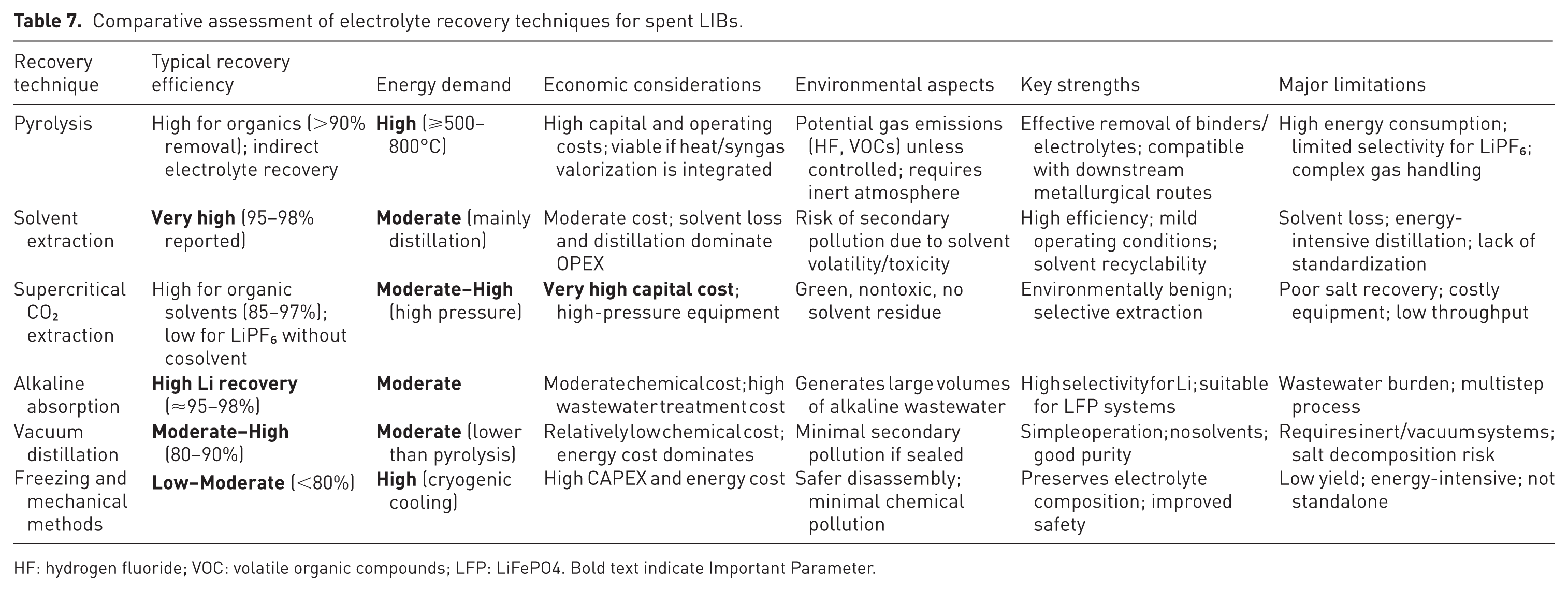
HF: hydrogen fluoride; VOC: volatile organic compounds; LFP: LiFePO4. Bold text indicate Important Parameter.
The methods have shown approaches for the recovery of key electrolyte components, including Li-salts and organic solvents, from spent LIBs. The upcoming section describes the major challenges and scope of future research.
Challenges and opportunities
At present, electrolyte recovery has not been a major focus of research because of the challenges and high costs associated with recovery processes, which restrict its economic advantages. Although the supercritical extraction system has demonstrated potential for electrolyte recovery, it requires large and costly equipment. Additional research is necessary to develop a cost-effective extraction system to enable recovery of valuable electrolyte components. Pretreatment procedures play a crucial role in recovery of metals and separation of materials. Implementing automation in pretreatment might shorten processing times and lower labor expenses, but accuracy in operations such as mechanical disassembly is essential to prevent contamination from impurities, which calls for additional investigation into intelligent sorting methods.
Technical challenges in electrolyte recovery from spent LIBs
Electrolyte recovery remains technically underdeveloped compared with cathode and anode recycling, primarily due to the electrolyte’s low mass fraction (typically <10 wt.% of a LIB cell) and its entrapment within porous electrode and separator structures. Experimental studies indicate that approximately 70–80% of the electrolyte is retained within cathode pores and separator matrices, significantly reducing extraction efficiency through purely mechanical or low-temperature physical methods. This structural confinement necessitates either high-energy thermal treatment or solvent-assisted extraction to achieve meaningful recovery.
Thermal routes such as pyrolysis and vacuum distillation effectively liberate organic solvents but require elevated temperatures (typically >300°C for distillation and >500°C for pyrolysis), leading to high energy consumption and partial decomposition of lithium salts such as LiPF₆ into HF and POF₃. Supercritical CO₂ extraction achieves high recovery of organic solvents (often exceeding 85–95%), yet LiPF₆ recovery remains limited (<50%) unless organic cosolvents are introduced, complicating downstream purification. These limitations collectively highlight the intrinsic difficulty of selectively and safely recovering electrolyte components without compromising energy efficiency or product purity.
These challenges emphasize the importance of upstream battery design modifications, including reduced electrode porosity, controlled electrolyte distribution, and electrolyte formulations that facilitate drainage or selective extraction at end of life.
Economic constraints and industrial scalability
From an economic standpoint, electrolyte recycling often offers lower immediate financial returns than the recovery of high-value cathode metals such as cobalt or nickel, leading to its frequent omission in industrial recycling flowsheets. Solvent extraction, while achieving recovery efficiencies above 95%, incurs recurring costs associated with solvent make-up, solvent losses, and energy-intensive distillation. Supercritical CO₂ extraction requires substantial capital investment in high-pressure vessels, compressors, and safety systems, making it economically viable only at large scales or in specialized applications.
Cryogenic freezing and vacuum-based mechanical recovery approaches demand high energy input and specialized equipment, further limiting their competitiveness. Pyrolysis partially offsets operating costs through syngas generation; however, its overall energy intensity remains high unless integrated with heat recovery systems. As a result, many current processes struggle to achieve favorable cost-to-recovery ratios when electrolytes are treated as standalone products.
Integrated hybrid systems, such as mechanical pretreatment followed by vacuum distillation or solvent-assisted low-temperature separation offer promising routes to balance recovery efficiency (>80–90%), energy demand, and operational cost, particularly when embedded within existing LIB recycling plants.
Environmental and safety challenges
Electrolytes constitute the primary source of hazardous emissions during LIB recycling due to volatile organic carbonates and fluorinated lithium salts. Decomposition of LiPF6 can generate HF, posing severe risks to workers, equipment, and the environment. Alkaline absorption methods achieve high lithium recovery (95–98%) but generate large volumes of high-pH wastewater, increasing treatment costs and environmental burden. Inadequate control of electrolyte handling can therefore negate the environmental benefits of battery recycling, especially when secondary pollution outweighs material recovery gains.
Converting unstable lithium salts into thermodynamically stable products such as Li2CO3, NaF or Na3PO4 during recovery not only mitigates safety risks but also aligns with downstream reuse and regulatory compliance. Closed-loop solvent recovery and defluorination strategies are critical for minimizing secondary emissions.
Emerging solutions
Recent research increasingly focuses on the next-generation electrolyte formulations that enhance recyclability. Alternative solvents such as nitriles, sulfones, and ionic liquids exhibit improved thermal stability and reduced volatility, while lithium salts such as LiFSI, LiBOB, and LiBF4 generate less HF upon degradation than LiPF6. These advances can significantly simplify recovery and purification processes.
Modular and adaptable recovery systems are also emerging as a key strategy. Adjustable distillation ranges, flexible separation parameters, and solvent-assisted supercritical extraction enable the same recovery unit to process electrolytes with varying compositions. Notably, several studies demonstrate that revitalized electrolytes—after solvent purification, salt conversion, and re-formulation—exhibit ionic conductivity and electrochemical performance comparable to commercial electrolytes, confirming the feasibility of direct reuse rather than downcycling.
Policy and regulatory drivers
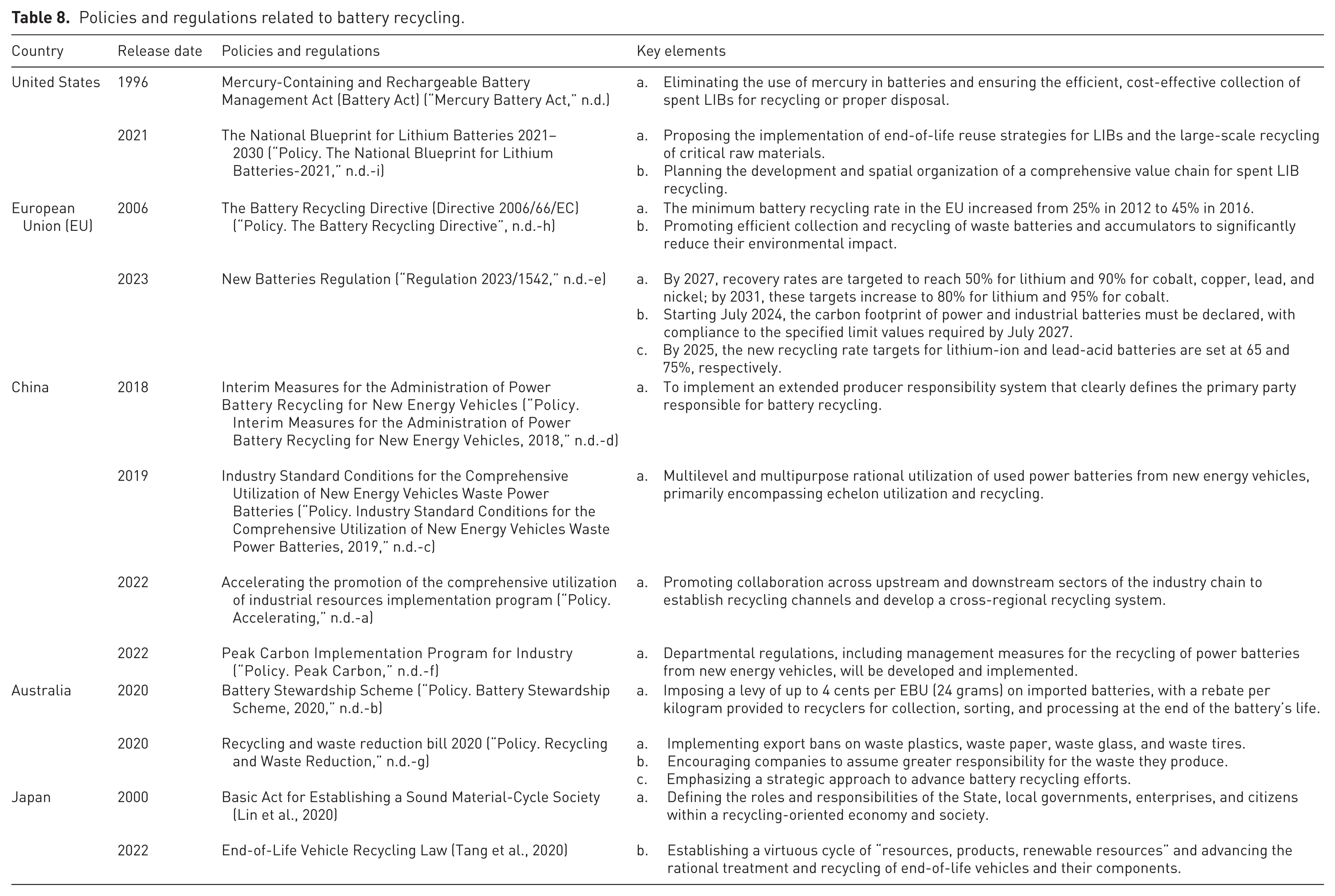
Policy frameworks summarized in Table 8 provide strong external drivers for advancing electrolyte recovery technologies. The EU Battery Regulation (2023/1542) mandates lithium recovery rates of 50% by 2027 and 80% by 2031, implicitly requiring efficient recovery not only from cathodes but also from electrolytes. Additionally, mandatory carbon footprint declaration for batteries starting in 2024 favors low-energy recovery pathways such as solvent extraction and vacuum distillation. China’s extended producer responsibility policies emphasize full life cycle management and cross-regional recycling networks, creating incentives for integrated electrolyte recovery within centralized recycling facilities. Similarly, the U.S. National Blueprint for Lithium Batteries (2021–2030) prioritizes closed-loop recycling and domestic supply chain resilience, reinforcing the importance of recovering lithium salts and solvents rather than discarding electrolytes. These policies collectively signal a shift from metal-centric recycling towards comprehensive material recovery.
Policies and regulations related to battery recycling.
Quantitative assessment needs
At present, detailed economic and LCA studies on electrolyte recycling remain absent, representing a significant gap and a promising direction for advancing sustainable, scalable, and cost-effective recycling pathways that align with Sustainable Development Goals and Net-Zero commitments (Arshad et al., 2022; Kallitsis et al., 2022; Lander et al., 2021; Rajaeifar et al., 2021; Rey et al., 2021; Slattery et al., 2021). Key performance indicators, such as energy consumption, solvent loss rates, wastewater generation, and carbon footprint—are rarely reported in a standardized manner. This lack of quantitative benchmarking hinders objective comparison of competing technologies and slows industrial adoption. Future research must integrate economic modelling and LCA alongside process development to identify scalable, low-impact recovery pathways aligned with sustainability targets, net-zero commitments, and circular economy principles.
Conclusion
The increasing complexity and diversity of LIB electrolytes, driven by evolving solvent systems, lithium salts, and functional additives, pose significant challenges to efficient and safe recovery at end of life. This review has critically examined the current state of electrolyte recycling in spent LIBs, highlighting why electrolytes have historically received less attention than electrode materials, despite being the primary source of hazardous emissions and safety risks during recycling. A key technical barrier identified is the strong retention of electrolyte within porous cathode and separator structures, which limits extraction efficiency and increases process complexity. These findings underscore the need for battery designs that explicitly consider end-of-life electrolyte recovery, including optimized electrode porosity, controlled electrolyte distribution, and architectures that enable safer dismantling and drainage.
Among the recovery technologies reviewed, solvent extraction emerges as the most promising near-term option due to its comparatively low energy demand, high recovery efficiency, and potential for solvent reuse. In contrast, freezing methods suffer from low efficiency, mechanical approaches struggle with lithium salt degradation, and supercritical CO2 extraction remains constrained by high capital costs. However, the review also reveals that electrolyte recycling must move beyond the recovery of bulk carbonate solvents and LiPF₆ alone. Trace additives, although present in small quantities, play a disproportionate role in battery performance and safety, and their fate during recycling remains poorly understood. This represents a critical research gap, as incomplete additive management may limit the feasibility of direct electrolyte reuse.
Emerging research trends point towards alternative solvents (e.g., nitriles and sulfones) and more stable lithium salts (e.g., LiFSI, LiBOB, and hybrid salts) that offer improved thermal stability, reduced HF generation, and enhanced recyclability. The transition away from LiPF6 is particularly significant, as more stable salts may enable direct salt recovery or simplified re-formulation in future recycling systems, potentially reducing both environmental impact and production costs. Nevertheless, the growing diversity of battery chemistries highlights a major unresolved challenge: Recovery systems must be sufficiently flexible to handle multiple electrolyte formulations while delivering products that meet specifications for immediate reuse.
Despite substantial progress in process development, this review identifies a clear lack of comprehensive techno-economic analysis and LCA for electrolyte recycling pathways. Energy consumption, chemical usage, wastewater generation, and overall environmental performance are rarely evaluated in a systematic and comparable manner, limiting informed decision-making for industrial-scale deployment. Addressing this gap is essential for identifying truly sustainable and economically viable recycling strategies.
Based on these findings, future research need to prioritize designing LIB electrolytes and cell architectures with closed-loop recovery in mind, developing integrated and modular recovery systems capable of handling diverse electrolyte compositions, advancing methods for additive stabilization and recovery, and incorporating economic and life cycle metrics as standard evaluation criteria. For industry, closer integration of electrolyte recovery into existing recycling flowsheets, supported by automation, safety-oriented dismantling, and regulatory incentives, will be critical to unlocking the full value of electrolyte recycling. Collectively, these efforts will be essential for transitioning from metal-centric recycling towards truly circular and sustainable battery systems.
Footnotes
Acknowledgements
The authors tremendously revere the Vinod Ghai Centenary Centre of E-waste Management and Recycling, IIT BHU, and the Head of Metallurgical Engineering Department, Indian Institute of Technology (BHU), Varanasi, India, for providing access to conduct current study.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.