
Abstract
To address the increasing demand for platinum (Pt) and the accumulation of hazardous waste, this study proposes a novel and sustainable pyrometallurgical co-smelting strategy for recovering Pt from spent automotive catalysts (SACs) using electric arc furnace dust (EAFD) as a co-smelting agent. Thermodynamic analysis confirmed the feasibility of reducing Pt oxides and sulfides to their metallic form under high-temperature, reductive conditions, enabling efficient alloying with iron (Fe). A five-component slag system (SiO2–Al2O3–CaO–MgO–FeO) was designed to lower the melting temperature and viscosity, thereby improving the separation efficiency of slag and alloy. Through systematic single-factor experiments, the effects of alkalinity (CaO/SiO2), EAFD addition amount, reducing agents amount, and smelting temperature on Pt recovery were investigated. Optimal recovery (96.4%) was achieved under the conditions of CaO/SiO2 = 0.7, 20 wt% EAFD addition amount, 6 wt% reducing agents amount, and a smelting temperature of 1550°C. Microstructural characterizations using X-ray diffraction and scanning electron microscopy and energy dispersive spectroscopy revealed that Pt was predominantly incorporated into the Fe matrix through substitutional solid solution mechanisms. Furthermore, the resulting slag exhibited a dense, amorphous glassy microstructure, indicating excellent environmental stability and inertness, thereby minimizing the risk of secondary pollution. Overall, this integrated co-smelting approach not only offers a technically viable and environmentally benign method for the high-efficiency recovery of Pt from SACs but also establishes a novel paradigm for the cross-sectoral recycling of hazardous industrial residues such as EAFD. The proposed strategy thus holds significant potential for advancing circular economy practices within the waste management industries.
Introduction
Platinum (Pt), as one of the most important noble metals, plays a critical role in national defense, electronic information technology, automotive manufacturing, and petrochemical industries due to its unique physicochemical properties (Bahaloo-Horeh and Mousavi, 2022; Nicol et al., 2021; Tang et al., 2023). With the continuously increasing demand for Pt in industrial sectors, its market size has exhibited steady growth, and the development of related industries is highly dependent on the sustainable supply of Pt (Hwang et al., 2024; Montiel et al., 2023). Due to the scarcity of primary platinum group metals (PGMs) resources, which are often present in complex and low-grade associated ores, the extraction of PGMs from natural ores is challenged by high costs, intricate processes, and low recovery rates. Consequently, recovering Pt from secondary resources with higher content and broader availability is of critical importance to meet the growing consumption demand (Diac et al., 2020; Karim and Ting, 2021; Li et al., 2023). In recent years, the rapid growth of the automotive industry has led to a sharp increase in the number of end-of-life vehicles, resulting in a substantial accumulation of spent automotive catalysts (SACs). The Pt content in these SACs is several hundred to several thousand times higher than that in natural ores, making them one of the most important secondary resources for PGMs with significant recovery value. It is estimated that approximately 5 million vehicles are scrapped annually in China, generating 10–25 tonnes of PGMs from SACs (Wang et al., 2024). Recovering Pt from such catalysts would significantly alleviate the current shortage of Pt resources in China. Moreover, these spent catalysts contain large amounts of hazardous substances, including heavy metals, flame retardants, and combustible organic compounds. Improper disposal may lead to severe environmental pollution. As a result, this type of waste has been classified as HW50 hazardous waste in China’s National Catalogue of Hazardous Wastes (Fu et al., 2021; Wei et al., 2019), cross-border transfer of such waste is strictly prohibited, which is expected to further accelerate the domestic accumulation of SACs. Accordingly, the development of a green and sustainable disposal standard for these spent catalysts is imperative. Achieving both harmless treatment and efficient resource recovery not only offers substantial economic advantages but also carries long-term strategic significance for environmental protection and resource security.
Currently, the recovery of Pt from SACs primarily involves two methods: hydrometallurgical leaching and pyrometallurgical smelting. The hydrometallurgical leaching process mainly employs the selection of appropriate solvents to leach Pt into the solution, followed by enrichment and recovery of Pt from the leachate. However, this process is characterized by operational complexity, high reagent consumption, generation of wastewater and solid waste, and relatively low recovery efficiency (Ge et al., 2023; Paiva et al., 2022; Trinh et al., 2024). The pyrometallurgical smelting process utilizes high-temperature melting techniques, wherein appropriate metal capturing agents and fluxing agents are added and smelting conditions are optimized to separate Pt from other metals, particularly base metals. This method offers advantages such as high recovery efficiency, absence of wastewater and solid waste generation, and low operational costs, thereby leading to its widespread application (Tang et al., 2021; Zheng et al., 2022).
In recent years, both domestic and international efforts have been increasingly directed toward the co-smelting of SACs in combination with hazardous and solid wastes from various industries, such as electronic waste, cyanide tailings, and crystalline silicon residues (Liu et al., 2021; Yang et al., 2023; Zheng et al., 2023a). This co-smelting approach leverages the compositional characteristics of different types of hazardous wastes to effectively reduce the consumption of capturing agents and fluxing agents, representing an economically efficient and highly promising strategy for hazardous and solid waste disposal. Kim et al. (2004) employed a pyrometallurgical smelting process to extract Au, Pt, and Pd from waste printed circuit boards (WPCBs) and SACs. By utilizing metals such as Cu, Sn, and Fe present in WPCBs as capturing agents, no additional capturing agents were required. Using a quaternary slag system composed of Al2O3–CaO–SiO2–MgO and optimizing the slag composition, the recovery rates of precious metals exceeded 90% (Kim et al., 2004). Wang et al. (2023) investigated a reduction-sulfidation smelting process for the synergistic treatment of waste hydrodesulfurization catalysts, SACs, and lateritic nickel ores, aiming to efficiently recover Ni, Mo, V, and PGMs. Experimental results demonstrated that under optimized conditions: smelting temperature of 1450°C, smelting duration of 2 hours, coke addition of 16 wt%, and pyrite addition of 25 wt%, the recovery rates of Ni, Mo, and PGMs reached 91.1%, 92.9%, and 96%, respectively (Wang et al., 2023). Zheng et al. (2023b) investigated a one-step sintering method for the preparation of microcrystalline glass via the co-smelting of SACs and copper-bearing electroplating sludge. By optimizing the sintering temperature, the resulting microcrystalline glass exhibited excellent physicochemical properties. Toxicity leaching tests demonstrated that the concentrations of heavy metals leached were within environmental regulatory limits (Zheng et al., 2023b). Among these cross-industry hazardous and solid waste products, electric arc furnace dust (EAFD) presents distinct advantages compared to other wastes such as electronic scrap. These advantages include an annual production volume comparable to that of SACs, a high degree of industrial synergistic compatibility, the ability to directionally regulate metal element content, and the potential use of its gangue components (SiO2, CaO, and Al2O3) as fluxing agents for slag vitrification; therefore, EAFD is particularly suitable for synergistic cross-industry hazardous waste treatment with SACs in terms of comparable annual output and the compatibility of metal and gangue compositions. Through co-smelting technology, the consumption of capturing agents and fluxing agents can be reduced without compromising the smelting process efficiency, thereby achieving a waste-to-resource approach, which holds significant practical importance.
In alignment with the modern principles of hazardous solid waste management, namely detoxification, volume reduction, and resource recovery, this study employs a pyrometallurgical metal capture process as the experimental approach. The effects of varying slag component compositions on the melting temperature and viscosity of the system were investigated to identify a suitable smelting slag system and optimize the slag composition. Based on thermodynamic analysis of the smelting process, synergistic smelting experiments of SACs and EAFD were conducted to investigate the key factors affecting Pt recovery during the trapping process. The phase compositions of the resulting slag and alloy were characterized using X-ray diffraction (XRD) and scanning electron microscopy and energy dispersive spectroscopy (SEM-EDS), elucidating the trapping mechanism of Pt in the synergistic smelting system. These findings provide both theoretical and experimental support for the large-scale treatment of SACs and EAFD hazardous waste, and offer a novel approach for cross-industry synergistic utilization to recover valuable metals and achieve environmentally sound disposal.
Thermodynamic analysis
During the smelting process, the thermodynamic activity of various metals serves as a critical basis for predicting relevant phenomena and providing theoretical guidance. In this study, Fe is primarily employed as a capturer for Pt, whereas other metals are preferentially oxidized into the slag phase to achieve effective separation between Fe–Pt and the remaining metallic impurities. To facilitate this separation, it is essential to understand the reduction sequence of the involved metals under the influence of the reductant, as well as their corresponding reduction temperatures during the smelting process. The oxidation temperature of Pt is approximately 500°C (Ying et al., 2021), whereas the operating temperature of automotive exhaust purification catalysts reaches around 1100°C. As a result, a portion of the Pt in SACs may undergo oxidation during service. In addition, automotive exhaust gases contain sulfur-bearing compounds such as SO2 and H2S, which can react with Pt to form platinum sulfides (Corro et al., 2010; Sadokhina et al., 2018). These inert compounds are not amenable to alloy formation with Fe during the smelting process. Therefore, it is essential to convert Pt into its metallic state to enable effective capture by Fe. Based on the composition of SACs and EAFD, the following reactions are likely to occur during the co-smelting process:






Figure 1(a) illustrates the relationship between Gibbs free energy and temperature for the aforementioned reactions, whereas Figure 1(b) presents the correlation between oxygen partial pressure and temperature for the reactants. As shown in the figures, the Gibbs free energy of the reduction reactions for Pt oxides and sulfides becomes negative even at 0°C, indicating that these reactions are thermodynamically favorable within the high-temperature smelting range (1400°C–1600°C). Specifically, Pt oxides spontaneously reduce to metallic Pt at temperatures above 500°C, and the Gibbs free energy of the decomposition reaction decreases with increasing temperature. This trend suggests that elevated temperatures promote the decomposition and reduction of Pt compounds, thereby facilitating the recovery of elemental Pt during smelting. Fe oxides begin to be reduced by carbon at approximately 750°C, and both metallic Fe and its oxides are thermodynamically capable of reducing Pt from its oxide form to elemental Pt. Therefore, throughout the high-temperature smelting process, Pt is theoretically present in its metallic state. However, in the presence of carbon as a reductant, SiO2 may also be reduced to elemental Si, which can subsequently react with Fe to form Fe–Si alloys. The formation of Fe–Si alloys complicates the separation of Pt from the alloy phase. Consequently, it is crucial to maintain the smelting temperature within an appropriate range to minimize Si reduction and ensure efficient Pt collection.
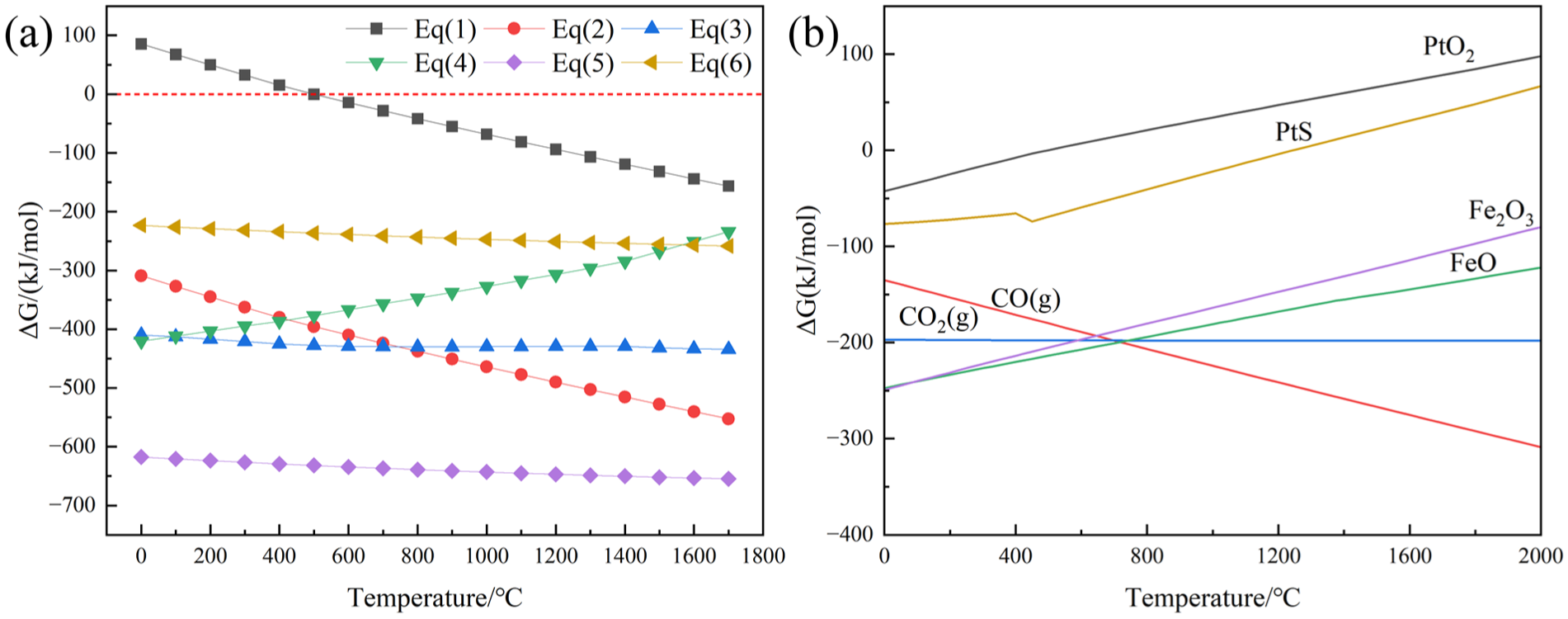
(a) Gibbs free energy of reaction, (b) oxygen potential of the reactants.
In summary, although Pt may form inert compounds due to oxidation or sulfuration, it can be converted into elemental Pt under certain temperature conditions and in the presence of a reductant. Thermodynamically, this conversion ensures the feasibility of Pt capture by Fe during the smelting process.
Experiment
Experimental raw materials and equipment
The raw materials used in the experiment were EAFD and SACs of cordierite carrier. In SACs, the metals Pt, Pd, and Rh serve as the primary active components. Most of these metals are adsorbed onto the surface of the carrier pores in particulate form and primarily exist as elements, oxides, and sulfides (Karim and Ting, 2021). The compositions of both materials were analyzed by X-ray fluorescence spectrometer (Panalytical Axios FAST, Suzhou, China), and their main component contents are summarized in Table 1. Inductively coupled plasma mass spectrometry analysis (Agilent7500, Agilent Co., Ltd) determined that the Pt content in SACs is 189 g/ton.
The main chemical components of the experimental raw materials (wt%).
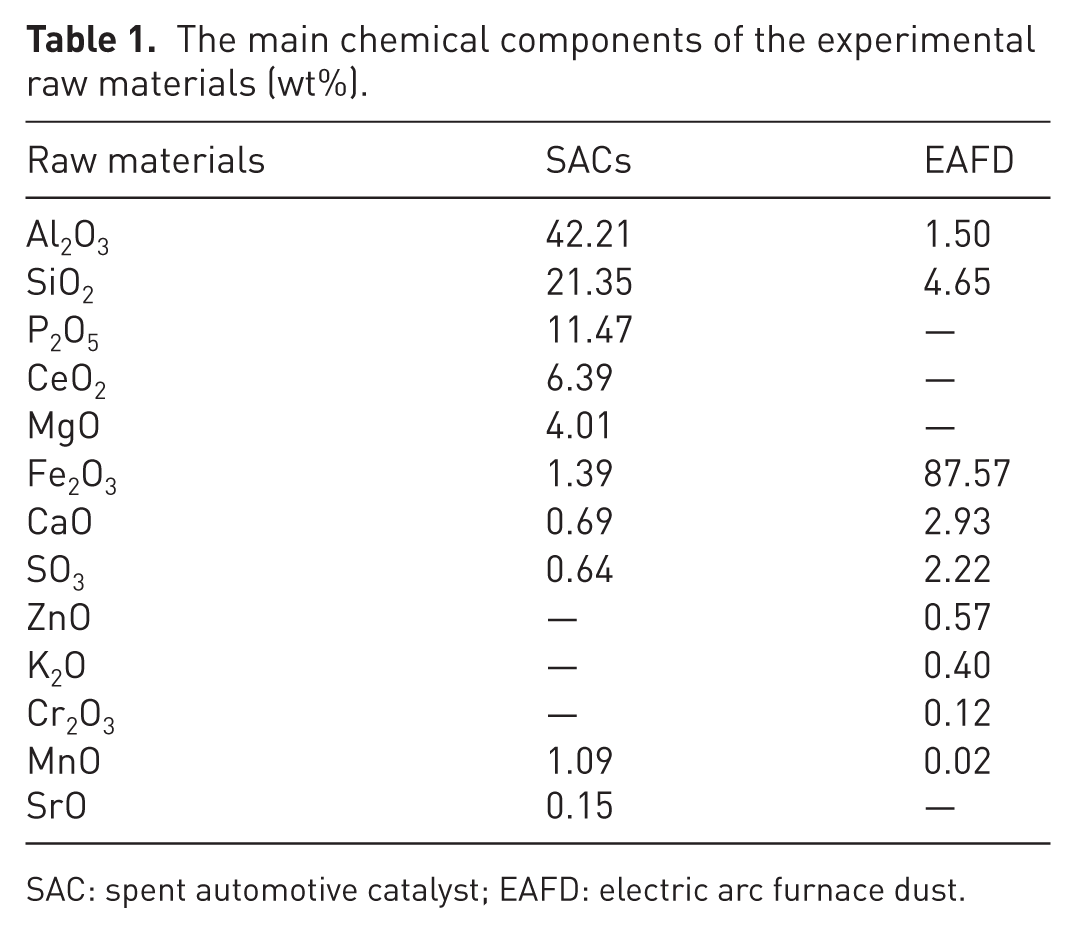
SAC: spent automotive catalyst; EAFD: electric arc furnace dust.
The phases compositions of the two raw materials were analyzed by XRD (Bruker D8 advance, Bruker Co., Ltd), with the results presented in Figure 2. As shown, the SACs are primarily composed of cordierite (2MgO·2Al2O3·5SiO2), cordierite is an aluminum–magnesium silicate mineral composed of MgO, Al2O3, and SiO2, whereas the EAFD mainly consists of franklinite (ZnO·Fe2O3) and chromite (FeO·Cr2O3). Phase identification involves analyzing raw materials using XRD technology, matching primary diffraction peaks against standard patterns to determine the phase composition of the raw materials. The presence of P2O5 in SACs stems from sulfur and phosphorus elements contained in anti-wear additives commonly used in engine oils. During engine operation, the resulting P2O5 gas or particulate matter is expelled alongside high-temperature exhaust gases. As it flows through the automotive catalysts, it coats the surface and pores of the catalyst coating. Simultaneously, SEM-EDS (Thermo Fisher Apreo 2, Thermo Fisher Scientific Co., Ltd) analyses were performed on SACs and EAFD, as illustrated (Figure 2), under 10,000× magnification, SACs exhibit a powder-like morphology, primarily composed of Si, Al, Mg, and O elements. These elements form solid solutions that constitute the surface coating of the catalyst. In contrast, EAFD displays an aggregated particulate morphology, where smaller particles are predominantly distributed on the outer surfaces of larger particles. The larger particles have diameters around 1 μm. This structure results from the high-temperature conditions during electric arc furnace smelting, in which metals are vaporized and carried away with the flue gas. Upon rapid cooling in contact with ambient air, these vapors condense into molten droplets. Due to surface tension, the molten materials tend to shrink into spheres with minimal surface area, which then solidify into spherical particles upon cooling.
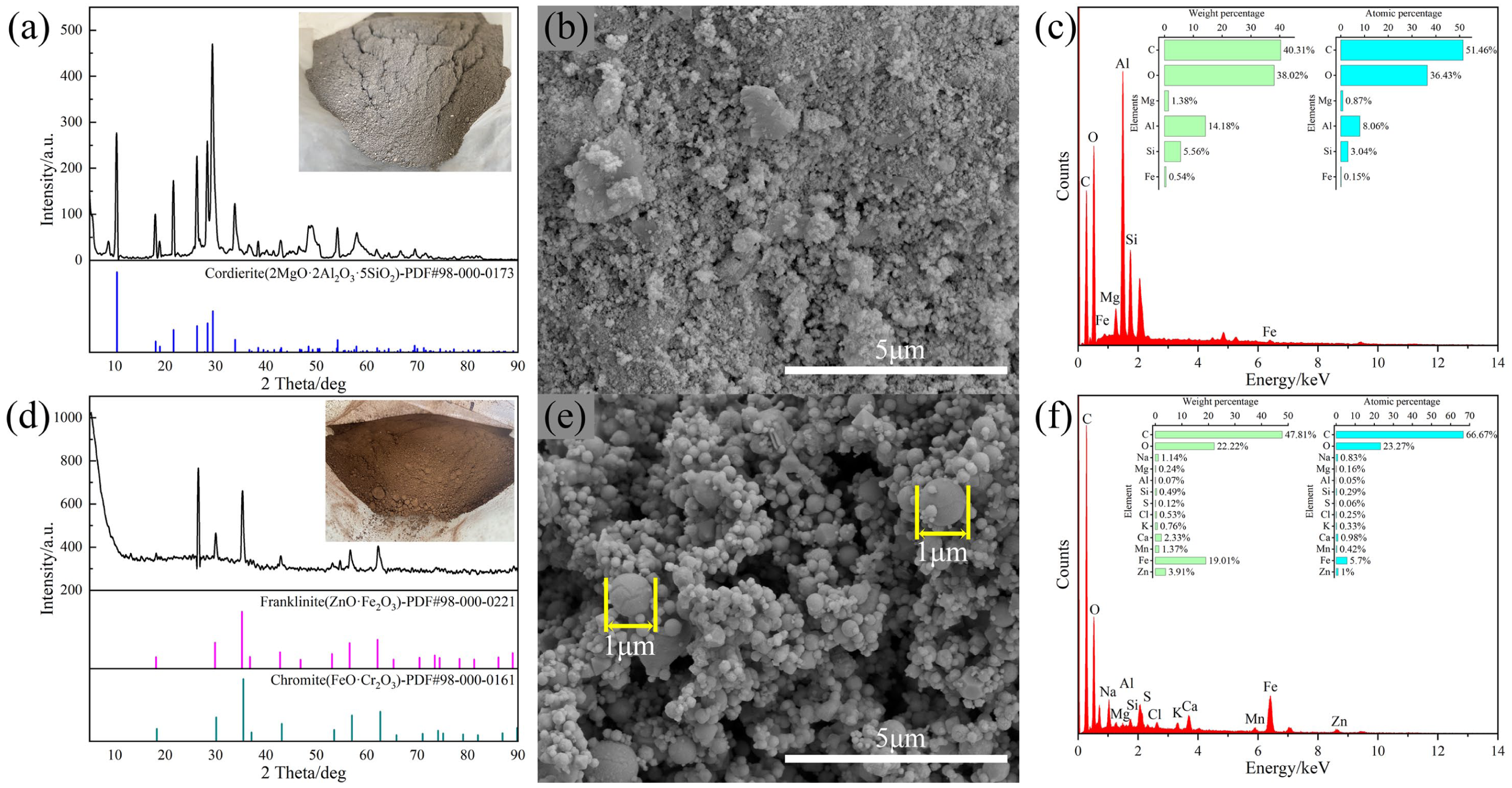
XRD analysis and SEM-EDS analysis results: (a–c) SACs, (d–f) EAFD.
The reducing agent used in the experiment was graphite powder, and the fluxing agents used were SiO2 (AR analytically pure; Sinopharm Chemical Reagent Co., Ltd., Shanghai, China), CaO (AR analytically pure; Sinopharm Chemical Reagent Co., Ltd.), and MgO (AR analytically pure; Sinopharm Chemical Reagent Co., Ltd.). The materials were dried using an electric heating blower drying oven (HG101-1A; Shanghai Shangdao Instrument Manufacturing Co., Ltd., Shanghai, China), and high-temperature smelting was conducted in a vacuum atmosphere shaft furnace (WY-JK-7-17; Luoyang Meiyou Experimental Equipment Co., Ltd., Luoyang, China).
Experimental process
A total of 100 g of SACs and a specified amount of EAFD were subjected to mechanical crushing to obtain powder with a particle size in the range of 200–250 mesh. Prior to use, all experimental materials were dried in the electric heating blower drying oven at 120°C for 3 hours to remove moisture. The dried SACs and EAFD mixture was then thoroughly blended with appropriate amounts of fluxing agents and reducing agents, and the resulting mixture was loaded into a high-purity alumina crucible (Customized; Changsha Dongyan New Materials Co., Ltd., Changsha, China) for subsequent use. Under these conditions, a single-factor experimental approach was adopted to investigate the effects of alkalinity of the slag system, EAFD addition amount, reducing agents amount, and smelting temperature on the Pt recovery rate. The detailed experimental procedures are as follows:
The EAFD addition was fixed at 15 wt%, the reducing agents at 8 wt%, and the smelting temperature at 1500°C. Under these conditions, the alkalinity of the slag system was varied at values of 0.5, 0.6, 0.7, 0.8, and 0.9. Smelting experiments were conducted accordingly to analyze the effect of alkalinity on slag characteristics and Pt recovery efficiency.
Under the optimal alkalinity condition, the effects of varying the EAFD addition amount, reducing agents amount, and smelting temperature on Pt recovery were systematically investigated. By assessing the influence of these variables, the optimal smelting process parameters for maximizing Pt recovery were determined.
The Pt recovery rate was calculated using the following formula:

where RPt is the recovery rate of Pt, m1 is the mass of slag, m2 is the mass of SACs, ω1 is the mass fraction of Pt in the slag, and ω2 is the mass fraction of Pt in SACs. The calculation of this recovery rate targets a single Pt element, determining how much Pt was successfully enriched from the SACs into the alloy by measuring the Pt content in the final slag.
Results and discussion
Slag design
One of the key factors influencing the co-melting recovery of Pt in SACs is the slag formation behavior during the melting stage. Given the extensive application of the CaO–SiO2–Al2O3–MgO quaternary slag system in both ferrous and non-ferrous metallurgy (Goriupp et al., 2014), CaO, SiO2, and MgO were added in this study to modulate the melting temperature and viscosity of the slag. Considering the inevitable presence of iron-containing oxides during the melting process, a SiO2–Al2O3–CaO–MgO–FeO quinary slag system was employed based on the raw material composition and the original quaternary system. The phase diagram of the designed slag system was calculated using FactSage, as shown in Figure 3(a). It is well established that an appropriate addition of MgO in quinary slag systems can enlarge the liquid-phase region, thereby reducing the melting point of the slag (Xin et al., 2019a, 2019b). In this study, the MgO content in the slag system was fixed at 3.72 wt%. To increase the proportion of Al2O3 in the feedstock and thereby enhance the treatment efficiency of SACs of cordierite carrier, the Al2O3 content in the slag was maintained at 15.25 wt%.
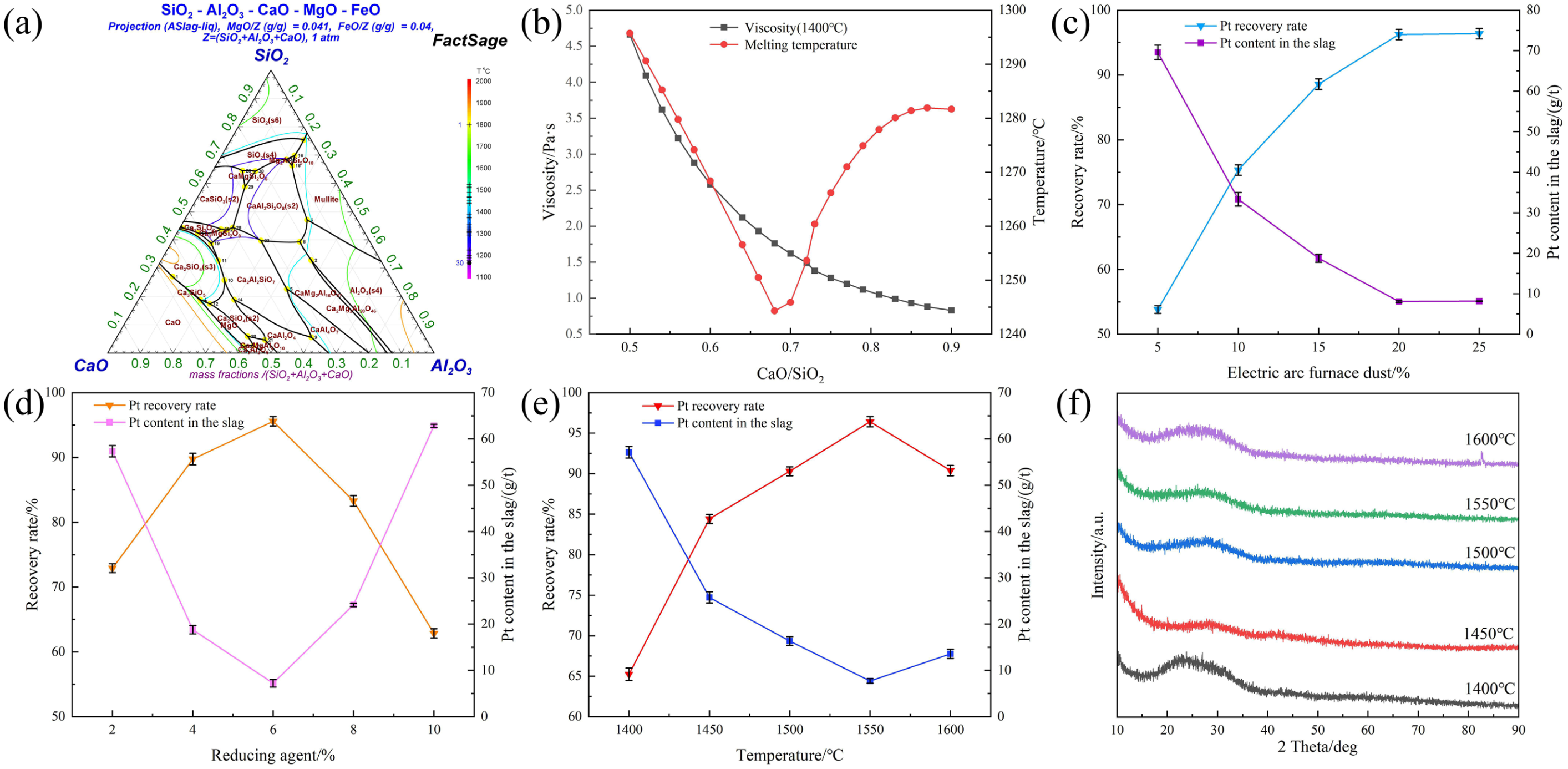
(a) Phase diagrams of SiO2–Al2O3–CaO–MgO–FeO, (b) effect of CaO/SiO2 ratio on the viscosity and melting temperature, effects of (c) EAFD amount, (d) reducing agents amount, (e) smelting temperature on the recovery rates of Pt, and (f) XRD analysis of slags at different smelting temperatures.
The viscosity and melting temperature of the slag system are primarily determined by the alkalinity (CaO/SiO2). Variations in the CaO/SiO2 ratio can significantly influence the physicochemical behavior of the slag during the melting process. Based on the composition of the raw materials, the effects of varying CaO/SiO2 ratios on the viscosity and melting temperature of the slag were calculated using FactSage, with the contents of Al2O3, MgO, and FeO fixed at 15.25 wt%, 3.72 wt%, and 1.93 wt%. The results are presented in Figure 3(b). The experimentally determined Pt recovery rates under different alkalinity conditions are summarized in Table 2.
Effect of CaO/SiO2 ratio on the recovery efficiency of Pt.

As shown in Figure 3(b), the viscosity of the slag system (evaluated at 1400°C) decreases progressively with increasing CaO/SiO2 ratio, whereas the melting temperature initially decreases and then increases. This behavior can be attributed to the structural characteristics of the slag system. At lower CaO/SiO2 ratios, the higher proportion of SiO2 results in a more polymerized silicate network, leading to a more stable structure with reduced fluidity, which in turn requires a higher temperature to achieve melting. As the CaO content increases, an alkaline fluxing effect is introduced (Zhang et al., 2023), which disrupts the SiO2 network structure, thereby reducing both the viscosity and melting temperature of the slag. However, with continued addition of CaO, high-melting-point compounds such as dicalcium silicate (2CaO·SiO2) and free-CaO begin to form, leading to an increase in the melting temperature. To ensure rapid phase separation between the slag and the alloy, as well as to achieve high Pt recovery efficiency, it is desirable for the slag to exhibit both low viscosity and a low melting temperature. Based on these criteria, a CaO/SiO2 ratio of 0.7 was selected for subsequent experiments.
Effect of EAFD addition amount on Pt recovery efficiency
The effect of EAFD addition amount on the recovery efficiency of Pt was investigated under the conditions of smelting temperature of 1500°C, CaO/SiO2 ratio of 0.7, and reducing agents amount to 8 wt% of the SACs feedstock. As the EAFD addition amount increased, the average alloy weights obtained in the experiments were 7.41, 7.75, 8.16, 8.65, and 9.34 g, respectively. The average Pt contents in the alloys were 1372.74, 1837.32, 2051.67, 2102.82, and 1950.30 g/ton, respectively. The average final slag weights were 125.42, 139.87, 115.16, 89.72, and 87.58 g, respectively. Figure 3(c) illustrates the effect of varying EAFD addition amount on the recovery efficiency of Pt, the Pt recovery rate exhibits a significant change with increasing EAFD addition amount. When the EAFD content was increased from 5 wt% to 20 wt%, the Pt recovery rate rose rapidly from 53.15% to approximately 95.8%. Further increasing the EAFD addition amount to 25 wt% resulted in a recovery rate of around 96%, indicating that no substantial improvement was achieved beyond this point. This phenomenon can be attributed to the forced entrainment effect caused by melt convection during the smelting process, wherein a small fraction of Pt becomes entrapped by the ascending slag flow. As a result, the Pt recovery rate using the conventional Fe collector method is limited to approximately 96%. A moderate increase in EAFD addition amount enhances the opportunity for effective contact between the collector metals and Pt, thereby improving recovery. However, when the EAFD addition amount exceeds a certain threshold, the recovery rate no longer increases and may even decline due to adverse changes in the slag system’s properties. Therefore, the optimal EAFD addition amount is determined to be 20 wt% relative to the SACs feedstock.
Effect of reducing agents on Pt recovery efficiency
To determine the optimal amount of reducing agents, the effect of reducing agents on Pt recovery was investigated under the conditions of smelting temperature of 1500°C, CaO/SiO2 ratio of 0.7, and EAFD addition amount to 20 wt% of the SACs feedstock. As the amount of reducing agent increased, the average weights of the experimental alloys were 8.44, 8.82, 7.93, 8.57, and 7.72 g, respectively. The average Pt contents in the alloys were 1632.70, 1923.21, 2278.01, 1836.85, and 1538.68 g/ton, respectively. The average final slag weights were 97.35, 102.54, 130.88, 130.75, and 111.73 g, respectively. The results of Pt recovery rate are presented in Figure 3(d), as the reducing agents increased gradually from 2 wt% to 6 wt%, the Pt recovery rate exhibited a significant upward trend. However, when the reducing agents amount exceeded 6 wt%, the Pt recovery rate not only ceased to increase but also showed a declining trend, dropping from 95.41% to 63.12%. This phenomenon indicates that increasing the reducing agents is not always beneficial for improving Pt recovery, and there exists an optimal range for maximal recovery efficiency. A detailed analysis reveals that when the reducing agents is appropriate, it can efficiently reduce Pt-containing compounds to metallic Pt, whereas maintaining the mass fraction of FeO in the slag within a reasonably controlled range as designed in the experiment. This balanced state ensures a high consistency between the smelting process and theoretical calculations, thereby significantly enhancing the recovery rate of Pt. The optimal reducing agents amount was determined to be 6 wt% relative to the SACs feedstock.
Effect of smelting temperature on Pt recovery efficiency
During the high-temperature smelting process, variations in temperature significantly affect the melting point and viscosity characteristics of the slag system. Although this study has systematically calculated the melting temperatures of the selected slag systems under different CaO/SiO2 ratios using FactSage thermodynamic software, it is essential to strictly control the smelting temperature range due to its influence on the slag’s thermodynamic properties. To investigate the effect of smelting temperature on Pt recovery during the synergistic smelting process, experiments were conducted under the conditions of CaO/SiO2 ratio of 0.7, EAFD addition amount of 20 wt% relative to the SACs feedstock, and a reducing agents amount of 6 wt%. As the temperature increased, the average weights of the experimental alloys were 8.84, 9.41, 9.15, 8.52, and 8.27 g, respectively. The average Pt contents in the final alloys were 1394.84, 1695.38, 1865.01, 2138.45, and 2065.52 g/ton, respectively. The average masses of the final slags were 115.87, 117.36, 115.74, 106.58, and 133.70 g, respectively. The results of Pt recovery rate are presented in Figure 3(e), when the smelting temperature increased from 1400°C to 1550°C, the Pt recovery efficiency significantly improved from 65.61% to 94.57%. This improvement can be attributed to the fact that at lower smelting temperatures, the slag viscosity increases substantially, which inhibits the migration and diffusion of Pt within the slag as well as the collection efficiency. The increased settling resistance faced by alloy droplets in the slag leads to a higher accumulation of metal inclusions in the slag phase. These changes in the physical properties adversely affect the effective collection of Pt and the efficient separation between slag and metal phases (Murata and Yamaguchi, 2021; Takahashi et al., 2024), resulting in a decreased Pt recovery efficiency at lower temperatures. With the increase in smelting temperature, the heat transfer efficiency during the process is significantly enhanced, and the slag viscosity decreases. This reduction in viscosity lowers the resistance encountered by alloy droplets during settling, thereby providing more favorable thermodynamic conditions for the reduction reactions and metal capture processes, resulting in improved Pt recovery. When the smelting temperature rises from 1550°C to 1600°C, the Pt recovery rate tends to stabilize, which can be attributed to the minimal effect of temperature increase on slag viscosity within this high-temperature range. Based on a comprehensive evaluation of Pt recovery, the optimal smelting temperature was determined to be 1550°C.
Figure 3(f) shows the XRD patterns of slags at different smelting temperatures. The slag sample were cooled naturally. The specific process is as follows: After the holding period ends, the molten high-temperature melt is left in the vacuum atmosphere shaft furnace and allowed to stand at room temperature until it cools completely to ambient temperature. The cooled slag was crushed and subjected to XRD analysis. The results indicated that, no distinct characteristic peaks are observed, all five slag samples exhibit typical broad amorphous halos between 20° and 40°, indicating that the slags are in an amorphous glassy state. The variation in smelting temperature did not induce the formation of crystalline phases in the slags. This observation further confirms that under conditions of complete melting and constant experimental parameters, changes in smelting temperature do not alter the primary phase composition of the slag system.
Analysis of smelting results
To investigate the composition of the smelted alloy, the alloy obtained under the optimal smelting conditions was analyzed and characterized. Figure 4(a) and (c) presents the photograph and XRD pattern of the smelted alloy. As shown, the primary phases of the alloy are Fe, FeS, and Fe3C. The presence of Fe3C results from the unavoidable dissolution of carbon into Fe during the carbothermal reduction of Fe2O3 contained in the EAFD, leading to the formation of an iron–carbon alloy. The experimentally measured Fe3C diffraction peaks exhibit slight shifts compared to the standard card. This is primarily due to alloying elements (such as Mn and Cr) dissolving into the Fe3C lattice, forming alloyed carbides. This causes changes in the lattice constant, resulting in minor displacements of the diffraction peaks. The formation of FeS is essentially due to sulfur impurities present in the raw materials reacting with Fe elements in the alloy during high-temperature smelting. Figure 4(b) shows the photograph of the slag. Combined with the XRD results in Figure 3(f), it can be observed that the slag exhibits a uniform and dense amorphous glassy structure. This result confirms that the slag composition design effectively suppressed crystallization tendencies, successfully achieving slag vitrification.
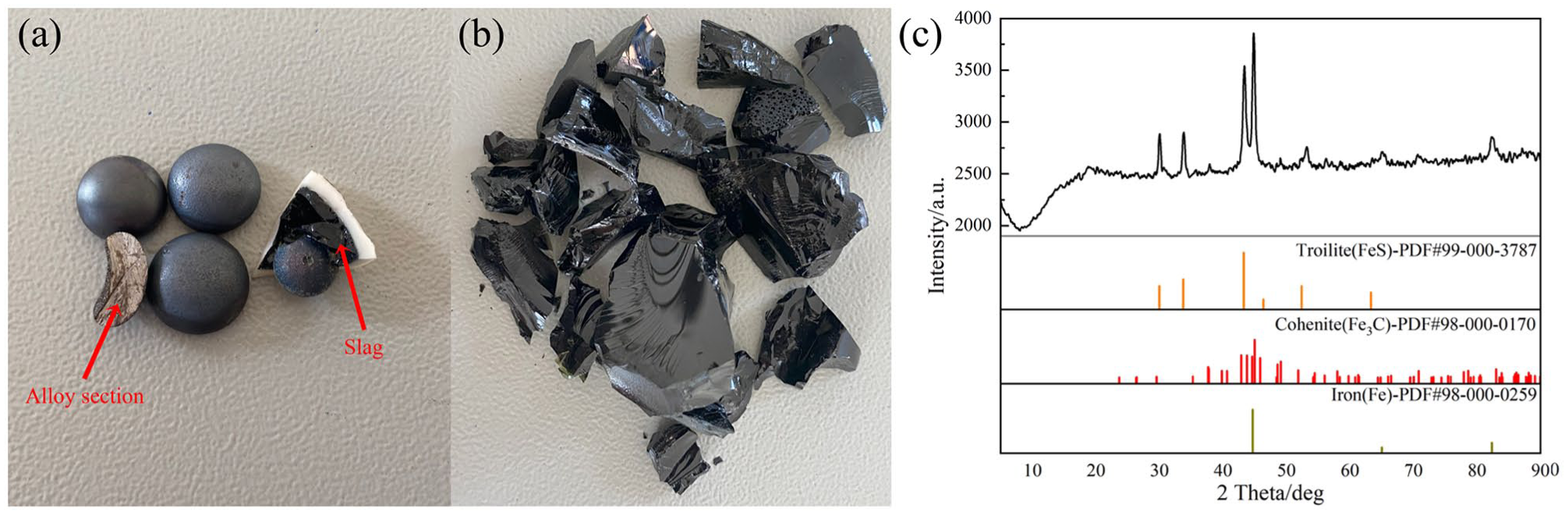
(a) Alloy photograph, (b) slag photograph, (c) alloy XRD analysis.
To further determine the microstructure of the alloy, SEM-EDS analysis was performed on the smelted alloy. The microstructural features and elemental distribution are shown in Figure 5.
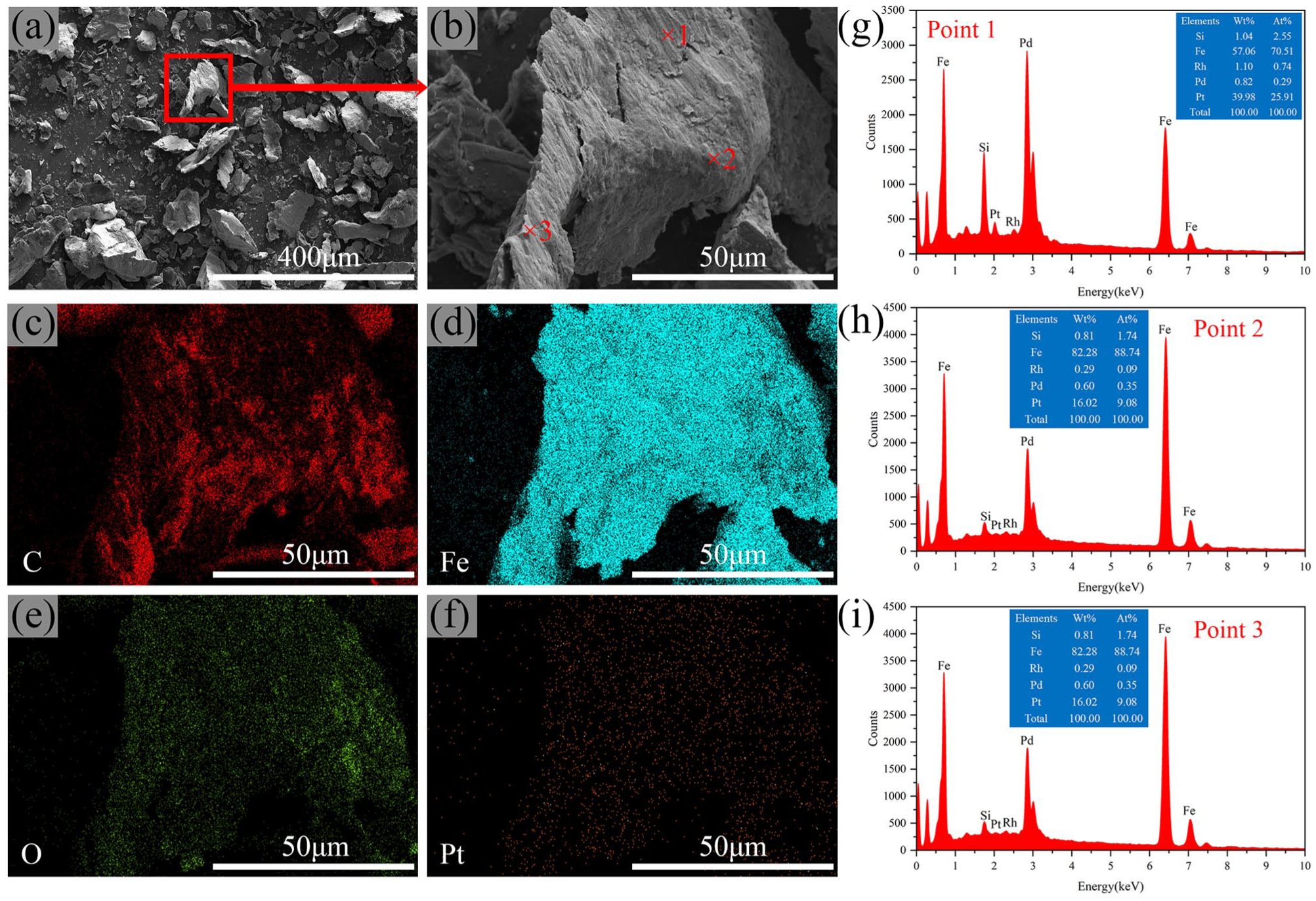
SEM-EDS analysis of the alloy. (a, b) SEM photograph, (c–f) EDS mapping of alloy, (g–i) EDS spectrum of the three points.
High-magnification observations in Figure 5(a) and (b) revealed that the sample exhibited a multiphase alloy solidification structure, primarily composed of irregular granular features. The morphological variations are likely related to differences in cooling rates and local compositional heterogeneity. In addition, micropores or inclusions were observed in some areas of the sample, which may be attributed to gas entrapment or impurity precipitation during the smelting process. Figure 5(c)–(f) indicate that Fe is widely distributed throughout the alloy region, whereas C and O are primarily concentrated at the edges of the metallic phase, which is likely due to partial surface oxidation of the alloy. Pt is embedded within specific regions of the Fe matrix and exhibits a non-uniform distribution. The EDS spectrum of the three selected points are shown in Figure 5(g)–(i). The results indicate that the gray regions are primarily composed of metallic Fe, which serves as the matrix of the alloy. Additionally, Pt and trace amounts of Pd and Rh are present. The low contents of Pd and Rh are likely due to the higher thermodynamic stability of their oxides at the selected smelting temperature. A strong correlation between the point spectrum and mapping confirms that most of the Pt was incorporated into and enriched within the Fe matrix. And both Pd and Rh are also enriched in the alloy. The XRD and SEM-EDS results are in good agreement, demonstrating that the alloy obtained through the proposed synergistic smelting process is mainly composed of Fe with low impurity content, and the formation of insoluble ferrosilicon phases was effectively avoided.
The Fe–Pt alloy obtained serves as an intermediate product, with its subsequent processing and applications primarily focused on purifying and recovering Pt from the alloy. The separation of Fe and Pt is mainly achieved through hydrometallurgical processes, employing methods such as thermochemical leaching (Liu et al., 2024b), combined chemical leaching with electrowinning (Łoś et al., 2024), or mechanochemical leaching (Liu et al., 2024a) to selectively separate the metals, yielding high-purity metallic Pt. Following the aforementioned process, the final product is refined Pt with a purity as high as 99.95% or even exceeding 99.99%. This refined Pt can be reused in the production of new chemical catalysts, automotive exhaust catalysts, jewelry, electronic components, and other applications.
The formation mechanism of Fe–Pt alloy
The morphological characteristics of the Fe–Pt alloy suggest that the Pt capture mechanism by Fe involves liquid-phase separation and lattice substitution. He et al. (2024) conducted high-resolution observations and analysis of Pt-containing Fe alloys using transmission electron microscopy. The results showed that Pt was relatively uniformly distributed within the Fe matrix, with no detectable Pt-rich precipitate phases. The body-centered cubic α-Fe phase was observed, indicating that Pt did not form separate precipitates with Fe but was instead solidly dissolved within the Fe matrix (He et al., 2024). Zheng et al. (2022) performed density functional theory calculations based on first-principles methods to evaluate the formation energies of Pt in Fe when incorporated as either a substitutional or interstitial solid solution (Zheng et al., 2022). The results showed that, in both configurations, the formation energies were negative, indicating that the alloying process between Fe and Pt is thermodynamically spontaneous. However, the formation energy for the substitutional solid solution was lower than that for the interstitial one, suggesting that upon cooling, Pt tends to exist in the α-Fe phase primarily as substitutional solid solution.
Based on the experimental results and the aforementioned discussion, the entire smelting and capture process can be divided into three stages. In the first stage, Fe droplets generated by the reduction reaction and Pt particles move, collide, and aggregate within the molten slag. The second stage involves the migration and capture of Fe droplets in the slag, during which Pt is captured and subsequently dissolved into the Fe matrix in the form of a substitutional solid solution. In the third stage, the Fe–Pt alloy phase formed through capture separates from the slag and settles due to density differences. The second and third stages are not distinctly separated and occur simultaneously during the capture process. Moreover, both stages involve the aggregation and growth of alloy particles. Due to the non-uniform distribution of Pt and Fe collectors within the slag, some metal particles exhibit faster capture and aggregation rates. These particles also experience more rapid grain growth and, upon reaching a critical size for sedimentation, begin to settle earlier. During their descent, they capture surrounding Pt along their settling path and collide and coalesce with nearby alloy droplets, leading to further growth. Ultimately, these particles settle at the bottom of the crucible, forming large alloy phases. Since Pd, Rh, and Pt are all PGMs sharing identical crystal structures and similar atomic radii, they are collectively captured in high-temperature smelting environments due to their analogous chemical properties, with the capture process consistent with that of Pt.
Conclusions
This study proposes a co-smelting technology for recovering Pt from SACs combined with EAFD. The effects of the CaO/SiO2 ratio on slag properties and Pt recovery rate were systematically investigated. Additionally, the influences of key parameters, including EAFD addition amount, reducing agents amount, and smelting temperature on Pt recovery were explored. The optimal synergistic smelting conditions were established, and the mechanism of Pt capture by Fe was preliminarily elucidated.
Thermodynamic analysis of the reactions potentially occurring during the synergistic smelting process indicates that Fe exhibits strong affinity toward Pt. Under appropriate temperature and reductant conditions, inert Pt compounds can be reduced to metallic Pt, thereby thermodynamically ensuring the feasibility of recovering Pt from SACs through the synergistic smelting process. Furthermore, thermodynamic calculations reveal that a moderate addition of MgO can expand the liquid-phase region of the slag system and lower its melting point. By controlling the slag composition at approximately 3.72 wt% MgO and 15.25 wt% Al2O3, the melting temperature of the slag is reduced, enabling efficient processing of cordierite carrier SACs. For 100 g of SACs, a single-step smelting process was conducted using a five-component slag system composed of SiO2–Al2O3–CaO–MgO–FeO under a smelting duration of 1 hour. Through single-factor experiments, the optimal synergistic smelting conditions were determined as follows: CaO/SiO2 ratio of 0.7, EAFD addition amount of 20 wt%, reducing agents amount of 6 wt%, and a smelting temperature of 1550°C. Under these conditions, the Pt content in the slag was reduced to less than 10 g/ton, achieving a Pt recovery rate of 96.4%, corresponding to a 10-fold enrichment. The resulting slag was an environmentally benign amorphous glassy phase, with complete separation of alloy and slag phases. No refractory ferrosilicon phases were formed, allowing direct subsequent acid leaching. This co-smelting technology demonstrates significant potential for practical application, successfully concentrates dispersed, low-grade Pt into a single, high-grade alloy phase. During alloy formation, numerous impurity elements are excluded from the alloy phase, simplifying subsequent separation processes. This significantly enhances the efficiency of downstream processing while reducing costs, offering a more economically competitive and environmentally friendly solution for Pt recovery.
Footnotes
Ethical considerations
This study does not involve human and/or animal subjects.
Authors contributions
Xiaoping Zhu: Conceptualization, Methodology, Writing – original draft. Ziqi Liu: Supervision, Validation, Writing – review & editing. Guangming Wu: Investigation, Software, Data curation. Jiaqian Chang: Resources, Visualization, Investigation. Luwei Jia: Formal analysis, Validation, Writing – review & editing. Yunfeng Sun: Data curation, Methodology, Writing – review & editing. Chuan Liu: Formal analysis, Funding acquisition, Writing – review & editing.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Liaoning Provincial Science and Technology Program (No: 2023-MSLH-256), China Postdoctoral Science Foundation (Certificate Number: 2024M754220), and Natural Science Foundation of Chongqing, China (Certificate Number: CSTB2024NSCQ-MSX0799).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request.