
Abstract
Ammonium polyphosphate and aluminum hydroxide were added simultaneously to polyisocyanurate–polyurethane foams as flame retardants. The effects of aluminum hydroxide and ammonium polyphosphate on the fire retardancy and mechanical property of polyisocyanurate–polyurethane foams were investigated. Thermogravimetric and thermogravimetric–Fourier-transform infrared spectroscopy were used to investigate the thermal stability and decomposition of the foams. Cone calorimeter tests, the limiting oxygen index, and scanning electron microscopy were used to study the fire performance of aluminum hydroxide and ammonium polyphosphate. The results show that the compressive strength of the foams increases upon the addition of both aluminum hydroxide and ammonium polyphosphate. The flame retardancy of the polyisocyanurate–polyurethane foams can be significantly improved under the effect of aluminum hydroxide and ammonium polyphosphate. After the addition of 5-phr aluminum hydroxide and 15-phr ammonium polyphosphate, the limiting oxygen index value increases from 21.2% for the reference sample to 28.0%, while the peak heat release rate reduces from 159.8 kW/m2 for the reference sample to 76.8 kW/m2. The effects between aluminum hydroxide and ammonium polyphosphate occur in the condensed phase. Spherical projections with “villi-like” particles are formed covering the surface of char to hinder flame and energy transmission.
Introduction
In recent years, more and more researchers have focused on research toward the modified polyurethane material, polyisocyanurate–polyurethane (PIR-PUR) foam. On one hand, PIR-PUR foams have a lower thermal conductivity, typically between 0.019 and 0.021 W/m K. That is, PIR-PUR foams exhibit superior thermal insulation properties. On the other hand, PIR-PUR foams have better flame retardancy than PU foams. In general, it is difficult to achieve PUR foams with a flame resistance at level B2 (GB8624-2006), while PIR foams can reach level B2 (GB8624-2006) and even level B1 (GB8624-2006). Among them, level B2 means that the combustion performance of building materials and products is combustible, while level B1 means that they are flame retardant.
The main reactions taking place during their preparation are shown below:
Reaction between the hydroxyl and isocyanate groups to give PUR linkages: 
Reaction between isocyanate and water to give urea linkages: 
Cyclotrimerization of the isocyanate to give PIR rings: 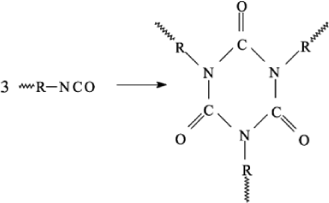
Where 
In particular, rigid PIR-PUR foams have been widely used for insulation in construction and industrial applications due to their superior mechanical prope\rties and low thermal conductivity. At the same time, the combustion performance of PIR-PUR foams should be further improved using flammable blowing agents (such as n-, cyclo- and isopentane) due to the ban on the use of chlorofluorocarbons and hydrochlorofluorocarbons. In addition, increasing attention has been paid to the fire safety of materials.1–5 In general, an improvement in combustion behavior is commonly achieved by the addition of flame retardants. The common flame retardants used in PIR-PUR until now are phospho-halogenated compounds.
Phosphorus flame retardants are widely used in rigid polyurethane foam (RPUF). 6 The thermal behavior of RPUF with different phosphorus flame retardants has been well studied. 7 The results indicate that phosphorus flame retardants can play a role in the condensed phase and/or gas phase. Among the phosphorus flame retardants, dimethyl methylphosphonate (DMMP) mainly takes effect in the gas phase to avoid sustained combustion. DMMP is a halogen-free flame retardant with high efficiency, which can significantly improve the limiting oxygen index (LOI) even with only a small amount added. However, DMMP is so expensive that it is unreasonable to increase the added amount of DMMP to obtain satisfactory flame retardancy. On the other hand, DMMP is a liquid flame retardant, so when the added amount is too large, migration will occur in the foams, resulting in a reduced flame retardancy. In contrast, ammonium polyphosphate (APP) mainly takes effect in the condensed phase and can reduce the product of flammable fragmentation and help form a layer of protective char. 8 APP is an effective intumescent fire retardant for several kinds of polymer-based materials9,10 and, in particular, for PU. 11 It is a high molecular weight phosphate, and its efficiency is generally attributed to an increase in char formation via a condensed phase reaction.12–14 Hydroxide flame retardants,15–17 such as aluminum hydroxide (ATH), magnesium hydroxide (MH), and layered double hydroxides (LDHs), are cheap, non-toxic, and smoke-suppressing halogen-free flame-retardant additives. ATH has been widely used in RPUFs in recent years. To some extent, ATH may inhibit the generation of smoke. 18
Hydroxide flame retardants can be used as a synergistic agent with other inorganic flame retardants to enhance the flame resistance of poly(ethylene-vinyl acetate), polypropylene, and so on.15–17 It is reported that APP and ATH are antagonist in fire retarded butadiene–styrene block copolymer. 19 To the best of our knowledge, there is no published report on the combined effects of ATH and APP used to improve the flame retardancy of PIR-PUR foams. In this study, the flame-retardant effects of ATH and APP in PIR-PUR foams were studied and reported.
Materials and methods
Materials
The PIR-PUR foams were prepared using conventional, one-pot, and free-rise method scilicet reactions between the two components, A and B. Component A consists of polyols, surfactant, catalyst, blowing agent, and flame retardant. Component B is polymethylene polyphenylene isocyanate.
Polyols: 380A, made from poly(propylene oxide) and a sucrose/glycerin base, was purchased from Qingdao Lianmei Chemical Co., Ltd (Shandong, China). The main properties are as follows: density, 1.15 g cm−3; typical hydroxyl number, 380 mg potassium hydroxide (KOH) equivalent gram of resin; functionality, 5.8; and number average molecular weight, 700 g mol−1.
Surfactant: silicone glycol copolymer (8811) was purchased from Shanghai Chemical Reagent Co., Ltd (Shanghai, China).
Catalyst: 2,4,6-Tri(dimethylaminomethyl)phenol (DMP-30) was used as the trimerization catalyst for isocyanurate rings; triethanolamine was used as a cross-linking agent for polyurethane.
Blowing agent: 1,1-Dichloro-1-fluoroethane (141b) was supplied by Hangzhou Fushite Chemical Industry Co., Ltd (Zhejiang, China).
Flame retardants: DMMP was supplied by Beijing Donghua Rio Tinto Technology Development Co., Ltd (Beijing, China) with a purity of 99%. ATH particles, with a particle size of 1–20 µm, were purchased from Beijing Chemical Factory and used without further purification. APP was purchased from Yantai WanHua Polyurethanes Co., Ltd (Yantai, China).
Polymethylene polyphenylene isocyanate (PM-200) was produced by Yantai WanHua Polyurethanes Co., Ltd; isocyanate group (NCO) content, 31.3 wt %, and viscosity, 197 mPa s−1 (25°C).
Foam preparation
PUR-PIR foams were prepared via a one-pot, free-rise method. First, the components 1–5 were mixed by means of a high-speed stirrer for 1 min at room temperature until a uniform mixture was achieved. Then, component 6 was added into the above mixture and stirred again for an additional 10 s at an elevated stir speed, and the mixture was quickly poured into an open paper mold (250 × 250 × 60 mm3) afterward, in order to obtain free-rise foam. Finally, the PUR-PIR foams were kept in an incubator at 60°C for 20 min to accelerate the curing process. After preparation, the samples were cut into the desired shapes and sizes according to the corresponding standards for the evaluation of their different properties. Flame retardants were added using different parts per hundred grams of polyols (phr) and four specimens were prepared according to the formulations listed in Table 1.
Formulations of each sample.

DMMP: dimethyl methylphosphonate; ATH: aluminum hydroxide; APP: ammonium polyphosphate.
Physical–mechanical characterization
The compressive strength was tested according to GB/T 8813-2008 with sheet dimensions of 100 × 100 × 100 mm3.
Thermal gravimetric analysis and thermogravimetric—Fourier-transform infrared spectroscopy analysis
Thermal gravimetric analysis (TGA) was performed using a Netzsch 209 F1 thermal analyzer with a heating rate of 10°C/min under a nitrogen atmosphere and temperatures ranging from room temperature to 800°C.
Fourier-transform infrared spectroscopy (FTIR) was performed using a Thermofisher 6700 spectrometer at a resolution of 4 cm−1 with a total of 32 scans.
Fire behavior
The LOI was obtained according to the standard GB/T2406.2-2009. An oxygen index instrument (Rheometric Scientific Ltd, England) was used on barrels with dimensions of 10 × 10 × 80 mm3. Combustion experiments were performed with a cone calorimeter device. Samples with dimensions of 100 × 100 × 30 mm3 were exposed to a radiant cone (45 kW/m2). The heat release rate (HRR), total heat release (THR), total smoke release (TSR), the average emissions of CO (COY), the release rate of CO (COP), and other parameters were recorded simultaneously.
Morphological characterization
Scanning electron microscopy (SEM) experiments were performed with a Hitachi S-4800 scanning electron microscope. The residual char after combustion with a conductive gold layer was observed via low-temperature fracturing under high vacuum with a voltage of 15 kV.
Results and discussion
Compressive strength and cell morphology
Figure 1 shows the compressive strength histogram of each sample. The compressive strength of Fa and Fb foams reduce to 0.07 and 0.11 MPa, respectively, compared with reference sample. However, the compressive strength increases to 0.22 MPa for Fc foam. The foam structure is an important factor that affects the mechanical property of the PIR-PUR foams. Figure 2(a) to (c) shows the distribution of ATH and APP in the cell, respectively. It can be seen that ATH and APP are agglomerate for Fa and Fb. However, when APP and ATH powder are added to the system simultaneously at a ratio of 5:15, ATH particles are adsorbed on the surface of APP particles, which can avoid the agglomeration of ATH and APP particles. The additives distribute uniformly as single particle (Figure 2(c)), which can support the foams when under pressure. Therefore, the compressive strength of sample Fc is improved. Table 2 shows the data of density and thermal conductivity. It shows that the difference in the density for each sample is small. In addition, with the addition of the mixture of ATH and APP, the thermal conductivity is reduced compared with the reference.
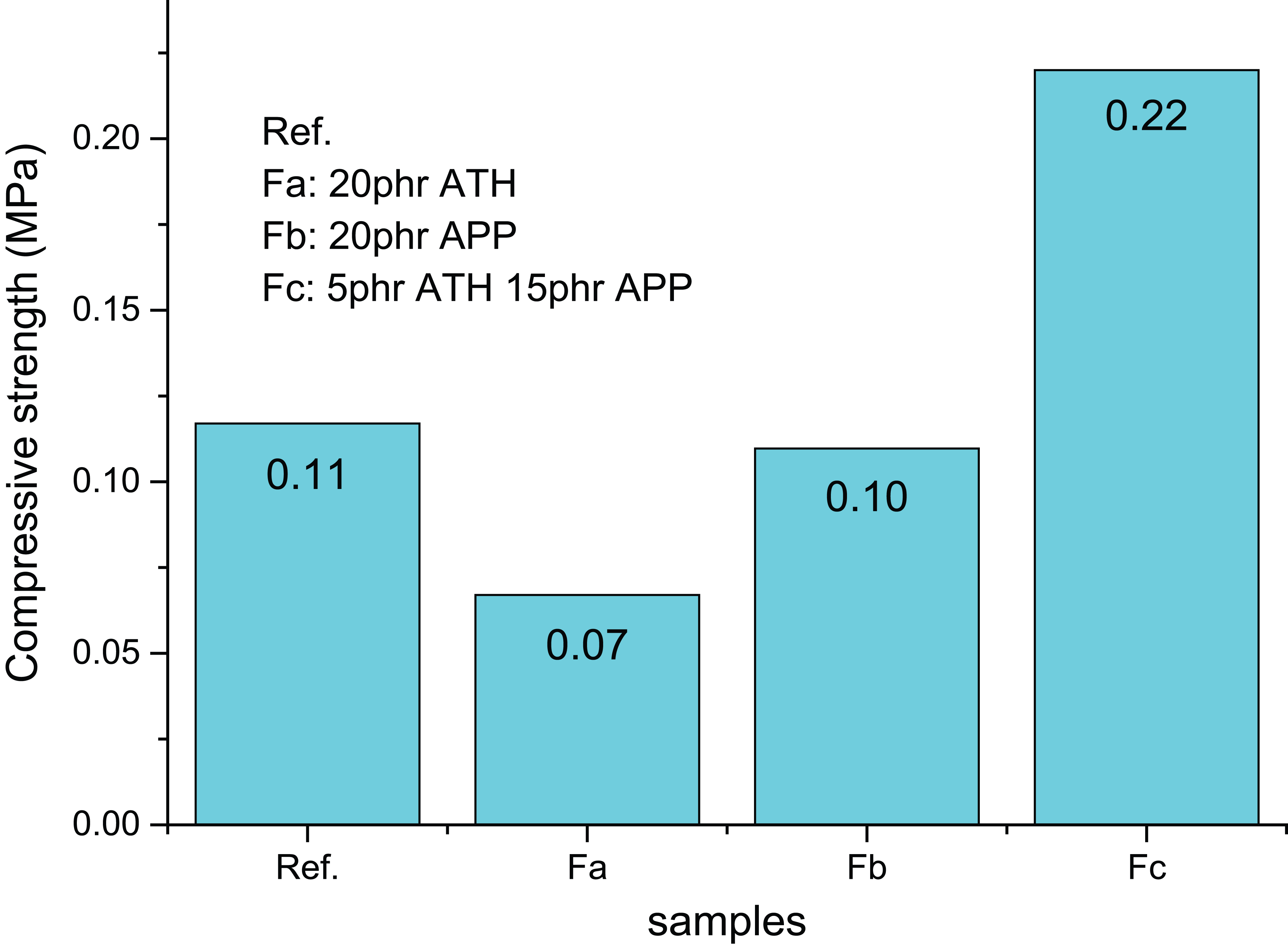
Compressive strength diagram of PIR-PUR with ATH/APP.
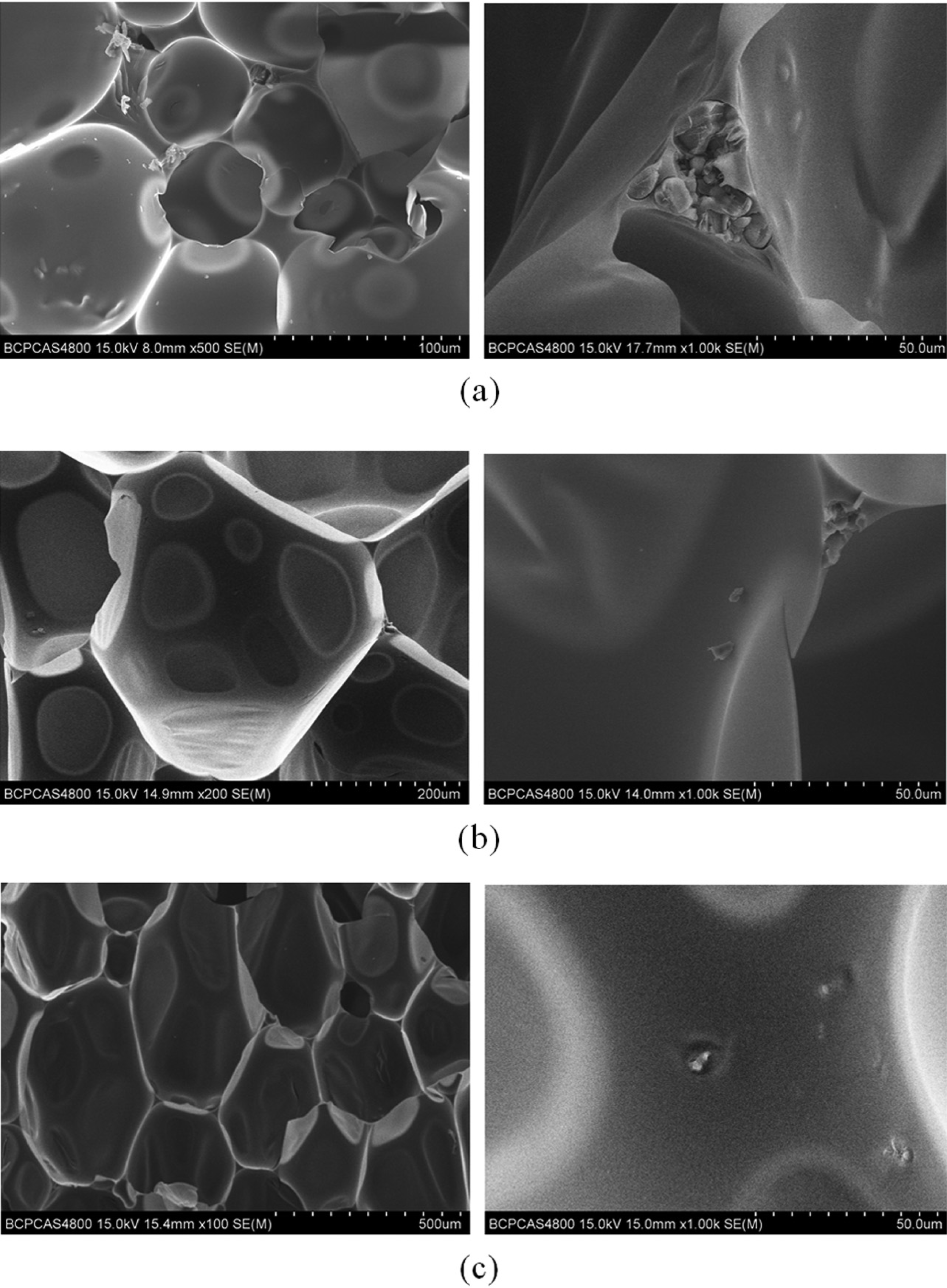
SEM images of PIR-PUR foams: (a) Fa, (b) Fb, and (c) Fc.
Data of density and thermal conductivity of PIR-PUR foams.
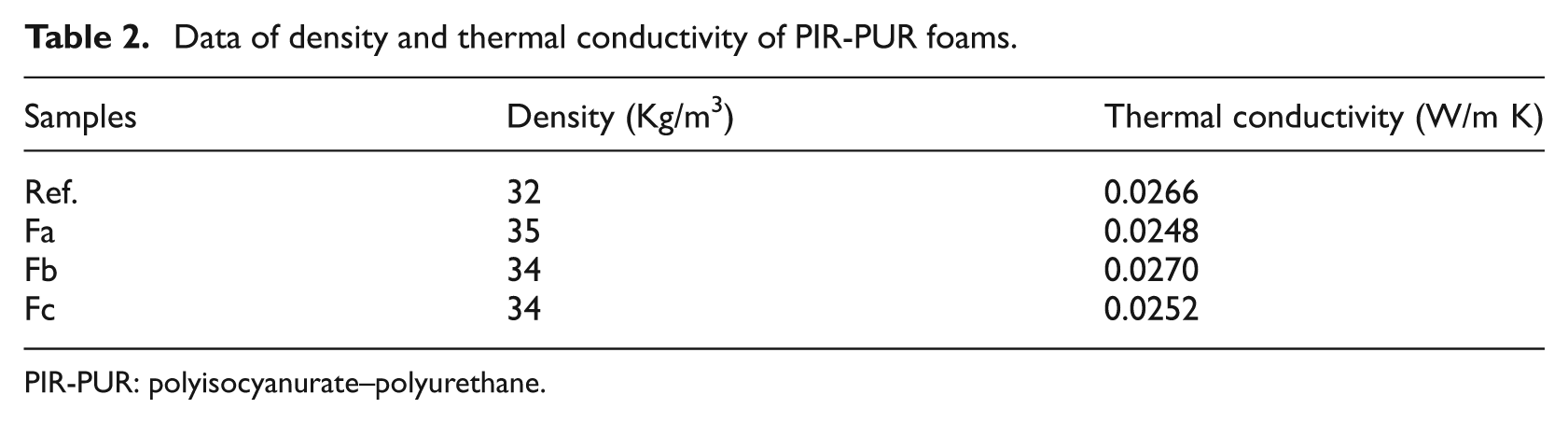
PIR-PUR: polyisocyanurate–polyurethane.
Thermal stability analysis
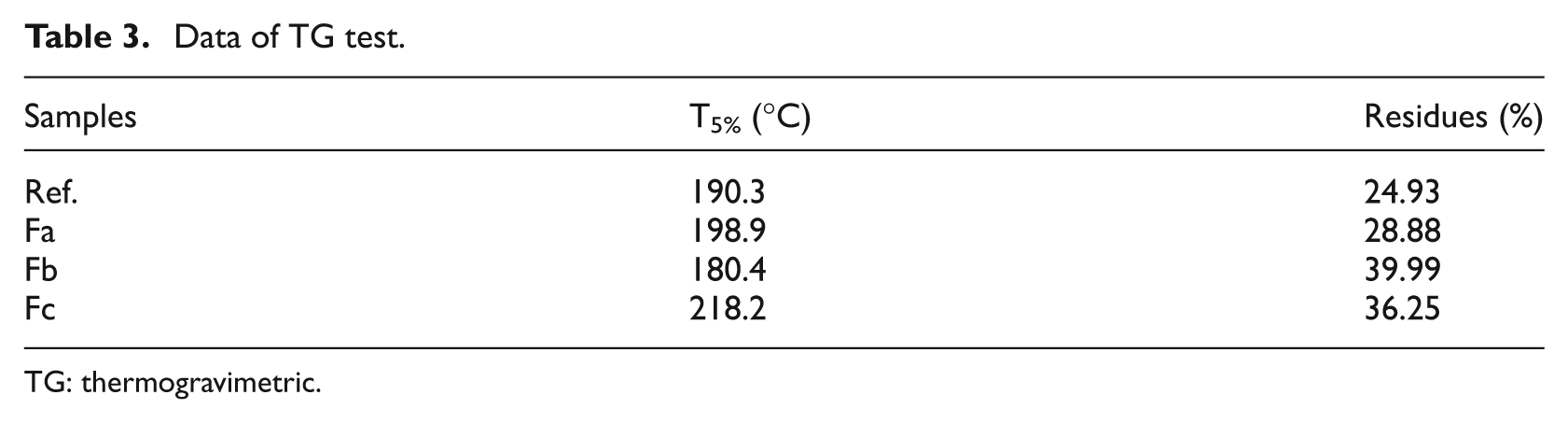
Figure 3 and Table 3 show the thermogravimetric (TG) curves and data for the PIR-PUR foams, respectively. The TG is tested for three times and the reproducibility for temperature and mass are in the range of ±2°C and ±0.2%, respectively. It is demonstrated that the decomposition of these samples can be divided into three stages: <120°C, 120–250°C, and 250–580°C. The first stage corresponds to the volatilization of water added during the synthesis of the foams, which is almost an identical trend for all the samples. The second decomposition stage is attributed to urethane bond cleavage and DMMP degradation. DMMP decomposes at 181°C, releasing PO-free radicals,20,21 which can quench the flammable active free radicals that evaporate from the matrix and inhibit the decomposition intensity of the matrix. The third stage corresponds to the decomposition of polyisocyanate and polyol, releasing gaseous products during their decomposition. Meanwhile, ATH and APP decompose and induce the formation of char for Fa, Fb, and Fc.
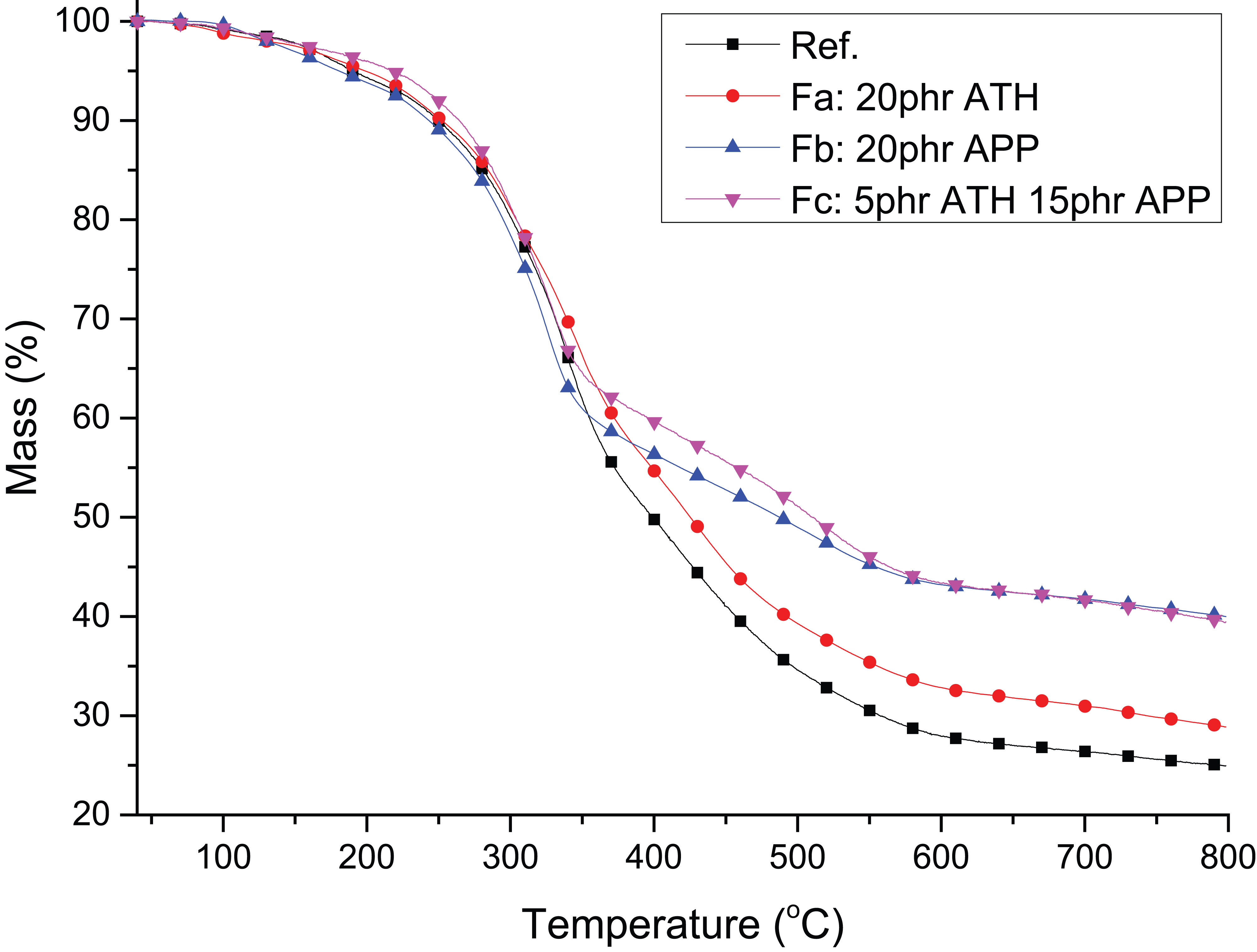
TG curves of each sample.
Data of TG test.
TG: thermogravimetric.
When compared with the reference sample, sample Fa with ATH has a higher T5% value and char residues, which indicates that ATH improves the stability of the foam. Sample Fb with APP has a lower T5% value, that is, the stability of sample Fb is deteriorated due to the addition of APP. However, APP can give the highest char residues, which may improve the flame-retardant properties of the foams. This is because in the presence of APP, a reaction between the additive and the polymer occurs, which leads to the formation of a phosphocarbonaceous polyaromatic structure.12,22 Using ATH and APP simultaneously, the stability of foam Fc is improved significantly and the char residues of Fc are barely lower than that found for sample Fb. This indicates that a flame-retardant effect between ATH and APP in condensed phase exists, which may result from the uniform distribution of the ATH and APP particles.
Thermogravimetric—Fourier-transform infrared spectroscopy analysis
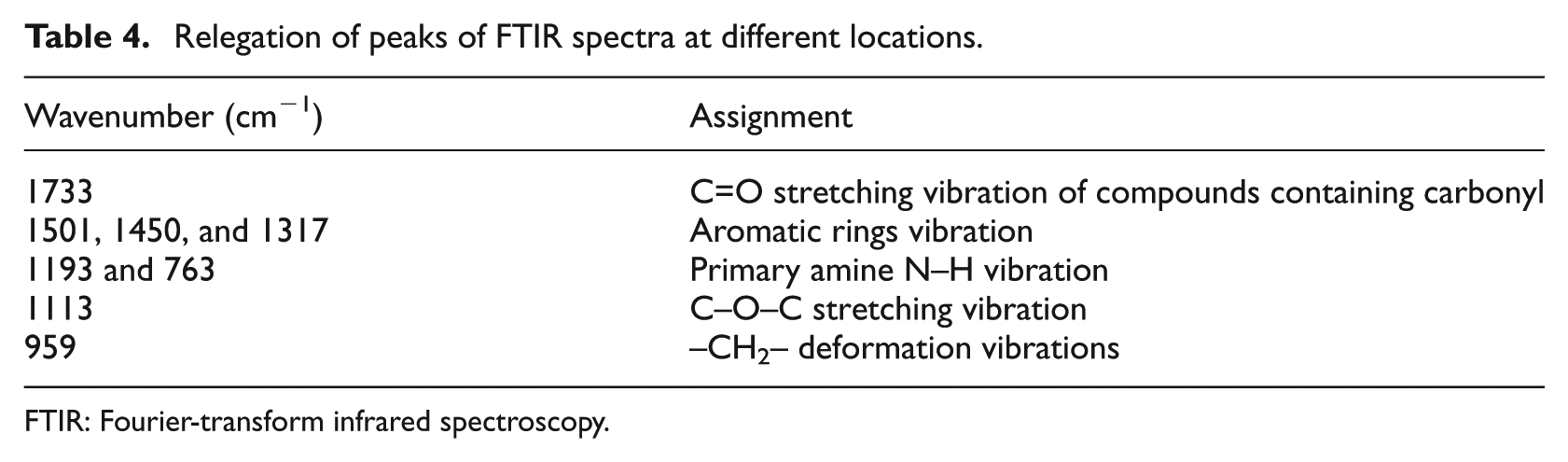
Using thermogravimetric—Fourier-transform infrared spectroscopy (TG-FTIR) to analyze pyrolytic gas species of samples in N2 atmosphere, the flame-retardant effect between ATH and APP for Fc sample was studied. The FTIR spectra of pyrolytic gas products at 780°C are shown in Figure 4. The assignment of the absorbance peaks is presented in Table 4.
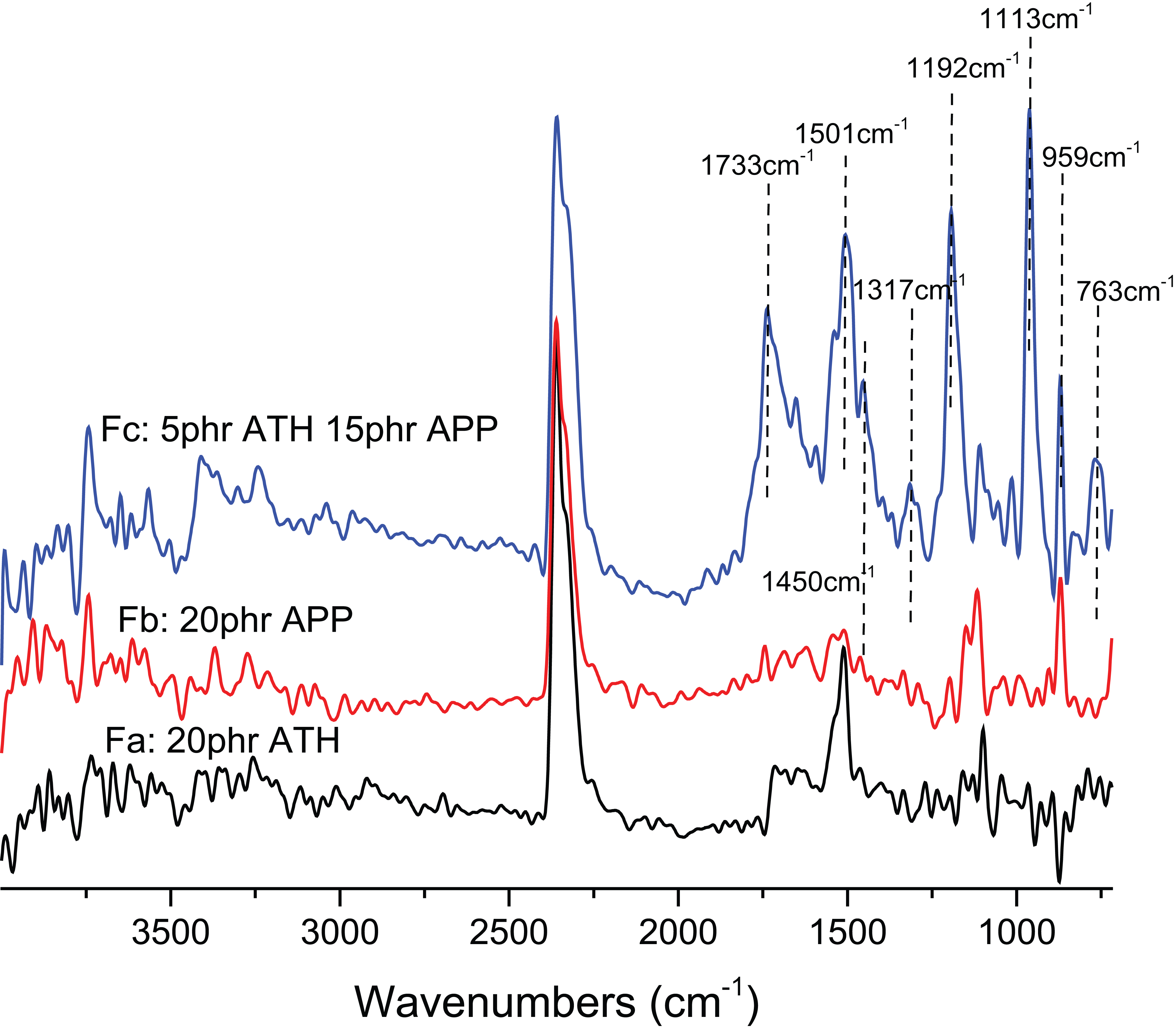
FTIR spectra of pyrolytic gas products at 780°C.
Relegation of peaks of FTIR spectra at different locations.
FTIR: Fourier-transform infrared spectroscopy.
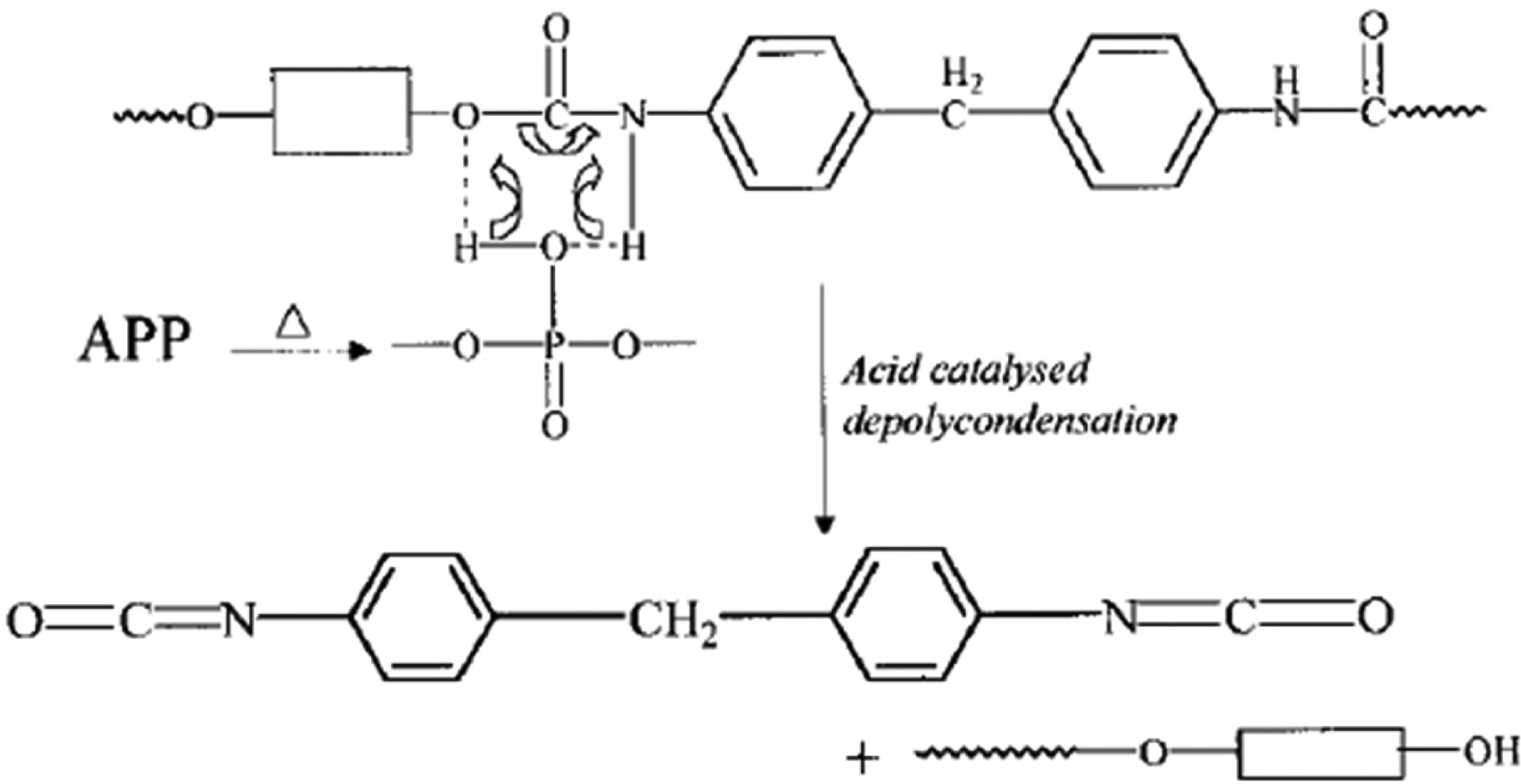
As shown in Figure 4, when compared with samples Fa and Fb, the FTIR spectra of the pyrolytic gas products in sample Fc at 780°C between 700 and 1800 cm−1 are significantly different. There appears carbonyl-containing compounds, ether compounds, primary amines, and so on, in the degradation products (Table 4). It can be speculated that the gas-phase products of sample Fc can be attributed to the decomposition of the inner foams at this temperature. The carbon layer previously formed is dense enough to block the heat from transmitting to the interior region and slows the decomposition of the inner foams. When the temperature was higher than 780°C, the inner foams still decompose to release the flammable gases mentioned above. The catalytic action of phosphoric acid on depolycondensation reaction is shown in Figure 5. 12
Decomposition step of polyurea bonds.
Fire behavior
When DMMP was added at 10%, the LOI value can be increased to 25.7% (reference sample). However, the LOI value (25.8%) was almost unchanged upon further addition of 20-phr ATH (Sample Fa). Therefore, the impact of ATH on the LOI value of foams is negligible and can be ignored. In addition, when 20-phr APP was further added to the foams (Sample Fb), the LOI value increased to 27.2%. In short, by comprehensive analysis of the LOI values for samples Fa and Fb, it can be inferred that APP may increase the foam’s LOI value to some extent, while ATH has no obvious effect. However, the LOI value can be increased to 28.0% with 5-phr ATH and 15-phr APP (Sample Fc), which further proves the effects between ATH and APP. Under the influence of APP and ATH, the LOI value will be improved.
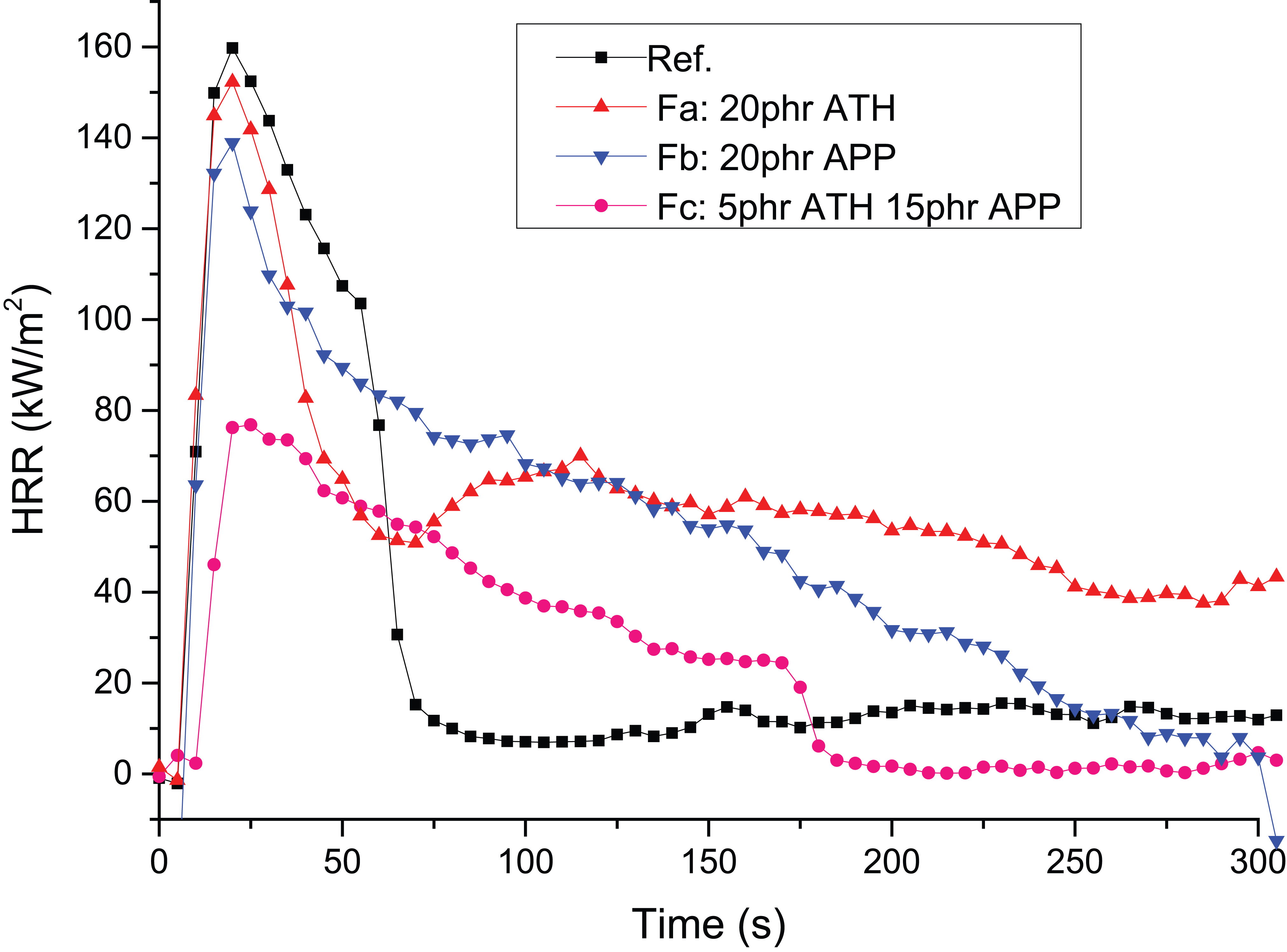
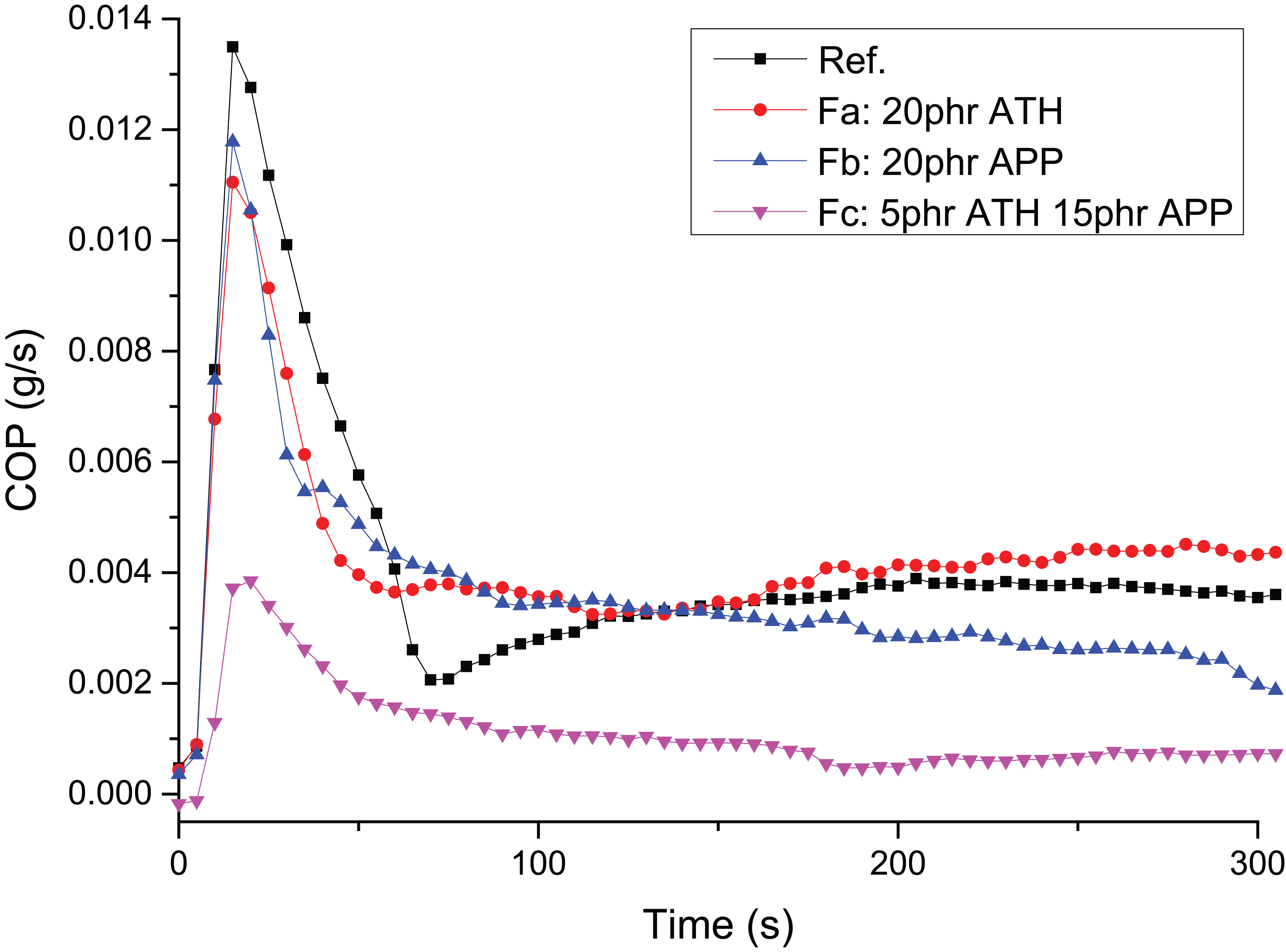
Figure 6 shows the HRR curves for each sample. In addition, the parameters for each foam were investigated using the cone calorimeter test as shown in Table 5. It can be seen that the peak HRR changed little when 20-phr ATH was additionally added and that the same was found for 20-phr APP. However, when 5-phr ATH and 15-phr APP were added simultaneously, the peak HRR was significantly reduced and changed from 159.8 kW/m2 for the reference sample to 76.8 kW/m2. Similarly, the THR decreases from 9.6 MJ/m2 for the reference sample to 8.6 MJ/m2. These results further demonstrate the flame-retardant effect between ATH and APP. Figures 7 and 8 are the CO and CO2 release rate curves tested using cone calorimetry, respectively. This result agrees with the view that phosphorus-based flame retardants can inhibit the complete combustion of foams to CO2 and thereby produce more CO.23,24 It can be seen from the figure that for the reference sample, the end of combustion time is at 70 s. During combustion process, heat released violently. For the Fa sample, there are two peaks in the HRR curve. The second peak HRR appears at 150 s, which is due to the collapse of carbon layer. That is to say, with the addition of ATH, the carbon layer formed during the combustion process is still not dense enough. After the carbon layer busted, the internal polymer is still smoldering, which leads to the THR for Fa larger than that of the Chen and Jiao. 25
Heat release rate curves of each sample.
Parameters of each foam investigated by the cone calorimeter test.
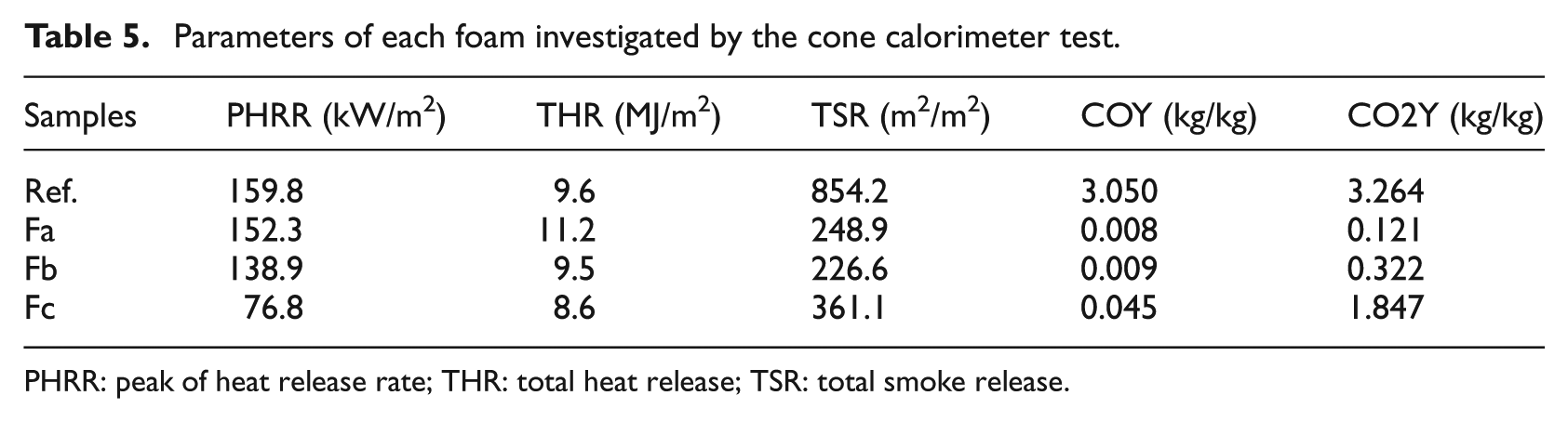
PHRR: peak of heat release rate; THR: total heat release; TSR: total smoke release.
CO release rate curves by cone calorimeter.
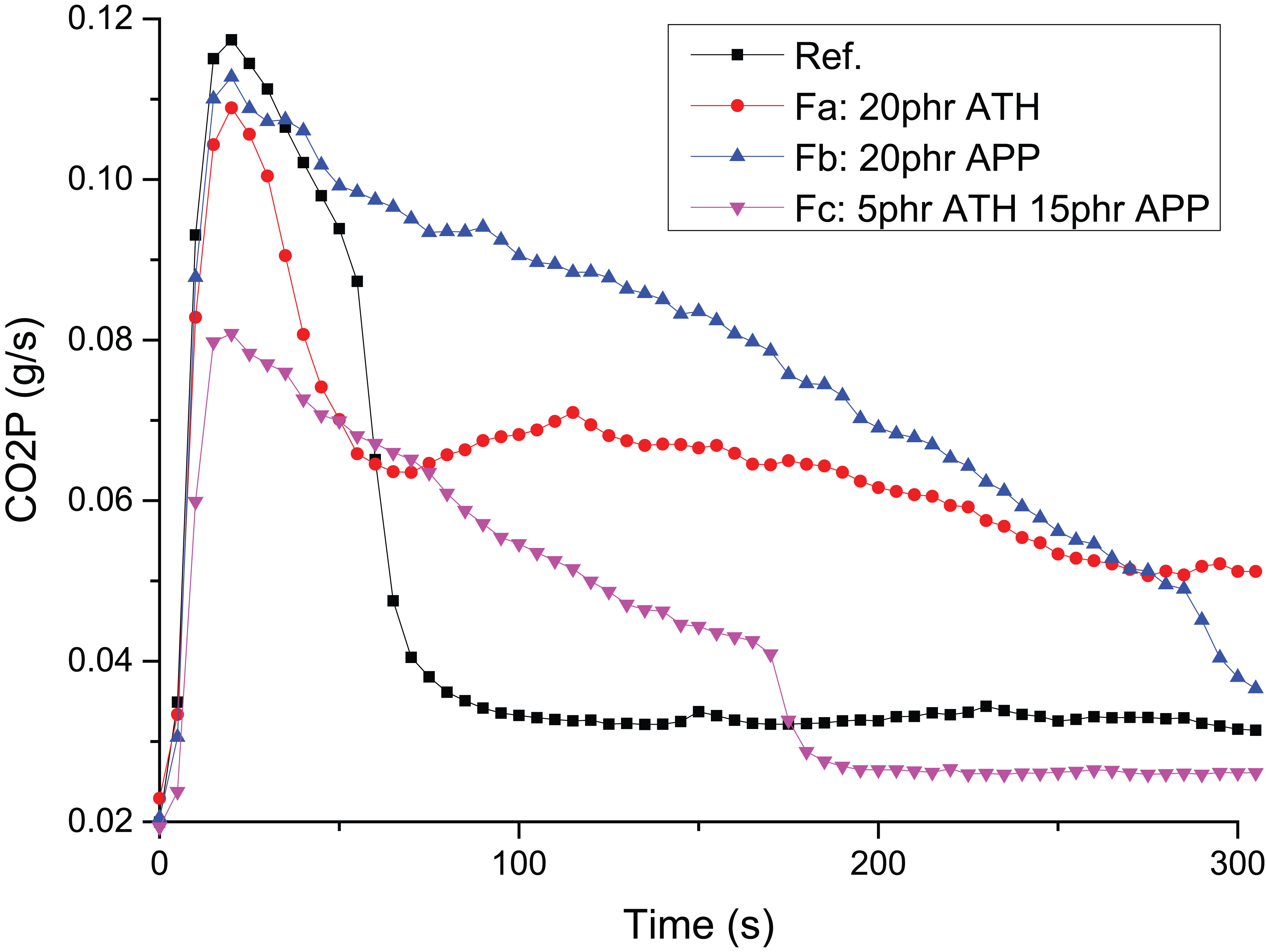
CO2 release rate curves by cone calorimeter.
Morphological characterization of the char residues
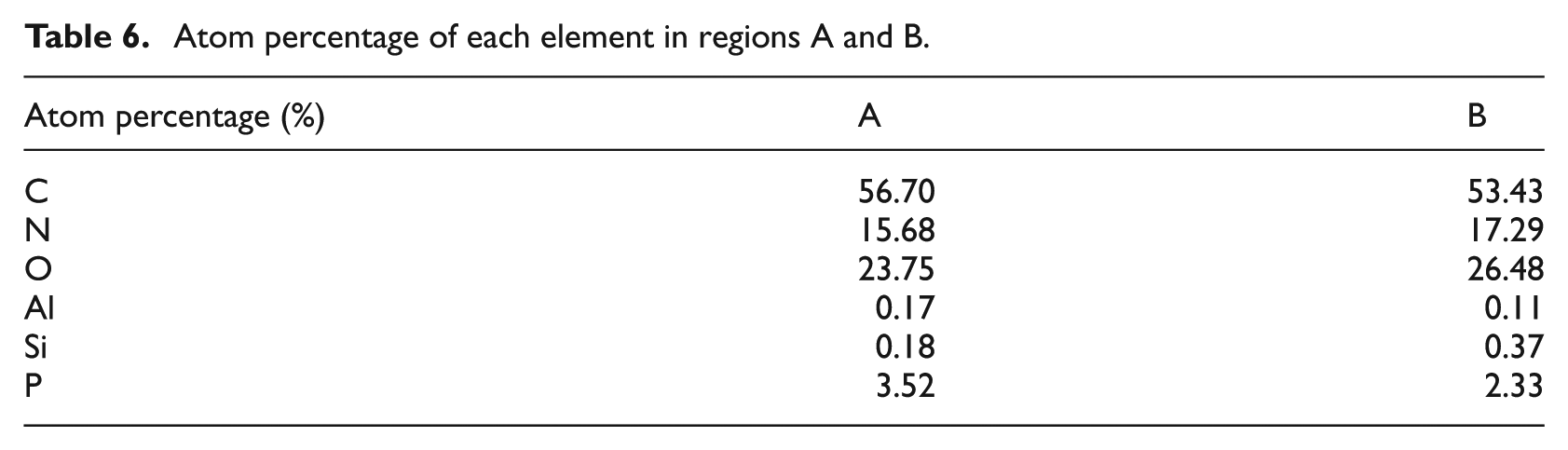
SEM images of the chars after the cone calorimeter test for each sample are shown in Figure 9. As shown, the char of the reference sample is loosened (a). However, there appear “villi-like” particles covering the surface of the char when ATH was added for sample Fa (b). There seems to be a solidification of a liquid film and some spherical particles on the surface of char layer for sample Fb with APP (c). Table 6 shows the atom percentage of each element in regions A and B. The element type and the content of each element were almost the same. During combustion process, phosphorus-containing film formed by the APP decomposition covers the surface of the foam, which can hinder the spread of flame and heat. During the cooling process, part of the film will shrink forming spherical substance. But there is still part of the film covering the surface of the foam. Therefore, the fire-retardant properties of the foam will still be retained. However, when ATH and APP were added simultaneously, “villi-like” particles from ATH, the solidification of a liquid film and spherical projections from APP can all be seen clearly and cover the external surface of the residue, which will improve the compactness of the char layer. So the effects of ATH and APP play a role in hindering the combustion of the foams in the condensed phase.
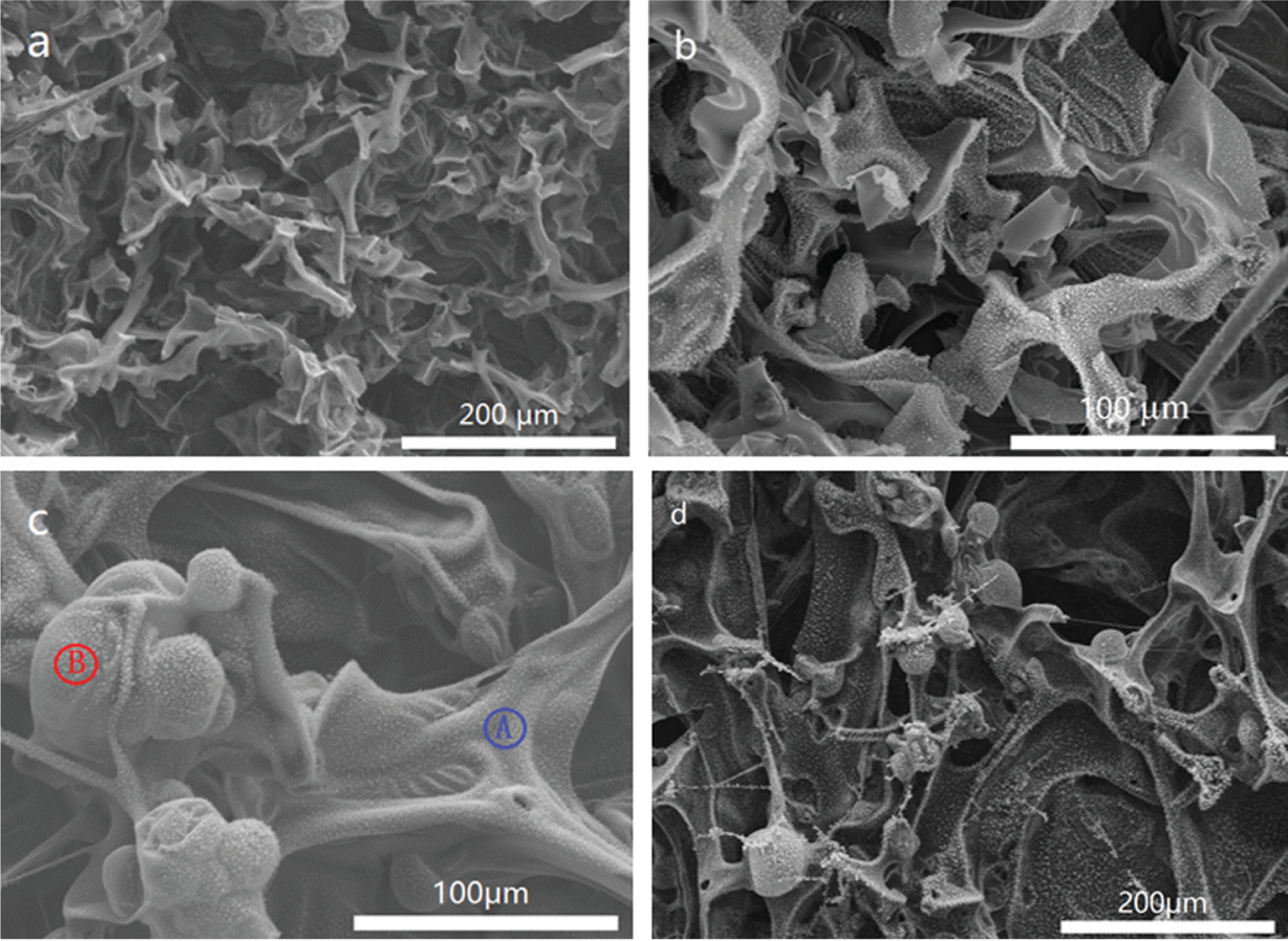
SEM images of chars after cone calorimeter test of (a) Ref. sample, (b) Fa sample, (c) Fb sample, and (d) Fc sample.
Atom percentage of each element in regions A and B.
Conclusion
The flame-retardant effect of ATH and APP for PIR-PUR foams was studied. The fire behavior of PIR-PUR foams can be significantly improved under the effect of ATH and APP. After the addition of 5-phr ATH and 15-phr APP, the LOI value increased from 21.2% for the reference sample to 28.0%, while the peak HRR reduced from 159.8 kW/m2 for the reference sample to 76.8 kW/m2. The TG-FTIR analysis shows that the carbon layer previously formed delays internal thermal decomposition. ATH decomposes to generate “villi-like” particles covering the surface of the char in the condensed phase. Under the combined effect of APP and ATH, spherical projections with “villi-like” particles are formed covering the surface of the char to hinder flame and heat transmission. In this process, the flame retardant in condensed phase played a crucial role.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.