
Abstract
One of the potential solutions for protecting against fire losses is to integrate fire-protection barriers into products that are exposed to various fire risk scenarios. When a fire occurs, the barrier slows fire spread. The composition and performance of these barrier materials vary depending upon the product being protected. This article discusses the concepts, definitions, and use of fire-protection barriers, including their integration into various polymeric material systems, trade-offs and limitations, and the mechanisms of the four main types of barriers. The article concludes with identification of known gaps of knowledge along with areas of future work needed to advance use and performance of fire-protection barriers.
Keywords
Introduction
Fire protection has a long history, as does the use of fire-protection barriers to prevent flame spread and fire loss. A great historical example of a fire-protection barrier is Plaster of Paris, 1 which is made of gypsum and would slow flame spread from room to room in a structure. A modern-day version of plaster that serves the same purpose is Gypsum wallboard; 2 it is installed not just as an interior finish, but also to serve as a fire-protection barrier. Other examples of modern-day fire-protection barriers include intumescent paints for concrete and steel, metal skins for protection of insulation and composites, and ceramic/refractory materials for heat + fire protection. Modern use of fire-protection barriers is typically driven by the need to provide notable protection against a particular fire risk scenario without changing the underlying material. This approach is often used when it is more cost-effective to install/attach a fire-protection barrier to a flammable material, or when use of passive fire-protection measures (such as flame retardants) may not be feasible or desired. Indeed, with some flame retardants under regulatory scrutiny, there has been increased interest in use of fire-protection barriers, hence their greater use now in mattresses.3–5
It is important to define the term “fire-protection barrier” so the scope of the article is clear to the reader. Fire-protection barriers are systems that are integral to a structure or material such that when fire impinges upon the barrier, the fire is stopped or slowed from damaging the underlying material. For the purposes of this article, a discrete layer or assembly that envelops or covers one side of a flammable material is considered a fire-protection barrier; a flame retardant integrated into the material itself to flame retard flame growth/spread would not. The types of barriers covered in this article are passive in that they remain in place, only to activate/provide fire protection if a fire comes in contact with them; they do not actively extinguish the fire. This article will focus on the following topics associated with fire-protection barriers:
Fire-Protection Barrier Considerations and Trade-offs
Testing of Fire-Protection Barriers
Fire-Protection Barrier Types
○ Paints and Coatings
○ Metallic Systems
○ Refractory Fiber and Ceramic Systems
○ Conformal Polymeric Coatings
Areas of Future Research
Fire-protection barrier considerations and trade-offs
Fire-protection barriers are typically used when sprinklers, fire extinguishment systems, or firewatch (people actively keeping an eye out for fires) are not available, and flame-retardant additive approaches may not be a viable solution to address the fire risk scenario. As mentioned previously, a classic example of this is using plaster or gypsum wallboard as a basic fire-protection barrier for rooms in buildings to slow flame spread. Another material commonly used is metal which encases power supplies for electrical and electronic devices, thus ensuring that if the power supply fails through arcing, the electrical arcs cannot impinge upon flammable polymer components. Ultimately, whether a fire-protection barrier is used depends upon end use and ease of installation.
Barriers are thought to be easily installed in the manufacture of a part, device, vehicle, or building, but this is not always true. Barriers would need to be shapable to the geometry of the final application and this can drive material selection. For example, metal can be formed and shaped to work with a wide range of parts, but a ceramic barrier must be cast/formed or machined to a particular shape. For mattresses and furniture, the barrier must be conformal and easily manufactured to work with the final assembly and its durability/comfort requirements. Attachment of the barrier to the system must be considered as well, as both mechanical attachments (bolts, screws) and adhesive-type attachments (glues, paints, pressure-sensitive adhesive) exist. Finally, durability and maintenance of the fire-protection barrier must be considered as a function of its end-use environment. For example, metals are not always appropriate in applications where high levels of humidity and potential corrosion could exist. In addition, one may need to consider the lifetime of the fire-protection barrier and how often it needs to be replaced. A fire-protection paint for a building component removed from the elements could be fine for decades, but for a component exposed to the elements (say for wood siding), it may have to be completely reformulated to handle sunlight and rain, or may have to be reapplied yearly. End-use application requirements and durability must be considered for successful use of a fire-protection barrier, and this will drive what types of materials and approaches can be used.
Along with the installation and maintenance issues, the ability of the fire-protection barrier to perform when damaged must also be considered. For example, fire-protection barriers for seat cushions in subway cars and other mass transit must hold up to wear and tear, both from normal use and from deliberate damage (such as vandalism). If the fire-protection barrier is cut through, will it still provide fire protection, or does the fire race through the gap in the barrier? This example holds true for metals should the metal barrier be damaged (or peel away due to adhesive or attachment failure), and for inorganic barriers should the barriers crack or be damaged from impact events or normal end-use conditions. The lifetime of fire protection must be considered, and testing (including accelerated aging) should be performed to ensure the barrier can perform in most of the likely failure scenarios. Secondary fire-protection systems behind the barrier may be needed to compensate for potential barrier failures.
Testing of fire-protection barriers
It is very important to realize that fire protection of any type, whether it be a flame-retardant additive, sprinkler system, or a barrier, is tested to confirm its ability to provide fire protection in a particular fire risk scenario. Fire protection is not universal, and what works for one material in one application may not work for another material in another application. There are review papers and books on the subject of fire testing, regulations, and fire risk scenarios that readers are encouraged to be aware of,6–8 but some of these tests and fire risk scenarios will be discussed here.
The end-use application of a fire-protected material/product, whether it has a barrier or not, determines how that material/product will be tested. For example, a wall may require flame spread testing or performance under mechanical load while being exposed to fire; the presence of a coating is irrelevant to the requirements of the test. However, systems with fire-protection barrier may need to be able to show durability before fire exposure to ensure that the barrier does not fall off or fail prior to a fire event. Or the barrier may be required to be deliberately “damaged” to ensure that in the event of barrier failure, the fire hazard presented by the failed barrier itself does not reach unacceptable levels. Examples of deliberate damage include cutting into barrier fabrics on public transport seating, 9 and cutting into panels to expose inner cores in the building and construction products tested under ASTM test method E84. 10 Additional aging, weathering, and other stresses on the barriers may be required as well prior to end-use fire testing. In larger scale furnace-based testing to understand fire ratings of building materials and assemblies, a hose stream is often applied to surfaces after testing to thermally shock the system and see if the barriers survive this exposure so that the flames, should they reignite, do not spread to the next room. 11 As will be discussed in the next section, in some cases the external stresses on a barrier may cause it to fail before it is ever exposed to fire.
Fire-protection barrier types
Fire-protection barriers can be organized into four categories, mostly organized by chemistry and application. These are paints, metallic layers, refractory/ceramic barriers, and conformal coatings. Each of these will be discussed in turn below.
Paints and intumescent systems
Intumescent fire-protection barriers are a very commonly used technology; they are used as paints to protect steel and concrete, gaskets around fire doors, sealers around pipes and utilities that go through walls, and also as integrated protection for polymer composites. Intumescent chemistry and the mechanism of protective char formation will not be reviewed here, as there are multiple good review papers and book chapters on the subject.12,13 The general mechanism by which intumescent barriers work is that in the case of a fire, they “rise up” in response to heat, and form a protective barrier that prevents heat from getting to the underlying substrate and prevents thermal damage/decomposition of that substrate. In addition, the barrier would slow the release of flammable gases from the substrate (should that be a concern), thus further slowing or preventing flame spread and fire damage. In some cases, the chemistry of the intumescent barrier may also directly interact with the flammable substrate and convert the flammable material into thermally stable material to help form the intumescent barrier. Again, there are good review papers and topics on the general concepts and chemistries of intumescent barriers that readers of this article are encouraged to review.12,13
In regards to intumescent paints applied to steel and concrete, these are mostly designed to provide thermal protection to the underlying material as steel and concrete do not typically produce flammable gases during a fire event. Concrete reinforced with polymer fibers (rather than metal reinforcement, or rebar) can generate some flammable gases from the thermal decomposition of the polymer fiber. In a fire event, these intumescent paints react to form a barrier which slows temperature rise for the underlying material. This prevents steel from reaching a softening point, and prevents concrete from spalling or cracking under heat exposure. These intumescent barriers delay the structural failure time for the steel and concrete. Effectively, the char formed from this fire-protection barrier must hold up to a time-temperature curve (such as those generated under ASTM E119) 11 to ensure sufficient escape time from the building before it collapses under fire-related damage, or to ensure enough time for firefighters to arrive and put out the fire. In addition, the barrier may need to hold up to thermal shock and water stream exposure such that it does not crack and fail and allow the heat of the fire to start attacking the underlying concrete or steel. For intumescent paints applied to other substrates, such as wood or composites, the concepts of protection are the same except the intumescent char works to delay/prevent the underlying material from beginning to thermally decompose and release flammable gases that would propagate the fire. Given the extensive commercial use of intumescent paints to protect steel, concrete, and wood, this article will focus on integrated intumescent fire protection for materials, namely intumescent thermoset composites. However, it is worthwhile to speak to some of the known issues of intumescent paints. Intumescent paints for steel structural building members are often put in place and assumed to hold up over time, but that is not always correct, as aging of these coatings can change their performance.14,15 For paints exposed to the elements (on exterior building components), humidity and UV can degrade these coatings quickly,16–20 and there is a need to develop intumescent paints that can hold up to environmental conditions.
For thermoset composites, namely fiber-reinforced composites, examples of intumescent integrated protective barriers include expandable graphite mats and intumescent systems formulated into the top layers of the thermoset polymer where is it copolymerized in place. Because the materials are covalently bonded as a top resin-thick layer (gel-coat), or as an expandable graphite mat, these coatings cannot easily be removed prior to a fire event. They do not debond or fall off of the substrate over time, as is seen with intumescent paints. 21
In the case of expandable graphite mats, this is a commercial technology which goes by the trade name “Technofire” and is a series of non-woven mats with expandable graphite and other flame-retardant additives that reinforce the carbon char. 22 These mats are placed just under the surface gel-coat (or in multiple layers between fiber plies as needed) to yield flame retardancy and burnthrough performance in a variety of tests. The general concept is that as the resin on top burns away, the expandable graphite activates and expands, acting as a thermal barrier for heat permeating through the graphite, and as a barrier that slows the mass loss from the thermally decomposing polymer from reaching the flame front.
In the case of intumescent materials put into the gel-coat, there are a few literature examples. The research group of Prof. Baljinder Kandola at the University of Greater Manchester in the United Kingdom has published examples of how flame retardants located in intumescent mats and in the top gel-coat of the composite yield improved flame-retardant/heat-release-reduction effects in both epoxy and unsaturated polyester fiber-reinforced composites.23–25 The concept here is to first produce an intumescent mat (or fabric layer) in which the flame retardants are concentrated. This is infused with resin and that layer is then co-polymerized with the rest of the fiber + resin matrix. Results in the work published by Kandola do not indicate whether the flame retardants migrate out of the intumescent mat/fiber layer or not during the copolymerization process, but fire testing via cone calorimeter does show that this approach slows down mass loss rates during burning, and therefore slows fire growth (heat-release rates, time to peak heat-release rate) of the overall composite while it burns.
In regards to the product lifetime of this fire-protection approach, notionally paints can be removed and re-applied to a substrate, and so the underlying substrate could be recovered and re-used/recycled after removal of the paint. However, for composite materials where the intumescent layer is covalently bonded, a forcible removal of the top layer prior to recycling of the composite may be required. Otherwise, these types of fire protection may be good for the lifetime of the product, and in the case of damage, both the composite and the barrier must be repaired, or the entire composite scrapped.
Metallic barriers
Metal barriers are commercially used for fire protection (as well as other durability needs) for polymer composites, sandwich panels, and insulation materials. The primary mechanism of fire protection with metallic barriers is one of heat reflection/heat dissipation. Specifically, the shiny metal surface serves as an infrared reflector, thus keeping the underlying material from getting hot enough to decompose. Even when the metal layer absorbs heat, since metals often have greater thermal conductivity than the underlying flammable material, the heat is dissipated away from the heat/fire impingement site, again keeping the underlying material from reaching its thermal decomposition temperatures. Finally, the metal layer is also a gas transport barrier; the thermal decomposition gases cannot get around the metal layer to reach the flame front until the metal fails. There are three notable examples from the literature worth discussing here to further explain this concept.
For the strict fire application of portable shelter components stored on a ship, it was found that phenolic resin + balsa wood core composite “sandwich” panels by themselves could not meet fire performance requirements in a room corner test (ISO 9705), even though they showed good performance in flame spread tests such as ASTM E84. 26 Specifically, even though the outer phenolic skins would char, eventually enough flammable gas was released from the inner balsa wood cores of the composite sandwich panels to lead to unacceptable test conditions (test failure) in the room corner test. But when a 1.57-mm-thick aluminum skin was bolted onto these panels, they were able to meet the fire requirements of the ISO9705 (also known as the Room Corner) test. This performance was further validated with cone calorimeter testing, which found the aluminum skin would delay time to ignition from 33–57 seconds (for the base phenolic + fiberglass skin) to 313–337 seconds (when the aluminum skin is present). This aluminum skin lowers peak heat-release rate from ∼210 kW/m2 to ∼115 kW/m2 under an intense exposed heat flux of 100 kW/m2. Post-fire analysis of the parts from cone calorimeter and ISO 9705 testing found that the aluminum did eventually soften and fail, but the long time it took to fail provided a notable delay for ignition of the underlying phenolic resin and balsa wood. This allowed the phenolic resin and balsa wood to char, such that when the aluminum did fail, the flammable gases were reduced and had to release through the weak points in the aluminum, rather than creating a large flame front on the surface of the sample.
In another key example, the use of plasma and vapor deposition techniques deposited a copper metal mirror onto the surface of a plastic part, on top of this mirror, a silicon dioxide layer was deposited to provide corrosion/oxidation protection to the copper. 27 This was a very thin coating of copper (less than 1 µm thick), and flammability testing via cone calorimeter (50 kW/m2 heat flux) found that the time to ignition was delayed by 350–400 seconds. The mechanism of fire protection was infrared reflection. Eventually the coating would allow heat to get through to the underlying polymer, which would decompose and cause the thin metallic coating, now softened from heat, to break open and the gases would escape and ignite. Related to this example is recent work in which polymer additive manufactured parts for aircraft interior components were surface treated, plated with copper, and then plated with a nickel alloy via traditional electrochemical plating to put a fire-protection barrier on a part. 28 Without the metal coating, the acrylate based resin used in the additive manufacturing process could not meet Federal Aviation Regulation (FAR) 25.853 vertical burn tests, but with the coating, the material readily passed both 12-second and 60-second vertical burn tests for a 2-mm-thick part (no afterflame, dripping, or burning noted), but the plated metallic barriers were only 0.0508-mm thick. The parts were deformed though, as the metallic barrier held the thermal decomposition gases within the sealed metal polymer envelope (Figure 1).

Metal plated parts after 60-second vertical burn testing.
Another common (and commercial) use of metallic fire barriers is the use of metal foils on foam insulation. The metal foils, usually aluminum with polymer fiber/fiberglass reinforcement and kraft paper backing, serve as radiant heat barriers, similar to the abovementioned infrared mirror with copper. The radiant heat barrier is mostly present for insulation benefits (reflecting heat loss/gain), but from a fire perspective, one gains some delays in time to ignition when using metallic foils on foam or fiber-type insulation. This approach is used commercially for many products, mostly with rigid polymer foams, but it can be found with fiber-type insulation batting.
At the end of product lifetime, the metal layer could be recovered, depending upon how it was added to the overall product. Thin films that were laid down via plasma deposition processes would clearly not be easy to recover and recycle, but bonded and physically connected metal foils and sheet could be recovered from the product, and recycled accordingly. Therefore, metal protection barriers are not only easy to install on materials but also easier to recover for better resource recovery at the end of a fire-protected product lifetime.
The limits of metallic coatings are their weight and long-term durability. More specifically, many metals have much higher density than that of polymers, so they will add more weight to the overall composite/polymeric part. Certainly, the abovementioned thin copper metal mirror (and other deposited metal coatings) will be lighter than aluminum sheet, and a metal-coated polymer part will be lighter than a solid metal part, but the weight increase to the part is not insignificant. Durability of the metal barrier is also an issue, with oxidation and corrosion of the metal being a problem over time, and for very thin metal barriers, the inability of the coating to resist scratches, gouges, and cuts that expose the underlying polymer is a known limitation. Once the thin metal coating is cut into, the underlying polymer is exposed to heat, and can ignite when the metal barrier is not present.
Refractory fiber/ceramic barriers
A common method of fire protection is to use a barrier made out of materials that cannot burn because they are inorganic and already in their highest oxidation state. Examples of this include fiberglass batting/insulation, refractory fiber padding, ceramic layers/plates, inorganic (glassy) coatings, and even the plaster and gypsum wallboard discussed earlier in this article. This approach is commonly used with aircraft and ship fire protection, where the fire threats can be quite severe and delaying the “time to burnthrough” is critical. The commercial systems for ships and aircraft are often used in a blanket assembly, with the refractory fibers being encapsulated in some other flexible fabric to allow the fire protection to be inserted between outer fuselage and interior compartments. These commercial systems can be proprietary in nature, and their exact compositions are not advertised, but it is generally known that they have an inorganic fiber/film core and a lower flammability outer fabric/film to encapsulate the entire system. In some cases the films are metallized for additional fire protection (see previous section). These refractory/glass fiber barriers are also used for furniture, as will be discussed below. The mechanism of fire protection for these approaches is mostly thermal protection, but if the ceramic is non-porous, the additional mechanism of preventing flammable gases from reaching the flame front applies. In general, the low thermal conductivity of the ceramic barrier prevents heat from getting to the flammable substrate, and therefore thermal decomposition of the flammable material is delayed, and other types of thermal property degradation are delayed as well. For refractory fiber/glass fiber barriers, gases from thermal decomposition of the flammable substrate will still be released. Only for solid ceramic barriers is the flammable gas transport to the flame front of a fire stopped, but only for as long as the barrier remains intact.
In the open literature, some examples of ceramic fire-protection barriers include geopolymers and conformal silica coatings that were deposited by atmospheric / cold plasma methods. For geopolymers, which are polymeric aluminosilicate materials with chemistry akin to concrete, the earliest references to these materials showed that they typically had no heat or smoke release upon exposure to heat, and when fabricated into composites, did not show damage from heat or torch exposure. 29 More recently, these geopolymers have been applied as protective coatings to other materials, namely steel, with good thermal insulative performance preventing the steel from reaching softening temperatures.30,31 While geopolymers have not been applied to flammable polymeric composites, assuming that interfacial bonding and coefficient of thermal expansion (CTE) mis-match issues are addressed, it seems likely that geopolymers would be able to provide notable fire protection for polymer composites as well as steel.
Conformal silica coatings applied to thermoplastics and fabrics have shown notable delays in time to ignition for materials, and some slowing of flame spread as well. One example includes plasma deposition of thin (microns) layers of silica (SiO2) onto nylon (with and without additional flame retardants) that delayed time to ignition and time to peak heat release in cone calorimeter testing, and showed ignition delay in UL94V tests.32–35 The deposition of silica onto nylon was accomplished with siloxane precursors and atmospheric plasma to enable successful deposition of the coatings. The same general class of silica coatings has also been applied to fabrics (cotton, rayon, and some thermoplastic fiber fabrics), with improvements in flame spread and fire resistance noted.36–39 In general, the mechanism of flame retardancy for these coatings is that they delay the onset of thermal decomposition for the underlying polymer, but eventually the underlying polymer will heat up and deform/expand, the coatings will fracture, and the underlying polymer will finally ignite.
Barrier systems have been used as fire protection for furniture, especially upholstered chairs and sofas, and are in use for mattresses. These barriers are not located on the very surface of the upholstered item, but rather are under a surface fabric. The surface fabric provides the needed aesthetic and softness performance that would be expected for these types of furnishings. The barrier underneath this layer, depending upon the end-use regulatory requirements, addresses ignition propensity of the furniture, or works to lower heat release during the burning of the furniture. These flexible barriers primarily work by limiting heat transfer from the ignition source to the most flammable part of the furnishing, the flexible polyurethane foam.40,41 This in turn slows the rate of flammable decomposition products from the foam reaching the flame. The flexible barriers can come in membrane or fabric forms, with fabric being the most common. They can be made of inorganic fibers (such as fiberglass, silicic-acid/rayon fibers, or more rarely, carbon fiber), or they can be polymeric with various flame retardants added into the overall system. In the case of inorganic fibers, the flame-retardant effect is solely one of physical protection, then delay heat’s access to the flammable polyurethane foam, and also delay polyurethane decomposition products reaching to the flame. For polymeric barriers, there may be a combination of physical and chemical effects, depending upon the specific flame-retardant additives put into the polymeric layer.42–46 It is worth noting here that for upholstered furniture in the US, the fire safety requirement is only to provide protection against a smoldering ignition source (i.e. a cigarette), and protection against this low intensity ignition source can be achieved without barrier fabrics. 47 So while barriers systems can be used to protect against more intense fire sources, they are not used for commercial furniture in the US at this time due to the light fire safety requirement under 16 CFR 1640. 48 Mattresses in the US, on the other hand, must meet an open flame test under 16 CFR 1633, and barriers are sometimes used to meet this more strict fire test, depending upon the specific assembly of the mattress. 41 Apart from consumer furniture and mattresses, fire-protection barrier fabrics are used in mass transportation applications (subway and rail cars), and to protect aircraft seating as the FAR 25.853 fire test for seating is a severe fire test.
Overall, the concept of using inorganic barriers (blankets, layers, or conformal microns thick coatings) to protect polymers seems promising, provided the application of those coatings is cost-effective and compatible with the end-use process. However, as discussed in previous sections of this article, the weakness of these barriers is their durability and performance after the barrier is damaged, removed, or worn away. Once the barrier is removed, then the underlying material is no longer protected against fire damage. The size of the opening/barrier removal, however, may still determine whether any fire protection can be obtained. Fire-protection barriers for mattresses and furniture padding seem to still show some fire protection even with thin slits or light damage, although they do not work as well as they would when intact. End-of-life product issues, such as de-manufacturing and recycling of the overall product, would depend upon how the inorganic barrier was attached to the product. In the case of barrier fabrics around foams and furniture assemblies, it would depend a lot upon how the barrier fabric was wrapped/stitched/bonded to the furniture sub-assemblies. Physical connections would likely be easily addressed, while adhesive bonding may make recycling of these barrier fabrics difficult. For composites and solid materials, the type of inorganic barrier and the method of attachment would play a role, much as was described in the previous section about metal barriers. Inorganic barriers with physical attachment points and simple adhesion should be recoverable, while inorganic barriers that were plasma deposited would need to be scraped off, and may not be recoverable.
Conformal polymeric coatings
The aforementioned section on silica coatings provided by plasma methods is one example of a conformal fire-protection coating for a material, but in more recent times, the leading example for conformal polymeric fire-protection coatings is the polyelectrolyte complex (PEC) approach. This approach yields polyelectrolyte complexes which are coacervates in solution that can be applied to other surfaces. Originally, these PEC coatings were known as “layer-by-layer” (LbL), as they were generated in a multi-step process in the past. These coatings were pioneered by Prof. Jaime Grunlan of Texas A&M,49,50 and built upon the concepts of polymer clay nanocomposites that formed mass loss-reduction barriers. The overall chemistry and approach have been well studied and reviewed to date,51,52 so this article will focus more on their application and unknowns. Some commentary on the word “conformal” is needed here. Throughout this article, the barriers discussed all can be conformal in that they will conform to the geometry of the material they are protecting. This is particularly true for paints, composite gel-coats, and metal foils/coatings. For this section of the article, when the word conformal is used, it is referring to PEC coatings that are applied in such a way that they conform to dimensions at the milli- and micro-scales. The coatings covered in this section of the article have been applied to open-cell foams, textiles, and porous substrates such as wood, and in these cases, they conform to all those geometries down to very small scales, as verified often by scanning electron microscopy.
The mechanism of fire protection for these PEC coatings generally falls into the category of slowing flammable gases from the thermally decomposing substrate from reaching the flame front. Because the PEC coatings are so thin (microns thick at most), they are not true thermal barriers because they are thermally thin. However, because they are located everywhere on a high surface area substrate, they can notably reduce fuel transfer from the thermally decomposing substrate to the flame front. This mechanism can be achieved through both physical and chemical mechanisms. For PEC coatings using layered silicate particles, a physical barrier that slows fuel transfer dominates, but depending upon the flame retardants combined with these layered silicates, some additional char formation of the coating and the underlying substrate is possible. In this case, the flame retardants in the PEC coating directly react with the flammable substrate to enable enhanced char formation, which slows fuel transfer to the flame front by binding up the flammable material into a more thermally stable form of carbon. Again, there are extensive reviews on this subject that cover all the different chemistries that can enable this char formation or combined barrier/char-formation effect for PEC coatings.50–52
Because PEC coatings can be easily tailored to bind to a variety of substrates, they have been successfully implemented on polyurethane foams,53–56 fabrics, solid plastics,57,58 and more recently, wood products. 59 Since the coatings are integral to the product surface they are applied to, scratching/cutting/damaging the coating typically does not result in a reduction in fire protection. In the case of fabrics and foams, the coatings are present on every fiber of the fabric, and every cell of the open-cell foam. For wood materials, it is unclear how far the PEC material penetrates into the fibrous wood structure; with pressure treatment, it may coat all of the “fibers” of the wood, but there could be limitations depending upon how thick the wood/lumber is. However, due to the “novelty” of this technology, long-term durability of the coatings against solvent and water-based cleaning methods, as well as UV and environmental conditions, is unknown for these coatings. This could mean that depending upon chemistry, the coatings may wear off completely during particular solvent exposure or washing activity or may lose performance with prolonged UV exposure. Such a removal of the coating would likely eliminate all fire-protection benefits, but this needs to be validated, and most likely, there are ways to modify PEC chemistry to enable the coating to be resistant to solvent and washing via crosslinking, or secondary chemical application that yields solvent/water resistance. More recent results utilized UV-cured polymers to hold the polyelectrolyte coating in place on wood, yielding a water-insoluble fire-protection barrier. 59
From a manufacturing and integration perspective, PEC coatings could be applied via water-based or spray-on processes to a variety of substrates, thus making manufacturing possible for substrates that can tolerate water exposure. For films, roll-to-roll type processes should work for the application of these coatings. The one drawback may be in drying the final substrate after application, as trapped water could yield blistering of coatings or other material issues depending upon how much heat is applied to fully remove the water. The only other potential drawback to PEC coatings, other than the abovementioned unknown durability, would be end-of-lifetime for recycling/recovery. Given the conformal nature of the coating, the PEC coating may not be easily extracted/removed when the material is to be recycled, and so the entire material may have to go to landfill or incineration for disposal. It remains unclear whether PECs would be compatible with chemical recycling methods, but with close attention to the chemistry of the PEC, this could be a possible route to handling PEC fire-protected materials.
Conclusions and areas of future research
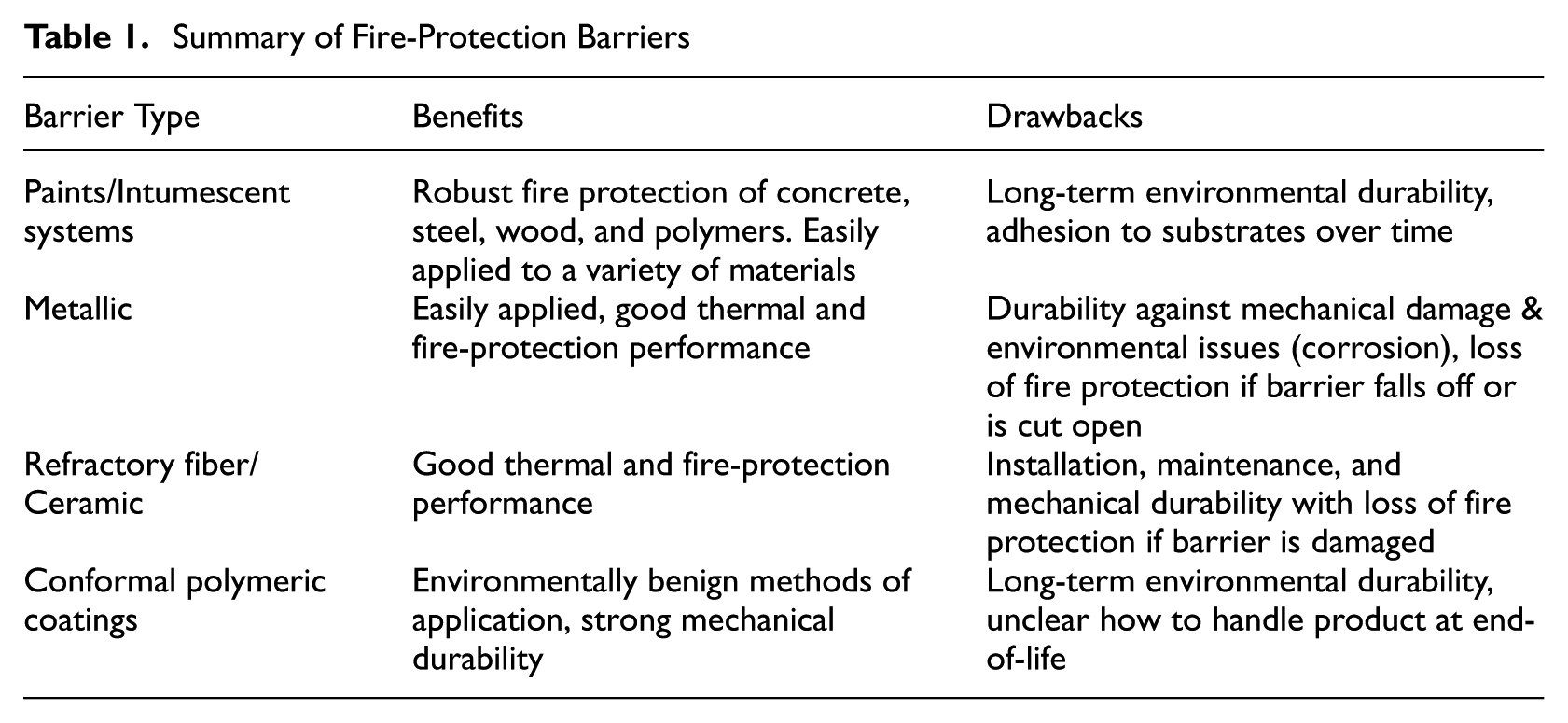
Fire-protection barriers come in a variety of shapes and forms, each optimized to provide fire protection for a particular material in a specific fire risk scenario, while also allowing them to be installed over/around the material in a cost-effective manner. The forms can vary greatly, but typically they serve as the first line of defense against a particular fire threat/ignition source and use either flame-retardant chemistry or inherently low flammable/non-flammable materials to achieve this defense. Due to concerns about select small-molecule flame retardants having negative persistence, bioaccumulation, and toxicity (PBT) profiles, barrier use is increasing as laws and regulations decrease the number of flame retardants commercially available to protect polymeric materials. The four main types of fire-protection barriers covered in this article are summarized in Table 1, along with their key advantages and disadvantages.
Summary of Fire-Protection Barriers
While these barriers are used commercially today, and have been in used for some time, there are still some areas of needed research for these materials.
(1) Long-term and environmental durability. Depending upon the end-use application, the barrier may need to be in place and provide fire protection for years or even decades, with the latter being especially true for building materials. In the case of exterior building materials, there is a need for these barriers to provide fire protection after repeated weathering (UV, humidity, temperature swings), especially in the case of polymeric paints and protective coatings.16,17,21 Some chemical research is likely needed here to yield something which does not decompose/lose performance over time. In the case of intumescent coatings for steel and concrete, long-term durability for adhesion to the metal/concrete is an area for research, as these coatings can debond over time, or not perform as well, even if painted over again.14,18
(2) Self-repair/providing protection after damage: As mentioned throughout this chapter, these barriers can lose effectiveness if they are damaged in such a way that the barrier is no longer present, and the underlying polymeric material is exposed. The damage may happen due to accidental damage from cutting/impact events, or may be deliberate depending upon the end-use of the item. Research on self-healing fire-protection barriers, or guidance on when to have secondary fire protection under the outer barrier, is needed. This does not appear to be necessary for PEC-based fire-protection coatings, but there may be cases where this needs to be verified.
(3) End-of-life considerations: Depending upon the particular end-use application, the barriers may be easily removed and reused/recycled when the product lifetime has ended, or they may present new challenges for recycling and material reuse. This last topic of research requires a combination of manufacturing R&D and business case analysis to see how it makes sense to handle these materials at end-of-life. If the entire system (barrier and material being protected) is polymeric, chemical recycling or waste-to-energy may be an option. However, in the case of complicated assemblies (composites, furniture, building materials), designing the product and barrier for “de-manufacturing” may be necessary to prevent the product from going to landfill.
To conclude, fire-protection barriers remain a useful tool in the fire safety scientist toolkit, but they have their limitations, and more work is needed on these materials if they are to fill the gap left by de-selection of small-molecule flame retardants.
Footnotes
Acknowledgements
The author wishes to thank Dr. Mauro Zammarano of NIST for helpful discussions about this article, and Julie Ann G. Morgan for assistance with editing the article. This work was self-funded.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.