
Abstract
Porous magnesium (Mg) can be a promising material for biomedical application especially implants due to their low density, structure and properties comparable to human bones. In the current work, porous Mg composites were fabricated using powder metallurgy technique with tailored porosities using PMMA particles as space holder (30wt.%, 40wt.%, and 50wt.%.) that decompose on sintering leaving porosity behind. Zinc and manganese were added as alloying elements and hydroxyapatite was added as an additive in proportion of 6wt.%, 8wt.%, 10wt.%, and 12wt.% to influence the mechanical and corrosion properties of porous Mg. The density and porosity were calculated for all samples followed by the compression and corrosion test to evaluate their performance. The porous Mg composites with porosities ranging from 29.64 to 51.34% were developed with compressive strength in the order of 2.63–23.01 MPa and corrosion rate of 1.13-0.6 mm/year. The better performance was exhibited by porous Mg composite with 30wt.% of PMMA and 12wt.% of Hydroxyapatite. The findings indicated that mechanical characteristics and corrosion resistance of porous Mg composites can be successfully controlled by alloying and addition of Hydroxyapatite to make them suitable for biomedical applications.
Introduction
In the realm of implants in medical science the biomedical metallic materials are crucial. Metallic materials are mechanically strong enough to withstand applied stress and load as compared to polymer and ceramic materials. 1 Presently the metals widely employed for implants including stainless steels, titanium-based alloy and cobalt-based alloys have shown many defects, such as they may release toxic ions into the human body environment which reduce biocompatibility and lead to physiological inflammatory reactions. In addition, they can cause stress shielding effects owing to the mismatch of elastic modulus between the implants and natural bone. 2 Moreover, the clinical applications of traditional metal implants are limited as these require a second surgery to be removed from the bodies after the surgery areas are healed. Biodegradable bone implants have attracted enormous attention due to their numerous biological properties. Mg-based materials are one of such biodegradable materials that are biocompatible as well since their elastic modulus is closer to the bone, which could considerably reduce the chances of stress shielding. 3 Furthermore, the primary breakdown product in the physiological medium is magnesium ion (Mg2+), which is necessary for human metabolism. 4 It has been employed to develop plates, screws and pins for repairing serious bone fractures. Moreover, porous Mg-based scaffolds have been used for tissue engineering. 4
Porous Mg can serve as a good candidate. These porous metals are developed by using space holders in the fabrication process that leave spaces behind at the end of fabrication technique either due to dissolution or decomposition process.5,6 Several space holder particles have been used by researchers such as salt ammonium, and Polymethyl methacrylate (PMMA). Among all PMMA has outstanding properties such as non-hazardous, good biocompatibility, excellent formability, less expensive, and the most significant, and their decomposition temperature around 360–400°C is lower than the melting temperature of Mg7,8.
However, the fatal flaw of Mg-based materials is their low resistance to corrosion in the physiological environment, which causes them to lose their mechanical strength before the damaged bone tissue recovers. Additionally, the quick breakdown of Mg-based materials causes hydrogen evolution and local alkalization, which can impact the healing of the bone tissues around the implants as well as cell viability and pH-dependent physiological processes. 9 Magnesium alloys must therefore be shielded from rapid corrosion. Furthermore, appropriate mechanical characteristics and the capacity to precipitate an apatite layer that resembles bone on the surface are essential for the clinical use of Mg alloys.10,11 Composites on other hand possess the combined characteristics of its constituents and can be tailored to improve their properties to satisfy various technical needs. Mn and Zn have been added to Mg resulting in a bio-compatible Mg composites. 12 Their inclusion improved the mechanical and corrosive properties of Mg alloys.10,11,13
Despite the advantages of porous Mg as a potential candidate for a biomedical implant, the high reactivity of Mg that consequently results in its natural tendency to corrode in regular service conditions and in a physiological environment. Thus, Mg has a lower corrosion resistance when it exposes toward a corrosive environment due to the lower reduction potential of Mg. Owing to the electromotive force of −2.38 makes Mg become one of the engineering metals that have the lowest reduction potential. 14 Therefore, in order to improve the corrosion resistance of Mg, the secondary material needs to be introduced so that limitation of Mg in a biomedical application can be removed. Several researchers have developed porous Mg scaffolds with tailored porosities to mimic the natural structures of cancellous bone to allow such structures to possess the required mechanical properties in biomedical applications. 15 Sourav et al. developed a powder metallurgy based porous Mg scaffolds using 0, 10, 20 and 30 wt.% naphthalene as spacer holders with average pore size of 60 m and compressive stress ranging from 24 to 184 MPa for biomedical application. 16 Cheng and his team also developed porous Mg scaffold with titanium wire space holder with 55% porosity and compressive strength ranging from 41 to 46 MPa. 14 Moreover porous magnesium-niobium (Mg-Nb) and magnesium-tantalum (Mg-Ta 14 ) composites were fabricated to possess human bone like properties using ammonium hydrogen carbonate As space holders (30,40,50,60,70 wt.% and compressive strength varying from 8 to 35 MPa. 17
When compared to ZK61 alloy in vitro testing, the inclusion of hydroxyapatite (HA) improved the corrosion resistance of the Mg alloy composite and substantially improved the cell survival (≥78%). 18 As a naturally occurring component of bone, HA has limited solubility in a physiological system, strong bioactivity, and biocompatibility. Furthermore, the mechanical properties of HA such as compressive yield strength and toughness are higher than those of human bone, therefore the mechanical properties of Mg alloy can be successfully enhanced by varying the HA percentage. 19 Gu et al. fabricated Mg/HA composite with 10, 20 and 30.wt.% of HA using powder metallurgy technique and found that Mg with 10wt% HA exhibited uniform distribution and thus better properties. While 20wt.% of HA lead to formation of clusters and 30 wt.% of HA resulted into severe agglomeration. Moreover, HA also improve the corrossion resistance and showed no cytotoxity and thus improved cell viabilty as compared to pure Mg. 20 Therefore, in the present study porous Mg composites reinforced with HA particles were developed using powder metallurgy technique. In this study porosities of composites was varied by varying PMMA particles as space holders to evaluate the properties at different porosity range for exploring the potential of porous Mg composites for biomedical applications. This was executed by analyzing the porosities, densities, compressive properties and corrosion resistance of the resultant composites with varying HA content.
Materials and method
Materials
Average particle size and purity of material powders.
Preparation of porous Mg composites
Composition of porous Mg composites.
Characterization
The microstructure of starting materials and the porous Mg composites was observed using Scanning Electron Microscopy (SEM) (SEM, Jeol JSM6500 F, JEOL Ltd, Tokyo, Japan). The density and porosity of sintered porous Mg was determined by employing the method based on Archimedes’ principle. The porosity was calculated by using following equation:
In order to identify the phase transformation of final powder mixture as well as sintered porous Mg, XRD analysis (XRD, PAN analytical empyrean 1032, Eindhoven, Netherlands) was performed where CuKα was utilized in this analysis. The XRD pattern was documented in the 2
Testing
The compression testing of porous Mg at varying HA and PMMA content was carried out using a universal testing machine (Shimadzu Autograph AGX 10 kN, Shimadzu Corporation, Kyoto, Japan) at room temperature at the load of 10 kN and the crosshead speed of 1 mm/min.
Moreover, the corrosion behavior of porous Mg was estimated using a weight loss method. The porous Mg samples were exposed to a corrosive environment (Sodium chloride solution) for 14 days where the weight loss from the samples was recorded. The corrosion rate was calculated based on the final weight loss using the following equation:
Result and discussion
Morphology of starting powders
Figure 1(a)–(e) shows the SEM images for metallic matrix powder, HA additive, and PMMA spacer. From the micrographs, it clearly shows the particle shape of each constituent powder. Magnesium (Mg) and Manganese (Mn) are irregular in shape with average particle size of 45 Morphology of starting powders: (a) Mg particles, (b) Zn particles, (c) Mn particles, (d) HA particles, and (e) PMMA particles.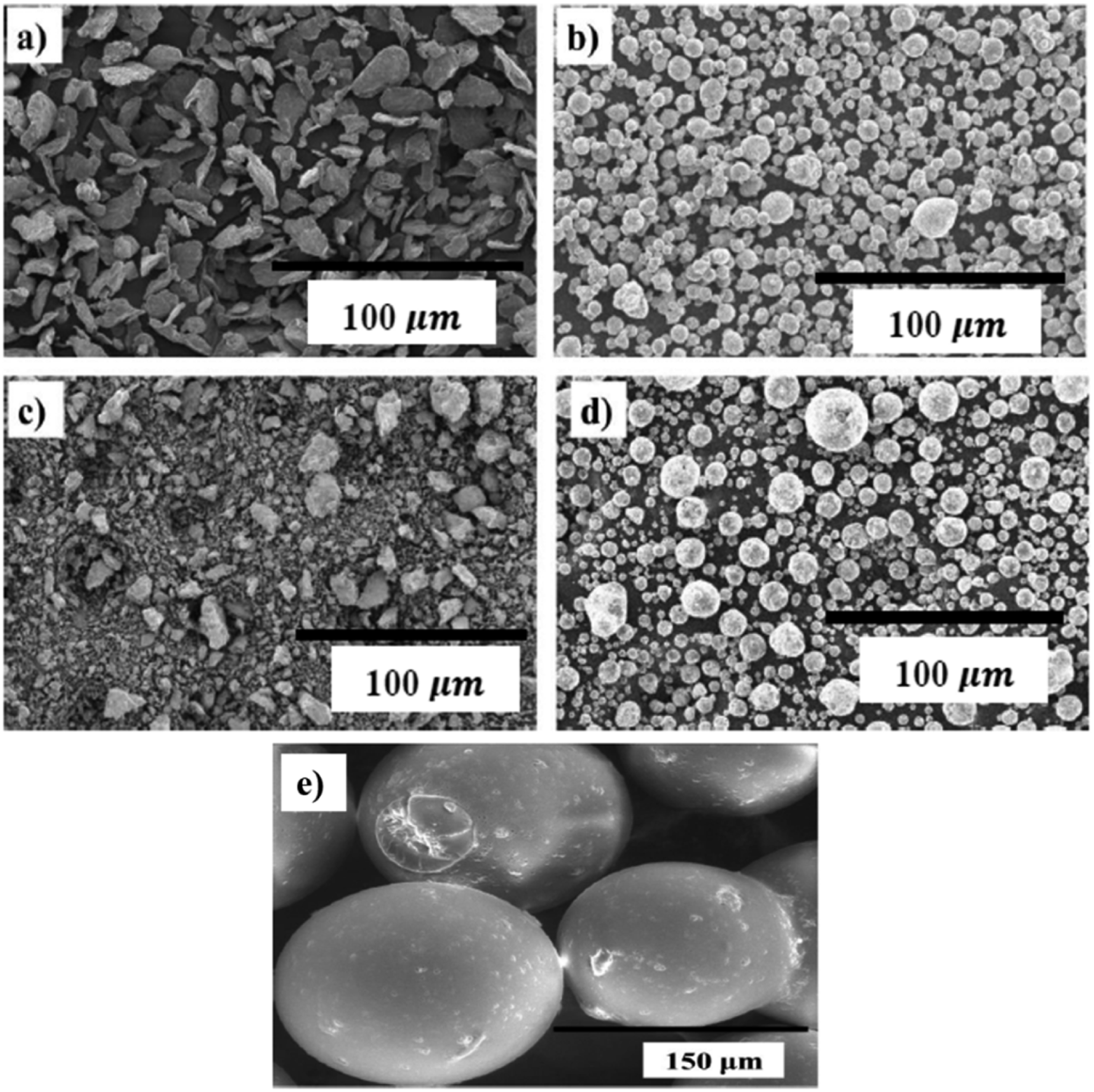
Micro structure of sintered porous mg
Figure 2(a)–(f) demonstrates the micrograph of sintered porous Mg under SEM. From the surface micrography, the presence of pores in the samples can be clearly observed. It can noticeably be seen that the pores in the resultant porous Mg are mainly composed of a closed macro-pore structure, the pores are closed mostly and form less connectivity network initially, as the PMMA wt.% increases pore connectivity also increases. The formation of pores basically results from the removal of PMMA space holders during the sintering process. On addition of 30 wt.% of PMMA particles cell walls with well defined and thicker cell walls are formed as shown n Figure 2(a) and (b). On further addition (40 wt.% of PMMA) the cell wall thickness decreases (Figure 2(c) and (d)) resulting into the pore coalescence and finally the collapse of thin and weak cell walls
7
as evident from Figure 2(e),(f). However, HA imparts strength to the cell walls thus HA acts as a binding material that binds the constituents of porous Mg together
29
At lower wt.% of HA (6 and 8 wt.%) in porous Mg composites, the collapsed cell wall structures were obtained due to the presence of insufficient amounts of HA that could have bonded the particles together in porous Mg composites. However, at higher wt.% (50 wt.% of PMMA) and (10 and 12 wt.% of HA) well bonded interfaces resulted in formation of well-defined pore and cell wall structure with higher pore connectivity as evident from Figure 2(e) and (f). In addition, the presence of open pores indicate pore connectivity, as the wt.% of PMMA particles increase porosity increases thus open pores or pore connectivity also increases. Pore connectivity is one of the crucial requirement in biomedical application for fluid transportation and cell growth.
20
SEM micrograph of porous Mg with 30wt.% of PMMA and (a) 10wt.% HA; (b) 12wt.% HA, 40wt.% of PMMA with (c) 10wt.% HA; (d) 12wt.% HA, and 50wt.% of PMMA and (e) 10wt.% HA; (f) 12wt.% HA.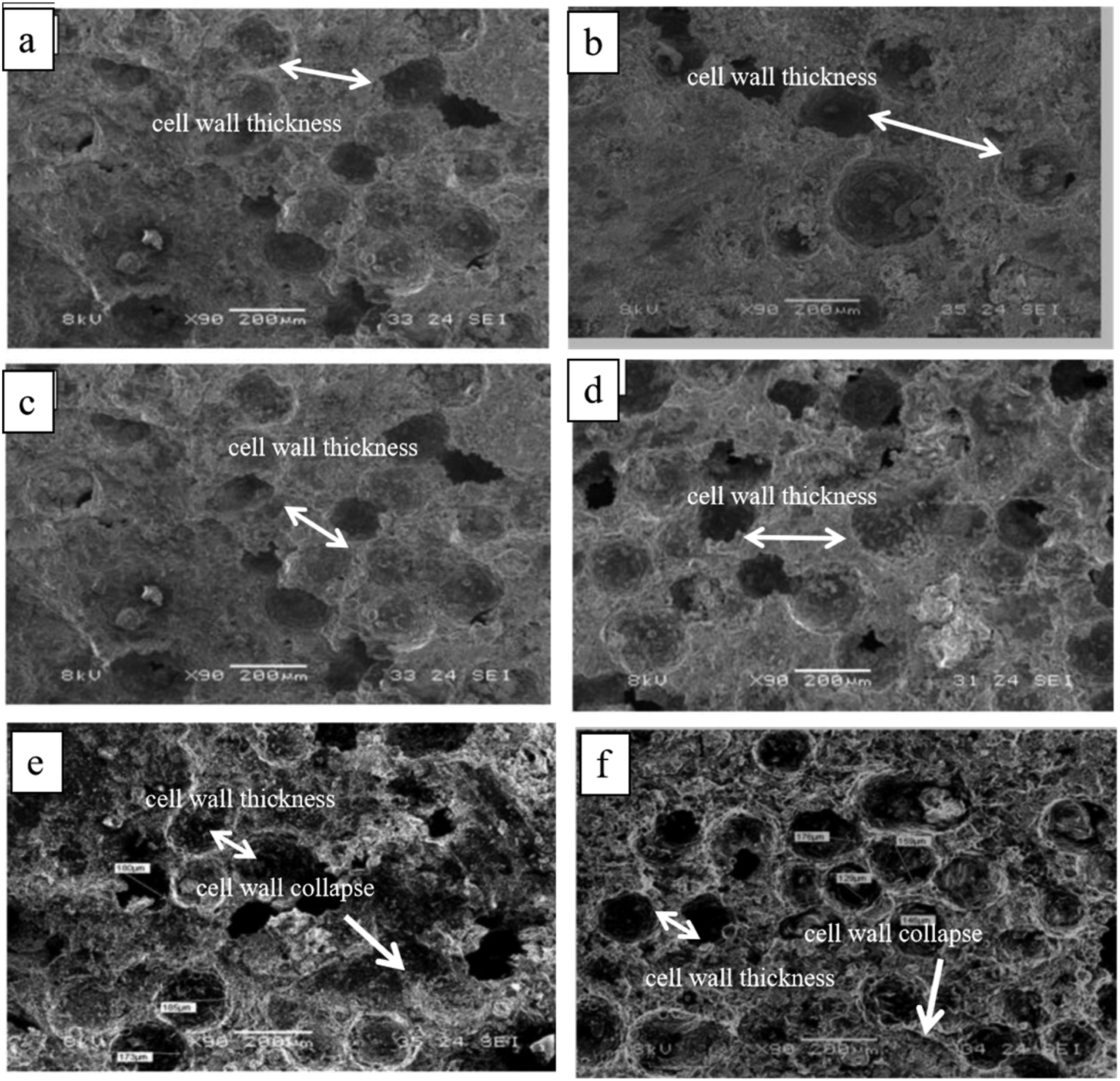
Density and porosity of porous Mg
Figure 3 shows the average porosities of porous Mg composites with varying PMMA content. The average porosity of porous Mg increased on increasing PMMA content from 30wt.% to 50wt.%. Since the porosities are tailored based on the content of PMMA particles in the composites. Further the increased values can be attributed to the coalescence of pores at higher PMMA content due to thin and weak cell walls surrounding the pores23,30 The porosity is advantageous for biomaterials, particularly for bone support fixtures. The pores act as active cell proliferation sites and encourage cell adherence which could hasten the healing of injured bone tissues and assist the osseointegration phenomena.
20
Conversely the densities of porous Mg composites decreased on increase in wt.% of PMMA particle content. Average porosities of porous Mg composites reinforced with varying PMMA content.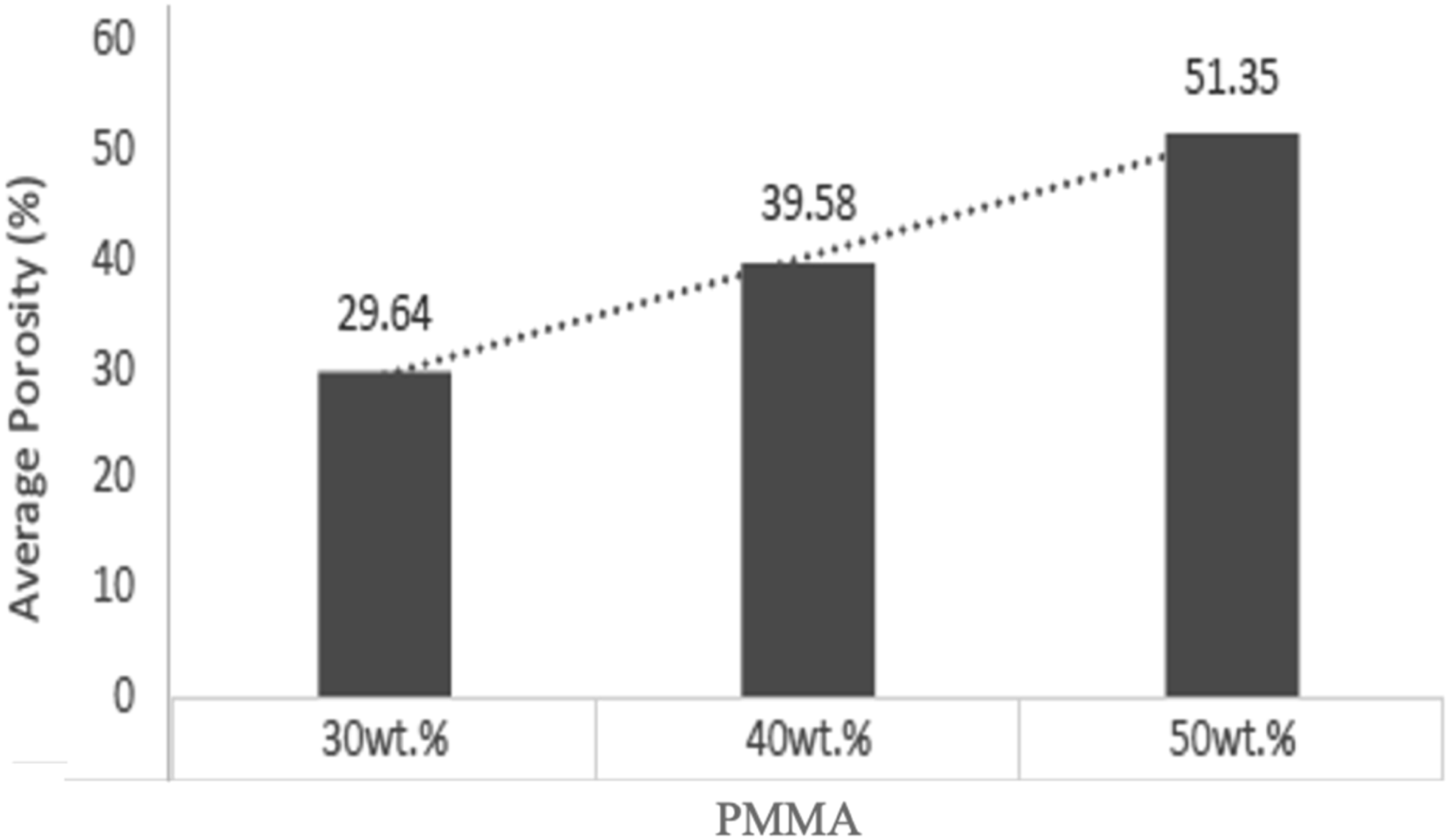
The densities of porous composites were found to increase on increasing the wt.% of HA, except for porous Mg composites with 30wt.% of PMMA which remained almost constant as shown in Figure 4. The increase in densities is due to binding effect of HA in Porous Mg matrix and for porous Mg composites with 30wt.% of PMMA the constant values are due to presence of optimum content of PMMA particles that form well defined cell wall structure even at lower HA content.
31
Densities of sintered porous Mg composites with varying HA and PMMA content.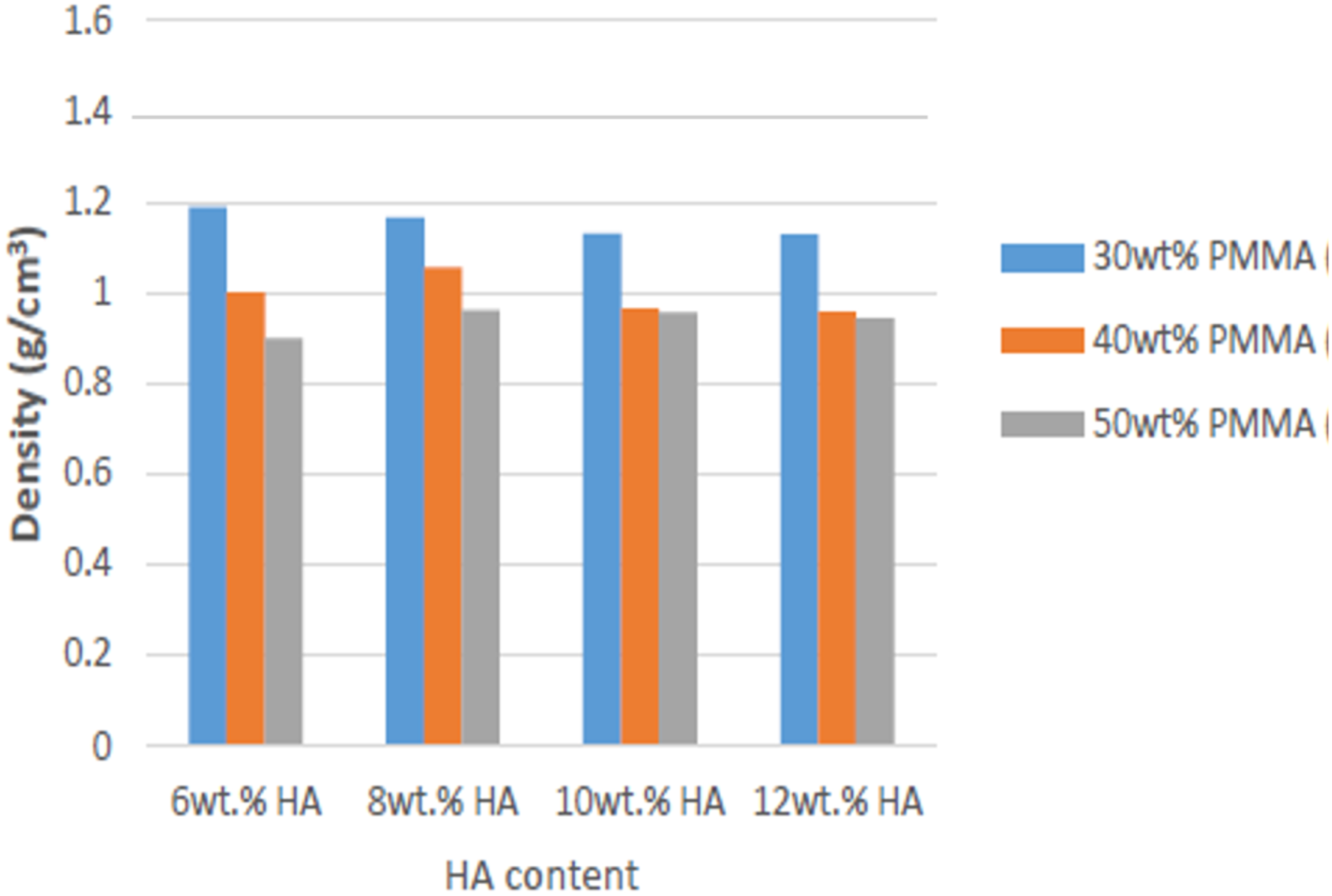
X-ray diffraction (XRD)
The XRD pattern of porous Mg composite powders and sintered samples are shown in Figure 5. Figure 5(a) shows the presence of a significant amount of Mg and Zn of Hexagonal Closed Packing (HCP) crystal structure. Their presence indicated homogeneous distribution of elements in Mg matrix powder mix as a result of a 12 h mixing process. Further in Figure 5(b), the α-Mg matrix and some intermetallic phases formed due to eutectic transformation of the Mg-Zn matrix were observed in diffractogram.
29
The highest peak indicates the presence of higher content of α-Mg as a main phase in the Mg matrix and some lower peaks of intermetallic phases of MgZn. These intermetallic phases can also improve the corrosion resistance of the Mg matrix. Also, from Figure 5, it is evident that the peaks present in the powder mix increased in intensity after the sintering process. It is explained by the hexagonal close-packed (HCP) structure of magnesium’s growing crystal size. Van der Waals forces control the (c) direction in the HCP structure, which is represented by the (002) peak
32
As a result of crystallographic orientation, atoms undergoing severe plastic deformation preferentially align in the (c) direction, creating crystallographic texture. The development of crystallographic texture is closely linked to this rise in intensity seen in the (002) peak.
33
Moreover, since least amount manganese was added to the Mg matrix, limited solid solution of Mn formed no intermetallic compound. Thus, Mn does not significantly alter the phase structure and as per XRD examination no independent phase was observed. XRD pattern of (a) Metallic matrix powder mixture after 12 h mixing and (b) Sintered porous Mg composite.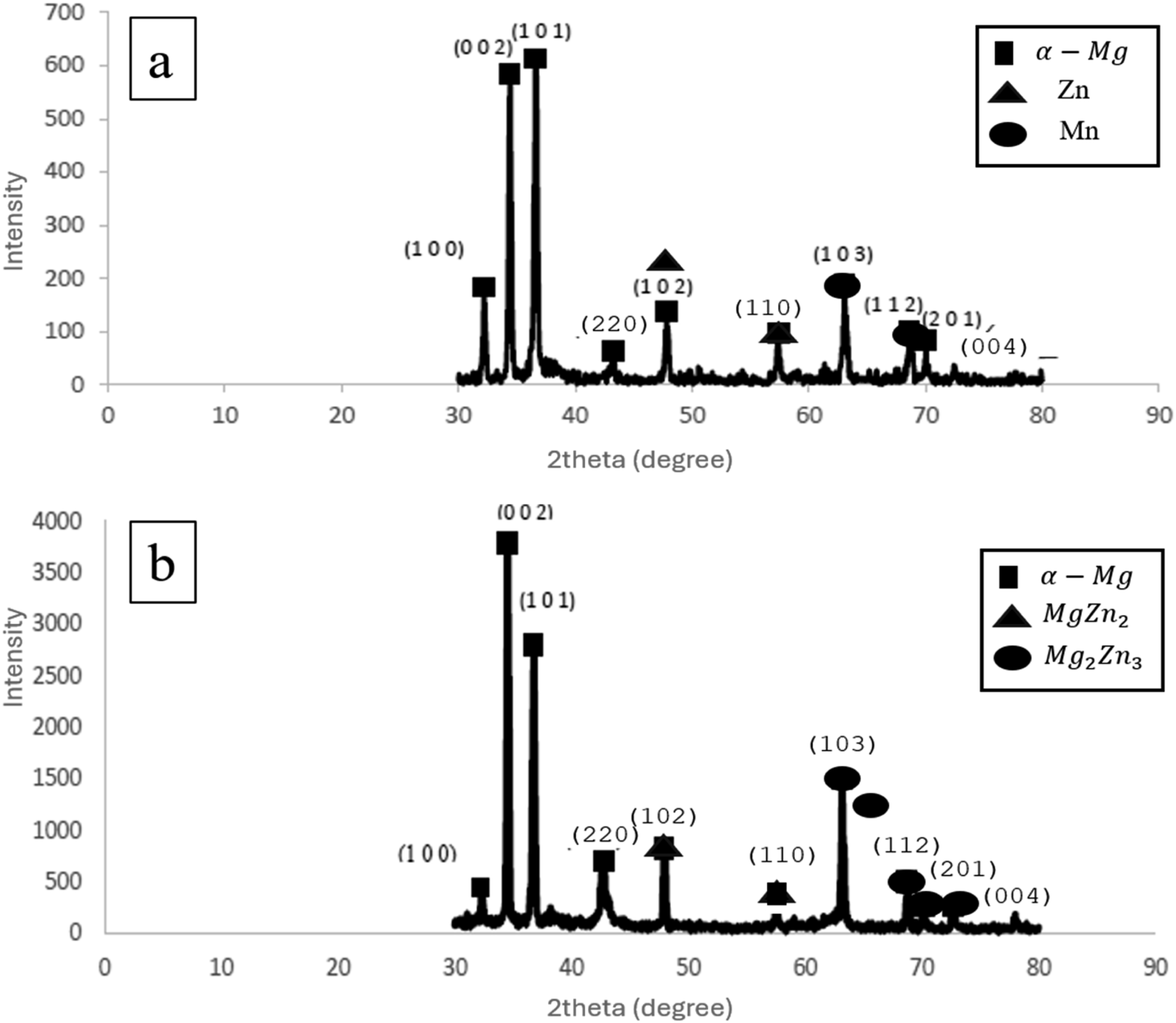
Compressive properties of porous Mg composite
Figure 6 shows the compressive stress-strain curve of porous Mg composites at varying PMMA content and HA content. It can be observed that all the curves exhibited the standard pattern for porous metal which can be divided into three regions: (i) elastic region, (ii) Plateau/Plastic region, and (iii) densification region. In the elastic region cell walls deform elastically regaining back their original shape on unloading, then in the plastic or plateau region the plastic deformation of cell walls take place resulting into absorption of energy until it reaches the densification stage where cell walls collapse and stress increases sharply. The compressive behaviour of porous Mg composites can be attributed to the presence of the α-Mg matrix and intermetallic phases as shown by XRD analysis in Figure 5, and HA particles strengthen the cell walls of the porous composites by forming a secondary hard phase. Such secondary phases impede the dislocation motions on the application of load thus enhance the load bearing capacity of porous composites.34,35 Moreover the presence of Mg Zn based intermetallic phases that have higher hardness also acts as strengthening phases in all samples.36,37 Similarly, the presence of hard phases in the soft matrix can bear higher loads due to higher stiffness and strength thus increasing their load bearing capacity. Further in addition to lower content of PMMA particles, intact cell walls are formed as shown in Figure 2, that undergo elastic deformation at higher stresses and also possess larger plateau regions due to plastic deformation. However, at higher PMMA content weak and thin cell walls undergo elastic deformation at low stress rates and possess small plateau regions due to lesser plastic deformations. It results in an increase in compressive strength of porous Mg composites with increase in PMMA content as shown in Figure 7. Since compressive properties also depend on the porosity.
37
Stress-strain curves of porous Mg composites with (a) 30wt.%, (b) 40wt.% and (c) 50wt.% of PMMA particles. The compressive strength of porous Mg composites at varying HA and PMMA content.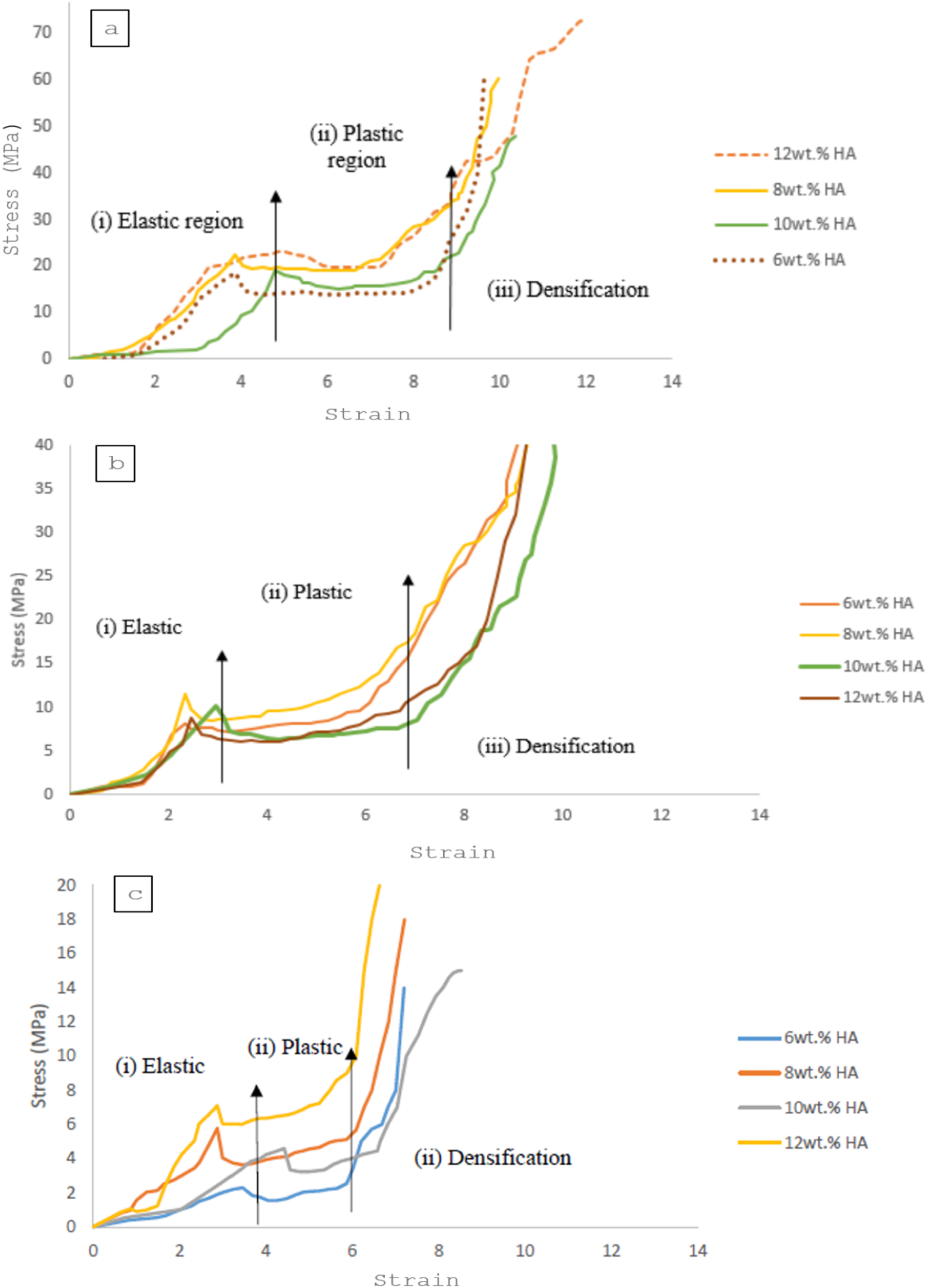
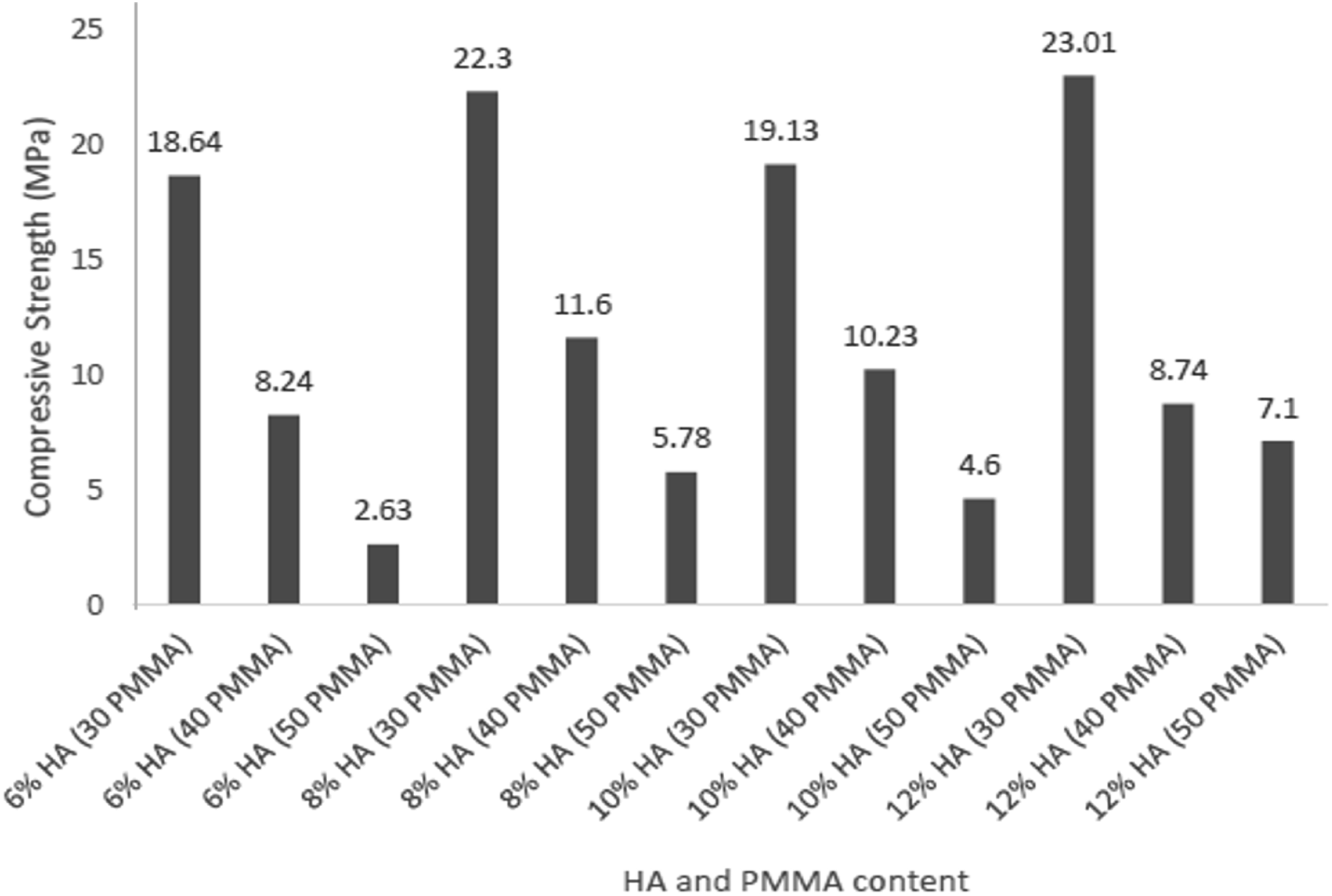
Compressive properties of porous Mg-HA composites.

Corrosion rate of porous Mg composite
The corrosion behavior of the sample was studied during 14 days of immersion time. The products of corrosion were eliminated following the immersion test and weight loss was computed. The reduction in weight of the samples due to corrosion was as a result of the interaction between Mg ions of sample and Cl- ion of sodium chloride solution
32
The change in the weight loss with immersion time is shown in Figure 8(a)–(c). It revealed that the weight loss increased with increase in PMMA content. Due to the presence of higher content of PMMA particles, the porosity also increases. These interconnected pores increase the effective surface area exposed to the solution or the corrosive environment.
41
The maximum value of 26 mg was obtained for samples with 40 wt.% of PMMA content and the least value of 15.5 mg was observed for samples with 30 wt.% of PMMA content after immersion of 14 days. Further in all samples with varying PMMA content, the weight loss decreased on increasing HA content, showing the ability of HA in reducing the weight loss and improving corrosive performance of porous Mg composites. Total weight loss from porous Mg composite during immersion test for the duration of 14 days at (a) 30wt.%, (b) 40wt.% and (c) 50wt.% of PMMA particle content.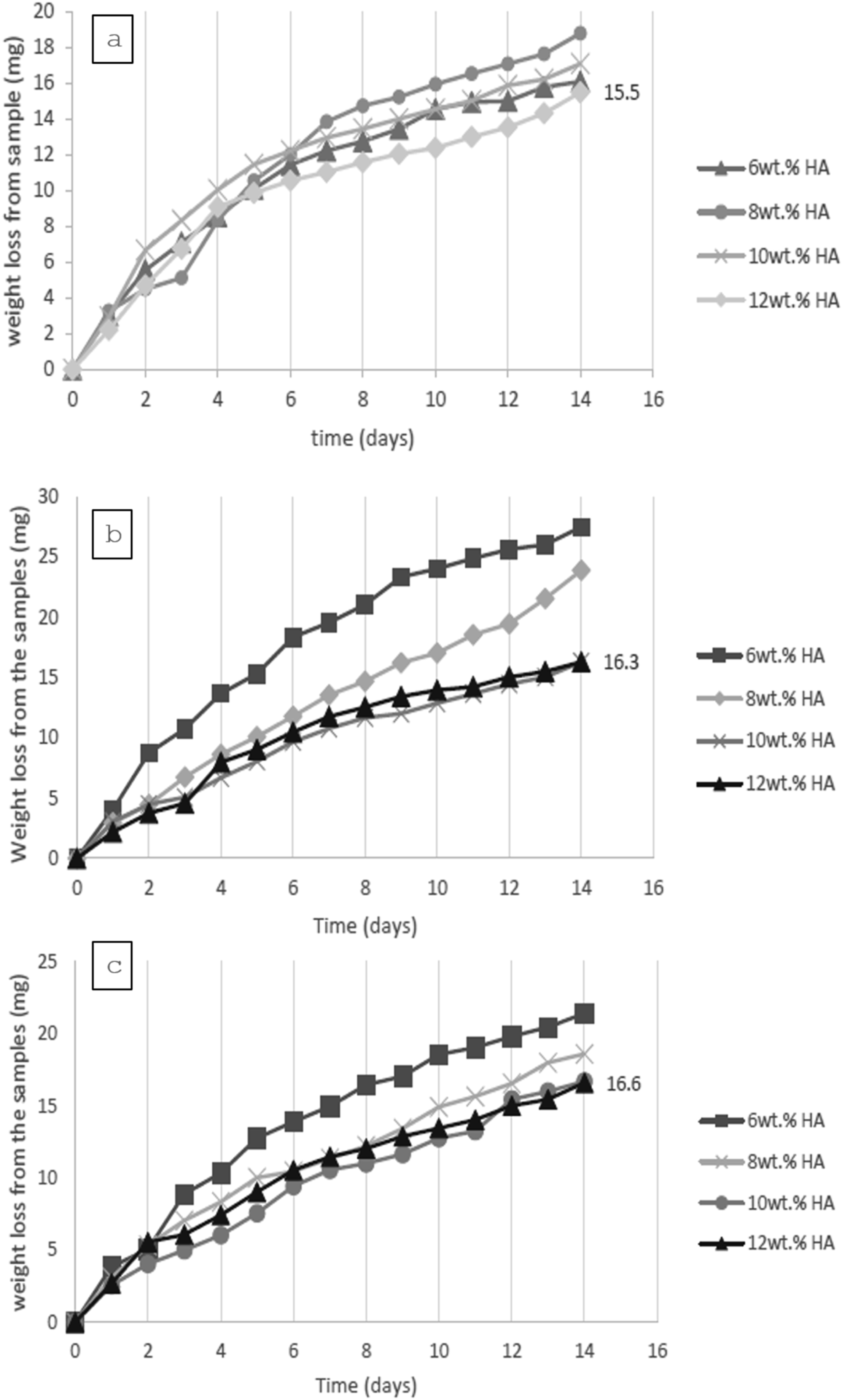
The corrosion rate of porous Mg was finally calculated. The corrosion rate of porous Mg without the addition of an additive was found to be 1.31 mm/yr which was less than as compared to the results obtained by previous researchers for porous Mg6,42 This is due to the presence of MgZn hard phases in the soft Mg matrix that offer impedence to dislocation motion thus increasing their load bearing capacity. Moreover, MgZn phases and Mg forms galvanic couple, it is only because of non uniformity galvanic corrosion occurs. However, Mg intermetallic phases are nobler than pure Mg thus it corrodes easily while Mg Zn phases reduces the corrosion rate.43,44 Moreover HA also forms hard ceramic phase in soft Mg matrix.
31
Figure 9 shows the corrosion rate for all samples with HA as additive being less than 1.31 mm/yr showing that the HA content reduce the corrosion rate of porous Mg with least value of 0.6 mm/year. Researchers have also reported the reduction in corrosion rate of pure Mg from 2 mm/year to 0.5 mm/year-0.6 mm/year by inclusion of additives in Mg.42,45 Corrosion rate of porous Mg composites with varying HA and PMMA particle content.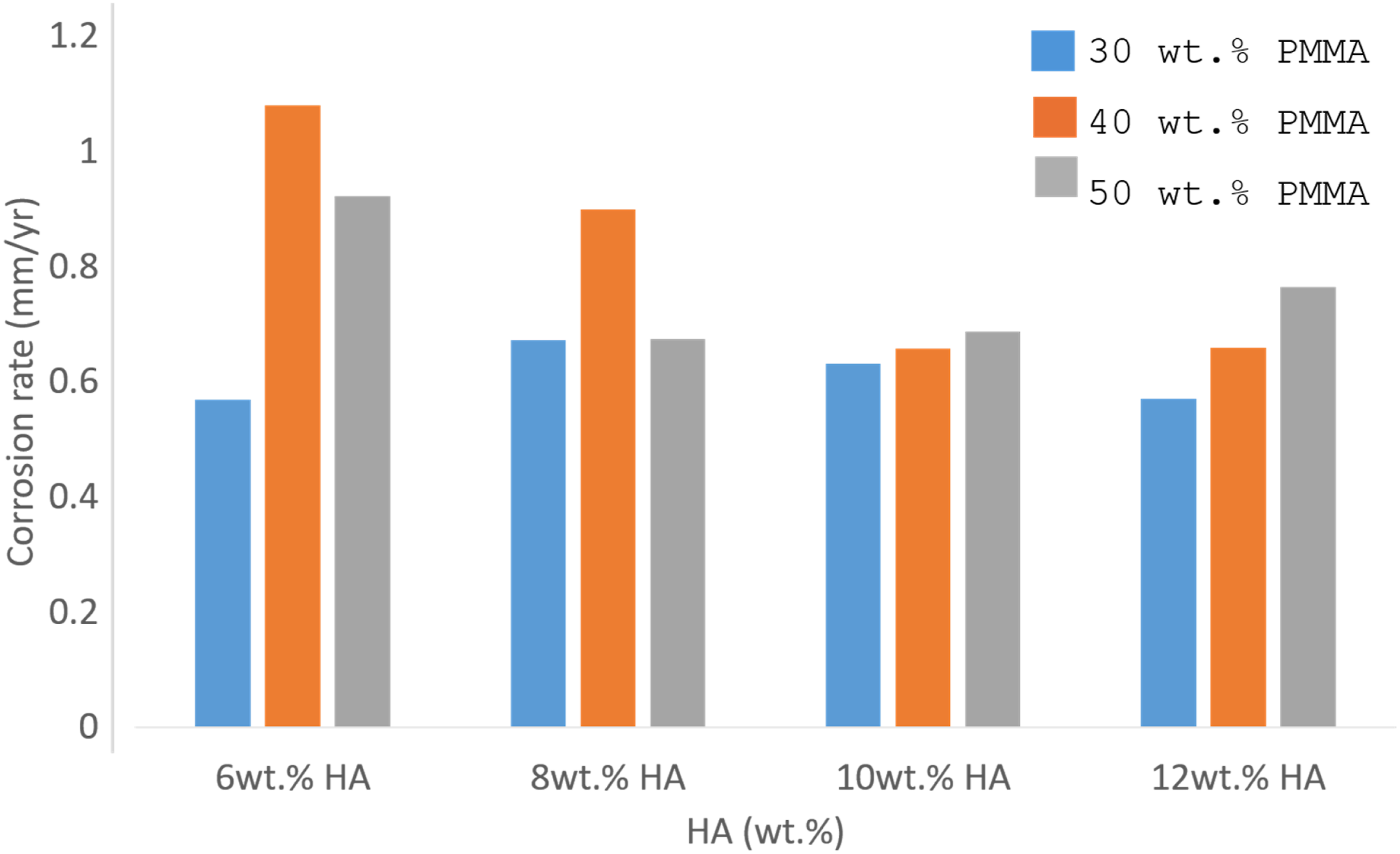
Moreover, researchers have reported improvement in corrosion resistance with reduction in grain size due to improved stability of the protective precipitation layers that form on the surface of magnesium alloys. In addition, the nucleation sites connected to the flaws in the grain boundaries promote the existence and growth of this advantageous layer. ZK60/10HA shown greater corrosion resistance than ZK60 alloy, according to Jinlong SU et al.[98]. They noted that the apatite inducibility of HA and grain refining may be the cause of the ZK60/10HA composite’s improved corrosion performance. Similar findings were reported by another research.
Conclusion
The present work explored the potential of porous Mg composites reinforced with HA in biomedical application by considering the control over porosity range, mechanical propertys and corrosive properties. The samples were successfully fabricated via powder metallurgy technique and porosity was incorporated using PMMA particles as space holder. The varying content of PMMA particles (30wt.%–50wt.%) and HA additives (6 wt.% to 12.%) presented an insightful study of improving the strength and corrosive properties of porous Mg composites. The compressive properties of samples with lower wt.% of PMMA particles was found to be better than for higher PMMA content. While the compressive as well as the corrosive properties of samples with higher wt.% of HA was found to be higher. The maximum value of compressive strength of 23.01 MPa and minimum corrosion rate of 0.6 mm/year was obtained for the composite with 12 wt.% of HA and 30 wt.% of PMMA particles. The results revealed that the HA contributes in improving the mechanical strength and structural integrity of porous Mg composites while controlled porosity can enable various biomedical phenomenons to occur. Thus, such porous composites can have potential application in biomedical especially implants where these composites can support the damaged tissue or bone during the healing process followed by decomposition after the growth of original tissue and bone in strength.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declare no potential conflict of interest with respect to the research, authorship, and/or publication of this article.