
Abstract
The operation of folding provides a complex yarn differing to an appreciable degree from single components. Although the characteristics of folded yarns have been the subject of many investigations, there is a serious lack of study concerned with the influence of yarn folding on comfort properties of clothing materials. Therefore, this study focused on the effect of yarn folding on both thermal and tactile comfort of plain knitted fabrics. In addition to the structural characteristics of the yarns and knitted fabrics, the transport properties, deformation behavior and surface properties of the knitted fabrics were investigated. The results obtained indicated that the influence of yarn folding on thermal and tactile comfort properties of clothing materials is mainly positive. These effects were caused by the modification of yarn packing density which further influenced the air volume distribution as well as the fiber and yarn mobility within the fabric.
Modern consumers are interested in clothing with good aesthetic performance, comfort-related properties, and durability. While aesthetic and utility performances are desirable in clothing, comfort is the intrinsic and essential performance requirement in clothing materials. Therefore, research on clothing comfort is of great importance for an improvement in the quality of people’s lifestyles. Generally, comfort is defined as a state of satisfaction indicating physiological, psychological, and physical balance among the person, his or her clothing, and his or her environment (Slater, 1985). The science of comfort categorizes it into three broad categories: psychological, thermal, and tactile comfort. Psychological comfort is mainly based on subjective feelings and fashion trends and bears little relation to the properties of fabrics. Thermal comfort relates to the ability of the clothing materials to support the thermoregulation system of the body in order to keep its temperature at the mean value even if the atmospheric conditions or physical activities change. The governing properties of clothing materials by which they influence the thermal balance of a wearer are thermal properties, water vapor permeability, and air permeability, which are known as transport properties. Tactile comfort relates to the mechanical interaction between clothing material and human body. A dressed human body is always subjected to a complex mechanical load arising from the weight of the garment or the load accompanying deformation of clothing material. Thus, the deformation behavior of textile materials during their stretching, bending, shearing, compression, and so on, is responsible for tactile sensations. Since the load transmits to the body at skin-fabric contact areas, the surface characteristics of clothing materials are also very important for tactile sensory perception.
Folded yarn is a complex yarn composed of two or more component yarns arranged parallel and twisted together to make a “new quality” yarn. Generally, the operation of folding or plying modifies and improves existing single yarns to an appreciable degree by combining them together. Among the properties improved by yarn folding, those of the greatest importance for the performance of textile materials are yarn evenness (uniform diameter), strength (and strength variation), liveliness (the reduction of residual torque), and yarn’s surface characteristics (hairiness). The characteristics of folded yarns have drawn the attention of many scientists from the 1950s to today (Bennett & Postle, 1979; Honold & Grant, 1961; Milosavljevic, Tadic, & Stankovic, 1998; Park & Oh, 2003; Skau, Honold, & Boudreau, 1958; Xia, Xu, & Wang, 2012). However, there is a serious lack of study about the effects of folded yarns on the properties of textile materials, especially those concerned with comfort properties. Bearing in mind the growing popularity of clothing comfort, this lack of investigations is surprising, and the knowledge of the effects of folding operation on comfort properties seems requisite. For instance, folding operation will certainly improve the strength and evenness of a yarn, but it does not mean that comfort properties of textile fabric made of folded yarn will always be improved. Pac, Bueno, and Renner (2001) and Behera and Mishra (2007) investigated the thermal properties of knitted and woven fabrics produced from folded cotton and wool/silk yarns, respectively. The complex relations between the thermal properties and air permeability of rib-knitted fabrics and folding density of the yarns used were confirmed by Stankovic, Popovic, and Poparic (2012). The investigation of handle properties of woven fabrics produced from various folded (ring, rotor, and vortex) yarns indicated the importance of spinning technique and both twist and folding direction (Unal, 2010). In the investigation conducted by Stankovic (2008), the folding technique was used to produce staple/filament hybrid yarns from which the rib-knitted fabrics with different compression properties were produced. Bueno, Renner, and Pac (2002) compared surface properties of knitted fabrics produced from two-folded cotton yarns with their counterparts.
For our research, the idea was to evaluate the effect of yarn folding on both thermal and tactile comfort of the knitted fabrics. Since the structure of knitted fabric and constituent yarn could be changed by physical or chemical treatment, the knitted fabrics were in the virgin state during comfort investigation. In such a way, the effect of yarn folding on comfort properties becomes more distinct. In our research eco-friendly hemp yarn was chosen to fold and produce knitted fabrics. Specific characteristics, such as excellent hygienic, antielectrostatic, and ultraviolet radiation–resistant properties, make hemp fabrics physiological-friendly textiles. However, hemp fibers have some limitations concerned with tactile comfort, because hemp by nature is coarse and does not have much elasticity. Therefore, the main task was to improve the tactile comfort properties of hemp knitted fabrics without deteriorating their good thermal comfort properties. The results presented in this article are the part of the project aiming to introduce hemp to the area of high-quality comfort clothing.
Materials and Methods
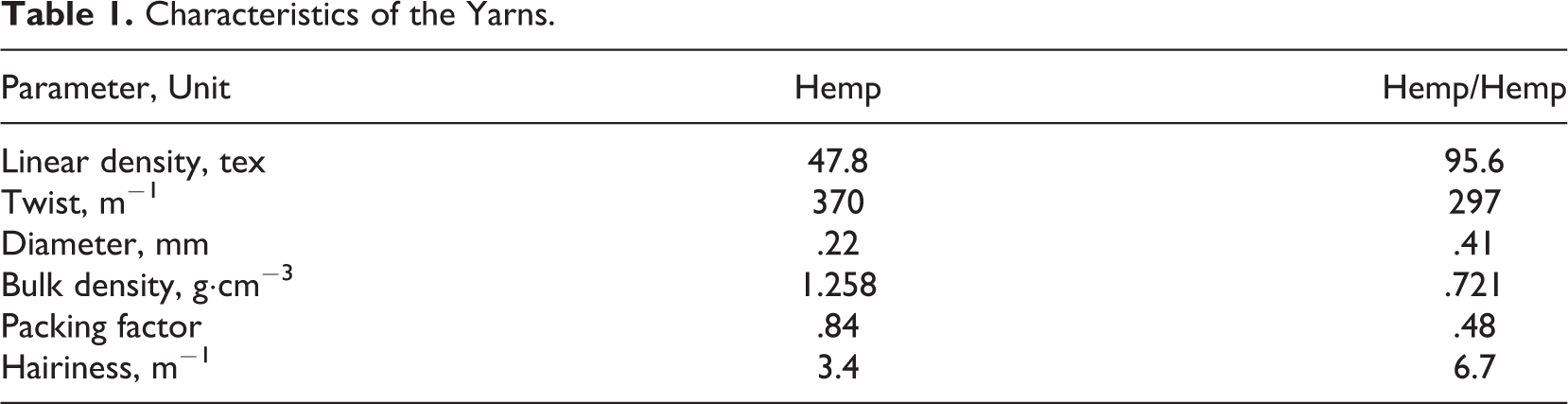
In the present study, 100% hemp yarn (Linificio Canapificio Nazionale, Italy) with the nominal linear density of 50 tex and nominal twist level of 400 turns per meter (Z direction) was used. By folding two single hemp components, the folded hemp yarn (hemp/hemp) with the nominal linear density of 100 tex and nominal folding twist level of 310 turns per meter (S direction) was produced. The folded hemp yarn was produced on a Saurer Allma ring twister having 12 spindles and ring dimensions of 160 mm × 16.7 mm. After folding, the yarn was subjected to treatments following the standard routines applied at St. George Company (Serbia): steaming 20 min at 80 °C in an autoclave and storage for at least 72 hr in a conditioned room (65% relative humidity± 2% and 20 °C ± 2 °C) in order to reduce residual torque. The properties of the yarns used, which could influence the comfort properties of the knitted fabrics, are given in Table 1. Factual values of linear density of the yarns used were determined in accordance with ISO 2060:1994 (Textiles—Yarns from Packages—Determination of Linear Density [mass per unit length] by Skein Method). Factual twist of the yarns was determined according to ISO 2061:1995 (Textiles—Determination of Twist in Yarns—Direct Counting Method). Diameter of the yarns was determined using a Nikon SMZ800 microscope. After 50 readings for both yarns, the average diameters were calculated. The diameter and linear density of the yarns were used to calculate their bulk density. Packing factor of the yarns was calculated by dividing bulk density of the yarns by fiber density. Hairiness of the yarns was measured using the Shirley Hairiness Monitor. The hairiness was registered on traveling yarn samples in 5-sec intervals and later was reduced to 1 m of yarn length. Thirty hairiness tests per yarn were performed, so the hairiness of both single and two-folded yarns presented in Table 1 was the average of these 30 tests.
Characteristics of the Yarns.
From these yarns, two variants of plain knitted fabrics, one having single hemp yarn and the second consisting of two-folded hemp yarn, were produced on a 20 gauge and 30″ diameter Fouquet circular double jersey knitting machine with positive storage, 36 feeders, and 1,885 needles. The knitting process was completed for both knitted fabrics with constant machine settings (known to the company) according to the production standards of the industry. Therefore, as much as possible, identical structure of the knitted fabrics was obtained. In addition, the variant of knit consisting of the single hemp yarn was produced by feeding two single yarns simultaneously, side by side, through the same hole in each feeder. This was an attempt to ensure both knitted fabrics were produced from the yarns with the same linear density. The samples were kept without tension on a flat surface in a conditioned room (65% relative humidity ± 2% and 20 °C ± 2 °C) for the relaxation before testing. These commercially produced knitted fabrics in their existing state after last commercial treatment (i.e., virgin state) were used for all tests. Stitch density, loop length, and mass per unit area of the knitted fabrics were determined according to procedures described in the literature (Koblyakov, 1989). Thickness of the knits was measured in accordance with ISO 5084:1996 (Textiles—Determination of thickness of textiles and textile products). Construction characteristics of the plain hemp knitted fabrics are presented in Table 2.
Construction Characteristics of the Plain Hemp Knitted Fabrics.
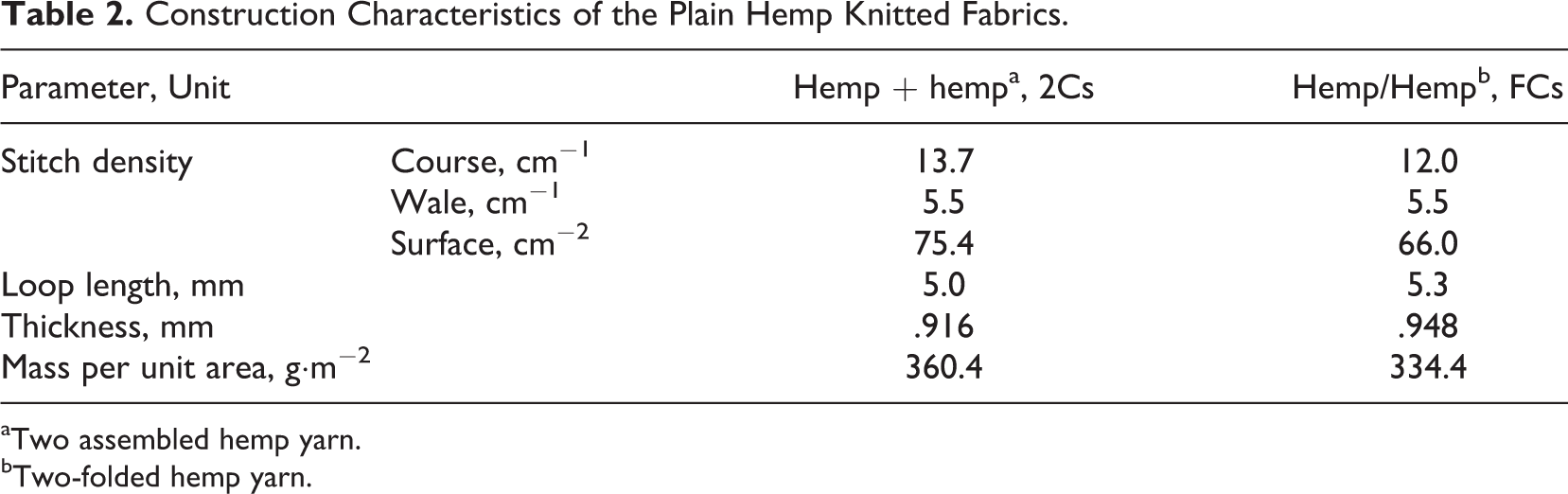
aTwo assembled hemp yarn.
bTwo-folded hemp yarn.
Among the secondary parameters describing the structure of knitted fabric, porosity, open porosity, stitch moduli (planar and volume), cover factor, and structural tightness factor were determined. Porosity of the knitted fabrics P (%), defined as the portion of all air spaces in knitted fabric both between yarns and inside them, was calculated using the equation given subsequently:
where ρ f (g/cm3) is the fiber density and ρ k (g/cm3) is the bulk density of the knitted fabrics calculated by dividing their surface density (mass per unit area) by thickness.
Open porosity O (%) expressing the portion of air spaces between yarns was calculated by the following equation:
where ρy (g/cm3) is the bulk density of the yarn.
Planar stitch modulus, presenting the relationship between the area of a stitch and the area occupied by the yarn within the stitch, and volume stitch modulus, showing the relationship between the volume of a rectangular solid outlining a stitch and the volume occupied by the yarn within the stitch, were estimated by the relations described in the literature (Koblyakov, 1989). Cover factor CF (tex1/2 cm−1), indicating the extent to which the area of the knitted fabric is covered with the yarn, was calculated as the ratio between the square root of the yarn's linear density, and loop length. Knowing the cover factor of the knitted fabrics, the structure tightness factor (STF; tex1/2 cm−1) was calculated by multiplying cover factor by stitch density constant (Knapton, Ingenthron, & Fong, 1968).
Air permeability of the knitted fabrics, defined as the volume of air measured in cubic meters passed per minute through a square meter of fabric at a constant pressure (m3/m2 min), was measured according to standard procedure (ISO 9273:1995, Textiles—Determination of the permeability of fabrics to air). A Textest FX-3300 air permeability tester was used. The air pressure differential between the two surfaces of a sample was 100 Pa. Five tests per each knitted fabric were conducted. Water vapor permeability and thermal properties of the knitted fabrics were measured using the Permetest. The testing procedure was somewhat different from the standard ISO 11092 (Textiles—Physiological effects—Measurement of the thermal and water-vapor resistance). Measurements are made at 20–22 °C isothermal laboratory temperature (instead of 35 °C) and relative humidity of 60–65% (instead of 40%), which should match the ambient conditions. Water vapor permeability for each knit was investigated by making five separate tests. The capability of the knitted fabrics to transfer water vapor was indicated by measuring the absolute vapor resistance and calculating the relative water vapor permeability (the ratio of heat loss from the measuring head with knitted fabric and without it). The capability of transferring heat was determined by measuring thermal resistance of the knitted fabrics. During determination of thermal resistance, the measuring head was dry and the temperature was maintained at 32 °C. Five tests were conducted on different portions of the knits.
The mechanical and surface properties of the knitted fabrics were determined using the Kawabata Evaluation System for fabric (KES-FB). The KES measures 16 mechanical parameters corresponding to the fundamental deformation mechanisms (tensile, shear bending, and compression), surface coefficient of friction, and geometrical roughness. Many contributions have been published on the topic of this expert system, and there is thus no necessity to precisely describe the system. Three replicate specimens were prepared from each fabric. Each of the specimens was subjected to testing following the prescribed order: surface, compression, shear, and tensile. Due to edge curling of the plain knitted fabrics investigated, we were unable to perform the bending test. Data were collected for both the wale and course direction for each tested specimen, except compression for which there is no direction (normal to specimen’s plain). The main values of KES parameters for all three specimens (for wale, course, and their averages) were calculated.
Two-sample student’s t-test procedure is used to compare the means of the results obtained for the knitted fabrics. Generally, when the probability value (p) is less than .05, the evidence to reject the null hypothesis of equal means is provided. The standard deviation (SD) at a 95% confidence interval for tested parameters of each knitted fabric was also calculated.
Results and Discussion
Structure of the Yarns and Knitted Fabrics
The packing density of a staple yarn generally falls in the range of .3 to .7 depending on the fiber cross-sectional shape, twist level, and crimp density, whereas the ideal packing density of .907 is difficult to obtain. The packing density of the single hemp yarn of .84 indicates its quite compact structure, and the value of hairiness (Table 1) indicates its smooth surface. It could be explained by lower elasticity and flexibility of hemp fiber. The reduced deformability of hemp fibers impeded their mobility during yarn formation, resulting in the more compact core and reduced hairiness of the yarn as can be seen in Figure 1a. The complex yarn formed by folding two single components was expected to have the “new quality” structure because of the inevitable changes in fiber orientation in the folded yarn. As a result, the diameter of the folded hemp yarn was doubled with a reduction of 57% in its bulk density and packing factor. It can be seen from the scanning electron micrographs (Figure 1) that the fiber’s orientation was altered by twisting together two single hemp components. Due to introduction of the secondary twist (folded yarn twist) in the opposite direction to the primary twist (single yarn twist), the hemp fibers in the folded yarn were partially untwisted. The micrograph of the folded hemp yarn (Figure 1b) illustrates some fibers (indicated in the picture with black arrows) almost parallel to the yarn axis. Even though the hairiness of the two-folded hemp yarn was doubled in value (Table 1), we would describe both single and folded hemp yarns as smooth.
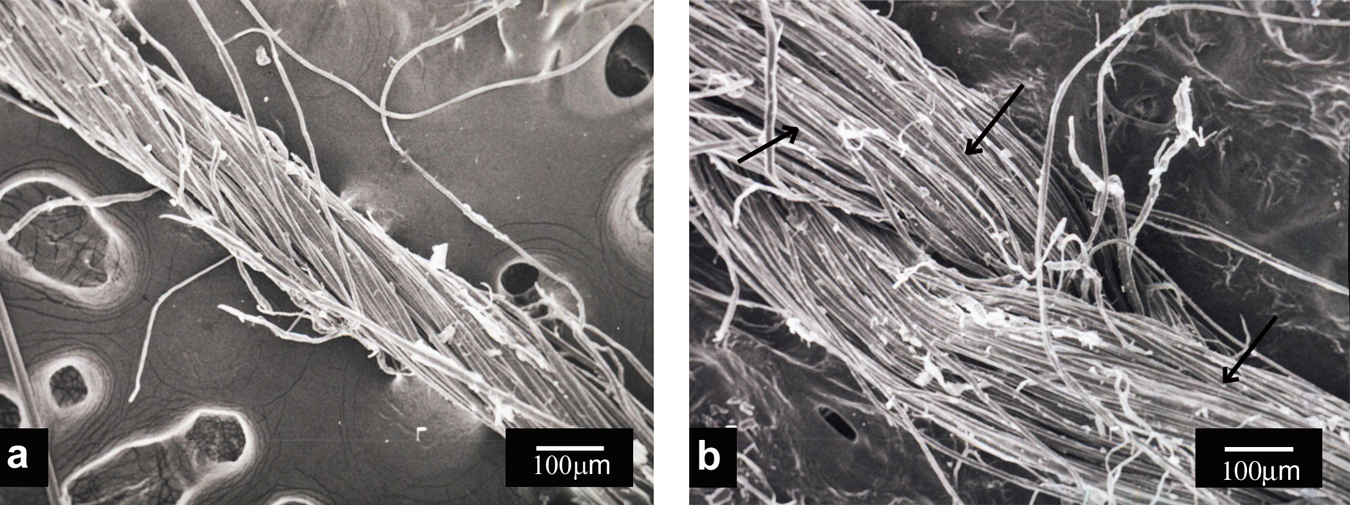
(a). Geometry of the single hemp yarn. (b). Geometry of the two-folded hemp yarn.
In order to obtain constructions as similar as possible, the knitted fabrics were produced under controlled machine settings. Nevertheless, some slight differences in structural characteristics of the knits were found (Table 2) as a consequence of differences in internal structure of the yarns. The knitted fabric having two-folded hemp yarn as a component was characterized by lower stitch density which in turn was influenced by its lower course density. Since the knitted fabrics were knitted under the same knitting conditions, their different course densities must have resulted from the difference in loop configuration coming from the bending rigidity of the yarns. Bending rigidity of the two-folded hemp yarn was assumed to be lower than that of the single or two assembled hemp yarn due to the twist reduction in each single component. By losing a part of the single components’ twist, the fiber mobility inside the two-folded yarn was increased, leading to a reduction in bending rigidity. A different loop configuration manifested itself in the slightly greater stitch height (.83 mm) of FCs (two-folded hemp) knit in relation to that of 2Cs (two assembled hemp) knit (.73 mm), while the stitch width was the same for both knits (1.82 mm).
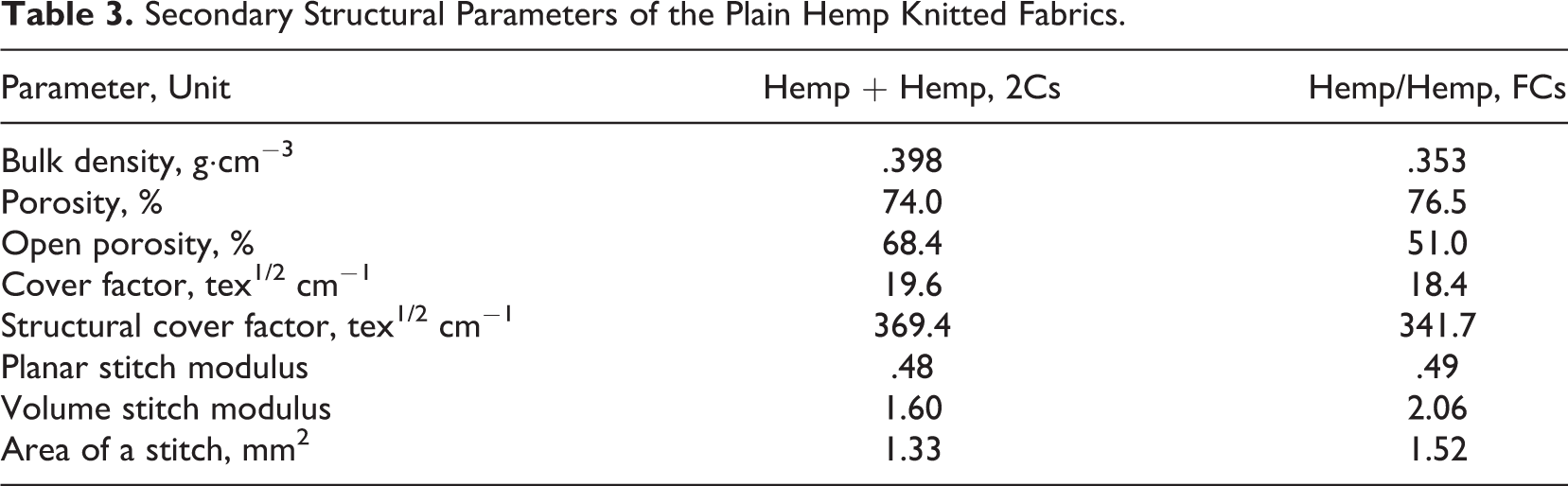
In addition to the primary parameters of the knitted fabrics, the yarns used influenced their secondary parameters given in Table 3. The knitted fabric produced from two assembled hemp yarns (hemp + hemp, 2Cs) was characterized by higher bulk density and lower porosity as a consequence of the yarn aggregation into a highly packed (higher stitch density) knitted structure. Although having lower total porosity, 2Cs knitted fabric was characterized by higher open porosity—the parameter known for governing transport properties. The different pore distributions in these two knitted fabrics were qualitatively confirmed by scanning electron microscope (SEM) micrographs (Figure 2). The more open structure of 2Cs knitted fabric seems clearly visible (Figure 2a). On the other hand, calculated cover factor and structural cover factor showed that the area of knit covered with the yarn was higher in 2Cs knit (Table 3) as a result of the differences in loop length and course density between the knits. In addition, the planar stitch modulus of the knitted fabrics confirmed the more compact structure of 2Cs knit since the lower value of 2Cs planar stitch modulus expresses the reduced size of the interstitial pores (Table 3). This was also confirmed by the volume stitch modulus, since the higher volume stitch modulus of FCs knitted fabric indicated the structure had less volume in one stitch filled with yarn; this further indicates the larger volume of interstitial pores.
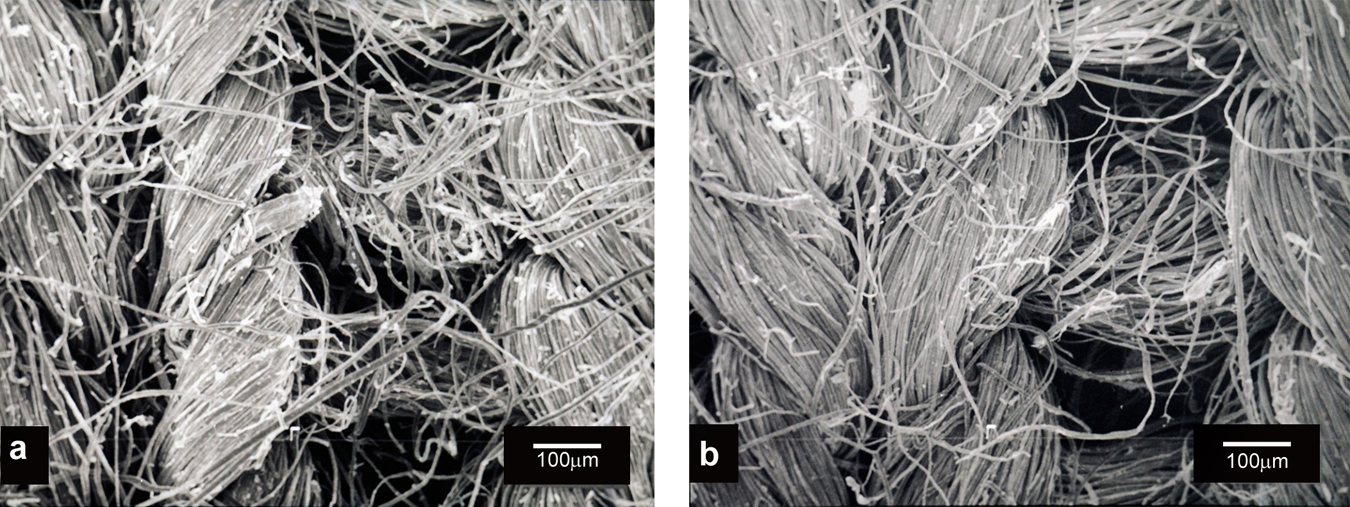
(a). Geometry of the knitted fabric made from two assembled hemp yarn (2Cs). (b). Geometry of the knitted fabric made from two-folded hemp yarn (FCs).
Secondary Structural Parameters of the Plain Hemp Knitted Fabrics.
Transport Properties of the Knitted Fabrics
Open porosity is known to be a governing factor influencing the transport properties of a fabric, such as water and air permeability, and heat transfer properties. Bearing in mind that the knitted fabrics produced from single and two-folded hemp yarn were characterized by some differences not only in construction characteristics but also in porosity distribution, some differences in transport properties could be expected. According to the results of air permeability (Table 4), the knitted fabric produced from the two-folded hemp yarn was more permeable, which is confirmed by a two-sample student’s t-test (p value, Table 4). Many studies of structural factors influencing the air permeability of fabrics confirmed that airflow takes place through open pores (interstices between yarns). Additionally, Goodings (1964) shows that the increased number of the pores per unit area would reduce the airflow of the pores with reduced size. Taking these facts into consideration, we concluded that the higher air permeability of the FCs knit was due to its reduced stitch density or larger area of a stitch. Even though the spacing of the folded hemp yarn seems higher (Figure 2), the larger stitch spacing (the area of a stitch; Table 3) in FCs knit resulted in the larger size of open pores between wales, leading to increased air permeability.
Transport Properties of the Plain Hemp Knitted Fabrics.
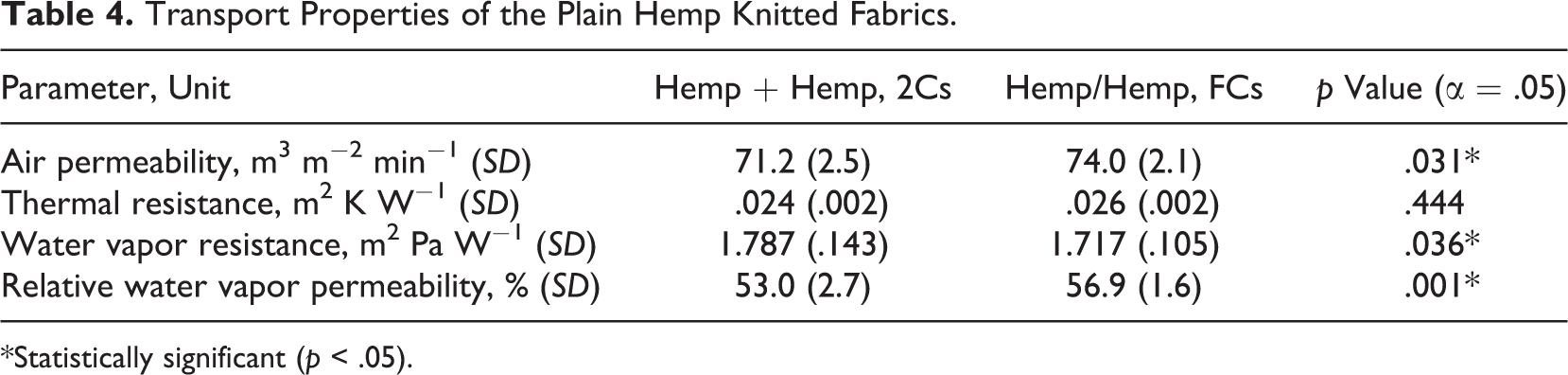
*Statistically significant (p < .05).
Water vapor permeability of textile materials is defined as the quantity of water vapor passing through a unit area of the fabric in a definite period of time due to a pressure gradient between inner and outer surfaces of the fabric. Water vapor resistance is inversely proportional to water vapor permeability and describes the resistance to evaporative transport through the material. Various studies implicated water vapor diffusion as a dominant mechanism for moisture transport under steady-state conditions. The diffusion mechanism of water vapor transfer includes diffusion through the inter-yarn pores and interfiber spaces and through the fiber substance itself as well as the migration of absorbed water vapor along the fiber surface. Since the vapor diffusion through the air spaces of the fabric is far faster than diffusion through the fiber due to lower moisture diffusivity of textile fibers, the transfer of water vapor is considered to be dependent on the fabric geometry and especially on the inter-yarn pores (open pores). The differences in geometry between the knitted fabrics resulted in reduced water vapor resistance and increased relative water vapor permeability of FCs knitted fabric (Table 4). Although 2Cs knit was characterized by higher open porosity (Table 3), the reduced size of its interstitial pores, which was previously confirmed by its lower air permeability, decreased water vapor permeability due to higher resistance to water vapor flow of the pores with reduced size. It also may be assumed in the case of FCs knitted fabric that due to lower bulk density and packing density of the two-folded hemp yarn, the migration of absorbed water vapor along the fiber surface was hastened. The student’s t-test results confirmed the significant difference between the knitted fabrics with respect to water vapor resistance and water vapor permeability (p values, Table 4).
Heat transfer through textile materials generally involves all three mechanisms: conduction, convection, and radiation. However, it is generally accepted that heat transfer by conduction is more significant than others. Since the thermal conductivity of air is lower than that of fibers, the thermal conductivity of fibers is a major contributor to the heat transfer process. However, the air entrapped in the fabric structure is also of considerable importance to the thermal behavior of the fabric, since air behaves as an insulating medium. Thermal resistance of textile materials is determined by the thermal conductivity of the fiber and fabric thickness. With the increase of the fabric thickness and/or decrease of the fabric thermal conductivity, its thermal resistance increases. Since the FCs knitted fabric was slightly thicker than 2Cs knit (Table 2), it could be expected FCs knit to increase its thermal resistance. In addition, it could be expected that the air immobilized in the loose structure of the two-folded yarn would reduce thermal conductivity of the FCs knit, whereas more intimate contact between fibers in the single yarn, manifesting itself in higher bulk density and packing factor, should contribute to the conduction of thermal energy through 2Cs knit. Although thermal resistance of the knitted fabric produced from two-folded hemp yarn was slightly higher in relation to that of 2Cs knit (Table 4), the statistical analysis did not confirm the significance of the differences. Therefore, it could be noted that there is no significant deterioration of thermal properties of the knitted fabrics.
Concerning transport properties of the knitted fabrics, SD values showing how much dispersion from the mean exists indicated better uniformity of air and water vapor permeability properties for the knitted fabric produced from two-folded hemp yarn (Table 4).
Deformation and Surface Properties of the Knitted Fabrics
There is no unique optimal solution for the mechanical and surface properties of textile clothing materials. However, there are still some universal design guidelines to maximize the tactile comfort of textile materials. In addition to the extensibility of fabric, which should be maximized even at the expense of tensile resilience, shear hysteresis and bending rigidity should be minimized so as to obtain extensible and flexible textile materials. In order to produce soft and smooth textile fabric, compressibility and compressional resilience (RC) should be maximized, while the surface coefficient of friction, variation of coefficient of friction, and surface geometrical roughness should all be minimized. According to various investigations, the deformation behavior of clothing materials in compression, tension, bending, and shear is dependent on fiber type and both yarn and fabric structure. Since only one fiber type was used in this investigation, and knitted fabrics were produced under controlled settings, the influence of yarn structure and properties on tactile comfort could be evaluated.
Compression behavior of textile materials is a determining factor in wearing comfort, since it is closely related to their smoothness and softness. Four indices can be used as a measure of compression behavior: compressibility (EMC, relative compressibility calculated as a percentage of original fabric thickness), compression energy (WC), compression linearity (LC), and compression resilience (RC). Higher softness is reflected by higher values of EMC and WC and lower values of LC (the compression load-thickness curve exhibits higher deviations from linearity). According to the parameters EMC, WC, and LC (presented in Table 5), the knitted fabric produced from two-folded hemp yarn was characterized by higher softness in relation to the knitted fabric produced from single hemp yarn. Having lower bending rigidity, as well as fiber-packing density and consequently, higher fiber mobility, the two-folded hemp yarn contributed to the higher compressibility of FCs knit. Difference in compression behavior could also have resulted from fabric stitch density. The previous results have shown that the increase of stitch density (i.e., the increase of the number of yarn contact points) reduces the inter-yarn and interfiber mobility, leading to the reduction of knit’s compressibility (Choi & Ashdown, 2000; Stankovic, 2008). However, it should be noted that in this investigation the variation of stitch density resulted from the structure of the yarns used. An easier movement, the slippage of two-folded yarn into knit, and hemp fibers into this yarn due to lower stitch density of FCs knit enable its more compressible structure in relation to 2Cs knit. The improvement in compressibility of the FCs knitted fabric was statistically confirmed for EMC and WC parameters (p values, Table 5). Regarding RC, the greater the RC values, the better the retention ability of the fabric after compression. Better retention ability of FCs knit (Table 5) can be explained by the increased friction between single components into two-folded yarn caused by introduced secondary twist. Although better RC of the FCs knit was not statistically confirmed (p values, Table 5), we believe that folding technique can provide an improvement in retention ability of fabrics under compression.
Compression and Tensile Properties of the Plain Hemp Knitted Fabrics.
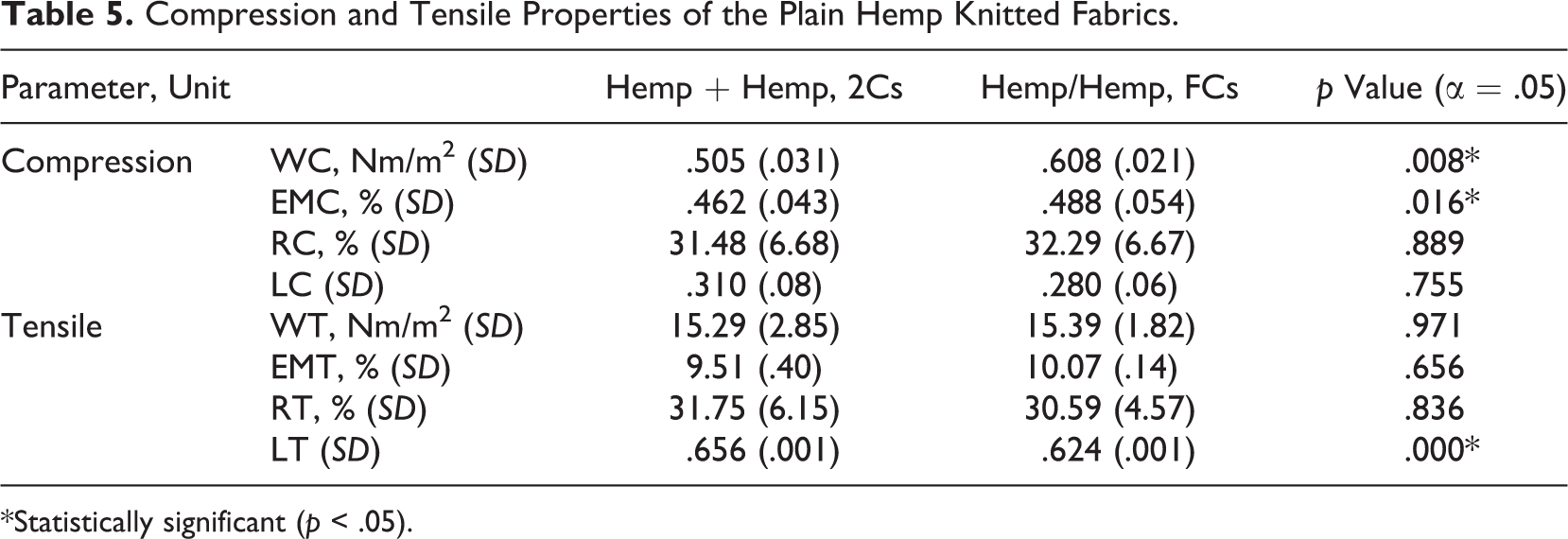
*Statistically significant (p < .05).
Besides better compression, knitted fabrics have greater elasticity and ability of relaxation compared with woven fabrics. For this reason, a knitted fabric substantially contributes to increased comfort with elasticity of the clothes because of the reduced pressure on the skin, allowing the body movement to be free. In general, there are three factors contributing to the stretching of a plain knitted fabric: friction resistance to relative displacement of yarns at the interlacing points, bending deformation of the loops, and the yarn extension. Since clothing material is rarely stretched to a point when the yarn is stretched, the most important yarn parameters responsible for the stretching of a knit are considered to be the inter-yarn friction and yarn bending behavior. Extensibility (EMT) has a good correlation with fabric comfort. A higher EMT value signifies greater tactile comfort. The FCs knitted fabric was characterized by higher course extensibility (EMTcourse = 8.93) in relation to that of 2Cs knit (EMTcourse = 7.12), which is confirmed by a student’s t-test (p = .0004). The higher course extensibility of FCs knit is attributed to the lower bending rigidity of two-folded hemp yarn. In addition, the lower friction resistance to yarn movement in course direction due to lower course density of FCs knitted fabric and consequently less number of interlacing points contributes to the course extensibility of FCs knit. However, the knitted fabrics exhibited similar wale extensibility (11.20 and 11.90 for FCs and 2Cs, respectively) and therefore similar averaged extensibility (Table 5). The lower value of the linearity of load-extension curve (LT) for FCs knitted fabric (Table 5) means higher extensibility in the initial strain range and thus better comfort, which is confirmed by a student’s t-test (p value, Table 5). LT is almost the same in the course and wale direction for both knitted fabrics. Tensile resilience (RT) measures the recovery from tensile deformation and indicates dimensional stability of textile material. In the course stretching of 2Cs knit, the lowest EMT was followed by the highest RT (37.61%), which is significantly different (p = .013) from that of the FCs knit (34.9%). Being more resilient to tensile deformation in course direction due to increased inter-yarn and interfiber frictional forces, 2Cs knit was characterized by better recovery. However, higher averaged resilience of 2Cs knitted fabric (Table 5) was not statistically proven as a consequence of similar RT values in wale direction (25.9 and 26.3 for 2Cs and FCs, respectively). Better uniformity of the measured tensile parameters for the knitted fabric produced from two-folded hemp yarn was confirmed by calculated SD.
Shear deformation is very common during the wearing process since fabric needs to be stretched or sheared to a greater or lesser degree to conform to new body movement. Shear rigidity provides a measure of the resistance to rotational movement of the threads within a material subjected to low shear deformation. The lower the value, the more readily the material conforms to the intended shape. As can be seen from Table 6, the knitted fabrics were different in shear rigidity (G). The shear rigidity of FCs knit was quite uniform in both (wale and course) direction, whereas the shear rigidity of 2Cs knit was much higher in course direction than wale direction. In addition, during shear deformation in course direction, the shear rigidity of 2Cs knit was higher than that of FCs knit due to the increased course density of the former, which in turn increased the resistance to slippage between the yarn intersections. When comparing the values of shear rigidity in wale direction, the reduced value for 2Cs knit was supposed to be a consequence of both the lower inter-yarn and intra-yarn frictional forces in wale direction. Unlike the two-folded hemp yarn composed of two single components twisted together in order to obtain “new” linear structure, in the assembled yarn, two single yarns have been brought together immediately before knitting. Therefore, their inter-cohesion is mainly determined by the number of interlacing points in 2Cs knit, which causes greater yarn slippage in wale direction in relation to that of the two-folded yarn. In a two-folded yarn, even though fibers are partially untwisted with increased mobility inside the yarn, the slippage of the yarn is reduced due to well-integrated fiber assembly in its structure enabled by secondary twist. Additionally, due to the higher covering power of the two-folded yarn, the areas of frictional contact inside the stitches were increased which caused the slippage of the yarn to decrease. As can be seen in Figure 2, the areas of frictional contact between yarn segments forming a loop are lower in 2Cs knitted fabric, thus providing reduced resistance to shear deformation in wale direction. The differences in wale and course shear rigidity between the two knits were statistically confirmed (p values, Table 6); however, there is no difference in averaged shear rigidity between the knits due to the compensating effect of directional (wale and course) rigidity. Shear hysteresis is defined as the friction force occurring among interlacing points of the treads when they are moving over each other measured at ±.5° shear angle (2HG) and ±5° shear angle (2HG5). The lower the 2HG and 2HG5, the better the recovery from shear deformation. Similar to shear rigidity, the knitted fabrics were characterized by different 2HG and 2HG5 parameters. The ability of FCs knit to recover from wale- and course-directional shear deformation was converged, whereas the values of 2HG and 2HG5 parameters for 2Cs knit were lower in wale than those in course direction (Table 6). According to the parameters’ similar profiles of the knitted fabrics regarding shear behavior, it can be concluded that the stitch density of the knits and friction between fibers and yarns, which in turn resulted from yarn characteristics, are responsible for directional shear hysteresis (as confirmed by statistical analysis). But, again, there is no statistically proven difference in averaged shear hysteresis parameters. An improvement in course-directional shear deformation of the FCs knitted fabric was followed by an improvement in uniformity of the measured KES parameters, which is indicated by the calculated SD (Table 6).
Shear and Surface Properties of the Plain Hemp Knitted Fabrics.
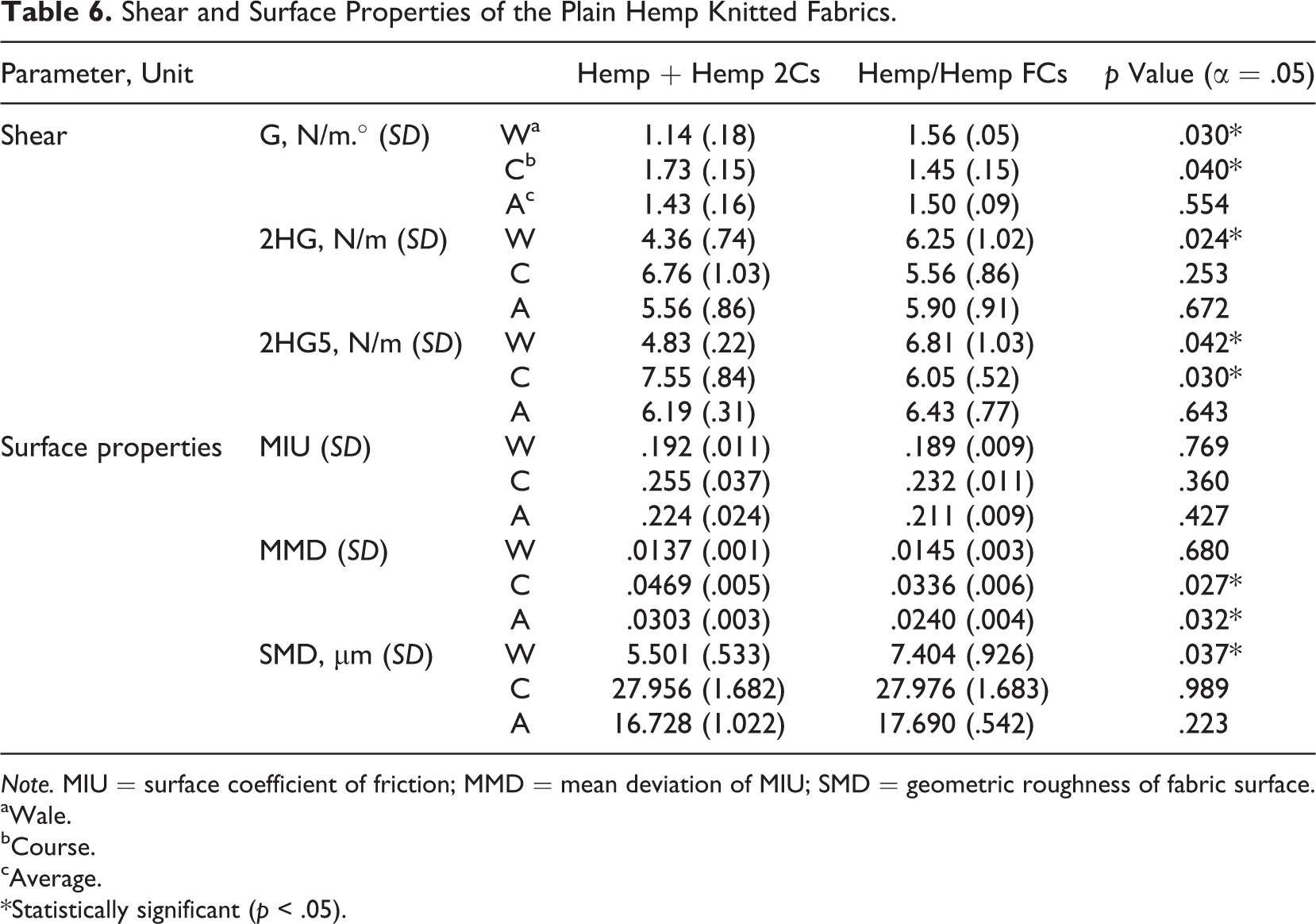
Note. MIU = surface coefficient of friction; MMD = mean deviation of MIU; SMD = geometric roughness of fabric surface.
aWale.
bCourse.
cAverage.
*Statistically significant (p < .05).
Generally, the knit surface has a number of ridges formed by yarns and, in the case of a staple yarn, is covered with a large number of fibers protruding out of the yarn bulk. Since the skin-fabric contact areas as well as surface fibers act as the transmitting media of the mechanical load, the surface properties of textile materials are considered to be an important determinant of tactile comfort. Surface properties are represented by the surface coefficient of friction, the mean deviation of coefficient of friction (MMD), and geometrical roughness of the fabric surface (SMD). A lower value of MIU, MMD, and SMD indicates the smoother surface of the knit. According to the results presented in Table 6, MIU and MMD for the knitted fabric produced from two-folded hemp yarn were less than that of the knit produced from two-assembled yarn. However, it should be noted that the t-test results did not confirm this for the MIU. Nevertheless, SD indicated improved uniformity of FCs knit with regard to the MIU (Table 6). This is also confirmed by the MMD, especially in course direction, which can be explained by improved uniformity of two-folded yarn. Namely, the diameter of the two-folded hemp yarn was expected to be more regular than that of the single yarn, since the irregularities of both single components were partially compensated. The results of surface roughness indicated quite different values of the parameter SMD in wale and course directions (Table 6). This directional difference resulted from stitch formations in the weft-knit structure. Roughness is generally greater in course direction since stitches are connected in the wale direction. Having the same wale density (i.e., the density in horizontal direction; Table 2), the knitted fabrics were characterized by the same roughness. However, in wale direction, FCs knit was rougher than 2Cs knit probably due to higher packing density of single yarn. The higher packing density of single yarn together with the closer aggregation of yarn in a vertical direction (higher course density of 2Cs knit) seems to cause more regular contours in the wale direction at least as it was recorded by KES-FB4 unit. Although the t-test results verified these comments (p values, Table 6), we believe that the difference in SMD value of the knitted fabrics in course direction was not as large as measured by the KES-FB4 unit, thanks to the compensating effect of yarn spacing. The lower packing density of the two-folded hemp yarn, as well as the slightly higher loop length of FCs knit, made this yarn even bulkier since it was not stressed in compression. Due to this relaxation of the yarn, which can be seen in Figure 2, FCs knitted fabric has higher softness (compressibility, Table 5) and larger real contact area than the one made of single yarn. During the measurement of surface roughness using the KES-FB4 unit, a contact between the probe (steel wire) and the surface exists which causes the yarn to be stressed and not relaxed as is the real case.
Conclusion
In the scope of this study, the knitted fabrics composed of single or two-folded hemp yarn were compared from the aspect of comfort properties in order to bring to light the potential of yarn folding for clothing comfort. On the basis of the results obtained, some conclusions can be drawn. The operation of yarn folding influences both primary and secondary parameters of the knitted fabric structure through the effectiveness of fiber aggregation, which manifests itself in packing density and bulk density of the complex yarn. Moreover, the “new quality” structure of the two-folded hemp yarn, with the new properties coming from the changes in fiber orientation in the first place, was proved to have a great influence on comfort properties of the knitted fabrics. The results indicated an improvement in air permeability and water vapor permeability of the knits produced from two-folded hemp yarn, whereas the increase of thermal resistance was not proved. The results concerning deformation behavior indicated a mainly positive effect of yarn folding on compression behavior and course-directional tensile and shear deformations. An improvement in transport and deformation properties was followed by an improvement in uniformity of the measured parameters. As a consequence of reduced two-folded yarn mobility in wale direction, higher resistance to shear deformation of the knit was noticed. This mainly positive influence on comfort properties was reflected through the air volume distribution within the fabric as well as the intra- and inter-yarn mobility which are highly related to the transport properties, deformation behavior, and surface properties of clothing materials.
Since the deformation properties of the knitted fabric composed of two-folded hemp yarn are improved (with the exception of the resistance to shear deformation in wale direction) without serious deterioration of its transport and surface properties, the folding operation merits further consideration as an effective means for improving tactile comfort properties of hemp textile materials.
Although the results obtained cannot be explicitly extrapolated to clothing materials other than those tested in this study, it could be said with certainty that the influence of yarn folding on fabric comfort cannot be neglected. Further investigations including various fiber types, textile materials with a wide variety of structures, and yarns with a wide range of folding density are needed in order to ascertain the general guidelines for design of clothing materials with satisfactory comfort properties.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Ministry of Education, Science and Technological Development of the Republic of Serbia by the Project OI-171029.